ГОСТ 1535-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ МЕДНЫЕ
Технические условия
Copper rods. Specifications
МКС 77.150.30
Дата введения 2017-04-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов "Акционерное общество "Институт Цветметобработка" (АО "Институт Цветметобработка")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 февраля 2016 г. N 85-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 11-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 августа 2016 г. N 927-ст межгосударственный стандарт ГОСТ 1535-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2017 г.
5 ВЗАМЕН ГОСТ 1535-2006
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 1, 2020 год; поправка, опубликованная в ИУС N 11, 2022 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на тянутые медные прутки круглого, квадратного, шестигранного сечений, прессованные и экструдированные прутки круглого сечения, применяемые в различных отраслях промышленности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 859-2014 Медь. Марки
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2060-2006 Прутки латунные. Технические условия
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7229-76 Кабели, провода и шнуры. Метод определения электрического сопротивления токопроводящих жил и проводников
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9557-87 Поддон плоский деревянный размером 800x1200 мм. Технические условия
ГОСТ 9717.2-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа по оксидным стандартным образцам
ГОСТ 13938.11-2014 Медь. Метод определения массовой доли мышьяка
ГОСТ 13938.13-93 Медь. Методы определения кислорода
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
__________________
На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества".
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ 31382-2009 Медь. Методы анализа
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
СТ СЭВ 543-77 Числа. Правила записи и округления
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32597, а также следующие термины с соответствующими определениями:
3.1 пруток: Сплошное изделие, полученное обработкой давлением, однородного сечения по всей длине, в форме круга, квадрата, правильных многоугольников, поставляемое в виде прямых отрезков и в бухтах.
3.2 экструдированные прутки: Сплошное изделие однородного сечения, получаемое методом непрерывного прессования вращением (процесс "Conform"), поставляемое в виде прямых отрезков или с намоткой на барабаны.
3.3 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном оси прутка.
3.4 бухта: Отрезок изделия, намотанный в серию непрерывных витков.
3.4.1 бухта свободной намотки: Бухта, в которой витки неупорядоченно удерживаются вплотную друг к другу.
3.4.2 бухта послойной упорядоченной намотки: Бухта, в которой витки намотаны слоями, параллельными оси бухты, таким образом, что последовательные витки в каждом слое идут один за другим.
3.5 мерная длина: Изделие определенной длины, указанной в заказе, в прямом отрезке или в бухте.
3.6 кратная длина: Отрезок целого кратного числа основной длины с припуском на резку и допуском на общую длину.
4 Сортамент
4.1 Диаметр тянутых прутков и предельные отклонения по диаметру должны соответствовать указанным в таблице 1.
Таблица 1
В миллиметрах
Номинальный диаметр или расстояние между параллельными гранями прутка | Предельное отклонение по диаметру при точности изготовления прутков | ||||
круглых | квадратных и шестигранных | ||||
нормальной | повышенной | высокой | нормальной | повышенной | |
До 3,0 включ. | -0,10 | -0,06 | -0,04 | -0,12 | -0,08 |
Св. 3,0 до 6,0 включ. | -0,12 | -0,08 | -0,05 | -0,12 | -0,08 |
Св. 6,0 до 10,0 включ. | -0,15 | -0,09 | -0,06 | -0,15 | -0,09 |
Св. 10,0 до 18,0 включ. | -0,18 | -0,11 | - | -0,18 | -0,11 |
Св. 18,0 до 30,0 включ. | -0,21 | -0,13 | - | -0,21 | -0,13 |
Св. 30,0 до 50,0 включ. | -0,25 | -0,16 | - | -0,25 | -0,16 |
Примечания 1 Круглые тянутые прутки диаметром свыше 10 мм могут быть изготовлены высокой точности с допусками, установленными по согласованию между изготовителем и потребителем. 2 За диаметр квадратных и шестигранных прутков принимают диаметр вписанной окружности, т.е. расстояние между параллельными гранями прутка. 3 Диаметры, площадь поперечного сечения и теоретическая масса 1 м используемых тянутых (круглых, квадратных и шестигранных) прутков приведены в приложении А. | |||||
4.2 По согласованию потребителя с изготовителем тянутые прутки могут быть изготовлены с симметричным полем допуска, указанным в таблице 2.
Таблица 2
В миллиметрах
Номинальный диаметр или расстояние между параллельными гранями прутка | Предельное отклонение по диаметру при точности изготовления | |
нормальной | повышенной | |
До 3,0 включ. | ±0,10 | ±0,05 |
Св. 3,0 до 6,0 включ. | ±0,15 | ±0,08 |
Св. 6,0 до 10,0 включ. | ±0,20 | ±0,11 |
Св. 10,0 до 18,0 включ. | ±0,25 | ±0,14 |
Св. 18,0 до 30,0 включ. | ±0,30 | ±0,17 |
Св. 30,0 до 50,0 включ. | ±0,60 | ±0,20 |
4.3 Диаметр прессованных прутков и предельные отклонения по диаметру должны соответствовать значениям, указанным в таблице 3.
Таблица 3
В миллиметрах
Номинальный диаметр | Предельное отклонение по диаметру при точности изготовления | |
нормальной | повышенной | |
От 20 до 30 включ. | -0,80 | - |
Св. 30 до 50 включ. | -1,00 | - |
Св. 50 до 80 включ. | -1,20 | - |
Св. 80 до 100 включ. | -1,40 | - |
Св. 100 до 120 включ. | -2,20 | -1,70 |
Св. 120 до 150 включ. | -2,50 | -1,70 |
Св. 150 до 180 включ. | -4,00 | -3,00 |
Примечание - Диаметры, площадь поперечного сечения и теоретическая масса 1 м используемых прессованных прутков приведены в приложении Б. | ||
4.4 Диаметр экструдированных прутков и предельные отклонения по диаметру должны соответствовать значениям, указанным в таблице 4.
Таблица 4
В миллиметрах
Номинальный диаметр | Предельное отклонение по диаметру при точности изготовления | |
нормальной | повышенной | |
От 15,0 до 18,0 включ. | -0,30 | -0,18 |
Св. 18,0 до 30,0 включ. | -0,40 | -0,21 |
Св. 30,0 до 50,0 включ. | -0,50 | -0,25 |
Примечание - Диаметры, площадь поперечного сечения и теоретическая масса 1 м используемых экструдированных прутков приведены в приложении А. | ||
4.5 Диаметр экструдированных прутков и предельные отклонения по диаметру с симметричным полем допуска должны соответствовать значениям, указанным в таблице 5.
Таблица 5
В миллиметрах
Номинальный диаметр | Предельное отклонение по диаметру при точности изготовления | |
нормальной | повышенной | |
От 15,0 до 18,0 включ. | ±0,25 | ±0,14 |
Св. 18,0 до 30,0 включ. | ±0,30 | ±0,17 |
Св. 30,0 до 50,0 включ. | ±0,60 | ±0,20 |
4.6 По длине прутки изготовляют в отрезках:
- немерной длины:
- от 2 до 5 м - диаметром до 40,0 мм включительно,
- от 1 до 4 м - диаметром свыше 40,0 до 80,0 мм включительно,
- от 1 до 3 м - диаметром свыше 80,0 до 100,0 мм включительно,
- от 0,5 до 2 м - диаметром свыше 100,0 мм;
- мерной длины в пределах немерной с предельными отклонениями по длине:
- для тянутых и экструдированных - плюс 15 мм;
- для прессованных:
- диаметром до 80,0 мм включительно - плюс 20 мм,
- диаметром свыше 80,0 мм - плюс 25 мм.
Предельные отклонения по длине мерных прутков с обрубленными концами не должны превышать ±100 мм;
- кратной мерной длины в пределах немерной с припуском 5 мм на каждый рез и с допуском по длине, установленными для прутков мерной длины.
По согласованию потребителя с изготовителем допускается изготовление прутков длиной, превышающей указанную, с допусками, установленными по согласованию между потребителем и изготовителем.
4.7 По согласованию потребителя с изготовителем допускается изготовление тянутых прутков диаметром до 18,0 мм включительно в бухтах массой до 140 кг.
По согласованию потребителя с изготовителем тянутые прутки могут быть изготовлены в бухтах следующих типов:
- бухты свободной намотки (БТ);
- бухты послойной упорядоченной намотки (БУ).
Концы прутков в бухте могут быть прямыми.
4.8 Условные обозначения прутков проставляют по схеме:
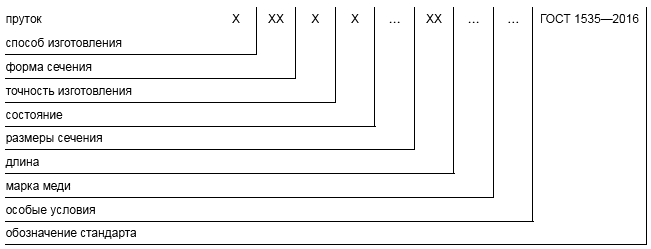
При этом используют следующие сокращения: | |
способ изготовления: | холоднодеформированный (тянутый) - Д, |
горячедеформированный (прессованный) - Г, | |
экструдированный - Э; | |
форма сечения: | круглый - КР, |
квадратный - КВ, | |
шестигранный - ШГ; | |
точность изготовления: | нормальная - Н, |
повышенная - П, | |
высокая - В; | |
состояние: | мягкое - М, |
полутвердое - П, | |
твердое - Т; | |
длина: | немерная - НД, |
мерная - МД, | |
кратная мерной - КД; | |
особые условия: | допускаемые отклонения диаметра с симметричными допусками - А; |
для обработки на автоматах - АВ; | |
мягкое состояние повышенной пластичности - Л; | |
полутвердое состояние повышенной пластичности - Ф; | |
твердое состояние повышенной пластичности - У; | |
с обрезанными концами - ОК; | |
повышенной точности по кривизне - С; | |
регламентированные требования по испытанию на растяжение - Р; | |
регламентированные требования измерения твердости по Бринеллю - НВ; | |
регламентированные требования измерения твердости по Виккерсу - HV; | |
пруток в бухтах свободной намотки - БТ; | |
пруток в бухтах послойной упорядоченной намотки - БУ. | |
Знак "X" ставится вместо отсутствующих данных.
Если в заказе особые условия не указаны потребителем, то прутки изготовляют с условиями исполнения на усмотрение изготовителя.
Примеры условных обозначений прутков:
Пруток тянутый, круглый, высокой точности изготовления, твердый, диаметром 10 мм, немерной длины, из меди марки М1, предназначенный для обработки на автоматах:
Пруток ДКРВТ 10 НД М1 АВ ГОСТ 1535-2016
Пруток тянутый, шестигранный, повышенной точности изготовления, мягкий, диаметром 19 мм, мерной длины 3000 мм, из меди марки М2:
Пруток ДШГПМ 19х3000 МД М2 ГОСТ 1535-2016
Пруток тянутый, квадратный, нормальной точности изготовления, полутвердый, диаметром 10 мм, кратной мерной длины 1500 мм, из меди марки М3:
Пруток ДКВНП 10х1500 КД М3 ГОСТ 1535-2016
Пруток тянутый, круглый, высокой точности изготовления, полутвердый, диаметром 10 мм, немерной длины, из меди марки М1, повышенной пластичности, с регламентированными требованиями по испытанию на растяжение, предназначенный для обработки на автоматах:
Пруток ДКРВП 10 НД М1 Ф Р АВ ГОСТ 1535-2016
Пруток прессованный, круглый, нормальной точности изготовления, диаметром 35 мм, немерной длины, из меди марки М3:
Пруток ГКРНХ 35 НД М3 ГОСТ 1535-2016
Пруток экструдированный, круглый, нормальной точности изготовления, диаметром 20 мм, мерной длины 3000 мм, из меди марки М1:
Пруток ЭКРНХ 20х3000 МД М1 ГОСТ 1535-2016
5 Технические требования
5.1 Прутки изготовляют в соответствии с требованиями настоящего стандарта из меди марок М1, М1р, М1ф, М2р, М3р, М2, М3 по ГОСТ 859 и марок М001, М0 по стандарту [1].
5.2 Прутки изготовляют тянутыми, прессованными и экструдированными. Тянутые прутки изготовляют в мягком, полутвердом и твердом состояниях.
5.3 Поверхность прутков должна быть свободной от загрязнений, затрудняющих ее визуальный осмотр, без трещин и расслоений. На поверхности допускаются мелкие плены, вмятины, раковины, риски, задиры, кольцеватость, следы правки, если они при контрольной зачистке не выводят прутки за предельные отклонения по диаметру.
На поверхности прутков допускаются цвета побежалости. На твердых и полутвердых прутках допускаются следы технологической смазки.
5.4 В прутках не допускаются внутренние дефекты в виде раковин, неметаллических включений, пресс-утяжин.
Конец прутка, примыкающий к пресс-остатку, обрезают до полного удаления пресс-утяжины, трещин и расслоений.
5.5 Прутки должны быть ровно обрезаны и не должны иметь значительных по ГОСТ 15467 заусенцев, которые существенно влияют на использование прутков по назначению.
Косина реза не должна превышать половины предельного отклонения по длине прутка.
5.6 Концы прутков диаметром до 40 мм допускается обрубать, если в заказе потребителем не указано, что прутки должны быть изготовлены с обрезанными концами, при этом косина реза не регламентируется.
Прутки для обработки на автоматах изготовляют только с обрезанными концами.
5.7 Отклонение от формы поперечного сечения (овальность, отклонение от угла) допускается в пределах допусков по размерам.
5.8 Радиусы углов тянутых прутков квадратного и шестигранного сечений приведены в таблице 6.
Таблица 6
В миллиметрах
Расстояние между параллельными гранями прутка | Радиус углов, не более |
До 25,0 включ. | 0,5 |
Св. 25,0 | 1,0 |
5.9 Максимальное скручивание квадратных и шестигранных прутков в полутвердом и твердом состояниях не должно превышать значений, указанных в таблице 7.
Таблица 7
В миллиметрах
Расстояние между параллельными гранями прутка | Максимально допустимое скручивание на любом 1 м длины прутка |
От 17,0 до 18,0 включ. | 2,0 |
Св. 18,0 до 30,0 включ. | 3,0 |
Св. 30,0 до 50,0 включ. | 4,0 |
Допуск скручивания на общую длину прутка не должен превышать произведения скручивания на 1 м на общую длину прутка в метрах.
Скручивание тянутых прутков в полутвердом и твердом состояниях размером до 17 мм, а также прутков всех размеров в мягком состоянии не регламентируется.
Скручивание прессованных и экструдированных прутков не регламентируется.
5.10 Кривизна прутков на 1 м длины не должна превышать значений, указанных в таблице 8.
Таблица 8
Способ изготовления прутков и состояние материала | Максимальное отклонение по кривизне на 1 м длины прутка при номинальном диаметре или расстоянии между параллельными гранями прутка, мм | ||||
от 5,0 до 18,0 включ. | св. 18,0 до 50,0 включ. | св. 50,0 до 120,0 включ. | св. 120,0 до 150,0 включ. | св. 150,0 | |
Тянутые полутвердые и твердые | 2,0 | 2,0 | - | - | - |
Тянутые полутвердые и твердые для обработки на автоматах | 1,25 | 1,0 | - | - | - |
Прессованные | - | - | 6,0 | 10,0 | 15,0 |
Примечание - Допускается изготовление прессованных прутков диаметром свыше 50 до 100 мм включительно повышенной точности по кривизне кривизной не более 4,5 мм на 1 м длины прутка. | |||||
5.11 Общая кривизна прутка не должна превышать произведения значения допустимой кривизны на 1 м на общую длину прутка в метрах.
Кривизну не устанавливают:
- для тянутых прутков, изготовленных в бухтах;
- для тянутых прутков в мягком состоянии.
5.12 Механические свойства прутков должны соответствовать требованиям, указанным в таблице 9.
Таблица 9
Способ изготов- | Состояние материала | Вид испы- | Номинальный диаметр или расстояние между параллельными гранями, мм | Временное сопротив- | Относи- | Твердость | ||||
НВ | HV | |||||||||
мин. | мин. | мин. | мин. | макс. | мин. | макс. | ||||
Тянутые | Мягкое | P | От 3,0 до 50,0 включ. | 200 (20) | 35 | 40 | - | - | - | - |
Н | От 7,0 до 50,0 включ. | - | - | - | 40 | - | 40 | 65 | ||
Полутвердое | P | От 3,0 до 50,0 включ. | 240 (24) | 10 | 15 | - | - | - | - | |
Н | От 7,0 до 50,0 включ. | - | - | - | 60 | - | 70 | 95 | ||
Твердое | P | От 3,0 до 50,0 включ. | 270 (28) | 5 | 8 | - | - | - | - | |
Н | От 7,0 до 50,0 включ. | - | - | - | 70 | - | 90 | 115 | ||
Прессованные | P | От 20,0 до 50,0 включ. | 190 (19) | 30 | 35 | - | - | - | - | |
Н | От 50,0 до 180,0 включ. | - | - | - | 35 | - | 40 | - | ||
Экструдированные | P | От 15,0 до 50,0 включ. | 200 (20) | 35 | 40 | - | - | - | - | |
Н | От 15,0 до 50,0 включ. | - | - | - | 40 | - | 40 | 65 | ||
* Р - испытание на растяжение - определение Н - испытание на твердость НВ или HV. Примечания 1 Относительное удлинение определяют на длинных ( 2 Если в заказе не указывается вид испытания и какое относительное удлинение необходимо определять - 3 Знак "-" означает, что испытание не проводится. | ||||||||||
5.13 По согласованию изготовителя с потребителем допускается изготовление тянутых прутков повышенной пластичности в мягком, полутвердом, твердом состояниях с механическими свойствами, указанными в таблице 10.
Таблица 10
Способ изготов- | Состояние материала | Вид испытаний* | Номинальный диаметр или расстояние между параллельными гранями, мм | Временное сопротивление | Относительное удлинение после разрыва, %, не менее | ||
мин. | макс. | мин. | мин. | мин. | |||
Тянутые | Мягкое | Р | 3 | 50 | 210 (22) | 40 | 45 |
Полутвердое | Р | 3 | 50 | 240 (24) | 15 | 17 | |
Твердое | Р | 3 | 50 | 290 (30) | 6 | 8 | |
* Р - испытание на растяжение - определение Примечания 1 Относительное удлинение определяют на длинных ( 2 Если в заказе не указано, какое относительное удлинение прутков необходимо определять - | |||||||
5.14 Удельное объемное электрическое сопротивление прутков в мягком состоянии, изготовленных из меди марки М1Е, диаметром до 50 мм включительно, должно быть не более 17,48·10 Ом·м (0,01748 Ом·мм
/м).
Удельное объемное электрическое сопротивление прутков в полутвердом, твердом и прессованном состояниях не определяют.
Удельное объемное электрическое сопротивление экструдиованных прутков, изготовленных из меди марок М1, М0, М001, должно быть не более 17,24·10 Ом·м (0,01724 Ом·мм
/м).
5.15 По требованию потребителя удельное объемное электрическое сопротивление тянутых прутков в полутвердом и твердом состояниях и прессованных прутков, изготовленных из меди марки М1Е, диаметром до 50 мм включительно, должно быть не более 17,90·10 Ом·м (0,01790 Ом·мм
/м).
6 Правила приемки
6.1 Прутки принимают партиями. Партия должна состоять из прутков одной марки меди, одного размера, одного способа изготовления, одного состояния материала, одной точности изготовления. Партия должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условное обозначение прутков;
- результаты испытаний (по требованию потребителя);
- номер партии;
- массу партии.
Допускается оформлять один документ о качестве для нескольких партий прутков, отгружаемых одновременно одному потребителю.
Масса партии должна быть не более 6000 кг.
6.2 Для контроля размеров и качества поверхности прутков от партии отбирают прутки "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых прутков (бухт) определяют по таблице 11.
Таблица 11
В штуках
Количество прутков (бухт) в партии | Количество контролируемых прутков (бухт) | Браковочное число |
4-25 | 3 | 1 |
26-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
1201-3200 | 125 | 11 |
Примечание - Если объем партии не превышает три прутка, то проверке подвергают каждый пруток. | ||
Партию считают соответствующей требованиям настоящего стандарта, если браковочное число менее приведенного в таблице 11.
Допускается изготовителю проводить сплошной контроль качества поверхности и размеров прутков.
Допускается изготовителю контролировать качество поверхности и размеров прутков в процессе производства непосредственно на технологическом оборудовании.
6.3 Для проверки скручивания отбирают не менее пяти прутков или пяти пучков от каждых 3000 кг партии. Если в партии менее пяти прутков или пяти пучков, то контролируют каждый пруток.
6.4 Для проверки кривизны отбирают не менее трех прутков или трех пучков от каждых 3000 кг партии.
6.5 Для определения механических свойств и удельного объемного электрического сопротивления отбирают два прутка, два пучка или две бухты от каждых 3000 кг партии. Механические свойства и удельное объемное электрическое сопротивление прутков контролируют по требованию потребителя.
6.6 Для определения химического состава отбирают два прутка, два пучка или две бухты от каждых 3000 кг. Химический состав прутков контролируют по требованию потребителя.
У изготовителя допускается химический состав контролировать на пробах от расплавленного металла. Для определения химического состава меди марки М1 отбор проб от расплавленного металла проводят от каждой плавки или от каждой разливки.
6.7 Для определения внутренних дефектов отбирают два прутка, два пучка или две бухты от каждых 3000 кг партии.
Проверку на наличие внутренних дефектов проводят по требованию потребителя на прутках диаметром свыше 20 мм.
6.8 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по 6.3-6.7 по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
7 Методы контроля и испытаний
7.1 Поверхность прутков осматривают без применения увеличительных приборов.
7.2 Контроль размеров прутков проводят микрометром по ГОСТ 6507. Длину прутков измеряют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427. Косину реза проверяют поверочным угольником по ГОСТ 3749, поверочной линейкой длиной 1 м по ГОСТ 8026.
7.3 Скручивание, кривизну, косину реза, овальность, отклонение от угла, радиус закругления продольных ребер прутков измеряют в соответствии с ГОСТ 26877.
Для проверки скручивания и кривизны от каждого пучка, взятого от партии, отбирают по одному прутку.
7.4 Испытание прутков на растяжение (определение временного сопротивления разрыву и относительного удлинения после разрыва) или на твердость по Бринеллю или Виккерсу проводят на образцах, взятых от каждого отобранного от партии прутка или бухты. От каждого пучка, взятого от партии, отбирают по одному прутку и от каждого из прутков берут один образец.
Отбор и подготовку образцов для испытаний на растяжение проводят по ГОСТ 24047.
Испытание на растяжение проводят по ГОСТ 1497.
Испытание на твердость по Бринеллю проводят по ГОСТ 9012.
Испытание на твердость по Виккерсу проводят по ГОСТ 2999.
7.5 Определение удельного объемного электрического сопротивления проводят по ГОСТ 7229 или другими методами и средствами измерений, обеспечивающими точность не ниже установленной в ГОСТ 7229.
Для определения удельного объемного электрического сопротивления от каждого отобранного прутка или бухты отбирают один образец. От каждого пучка, взятого от партии, отбирают один пруток.
7.6 Химический состав определяют по ГОСТ 25086, ГОСТ 13938.11, ГОСТ 13938.13, ГОСТ 9717.2, ГОСТ 9717.3, ГОСТ 31382.
Отбор и подготовка проб для химического анализа - по ГОСТ 24231.
Для проверки химического состава отбирают по одному образцу от каждого отобранного прутка или бухты и по одному образцу от каждого пучка.
Допускается определять химический состав другими методами, точность которых не ниже приведенных в настоящем стандарте.
При возникновении разногласий в оценке качества химический состав прутков определяют по ГОСТ 25086, ГОСТ 13938.11, ГОСТ 13938.13, ГОСТ 31382.
7.7 Для проверки прутков на наличие внутренних дефектов от каждого пучка, взятого от партии, отбирают по одному прутку.
Проверку прутков на наличие внутренних дефектов проводят неразрушающим методом контроля по методике, приведенной в ГОСТ 2060 (приложение Б), или другими методами, позволяющими выявить дефекты, указанные в 5.4, по согласованным изготовителем с потребителем методикам.
(Поправка. ИУС N 1-2020).
7.8 Допускается применять статистические методы контроля механических свойств, скручивания и кривизны прутков.
7.9 Допускается изготовителю применять другие методы контроля и средства измерения, обеспечивающие точность, установленную в настоящем стандарте.
При возникновении разногласий в определении показателей контроль проводят методами, указанными в настоящем стандарте.
7.10 Результаты измерений округляют по правилам округления, установленным СТ СЭВ 543.
8 Упаковка, маркировка, транспортирование и хранение
8.1 Прутки диаметром 35 мм и менее связывают в пучки, состоящие не менее чем из трех прутков. Масса пучка должна быть не более 80 кг. Пучок должен быть перевязан в два оборота стальной проволокой диаметром не менее 1,2 мм по ГОСТ 3282 не менее чем в двух местах, а при длине прутков свыше 3 м - не менее чем в трех местах таким образом, чтобы исключить взаимное перемещение прутков в пучке. Концы проволоки соединяют скруткой не менее пяти витков.
Тянутые прутки диаметром 18 мм и менее допускается связывать в бухты массой не более 140 кг. Каждая бухта должна быть перевязана проволокой по ГОСТ 3282 не менее чем в трех местах равномерно по окружности бухты.
Допускается связывать прутки любого диаметра в пучки массой до 500 кг. Каждый пучок должен быть перевязан проволокой в два оборота диаметром не менее 3 мм по ГОСТ 3282 или лентой размером не менее 0,3х30 мм по ГОСТ 3560 не менее чем в трех местах равномерно по длине пучка таким образом, чтобы исключалось взаимное перемещение прутков в пучке.
По требованию потребителя тянутые прутки диаметром до 10 мм включительно высокой и повышенной точности изготовления упаковывают в один или два слоя в синтетические или нетканые материалы, обеспечивающие сохранность качества прутков, перевязывают их поверх упаковочного материала проволокой любого диаметра, обеспечивающей необходимую прочность увязки по ГОСТ 3282, не менее чем в двух местах.
Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 26663. Габаритные размеры пакетов - по ГОСТ 24597.
Масса транспортного пакета при транспортировании в крытых вагонах не должна превышать 1250 кг.
Допускается транспортировать прутки в пакетах массой до 1500 кг без увязки в пучки при отсутствии перегрузки в пути.
8.2 Пакетирование пучков, бухт и отдельных прутков, не связанных в пучки, проводят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 2 мм в два оборота по ГОСТ 3282 или лентой размером не менее 0,3х30 мм по ГОСТ 3560 или с использованием пакетируемых строп из проволоки по ГОСТ 3282 диаметром не менее 5 мм со скруткой не менее трех витков. Концы проволоки соединяют скруткой не менее пяти витков, ленты - в замок.
Допускается применять другие виды упаковки и упаковочных материалов по нормативным документам, по прочности не уступающие указанным в настоящем стандарте и обеспечивающие сохранность качества продукции.
По согласованию изготовителя с потребителем может быть использована многооборотная тара.
Требования в отношении особых видов упаковки следует согласовать при заказе.
8.3 К каждому пучку (бухте) должен быть прикреплен ярлык (металлический, деревянный, фанерный, пластиковый) с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- наименования страны-изготовителя;
- условного обозначения прутков;
- номера партии;
- штампа технического контроля или номера контролера.
8.4 К каждому прутку диаметром более 35 мм, который поставляется без связки в пучок, должен быть прикреплен ярлык или выбиты данные по 8.3.
8.5 Упаковывание прутков, отправляемых в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846 по группе "Металлы и металлические изделия".
8.6 Транспортирование прутков длиной до 3 м проводят в крытых транспортных средствах всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Транспортные средства для прутков длиной более 3 м определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
8.7 Прутки должны храниться в крытых складских помещениях. При хранении и транспортировании прутки должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства прутков не изменяются.
Приложение А
(справочное)
Диаметры, площадь поперечного сечения и теоретическая масса 1 м используемых тянутых и экструдированных прутков
Таблица А.1
Номинальный диаметр, мм | Площадь поперечного сечения прутков, мм | Теоретическая масса 1 м прутков, кг | ||||
круглых | квадратных | шестигранных | круглых | квадратных | шестигранных | |
3,0 | 7,07 | - | - | 0,063 | - | - |
3,5 | 9,62 | - | - | 0,086 | - | - |
4,0 | 12,57 | - | - | 0,110 | - | - |
4,5 | 15,90 | - | - | 0,140 | - | - |
5,0 | 19,60 | 25,0 | 21,7 | 0,170 | 0,23 | 0,19 |
5,5 | 23,80 | 30,3 | 26,2 | 0,210 | 0,27 | 0,23 |
6,0 | 28,30 | 36,0 | 31,2 | 0,250 | 0,32 | 0,28 |
7,0 | 38,50 | 49,0 | 42,4 | 0,340 | 0,44 | 0,38 |
8,0 | 50,30 | 64,0 | 55,4 | 0,450 | 0,57 | 0,49 |
9,0 | 63,60 | 81,0 | 70,2 | 0,570 | 0,72 | 0,62 |
10,0 | 78,50 | 100,0 | 86,6 | 0,700 | 0,89 | 0,77 |
11,0 | 95,00 | 121,0 | 104,8 | 0,850 | 1,08 | 0,93 |
12,0 | 113,10 | 141,0 | 124,7 | 1,010 | 1,28 | 1,11 |
13,0 | 132,70 | 169,0 | 145,4 | 1,180 | 1,50 | 1,29 |
14,0 | 153,90 | 196,0 | 169,7 | 1,370 | 1,74 | 1,51 |
15,0 | 176,70 | - | - | 1,570 | - | - |
16,0 | 201,10 | - | - | 1,790 | - | - |
17,0 | 226,90 | 289,0 | 250,3 | 2,020 | 2,57 | 2,23 |
18,0 | 254,50 | - | - | 2,270 | - | - |
19,0 | 283,40 | 361,0 | 312,6 | 2,520 | 3,21 | 2,78 |
20,0 | 314,20 | - | - | 2,800 | - | - |
21,0 | 346,20 | - | - | 3,080 | - | - |
22,0 | 380,10 | 484,0 | 419,1 | 3,380 | 4,31 | 3,74 |
24,0 | 452,20 | 576,0 | 498,8 | 4,020 | 5,13 | 4,44 |
25,0 | 490,90 | - | - | 4,370 | - | - |
27,0 | 572,30 | 729,0 | 631,0 | 5,090 | 6,49 | 5,62 |
28,0 | 615,80 | - | - | 5,480 | - | - |
30,0 | 706,90 | 900,0 | 779,0 | 6,290 | 8,01 | 6,94 |
32,0 | - | 1024,0 | 887,0 | - | 9,11 | 7,54 |
33,0 | 854,9 | - | - | 7,810 | - | - |
35,0 | 962,1 | - | - | 8,560 | - | - |
36,0 | - | 1296,0 | 1122,0 | - | 11,53 | 9,99 |
38,0 | 1134,1 | - | - | 10,09 | - | - |
40,0 | 1256,6 | - | - | 11,18 | - | - |
41,0 | - | 1681,0 | 1456,0 | - | 14,96 | 12,96 |
45,0 | 1590,4 | - | - | 14,16 | - | - |
46,0 | - | 2116,0 | 1832,0 | - | 18,83 | 16,30 |
50,0 | 1963,5 | 2500,0 | 2190,0 | 17,48 | 22,23 | 19,50 |
Примечание - Плотность меди - 8,9 г/см | ||||||
Приложение Б
(справочное)
Диаметры, площадь поперечного сечения и теоретическая масса 1 м используемых прессованных прутков
Таблица Б.1
Номинальный диаметр, мм | Площадь поперечного сечения прутков, мм | Теоретическая масса 1 м прутков, кг |
20 | 314,2 | 2,80 |
22 | 380,1 | 3,38 |
25 | 490,9 | 4,37 |
28 | 615,8 | 5,48 |
30 | 706,9 | 6,29 |
32 | 804,2 | 7,15 |
35 | 962,1 | 8,56 |
38 | 1133,5 | 10,10 |
40 | 1256,6 | 11,18 |
42 | 1384,7 | 12,32 |
45 | 1590,4 | 14,16 |
48 | 1808,6 | 16,10 |
50 | 1963,5 | 17,48 |
55 | 2375,8 | 21,15 |
60 | 2827,4 | 25,16 |
65 | 3318,3 | 29,53 |
70 | 3848,5 | 34,25 |
75 | 4417,9 | 39,31 |
80 | 5026,6 | 44,74 |
85 | 5674,5 | 50,45 |
90 | 6361,7 | 56,60 |
95 | 7084,6 | 63,05 |
100 | 7854,0 | 69,86 |
110 | 9503,3 | 84,57 |
120 | 11309,7 | 100,66 |
130 | 13273,3 | 113,00 |
140 | 15398,3 | 136,85 |
150 | 17671,5 | 157,09 |
160 | 20096,0 | 178,85 |
170 | 22686,5 | 201,91 |
180 | 25434,0 | 226,36 |
Примечание - Плотность меди - 8,9 г/см | ||
Библиография
[1] | ГОСТ Р 53803-2010 | Катанка медная для электротехнических целей. Технические условия |
УДК 669.3-422:006.354 | МКС 77.150.30 |
Ключевые слова: медные прутки, номинальный диаметр, марки, химический состав, скручивание, кривизна, механические свойства, радиус углов | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}