Цена 3 коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ПРОВОЛОКА ИЗ ИРИДИЯ И РОДИЯ
■ф
ih
V v
{Ш U l " V i
< *■ ^ .* '
.... ./.. Уу ■■•■■ ' \i
и
ГОСТ 19351-74
Издание официальное
/I
/ Л ^ .
ф-чп
t S 0$ !
I Of
/ l ♦ г..... /
if X. л .,/
Л/ л£
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
S'
РШВОТАН Базом! организацией по стандартизации бпгород-
ных металлов и изделий
Директор Веем И. Ф.
Руководитель темы и исполнитель Хик Г. С
ВНЕСЕН Ммнмстерством цветной металлурги СССР
Зам. министра Иоанн В, R
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследова-тельскнм институтом стандартизации (ВНИИС)
Директор Гинее L В.
УТВЕРЖДЕН Н ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 7 мац» 1974 г. № U
УДК 669.232.5 235-426(083.74) Группа В74
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОЛОКА ИЗ ИРИДИЯ И РОДИЯ
Iridium and rhodium wire
гост
19351—74
Взамен
ГОСТ 8396—57 и ГОСТ 8397—57 в части проволоки из иридия и родия
Постановлением Государственного комитета стандартов Совета Министров СССР от 7 января 1974 г. N° 24 срок действия установлен
с 01.01, 1975 г. до 01.01. 1980 г.
jpiecoBnюдение стандарта преследуется по закону
Настоящий стандарт распространяется на проволоку из иридия и родия>| применяемую в приборостроении и других отраслях промыт л ениости.
9
1. СОРТАМЕНТ
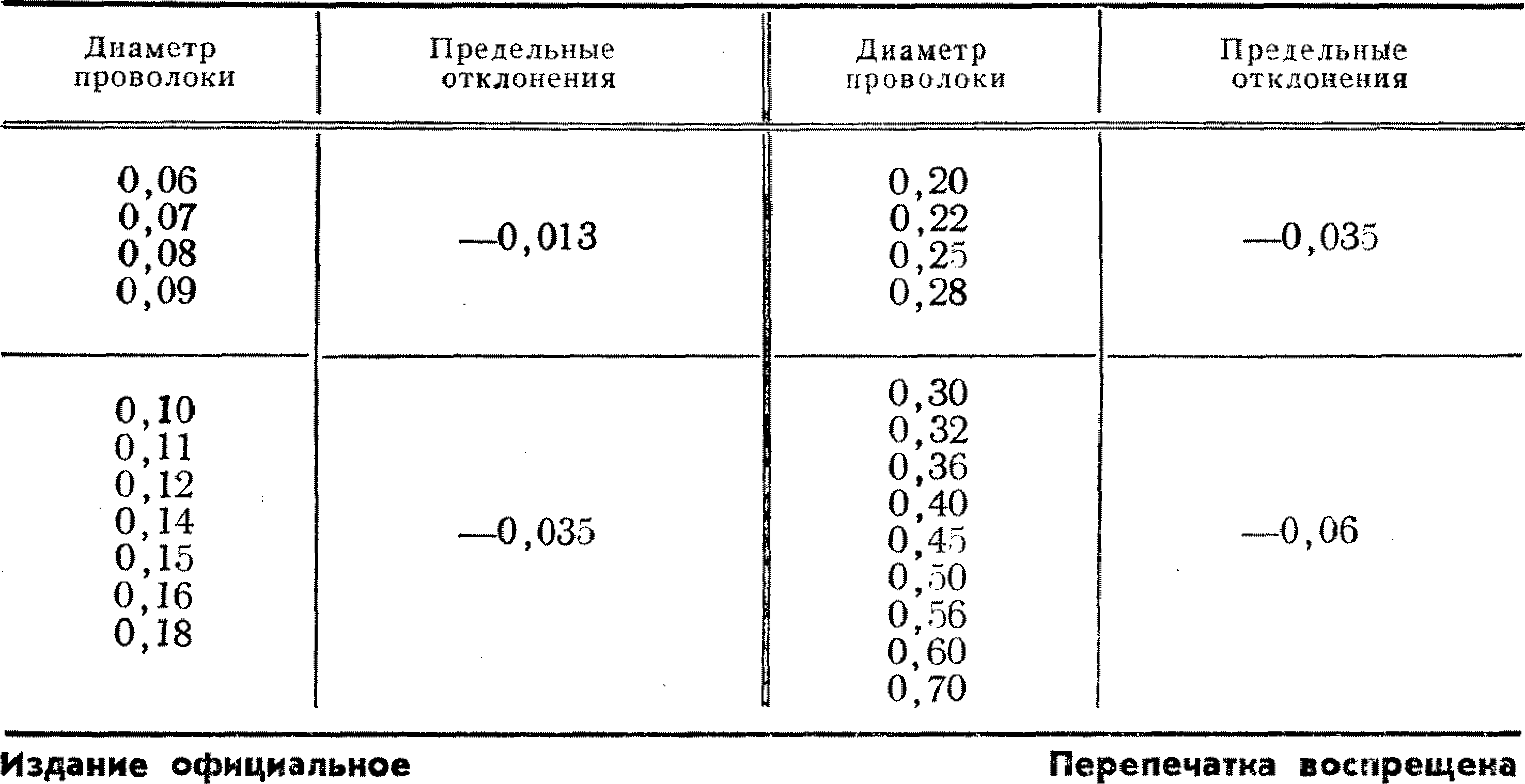
1.1. Диаметр проволоки и предельные отклонения по нему должны соответствовать указанным в табл. 1.
Таблица 1
мм
★
@ Издательство стандартов, 1974
мм Продолжение
Диаметр проволоки | Предельные отклонения | Диаметр проволоки | Предельные отклонения |
0,80 | 2,00 | ||
0,90 | —0,07 | 2,20 | —0,12 |
2 50 | |||
1,0 | .A f C/V 2,80 | ||
1,10 | 3,00 | ||
1,20 | —0,12 | ||
1,50' | |||
1,60 | |||
1,80 |
Примечания:
1. Проволока из иридия изготовляется диаметром от ОД мм и более.
2. Теоретическая масса 1 м проволоки приведена в справочном приложении I.
Пример условного обозначения проволоки из иридия марки Ир 99,8 диаметром 0,50 мм:
Проволока Ир 99,8—0,50 ГОСТ 19351—74
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2Л. Проволока должна изготавливаться из иридия и родия,, химический состав которых должен соответствовать нормам ГОСТ 13099—67 и ГОСТ 13098—67.
2.2. Проволока изготовляется методом горячего волочения.
2.3. Поверхность проволоки должна быть чистой, гладкой, не должна иметь плен, трещин, раковин и расслоений. Поверхностные повреждения, не выводящие проволоку при ее контрольной зачистке за предельные отклонения по диаметру, а также цвета побежалости и местные потемнения проволоки, браковочным признаком не являются.
2.4. Физические свойства проволоки приведены в справочных, приложениях 2 и 3.
2.5. Масса проволоки в мотке или на катушке должна соответствовать требованиям, указанным в табл. 2.
Таблица 2
Диаметр проволоки, мм | Масса проволоки в мотке (на катушке), г, не менее | |
нормальная | пониженная | |
0,06—0,10 | 5,5 | 2 |
0,11—0,20 | 16,0 | 4 |
0,22—0,40 | 26,0 | 8 |
Продолжение
Диаметр проволоки, мм | Масса проволоки в мотке (на катушке), г, не менее | |
нормальная | пониженная | |
0,45—1,0 | 52,0 | 10 |
1,1—2,0 | 150,0 | 50 |
Свыше 2,0 | 300 | 100 |
Примечания:
L Количество мотков или катушек проволоки пониженной массы не должно превышать 20%; массы партии.
2. По требованию потребителя разрешается поставка проволоки на мотках или катушках меньшей массы.
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволока поставляется партиями. Партия должна состоять из проволоки одного диаметра и одной точности изготовления.
Масса партии не ограничивается.
3.2. Осмотру и обмеру должен быть подвергнут каждый моток или катушка проволоки.
3.3. Химический состав проволоки определяют анализом пробы, отбираемой от каждой плавки.
3.4. При получении неудовлетворительных результатов по химическому составу по нему проводят повторные испытания на удвоенном количестве мотков или катушек той же партии.
Результаты повторной проверки являются окончательными и распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Диаметр проволоки и овальность измеряют в двух местах на расстоянии не менее 100 мм друг от друга в двух взаимно перпендикулярных направлениях в каждом измеряемом сечении при помощи микрометров типа:
МР (ГОСТ 4381—68)—-с ценой деления шкалы 0,002 мм — для проволоки диаметром до 0,40 мм включительно;
МК (ГОСТ 6507—60)—для проволоки диаметром более 0,40 мм.
4.2. Проверка поверхности проволоки должна быть произведена визуально.
4.3. Химический состав иридия определяют по ГОСТ 12223—66, родия — по ГОСТ 12227—66.
5. УПАКОВКА, МАРКИРОВКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
5.1. Проволоку диаметром 0,3 мм и менее поставляют на тарированных металлических или пластмассовых катушках,' проволоку диаметром более 0,3 мм — в мотках. Проволоку диаметром более 1 мм поставляют отрезками длиной от 100 до 1000 мм.
5.2. Проволока должна быть намотана на катушки или свернута в мотки неперепутанными рядами, без резких перегибов. Расстояние между верхним рядом проволоки и краем щеки катушки должно быть не менее 3 мм.
Каждая катушка или каждый моток должен состоять из отрезка проволоки без сростков, окруток и узлов. Концы проволоки на катушках должны быть прочно закреплены. Мотки проволоки одной партии могут быть связаны в бухты.
5.3. На каждом мотке или катушке проволоки крепят бирку, на которой должны быть указаны:
а) наименование предприятия-изготовителя или его товарный знак;
б) марка металла;
в) диаметр проволоки;
г) масса тары в граммах;
д) номер партии;
е) обозначение настоящего стандарта.
5.4. Катушки, упакованные в пластмассовые или картонные коробки, и бухты проволоки, обернутые в бумагу, должны быть уложены в сплошные деревянные ящики по ГОСТ 18617—73.
Масса упаковочного места не должна превышать 30 кг.
5.5. Маркировку ящиков производят по ГОСТ 14192—71.
5.6. При транспортировании в крытых вагонах, судах и автомашинах проволока должна быть защищена от механических повреждений, действия влаги и агрессивных сред.
5.7. Проволока должна храниться в закрытых, вентилируемых помещениях и должна быть защищена от механических повреждений, действия влаги и агрессивных сред.
5.8. Каждую партию проволоки снабжают документом, удостоверяющим соответствие проволоки требованиям настоящего стандарта, в котором указывают:
а) наименование предприятия-изготовителя или его товарный знак;
б) диаметр проволоки;
в) номер партии;
г) марку металла;
д) состояние материала;
е) количество мотков или катушек;
ж) результаты химического анализа;
з) массу проволоки в граммах;
f
I
t
Теоретическая масса I м проволоки из иридия и родия
Диаметр проволоки» мм | Площадь поперечного сечении, мма | Теоретическая масса X для металла Ир 99,9—99,8 | и проволоки, г, марок Рд 99,9—99,8 |
0,06 | 0,002827 | 0,03520 | |
0,0,7 | 0,003848 | — | 0,04791 |
0,08 | 0,005026 | — | 0,06257 |
0,09 | 0,006361 | — | 0,07919 |
0,10 | 0,00785 | 0,1761 | 0,0978 |
0,11 | 0,00950 | 0,2131 | 0,1183 |
0,12 | 0,01131 | 0,2535 | 0,1408 |
0,14 | 0,01539 | 0,3451 | 0,1916 |
0,15 | 0,01767 | 0,3962 | 0,2200 |
0,16 | 0,02011 | 0,4508 | 0,2503 |
0,18 | 0,02545 | 0,5705 | 0,3168 |
0,20 | 0,03142 | 0,7043 | 0,3911 |
0,22 | 0,03801 | 0,8522 | 0,4732 |
0,25 | 0,04909 | 1,1005 " | 0,6111 |
0,28 | 0,06157 | 1,3805 | 0,7666 |
0,30 | 0,07068 | 1,5847 | 0,8800 |
0,32 | 0,08042 | 1,8031 | 1,0013 |
0,36 | 0,10179 | 2,2820 | 1,2672 |
0,40 | 0,12566 | 2,8173 | 1,5645 |
0,45 | 0,1590 | 3,566 | 1,980 |
0,50 | 0,1963 | 4,402 | 9 44Л |
0,56 | 0,2463 | 5,522 | 3,066 |
0,60 | 0,2827 | 6,339 | 3,520 |
0,70 | 0,3848 | 8,628 | 4,791 |
0,80 | 0,5026 | П,269 | 6,258 |
0.90 | 0,6362 | 14,263 | 7,920 |
1,00 | 0,7854 | 17,608 | 9,778 |
1,10 | 0,9503 | 21,306 | 11,831 |
1,20 | 1,1310 | 25,356 | 14,080 |
1,50 | 1,7671 | 39,619 | 22,001 |
1,60 | 2,0106 | 45,077 | 25,032 |
1,80 | 2,5446 | 57,051 | 31,681 |
2,00 | 3,141 о | 70,433 | 39,112 |
2,20 | 3,801 | 85,22 | 47,33 |
2,50 | 4,909 | 110,05 | 61,11 |
2,80 | 6,157 | 138,05 | 76,66 |
3,00 | 7,068 | 158,47 | 88,00 |
Электрическое сопротивление проволоки из иридии и родив
Диаметр проволоки, мм | Электрическое сопротивление 1 м проволоки, Ом, из металла марок | |
Ир 99,9—99,8 | Рд 99,9—99,8 | |
0,10 | 7,00 | 6,37 |
0,11 | 5,79 | 5,26 |
0,12 | 4,86 | 4,42 |
0,14 | 3,57 | 3,25 |
0,15 | 3,11 | 2,83 |
0,16 | 2,73 | 2,49 |
0,18 | 2,16 | 1,96 |
0,20 | 1,75 | 1,59 |
0,22 | 1,45 | 1,32 |
0,25 | 1,12 | 1,02 |
0,28 | 0,89 | 0,81 |
0,30 | 0,78 | 0,71 |
0,32 | 0,68 | 0,62 |
0,36 | 0,54 | 0,49 |
0,40 | 0,44 | 0,40 |
0,45 | 0,346 | 0,314 |
0,50 | 0,280 | 0,255 |
0,56 | 0,223 | 0,203 |
0,60 | 0,195 | 0,177 |
0,70 | 0,143 | 0,130 |
0,80 | 0,109 | 0,099 |
0,90 | 0,086 | 0,079 |
1,00 | 0,070 | 0,064 |
1,10 | 0,058 | 0,053 |
1,20 | 0,049 | 0,044 |
1,50 | 0,031 | 0,028 |
1,60 | 0,027 | 0,025 |
1,80 | 0,022 | 0,020 |
2,00 | 0,018 | 0,016 |
2,20 | 0,014 | 0,013 |
2,50 | 0,011 | 0,010 |
2,80 | 0,009 | 0,008 |
3,00 | 0,008 | 0,007 |
Физические свойства проволоки из иридия и родия
.Марка металла | Временное сопротивление разрыву кге/мм3 | Удельное электрическое сопротивление, Ом*мм2/м | Температурный коэффициент электрического сопротивления (Т КЭС) ах 103 |
Ир 99,9—99,8 | 80—120 | 0,055 | 4,0 |
Рд ^99,9—99,8 | 60—100 | 0,05 | 4,6 |
Редактор В. В. Чвкменева Технический редактор Н. С. Матвеева Корректор А. М. Куйвала
Слано в наб. 18.01.74 Поди, в печ. 08.02.74 0,5 п. л. Тир. 10000
Издательство стандартов- Москва, Д~22, Новопресненекий пер.. 3 Тип. «Московский печатник». Москва, Лялин пер., 6. Заж. 124
> Группа В74
\ I
Изменение ^ 1 ГОСТ 19351—74 Проволока из иридия и родия
Постановлением Государственного комитета СССР по стандартам от 31.07.84 № 2716 срок введения установлен
с 01.01.35
Наименование стандарта дополни?^ словами: «Технические условия»; «Specifications».
Под наименованием стандарта проставить код: ОКП 18 6190.
Вводную часть дополнить абзацем: «Установленные настоящим стандартом показатели технического уровня предусмотрены для первой категории качества».
Пункт 1.1. Таблица 1. Графу «Диаметр проволоки» дополнить значением: 4,00 мм;
дополнить примечанием “3: «3. По требованию потребителя изготовляют проволоку диаметром свыше 4,00 до 6,00 мм». »
Пункт 2.1 изложить в новой редакции: «2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из иридия по ГОСТ 13099—67 и родия по ГОСТ 13098—67».
Пункт 2.3. Заменить слова: «Поверхностные повреждения» на «Допускаются поверхностные повреждения»; исключить слова: «браковочным признаком не яв« ляются».
Пункт 2.5. Таблица 2. Исключить проволоку диаметров 1,1—2,0; свыше 2,0 мм со всеми относящимися к ним иоказателями; 1
примечание 2 изложить в новой редакции: «2. По .требованию потребителя допускаются мотки (катушки) ироволоки уменьшенной массы».
Раздел 2 дополнить пунктами—2.6, 2.7: «2.6. Проволоку диаметром 0,3 мм и менее наматывают на тарированные металлические или пластмассовые катушки, проволоку диаметром более 0,3 мм —в мотки, проволока диаметром более 1 мм должна быть в отрезках длиной не менее 100 мм.
2.7. Проволока должна быть намотана на катушки или свернута в мотки не-перевутанными рядам*; без резки перегибов. Расстояние между верхним рядом проволоки и краем щеки катушки должно быть не менее 3 мм.
(Продолжение см, стр, Ш)
117
■
(Продолщние изменения ,к ГОСТ 19$51~74)
Каждая катушка или каждый моток должны состоять из единого отрезка проволоки без сростков; скруток и узлов. Концы проволоки на катушках должны быть прочно закреплены.
Допускается связывать мотки проволоки в бухты».
Пункты 3.1—3.3 изложить в новой редакции: «3.1. Проволоку принимают партиями. Партия должна срстоять из проволоки одного металла, одного диаметра, одной или нескольких правок и оформлена одним документом о -качестве, содержащим: •
товарный знак или наименование и Товарный знак предприятия-изготовителя; условное обозначение проволоки-номер партии;
• количество мотков (катушек); химический состав; (
массу проволоки в граммах; » J
дату выпуска; (
штамп технического контроля.
3.2. Проверку внешнего вида, диаметра и массы проводят на каждом мотке (катушке) проволоки.
3.3. Для определения.химического состава отбирают один моток- (катушку) от партии.
Допускается изготовителю определять химический состав иридия и родия на каждой плавке». > .
Пункт 3.4. Заменить слова: «на удвоенном количестве мотков или Катушеве» на «удвоенной выборке, взятой от»;
второй абзац изложить в новой редакции: «Результаты повторных испытаний' распространяются на всю партию».
Пункт 4.1 после слов «в каждом измеряемом сечении» изложить в новой редакции: «оптиметрами типа OB-200—1 по 'ГОСТ 5405—75 и микрометрами типа МК 25—1 по ГОСТ 6507-78 или другими приборами, обеспечивающими требуемую точность.
1 При возникновении разногласий в оценке размеров измерения проводят оптиметрами типа ОВ-200—1 по ГОСТ 5405—75 и микрометрами типа МК 25—1 по ГОСТ 6507-78.
Массу проволоки проверяют на лабораторных весах общего назначения клас- .
са точности 2 по ГОСТ 24104—80».
? '
■ , (Продолжение см. стр. 119)
(Продолжение изменения к ГОСТ 19351-74)
Пункт 4.3. Заменить ссылки: ГОСТ 12223—66 на ГОСТ 12223.0—76 и ГОСТ 12223.1-76, ГОСТ 12227-66 на ГОСТ 12227.0-76 и ГОСТ 12227.1-76,
Пункты 5.1,5.2,5.6 - 5.8 исключить.
Пункты 5.3,5.4,5.9 изложить в новой редакции: «5.3. На каждом мотке (катушке) проволоки крепят ярлык, на котором должны быть указаны:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение;
номер партии.
5.4. Катушки, упакованные в пластмассовые или картонные коробкН, а также мотки проволоки, обернутые в бумагу по ГОСТ 8273—75, должны быть уложены в сплошные деревянные ящики типа I по ГОСТ 18617-83.
. t Масса грузового места не должна превышать 30 кг.
5.9. Хранение, транспортирование и учет проволоки из иридия и родия проводят в соответствии с порядком хранения, транспортирования и учета драгоценных металлов, утвержденным в установленном порядке. Условия хранения-по ГОСТ 15150-69, группа ЖЗ».
Стандарт дополнить разделом - 6: '
«6. Гарантии изготовителя
6.1. Изготовитель гарантирует соответствие приволоки требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом. ' '
Гарантийный срок хранения проволоки — 15 лет с момента ее изготовления».
Приложение 1. Таблицу дополнить диаметром проволоки - 4,00 мм:
/
Диаметр проволоки, мм _ / | Площадь поперечного сечения, мм1 1 | Теоретическая масса 1 м проволоки, г, для 4 металла^марок 1 '_1_!_^___ | |
Ир 99,9-99,8 | Р» 99,9-99,8 | ||
1 ■' 4,00 | 12,556 % | 281,73 | 156,45 |
(Продолжение см. стр. 120)
, (Продолжение изменения к ГОСТ ШИ-74)
Приложение 2, Таблицу дополнить диаметром проволоки—4,00 мм:
V Диаметр проволоки, им t | Электрическое сопротивление 1 м проволоки, Ом, п металла марок . - i, ■ .. ■ , | |
Ир 99,9-99,8 | Рд 39,9-М,1 Я | |
4,00 1 | 0,0044 | 0,004 |
Приложение 3 изложить в новой редакции:
ПРИЛОЖЕНИЕ S Сприеот
Физические свойства проволоки из иридия и роди
Временное сопротивление | Удельное | Температурный | |
Марка | электрическое | коэффициент элек* | |
металла. | разрыву, МПа (кгс/мм*) | сопротивление, мкОм-м , | трнческого сонротив- -11(1~3 лення,град -19 j |
Ир 99,9-99,8 | 800-1200 (80-120) | > 0,058 | 4,1 |
Рд 99,9-99,8 | 600-100® (60-100) | 0,05 ■ | 4,6 |
(ЙУС № 111084 г.)
Й
Группа В74
Изменение № 2 ГОСТ 19351-74 Проволока из иридия и родия. Технические ус* довия
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 19.05.89 № 1276
Дата введения 01.11.89
Вводная часть. Последний абзац исключить.
По всему тексту стандарта заменить обозначение: Ир на И (пример условных обозначений, приложения I и 2).
Пункт 2.3. Исключить слова: «должна быть чистой, гладкой»; заменить слова: «поверхностные повреждения» на «дефекты поверхности»,
Пункт 2.5. Примечание 1 изложить в новой редакции: «1. Количество мотков или катушек пониженной массы не должно превышать: 50 % - для проволоки диаметром 0,06-0,10 мм, 20 % - для проволоки диаметром 0,11 -1,0 мм». 1 Пункт 2.7. Заменить слово: «неперепутаниыми» на «обеспечивающими свободное сматывание».
(Продолжение см, с. 60)
(Продолжение изменения к ГОСТ 193$ 1-14)
Пункт 4.1. Первый, второй абзацы. Заменить слова: «оптиметрами типа OB-200—1 по ГОСТ -5405-75» на «оптикаторами по ГОСТ 10503-74»; третий абзац. Заменить класс точности: 2 на 3.
Пункт 4.2 дополнить словами: «без применения увеличительных средств». Пункт 5.4 дополнить словами: «Допускается применять другой вид упаков* ки, обеспечивающий сохранность проволоки».
(иус ш 8 т г.)
Изменение № 3 ГОСТ 19351—74 Проволока из ирцдия и родия. Технические условия
Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12 от 21.11.97)
Зарегистрировано Техническим секретариатом МГС № 2734
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Киргизская Республика | Киргизстандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Пункт 1.1. Таблица 1, Графу «Диаметр проволоки, мм» дополнить значениями: 5,00; 6,00 и предельными отклонениями для указанных значений: —0,12 мм (2 раза);
примечание 3 исключить.
Пункт 2.7. Третий абзац после слов «в бухты» дополнить словами: «отрезки проволоки диаметром более 1 мм — в пучки».
Пункт 3.1. Пятый абзац после слова «(катушек)» дополнить словами: «отрезков (пучков)».
Пункт 3.2 после слова «(катушке)» дополнить словом: «отрезке».
Пункт 3.3. Первый абзац после слова «(катушку)» дополнить словом: «отрезок».
Пункт 4.1. Заменить ссылки: ГОСТ 6507—78 на ГОСТ 6507—90 (2 раза), ГОСТ 24104-80 на ГОСТ 24104-88.
Пункт 5.3. Первый абзац после слова «(катушке)» дополнить словом: «пучке».
Пункт 5.4 после слова «мотки» дополнить словами: «отрезки (пучки)».
Приложение 1. Таблица. Графу «Диаметр проволоки, мм» дополнить значениями — 5,0 и 6,0:
(Продолжение см. с. 42)
Диаметр проволоки, мм | Площадь поперечного | Расчетная масса 1 м проволоки, г, для металла марок | |
сечения, мм2 | Ир 99,9-99,8 | Рд 99,9-99,8 | |
5,0 | 19,625 | 439,99 | 244,33 |
6,0 | 28,260 | 633,59 | 351,84 |
Приложение 2. Таблица. Графу «Диаметр проволоки, мм» дополнить значениями — 5,0 и 6,0:
Диаметр проволоки, мм | Электрическое сопротивление 1 м проволоки, Ом, из металла марок | |
Ир 99,9-99,8 | Рд 99,9-99,8 | |
5,0 | 0,0028 | 0,0025 |
6,0 | 0,0018 | 0,0018 |
(ИУС № 6 1998 г.) |
{kind=link}