ГОСТ Р ИСО 18129-2016
Группа Т34
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Контроль состояния и диагностика машин
ПОДХОДЫ К КОНТРОЛЮ СОСТОЯНИЯ МАШИН ПО ПОКАЗАТЕЛЯМ ИХ ПРОИЗВОДИТЕЛЬНОСТИ
Condition monitoring and diagnostics of machines. Approaches to condition monitoring of machines for performance diagnosis
ОКС 17.160
Дата введения 2017-12-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 183 "Вибрация, удар и контроль технического состояния"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 ноября 2016 г. N 1771-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 18129:2015* "Контроль состояния и диагностика машин. Подходы к диагностированию по показателям производительности" (ISO 18129:2015 "Condition monitoring and diagnostics of machines - Approaches for performance diagnosis", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5)
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Владельцам машин и работникам, занятым их обслуживанием, все в большей степени приходится считаться с требованиями энергосбережения, снижения выбросов, операционной гибкости и максимальной производительности, т.е. строить стратегии управления производством на основе реальных рабочих характеристик применяемых машин.
Машины, машинные агрегаты и комплексы выполняют свои функции через процессы преобразования или передачи поступающей энергии. Показателями эффективности этих процессов являются рабочие характеристики машины. Высокие значения показателей указывают на эффективное выполнение процессов и низкие потери. Но в некоторых случаях контроль показателей работы машины не так прост, особенно в том случае, если ее функционирование связано с термодинамическими циклами.
В последнее время контроль рабочих характеристик машин занимает все большее место в программах повышения эффективности производств. С их помощью получают информацию (наблюдаемые и ожидаемые значения контролируемых параметров), отражающую текущее состояние оборудования. Правильное применение такой информации позволяет избежать неоптимальных рабочих ситуаций, процессов деградации оборудования и обеспечивает возможность своевременного обнаружения зарождающихся повреждений (например, процессов эрозии или коррозии).
Контроль рабочих характеристик часто используют как дополнительный элемент в программах контроля состояния машин.
Целью контроля рабочих характеристик являются:
- повышение качества переработки энергии за счет обеспечения оптимальных условий работы машины;
- снижение выбросов в окружающую среду;
- количественное описание степени износа оборудования;
- обнаружение неисправного измерительного инструмента;
- обнаружение неисправного оборудования;
- повышение операционной готовности машин;
- повышение эффективности применяемых машин (за счет энергосбережения и уменьшения потерь на выбросы);
- улучшение информационного обмена между производственными службами через точное определение и контроль значимых показателей.
Результаты контроля рабочих характеристик могут быть использованы:
- операторами машин для выбора оптимальных режимов работы;
- службой технического сервиса при определении стратегии ремонта и замены оборудования.
1 Область применения
Настоящий стандарт устанавливает общие принципы применения контроля рабочих характеристик машин, машинных агрегатов и комплексов (далее - оборудование) в течение всего срока их эксплуатации. В качестве рабочих характеристик рассматриваются те, которые определяют показатели производительности (эффективности работы) оборудования.
Настоящий стандарт:
- вводит терминологию в области контроля рабочих характеристик оборудования;
- определяет виды контроля и их сравнительные достоинства;
- предоставляет руководство по организации систем контроля;
- приводит общее описание методов контроля рабочих характеристик оборудования и требований к его проведению;
- предоставляет общие сведения о методах интерпретации данных, критериях оценки и представлению результатов контроля.
Настоящий стандарт устанавливает методы испытаний систем контроля рабочих характеристик оборудования с целью оценки точности системы и применяемых в ней процедур (включая предоставление данных для сопоставительного анализа рабочих характеристик оборудования).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ISO 13372, Condition monitoring and diagnostics of machines - Vocabulary (Контроль состояния и диагностика машин. Словарь)
ISO 13379-1, Condition monitoring and diagnostics of machines - Data interpretation and diagnostics techniques - Part 1: General guidelines (Контроль состояния и диагностика машин. Методы интерпретации данных и диагностирования. Часть 1. Общее руководство)
ISO 17359, Condition monitoring and diagnostics of machines - General guidelines (Контроль состояния и диагностика машин. Общее руководство)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 13372, ИСО 13379-1 и ИСО 17359, а также следующие термины с соответствующими определениями.
3.1 рабочие характеристики (машины) (performance): Полученные в результате измерений или расчетов один или несколько параметров, таких как мощность, расход, скорость или производительность, которые по отдельности или в совокупности характеризуют динамику, свойства и эффективность процессов, происходящих в работающей машине.
[ИСО 13372:2012, статья 2.3]
Примечание 1 - Рабочие характеристики определяют процессы (по большей части термодинамические) преобразования машиной поступающей энергии.
Примечание 2 - Согласно ИСО 13372 машины, машинные агрегаты и комплексы объединяют термином "оборудование".
3.2 термодинамический процесс (thermodynamic process): Процесс преобразования энергии, в котором основной формой энергии является теплота.
3.3 установившийся режим (steady state): Режим работы машины, при котором описывающие его параметры не изменяются или изменяются незначительно со временем.
Примечание - Процесс рассматривают как установившийся, когда описывающие его параметры приходят к установившемуся значению.
3.4 контролируемый параметр (descriptor; feature): Информационный элемент, совпадающий с каким-либо параметром или получаемый в результате преобразований параметров или формируемый по наблюдениям за системой.
[ИСО 13372:2012, статья 6.2]
3.5 наблюдаемое значение (контролируемого параметра) (measured descriptor): Значение контролируемого параметра, полученное непосредственно из данных (сигнала) от контролируемого оборудования или в результате преобразования этих данных и отражающее текущее состояние оборудования.
3.6 ожидаемое значение (контролируемого параметра) (measured descriptor): Значение контролируемого параметра, соответствующее наблюдаемому значению, но полученное из модели, предсказывающей ожидаемые рабочие характеристики оборудования.
3.7 показатель эффективности (performance factor): Отношение наблюдаемого значения рабочей характеристики к ее ожидаемому значению.
Примечание 1 - Данную величину обычно выражают в процентах.
Примечание 2 - Полученное значение показателя эффективности выше 100% свидетельствует о том, что результат работы оборудования лучше планируемого, меньше 100% - о том, что имеет место снижение качества его работы.
4 Виды контроля рабочих характеристик
4.1 Основные концепции
Контроль рабочих характеристик обычно включает в себя сравнение наблюдаемых и ожидаемых значений контролируемых параметров, описывающих работу машины (таких как мощность, подача, производительность). Оценка качества работы машины по контролируемым параметрам требует, чтобы наблюдаемое и ожидаемое значения были получены для одних и тех же условий работы оборудования (скорости, нагрузки, температуры и др.). С этой целью вводят понятие нормальных условий работы оборудования. При этом возможны две разные концепции контроля:
a) в реальных условиях измерений. В этом случае условия работы оборудования, при которых были выполнены измерения, рассматривают как нормальные, а ожидаемые значения преобразуют в соответствующие этим условиям. Применение данной концепции предпочтительно, если, например, необходимо получить информацию о реальных потерях вследствие ухудшения качества работы оборудования в конкретных условиях;
b) в нормальных условиях. В этом случае наблюдаемые значения, полученные в реальных условиях работы оборудования, преобразуют в соответствующие нормальным условиям. Применение данной концепции предпочтительно при построении трендов, чтобы очистить изменения контролируемого параметра от влияния рабочих условий.
Примечание - Рекомендации по приведению к нормальным условиям содержатся в соответствующих стандартах на приемочные испытания (см. библиографию к ИСО 17359).
4.2 Контроль рабочих характеристик в реальном масштабе времени
Основой контроля рабочих характеристик в реальном масштабе времени является модель процесса, происходящего в машине (например, цикл Рэнкина-Клаузиса или цикл Брайтона/Джоуля).
Результаты расчета по модели процесса дают ожидаемые значения контролируемого параметра и соответствуют нормальному состоянию оборудования в данных условиях его работы (т.е. без учета ухудшения качества его работы вследствие износа, внутренних отложений или неисправностей). В данном случае рабочие условия характеризуются небольшим числом входных параметров модели, получаемых из измерений (условий окружающей среды, показателей топлива, скорости, нагрузки и т.п.).
Сравнение наблюдаемых и ожидаемых значений позволяет контролировать и анализировать работу узлов оборудования и возможных отклонений в рабочих характеристиках.
4.3 Контроль рабочих характеристик не в реальном масштабе времени
Данный способ контроля основан на тех же или схожих моделях, что применяют при контроле в реальном масштабе времени, но позволяет учитывать вариацию входных параметров или характеристик модели. Это расширяет сценарии расчета и позволяет объяснить полученные в ходе контроля в реальном масштабе времени отклонения между наблюдаемыми и ожидаемыми значениями.
4.4 Контроль рабочих характеристик в реальном масштабе времени с процедурой проверки данных
Чтобы улучшить качество данных, используемых в ходе контроля, рекомендуется проверять их в соответствии с рекомендациями [1]. Процедура согласования данных, изложенная в [1], позволяет исключить ненадежные результаты измерений и в конечном счете повысить точность контроля.
Надежность расчетов с использованием модели процесса зависит от точности измерений контролируемых параметров и может быть повышена за счет избыточных (физически связанных) данных.
Применяемая в методе согласования данных замкнутая система уравнений баланса энергии и массы позволяет рассчитать значения дополнительных параметров (которые не измеряются и не могут быть измерены), таких как свойства поверхности нагрева.
5 Руководство по установке системы контроля рабочих характеристик
5.1 Предварительные условия
Исходным условием для внедрения системы контроля рабочих характеристик оборудования является соответствие контролируемого оборудования его функциональному назначению.
Примечание - Контроль рабочих характеристик не может рассматриваться в качестве средства устранения ошибок в работе машины, обусловленных ее неправильной конструкцией.
Перед созданием системы контроля рекомендуется проверить выполнение следующих требований:
- условия работы (мощность, температура, давление, подача и пр.) для машин, которые должны стать объектом контроля, соответствуют установленным изготовителем;
- если машина работает в условиях частичной нагрузки или перегрузки, то эти условия должны входить в число нетипичных режимов, допускаемых изготовителем.
Примечание - Высокая производительность машины может сопровождаться невысокой производительностью комплекса, в состав которого она входит. Например в том случае, если машина все время работает с неполной нагрузкой.
5.2 Планирование
Начальная стадия внедрения системы контроля рабочих характеристик оборудования включает в себя следующие шаги:
- анализ работы машин и определение контролируемых рабочих характеристик (для которых впоследствии будут получены наблюдаемые и ожидаемые значения);
- выбор входных параметров (см. приложение А);
- определение рабочих режимов, в которых будут проводиться измерения контролируемых параметров;
- настройка модели процесса под конкретное контролируемое оборудование;
- проверка правильности функционирования системы контроля.
5.3 Анализ работы оборудования и определение контролируемых параметров
Целью анализа работы оборудования является выбор контролируемых параметров, характеризующих качество работы машины и ее узлов. При проведении анализа следует:
- определить функции, выполняемые оборудованием;
- определить, какие характеристики оборудования наиболее полно отражают качество выполнения этих функций;
- сопоставить функциональные возможности оборудования с поставленными задачами и определить способность оборудования выполнить эти задачи;
- определить номинальные рабочие параметры оборудования;
- рассмотреть процедуры и ограничения, влияющие на функционирование оборудования;
- определить параметры, характеризующие качество работы оборудования (см. приложение В);
- разбить оборудование на основные элементы, представительные с точки зрения основных функций, выполняемых оборудованием;
- рассмотреть взаимодействие выделенных элементов оборудования.
Результатом проведенного анализа должен стать перечень контролируемых параметров, значения которых необходимо будет получать в процессе измерений, а также на выходе модели рабочих процессов оборудования.
5.4 Определение рабочих режимов для контроля
5.4.1 Общие положения
Контроль рабочих характеристик рекомендуется проводить в стандартных режимах работы оборудования, которые обладают следующими свойствами:
- режим должен быть установившимся;
- оборудование работает с нагрузкой (мощностью) выше установленного минимума;
- основные рабочие параметры (скорость, расположение клапанов, перетекающий поток и т.п.) находятся в заданных пределах.
Результатом данного этапа анализа должен стать перечень рабочих режимов для контроля с их подробным описанием.
5.4.2 Установившийся режим
Используемые для контроля рабочих характеристик модели основаны на допущениях в отношении рабочих режимов машины. Обычно в целях контроля используют установившиеся режимы, когда контролируемые параметры стабилизировались на своих уровнях.
Для надежного определения, является ли текущее состояние установившимся, рекомендуется следующая последовательность шагов (см. рисунок 1):
|
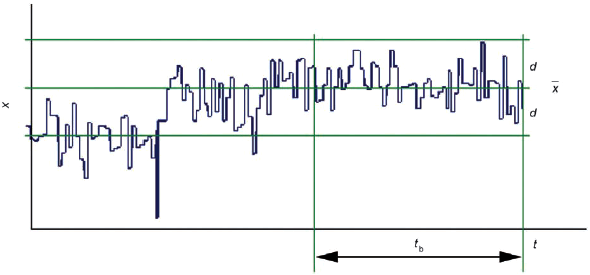
- значение сигнала;
- текущее время;
- длина перемещающегося временного окна;
- среднее значение
на интервале
;
- допустимое отклонение
от
(в положительном и отрицательном направлении) на интервале
Рисунок 1 - Оценка стационарности условий для сигнала
- выбирают контролируемые параметры, пригодные для описания режима работы машины и доступные для измерений;
- определяют допустимый диапазон колебаний 2 значений параметра в установившемся режиме;
- определяют временное окно достаточной длины , чтобы состояние машины при условии нахождения контролируемого параметра в пределах диапазона 2
на всей длине окна можно было считать установившимся;
- рассчитывают среднее значение контролируемого параметра
на интервале временного окна, т.е. от текущего значения времени
до (
);
- проверяют, во все ли моменты времени на данном интервале значения контролируемого параметра находились в диапазоне от до
. Если ответ положителен, то режим к моменту времени
считают установившимся.
Диапазон колебаний 2 и длину временного окна
выбирают исходя из требований применяемой модели и особенностей контролируемого оборудования.
Пример - В паровой турбине установившееся состояние определяют по получаемой мощности и расходу свежего пара. Для установившегося состояния типичными считают колебания в пределах диапазона 2, равного 5% контролируемого параметра, на интервале
, равном 10 мин.
5.4.3 Номинальный режим
Номинальным считают тот режим работы оборудования, для которого оно спроектировано. Обычно номинальный режим - это режим полной нагрузки.
Во время приемочных испытаний оборудование работает в номинальном режиме.
5.4.4 Режим частичной нагрузки
Следует определить все режимы, когда оборудование работает не с полной нагрузкой. Если полученные значения контролируемых параметров существенно отличаются от полученных как в номинальном режиме, так и в известных режимах частичной нагрузки, то следует рассмотреть возможность отнесения нового режима к существующему перечню режимов частичной нагрузки и соответствующим образом описать его.
Модель должна давать ожидаемые значения контролируемых параметров для всех описанных режимов частичной нагрузки.
5.5 Настройка модели
Модель оборудования составляют из моделей его элементов. Типичными элементами являются:
- газовые турбины;
- паровые турбины;
- генераторы;
- двигатели;
- теплообменники;
- парогенераторы;
- конденсаторы;
- насосы;
- трубопроводы;
- трубопроводная арматура.
Рабочие характеристики для каждого элемента оборудования рассчитывают по входным сигналам (результатам измерений). Модель при этом может иметь вид:
- явной зависимости рабочей характеристики от входных сигналов;
- системы уравнений, требующей решения;
- набора характеристических кривых, описывающих происходящий в данном элементе оборудования процесс.
Для настроенной модели отклонение ожидаемого значения от наблюдаемого не должно превосходить заявленной погрешности модели. Это достигается подбором параметров в уравнениях модели или подгонкой характеристических кривых. Настройку модели осуществляют для всех рабочих режимов, в которых предполагается осуществлять контроль.
5.6 Проверка системы контроля рабочих характеристик
Проверка системы контроля включает в себя проверки:
- наличия модели для каждого элемента оборудования;
- включения всех моделей элементов в общую модель оборудования;
- наличия входных параметров для моделей;
- наличия выходных параметров модели для данного оборудования;
- правильности расчета условий установившегося режима;
- достоверности результатов измерений;
- правильности работы модели на тестовых входных данных (тестовые входные данные должны быть определены, как минимум, для всех номинальных режимов работы оборудования);
- наличия записей настройки модели и ее испытаний для всех заданных режимов частичной нагрузки;
- правильности определения периодичности контроля;
- способности системы контроля определять действительное состояние оборудования (номинальный режим, режим частичной нагрузки) и сопровождать это соответствующей информацией;
- полноты и доступности документации, связанной с работой системы контроля.
6 Методы и требования к проведению контроля рабочих характеристик оборудования
6.1 Методология
Контроль рабочих характеристик оборудования можно осуществлять непрерывно либо периодически (например, один раз в неделю). Входными данными для контроля, получаемыми по результатам измерений, обычно служат стандартные рабочие параметры (условия окружающей среды, показатели топлива, скорость, нагрузка и т.п.). Контроль желательно проводить в установившемся режиме работы оборудования по данным, усредненным на заданном интервале времени, что позволит уменьшить влияние шумовой составляющей.
Наблюдаемые значения контролируемых параметров, получаемые в ходе измерений, сравнивают с ожидаемыми значениями, получаемыми с помощью модели. Обнаруженное расхождение между этими значениями свидетельствует об отклонении в работе оборудования и является отправной точкой для анализа причин этого отклонения.
Точность сравнения наблюдаемых и ожидаемых значений зависит от качества измерений и качества модели. Для получения надежных результатов на выходе модели та должна быть настроена на реальные данные для конкретного контролируемого оборудования (см. 5.5.).
6.2 Проверка достоверности
Прежде чем входные данные будут введены в модель, рекомендуется выполнить контроль их достоверности. Такой контроль заключается в проверке, попали ли значения входных данных в предварительно установленный для них интервал. Если данные выходят за пределы интервала, то их не используют в расчетах. Вместо них могут быть использованы параметры, заданные, например, "по умолчанию" (если эти параметры важны для описания происходящих в машине процессов).
6.3 Межконтрольный интервал и усреднение по времени
Межконтрольный интервал определяет, с какой частотой выполнен расчет рабочих характеристик оборудования. Рассматриваемый метод контроля не используют в целях оперативного реагирования на критические изменения в состоянии оборудования, поэтому запрос входных данных достаточно вести с интервалом от 1 до 15 мин и более при условии сохранения на нем заданного установившегося режима. На каждом таком интервале входные данные, получаемые в результате измерений системой контроля, подлежат усреднению по времени.
6.4 Применение входных и расчетных параметров
Последовательность шагов, составляющих процедуру контроля рабочих характеристик оборудования, схематически изображена на рисунке 2.
Входные параметры получают в результате непосредственных измерений на контролируемом оборудовании с заданной периодичностью. После чего их подвергают предварительной обработке, включающей в себя:
- проверку достоверности данных;
- определение установившегося режима работы оборудования;
|

Рисунок 2 - Схема выполнения расчетов в процедуре контроля по рабочим характеристикам
- оценку, работает ли оборудование в одном из заданных режимов (включая режимы неполной нагрузки).
После предварительной обработки (при условии работы оборудования в заданном режиме) входные данные подвергают преобразованию двумя способами (две ветви на схеме рисунка 2):
a) непосредственно из входных параметров простыми преобразованиями (при необходимости) получают наблюдаемые значения контролируемых параметров (см. 5.3);
b) с помощью модели рассчитывают ожидаемые значения для сравнения с параметрами, полученными согласно перечислению а).
Примечание - Для расчета ожидаемых значений используют не все входные параметры, а только те, которые характеризуют условия работы машины, такие как мощность или нагрузка, параметры окружающей среды, коэффициент полезного действия (КПД).
Наблюдаемые и ожидаемые значения контролируемых параметров при необходимости приводят к нормальным рабочим условиям. Как вариант, допускается вносить корректировку на реальные рабочие условия после расчета показателя эффективности.
Заключительный шаг представляет собой сравнение наблюдаемых и ожидаемых значений. Для этого рекомендуется использовать показатель эффективности, например в виде отношения между действительной и ожидаемой производительностью оборудования.
6.5 Проверка данных
Для того чтобы повысить качество данных и исключить недостоверные результаты измерений, рекомендуется выполнять проверку данных в соответствии с рекомендациями [1].
Основой проверки служат процедуры согласования данных. Эти процедуры в значительной степени зависят от возможности проводить избыточные измерения с помощью дополнительных датчиков, снимающих коррелированные сигналы, а также от точности считываемых показаний. В случае уже установленной системы контроля оборудования проверку данных проводят с использованием существующих датчиков, т.е. без дополнительных датчиков для повышения избыточности информации.
Примечание 1 - Сравнение данных, полученных непосредственно в результате измерений, с данными, полученными после их "очистки", дает информацию о качестве измерений, особенно важную в том случае, когда один или несколько датчиков повреждены.
Примечание 2 - В случае надлежащего качества измерений значительное расхождение в исходных и "очищенных" данных заставляет предположить отклонения в рабочем процессе внутри оборудования, например наличие утечки жидкости или неправильную работу клапанов.
7 Интерпретация данных и критерии оценки
Для процедуры интерпретации данных в рамках контроля по рабочим характеристикам необходимо знать условия работы машины и преобразования полученных данных к нормальным условиям работы (см. 4.1).
В общем случае при выполнении указанной процедуры осуществляют движение от общего (всего оборудования в целом) к частному (отдельным его элементам). Ухудшение качества работы оборудования (снижение показателей, описывающих это качество) свидетельствует о неправильной работе или деградации состояния одного или нескольких элементов. В этом случае детальный анализ (сравнение наблюдаемого и ожидаемого значений) должен быть выполнен для каждого из элементов.
Примечание - Полезным может быть составление перечня, в котором расхождениям между наблюдаемыми и ожидаемыми значениями поставлены в соответствие количественные значения потерь мощности и эффективности. Данный перечень (его часто называют "перечень контролируемых потерь") целесообразно разбить на разделы по каждому из основных элементов оборудования.
Выбор нормальных условий позволяет провести следующий анализ:
a) если за нормальные приняты реальные условия работы оборудования:
- определить имеющиеся резервы в текущих условиях работы оборудования,
- оценить, позволяют ли рабочие характеристики оборудования выполнять возложенные на него функции,
- определить элементы, ухудшающие работу оборудования;
b) если за нормальные приняты заданные условия работы оборудования:
- оценить тренд измеряемых контролируемых параметров для оценки процессов ухудшения качества работы,
- выявить внезапные изменения в рабочих процессах оборудования,
- обнаружить причины отклонений рабочих характеристик.
В приложении С приведен пример контроля рабочих характеристик насоса, в котором за нормальные приняты реальные условия работы машины.
В приложении D приведен пример оптимизации радиального зазора в газовой турбине, в котором метод интерпретации данных основан на принятии заданных условий работы в качестве нормальных.
Приложение А
(рекомендуемое)
Входные параметры для описания условий работы оборудования
Входной параметр | Элемент оборудования | Машина в целом | |||||||||
общего назна- | Газо- | Паро- | Тепло- | Паро- | Конден- | Задви- | Трубо- | Гене- | Двига- | Насос | |
Температура воздуха | |||||||||||
Давление воздуха | |||||||||||
Влажность воздуха | |||||||||||
Температура охладителя | |||||||||||
Температура рабочей среды | |||||||||||
Входное давление | |||||||||||
Выходное давление | |||||||||||
Частота вращения | |||||||||||
Нагрузка | |||||||||||
Коэффициент полезного действия | |||||||||||
Массовый расход | |||||||||||
Температура на входе | |||||||||||
Приложение В
(рекомендуемое)
Контролируемые параметры для контроля оборудования по рабочим характеристикам
Контроли- | Элемент оборудования | Машина в целом | |||||||||
общего назна- | Газо- | Паро- | Тепло- | Паро- | Конде- | Задви- | Трубо- | Гене- | Двига- | Насос | |
Полная мощность | |||||||||||
Полезная мощность | |||||||||||
КПД брутто | |||||||||||
КПД нетто | |||||||||||
Изоэнтропи- | |||||||||||
Предельная разность температур | |||||||||||
Приложение С
(справочное)
Пример контроля рабочих характеристик насоса
Целью контроля рабочих характеристик насоса является оценка качества его работы. Для этого в качестве контролируемых параметров используют напор, КПД и допускаемый кавитационный запас.
Наблюдаемые значения контролируемых параметров сравнивают с их ожидаемыми значениями, рассчитанными из характеристических кривых насоса, которые, в свою очередь, получают в ходе приемочных испытаний.
Результаты контроля рабочих характеристик насоса показаны на рисунке С.1.
|
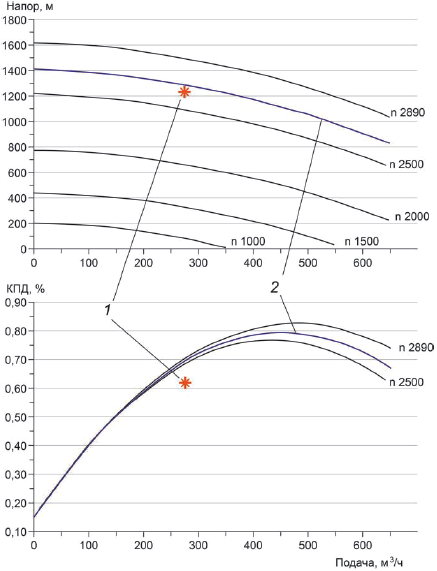
1 - рабочая точка насоса; 2 - кривые, соответствующие действительной скорости вращения (мин
);
- скорость вращения, мин
Рисунок С.1 - Характеристические кривые насоса, используемые при его контроле по рабочим характеристикам
Модель, служащая для получения ожидаемых значений контролируемых параметров, состоит из набора характеристических кривых насоса (зависимостей напора и КПД от объемной подачи) для разных значений скорости вращения , которая в данном случае выступает в качестве входного параметра. В рассматриваемом примере скорость вращения составляла 2680 мин
. Соответствующие ей кривые на рисунке С.1 выделены более темным цветом. В ходе измерений были получены следующие значения параметров:
- напор : 1228 м;
- объемная подача : 277 м
/ч;
- электрическая мощность : 1500 кВт;
- скорость вращения : 2680 мин
;
- КПД ![]() : 62%.
: 62%.
При этом значение КПД ![]() было рассчитано по формуле
было рассчитано по формуле
![]() , (С.1)
, (С.1)
где - выходная гидравлическая мощность насоса, кВт;
- входная электрическая мощность насоса, кВт;
- объемная подача насоса, м
/ч;
- напор, м;
- плотность перекачиваемой жидкости, кг/м
;
- ускорение свободного падения, равное 9,81 м/с
.
Согласно приведенным на рисунке С.1 характеристическим кривым ожидаемый ![]() в данном примере при рабочей скорости вращения 2680 мин
в данном примере при рабочей скорости вращения 2680 мин будет составлять 70%. Реальные условия измерений приняты за нормальные.
Для контроля состояния насоса по рабочим характеристикам целесообразно ввести показатель эффективности , %, определяемый по формуле
![]() . (С.2)
. (С.2)
В рассматриваемом примере значение этого показателя будет равно 89%.
Приложение D
(справочное)
Пример оптимизации радиального зазора в газовой турбине
Для повышения эффективности и безопасности работы газовые турбины содержат устройство оптимизации радиального зазора. Это устройство позволяет поддерживать минимально допустимый зазор между лопатками турбины и ее корпусом после прогрева турбины в установившемся режиме ее работы. Рассматриваемый пример показывает, как искусственное отключение устройства влияет на рабочие характеристики турбины.
Рисунок D.1 показывает график изменения со временем полной электрической мощности парогазовой электростанции на интервале 4 ч. Контролируемый параметр приведен к нормальным условиям для исключения влияния изменяющихся характеристик окружающей среды. Преобразованный параметр допускает его сравнение с ожидаемым значением в нормальных условиях. При нормальной работе машины этот параметр должен оставаться приблизительно постоянным (горизонтальная линия на графике).
В 23:30 произошло снижение мощности с 424,8 до 424 МВт. На интервале с 23:30 до 00:00 расчет контролируемого параметра не осуществлялся, поскольку станция работала не в установившемся режиме. Анализ причин такого поведения контролируемого показателя показал, что снижение мощности явилось следствием ручного отключения устройства оптимизации радиального зазора.
|
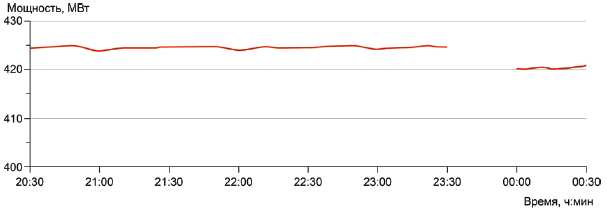
Рисунок D.1 - Полная электрическая мощность, преобразованная к нормальным условиям работы станции
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 13372 | IDT | ГОСТ Р ИСО 13372-2013 "Контроль состояния и диагностика машин. Термины и определения" |
ISO 13379-1 | IDT | ГОСТ Р ИСО 13379-1-2015 "Контроль состояния и диагностика машин. Методы интерпретации данных и диагностирования. Часть 1. Общее руководство" |
ISO 17359 | IDT | ГОСТ Р ИСО 17359-2015 "Контроль состояния и диагностика машин. Общее руководство" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | VDI 2048-1 Uncertainties of measurement during acceptance tests on energy-conversion and power plants - Fundamentals |
УДК 534.322.3.08:006.354 | ОКС 17.160 | Т34 |
Ключевые слова: машины, контроль состояния, показатели производительности, контролируемые параметры, рабочие характеристики | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}