ГОСТ 31.0000.01-90
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
Основные положения
Technological arrangement.
Basic provisions
МКС 25.060.01
ОКП 39 0000
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.04.90 N 1000
3. ВЗАМЕН ГОСТ 31.0000.01-87
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 4.433-86 | Приложение |
ГОСТ 31.010.01-84 | Приложение |
ГОСТ 31.111.41-93 | Приложение |
ГОСТ 31.121.41-84 | Приложение |
ГОСТ 31.211.41-93 | Приложение |
ГОСТ 31.211.42-93 | Приложение |
ГОСТ 31.0101.01-89 | Приложение |
ГОСТ 31.0151.01-90 | Приложение |
ГОСТ 31.1001.01-88 | Приложение |
ГОСТ 31.1066.01-85 | Приложение |
ГОСТ 31.1066.02-85 | Приложение |
РД 50-533-85 | 2.9; приложение |
РД 50-572-90 | 2.2, 2.7 |
Р 50-50-88 | Приложение |
К 31.112.40-83 | 2 9; приложение |
К 31.112.41-89 | Приложение |
К 31.122.40-88 | Приложение |
К 31.212.40-83 | Приложение |
А 31.0105.01-89 | Приложение |
5. ПЕРЕИЗДАНИЕ
Настоящий стандарт устанавливает:
объекты стандартизации, правила разработки, классификации, присвоения обозначений и распространения документов на технологическую оснастку (ТО) в условиях хозяйственного расчета, интенсификации и автоматизации производства в машино- и приборостроении;
порядок общесистемного управления работами по унификации, типизации и стандартизации, автоматизации учета и применения документов на ТО, оценке комплексности решений и совместимости с другими взаимосвязанными по объектам стандартизации документами;
назначение государственного фонда (фонда) документов на ТО, ее детали и сборочные единицы, виды документов, входящих в состав фонда, их структуру, основные цели и решаемые задачи.
1. НАЗНАЧЕНИЕ ФОНДА, ВИДЫ, СТРУКТУРА, ОСНОВНЫЕ ЦЕЛИ И РЕШАЕМЫЕ ЗАДАЧИ ВХОДЯЩИХ В ЕГО СОСТАВ ДОКУМЕНТОВ
1.1. Основное назначение фонда - комплексное нормативно-техническое, методическое и программное обеспечение решений научно-технических и производственных задач, связанных с ТО в организациях и на предприятиях.
1.2. В состав фонда входят: нормативно-технические, руководящие документы и рекомендации (ГОСТ, РД, Р);
промышленные каталоги, альбомы и типажи в виде нормативно-производственных изданий (К, А, Т);
документы, выполненные на носителях данных в виде стандартных и типовых программ и информационных массивов к ним, для автоматизированного решения установленных задач (ПС, ПТ, ИМ);
рекомендуемые к применению справочные и методические рекомендации (СР, МР).
1.3. В зависимости от функционального назначения документы фонда подразделяются на три взаимосвязанные группы:
обеспечивающие работы по унификации, типизации и стандартизации процессов выбора, проектирования, изготовления, эксплуатации, технического обслуживания и ремонта (восстановления) ТО за счет установления организационно-методических правил, общетехнических норм, типовых методов и решений;
обеспечивающие контроль совместимости, качества и технического уровня ТО за счет установления требований к конечной готовой ТО (самостоятельного применения) и к входящим в ее состав деталям и сборочным единицам;
совершенствующие производственные процессы изготовления и применения ТО на промышленных предприятиях за счет конструкторского, технологического, организационно-технического и программного обеспечения.
1.4. Основными целями документов являются:
обеспечение системного подхода и комплексности унификации, типизации и стандартизации ТО и составляющих ее деталей и сборочных единиц;
обеспечение рационального использования производственных фондов, экономии материальных и трудовых ресурсов при разработке, изготовлении и использовании ТО;
повышение технологической готовности предприятий, а также производительности, стабильности и гибкости производственных процессов изготовления изделий.
1.5. Объекты стандартизации, решаемые задачи, виды и структура документов установлены в табл.1 и 4.
2. ПРАВИЛА РАЗРАБОТКИ И РАСПРОСТРАНЕНИЯ ДОКУМЕНТОВ
2.1. Планирование разработки должно быть направлено на создание целевых комплексов документов, обеспечивающих полноту решения совокупности задач по установленным объектам стандартизации.
Каждый разрабатываемый комплекс документов должен распространяться на вид или разновидность ТО, определяемый по табл.2.
2.2. Виды документов по каждой решаемой задаче должны соответствовать указанным в табл.1.
Таблица 1
Объекты стандартизации, решаемые задачи, виды и структура документов на ТО
Объекты стандартизации и решаемые задачи | Виды документов и их распространение на ТО | Виды стандартов | |
1. | Организационно-методические правила (порядки) стандартизации, проектирования, изготовления и применения ТО | ||
1.1. | Порядок общесистемного управления созданием и применением документов на ТО. | ГОСТ, РД на СУГОП | Основные (общие) положения |
1.2. | Порядок целевого управления созданием и применением ТО. | РД, МР, П, ИМ на СУГОП, УГОП, ГОП, ПГОП | |
2. | Общетехнические правила (методы) проектирования, производства и применения ТО | ||
2.1. | Методы обеспечения информационного единства и информационных взаимосвязей в процессах проектирования, производства и применения ТО. | ГОСТ на УГОП, ГОП и ПГОП | Термины и определения. |
2.2. | Методы обеспечения технического единства и взаимосвязей в процессах проектирования, производства и применения ТО. | РД, МР на УГОП, ГОП и ПГОП |
|
Установление методов расчета, норм и требований по унификации, типизации и стандартизации ТО и составляющих ее деталей и сборочных единиц, включая их проектирование, производство и применение, в том числе требований к свойствам, надежности, сохраняемости и совместимости ТО |
| ||
3. | Типовые технологические правила (методы) проектирования, производства и применения ТО | ||
3.1. | Типовые технологические методы проектирования ТО. | ||
Установление типовых и стандартных программ автоматизированного выбора и проектирования ТО, расчетов ее элементов и информационных массивов к ним | ГОСТ на системы ТО, РД, МР, А, ИМ на УГОП, ГОП, ПГОП | Общие технические условия | |
3.2. | Типовые технологические методы производства ТО. | ||
3.3. | Типовые технологические методы применения ТО. | РД, МР, А, П, ИМ на УГОП, ГОП и ПГОП | |
Установление типовых и стандартных программ автоматизированного перемещения и складирования ТО и информационных массивов к ним | |||
4. | Классификационные группировки однородной ТО и конкретная ТО (конечная готовая ТО самостоятельного применения) | ||
4.1. | Укрупненные группы однородной продукции (УГОП). | К (типажи конструкций) на УГОП и ГОП | |
Установление номенклатуры, создаваемой и потребляемой ТО, установление типажа ТО | |||
4.2. | Группы однородной продукции (ГОП). |
|
|
Установление технического уровня и качества создаваемой и потребляемой ТО показателей качества, правил и норм проверок и испытаний ТО | ГОСТ на ГОП, ПГОП | Общие технические требования (ОТТ) | |
4.3. | Конкретная продукция (КП). |
|
|
| Разработка и потребление ТО, изготавливаемой в виде товарной и нетоварной продукции (для внутреннего потребления).
| ГОСТ, К, А на КП
|
|
Установление конструкций и размеров ТО, норм комплектации, требований к эксплуатации и гарантий изготовителя | |||
5. | Классификационные группировки однородных деталей и сборочных единиц, входящих в состав конечной готовой ТО | ||
5.1. | Укрупненные группы однородной продукции. |
|
|
| Установление номенклатуры, технического уровня и качества создаваемых и потребляемых деталей и сборочных единиц. Установление показателей качества, правил и норм проверок и испытаний
| ГОСТ на ГОП, ПГОП
| Общие технические требования (ОТТ)
|
5.2. | Конкретная продукция. |
|
|
| Разработка и потребление деталей и сборочных единиц, изготавливаемых в виде товарной и нетоварной продукции. | ГОСТ, К, А, на КП | |
Примечание. В табл.1 приняты следующие буквенные обозначения:
СУГОП - совокупность укрупненных групп однородной продукции (ТО и (или) составляющих ее деталей и сборочных единиц);
УГОП - укрупненные группы однородной продукции (виды ТО и (или) составляющих ее деталей и сборочных единиц. Например, вспомогательные приспособления и инструмент к металлорежущим и деревообрабатывающим станкам и для ручных работ);
ГОП - группы однородной продукции (подвиды вида ТО и (или) составляющих ее деталей и сборочных единиц. Например, приспособления и инструмент для ручной работы);
ПГОП - подгруппы однородной продукции (разновидности подвида ТО и (или) составляющих ее деталей и сборочных единиц. Например, дрели, коловороты, трещотки);
АСТПП - автоматизированная система технологической подготовки производства;
САПР - системы автоматизированного проектирования;
АСУП - автоматизированная система управления производством.
Требования к структуре, содержанию и общий порядок разработки промышленных каталогов и альбомов, а также порядок разработки включаемой в их состав ТО - по РД 50-572.
2.3. Принимаемая последовательность сроков разработки состава комплекса документов должна обеспечивать:
техническое и методическое единство построения и содержания планируемых к разработке документов по каждому объекту их распространения и решаемой задаче;
преемственность и взаимосвязь между документами, имеющими различные объекты распространения.
2.4. Разработанные до введения в действие настоящего стандарта документы на ТО подлежат пересмотру или отмене при их пересмотре в соответствии с установленными требованиями. Порядок пересмотра документов - по НТД.
2.5. Включение действующих и вновь разрабатываемых документов в состав фонда должно осуществляться на основе государственных планов стандартизации, программ комплексной стандартизации (ПКС) и планов мероприятий по повышению уровня применения стандартной оснастки с соблюдением требований настоящего стандарта в части соответствия объектов унификации, типизации и стандартизации, решаемых задач, областей распространения, сферы действия и видов документов.
Унификация, типизация и стандартизация ТО должны быть направлены на создание систем ТО.
Примечание. Характеристика систем ТО приведена в приложении.
2.6. Включению в систему ТО подлежат разновидности ТО, имеющие общую специфику:
построение типажа, типоразмерных рядов, применяемых методов агрегатирования составных функциональных частей, применяемых конструктивных элементов стыковых соединений;
технико-эксплуатационных характеристик, норм точности, применяемых материалов и покрытий, номенклатуры оценочных показателей.
2.7. Стандартизация систем ТО должна обеспечивать:
создание ТО с заранее заданными стандартными параметрами, размерами и эксплуатационными характеристиками, исключающими стандартизацию ее типов и конструкций;
сокращение количества действующих стандартов на ТО за счет разработки стандартов на системы ТО, внесение в промышленные каталоги и альбомы ранее стандартизованной ТО с отменой распространяющихся на нее стандартов в порядке, установленном РД 50-572;
развитие специализированного производства и типизацию основных регламентов технологии, обеспечивающих заданное качество изготовления, в том числе и в инструментальных цехах предприятий, как конструкций ТО, так и составляющих ее частей и средств механизации за счет обеспечения повторяемости применения в производственных процессах и единства метрологического обеспечения.
2.8. Обеспечение предприятий и организаций конструкторско-технологической и справочной информацией осуществляется разработкой:
промышленных каталогов на запланированную к изготовлению и изготавливаемую в виде товарной продукции ТО и (или) составляющие ее детали и сборочные единицы;
промышленных альбомов на унифицированную и стандартную ТО и (или) составляющие ее детали и сборочные единицы для изготовления в виде нетоварной продукции (для внутреннего потребления).
2.9. Информационные связи между комплексами документов и документами, входящими в состав каждого комплекса, должны осуществляться внесением ссылок на взаимосвязанные документы независимо от их вида.
Пример ссылки в государственном стандарте на систему универсально-сборных приспособлений:
"Номенклатура и обозначение вновь разрабатываемых деталей и сборочных единиц универсально-сборных приспособлений подлежат включению в межотраслевой промышленный каталог К 31.112.40".
"Выбор приспособлений к металлорежущим станкам - по РД 50-533".
2.10. Обеспечение нормативно-техническими и руководящими документами (ГОСТ, РД) производится в порядке, установленном в НТД.
2.11. Обеспечение промышленными каталогами, альбомами, типажами, документами, выполненными на носителях данных, а также справочными и методическими рекомендациями производится через магазины стандартов по заявкам министерств, предприятий и организаций.
Заявки на документы следует оформить на официальном бланке организации (предприятия). Заявку подписывают руководитель (заместитель руководителя или лицо, ими уполномоченное) и главный бухгалтер.
Заявка должна содержать:
1) обозначение документов;
2) количество запрашиваемых экземпляров каждого документа;
3) гарантийное обязательство об оплате стоимости изготовления документов;
4) расчетный счет и почтовые реквизиты организации (предприятия), МФО, почтовый индекс банка.
2.12. Размножение и передача приобретенных документов другим заинтересованным организациям и предприятиям не допускается.
2.13. Информация о вошедших в состав фонда утвержденных и зарегистрированных документах на ТО публикуется Госстандартом СССР в соответствующих информационных указателях.
3. ПОРЯДОК ОРГАНИЗАЦИИ И ФУНКЦИОНИРОВАНИЯ ФОНДА ДОКУМЕНТОВ НА ТО
3.1. Держателем подлинников документов на ТО, входящих в состав фонда, является Госстандарт СССР.
Госстандарт СССР определяет техническую политику в области стандартизации ТО, утверждает планы государственной стандартизации, программы комплексной стандартизации и разработанные в установленном порядке документы на ТО (ГОСТ и РД), а также выдает государственные заказы на разработку документов.
3.2. Госстандарт СССР осуществляет функции держателя подлинников непосредственно и через входящих в его систему научно-исследовательские институты и Издательство стандартов.
3.3. Всесоюзный научно-исследовательский институт по нормализации в машиностроении (ВНИИНМАШ):
проводит техническую политику в области стандартизации ТО;
формирует фонд документов и создает на его основе научно-технический сервис в машиностроении;
разрабатывает проекты целевых программ комплексной стандартизации, принимает участие в разработке и проводит экспертизу всех документов, включаемых в фонд;
кодирует, утверждает, регистрирует и хранит подлинники каталогов, альбомов и типажей на ТО, а также документов, выполненных на носителях данных в виде стандартных и типовых программ и информационных массивов к ним, для автоматизированного решения установленных задач и подлинники рекомендуемых к применению справочных и методических документов (К, А, Т, ПС, ПТ, ИМ, СР, МР);
кодирует утвержденные Госстандартом СССР проекты ГОСТ, РД и Р на ТО, регистрацию которых проводит Всесоюзный научно-исследовательский институт технической информации, классификации и кодирования (ВНИИКИ);
тиражирует документы, выполненные на носителях данных;
проводит учет и рекламу документов фонда, осуществляет маркетинг по проблемам ТО и целевое финансирование разработки и приобретения документов.
3.4. ВНИИНМАШ организует работы по развитию и функционированию фонда документов на ТО:
создает на договорной основе межотраслевые научно-технические комиссии для формирования на конкурсной основе предложений промышленности по разработке документов, предложений по определению состава разрабатываемых целевых ПКС, оценке технического уровня и прикладного значения проектов, участия в разработке документов;
привлекает на конкурсной договорной основе к разработке (передаче) документов на ТО предприятия и организации;
привлекает на договорной основе Издательство стандартов, которое проводит редактирование и тиражирование, комплектацию и продажу документов, а также осуществляет сбор заявок на их приобретение от предприятий и организаций промышленности.
4. КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЕ ДОКУМЕНТОВ
4.1. Полное обозначение документов состоит из двух частей: индекса и цифрового обозначения.
4.2. Индекс состоит из буквенного обозначения, определяет вид документа и устанавливается в соответствии с указанным в п.1.2.
4.3. Цифровое обозначение устанавливается по настоящему стандарту и состоит из десяти цифр, объединенных в четыре группы, первые три из которых отделены друг от друга точкой, а четвертая отделена от третьей тире.
4.3.1. Первая группа - двузначное число, обозначающее номер фонда 31, в состав которого входит документ.
4.3.2. Вторая группа - четырехзначное число, из которого первые две цифры, устанавливаемые по табл.2, обозначают вид или разновидность вида ТО, на которую распространяется документ.
Таблица 2
Классификация и обозначение документов по их распространению на разновидность ТО
Область распростра- | Обозначение разновидностей ТО | ||||||||||||||
00 | 01 | 02 | 03 | 04 | 05 | 06 | 07 | 08 | 09 | ||||||
Вся технологичес- | Вся технологи- | Приспособ- | Приспособ- | Приспособ- | Приспособ- | Приспособ- | Инструмент для обработки резанием, его системы и многоцеле- | Резерв | Приспо- | Прочие | |||||
| 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | |||||
Разновиднос- | Приспособ- | Приспособления к станкам целевые: | Резерв | Дополни- | Прочие | ||||||||||
токарным, круглошли- фовальным, внутришли- фовальным, резьбошли- фовальным, резьбообра- батывающим, кроме резьбо- нарезных | фрезерным, строгальным, долбежным, плоскошли- | сверлильно- | зубообра- | протяжным, прошивоч- | бесцентро- | ||||||||||
20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | ||||||
Разновиднос- | Приспособ- | Резерв | Приспособления | Резерв | Инструмент | Резерв | Инструмент строитель- | Резерв | Прочие | ||||||
для термической обработки | слесарные, сборочные | ||||||||||||||
30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 | ||||||
Разновиднос- | Штампы и приспособления для холодной штамповки | Штампы и приспособления для горячей штамповки
| Пресс-формы для изделий из неметал- | Резерв | Прочие | ||||||||||
листовой | объемной | специальных видов | на прессах и горизон- | на машинах ударного действия | свободной ковкой на молотах и прессах | специаль- | |||||||||
40 | 41 | 42 | 43 | 44 | 45 | 46 | 47 | 48 | 49 | ||||||
Разновиднос- | Приспособ- | Модели, плиты, ящики, стержневые, опоки литейные | Приспособ- | Резерв | Приспособления и инструмент для литья | Приспо- | Резерв | Прочие | |||||||
кокильного под давлением, непрерывного | по выплавляе- | ||||||||||||||
50 | 51 | 52 | 53 | 54 | 55 | 56 | 57 | 58 | 59 | ||||||
Разновиднос- | Патроны для режущего инструмента | Оправки, борт-штанги, фланцы, планшайбы | Державки для | Блоки, головки, втулки, цанги, вставки, держатели, кольца | Резерв | Приспособления и инструмент для ручных работ | Резерв | Прочие | |||||||
| Дрели, коловоро- | Рамки пильные воротки, клуппы, удлинители | Прочие | ||||||||||||
60 | 61 | 62 | 63 | 64 | 65 | 66 | 67 | 68 | 69 | ||||||
Разновиднос- | Резцы | Фрезы | Резерв | Сверла, зенкеры, зенковки развертки | Резерв | Инструмент зуборезный, резьбона- | Протяжки, прошивки | Инструмент | |||||||
| токарные | строгальные и долбежные |
| алмазный, абразив- | ручной, режущий, слесар- | ||||||||||
| 70 | 71 | 72 | 73 | 74 | 75 | 76 | 77 | 78 | 79 | |||||
Резерв |
|
|
|
|
|
|
|
|
| ||||||
80 | 81 | 82 | 83 | 84 | 85 | 86 | 87 | 88 | 89 | ||||||
Разновиднос- | Калибры | Меры и проверочный инструмент | Приборы, инструмент и приспособ- | Резерв | Приборы и приспо- | Резерв | Приспо- | Резерв | Прочие | ||||||
| гладкие, резьбовые | комплексные, профильные |
|
|
|
|
|
|
|
| |||||
90 | 91 | 92 | 93 | 94 | 95 | 96 | 97 | 98 | 99 | ||||||
Резерв |
|
|
|
|
|
| |||||||||
Примечание. Разновидности ТО содержат немеханизированную, механизированную и автоматизированную ТО, предназначенную для использования на технологическом оборудовании, в том числе на обрабатывающих центрах, гибких производственных модулях и в гибких производственных системах.
Третья цифра, устанавливаемая по табл.3, обозначает систему ТО, которая входит в состав вида или разновидности ТО (характеристика систем ТО по приложению).
Таблица 3
Классификация и обозначение документов по распространению на системы ТО
Обозначение документов | Область распространения |
0 | Все системы ТО |
1 | Система универсально-сборной оснастки (УСО) |
2 | Система универсально-сборной переналаживаемой оснастки (УСПО) |
3 | Система сборно-разборной оснастки (СРО) |
4 | Система универсальной безналадочной оснастки (УБО) |
5 | Система универсальной наладочной оснастки (УНО) |
6 | Система специализированной наладочной оснастки (СНО) |
7 | Система неразборной специальной оснастки (НСО) |
8 | Не относящаяся к системам ТО |
9 | Резерв |
Четвертая цифра, устанавливаемая по табл.4, обозначает вид решаемой документом задачи.
Таблица 4
Классификация и обозначение документов по решаемым задачам
Обозначение документов | Область распространения | Решаемые задачи |
0 | Создание документов на ТО и ее частей. Унификация и стандартизация ТО (СУГОП, УГОП, ГОП, ПГОП) | Обеспечение машинного учета и применения документов. Создание методической основы унификации и стандартизации ТО. Установление терминологического единства. Формирование массива документов на ТО |
1 | Проектирование и изготовление ТО (СУГОП, УГОП, ГОП, ПГОП) | Установление организации работ, общетехнических норм и технологических методов разработки конструкторской и технологической документации и изготовление ТО со стандартными параметрами, размерами и эксплуатационными характеристиками. Автоматизация проектирования и изготовления ТО |
2 | Выбор ТО и комплектование парков ТО (СУГОП, УГОП, ГОП, ПГОП) | Установление организации работ, общетехнических норм и технологических методов оснащения технологии производства, создание парков переналаживаемой ТО на предприятиях-потребителях с учетом специфики оснащаемого производства. Механизация и автоматизация решения задач ТПП |
3 | Эксплуатация, ремонт, хранение и списание ТО (УГОП, ГОП, ПГОП) | Установление организации работ, общетехнических норм и технологических методов обеспечения эффективности эксплуатации и окупаемости ТО, сохранения и восстановления стабильности ее качества |
4 | Изготавливаемые специализированным производством в качестве товарной продукции комплексы ТО (КП) | Обеспечение потребителей исходной конструкторско-технологической информацией о ТО, включаемой в промышленные каталоги |
5 | Изготавливаемые в качестве нетоварной продукции (для внутреннего потребления) комплексы ТО (КП) | Обеспечение изготовителей и потребителей конструкторско-технологической документацией на ТО, включаемой в промышленные альбомы |
6 | Отдельные конструкции ТО, в том числе изготавливаемые в виде товарной продукции (КП) | Обеспечение изготовителей и потребителей исходной информацией для разработки конструкторско-технологической документации на ТО и сведениями для выбора и применения ТО |
7 | Резерв | |
8 | Резерв | |
9 | Резерв |
Примечание. Подгруппы 7-9 в табл.4 выделены как дополнительные классификационные емкости для группировки и обозначения стандартов и других документов на конкретную ТО.
4.3.3. Третья группа - двузначное число, обозначающее порядковый регистрационный номер документа (регистрационные номера с 01 по 39 предназначены для обозначения документов на ТО; с 40 по 99 - для обозначения документов на детали и сборочные единицы ТО).
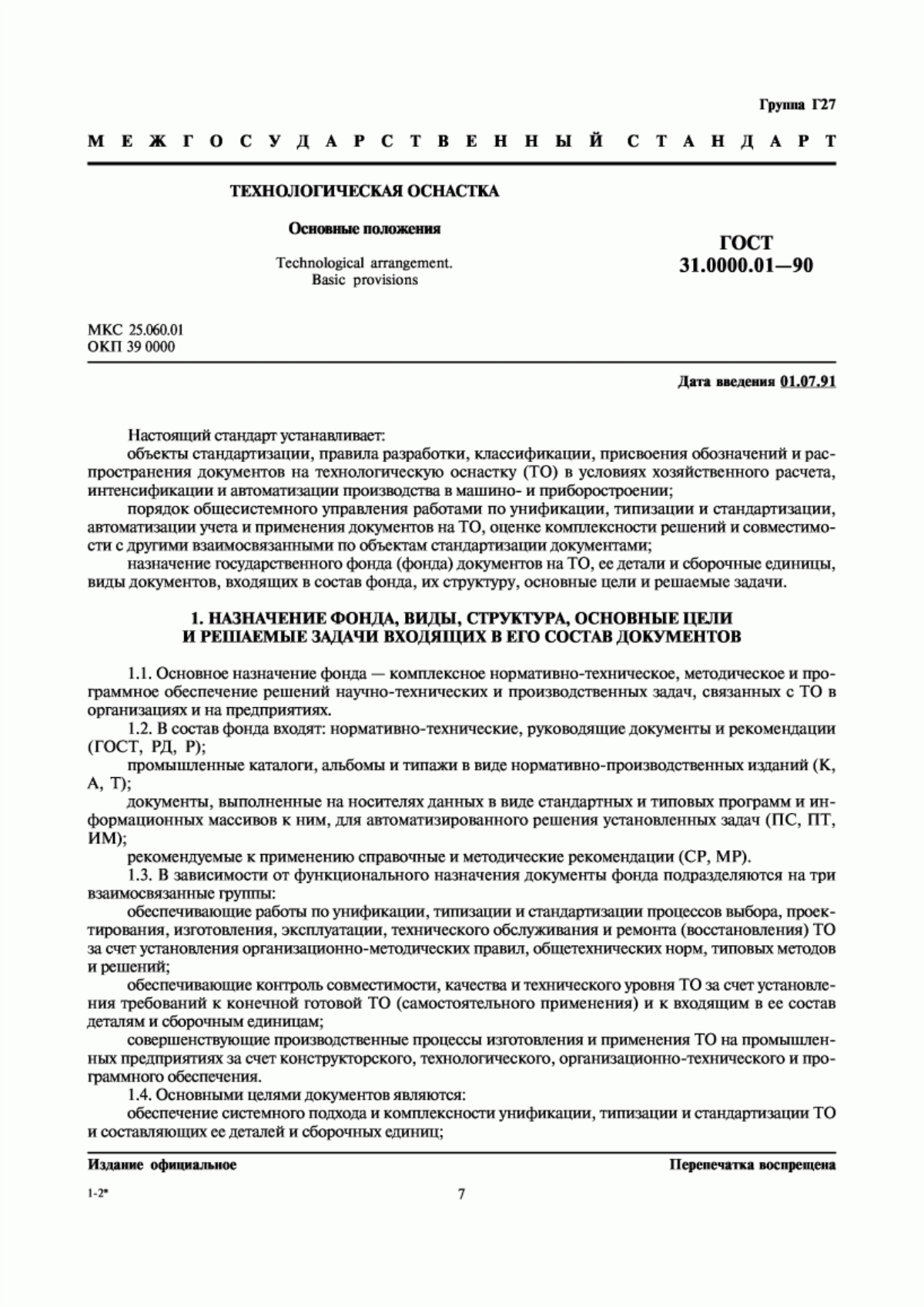
Пример построения обозначения государственного стандарта
"Технологическая оснастка. Основные положения"
![]()
1 - индекс;
2 - номер фонда, в состав которого входит документ;
3 - обозначение разновидности ТО, на которую распространяется документ (по табл.2);
4 - обозначение системы, к которой относится разновидность ТО (по табл.3);
5 - обозначение решаемой документом задачи (по табл.4);
6 - порядковый регистрационный номер;
7 - год утверждения (пересмотра).
4.4. Документы, распространяющиеся на разновидности ТО, не указанные в табл.2, следует относить к разряду "прочие" в соответствующей ступени классификации.
По мере накопления такие документы подлежат перенесению из разряда "прочие" в резервные части групп и подгрупп таблицы.
4.5. Заполнение резервных подклассов, групп и подгрупп проводит ВНИИНМАШ Госстандарта СССР.
ПРИЛОЖЕНИЕ
Рекомендуемое
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СИСТЕМ ТО
1. Различают межотраслевые и отраслевые системы ТО.
В настоящее время применяют следующие основные системы ТО:
1) межотраслевые
неразборная специальная (НСО);
универсально-сборная (УСО);
универсально-сборная переналаживаемая (УСПО);
сборно-разборная (СРО);
универсально-безналадочная (УБО);
универсально-наладочная (УНО);
специализированная наладочная (СНО);
2) отраслевые
унифицированная переналаживаемая (УПТО);
агрегатируемая переналаживаемая (АПО).
2. Системы ТО подразделяют:
по регламентированному НТД способу агрегатирования (сборки) конструкций, обеспечивающему эксплуатацию ТО в установленных масштабах, временном интервале и организационной форме производства, а также по количеству изменений, вносимых в изделие;
по регламентированному НТД конструктивному исполнению основного вида соединений, обеспечивающему в соответствии с установленным способом агрегатирования заданную параметрическую надежность ТО.
Характеристики систем ТО приведены в табл.5.
Таблица 5
Характеристика систем ТО
Основной способ изготовления ТО | Основной вид и характеристика соединений | Основной способ обеспечения гибкости | Основной вид специализации | Область применения | |||
Агрегатирование | Сборка неразборных соединений |
|
|
|
| ||
поде- тальное | узловое | блочное |
|
|
|
|
|
УСО | - | - | - | Паз-шпонка (с зазором) | Обратимость за счет разборки и сборки | Специальная ТО | Единичное и мелко- |
УСПО | - | - | Конический палец, цанга-отверстие, Т-образный паз, разрезной валик и др. (беззазорное соединение за счет деформируемого компенсатора) | Обратимость за счет разборки и сборки | Специальная универсальная и специализи- | Единичное, мелко- | |
- | СРО | - | - | Палец-отверстие (с зазором) |
|
| Серийное производство |
- | АПО | - |
| Обратимость за счет разборки и сборки | Универсальная и специализи- | Единичное, мелко- | |
- | - | УНО* | - | Палец-отверстие (с зазором) | Необратимость. | Универсальная ТО | Серийное производство |
- | - | СНО* | - |
|
| Специализи- рованная ТО |
|
- | - | УПТО* | - |
|
| Универсальная и специализи- рованная ТО |
|
- | - | УБО | Паз-шпонка (с зазором), штифт-отверстие (без зазора) | Необратимость. | Универсальная ТО | Единичное, мелко- | |
- | - | - | НСО | Сварка, штифт-отверстие (без зазора) | Необратимость и непереналажи- | Специальная ТО | Все виды производства |
_____________
* Агрегатируют соединением сменной наладочной и базовой частей ТО.
3. ТО систем 2СО, СРО, УБО, УСПО, УНО, СНО и аналогичных систем называют технологической оснасткой многократного применения.
Многократность применения ТО обеспечивается:
обратимостью составляющих конструкцию деталей и сборочных единиц (за счет разборки конструкции и сборки новой);
переналаживаемостью за счет смены или регулирования ее наладочных частей.
4. В зависимости от целевого назначения основные системы ТО разделяют на составляющие системы, предназначенные для конкретных видов производства и классов оборудования.
Например, систему УСО разделяют на составляющие ее системы:
универсально-сборных приспособлений к металлорежущим станкам (УСП);
универсально-сборных штампов (УСШ);
универсально-сборных приспособлений для контрольных операций (УСПК) и др.
5. Наименование вновь разрабатываемых систем обратимой и обратимой переналаживаемой ТО устанавливают по основной характеристике применяемого вида ее сборки (агрегатирования).
Известны две основные характеристики обратимой и обратимой переналаживаемой ТО по виду сборки (агрегатирования):
универсально-сборная и универсально-сборная переналаживаемая ТО, собирается методом подетального, узлового и подетально-узлового агрегатирования без механической доработки основных или компенсирующих поверхностей (УСО и УСПО);
сборно-разборная ТО, собираемая методом подетального, узлового или подетально-узлового агрегатирования с механической доработкой основных или компенсирующих поверхностей (СРС).
6. При необходимости в наименование системы вносят характеристику основной специализации и (или) вида ТО.
Например, сборно-разборная специализированная наладочная ТО (СРСНО); сборно-разборные специализированные наладочные штампы (СРСНШ).
В обоснованных случаях допускается внесение в наименование системы ТО обобщенной характеристики ее специализации.
Например, универсально-сборная переналаживаемая технологическая оснастка (УСПО).
В наименование систем всех видов необратимой ТО характеристику по виду сборки (агрегатирования), как правило, не включают.
Например, универсальная наладочная технологическая оснастка (УНО).
7. При совпадении наименования вновь разработанной системы ТО с действующей в его краткую форму необходимо внести дополнительное буквенное обозначение, отделяемое от него дефисом.
Например, сборно-разборная технологическая оснастка (СРО-А).
8. Проектирование и изготовление составных частей (деталей, сборочных единиц и конструкций ТО), входящих в состав конкретной системы ТО, производится по стандартизованным правилам, обеспечивающим единство применения и порядок расположения конструктивных элементов соединений, с соблюдением норм точности, материалов и их физико-механических и других свойств, определяющих заданные для этой системы ТО технико-эксплуатационные характеристики, точность, надежность, взаимозаменяемость и взаимособираемость составляющих ее частей.
Применяемые термины и определения - по ГОСТ 31.010.01.
Правила системного построения приспособлений к металлорежущим станкам: универсальных наладочных и специализированных наладочных (УНП и СНП) - по ГОСТ 31.0151.01;
универсально-сборных и универсально-сборных переналаживаемых (УСП и УСПП) - по ГОСТ 31.111.41 и ГОСТ 31.121.41.
Номенклатура и основные размеры деталей и сборочных единиц УСП и УСПП - по К 31.112.40, К 31.112.41, К 31.122.40.
Номенклатура оценочных показателей УСП - по ГОСТ 4.433.
Основные параметры и размеры приспособлений к металлорежущим станкам с ЧПУ, ГПМ и ГПС - по ГОСТ 31.1001.01, оправок для точных работ - по ГОСТ 31.1066.01 и ГОСТ 31.1066.02.
Автоматизированное агрегатирование приспособлений из деталей и сборочных единиц - по Р 50-50.
Правила системного построения приспособлений для сборочно-сварочных работ - по ГОСТ 31.211.41 и ГОСТ 31.211.42.
Номенклатура и основные размеры деталей и сборочных единиц приспособлений для сборочно-сварочных работ - по К 31.212.40.
Конструкция и размеры деталей управления и технические требования - по А 31.0105.01 и ГОСТ 31.0101.01.
Правила выбора приспособлений - по РД 50-533.
Текст документа сверен по:
Технологическая оснастка. Часть 1:
Сб. стандартов. - , 2005
{kind=link}