ПНСТ 297-2018
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Информационные технологии
ТЕХНОЛОГИИ АВТОМАТИЧЕСКОЙ ИДЕНТИФИКАЦИИ И СБОРА ДАННЫХ
Рекомендации по прямому маркированию изделий с применением флуоресцентной композиции и контролю качества маркировки
Information technology. Automatic identification and data capture techniques. Guidelines for direct part marking with fluorescence composition and marking quality control
ОКС 35.040
Срок действия с 2019-01-01
до 2022-01-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "ВКО "Символ" совместно с Обществом с ограниченной ответственностью "Флуринтек"
2 ВНЕСЕН Техническим комитетом ТК 355 "Технологии автоматической идентификации и сбора данных"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 августа 2018 г. N 34-пнст
4 При разработке стандарта использованы следующие документы, относящиеся к объектам патентного права: Патенты РФ 2490709, 2550179, 2669012
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16-2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: ООО "ВКО Символ", 105120 Москва, Сыромятнический проезд, д.6, кор.1 ([email protected]) и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 109074 Москва, Китайгородский проезд, д.7, стр.1.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе "Национальные стандарты" и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
Введение
В области технологий автоматической идентификации и сбора данных под прямым маркированием изделий понимают совокупность методов нанесения маркировки непосредственно на поверхность маркируемого изделия. Методы прямого маркирования изделий, основанные на изменении маркируемой поверхности, приводящем к формированию метки, предназначенной для визуального чтения или машинного считывания, называют интрузивным маркированием. Оно может быть осуществлено с применением различных методов, таких как иглоударное маркирование, лазерное гравирование, химическое травление и др. Полученные с помощью указанных методов метки, образующие маркировку изделия, могут применяться для идентификации изделий на протяжении их жизненного цикла. В качестве машиносчитываемой маркировки могут использоваться линейные или двумерные символы штрихового кода.
Графические элементы, образующие знаки для визуального чтения, ячейки (модули) в двумерном символе или штрихи в линейном символе штрихового кода, должны отличаться от фоновой поверхности изделия по коэффициенту отражения или иным свойствам. Разница коэффициентов отражения - контраст символа - неизбежно снижается в процессе использования изделия за счет возникновения загрязнений, коррозии на графических элементах маркировки и фоновой поверхности изделия. Считывание символов штрихового кода с низким контрастом требует применения сложных и дорогостоящих устройств и возможно только в условиях узкого диапазона допустимых характеристик шероховатости, кривизны поверхности, наличия загрязнений и изменения цвета поверхности.
Контраст элементов символа штрихового кода на поверхности изделия может быть существенно повышен при использовании технологии прямого маркирования изделий с применением флуоресцентной композиции. Данная технология предусматривает формирование на поверхности изделий углублений и последующее внесение в полученные углубления флуоресцентной композиции, обладающей необходимыми характеристиками адгезии к поверхности и стойкости к внешним воздействиям.
При облучении флуоресцирующего символа источником излучения с установленной длиной волны обеспечивается высокий контраст изображения, что снижает зависимость вероятности успешного считывания символа от:
- наличия загрязнений или защитных пленок на поверхности;
- вида материала маркируемого изделия;
- свойств микрорельефа, кривизны и цвета поверхности маркируемого изделия;
- наличия посторонних источников излучения.
Критически важными для эффективности считывания символов, нанесенных иглоударным методом без применения флуоресцентной композиции, являются форма, размер нанесенных углублений (точек) и расстояния между ними. Размер точки и ее заметность зависят в основном от угла конуса стилуса, силы удара при маркировании, твердости материала. Создаваемое углубление должно быть пригодно для поглощения или отражения светового излучения в степени, достаточной для различения на фоне шероховатостей на поверхности изделия.
При использовании флуоресцентной композиции сигнал от элемента символа (углубления, заполненного композицией) определяется количеством флуоресцентной композиции, находящейся в углублении, а не углом конуса стилуса, силой удара при маркировании, геометрической формой углубления, как в случае иглоударного маркирования без применения флуоресцентной композиции. Это приводит к снижению влияния на вероятность считывания символа параметров применяемого маркирующего оборудования, чистоты (шероховатости), кривизны, цвета маркируемой поверхности. Применение флуоресцентной композиции позволяет значительно расширить диапазон применимых соотношений размеров углублений (точек) и номинальных размеров модуля символа штрихового кода.
Для гарантированного создания с помощью маркировочного оборудования машиносчитываемого символа, соответствующего требованию достижения наилучшего считывания в процессе эксплуатации изделий, рекомендуется использовать процедуру приемочных испытаний (верификации), проводимых с целью определения качества маркировки после ее нанесения и после проведения испытаний на стойкость к внешним воздействиям. Настоящий стандарт содержит правила по контролю качества маркировки, нанесенной методами прямого маркирования изделий с применением флуоресцентной композиции.
Настоящий стандарт может быть использован организациями, осуществляющими маркирование и контроль качества маркировки промышленной продукции из металлов и сплавов, в том числе в системах защиты от фальсификаций и контрафакта.
1 Область применения
Стандарт устанавливает правила* нанесения и контроля качества машиносчитываемой маркировки с применением флуоресцентной композиции, которая наносится интрузивным маркированием непосредственно на поверхность металлических** изделий в виде двумерного символа штрихового кода Data Matrix (далее - символа Data Matrix).
________________
* Правила включают требования и рекомендации.
** Металлические изделия - изделия, состоящие из металлов и сплавов.
Область применения стандарта включает продукцию всех отраслей машиностроения, металлургии, производства оборудования и металлоконструкций для нефтеперерабатывающей, энергетической, химической промышленности, а также других отраслей промышленности, производящих продукцию из металлов и сплавов.
Настоящий стандарт распространяется на маркировку, наносимую на поверхность металлических изделий интрузивными методами иглоударного маркирования и лазерного гравирования путем ударного деформирования, выжигания, испарения материала поверхности изделия.
Стандарт не содержит требований к содержанию кодируемой в символе штрихового кода информации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ Р ИСО/МЭК 15415 Информационные технологии. Технологии автоматической идентификации и сбора данных. Спецификация испытаний символов штрихового кода для оценки качества печати. Двумерные символы
ГОСТ Р ИСО/МЭК 16022 Автоматическая идентификация. Кодирование штриховое. Спецификация символики Data Matrix
ГОСТ Р ИСО/МЭК 19762-1 Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 1. Общие термины в области АИСД
ГОСТ Р ИСО/МЭК 19762-2 Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД)
ГОСТ Р 57302 Информационные технологии. Технологии автоматической идентификации и сбора данных. Прямое маркирование изделий. Требования к качеству символов Data Matrix, полученных интрузивным маркированием
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р ИСО/МЭК 15415, ГОСТ Р ИСО/МЭК 19762-1, ГОСТ Р ИСО/МЭК 19762-2, а также следующие термины с соответствующими определениями:
3.1 интрузивное маркирование (intrusive marking): Группа методов маркирования, основанного на изменении поверхности изделия для создания символа, предназначенного для визуального чтения или машинного считывания.
Примечание - Такими методами являются методы выжигания, травления, резания, деформирования, растворения, гравирования, расплавления, окисления или испарения материала поверхности и другие. Интрузивное маркирование включает: штамповку, лазерное гравирование, химическое травление, иглоударное нанесение и микропескоструйную обработку.
3.2 модуль (module): Отдельная ячейка матричной символики, используемая для кодирования одного бита информации и имеющая номинально квадратную форму в символах Data Matrix.
4 Общие положения
4.1 Применяемые методы маркирования
4.1.1 Нанесение машиносчитываемой маркировки с применением флуоресцентной композиции осуществляют путем формирования на поверхности изделий совокупности круглых или квадратных углублений, соответствующих элементам (модулям) символа Data Matrix, и последующего внесения в полученные углубления флуоресцентной композиции, обладающей необходимыми характеристиками адгезии к поверхности и стойкости к внешним воздействиям.
4.1.2 Формирование заданного рельефа (совокупности углублений в виде символа Data Matrix) осуществляют путем ударного деформирования поверхности с применением иглоударных устройств или выжигания, испарения материала поверхности изделия с применением лазеров.
4.1.3 Флуоресцентная композиция представляет собой полимерную композицию, содержащую частицы люминофора с длиной волны возбуждения от 250 до 600 нм и длиной волны излучения от 400 до 700 нм.
Примеры спектров возбуждения и флуоресценции композиции, используемой для иглоударной маркировки, приведены на рисунках 1 и 2 соответственно.
 |
Рисунок 1 - Пример спектра возбуждения флуоресценции
 |
Рисунок 2 - Пример спектра флуоресценции
4.1.4 Выбор метода нанесения машиносчитываемой маркировки с применением флуоресцентной композиции осуществляет разработчик изделия с учетом потребности обеспечения:
- прослеживаемости изделия на этапах его изготовления, хранения, технического обслуживания, применения по назначению, доработки, ремонта и утилизации;
- сохранения прочностных и функциональных характеристик изделия после нанесения маркировки на всем протяжении срока службы изделия в установленных условиях внешних воздействий;
- сохранения требуемого качества маркировки изделия на всем протяжении его жизненного цикла в условиях внешних воздействий, не допускающих использования других методов маркирования;
- противодействия обороту фальсифицированных и контрафактных изделий;
- временной идентификации изделий, материалов, заготовок на этапах производства, возможностей восстановления свойств маркировки после термических, химических и механических воздействий, использования элементов временной идентификации изделий для их идентификации на послепроизводственных стадиях жизненного цикла.
4.1.5 При выборе метода и параметров нанесения маркировки с применением флуоресцентной композиции необходимо учитывать свойства маркируемого материала, размер и геометрию маркируемой поверхности, наличие защитных покрытий, объем данных маркировки. При этом следует принимать во внимание, что:
- цвет поверхности маркируемого изделия, изменения цвета поверхности, зеркальное отражение от поверхности не влияют на декодирование и надежность считывания флуоресцентной маркировки;
- чистота обработки (шероховатость) поверхности не приводит к избыточному затемнению при считывании и может меняться в существенно более широком диапазоне, чем это установлено в ГОСТ Р 57302, для маркировки без применения флуоресцентной композиции.
4.1.6 Если пространство, предназначенное для маркировки, меньше применяемого типового размера символа Data Matrix, следует сократить объем данных маркировки и/или выбрать параметры маркирования, которые обеспечат нанесение и считывание символа требуемых уменьшенных линейных размеров в условиях производства и применения изделия.
4.1.7 С целью противодействия обороту фальсифицированной и контрафактной продукции в состав флуоресцентной композиции могут быть добавлены вещества, излучение которых создает дополнительные признаки подлинности изделий (маркеры изготовителя, партий, дат изготовления и др.), выявляемые экспертными методами с привлечением дополнительного оборудования для спектрального анализа излучения.
4.2 Требования к технологии маркирования иглоударным методом с применением флуоресцентной композиции
4.2.1 Технология маркирования иглоударным методом с применением флуоресцентной композиции заключается в нанесении круглых углублений на поверхности изделия ударником с пневматическим или электрическим приводом и последующем внесении в полученные углубления флуоресцентной композиции, обладающей необходимыми характеристиками адгезии к поверхности и стойкости к внешним воздействиям.
4.2.2 Глубина и диаметр точки (углубления) определяются разработчиком изделия, исходя из конструктивных особенностей изделия, необходимого количества флуоресцентной композиции в углублении для обеспечения заданного качества маркировки. Глубина точки, адгезионные свойства флуоресцентной композиции и ее устойчивость к внешним воздействиям являются параметрами, определяющими сохраняемость маркировки в условиях применения изделия. Цвет поверхности изделия, стойкость цвета не влияют на качество маркировки и не являются конструктивными требованиями при проектировании.
4.2.3 Размер точки (углубления) не должен превосходить 105% номинального размера модуля и не должен быть менее 70% от номинального размера модуля, как показано на рисунке 3. В соответствии с рисунком 4 овальность точки не должна превышать 20% от номинального размера модуля. Не более чем 2% от общего числа модулей могут содержать точки за пределами этого значения. Минимальный размер точек не должен быть меньше 0,132 мм, если организация - разработчик маркируемого изделия не утвердила меньшее значение для реализации микромаркировки. Схема определения глубины, диаметра точки (углубления), размещения частицы флуоресцентной композиции в точке представлена на рисунке 5.
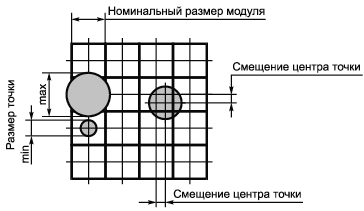 |
Рисунок 3 - Схема определения номинального размера модуля, смещения центра точки и размера точки
 |
Рисунок 4 - Определение овальности точки
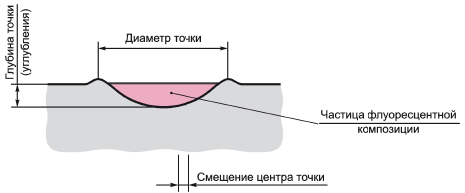 |
Рисунок 5 - Глубина, диаметр точки (углубления), размещение частицы флуоресцентной композиции в точке
4.2.4 Угловой перекос символа:
- отклонение по углу от угла 90° между строками и столбцами из модулей символа Data Matrix, как представлено на рисунке 6, не должно превышать ±7°.
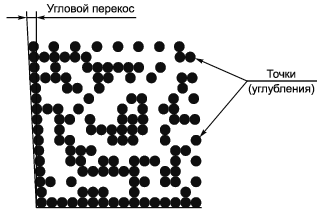 |
Рисунок 6 - Угловой перекос символа
4.2.5 Внесение частиц флуоресцентной композиции в углубления осуществляют:
- одновременно с формированием углубления, для чего между стилусом и поверхностью маркируемого изделия протягивают ленту с нанесенной композицией, частица которой попадает в углубление в момент ударного деформирования поверхности и распределяется на внутренней поверхности углубления;
- после формирования углубления стилусом, для чего ударное воздействие на изделие осуществляют через полимерную пленку с клеевым слоем (как показано на рисунке 7), покрывающую зону маркирования, играющую роль шаблона (маски) при последующем внесении флуоресцентной композиции в углубления через перфорированные отверстия.
Играющая роль шаблона (маски) пленка снимается после нанесения флуоресцентной композиции, избытки композиции за пределами углублений удаляются.
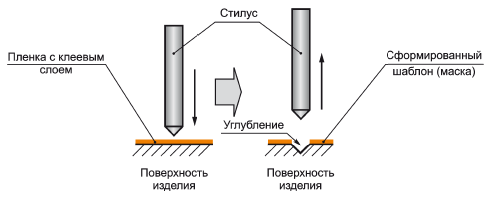 |
Рисунок 7 - Формирование шаблона (маски) на поверхности изделия для внесения частиц флуоресцентной композиции в углубления
4.2.6 Криволинейная поверхность:
- если маркировка находится на цилиндрической/криволинейной поверхности, протяженность символа должна быть не более 15% от длины окружности.
4.2.7 Размер символа:
- для надежного считывания символа электронными устройствами линейный размер символа должен быть в диапазоне от 5 до 25 мм по внешней границе с самой протяженной стороны. Требования настоящего стандарта применяются для всех размеров матричного символа.
4.2.8 Общие требования к символу Data Matrix:
- строки и столбцы в символе Data Matrix должны соответствовать требованиям ГОСТ Р ИСО/МЭК 16022, версия ЕСС 200;
- символы Data Matrix могут быть квадратными или прямоугольными в соответствии с требованиями ГОСТ Р ИСО/МЭК 16022, версия ЕСС 200. Квадратные символы являются предпочтительными и обеспечивают лучшее считывание;
- свободная зона вокруг матричного символа должна быть равной или больше, чем размер одного модуля.
4.2.9 Ключевым условием обеспечения качества маркирования методом иглоударного нанесения с применением флуоресцентной композиции и успешного считывания маркировки в условиях применения изделия является управление переменными параметрами, влияющими на качество и стабильность процесса маркирования. Обратную связь с параметрами процесса должны обеспечивать системы верификации символов при нанесении маркировки в условиях производства и после проведения испытаний на стойкость маркировки к внешним воздействиям, характерным для применения изделия. Должны быть установлены процедуры контроля параметров систем маркирования для обеспечения качества нанесения символа, а также регулярные проверки наличия технических проблем с оборудованием для маркирования.
4.2.10 При нанесении маркировки на поверхности, подвергаемые в дальнейшем обработке абразивными или иными методами, параметры маркирования должны проходить аттестацию и корректировку с учетом контроля качества маркировки, проведенного после указанной обработки на производственной линии.
4.3 Требования к технологии маркирования изделия лазером с применением флуоресцентной композиции
4.3.1 Маркирование изделия осуществляют методом выжигания, испарения материала поверхности лазером с последующим внесением в образовавшиеся углубления флуоресцентной композиции. Как правило, углубления имеют квадратную форму.
4.3.2 Формирование углублений на поверхности изделия лазером осуществляют в соответствии с [1] и ГОСТ Р 57302.
4.3.3 Глубина углубления определяется конструктивными требованиями. Выбор глубины и ширины углубления основывается на требованиях к процессу маркирования, конструктивных ограничениях, требованиях к устойчивости маркировки во внешних условиях и других факторах. Параметры углублений для маркировки выбирают в соответствии с 4.2.5, где ширина квадратного углубления соответствует диаметру круглого углубления.
4.3.4 Схема определения глубины и ширины углубления представлена на рисунке 8, значения глубины одинаковы во всех профилях (а, б, в).
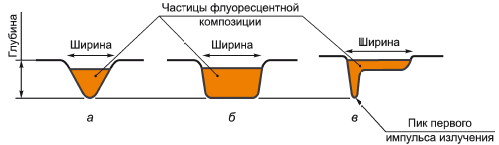 |
Рисунок 8 - Схема определения глубины и ширины углублений для различных профилей (а, б, в) при обработке лазером
4.3.5 Внесение флуоресцентной композиции в углубления осуществляют после формирования углублений лазерным лучом.
4.3.6 Требования к нанесению маркировки с применением лазера и контролю качества маркировки соответствуют положениям раздела 5.
4.4 Считывание маркировки с применением флуоресцентной композиции
4.4.1 Для считывания символа двумерного штрихового кода производится облучение маркировки светом с длиной волны 250-600 нм, что соответствует полосе возбуждения флуоресцентной композиции. Вторичное излучение композиции на длине волны 400-700 нм проходит через фильтр и попадает на светочувствительный элемент устройства считывания в соответствии с рисунком 9. При фильтрации излучения в объектив устройства не пропускаются световые волны от источников излучения и источников паразитного освещения, снижающие контраст получаемого изображения символа штрихового кода. За счет этого существенно улучшается контраст изображения (до близкого к 100%) и увеличивается эффективность считывания символа. Кроме того, устраняется влияние на считывание символа шероховатости поверхности, материала поверхности, ее цвета, качества, внешнего фонового освещения.
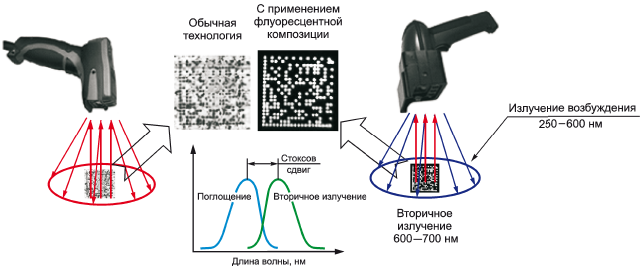 |
Рисунок 9 - Схема считывания маркировки с применением флуоресцентной композиции
Высокий контраст получаемого изображения снижает зависимость вероятности успешного считывания символа от:
- наличия загрязнений или защитных пленок на поверхности;
- вида материала маркируемого изделия;
- свойств микрорельефа, кривизны и цвета поверхности маркируемого изделия;
- наличия посторонних источников излучения.
Излучение флуоресцентной композиции существенно уменьшает угловую зависимость контраста изображения символа и обеспечивает возможность считывания маркировки в широком диапазоне углов - до 15° по отношению к плоскости поверхности маркируемого изделия.
Для машиносчитываемой маркировки с применением флуоресцентной композиции сигнал от информационного элемента (углубления) определяется количеством флуоресцентного вещества, находящегося в углублении, а не геометрической формой углубления, как в случае иглоударной маркировки без применения флуоресцентной композиции. Это приводит к снижению влияния на качество считывания символа параметров применяемой маркирующей аппаратуры.
В приложении А приведены примеры результатов считывания символов штрихового кода, полученных иглоударным методом с применением флуоресцентной композиции, с различными размерами модулей символа Data Matrix.
4.4.2 Применяют два типа устройств считывания изображений (декодеров) для символов, нанесенных методами прямого маркирования с применением флуоресцентной композиции:
- стационарные устройства;
- ручные устройства.
Устройства считывания изображений включают:
- средства подсветки символа светом с длиной волны в полосе возбуждения флуоресцентной композиции;
- светофильтр приемного канала;
- оптические средства для фокусирования изображения символа на детекторе;
- программное обеспечение для обработки изображения и декодирования символа;
- устройство вывода, дисплей или интерфейсное устройство системы обработки данных.
5 Контроль качества маркировки с применением флуоресцентной композиции
5.1 Контроль качества символа штрихового кода в составе маркировки с применением флуоресцентной композиции может быть осуществлен на установке, схема которой изображена на рисунке 10.
5.2 Для формирования поля и калибровки освещенности от источников возбуждающего излучения (обозначенных 4 на рисунке 10) могут быть использованы положения [1] и [2] в части контроля качества маркировки, нанесенной прямым маркированием изделий без использования флуоресцентной композиции, и требования ГОСТ Р ИСО/МЭК 15415. Длины волн источника возбуждающего излучения должны соответствовать полосе возбуждения используемой композиции, а в полосе флуоресценции излучение должно быть незначительным или отсутствовать. В качестве источников излучения могут использоваться светоизлучающие диоды, длина волны в максимуме интенсивности излучения которых находится в области 450-470 нм. Типичный спектр излучения такого светоизлучающего диода приведен на рисунке 11.
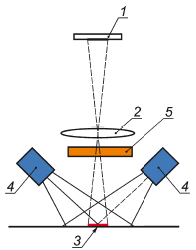 |
1 - фотоприемник; 2 - объектив; 3 - область проверки маркированного изделия; 4 - источник возбуждающего излучения; 5 - светофильтр приемного канала
Рисунок 10 - Пример схемы устройства верификации символов штрихового кода, нанесенных иглоударным методом с применением флуоресцентной композиции
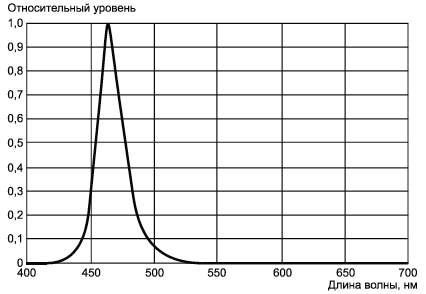 |
Рисунок 11 - Пример спектра излучения светоизлучающего диода с рабочими длинами волн в голубой области видимого спектра
5.3 Вторичное излучение флуоресцентной композиции, использованной при иглоударной маркировке, до попадания на фотоприемник 1 согласно рисунку 10 должно пройти через фильтр 5. После фильтрации в объектив устройства не должен попадать свет от источников излучения 4 и от посторонних источников освещения, который снижает контраст получаемого изображения символа штрихового кода. Пример спектральной характеристики пропускания используемого фильтра приведен на рисунке 12.
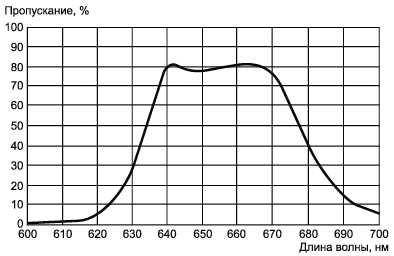 |
Рисунок 12 - Пример спектральной характеристики пропускания фильтра
5.4 Для гарантированного создания с помощью маркировочного оборудования машиносчитываемого символа, соответствующего требованиям достижения наилучшего считывания в процессе эксплуатации изделий, требуется использовать процедуру приемочных испытаний, проводимых с целью определения качества маркировки после ее нанесения и после проведения испытаний на стойкость к внешним воздействиям. Приемочные испытания обеспечивают обратную связь с технологическим процессом маркирования, гарантируют требуемое качество маркирования, а также приводят к сокращению затрат, связанных с возвратом деталей (изделий) с нечитаемыми символами. Если изделие теряет свою идентичность из-за плохого качества маркировки в процессе производства и применения изделия, его нельзя использовать по назначению. Система верификации должна обеспечивать выявление и устранение проблем в технологическом процессе маркирования.
Приложение А
(рекомендуемое)
Примеры результатов считывания маркировок, нанесенных иглоударным методом с применением флуоресцентной композиции, с различными размерами модулей символа Data Matrix
А.1 На рисунке А.1 а приведено изображение в видимом диапазоне длин волн маркированной поверхности фрагмента литой детали с шероховатостью поверхности 80-100 мкм. Изображение символа штрихового кода не обладает необходимым контрастом и не считывается. На рисунке А.1 б представлено изображение маркировки той же детали, нанесенной с применением флуоресцентной композиции. Изображение символа получено с помощью устройства считывания на длине волны флуоресцентного излучения в красном диапазоне длин волн при возбуждающем облучении в голубом диапазоне длин волн. Высокий контраст изображения обеспечивает высокую вероятность считывания и декодирования символа.
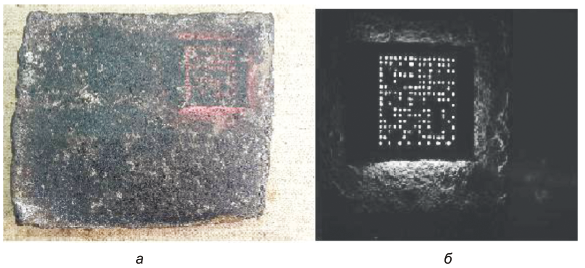 |
Рисунок А.1 - Изображение маркированного фрагмента литой детали, полученное в видимом диапазоне длин волн (а) и на длине волны флуоресценции (б)
А.2 Применение флуоресцентной композиции позволяет значительно расширить диапазон применимых соотношений размеров углублений (точек) и номинальных размеров модуля символа штрихового кода. Примеры результатов считывания символов штрихового кода, нанесенных методом иглоударного маркирования с применением флуоресцентной композиции, с различными размерами модуля символа приведены в таблице А.1 и на рисунке А.2.
Таблица А.1 - Результаты считывания символов штрихового кода, нанесенных методом иглоударного маркирования с применением флуоресцентной композиции, при различных диаметрах углубления и размерах модуля символа штрихового кода
N | Диаметр углубления (точки), мкм | Размер модуля, мкм | Отношение диаметра углубления к размеру модуля, % | Результат считывания с расстояния 10 см (1 попытка) |
1 | 440 | 1200 | 37 | + |
2 | 440 | 1610 | 27 | + |
3 | 440 | 2030 | 22 | + |
4 | 440 | 2400 | 18 | + |
5 | 440 | 2950 | 18 | + |
6 | 240 | 1040 | 23 | + |
7 | 240 | 2050 | 12 | + |
8 | 560 | 2400 | 23 | + |
Примечание - "+" обозначает успешное считывание. | ||||
 |
Рисунок А.2 - Зависимость максимальной высоты успешного считывания символа штрихового кода от отношения диаметра углубления с частицей флуоресцентной композиции к размеру модуля символа штрихового кода
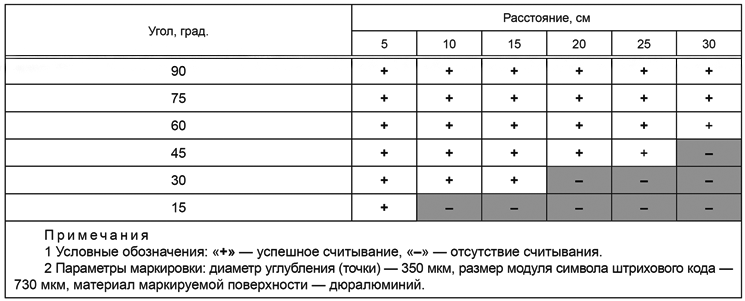
А.3 - Зависимость результатов считывания маркировки от угла и расстояния считывания приведена в таблице А.2.
Таблица А.2 - Результаты считывания символов штрихового кода, нанесенных методом иглоударного маркирования с применением флуоресцентной композиции, при различных углах считывания и расстояниях от символа до сканера
 |
А.4 Примеры зависимости результатов считывания маркировок с применением флуоресцентной композиции от времени выдержки маркировок при высоких температурах приведены в таблице А.3.
Таблица А.3 - Результаты считывания маркировки с применением флуоресцентной композиции после ее выдержки при высоких температурах
Пример композиции, N | Температура, °C | Продолжительность нагрева, ч | Сигнал, % от эталона | Декодирование |
1 | 300 | 0 | 180 | Да |
24 | 180 | Да | ||
168 | 160 | Да | ||
1368 | 160 | Да | ||
1878 | 160 | Да | ||
600 | 0 | 120 | Да | |
24 | 120 | Да | ||
168 | 100 | Да | ||
1368 | 80 | Да | ||
1878 | Менее 40 | Да | ||
2 | 300 | 0 | 100 | Да |
24 | 100 | Да | ||
168 | 190 | Да | ||
1368 | 190 | Да | ||
1878 | Менее 40 | Да | ||
600 | 0 | 100 | Да | |
24 | 60 | Да | ||
168 | 45 | Да | ||
1368 | 60 | Да | ||
1878 | Менее 40 | Да | ||
900 | 0 | 180 | Да | |
24 | 40 | Да | ||
48 | Менее 40 | Да |
Примечание - Сигнал флуоресцентного излучения измеряли в одинаковых условиях и сравнивали с сигналом одной и той же эталонной маркировки, нанесенной методом иглоударного маркирования с применением флуоресцентной композиции.
А.5 Зависимость результатов считывания маркировки с применением флуоресцентной композиции от шероховатости маркируемой поверхности приведена в таблице А.4.
Таблица А.4 - Зависимость результатов считывания маркировки с применением флуоресцентной композиции от шероховатости маркируемой поверхности
Шероховатость материала, мкм | Размер маркировки, мм | Объем данных - количество цифр | Считывание |
500-630 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
400-500 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
250-315 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
200-250 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
100-125 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
80-100 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
63-80 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
50-63 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
40-50 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
28-40 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
20-30 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
14-20 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + | ||
12-15 | 12 12 | 10 | + |
15 | + | ||
20 | + | ||
25 | + | ||
30 | + |
Примечание - "+" - "считывание уверенное", т.е. считывание маркировки с первой попытки.
Библиография
[1] | Р 50.1.081-2012 | Информационные технологии. Технологии автоматической идентификации и сбора данных. Рекомендации по прямому маркированию изделий (ПМИ) |
[2] | Р 50.1.085-2013 | Информационные технологии. Технологии автоматической идентификации и сбора данных. Рекомендации по контролю качества при прямом маркировании изделий (ПМИ) |
УДК [004.056+005].62:006.354 | ОКС 35.040 | |
Ключевые слова: технологии автоматической идентификации и сбора данных, штриховой код, прямое маркирование изделий, иглоударная маркировка, флуоресцентная композиция, модуль, Data Matrix, качество маркировки | ||
{kind=link}