ГОСТ 16518-96
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТИСКИ СТАНОЧНЫЕ С РУЧНЫМ И МЕХАНИЗИРОВАННЫМ ПРИВОДАМИ
Общие технические условия
Machine vice with hand and mechanical drives. General specifications
МКС 25.060.20
ОКП 39 6131
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 224 "Технологическая оснастка"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 9 от 12 апреля 1996 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикский государственный центр по стандартизации, метрологии и сертификации |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 7 августа 1996 г. N 503 межгосударственный стандарт ГОСТ 16518-96 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 14904-80 и ГОСТ 16518-87
5 ИЗДАНИЕ (август 2009 г.) с Поправкой (ИУС 9-99)
1 Область применения
Настоящий стандарт распространяется на станочные тиски (далее - тиски) классов точности Н, П и В с ручным и механизированным приводами, предназначенные для установки и закрепления деталей при их обработке на металлорежущих станках, изготавливаемых для нужд народного хозяйства и экспорта.
Требования настоящего стандарта являются обязательными, за исключением раздела 6.
Стандарт пригоден для сертификации.
Требования по безопасности изложены в 5.1.15.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.2.029-88 Система стандартов безопасности труда. Приспособления станочные. Требования безопасности
ГОСТ 515-77 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 613-79 Бронзы оловянные литейные. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1491-80 Винты с цилиндрической головкой классов точности А и В. Конструкция и размеры
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 500 до 20000 кг. Общие технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14737-69 Шпонки призматические привертные. Конструкция
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
3 Типы
Тиски должны изготовляться типов:
А - с ручным приводом;
Б - с пневматическим приводом;
В - с гидравлическим приводом, исполнений:
1 - неповоротные (типы А, Б и В);
2 - поворотные (типы А, Б и В);
3 - поворотные с двухсторонним зажимом и усиленным креплением (тип А) и поворотные с усиленным креплением (типы Б и В).
4 Размеры
4.1 Основные размеры тисков типа А должны соответствовать рисункам 1 и 2 и таблице 1.
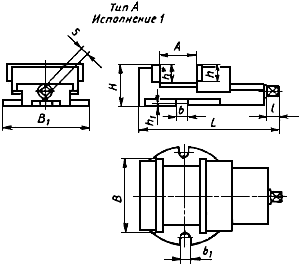
Рисунок 1
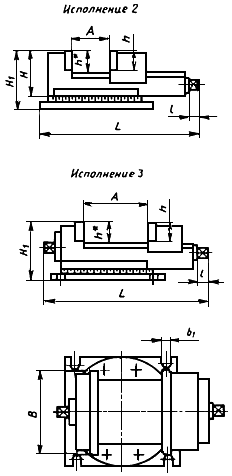
Рисунок 2
Примечание - Рисунки 1 и 2 не определяют конструкции тисков; размер ![]() ;
;
- для изделий, поставленных на производство до 01.01.90;
- для изделий, поставленных на производство после 01.01.90.
Таблица 1
Размеры в миллиметрах
Обозначение тисков исполнений |
|
|
|
|
|
|
| Усилие зажима | Мас- | |||||||
1 | 2 | 3 | Не более | |||||||||||||
7200-0201 | 63 | 40 | 100 | 200 | 65 | - | 20 | 4 | 12 | 12 | 10 | 25 | 400 | 6 | ||
7200-0202 | 250 | - | 90 | |||||||||||||
7200-0203 | 80 | 50 | 125 | 250 | 75 | - | 25 | 12 | 28 | 600 | 12 | |||||
7200-0204 | 280 | - | 100 | |||||||||||||
7200-0205 | 7200-0206 | 100 | 63 | 160 | 340 | 85 | 110 | 32 | 14 | 32 | 1000 | 25 | ||||
7200-0207 | 7200-0208 | 80 | 200 | 400 | 105 | 135 | 40 | 14 | 14 | 17 | 36 | 2000 | 30 | |||
7200-0209 | 7200-0210 | 125 | 125 | 110 | 140 | 32 | ||||||||||
7200-0211 | 450 | 40 | ||||||||||||||
7200-0212 | 7200-0213 | 160 | 100 | 250 | 500 | 130 | 165 | 50 | 14 | 14 | 19 | 40 | 2500 | 52 | ||
7200-0214 | 7200-0215 | 200 | ||||||||||||||
7200-0216 | 550 | 6 | 18 | 18 | 60 | |||||||||||
7200-0217 | 7200-0218 | 200 | 125 | 320 | 650 | 155 | 195 | 63 | 3500 | 80 | ||||||
7200-0219 | 7200-0220 | 250 | ||||||||||||||
7200-0221 | 90 | |||||||||||||||
7200-0222 | 7200-0223 | 250 | 160 | 360 | 800 | 185 | 230 | 80 | 22 | 45 | 4500 | 120 | ||||
7200-0224 | 7200-0225 | 320 | 200 | 250 | ||||||||||||
7200-0226 | 22 | 22 | 130 | |||||||||||||
7200-0227 | 7200-0228 | 320 | 400 | 400 | 900 | 225 | 275 | 100 | 5500 | 200 | ||||||
7200-0229 | ||||||||||||||||
7200-0230 | 7200-0231 | 400 | 500 | 500 | 1000 | 285 | 350 | 125 | 6500 | 270 | ||||||
7200-0232 | 290 | |||||||||||||||
* Размеры рекомендуемые | ||||||||||||||||
Пример условного обозначения станочных тисков типа А, исполнения 1 с шириной губок =125 мм и наибольшим ходом губки
=125 мм, класса точности Н:
Тиски 7200-0209 ГОСТ 16518-96
Примечание - В условных обозначениях тисков классов точности П и В следует добавлять буквенный индекс класса точности. Для тисков класса точности Н буквенный индекс не указывается.
4.2 Основные размеры тисков типов Б и В должны соответствовать рисунку 3 и таблице 2.
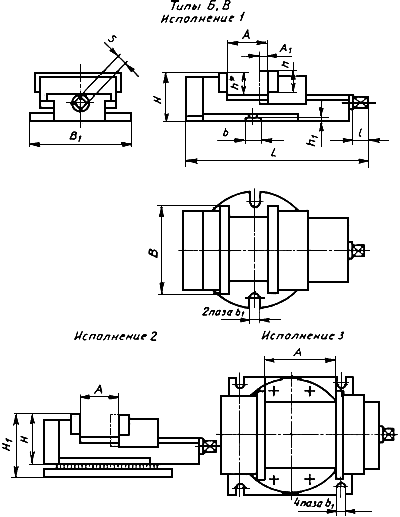
Рисунок 3
Примечание - Рисунок 3 не определяет конструкции тисков; размер ![]() ;
;
- для изделий, поставленных на производство до 01.01.90;
- для изделий, поставленных на производство после 01.01.90.
Таблица 2
Размеры в миллиметрах
Обозначение тисков |
|
|
|
|
|
|
|
| Усилие зажима | Масса, кг, не более | ||||||||||
Тип Б | Тип В | |||||||||||||||||||
Исполнения | Не более | |||||||||||||||||||
1 | 2 | 3 | 1 | 2 | 3 | |||||||||||||||
7201-0001 | 7201-0002 | 7202-0001 | 7202-0002 | 125 | 80 | 4 | 200 | 550 | 105 | 135 | 40 | 4 | 14 | 14 | 17 | 36 | 2000 | 60 | ||
7201-0003 | 7201-0004 | 7201-0005 | 7202-0003 | 7202-0004 | 7202-0005 | 125 | 110 | 140 | ||||||||||||
7201-0006 | 7201-0007 | 7202-0006 | 7202-0007 | 160 | 100 | 250 | 650 | 130 | 165 | 50 | 2500 | 90 | ||||||||
7201-0008 | 7201-0009 | 7202-0008 | 7202-0009 | 200 | ||||||||||||||||
7201-0010 | 7202-0010 | 6 | 18 | 18 | 19 | 40 | 110 | |||||||||||||
7201-0011 | 7201-0012 | 7202-0011 | 7202-0012 | 200 | 125 | 320 | 750 | 155 | 195 | 63 | 3500 | 130 | ||||||||
7201-0013 | 7201-0014 | 7201-0015 | 7202-0013 | 7202-0014 | 7202-0015 | 250 | ||||||||||||||
7201-0016 | 7201-0017 | 7202-0016 | 7202-0017 | 250 | 160 | 6 | 360 | 850 | 185 | 230 | 80 | 4500 | 175 | |||||||
7201-0018 | 7201-0019 | 7202-0018 | 7202-0019 | 320 | 200 | 250 | ||||||||||||||
7201-0020 | 7202-0020 | 22 | 22 | 22 | 45 | 180 | ||||||||||||||
7201-0021 | 7201-0022 | 7201-0023 | 7202-0021 | 7202-0022 | 7202-0023 | 320 | 400 | 400 | 950 | 225 | 275 | 100 | 5500 | 240 | ||||||
7201-0024 | 7201-0025 | 7201-0026 | 7202-0024 | 7202-0025 | 7202-0026 | 400 | 500 | 500 | 1000 | 285 | 350 | 125 | 6500 | 340 | ||||||
* Размеры рекомендуемые Примечание - Усилие зажима для тисков типа Б указано при давлении в пневмоцилиндре 0,6 МПа, для тисков типа В - при давлении в гидроцилиндре 5 МПа | ||||||||||||||||||||
Пример условного обозначения станочных тисков типа Б, исполнения 1 с шириной губок =125 мм и наибольшим ходом губки
=125 мм, класса точности Н:
Тиски 7201-0003 ГОСТ 16518-96
То же, типа В:
Тиски 7202-0003 ГОСТ 16518-96
Примечание - В условных обозначениях тисков классов точности П и В следует добавлять буквенный индекс класса точности. Для тисков класса точности Н буквенный индекс не указывается.
4.3 По требованию потребителя все типы тисков могут изготавливаться с пазами и резьбовыми отверстиями на горизонтальных и вертикальных плоскостях губок.
5 Технические требования
5.1 Характеристики
5.1.1 Тиски должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке, следующих классов точности:
Н - нормальной точности;
П - повышенной точности;
В - высокой точности.
5.1.2 Гидравлические и пневматические приводы должны быть прочными и выдерживать давление ![]() , где
, где - номинальное давление, устанавливаемое в конструкторской документации на тиски конкретного типа.
Утечка рабочей жидкости в гидроприводе не допускается.
Падение давления в пневмоприводе не должно превышать 0,1 МПа в течение 1 мин.
5.1.3 Основные и корпусные детали тисков следует изготавливать из следующих марок металла:
а) корпусные детали - из чугуна по качественным показателям не ниже, чем у марки СЧ20 по ГОСТ 1412; или из стали с пределом прочности не менее 500 МПа и твердостью направляющих не менее 36,5...41,5 HRC
;
б) ходовые винты - из стали марки 45 по ГОСТ 1050;
в) гайки ходовых винтов - из чугуна марки СЧ30 по ГОСТ 1412 или бронзы Бр05Ц5С5 по ГОСТ 613;
г) накладные губки - из сталей по ГОСТ 4543 с пределом прочности не менее 500 МПа и термической обработкой до твердости не менее 52 HRC.
Допускается замена материалов на другие, по механическим свойствам не уступающие указанным.
(Поправка).
5.1.4 Подвижные части тисков должны перемещаться без рывков и заеданий.
5.1.5 На рабочих поверхностях тисков не должно быть трещин, коррозии, раковин, вмятин, заусенцев и других поверхностных дефектов.
5.1.6 Параметр шероховатости базовых поверхностей тисков должен быть не более 1,25 мкм по ГОСТ 2789 - для класса точности Н; не более 0,8 мкм - для классов точности П и В.
5.1.7 Допустимые отклонения основных параметров тисков должны быть указаны в конструкторской документации на тиски конкретных типов.
5.1.8 Неуказанные предельные отклонения размеров: Н14, h14, ![]() .
.
5.1.9 Цена деления круговой шкалы в поворотных тисках с шириной губок 63-100 мм - не более 2° и в тисках с шириной губок 125-400 мм - не более 1°.
Точность расположения делений на поверхности круговой шкалы должна быть не ниже 15'.
5.1.10 Цифры на круговой шкале и на указателе делений поворотных тисков должны быть четкими.
Качество поверхности поворотной шкалы должно исключать появление бликов, затрудняющих отсчет показаний.
5.1.11 Установленный срок службы тисков до капитального ремонта - не менее 6 лет.
5.1.12 Установленный ресурс по точности тисков - не менее 12 мес.
5.1.13 Критерием отказа механизированных тисков является уменьшение установленного значения усилия зажима губок на 20%.
5.1.14 Критерием предельного состояния является потеря установленной точности по 7.5-7.12.
5.1.15 Тиски должны удовлетворять требованиям безопасности по ГОСТ 12.2.029.
5.2 Комплектность
5.2.1 В комплект тисков входят:
- рукоятка - 1 шт.;
- шпонка по ГОСТ 14737 - 2 шт.;
- винт по ГОСТ 1491 - 2 шт.;
- паспорт на тиски - 1 экз.
5.2.2 По заказу потребителя тиски комплектуют:
- накладными губками специального профиля (призматическими и фасонными) с различными видами рифлений;
- тарельчатыми пружинами, манжетами и (или) уплотнительными кольцами для гидравлического или пневматического приводов.
По согласованию с изготовителем тиски комплектуют винтовой парой (винт-гайка).
5.3 Маркировка
5.3.1 На тиски следует наносить маркировку, содержащую следующие данные:
- обозначение тисков;
- товарный знак предприятия-изготовителя;
- заводской номер;
- год выпуска.
5.3.2 Требования к транспортной маркировке - по ГОСТ 14192.
5.4 Упаковка
5.4.1 Эксплуатационная документация, отправляемая с тисками, должна соответствовать ГОСТ 2.601.
5.4.2 В эксплуатационных документах должны быть указаны дата консервации и срок хранения без переконсервации.
Консервация тисков - по II группе изделий ГОСТ 9.014.
5.4.3 Тиски должны быть упакованы в деревянные ящики по ГОСТ 2991 или по ГОСТ 10198 или в контейнеры, выстланные внутри водонепроницаемой бумагой по ГОСТ 8828 или по ГОСТ 515.
Упаковка должна исключать возможность перемещения тисков и комплектов к ним.
При поставках тисков на экспорт ящики должны соответствовать требованиям ГОСТ 24634.
Тиски, отправляемые в районы Крайнего Севера и труднодоступные районы, должны быть упакованы по ГОСТ 15846.
6 Приемка
6.1 Для проверки соответствия тисков требованиям настоящего стандарта следует проводить приемо-сдаточные, периодические, типовые испытания и испытания на надежность.
6.2 Приемо-сдаточным испытаниям следует подвергать все тиски на соответствие требованиям 5.1.1, 5.1.2, 5.1.5-5.1.8 и 5.1.10, а также требованиям точности.
При приемо-сдаточных испытаниях по согласованию с изготовителем потребитель может выбрать те из указанных в 7.5-7.14 проверки на точность, которые характеризуют интересующие потребителя свойства изделия, но эти проверки должны быть четко определены при заказе.
6.3 Периодические испытания должны проводиться не реже одного раза в год на соответствие всем требованиям настоящего стандарта.
6.4 Типовые испытания должны проводиться при изменении конструкции, материалов на основные детали или технологии изготовления, если эти изменения могут повлиять на параметры и качество тисков.
6.5 При типовых и периодических испытаниях для каждого вида испытаний отбирают не менее двух тисков, прошедших приемо-сдаточные испытания.
В случае несоответствия тисков хотя бы одному из требований настоящего стандарта следует проводить повторные испытания удвоенного числа тисков. Результаты повторных испытаний являются окончательными.
7 Методы контроля
7.1 Для проверки на точность тиски устанавливают на столе координатно-расточного станка или специальном стенде.
Общие требования к испытаниям тисков на точность - по ГОСТ 8.
7.2 Требования 7.9-7.14 не распространяются на тиски с клиновыми, а также накладными губками специальных профилей.
7.3 После контроля развиваемого рабочего усилия зажима и прочности тисков точность геометрической формы и расположения поверхностей должна соответствовать требованиям 7.6-7.14 для неповоротных тисков, 7.6, 7.7, 7.11-7.14 - для поворотных.
Допускаемые значения норм точности тисков указаны в приложении А.
7.4 Абсолютная погрешность средств измерений не должна превышать 20% предельных отклонений на проверяемый параметр.
7.5 Развиваемое рабочее усилие зажима, прочность тисков
На контрольной плите 3 устанавливают и закрепляют тиски 2 (рисунок 4).
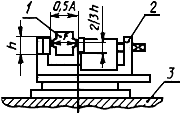
Рисунок 4
В губках тисков на высоте и расстоянии от края губок не менее
ширины губок зажимают динамометр 1 так, чтобы расстояние между губками было равно
(
и
- соответственно высота губок и наибольший размер зажимаемой детали).
Развиваемое рабочее усилие зажима должно быть не менее установленного стандартом при приложении к тискам номинального крутящего момента и номинального давления в приводе для механизированных тисков. Значения номинального крутящего момента или номинального давления в приводе должны устанавливаться в конструкторской документации на тиски конкретных типов.
Развиваемое усилие зажима при контроле тисков на прочность должно соответствовать указанному в таблице 3.
Таблица 3
Ширина губок, мм | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 |
Усилие зажима | 500 | 800 | 1250 | 2500 | 3200 | 5000 | 6300 | 8000 | 8000 |
7.6 Плоскостность поверхности основания тисков
Тиски устанавливают на контрольную плиту 0 класса по ГОСТ 10905.
Проверку зазора по контуру основания тисков проводят щупом. Щуп не должен заходить в зазор.
7.7 Параллельность верхней плоскости направляющих и плоскости основания тисков
Подвижную губку 4 отводят от неподвижной губки 1 на максимальное расстояние (рисунок 5). На верхней поверхности направляющих тисков устанавливают поверочную линейку 3.
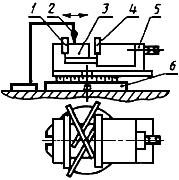
Рисунок 5
На столе стенда устанавливают измерительный прибор 2 так, чтобы его измерительный наконечник касался горизонтальной грани поверочной линейки и был перпендикулярен к ней.
Измерительный прибор перемещают на расстояние 100 мм вдоль линейки. Измерение проводят не менее чем в трех разных положениях поверочной линейки.
Для поворотных тисков корпус 5 поворачивают относительно основания 6 на 90° и закрепляют. Проверку повторяют.
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений.
7.8 Параллельность боковой поверхности направляющих продольному пазу для неповоротных тисков
На столе стенда устанавливают измерительный прибор 1 (рисунок 6) так, чтобы его измерительный наконечник касался боковой поверхности направляющих тисков.
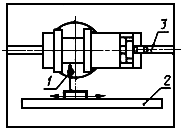
Рисунок 6
Измерительный прибор перемещают вдоль поверочной линейки 2, установленной на столе стенда, параллельно пазу 3. Боковая поверхность продольного паза тисков должна быть поджата к поверхности направляющих шпонок, установленных в пазе 3 стенда.
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений на длине 100 мм.
7.9 Параллельность поперечного шпоночного паза и рабочей поверхности неподвижной губки в неповоротных тисках
На столе стенда устанавливают измерительный прибор 2 (рисунок 7) так, чтобы его измерительный наконечник касался рабочей поверхности неподвижной губки 1 и был перпендикулярен к ней. Измерительный прибор перемещают вдоль поверочной линейки 3, установленной на столе стенда, параллельно пазу 4. Боковая поверхность поперечного паза тисков 5 должна быть поджата к поверхности направляющих шпонок, установленных в пазе 4 стенда.
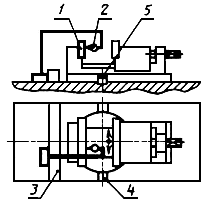
Рисунок 7
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений на длине 100 мм.
7.10 Перпендикулярность продольного шпоночного паза к рабочей поверхности неподвижной губки в неповоротных тисках
На столе стенда устанавливают измерительный прибор 2 (рисунок 8) так, чтобы его измерительный наконечник касался рабочей поверхности неподвижной губки 1 и был перпендикулярен к ней. Измерительный прибор перемещают вдоль поверочной линейки 3, установленной на столе стенда, перпендикулярно к пазу 4. Боковая поверхность продольного паза тисков должна быть поджата к поверхности направляющих шпонок, установленных в пазе 4 стенда.
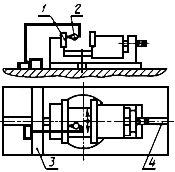
Рисунок 8
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений на длине 100 мм.
7.11 Перпендикулярность рабочих поверхностей неподвижной и подвижной губок к плоскости основания тисков
Измерительный прибор 2 (рисунок 9) устанавливают так, чтобы его измерительный наконечник касался рабочей поверхности неподвижной губки 1 или подвижной губки 3 и был перпендикулярен к ней. Измерительный прибор перемещают поперек губки перпендикулярно к основанию.
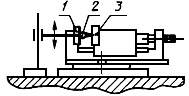
Рисунок 9
Измерения проводят по обеим сторонам губки.
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений на длине 100 мм.
7.12 Параллельность рабочих поверхностей зажимных губок
Пересчет допусков в зависимости от длины мерной базы губок - по ГОСТ 24643.
Подвижную губку 3 (рисунок 10) подводят до касания к неподвижной губке 2. Проверку зазоров между губками проводят щупом 1: по ширине губок - в двух крайних точках и в центре; по высоте губок - в двух крайних точках каждой боковой стороны. Щуп не должен заходить в зазор.
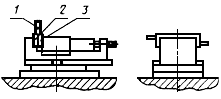
Рисунок 10
7.13 Перпендикулярность рабочей поверхности подвижной зажимной губки к плоскости основания тисков под нагрузкой
В губках тисков на высоте с силой, развиваемой при приложении к рукоятке крутящего момента (для механизированных тисков при подаче в привод давления), равного 30% номинального значения, устанавливаемого в 7.5, зажимают латунный стержень 2 диаметром 10-20 мм.
Измерительный прибор 1 (рисунок 11) устанавливают так, чтобы его измерительный наконечник касался рабочей поверхности подвижной губки и был перпендикулярен к ней.
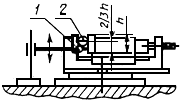
Рисунок 11
Измерительный прибор перемещают поперек губки.
Измерения проводят по обеим сторонам губки.
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений на длине 100 мм.
7.14 Параллельность рабочих поверхностей зажимных губок под нагрузкой
В губках тисков на расстоянии от края с силой, развиваемой при приложении к рукоятке крутящего момента (для механизированных тисков при подаче в привод давления), равного 30% номинального значения, устанавливаемого в 7.5, зажимают латунный стержень 1 диаметром 10-20 мм (рисунок 12).
Рисунок 12
Измеряют расстояние между губками с обеих сторон (например, концевыми мерами длины).
Отклонение определяют как наибольшее значение алгебраической разности результатов измерений на длине 100 мм.
8 Транспортирование и хранение
8.1 Транспортирование тисков осуществляется всеми видами транспорта в закрытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на конкретном виде транспорта.
8.2 Готовые тиски должны храниться в упакованном виде в сухом закрытом помещении. Условия хранения - 2 или 3 по ГОСТ 15150.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие тисков требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
9.2 Гарантийный срок эксплуатации - не менее 12 мес со дня ввода тисков в эксплуатацию.
ПРИЛОЖЕНИЕ А
(обязательное)
Допускаемые значения норм точности тисков
Таблица A.1
В мкм
Вид допуска | Нормы для классов точности | ||
Н | П | В | |
7.6 Плоскостность поверхности основания тисков на всей длине | 30 | 20 | 10 |
7.7 Параллельность верхней плоскости направляющих и плоскости основания тисков на длине 100 мм: | |||
- для неповоротных | 40 | 20 | 10 |
- для поворотных | 60 | 40 | - |
7.8 Параллельность боковой поверхности направляющих продольному пазу для неповоротных тисков на длине 100 мм | 60 | 20 | 10 |
7.9 Параллельность поперечного шпоночного паза и рабочей поверхности неподвижной губки в неповоротных тисках на длине 100 мм | 40 | 20 | 10 |
7.10 Перпендикулярность продольного шпоночного паза к рабочей поверхности неподвижной губки в неповоротных тисках на длине 100 мм | 70 | 40 | 20 |
7.11 Перпендикулярность рабочих поверхностей неподвижной и подвижной губок к плоскости основания тисков на длине 100 мм: | |||
- для неповоротных | 75 | 20 | 10 |
- для поворотных | 120 | 40 | - |
7.12 Параллельность рабочих поверхностей зажимных губок на длине 100 мм | 60 | 20 | 10 |
7.13 Перпендикулярность рабочей поверхности подвижной зажимной губки к плоскости основания тисков под нагрузкой на длине 100 мм: | |||
- для неповоротных | 400 | 100 | 50 |
- для поворотных | 500 | 120 | - |
7.14 Параллельность рабочих поверхностей зажимных губок под нагрузкой на длине 100 мм | 1000 | 100 | 50 |
Примечание - Методы контроля норм точности по 5.1.7; 7.6-7.14 | |||
Электронный текст документа
и сверен по:
, 2009
{kind=link}