ГОСТ 14311-85
Группа В75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛОКОРД
Технические условия
Steel cord. Specifications
МКС 77.140.65
ОКП 12 7900
Дата введения 1987-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.07.85 N 2245
3. ВЗАМЕН ГОСТ 14311-77
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 166-89 | 4.3 |
ГОСТ 427-75 | 4.3 |
ГОСТ 1012-72 | Приложение 5 |
ГОСТ 1770-74 | Приложение 5 |
ГОСТ 2387-80 | 4.10 |
ГОСТ 2603-79 | Приложение 5 |
ГОСТ 3134-78 | Приложение 5 |
ГОСТ 3760-79 | Приложение 5 |
ГОСТ 3769-78 | Приложение 5 |
ГОСТ 3776-78 | Приложение 5 |
ГОСТ 3956-76 | 5.3 |
ГОСТ 4204-77 | Приложение 5 |
ГОСТ 4381-87 | 4.2 |
ГОСТ 4461-77 | Приложение 5 |
ГОСТ 6507-90 | 4.2, приложение 5 |
ГОСТ 6709-72 | Приложение 5 |
ГОСТ 9976-94 | Приложение 5 |
ГОСТ 11098-75 | 4.2 |
ГОСТ 12026-76 | Приложение 5 |
ГОСТ 14192-96 | 5.5 |
ГОСТ 15150-69 | 5.7 |
ГОСТ 17435-72 | Приложение 5 |
ГОСТ 18242-72 | Приложение 4 |
ГОСТ 18300-87 | Приложение 5 |
ГОСТ 20288-74 | Приложение 5 |
ГОСТ 20478-75 | Приложение 5 |
ГОСТ 24104-88 | Приложение 5 |
ГОСТ 29298-92 | 5.3 |
ОСТ 25-11-38-84* | Приложение 5 |
________________
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - .
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 20.06.91 N 923
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в октябре 1987 г., феврале 1990 г., июне 1991 г. (ИУС 1-88, 5-90, 9-91)
Настоящий стандарт распространяется на металлокорд, предназначенный для армирования шин и других резинотехнических изделий.
(Измененная редакция, Изм. N 2).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Металлокорд должен изготовляться типов 4Л22, 4Л22А, 9Л15/27, 9Л15/27А, 22Л15, 22Л15А, 28Л18, 28Л18А, 29Л18/15, 29Л18/15А, 40Л15, 40Л15А.
(Измененная редакция, Изм. N 1).
1.2. Конструкция, диаметр, основные размеры и параметры должны соответствовать указанным в табл.1.
Примеры условного обозначения
Металлокорд диаметром 1,20 мм, конструкции (7х3)х0,15+1х0,15 из латунированной проволоки диаметром 0,15 мм:
м/корд 1,20-22Л15 ГОСТ 14311-85
Металлокорд диаметром 0,83 мм конструкции (1х3)х0,15+6х0,265 с индексом А из латунированной проволоки диаметром 0,15 и 0,265 мм:
м/корд 0,83-9Л15/27А ГОСТ 14311-85
Таблица 1
Тип металло- | Конструкция | Диаметр металло- | Предельное отклонение диаметра | Шаг свивки металло- | Разрывное усилие | Прочность связи |
мм | Н(кгс), не менее | |||||
4Л22 | 1х4х0,22 | 0,50 | ±0,02 | 9,5-10,5 | 370(38) | 180(18) |
4Л22А | 1х4х0,22 | 0,50 | ±0,02 | 9,5-10,5 | 380(39) | 190(19) |
9Л15/27 | (1х3)х0,15+6х0,265 | 0,83 | ±0,03 | 9,5-11,0 | 890(91) | 250(25) |
9Л15/27А | (1х3)х0,15+6х0,265 | 0,83 | ±0,03 | 9,5-11,0 | 900(92) | 260(27) |
22Л15 | (7х3)х0,15+1х0,15 | 1,20 | ±0,03 | 9,5-10,5 | 880(90) | 250(25) |
22Л15А | (7х3)х0,15+1х0,15 | 1,20 | ±0,03 | 9,5-10,5 | 890(91) | 260(27) |
28Л18 | 7х4х0,175 | 1,19 | ±0,05 | 13,0-15,0 | 1670(170) | 340(35) |
28Л18А | 7х4х0,175 | 1,19 | ±0,05 | 13,0-15,0 | 1700(173) | 360(37) |
29Л18/15 | (7х4)х0,175+1х0,15 | 1,49 | ±0,05 | 13,0-15,0 | 1670(170) | 340(35) |
29Л18/15А | (7х4)х0,175+1х0,15 | 1,49 | ±0,05 | 13,0-15,0 | 1700(173) | 360(37) |
40Л15 | [(3+9)+(9х3)]х0,15+1х0,15 | 1,45 | ±0,05 | 14,5-15,5 | 1620(165) | 340(35) |
40Л15А | [(3+9)+(9х3)]х0,15+1х0,15 | 1,45 | ±0,05 | 14,5-15,5 | 1640(167) | 350(36) |
Примечание. Шаги свивки прядей, сердечника и шаги намотки оплеточной проволоки приведены в приложении 1.
(Измененная редакция, Изм. N 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Металлокорд должен изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Металлокорд должен изготовляться из стальной латунированной проволоки, диаметр и временное сопротивление разрыву которой до свивки в металлокорд должны соответствовать нормам, приведенным в табл.2.
Таблица 2
Диаметр проволоки, | Предельные отклонения | Временное сопротивление проволоки |
0,150 | ±0,01 | 2450-3040(250-310) |
0,175 |
| 2350-2940(240-300) |
0,220 | 2450-2940(250-300) | |
0,265 | 2350-2840(240-290) |
Разрыв с узлом проволоки должен быть не менее 55% разрывного усилия той же проволоки при испытании без узла, а для проволоки, применяемой для изготовления металлокорда с индексом А, не менее 57%.
Временное сопротивление разрыву оплеточной проволоки 1860 Н/мм (190 кгс/мм
) - 2840 Н/мм
(290 кгс/мм
).
Проволока изготовляется из катанки повышенного качества по нормативно-технической документации.
(Измененная редакция, Изм. N 1).
2.2. Разрывное усилие металлокорда в целом и прочность связи его с резиной должны соответствовать нормам, приведенным в табл.1.
2.3. Относительное удлинение при разрыве металлокорда с индексом А должно быть не менее 2%, для металлокорда других типов - не менее 1%.
2.4. Металлокорд должен изготовляться крестовой свивки (направление свивки металлокорда и направление свивки прядей - противоположны). Направления свивки металлокорда и оплеточной проволоки должны быть противоположными. Металлокорд типов 4Л22, 4Л22А изготовляется спиральной свивки. По согласованию изготовителя с потребителем допускается изготовление металлокорда односторонней свивки.
2.3, 2.4. (Измененная редакция, Изм. N 1).
2.5. Пряди металлокорда и металлокорд не должны иметь заломов, перекруток и оборванных проволок.
2.6. Соединение проволок, прядей и сердечника в металлокорде должно проводиться узлом или сваркой. Концы соединяемых проволок и прядей должны быть обрезаны. При этом длина остаточных концов не должна превышать 2 мм.
Допускается соединение внешних проволок и прядей в металлокорде методом навивки с последующим соединением узлом или методом прошивки. Расстояние между концами прошивки проволок и прядей должно быть не более 1 м. Разрывное усилие в месте прошивки должно быть не менее 80% от значения, приведенного в табл.1.
2.7. Соединение отрезков металлокорда должно проводиться счалкой или стыковой электросваркой. Число соединений на длине металлокорда на одной катушке и длина счалки должна соответствовать нормам, приведенным в табл.3.
Таблица 3
Тип | Число соединений отрезков металлокорда, не более | Длина каждой счалки, м, |
4Л22 | 3 | - |
4Л22А | 2 | - |
9Л15/27 | 3 | 1,00 |
9Л15/27А | 2 | 1,00 |
22Л15 | 3 | 0,75 |
22Л15А | 2 | 0,75 |
28Л18 | 3 | 1,00 |
28Л18А | 2 | 1,00 |
29Л18/15 | 3 | 1,00 |
29Л18/15А | 2 | 1,00 |
40Л15 | 2 | 1,00 |
40Л15А | 1 | 1,00 |
Расстояние между отдельными соединениями должно быть не менее 30 м. Концы счаливаемых проволок и прядей должны быть обрезаны, при этом длина остаточных концов не должна превышать 3,5 мм.
Диаметр металлокорда в месте соединения не должен превышать более 0,5 мм номинального диаметра, приведенного в табл.1.
Разрывное усилие в месте сварки должно быть не менее 40% от значения, приведенного в табл.1.
Отсутствие латунного покрытия в случае электросварки допускается на длине не более 10 мм.
2.6, 2.7. (Измененная редакция, Изм. N 1).
2.8. В местах соединения проволок, прядей и отрезков металлокорда допускается отклонение от установленного шага намотки оплеточной проволоки, шага свивки металлокорда и укладки проволок и прядей на величину, не превышающую четырех шагов.
2.9. Длина отрезка готового металлокорда и предельные отклонения по длине должны соответствовать нормам, приведенным в табл.4.
Таблица 4
Тип металлокорда | Длина отрезка металлокорда, м | Предельное отклонение по длине, м |
4Л22 | 14000 | ±40 |
4Л22А | ||
9Л15/27 | 5000 | ±25 |
9Л15/27А | ||
22Л15 | 4800 | ±25 |
22Л15А | ||
28Л18 | 2800 | ±15 |
28Л18А | ||
29Л18/15 |
| |
29Л18/15А | ||
40Л15 | ||
40Л15А |
(Измененная редакция, Изм. N 1).
2.10. На поверхности металлокорда не должно быть загрязнений и следов коррозии. Допускается наличие технологической смазки, не снижающей прочности связи с резиной.
Норма по массовой доле смазки вводится в действие с 01.01.94.
(Измененная редакция, Изм. N 1, 3).
2.11. Металлокорд должен быть прямолинейным, нераскручивающимся и иметь на длине 6 м не более трех остаточных кручений для металлокорда с индексом А и не более четырех - для металлокорда других типов.
(Измененная редакция, Изм. N 3).
2.12. Число циклов, которое должен выдерживать металлокорд при испытании на выносливость, и диаметр сменного ролика пробежной машины приведены в табл.5.
Таблица 5
Тип металлокорда | Число циклов, не менее | Диаметр сменного ролика по основанию канавки, мм | Предельное отклонение по диаметру ролика, мм |
4Л22 | 4000 | 25 | ±0,2 |
4Л22А | 4200 | 25 | |
9Л15/27 | 4200 | 25 | |
9Л15/27А | 4500 | 25 | |
22Л15 | 6800 | 25 | |
22Л15А | 10000 | 25 |
|
28Л18 | 20000 | 35 | |
28Л18А | 21000 | 35 | |
29Л18/15 | 20000 | 35 | |
29Л18/15А | 21000 | 35 | |
40Л15 | 11000 | 35 | |
40Л15А | 16000 | 35 |
(Измененная редакция, Изм. N 1).
2.13. Расчетная масса металлокорда приведена в приложении 2.
2.14. Массовая доля меди в латунном покрытии должна составлять (67±3)% для металлокорда с индексом А, (67±5)% - для металлокорда других типов. Нормы по массовой доле меди в латунном покрытии для металлокорда с индексом А вводится в действие с 01.01.96, для металлокорда других типов - с 01.01.93.
2.15. Масса латунного покрытия должна составлять (5±2) г/кг металлокорда. Норма по массе латунного покрытия вводится в действие с 01.01.96.
2.14, 2.15. (Измененная редакция, Изм. N 3).
2.16. (Исключен, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Металлокорд принимается партиями. Партия у изготовителя должна состоять из металлокорда одного типа, выработанного в течение смены. За партию у потребителя принимают металлокорд одного типа, отгруженный единовременно. Партия должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
номер партии;
условное обозначение металлокорда;
результаты проведенных испытаний;
дату изготовления металлокорда;
массу (нетто) партии.
(Измененная редакция, Изм. N 1, 2).
3.2. Проверке внешнего вида подвергают каждую катушку металлокорда.
3.3. Для проверки геометрических параметров, конструкции металлокорда отбирают одну катушку от каждой бочки партии.
(Измененная редакция, Изм. N 1).
3.4. Для проверки остаточного кручения, прямолинейности, нераскручиваемости, механических свойств и прочности связи с резиной отбирают 10% катушек от партии, но не менее двух катушек.
3.5. Для проверки выносливости металлокорда, массовой доли меди в латунном покрытии, массы латунного покрытия, массовой доли смазки и длины металлокорда отбирают одну катушку от 40 бочек.
Проверку массовой доли меди в латунном покрытии и массы латунного покрытия проводят периодически 1 раз в неделю.
Проверку массовой доли смазки проводят периодически 2 раза в месяц.
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке. При получении неудовлетворительных результатов повторных испытаний изготовитель проводит контроль каждого упаковочного места партии изготовителя, результаты являются окончательными.
3.5, 3.6. (Измененная редакция, Изм. N 1, 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний осмотр металлокорда проводят визуально.
4.2. Диаметр проволоки измеряют скобой по ГОСТ 11098 с ценой деления 0,002 мм или микрометрами по ГОСТ 4381 и по ГОСТ 6507 с ценой деления 0,01 мм, а диаметр металлокорда микрометром по ГОСТ 6507 с ценой деления 0,01 мм в двух взаимно перпендикулярных направлениях одного сечения не менее чем в трех местах.
За результат измерения принимают среднее арифметическое шести измерений. Замер диаметра металлокорда типов 22Л15, 22Л15А, 40Л15, 40Л15А, 29Л18/15, 29Л18/15А проводят без оплеточной проволоки и к полученному значению прибавляют значение удвоенного номинального диаметра оплеточной проволоки.
4.3. Шаг свивки металлокорда измеряют на расстоянии не менее 5 м от конца, намотанного на катушку, штангенциркулем по ГОСТ 166 или линейкой по ГОСТ 427.
Для определения шага свивки на металлокорд накладывают лист бумаги, плотно прижимают его к металлокорду и в месте соприкосновения бумаги с прядями или проволоками проводят боковой стороной грифеля карандаша; на бумаге должны получиться отпечатки прядей или проволок наружного слоя металлокорда. Выбирают участок с наиболее четкими отпечатками. На одном из отпечатков ставят отметку, от которой отсчитывают количество отпечатков, равное утроенному числу прядей или проволок в наружном слое металлокорда и на последнем отпечатке делают вторую отметку. Расстояние между отпечатками, разделенное на три, будет составлять шаг свивки металлокорда.
Длина металлокорда контролируется перемоткой.
4.4. Разрывное усилие металлокорда определяется на образце без оплеточной проволоки длиной 1 м, отрезанном от каждой отобранной катушки. Для предотвращения раскручивания образца и металлокорда на катушке концы их должны быть закреплены оплавлением или другим способом.
Испытание проводят на разрывной испытательной машине по шкале нагрузок с максимальным усилием, не превышающим разрывное усилие металлокорда более чем в 5 раз. Расстояние между захватами должно быть (225±25) мм. Образец металлокорда должен быть закреплен на разрывной испытательной машине при помощи захватов, обеспечивающих надежность крепления. Скорость нагружения активного захвата должна быть (60±10) мм/мин.
Образец считается выдержавшим испытание, если разрывное усилие металлокорда соответствует требованиям настоящего стандарта независимо от того, в каком месте произошел разрыв. Если разрыв произошел на расстоянии ближе 50 мм от места закрепления образца и разрывное усилие ниже требований стандарта, проводят повторные испытания.
4.5. Относительное удлинение определяется по методу, приведенному в приложении 3.
4.6. Испытание металлокорда на прочность связи с резиной проводят на образцах в виде двух резиновых полосок, соединенных образцов металлокорда (черт.1). Образец металлокорда отрезается от каждой отобранной катушки. Для предотвращения раскручивания образца и металлокорда на катушке концы их должны быть закреплены оплавлением или другим способом.
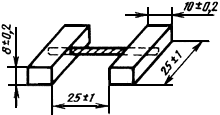
Черт.1
Каландровые листы толщиной (3,5) и (5,5
) мм из сырой резиновой смеси типа 2Э-1155, изготовленной по нормативно-технической документации, разрезают на полосы шириной 9-10 мм; полосы толщиной (3,5
) мм укладывают в разогретую форму (черт.2), поперек них помещают образцы металлокорда, на которые укладывают полосы резины толщиной (5,5
) мм. Допускается применение резины одной толщины (4,5
) мм.
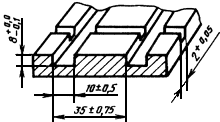
Черт.2
После укладки резины и металлокорда форму закрывают крышкой, устанавливают между плитами пресса и выдерживают при температуре (142±3) °С, измеряемой потенциометром пресса с погрешностью 0,5%, в течение 45 мин под нагрузкой не менее 2,5 Н/мм (0,25 кгс/мм
). Испытания образцов проводят через сутки после вулканизации. Разрешается предприятиям-изготовителям сокращать время выдержки после вулканизации до 10 ч.
Испытания проводят путем выдергивания металлокорда из резинового блока на разрывной испытательной машине по шкале нагрузок не более пятикратного значения величины адгезии, приведенной в табл.1, со скоростью нагружения активного захвата (100±10) мм/мин. Для закрепления образцов на разрывной испытательной машине применяют специальные держатели (черт.3).
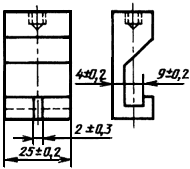
Черт.3
За результат испытания прочности связи металлокорда с резиной принимают среднее арифметическое значение четырех измерений от каждой проверяемой катушки.
4.7. Испытание на остаточное кручение и прямолинейность проводится на одном образце. Перед началом испытания металлокорд длиной 3 м разматывают с катушки, фиксируют во избежание вращения и обрезают. Не допускается разматывание металлокорда путем сбрасывания его через щеку катушки. Затем следует отогнуть металлокорд под прямым углом на расстоянии 20 мм от конца. Этот изгиб следует жестко зафиксировать во время размотки образца с катушки на длину 6 м. Свободный конец образца металлокорда освобождают. Число оборотов металлокорда считают с точностью до 0,5 оборота.
После этого образец длиной 6 м помещают без натяжения на плоскость между двумя параллельными линиями, находящимися на расстоянии (75±5) мм друг от друга. Металлокорд считается прямолинейным, если он на длине 6 м лежит в плоскости и находится в пределах площади, ограниченной параллельными линиями, пересечение какой-либо линии свободным концом металлокорда на длине до 0,5 м в расчет не принимается.
Допускается отклонение от плоскости не более 10 мм.
(Измененная редакция, Изм. N 1).
4.8. (Исключен, Изм. N 1).
4.9. Для проверки металлокорда на нераскручиваемость его разрезают острым инструментом однократным надавливанием. При этом конец металлокорда не должен расплетаться на отдельные пряди и проволоки более чем на один шаг свивки.
(Измененная редакция, Изм. N 1, 2).
4.10. Испытание металлокорда на выносливость проводят по ГОСТ 2387 с дополнениями:
испытание проводят без оплеточной проволоки;
массу груза выбирают таким образом, чтобы нагрузка на ветвь образца металлокорда составляла 5% от разрывного усилия, приведенного в табл.1;
параметры канавки сменного ролика должны соответствовать величинам:
- глубина 3
±0,20 мм;
- ширина 1,8
±0,20 мм;
- радиус закругления 0,58
±0,10 мм;
- диаметр металлокорда, мм
.
4.11. Допускается применение метода статистического контроля качества металлокорда, изложенного в приложении 4.
(Измененная редакция, Изм. N 1).
4.12. Определение массовой доли меди и массы латунного покрытия проводят по методике, изложенной в приложении 5, или по другой методике, обеспечивающей такую же точность и аттестованной в установленном порядке.
(Введен дополнительно, Изм. N 1).
4.13. Определение массовой доли смазки проводят по методике, аттестованной в установленном порядке.
(Введен дополнительно, Изм. N 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Металлокорд наматывают на предварительно очищенные катушки, изготовленные по нормативно-технической документации. Внутренний конец металлокорда закрепляют на катушке таким образом, чтобы обеспечивалось свободное сматывание металлокорда с катушки; не допускается закрепление узлом. Намотка металлокорда на катушке должна быть ровной, плотной, без перепутывания и обеспечивать свободную размотку металлокорда. Щека катушки должна выступать над наружным слоем намотанного металлокорда не менее чем на 3 мм.
5.2. Катушки с металлокордом укладывают в плотно закрываемые бочки, изготовленные по нормативно-технической документации. Катушки в бочках должны быть закреплены так, чтобы исключить возможность повреждения щек катушки и плотности упаковки металлокорда при погрузочно-разгрузочных работах.
Укладка катушек в бочке должна предусматривать возможность выемки всех катушек с металлокордом одновременно подъемно-транспортным механизмом.
5.3. Для поглощения влаги в каждую бочку вкладывают силикагель по ГОСТ 3956 из расчета 1 кг на 1 м, упакованный в мешочки из ткани по ГОСТ 29298 или других аналогичных тканей.
По согласованию изготовителя с потребителем допускается применение других веществ по нормативно-технической документации, равноценных по своим влагопоглощающим свойствам и не влияющих на качественные показатели металлокорда.
5.4. На ярлыке, вкладываемом в каждую бочку, должны быть указаны:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение металлокорда;
номер партии.
На каждой бочке должны быть указаны:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение металлокорда;
номер партии;
масса (брутто);
дата изготовления металлокорда;
манипуляционный знак "Беречь от влаги";
буква О для металлокорда односторонней свивки.
5.3, 5.4. (Измененная редакция, Изм. N 1, 2).
5.5. Транспортная маркировка - по ГОСТ 14192.
5.6. Металлокорд транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и техническими условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР.
5.7. Хранение металлокорда - по ГОСТ 15150, условия 1. Допускается хранение бочек в два яруса без нарушения плотности упаковки.
5.6; 5.7. (Измененная редакция, Изм. N 1).
5.8. Бочки при транспортировании и хранении должны находиться в вертикальном положении.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие качества металлокорда требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
6.2. Гарантийный срок хранения металлокорда 4 мес с момента изготовления.
ПРИЛОЖЕНИЕ 1
Справочное
Шаги свивки сердечника, основных прядей и шаги намотки оплеточной проволоки
Тип металлокорда | Конструкция | Шаг свивки, мм | Шаг намотки оплеточной проволоки, мм | ||
сердечника | основных прядей | Номин. | Пред, откл., % | ||
9Л15/27 9Л15/27А | (1х3)х0,15+6х0,265 | 9,5-11,0 | - | - | - |
22Л15 22Л15А | (7х3)х0,15+1х0,15 | 9,5-11,0 | 9,5-11,0 | 3,5 | ±5 |
28Л18 28Л18А | 7х4х0,175 | 8,5-10,8 | 8,5-10,8 | - | - |
29Л18/15 29Л18/15А | (7х4)х0,175+1х0,15 | 8,5-10,8 | 8,5-10,8 | 3,5 | ±5 |
40Л15 40Л15А | [(3+9)+(9х3)]х0,15+1х0,15 | 9,5-11,0 | 9,5-11,0 | 3,5 | ±5 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1, 2).
ПРИЛОЖЕНИЕ 2
Справочное
Расчетная масса 1 м металлокорда
Тип металлокорда | Масса, г |
4Л22 | 1,19 |
4Л22А | 1,19 |
9Л15/27 | 3,10 |
9Л15/27А | 3,10 |
22Л15 | 3,10 |
22Л15А | 3,10 |
28Л18 | 5,43 |
28Л18А | 5,43 |
29Л18/15 | 5,62 |
29Л18/15А | 5,62 |
40Л15 | 5,70 |
40Л15А | 5,70 |
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 3
Обязательное
ПРОВЕРКА ОТНОСИТЕЛЬНОГО УДЛИНЕНИЯ МЕТАЛЛОКОРДА ПРИ РАЗРЫВЕ
1. Аппаратура и материалы
Испытательная разрывная машина, обеспечивающая остановку подвижного захвата машины, в момент обрыва образца.
Образец металлокорда длиной 800-900 мм без оплеточной проволоки.
2. Подготовка и проведение испытания
Испытуемый образец нагружают предварительной нагрузкой, составляющей 10% от установленного стандартом минимального разрывного усилия металлокорда в целом.
Показания барабана - шкалы удлинения устанавливают на 0.
Скорость перемещения подвижного захвата должна быть (60±10) мм/мин.
Нагружают образец до полного разрушения.
Снимают показания шкалы в момент разрыва образца.
3. Обработка результатов
Относительное удлинение () в процентах вычисляют по формуле
![]() ,
,
где - удлинение образца, зафиксированное на шкале, мм;
- начальная длина образца, равная расстоянию между захватами, мм.
ПРИЛОЖЕНИЕ 4
Рекомендуемое
МЕТОД СТАТИСТИЧЕСКОГО КОНТРОЛЯ КАЧЕСТВА МЕТАЛЛОКОРДА
Настоящая методика устанавливает выборочные планы для контроля качества металлокорда и критерии для решения о приемке или браковке партии.
Основной целью проведения статистического контроля качества является снижение затрат на контроль при обеспечении требуемого уровня качества выпускаемой продукции.
1. Металлокорд принимают партиями в соответствии с п.3.1 настоящего стандарта.
2. При приемке металлокорд должен подвергаться внешнему осмотру, контролю геометрических параметров, остаточного кручения, прямолинейности, механических свойств, прочности связи с резиной, выносливости, массовой доли меди и массы латунного покрытия, массовой доли смазки длины металлокорда, нераскручиваемости.
3. Металлокорд для контроля должен выбираться методом случайной выборки из разных мест партии.
4. Устанавливают основной вид контроля - нормальный по ГОСТ 18242*.
____________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99 (здесь и далее).
5. Для контроля геометрических параметров определяют диаметр, предельное отклонение по диаметру, шаги свивки металлокорда.
Контроль геометрических размеров, нераскручиваемости, прямолинейности, остаточного кручения должен проводиться по одноступенчатому плану при степени контроля С-4 и приемочному уровню качества 1% по ГОСТ 18242.
6. При контроле механических свойств определяют разрывное усилие металлокорда, относительное удлинение при разрыве.
Контроль механических свойств должен проводиться по одноступенчатому плану при степени контроля С-4 и приемочном уровне качества 1% по ГОСТ 18242.
7. При контроле адгезионных свойств металлокорда определяют прочность связи с резиной.
Контроль прочности связи с резиной должен проводиться по одноступенчатому плану при степени контроля С-4 и приемочном уровне качества 0,65% по ГОСТ 18242.
8. При испытании металлокорда на выносливость и контроль массовой доли меди, массы латунного покрытия, массовой доли смазки определяют число циклов его нагружения, приведенное в табл.5 настоящего стандарта.
Оценка выносливости проводится по одноступенчатому плану при степени контроля С-1 и приемочном уровне качества 1,5% по ГОСТ 18242.
9. Значения объема выборки в зависимости от объема партии, приемочные и браковочные
числа при контроле геометрических размеров, адгезионных и механических свойств приведены в табл.1, при оценке выносливости контроль массовой доли меди, массы латунного покрытия, массовой доли смазки и длины металлокорда - в табл.2.
Таблица 1
Контроль геометрических размеров, нераскручиваемости, прямолинейности, остаточного кручения,
механических свойств и прочности связи с резиной металлокорда
Объем партии (число катушек), шт. | Объем выборки (число катушек), шт. | Приемочные | |||
0,65% | 1,0% | ||||
2-15 | 2 | 0 | 1 | 0 | 1 |
16-25 | 3 | 0 | 1 | 0 | 1 |
26-90 | 5 | 0 | 1 | 0 | 1 |
91-150 | 8 | 0 | 1 | 0 | 1 |
151-500 | 13 | 0 | 1 | 0 | 1 |
501-1200 | 20 | 0 | 1 | 0 | 1 |
1201-10000 | 32 | 0 | 1 | 1 | 2 |
Свыше 10000 | 50 | 1 | 2 | 1 | 2 |
Таблица 2
Контроль выносливости металлокорда, массовой доли меди, массы латунного покрытия,
массовой доли смазки и длины металлокорда
Объем партии (число бочек), шт. | Объем выборки (число бочек), шт. | Приемочные | |
2-50 | 2 | 0 | 1 |
51-500 | 3 | 0 | 1 |
Свыше 500 | 5 | 0 | 1 |
10. По результатам контроля качества металлокорда партия считается принятой, если количество образцов с отступлениями в выборке меньше или равно приемочному числу и бракуется, если количество образцов с отступлениями в выборке больше или равно браковочному числу
.
11. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания в соответствии с пп.1-10. Отбор образцов в этом случае должен проводиться от катушек, не проходивших испытания.
При получении неудовлетворительных результатов повторных испытаний проводят контроль каждого упаковочного места.
ПРИЛОЖЕНИЕ 4. (Измененная редакция, Изм. N 1, 3).
ПРИЛОЖЕНИЕ 5
Обязательное
Методика измерения массовой доли меди в латунном покрытии и массы латунного покрытия на металлокорде.
Настоящая методика устанавливает порядок измерения массовой доли меди в латунном покрытии и массы латунного покрытия на металлокорде.
Контролируемый диапазон: 50-90% меди в латунном покрытии; 3,0-9,0 г латуни на 1 кг корда.
Методика предназначена для контроля качества латунного покрытия на металлокорде.
1. МЕТОД ИЗМЕРЕНИЯ
1.1. Метод определения состава покрытия основан на образовании окрашенного в синий цвет комплексного соединения аммиката меди. Латунное покрытие растворяют с поверхности корда разбавленным раствором аммиака в присутствии окислителей. Интенсивность окраски медно-аммиачного комплекса измеряют на фотоэлектроколориметре. Цинк определению не мешает.
1.2. Гравиметрический метод определения массы латунного покрытия основан на взвешивании образцов корда на аналитических весах до и после снятия покрытия.
2. СРЕДСТВА ИЗМЕРЕНИЙ, РЕАКТИВЫ, РАСТВОРЫ
Фотоэлектроколориметр или спектрофотометр любой марки со всеми принадлежностями.
Весы аналитические по ГОСТ 24104*.
______________
* С 1 июля 2002 г. введен в действие ГОСТ 24104-2001.
Часы песочные по ОСТ 25-11-38 на 2, 3, 10 мин.
Колбы мерные по ГОСТ 1770, вместимостью 50 см, 100 см
.
Пипетки стеклянные по НТД, вместимостью 1, 2, 5, 10 см.
Государственный стандартный образец (ГСО) меди, латуни.
Линейка по ГОСТ 17435.
Микрометр по ГОСТ 6507.
Аммоний персульфат по ГОСТ 20478.
Аммония гидроокись по ГОСТ 3760, плотностью 0,900 г/см и разбавленный 1:1.
Кислота азотная по ГОСТ 4461, разбавленная 1:1.
Кислота серная по ГОСТ 4204, разбавленная 1:1.
Аммоний сернокислый по ГОСТ 3769, раствор с массовой концентрацией 110 г/дм.
Ангидрид хромовый по ГОСТ 3776, раствор с массовой концентрацией 275 г/дм.
Бумага фильтровальная по ГОСТ 12026.
Спирт этиловый ректификованный технический по ГОСТ 18300.
Бензин авиационный по ГОСТ 1012 (марка Б-70).
Бензин - растворитель для лакокрасочной промышленности (уайт-спирит) по ГОСТ 3134.
Трихлорэтилен по ГОСТ 9976.
Ацетон по ГОСТ 2603.
Четыреххлористый углерод по ГОСТ 20288.
Обтирочный материал типа ситец.
3. ПОДГОТОВКА К ИЗМЕРЕНИЮ
3.1. Приготовление испытательного раствора для снятия латуни при определении ее состава: 10 г персульфата аммония растворяют в 500 см дистиллированной воды, добавляют 75 см
гидроокиси аммония концентрированной и разбавляют дистиллированной водой до объема 1000 см
. Срок годности раствора не более 5 дней.
3.2. Приготовление стандартного раствора меди: 1 г металлической меди (ГСО) растворяют в 25 см азотной кислоты (1:1), кипятят до удаления окислов азота, охлаждают, прибавляют 20 см
серной кислоты (1:1) и выпаривают до появления белых паров серной кислоты. После охлаждения выпавшие соли растворяют в воде при нагревании и переводят в мерную колбу вместимостью 1 дм
, доводят водой до метки и тщательно перемешивают. Массовая концентрация меди в стандартном растворе равна 0,001 г/см
. Стандартный раствор латуни готовится аналогично.
3.3. Построение градуировочного графика
В пять мерных колб вместимостью 100 см отмеряют стандартный раствор меди в объеме 6, 9, 12, 15, 18 см
, что соответствует 0,006; 0,009; 0,012; 0,015; 0,018 г меди. Шестая колба служит для контрольного раствора. Во все колбы приливают 30 см
испытательного раствора, нагревают до кипения и кипятят 3 мин по песочным часам. Охлаждают, добавляют по 10 см
раствора аммиака 1:1, доводят водой до метки и перемешивают.
Оптическую плотность раствора измеряют на фотоколориметре в области длин волн 630-675 нм с красным светофильтром. Раствором сравнения служит контрольный раствор, не содержащий стандартный раствор меди. По найденным значениям оптической плотности растворов и соответствующим им массам меди строят градуировочный график. Построение градуировочного графика выполняют ежедневно.
3.4. Приготовление раствора для определения массы латуни
500 см раствора сернокислого аммония объединяют с 500 см
раствора хромового ангидрида и перемешивают. Раствор устойчив, применяется многократно.
3.5. Отбор и подготовка проб
Определение массовой доли меди в латуни и массы латунного покрытия на корде выполняют в двух параллельных измерениях, т.е. на четырех образцах корда, взятых от катушки последовательно один за другим.
Приблизительно 1 м корда с конца контролируемой катушки отрезают и отбрасывают. Для каждого параллельного измерения отбирают последовательно образцы корда рекомендуемой длиной, которая указана в табл.1.
Таблица 1
Тип металлокорда | Длина образца для одного измерения, м | |
на состав (без расплетения) | на массу (расплетать) | |
4Л22, 4Л22А | 5 | 0,5 |
9Л15/27, 9Л15/27А | 2 | 0,5 |
22Л15, 22Л15А | 1 | 0,2 |
28Л18, 28Л18А | 1 | 0,1 |
29Л18/15, 29Л18/15А | 1 | 0,1 |
40Л15, 40Л15А | 1 | 0,1 |
Примечание. Образцы корда обезжиривают протиранием обтирочным материалом, смоченным одним из указанных в п.2 органических растворителей и высушивают в сушильном шкафу при (100±5) °С в течение 5 мин.
Образцы корда, предназначенные для определения массы покрытия, расплетают. Проволоки свивают в кольцо или в спирали.
(Измененная редакция, Изм. N 3).
4. ПРОВЕДЕНИЕ ИЗМЕРЕНИЯ
4.1. Определение массовой доли меди в латуни
Образцы корда взвешивают на аналитических весах. Помещают компактно в стакан вместимостью 200 см, заливают 30 см
испытательного раствора и растворяют латунь при перемешивании в течение 2 мин. Раствор количественно переносят в мерную колбу вместимостью 100 см
, образец и стакан трижды обмывают водой и промывные воды присоединяют к основному раствору.
Образец корда в стакане ополаскивают ацетоном или спиртом, осушают фильтровальной бумагой, высушивают в сушильном шкафу при (100±5) °С в течение 10 мин и снова взвешивают.
Разность массы между первым и вторым взвешиваниями составляет навеску латуни, взятой для анализа.
Раствор в мерной колбе осторожно нагревают до кипения и далее поступают так, как указано в п.3.3.
Раствором сравнения при измерении оптической плотности служит раствор контрольного опыта.
4.2. Определение массы латунного покрытия на корде
Образцы расплетенного корда в виде отрезков проволок, колец или спиралей взвешивают на аналитических весах. Образцы помещают в просторный стакан, заливают их полностью раствором хромового ангидрида и сернокислого аммония (см. п.3.4) при перемешивании. Через 2 мин раствор сливают. Образец промывают водой, затем растворителем, высушивают в сушильном шкафу при (100±5) °С в течение 10 мин и снова взвешивают. Разность массы между первым и вторым взвешиваниями составляет массу латунного покрытия на корде.
(Измененная редакция, Изм. N 3).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Массу меди в граммах находят по градуировочному графику. Допускается определять массу меди методом сравнения оптической плотности раствора пробы с оптической плотностью стандартного раствора латуни. Массу меди () в граммах вычисляют по формуле
![]() ,
,
где - масса во взятом объеме стандартного раствора, г;
- оптическая плотность раствора исследуемой пробы;
- оптическая плотность стандартного раствора.
Массовую долю меди () в латунном покрытии в процентах вычисляют по формуле
![]() ,
,
где - масса (навеска) латунного покрытия, снятая с нерасплетенного корда, г.
5.2. Массу латунного покрытия () в граммах на 1 кг корда вычисляют по формуле
![]() ,
,
где - масса проволоки до снятия покрытия, г;
- масса проволоки после снятия покрытия, г.
5.3. Общие требования к обеспечению точности результатов анализа
5.3.1. Для проведения анализа применяют реактивы квалификации не ниже ч.д.а. и дистиллированную воду по ГОСТ 6709.
5.3.2. При фотометрировании кюветы выбирают так, чтобы измерения проводились в оптимальной области оптической плотности для соответствующего окрашенного соединения и данного прибора.
5.3.3. Градуировочные графики строят в прямоугольных координатах. На оси абсцисс откладывают массу определяемого элемента в граммах, на оси ординат - оптическую плотность.
5.3.4. Градуировочный график строят не менее чем по пяти точкам, равномерно распределяя их по диапазону определяемых концентраций.
5.3.5. За результат анализа принимают среднее арифметическое результатов двух параллельных измерений двух образцов корда.
5.3.6. Численное значение результатов анализа должно оканчиваться цифрой того же разряда, что и соответствующее значение погрешности .
(Измененная редакция, Изм. N 3).
5.3.7. (Исключен, Изм. N 3).
6. НОРМЫ ТОЧНОСТИ ИЗМЕРЕНИЙ
Нормы точности и нормативы контроля точности измерений массовой доли меди в латунном покрытии и массы латунного покрытия на корде приведены в табл.2.
Таблица 2
Диапазон измерений | |||||||
Диаметр проволоки, мм | Массовая доля меди, % | ||||||
0,15-0,27 | От 50 до 90 | 1,38 | 2,5 | 3,1 | 2,6 | 1,6 | 1,8 |
Масса латуни, г на 1 кг корда | |||||||
0,15-0,27 | 2-9 | 0,26 | 0,6 | 0,7 | 0,6 | 0,4 | 0,4 |
Обозначения:
- среднее квадратическое отклонение случайной составляющей погрешности измерений, характеризующее межлабораторную воспроизводимость измерений;
- предел возможных значений погрешности результатов измерений для доверительной вероятности 0,95;
- допускаемые расхождения между двумя результатами анализа одной пробы, полученными в различных условиях;
- допускаемые расхождения между результатами двух параллельных измерений;
- допускаемые отличия результата анализа стандартного раствора от аттестованного значения;
- величина зоны переконтроля результатов анализа вблизи нормируемой границы.
(Измененная редакция, Изм. N 1, 3).
7. ОПЕРАТИВНЫЙ КОНТРОЛЬ ТОЧНОСТИ ИЗМЕРЕНИЙ
7.1. Контроль точности результатов анализа состава латуни осуществляется по стандартному раствору (СР) меди, приготовленному по государственному стандартному образцу (ГСО) меди или латуни.
Контроль точности измерений массы покрытия выполняется на отрезке проволоки без покрытия диаметром 0,15-0,27 мм и массой не менее 0,5 г.
7.2. Оперативный контроль точности результатов анализа выполняется не реже одного раза в смену или одновременно с группой производственных проб.
7.3-7.5. (Исключены, Изм. N 3).
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
При выполнении анализов необходимо соблюдать основные правила безопасной работы в химической лаборатории*, которые изложены в соответствующей НТД, утвержденной в установленном порядке.
________________
* На территории Российской Федерации документ не действует. Действует ПНД Ф 12.13.1-03. - .
Текст документа сверен по:
Проволока металлическая. Часть 2: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}