ГОСТ 28120-89
(CT СЭВ 6299-88)
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ.
ХВОСТОВИКИ ДЕРЖАВОК ПРИЗМАТИЧЕСКИЕ
Конструкция
NC metal-cutting machine tools. Prismatic shanks of holders. Design
ОКП 39 2800
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.Н.Байков, Ю.А.Архипов, С.С.Кедров, А.Д.Новицкая
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.04.89 N 1082
3. Срок проверки 1999 г., периодичность проверки - 10 лет
4. Стандарт полностью соответствует СТ СЭВ 6299-88
5. ВВЕДЕН ВПЕРВЫЕ
Настоящий стандарт распространяется на хвостовики державок с базирующей призмой для токарных станков с числовым программным управлением и устанавливает основные и присоединительные размеры хвостовиков, а также револьверной головки или переходной плиты.
1. Основные и присоединительные размеры хвостовиков должны соответствовать указанным на черт.1 и в табл.1.
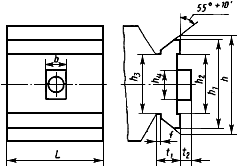
Черт.1
Таблица 1
мм
|
|
|
|
| ||||||
Номин. | Пред. откл. | |||||||||
56 | -0,1 | 52 | 32 | 39 | 20 | 13 | 5 | 16 | 3 | 65 |
72 | 68 | 42 | 53 | 20 (25) | 15 | 6 | 20 | 85 | ||
90 | -0,2 | 85 | 50 | 71 | 25 (30) | 17 | 25 | 5 | 100 | |
115 | 110 | 65 | 95 | 32 (45) | 19 | 108; 125 | ||||
140 | 135 | 80 | 115 | 40 (60) | 23 | 8 | 118; 160 | |||
Примечания:
1. Отверстие для подвода смазочно-охлаждающей жидкости может быть размещено в осевом упоре.
2. Допускается исполнение осевого упора в виде привертываемой планки.
3. Размеры, заключенные в скобках, при новом проектировании не применять.
2. Присоединительные размеры револьверной головки или переходной плиты должны соответствовать указанным на черт.2 и в табл.2.
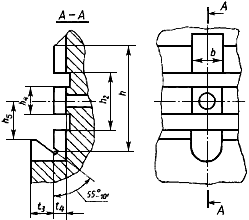
Черт.2
Таблица 2
мм
|
|
| ||||
56 | 32 | 20 | 21 | 12 | 5,5 | 16 |
72 | 42 | 20 (25) | 28 | 14 | 6,5 | 20 |
90 | 50 | 25 (30) | 37 | 16 | 25 | |
115 | 65 | 32 (45) | 49 | 18 | ||
140 | 80 | 40 (60) | 59 | 22 |
Примечания:
1. Отверстие для подвода смазочно-охлаждающей жидкости может быть размещено в пазу для осевого упора.
2. Допускается размещение паза для осевого упора в привертываемой планке.
3. Размеры, заключенные в скобках, при новом проектировании не применять.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
{kind=link}