ГОСТ 17151-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА ХОЗЯЙСТВЕННАЯ ИЗ ЛИСТОВОГО АЛЮМИНИЯ
Общие технические условия
Cooking utensils of sheet aluminium. General specifications
МКС 97.040.60
Дата введения 2019-11-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Нева металл посуда" (АО "НМП")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 147 "Посуда металлическая с покрытиями и без покрытий"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 апреля 2019 г. N 118-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 4-2020), (Поправка. ИУС N 1-2022), (Поправка. ИУС № 3-2024).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 июня 2019 г. N 326-ст межгосударственный стандарт ГОСТ 17151-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2019 г.
5 ВЗАМЕН ГОСТ 17151-81
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 4, 2020 год; поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021; поправка, опубликованная в ИУС № 3, 2024 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на цельноштампованную и сборную хозяйственную посуду из листового алюминия и устанавливает требования к посуде, в том числе к посуде, предназначенной для детей и подростков.
Стандарт не распространяется на посуду со встроенными электрическими нагревателями.
Посуда всех типов может быть предназначена для приготовления пищи для детей и подростков. Посуду для детей и подростков изготавливают с учетом повышенных требований к выделению вредных веществ в контактирующие с ней модельные растворы, в целях защиты жизни и здоровья детей и подростков, а также предупреждения действий, вводящих в заблуждение приобретателей продукции.
Обязательные требования к посуде, направленные на обеспечение ее безопасности для жизни и здоровья населения, изложены в 4.3 (абзац 1), 4.12 (абзац 6), 4.18, 4.20 (в части требований к эмалевому силикатному покрытию), 4.32, 4.33, 4.34, 5.3 (в части прочности корпусов, крышек и срабатывания рабочих клапанов и предохранительных устройств кастрюль-скороварок; прочности крепления и жесткости арматуры), 5.4 (в части выделения вредных для здоровья веществ), 6.6, 6.9, 6.10, 6.16.5.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.031-74 Единая система защиты от коррозии и старения. Покрытия анодно-окисные полуфабрикатов из алюминия и его сплавов. Общие требования и методы контроля
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 860-75 Олово. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2695-83 Пиломатериалы лиственных пород. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3118-77 Реактивы. Кислота соляная. Технические условия
ГОСТ 3652-69 Реактивы. Кислота лимонная моногидрат и безводная. Технические условия
ГОСТ 4165-78 Реактивы. Медь (II) сернокислая 5-водная. Технические условия
ГОСТ 4233-77 Реактивы. Натрий хлористый. Технические условия
ГОСТ 4765-73 Материалы лакокрасочные. Метод определения прочности при ударе
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 4976-83 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ-223. Технические условия
ГОСТ 5233-89 Материалы лакокрасочные. Метод определения твердости по маятниковому прибору
ГОСТ 5470-75 Лаки марок ПФ-283 и ГФ-166. Технические условия
ГОСТ 5556-81 Вата медицинская гигроскопическая. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7933-89 Картон для потребительской тары. Общие технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8486-86 Пиломатериалы хвойных пород. Технические условия
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9142-2014 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9359-80 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условия
ГОСТ 9396-88 Ящики деревянные многооборотные. Общие технические условия
ГОСТ 9421-80 Картон тарный плоский склеенный. Технические условия
ГОСТ 9557-87 Поддон плоский деревянный размером 800x1200 мм. Технические условия
ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия
ГОСТ 10300-80 Заклепки с потайной головкой классов точности В и С. Технические условия
ГОСТ 10301-80 Заклепки с полупотайной головкой классов точности В и С. Технические условия
ГОСТ 10302-80 Заклепки с полукруглой низкой головкой классов точности В и С. Технические условия
ГОСТ 10589-87 Полиамид 610 литьевой. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 11069-2001 Алюминий первичный. Марки
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 13726-78 Ленты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14919-83 Электроплиты, электроплитки и жарочные электрошкафы бытовые. Общие технические условия
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17435-72 Линейки чертежные. Технические условия
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 21241-89 Пинцеты медицинские. Общие технические требования и методы испытаний
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 23683-89 Парафины нефтяные твердые. Технические условия
ГОСТ 24788-2001 Посуда хозяйственная стальная эмалированная. Общие технические условия
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26381-84 Поддоны плоские одноразового использования. Общие технические условия
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 28804-90 Материалы фенольные формовочные. Общие технические условия
ГОСТ 29298-2005 Ткани хлопчатобумажные и смешанные бытовые. Общие технические условия
ГОСТ 31149-2014 (ISO 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
ГОСТ 33781-2016 Упаковка потребительская из картона, бумаги и комбинированных материалов. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы, основные параметры и размеры
3.1 Посуду подразделяют на типы:
а) кастрюли:
1) цилиндрические,
2) сферические,
3) полусферические,
4) конические,
5) конические со сливом,
6) выпуклые,
7) с двойными стенками и дном (молоковарка),
8) для переноски пищи (судок) двойная и тройная,
9) с отверстиями в дне для варки на пару
10) двойные для варки на пару,
11) с цедилкой,
12) скороварки;
б) сковороды:
1) круглые,
2) прямоугольные,
3) квадратные,
4) с прижимным устройством;
в) сотейники;
г) утятницы, гусятницы;
д) ковши;
е) казаны, казанки;
ж) соковарки;
и) мантоварки;
к) печи "Чудо";
л) чайники;
м) кофейники, кофеварки, кофеварки комбинированные;
н) котлы;
п) бидоны;
р) ведра;
с) тазы;
т) миски, тарелки;
у) кружки, кружки разливательные;
ф) цедилки, цедилки для молока;
х) ложки разливательные, ложки для снятия пены (шумовки);
ц) котелки;
ч) банки (круглые, квадратные, прямоугольные) для хранения сыпучих продуктов;
ш) формы для выпечки;
щ) противни, подносы круглые, подносы прямоугольные;
э) молочники (сахарницы);
ю) сита для процеживания.
Допускаются изделия типов "Кастрюли", "Сотейники", "Утятницы", "Гусятницы" под наименованием "Жаровня".
Допускаются изделия типа "Мантоварки" под наименованием "Манты-казан".
Допускаются плоские изделия типа "Сковороды", специально предназначенные для приготовления определенных кулинарных изделий, под наименованием "Сковорода для блинов" или "Блинница", "Сковорода для пиццы".
Допускаются изделия типа "Сковороды", имеющие не гладкое, а ребристое дно под наименованием "Сковорода-гриль".
3.2 Конструкция посуды настоящим стандартом не регламентируется.
3.3 Для посуды устанавливают следующий ряд внутренних размеров (диаметр, длина, ширина): 80, 100, 120, 140, 160, 180, 200, 220, 240, 260, 280, 300, 320, 340, 360, 380, 400, 450, 500, 550, 600, 650, 700, 750, 800, 850 мм.
Допускается изготовление посуды с промежуточными значениями внутренних размеров.
3.4 Для посуды устанавливают ряд вместимостей: 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,5; 1,7; 1,8; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 6,0; 6,5; 7,0; 8,0; 10,0; 11,0; 12,0; 13,0; 15,0; 20,0; 30,0; 40,0; 50,0 л.
Вместимость посуды указана при номинальных размерах корпуса.
Допускается изготавливать посуду с промежуточными значениями вместимостей.
Допускается изменение вместимости в пределах отклонений на линейные размеры, указанных в 3.9.
3.5 Посуда должна удовлетворять следующим требованиям:
- корпуса посуды с противопригорающим (антипригарным) покрытием должны быть изготовлены из алюминиевого проката в соответствии с 4.3 толщиной не менее 1,8 мм;
- допускается изготавливать посуду типов: "формы для выпечки", "противни", "подносы круглые", "подносы прямоугольные" с противопригорающим (антипригарным) покрытием из алюминиевого проката в соответствии с 4.3 толщиной не менее 0,9 мм;
- допускается специальная рельефная подготовка внутренней и наружной поверхности абразивными и/или окрасочными материалами с произвольным направлением неровностей (выступов и впадин) для придания поверхности после нанесения покрытия различных визуальных эффектов;
- допускается для крышек травленой посуды, выполненных из нагартованного металла, уменьшение толщины на 40%, а для крышек, выполненных из отожженного металла, на 20%;
- кофейники с гейзером - на корпусе кофейника должна быть риска, указывающая максимальный уровень наполнения жидкости;
- чайники вместимостью от 2,0 до 3,0 л должны изготавливаться с обязательным наличием у основания носика "решетки" с отверстиями диаметром от 3 до 8 мм. Чайники со свистком должны изготавливаться без "решетки" у основания носика.
3.6 Ручки могут быть цельноштампованными, несъемными (жесткофиксированными) или съемными.
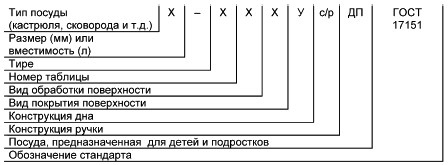
3.7 Условное обозначение посуды должно включать следующие элементы:
- тип посуды (кастрюля, сковорода и т.п.);
- размер или вместимость посуды;
- номер таблицы;
- вид обработки поверхности:
1) Т - травленая,
2) П - полированная,
3) К - крацованная,
4) Ш - шлифованная;
- вид покрытия поверхности:
1) А - анодно-оксидное,
2) Х - хромовое,
3) Н - никелевое,
4) Дк - декорированное,
5) Л - лакокрасочное,
6) ФД - фторполимерное декоративное;
7) Э - эмалевое силикатное,
8) Ат - эматалированное,
9) Пл - плакирующее,
10) Пр - противопригорающее (антипригарное);
- конструкция дна:
1) без обозначения - обычное,
2) У - утолщенное;
- конструкция ручки:
1) без обозначения - несъемная ручка,
2) с/р - съемная ручка;
- посуда, предназначенная для детей и подростков:
1) ДП - предназначенная для детей и подростков,
2) без обозначения - не предназначенная для детей и подростков;
- обозначение стандарта.
3.8 Условное обозначение проставляют по следующей схеме:
|
3.9 Типы, основные параметры, размеры и вместимость посуды должны соответствовать значениям, указанным на рисунках 1-54 и в таблицах 1-54.
Посуда может быть других типов, форм, размеров и другой вместимости.
Отклонения по размерам регламентируются конструкторской документацией на изделия.
Допускаются отклонения на следующие линейные размеры: по диаметру ![]() мм, по высоте
мм, по высоте ![]() мм, по длине
мм, по длине ![]() мм и ширине
мм и ширине ![]() мм.
мм.
Для изделий на рисунках 31, 33, 45, 46, 47 и в таблицах 31, 33, 45, 46, 47 допускается отклонение по высоте ![]() мм.
мм.
|
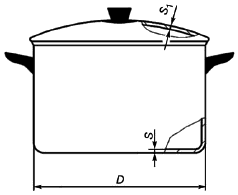
Рисунок 1 - Кастрюля цилиндрическая
Таблица 1 - Основные параметры кастрюли цилиндрической
Диаметр | Вместимость, л | Толщина, мм | |
дна | крышки | ||
100-180 | 0,5-2,5 | 1,2-5,5 | 1,0-2,0 |
180-260 | 3,0-10,0 | ||
280-340 | Более 10,0 | ||
Примечания | |||
Пример условного обозначения кастрюли цилиндрической вместимостью 5 л, с травленной внутренней и наружной поверхностью, с утолщенным дном:
Кастрюля 5 л - 1ТУ ГОСТ 17151-2019
|
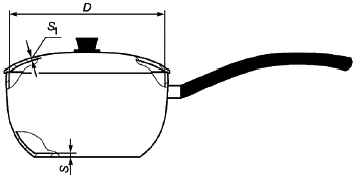
Рисунок 2 - Кастрюля сферическая
Таблица 2 - Основные параметры кастрюли сферической
Диаметр | Вместимость, л | Толщина, мм | |
дна | крышки | ||
130-180 | 0,8-2,0 | 1,2-5,5 | 1,0-2,0 |
200-260 | 3,0-4,0 | ||
Примечания | |||
Пример условного обозначения кастрюли сферической вместимостью 2 л, с травленной внутренней и наружной поверхностью:
Кастрюля 2 л - 2Т ГОСТ 17151-2019
|
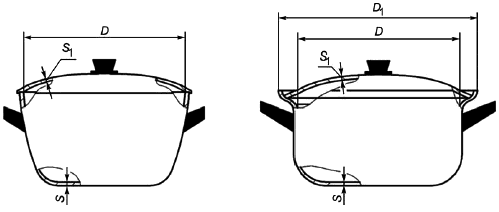
Рисунок 3 - Кастрюля полусферическая
Таблица 3 - Основные параметры кастрюли полусферической
Диаметр | Диаметр | Вместимость, л | Толщина, мм | |
дна | крышки | |||
140-180 | 150-170 | 0,5-2,5 | 1,2-5,5 | 1,0-2,0 |
200-260 | 190-270 | 3,0-10,0 | ||
280-340 | 290-350 | Более 10,0 | ||
Примечания | ||||
Пример условного обозначения кастрюли полусферической вместимостью 4 л, с травленной внутренней и наружной поверхностью:
Кастрюля 4 л - 3Т ГОСТ 17151-2019
|
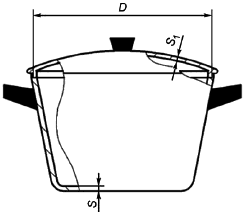
Рисунок 4 - Кастрюля коническая
Таблица 4 - Основные параметры кастрюли конической
Диаметр | Вместимость, л | Толщина, мм | |
дна | крышки | ||
140-180 | 0,5-2,5 | 1,2-5,5 | 1,0-2,0 |
200-300 | 3,0-10,0 | ||
320-340 | Более 10,0 | ||
Примечания | |||
Пример условного обозначения кастрюли конической вместимостью 5 л, с травленной внутренней и наружной поверхностью:
Кастрюля 5 л - 4Т ГОСТ 17151-2019
|
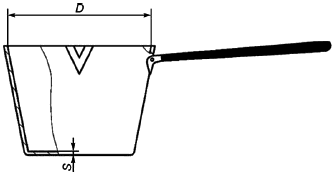
Рисунок 5 - Кастрюля коническая со сливом
Таблица 5 - Основные параметры кастрюли конической со сливом
Диаметр | Вместимость, л | Толщина дна |
100-180 | 0,2-1,8 | 1,2-7,0 |
Примечания | ||
Пример условного обозначения кастрюли конической со сливом вместимостью 1 л, с травленной внутренней и наружной поверхностью:
Кастрюля 1 л - 5Т ГОСТ 17151-2019
|
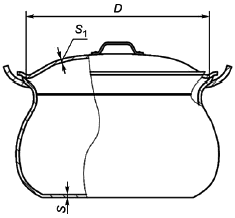
Рисунок 6 - Кастрюля выпуклая
Таблица 6 - Основные параметры кастрюли выпуклой
Диаметр | Вместимость, л | Толщина, мм | |
дна | крышки | ||
140-180 | 1,2-2,5 | 1,2-5,5 | 1,0-2,0 |
200-300 | 3,5-10,0 | ||
320-340 | Более 10,0 | ||
Примечания | |||
Пример условного обозначения кастрюли выпуклой вместимостью 6 л, с травленной внутренней и наружной поверхностью:
Кастрюля 6 л - 6Т ГОСТ 17151-2019
|
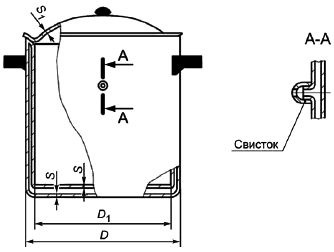
Рисунок 7 - Кастрюля с двойными стенками и со свистком (молоковарка)
Таблица 7 - Основные параметры кастрюли с двойными стенками и со свистком (молоковарки)
Диаметр | Диаметр | Толщина, мм | Вместимость, л | |
дна | крышки | |||
130 | 120 | 1,0-3,0 | 1,0-2,0 | 1,0 |
150 | 140 | 2,0 | ||
170 | 160 | 3,0 | ||
190 | 180 | 4,0 | ||
200 | 190 | 5,0 | ||
Примечания | ||||
Пример условного обозначения кастрюли с двойными стенками и со свистком (молоковарка) вместимостью 3 л, с внутренней травленной и наружной полированной поверхностью:
Кастрюля 3 л - 7ТП ГОСТ 17151-2019
|
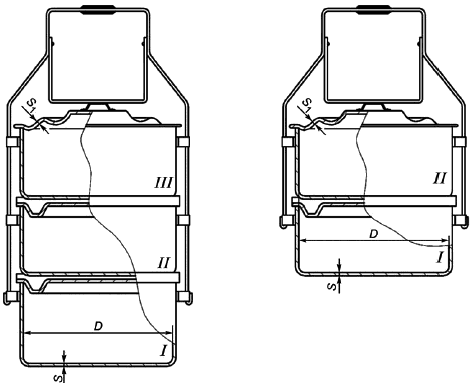
Рисунок 8 - Кастрюля для переноски пищи (судок) двойная и тройная
Таблица 8 - Основные параметры кастрюли для переноски пищи (судок) двойной и тройной
Диаметр | Толщина, мм | Вместимость, л | |||
дна | крышки | I | II | III | |
140 | 1,5-2,0 | 1,0-1,2 | 0,8; 1,5 | 0,8; 1,2 | 0,8 |
160 | 2,5 | 1,8 | 1,2 | ||
180 | 3,5 | 2,5 | 1,8 | ||
Примечание - Кастрюли для переноски пищи (судок) двойная и тройная должны быть с крышками. | |||||
Пример условного обозначения кастрюли для переноски пищи (судок) двойной диаметром 160 мм, с травленной внутренней и наружной поверхностью:
Судок двойной 160 мм - 8Т ГОСТ 17151-2019
|
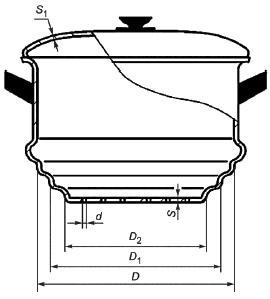
Рисунок 9 - Кастрюля с отверстиями в дне для варки на пару
Таблица 9 - Основные параметры кастрюли с отверстиями в дне для варки на пару
Диаметр | Диаметр | Диаметр | Диаметр | Толщина, мм | Вместимость | |
|
|
|
| дна | крышки | (условная), л |
150 | - | - | 3-10 | 1,2-2,0 | 1,0-1,5 | 0,8 |
200 | 180 | 160 | 1,5-2,0 | 3,5 | ||
Примечания | ||||||
Пример условного обозначения кастрюли с отверстиями в дне для варки на пару вместимостью 3,5 л, с травленной внутренней и наружной поверхностью:
Кастрюля с отверстиями в дне для варки на пару 3,5 л - 9Т ГОСТ 17151-2019
|
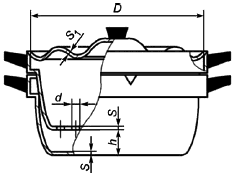
Рисунок 10 - Кастрюля двойная для варки на пару
Таблица 10 - Основные параметры кастрюли двойной для варки на пару
Диаметр | Высота | Диаметр | Толщина, мм | Вместимость, л | |
дна | крышки | ||||
160 | 25-50 | 3-8 | 1,2-5,0 | 0,9-1,5 | 1,5-2,0 |
180 | 2,0-2,5 | ||||
200 | 3,0-3,5 | ||||
Примечания | |||||
Пример условного обозначения кастрюли двойной для варки на пару вместимостью 2,5 л, с травленной внутренней и наружной поверхностью:
Кастрюля двойная для варки на пару 2,5 л - 10Т ГОСТ 17151-2019
|
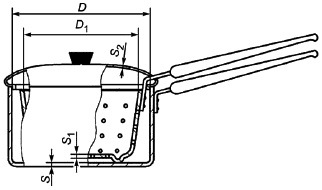
Рисунок 11 - Кастрюля с цедилкой
Таблица 11 - Основные параметры кастрюли с цедилкой
Диаметр | Диаметр | Толщина, мм | Вместимость, л | ||
дна | дна | крышки | |||
200-220 | 180-200 | 1,2-3,0 | 1,2-2,0 | 1,0-1,5 | 2,0-3,0 |
Примечания | |||||
Пример условного обозначения кастрюли с цедилкой вместимостью 2 л, с травленной внутренней и наружной поверхностью:
Кастрюля с цедилкой 2 л - 11Т ГОСТ 17151-2019
|
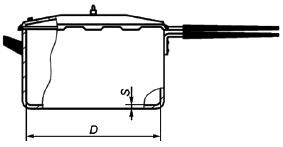
Рисунок 12 - Кастрюля-скороварка
Таблица 12 - Основные параметры кастрюли-скороварки
Диаметр | Толщина дна | Вместимость, л |
180-260 | 3,5-7,0 | 2,0-10,0 |
Примечания | ||
Пример условного обозначения кастрюли-скороварки вместимостью 5 л, с травленной внутренней и наружной поверхностью:
Кастрюля-скороварка 5 л - 12Т ГОСТ 17151-2019
|
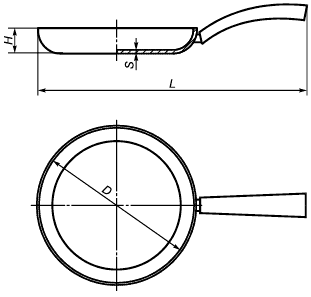
Рисунок 13 - Сковорода
Таблица 13 - Основные параметры сковороды
В миллиметрах
Диаметр | Высота | Длина | Толщина дна |
160-200 | 10-75 | 300-370 | 1,5-5,5 |
220-260 | 360-460 | ||
280-380 | 450-620 | ||
Примечания | |||
Пример условного обозначения сковороды диаметром 260 мм, с внутренней травленной и наружной полированной поверхностью, с утолщенным дном:
Сковорода 260 мм - 13ТПУ ГОСТ 17151-2019
|
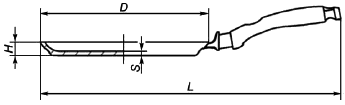
Рисунок 14 - Сковорода для блинов (блинница)
Таблица 14 - Основные параметры сковороды для блинов (блинницы)
В миллиметрах
Диаметр | Высота | Длина | Толщина дна |
160-300 | 10-30 | 300-500 | 1,5-5,5 |
Примечания | |||
Пример условного обозначения сковороды для блинов диаметром 220 мм, с внутренним и наружным противопригорающим (антипригарным) покрытием, с утолщенным дном:
Сковорода для блинов 220 мм - 14ПрУ ГОСТ 17151-2019
|
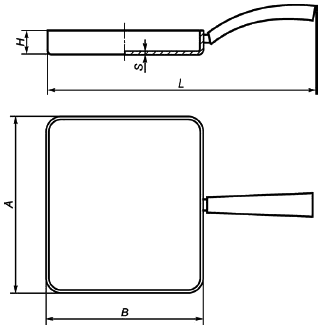
Рисунок 15 - Сковорода прямоугольная
Таблица 15 - Основные параметры сковороды прямоугольной
В миллиметрах
Сторона | Сторона | Высота | Длина | Толщина дна |
260-300 | 220-260 | 40-60 | 410-450 | 1,5-5,5 |
Примечания | ||||
Пример условного обозначения сковороды прямоугольной размером 240x280 мм, с внутренней травленной и наружной полированной поверхностью:
Сковорода прямоугольная 240x280 мм - 15ТП ГОСТ 17151-2019
|
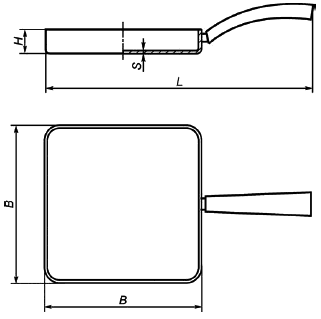
Рисунок 16 - Сковорода квадратная
Таблица 16 - Основные параметры сковороды квадратной
В миллиметрах
Сторона | Высота | Длина | Толщина дна |
220-280 | 40-60 | 410-470 | 1,5-5,5 |
Примечания | |||
Пример условного обозначения сковороды квадратной размером 260x260 мм, с внутренней травленной и наружной полированной поверхностью:
Сковорода квадратная 260x260 мм - 16ТП ГОСТ 17151-2019
|
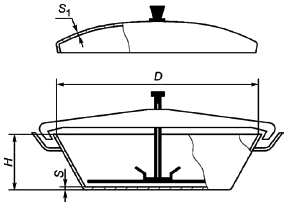
Рисунок 17 - Сковорода с прижимным устройством
Таблица 17 - Основные параметры сковороды с прижимным устройством
В миллиметрах
Диаметр | Высота | Толщина | |
дна | крышки | ||
220-320 | 50-70 | 3,0-7,0 | 1,2-1,5 |
Примечания | |||
Пример условного обозначения сковороды с прижимным устройством диаметром 220 мм, с травленной внутренней и наружной поверхностью:
Сковорода с прижимным устройством 220 мм - 17Т ГОСТ 17151-2019
|
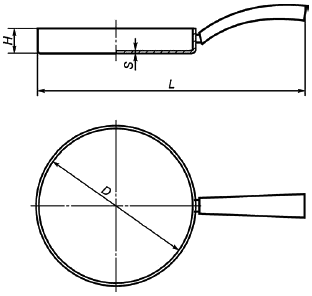
Рисунок 18 - Сотейник
Таблица 18 - Основные параметры сотейника
В миллиметрах
Диаметр | Высота | Длина | Толщина дна |
180-200 | 50-100 | 320-390 | 1,5-5,0 |
220-260 | 390-450 | ||
280-380 | 450-620 | ||
Примечания | |||
Пример условного обозначения сотейника диаметром 280 мм с внутренним противопригорающим (антипригарным) покрытием, наружным декоративным покрытием:
Сотейник 280 мм - 18ПрД ГОСТ 17151-2019
|
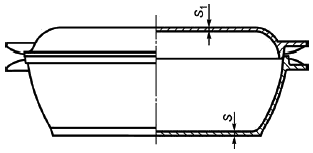
Рисунок 19 - Утятница и гусятница
Таблица 19 - Основные параметры утятницы и гусятницы
Вместимость, л | Толщина, мм | |
дна | крышки | |
1,5-6,0 | 1,5-5,5 | 1,0-2,0 |
Примечания | ||
Пример условного обозначения гусятницы вместимостью 3 л, с внутренним и наружным противопригорающим (антипригарным) покрытием:
Гусятница 3 л - 19Пр ГОСТ 17151-2019
|
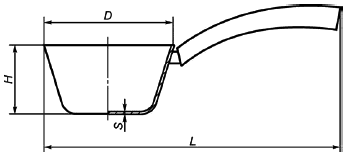
Рисунок 20 - Ковш
Таблица 20 - Основные параметры ковша
В миллиметрах
Диаметр | Высота | Длина | Толщина дна |
100-240 | 65-150 | 240-410 | 1,2-5,5 |
Примечания | |||
Пример условного обозначения ковша диаметром 200 мм, с внутренним противопригорающим (антипригарным) покрытием, наружным лакокрасочным покрытием:
Ковш 200 мм - 20ПрЛ ГОСТ 17151-2019
|
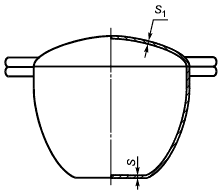
Рисунок 21 - Казан
Таблица 21 - Основные параметры казана
Вместимость, л | Толщина, мм | |
дна | крышки | |
3,0-10,0 | 2,0-5,5 | 1,0-2,0 |
Более 10,0 | 5,0-7,0 | 1,5-3,0 |
Примечания | ||
Пример условного обозначения казана вместимостью 5 л, с внутренним и наружным противопригорающим (антипригарным) покрытием:
Казан 5 л - 21Пр ГОСТ 17151-2019
|
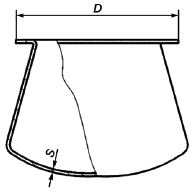
Рисунок 22 - Казан конический
Таблица 22 - Основные параметры казана конического
Диаметр | Толщина дна | Вместимость, л |
200-300 | 1,5-5,0 | 3,0-15,0 |
Примечание - Казаны конические могут иметь крышки. | ||
Пример условного обозначения казана конического диаметром 260 мм, с внутренним противопригорающим (антипригарным) покрытием и наружным лакокрасочным покрытием:
Казан конический 260 мм - 22ПрЛ ГОСТ 17151-2019
|
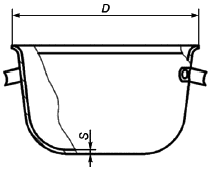
Рисунок 23 - Казанок
Таблица 23 - Основные параметры казанка
Диаметр | Толщина дна | Вместимость, л |
200-300 | 1,5-5,0 | 2,0-15,0 |
Примечание - Казанки могут иметь крышки. | ||
Пример условного обозначения казанка диаметром 220 мм, с травленной внутренней и наружной поверхностью:
Казанок 220 мм - 23Т ГОСТ 17151-2019
|
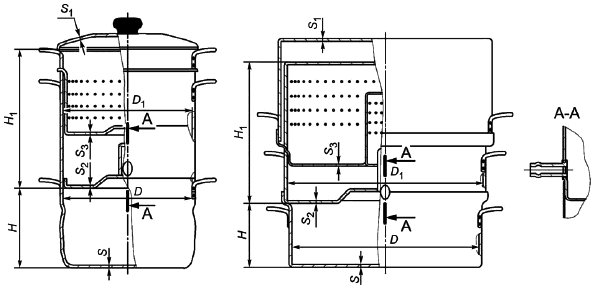
Рисунок 24 - Соковарка
Таблица 24 - Основные параметры соковарки
Диаметр | Диаметр | Высота | Высота | Толщина, мм | |||
|
|
|
| дна | крышки | сокосборника | сетки для фруктов |
260 | 260 | 105-130 | 180-300 | 1,5-2,0 | 1,0-1,5 | 1,2-2,0 | 1,2-2,0 |
300 | 310 | 80-90 | 170-250 | ||||
Примечания | |||||||
Пример условного обозначения соковарки диаметром 260 мм с травленной внутренней и наружной поверхностью:
Соковарка 260 мм - 24Т ГОСТ 17151-2019
|
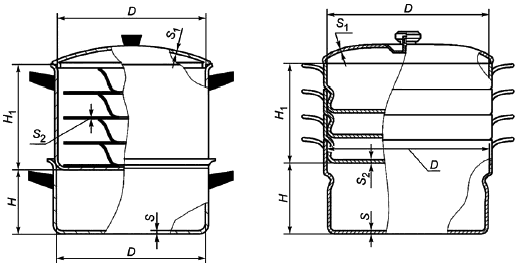
Рисунок 25 - Мантоварка
Таблица 25 - Основные параметры мантоварки
В миллиметрах
Диаметр | Высота | Высота | Толщина | ||
менее | дна | крышки | сеток, дисков | ||
225 | 80 | 160-250 | 1,5-2,0 | 1,0-1,5 | 1,0-1,5 |
260 | 100 | 150-250 | 1,0-2,0 | ||
320 | 105 | 180-250 | |||
340 | 105 | 120-250 | |||
Примечания | |||||
Пример условного обозначения мантоварки диаметром 320 мм, с травленной внутренней и наружной поверхностью:
Мантоварка 320 мм - 25Т ГОСТ 17151-2019
|
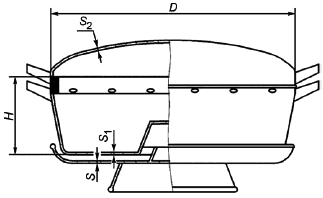
Рисунок 26 - Печь "Чудо"
Таблица 26 - Основные параметры печи "Чудо"
Диаметр | Высота | Толщина, мм | ||
дна | дна | крышки | ||
260 | Не менее 75 | 1,0-2,0 | Не менее 1,0 | 1,0-1,5 |
280 | ||||
Примечания | ||||
Пример условного обозначения печи "Чудо" диаметром 260 мм, с травленной внутренней и наружной поверхностью:
Печь "Чудо" 260 мм - 26Т ГОСТ 17151-2019
|
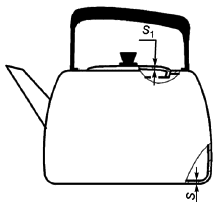
Рисунок 27 - Чайник
Таблица 27 - Основные параметры чайника
Вместимость, л | Толщина, мм | |
дна | крышки | |
0,3-1,0 | 1,0-1,5 | 1,0-1,5 |
1,5-7,0 | 1,2-2,0 | |
Примечания | ||
Пример условного обозначения чайника вместимостью 3 л, с травленной внутренней и полированной наружной поверхностью:
Чайник 3 л - 27ТП ГОСТ 17151-2019
|
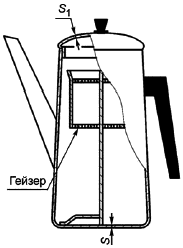
Рисунок 28 - Кофейник
Таблица 28 - Основные параметры кофейника
Вместимость, л | Толщина, мм | |
дна | крышки | |
0,6-0,8 | 1,2-1,5 | 1,0-1,5 |
1,0-2,0 | 1,5-2,0 | |
Примечания | ||
Пример условного обозначения кофейника вместимостью 2 л, с травленной внутренней и полированной наружной поверхностью:
Кофейник 2 л - 28ТП ГОСТ 17151-2019
|
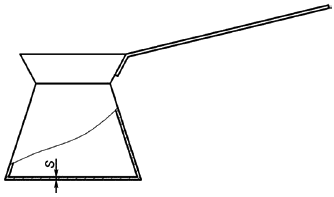
Рисунок 29 - Кофеварка
Таблица 29 - Основные параметры кофеварки
Вместимость, л | Толщина дна, мм |
0,2-1,0 | 1,5-3,0 |
Пример условного обозначения кофеварки вместимостью 0,5 л, с травленной внутренней и полированной наружной поверхностью:
Кофеварка 0,5 л - 29ТП ГОСТ 17151-2019
|
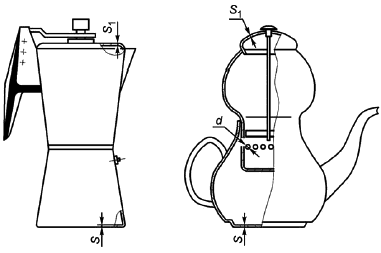
Рисунок 30 - Кофеварка комбинированная
Таблица 30 - Основные параметры кофеварки комбинированной
Вместимость, л | Диаметр | Толщина, мм | |
дна | крышки | ||
0,6 | 3,0 | 1,5 (4,0) | |
0,7 | 1,5 | ||
Примечание - Толщина дна (крышки), указанная в скобках, относится к кофеваркам с предохранительным клапаном. | |||
Пример условного обозначения кофеварки комбинированной вместимостью 0,6 л, с травленной внутренней и полированной наружной поверхностью:
Кофеварка комбинированная 0,6 л - 30ТП ГОСТ 17151-2019
|
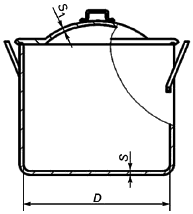
Рисунок 31 - Котел
Таблица 31 - Основные параметры котла
Диаметр | Вместимость, л | Толщина, мм | |
дна | крышки | ||
340-450 | 20-50 | 2,5-5,5 | 1,2-3,0 |
Примечания | |||
Пример условного обозначения котла вместимостью 30 л, с травленной внутренней и наружной поверхностью:
Котел 30 л - 31Т ГОСТ 17151-2019
|
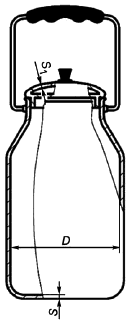
Рисунок 32 - Бидон
Таблица 32 - Основные параметры бидона
Диаметр | Диаметр | Толщина, мм | Вместимость, л | |
дна | крышки | |||
80 | 70 | 1,5 | 1,0-1,5 | 0,5 |
100 | 80 | 1,0 | ||
120 | 90 | 2,0 | ||
140 | 100 | 3,0 | ||
160 | 120 | 1,5-2,0 | 5,0 | |
200 | 140 | 6,5 | ||
220 | 160 | 8,0 | ||
10,0 | ||||
Примечания | ||||
Пример условного обозначения бидона вместимостью 5 л, с травленной внутренней и наружной поверхностью:
Бидон 5 л - 32Т ГОСТ 17151-2019
|
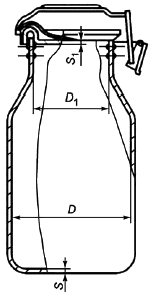
Рисунок 33 - Бидон с плотнозакрывающейся крышкой
Таблица 33 - Основные параметры бидона с плотнозакрывающейся крышкой
Диаметр | Диаметр | Толщина, мм | Вместимость, л | |
дна | крышки | |||
220 | 160 | 2,5 | 2,0-2,5 | 10,0 |
250 | 190 | 2,5-3,0 | 2,0-3,0 | 15,0 |
Пример условного обозначения бидона с плотнозакрывающейся крышкой вместимостью 10 л, с травленной внутренней и наружной поверхностью:
Бидон с плотнозакрывающейся крышкой 10 л - 33Т ГОСТ 17151-2019
|
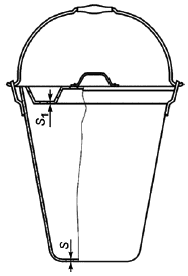
Рисунок 34 - Ведро
Таблица 34 - Основные параметры ведра
Толщина, мм | Вместимость, л | |
дна | крышки | |
1,2-3,0 | 1,2-1,5 | 10,0-13,0 |
Примечание - Ведра могут быть с крышками и без крышек. | ||
Пример условного обозначения ведра вместимостью 12 л, с травленной внутренней и наружной поверхностью:
Ведро 12 л - 34Т ГОСТ 17151-2019
|
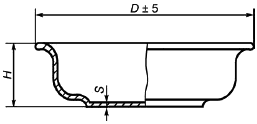
Рисунок 35 - Таз
Таблица 35 - Основные параметры таза
В миллиметрах
Диаметр | Высота | Толщина |
400-700 | 130-160 | 1,5-2,0 |
Пример условного обозначения таза диаметром 500 мм, с травленной внутренней и наружной поверхностью:
Таз 500 мм - 35Т ГОСТ 17151-2019
|
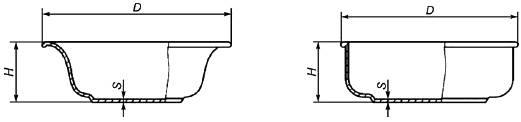
Рисунок 36 - Миска
Таблица 36 - Основные параметры миски
В миллиметрах
Диаметр | Высота | Толщина |
140-400 | 45-170 | 1,2-3,0 |
Примечание - Миски допускаются с ручками и ушками. | ||
Пример условного обозначения миски диаметром 200 мм, с травленной внутренней и наружной поверхностью:
Миска 200 мм - 36Т ГОСТ 17151-2019
|
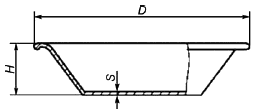
Рисунок 37 - Тарелка
Таблица 37 - Основные параметры тарелки
В миллиметрах
Диаметр | Высота | Толщина |
150-400 | 30-60 | 1,2-3,0 |
Примечание - Тарелки допускаются с ушками. | ||
Пример условного обозначения тарелки диаметром 240 мм, с травленной внутренней и наружной поверхностью:
Тарелка 240 мм - 37Т ГОСТ 17151-2019
|
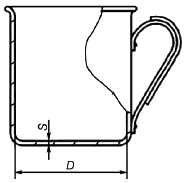
Рисунок 38 - Кружка
Таблица 38 - Основные параметры кружки
Диаметр | Толщина | Вместимость, л |
80-120 | 1,2-2,0 | 0,2-1,0 |
Пример условного обозначения кружки вместимостью 0,5 л, с травленной внутренней и наружной поверхностью:
Кружка 0,5 л - 38Т ГОСТ 17151-2019
|
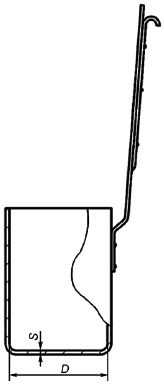
Рисунок 39 - Кружка разливательная
Таблица 39 - Основные параметры кружки разливательной
Диаметр | Толщина | Вместимость, л |
75 | 1,5-2,0 | 0,5 |
95 | 1,0 |
Пример условного обозначения кружки разливательной вместимостью 0,5 л, с травленной внутренней и наружной поверхностью:
Кружка разливательная 0,5 л - 39Т ГОСТ 17151-2019
|
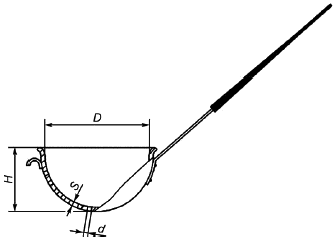
Рисунок 40 - Цедилка
Таблица 40 - Основные параметры цедилки
В миллиметрах
Диаметр | Высота | Толщина дна | Диаметр отверстий |
140-300 | 65-180 | 1,2-2,0 | 3,0-5,0 |
Примечания | |||
Пример условного обозначения цедилки диаметром 200 мм, с травленной внутренней и наружной поверхностью:
Цедилка 200 мм - 40Т ГОСТ 17151-2019
|
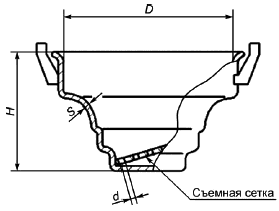
Рисунок 41 - Цедилка для молока
Таблица 41 - Основные параметры цедилки для молока
В миллиметрах
Диаметр | Высота | Толщина дна | Диаметр отверстий |
260 | 130 | 1,2-1,5 | не более 15,0 |
320 | 200 | 1,5-2,0 |
Пример условного обозначения цедилки для молока диаметром 260 мм, с травленной внутренней и наружной поверхностью:
Цедилка для молока 260 мм - 41Т ГОСТ 17151-2019
|
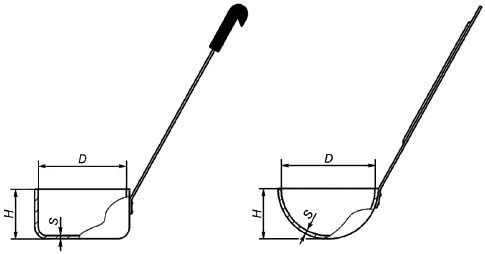
Рисунок 42 - Ложка разливательная
Таблица 42 - Основные параметры ложки разливательной
В миллиметрах
Диаметр | Высота | Толщина дна |
80-120 | 35-50 | 1,2-2,0 |
Пример условного обозначения ложки разливательной диаметром 120 мм, с травленной внутренней и наружной поверхностью:
Ложка разливательная 120 мм - 42Т ГОСТ 17151-2019
|
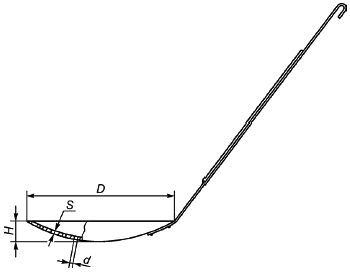
Рисунок 43 - Ложка для снятия пены (шумовка)
Таблица 43 - Основные параметры ложки для снятия пены (шумовки)
В миллиметрах
Диаметр | Высота | Толщина дна | Диаметр отверстий |
100-140 | 10 | 1,2-2,0 | 2,5-3,0 |
160-200 | 20 |
Пример условного обозначения ложки для снятия пены диаметром 140 мм, с травленной внутренней и наружной поверхностью:
Ложка для снятия пены (шумовка) 120 мм - 43Т ГОСТ 17151-2019
|
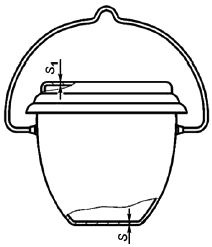
Рисунок 44 - Котелок
Таблица 44 - Основные параметры котелка
Толщина дна | Толщина крышки | Вместимость, л |
1,2-1,5 | 0,9-1,5 | 1,7-3,0 |
1,5-2,0 | 4,0-10,0 | |
Примечания | ||
Пример условного обозначения котелка вместимостью 3 л, с травленной внутренней и наружной поверхностью:
Котелок 3 л - 44Т ГОСТ 17151-2019
|
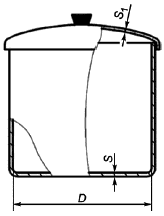
Рисунок 45 - Банка круглая для хранения сыпучих продуктов
Таблица 45 - Основные параметры банки круглой для хранения сыпучих продуктов
Диаметр | Толщина, мм | Вместимость (условная), л | |
дна | крышки | ||
80-200 | 1,2-2,0 | 1,0-1,5 | 0,5-5,0 |
Примечание - Банки могут быть с крышками и без крышек. | |||
Пример условного обозначения банки круглой для хранения сыпучих продуктов диаметром 120 мм, с травленной внутренней и наружной поверхностью:
Банка круглая 120 мм - 45Т ГОСТ 17151-2019
|
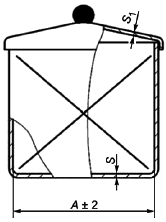
Рисунок 46 - Банка квадратная для хранения сыпучих продуктов
Таблица 46 - Основные параметры банки квадратной для хранения сыпучих продуктов
Сторона | Толщина, мм | Вместимость (условная), л | |
дна | крышки | ||
100 | 1,2-2,0 | 1,0-1,5 | 1,0 |
120 | 2,0 | ||
140 | 3,0 | ||
160 | 4,0 | ||
170 | 5,0 | ||
Примечание - Банки могут быть с крышками и без крышек. | |||
Пример условного обозначения банки квадратной для хранения сыпучих продуктов размером 160х160 мм, с травленной внутренней и наружной поверхностью:
Банка квадратная 160x160 мм - 46Т ГОСТ 17151-2019
|
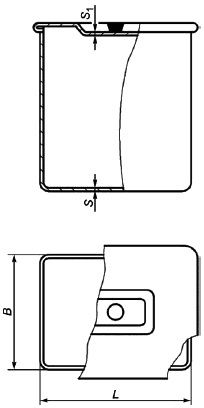
Рисунок 47 - Банка прямоугольная для хранения сыпучих продуктов
Таблица 47 - Основные параметры банки прямоугольной для хранения сыпучих продуктов
Сторона | Сторона | Толщина, мм | Вместимость (условная), л | |
дна | крышки | |||
65 | 90 | 1,2-2,0 | 1,0-1,5 | 0,5 |
90 | 115 | 1,0 | ||
105 | 140 | 2,0 | ||
120 | 155 | 3,0 | ||
Примечание - Банки могут быть с крышками и без крышек. | ||||
Пример условного обозначения банки прямоугольной для хранения сыпучих продуктов размером 90х115 мм, с травленной внутренней и наружной поверхностью:
Банка прямоугольная 90x115 мм - 47Т ГОСТ 17151-2019
|
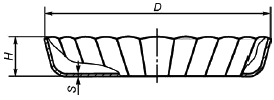
Рисунок 48 - Форма для выпечки
Таблица 48 - Основные параметры формы для выпечки
В миллиметрах
Диаметр | Высота | Толщина |
80-280 | 30-100 | 0,9-3,0 |
Примечание - Форма для выпечки может быть: | ||
Пример условного обозначения формы для выпечки диаметром 120 мм, с травленной внутренней и наружной поверхностью:
Форма для выпечки 120 мм - 48Т ГОСТ 17151-2019
|
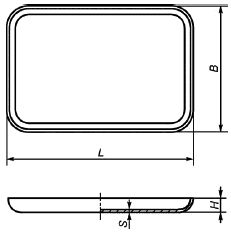
Рисунок 49 - Противень
Таблица 49 - Основные параметры противня
В миллиметрах
Сторона | Сторона | Высота | Толщина дна |
160-460 | 240-630 | 25-70 | 0,9-3,0 |
Пример условного обозначения противня размером 160x240 мм, с травленной внутренней и наружной поверхностью:
Противень 160x240 мм - 49Т ГОСТ 17151-2019
|
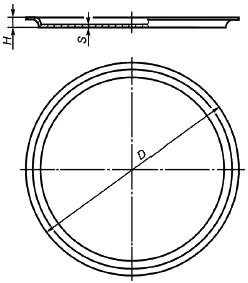
Рисунок 50 - Поднос круглый
Таблица 50 - Основные параметры подноса круглого
В миллиметрах
Диаметр | Высота | Толщина |
200-480 | 15-35 | 0,9-3,0 |
Пример условного обозначения подноса круглого диаметром 200 мм, с декорированной внутренней поверхностью, с внутренним и наружным лакокрасочным покрытием:
Поднос круглый 200 мм - 50ДкЛ ГОСТ 17151-2019
|
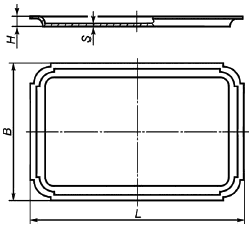
Рисунок 51 - Поднос прямоугольный
Таблица 51 - Основные параметры подноса прямоугольного
В миллиметрах
Сторона | Сторона | Высота | Толщина дна |
130-360 | 280-460 | 15-25 | 0,9-3,0 |
Пример условного обозначения подноса прямоугольного размером 180x320 мм, с внутренним и наружным противопригорающим (антипригарным) покрытием:
Поднос прямоугольный 180x320 мм - 51Пр ГОСТ 17151-2019
|
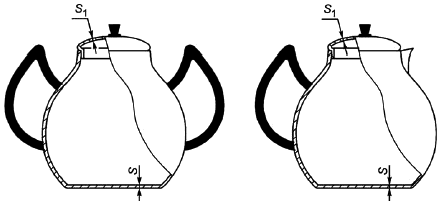
Рисунок 52 - Молочник (сахарница)
Таблица 52 - Основные параметры молочника (сахарницы)
Толщина, мм | Вместимость (условная), л | |
дна | крышки | |
1,0-2,0 | 0,3-1,0 | |
Примечание - Молочник (сахарница) должны иметь крышки. | ||
Пример условного обозначения молочника (сахарницы) вместимостью 0,5 л, с травленной внутренней и полированной наружной поверхностью:
Молочник (сахарница) 0,5 л - 52ТП ГОСТ 17151-2019
|
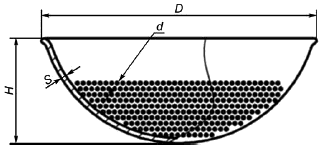
Рисунок 53 - Сито для процеживания
Таблица 53 - Основные параметры сита для процеживания
В миллиметрах
Диаметр | Высота | Толщина дна | Диаметр отверстий |
360 | 105 | 1,0-1,5 | 2,5-3,0 |
420 | 85 | 2,0 |
Пример условного обозначения сита для процеживания диаметром 360 мм, с травленной внутренней и наружной поверхностью:
Сито для процеживания 360 мм - 53Т ГОСТ 17151-2019
|
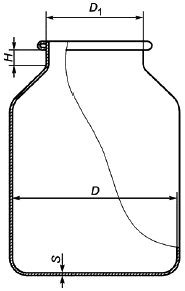
Рисунок 54 - Бидон специальный
Таблица 54 - Основные параметры бидона специального
Диаметр | Диаметр | Высота горловины | Толщина дна | Вместимость, л |
280 | 170 | 25 | 2,0-3,0 | 20 |
Примечания | ||||
Пример условного обозначения бидона специального диаметром 280 мм, с травленной внутренней и наружной поверхностью:
Бидон специальный 280 мм - 54Т ГОСТ 17151-2019
4 Технические требования
4.1 Посуду изготавливают в соответствии с требованиями настоящего стандарта, по техническим описаниям, рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
4.2 Все материалы, применяемые для изготовления посуды, контактирующие с пищевыми продуктами (металлы, припой, полимерные материалы, покрытия, плавкие вставки, эмали и др.), должны соответствовать требованиям действующих технических нормативных правовых актов, не изменять органолептические свойства пищевых продуктов, контактирующих с посудой, не выделять в них вредные вещества в количествах, превышающих гигиенические нормативы.
Химические вещества, используемые для обработки внутренней поверхности посуды или входящие в состав ванн для получения покрытий, не должны привносить в посуду высокотоксичные вещества и ухудшать свойства материалов, из которых она изготовлена в части изменения органолептических свойств пищевых продуктов, контактирующих с посудой, и выделения в них вредных веществ в количествах, превышающих гигиенические нормативы.
4.3 Посуду изготавливают из листов и лент алюминия марок АД1, АД с химическим составом по ГОСТ 4784, алюминия марок А7, А6, А5, А0 с химическим составом по ГОСТ 11069 и биметаллических лент из алюминия марок АД1, АД с химическим составом по ГОСТ 4784 и стальной ленты марок 12Х18Н10Т и 08Х18Н10Т с химическим составом по ГОСТ 5632. При наличии в посуде внутреннего покрытия допускается изготавливать ее из листов и лент из алюминиевого сплава марки АМц с химическим составом по ГОСТ 4784. Качество поверхности листов должно соответствовать техническим требованиям ГОСТ 21631 к поверхности листов повышенной отделки, лент - ГОСТ 13726, биметаллической ленты - нормативной документации.
Крепежные детали, имеющие контакт с пищевыми продуктами, изготавливают из материалов, применяемых для изготовления посуды.
Арматуру (ручки, дужки и ушки) изготавливают из алюминия и алюминиевых сплавов по ГОСТ 4784 и алюминия по ГОСТ 11069. Листы и ленты, применяемые для изготовления арматуры, должны быть нагартованными.
Допускается изготавливать арматуру, крепежные и другие детали, не имеющие контакта с пищевыми продуктами, из нержавеющих сталей, цветных металлов, сталей с защитно-декоративными покрытиями или из отожженных листов из алюминия (алюминиевых сплавов) с созданием конструктивной жесткости.
Для покрытия и изготовления ручек и дужек применяют фенопласты общего назначения по ГОСТ 28804, аминопласты общего назначения по ГОСТ 9359, пиломатериалы лиственных пород по ГОСТ 2695 или пиломатериалы хвойных пород по ГОСТ 8486 с влажностью не более 18%. Для покрытия и изготовления ручек и дужек изделий, не подвергающихся нагреву, допускается применять полиамид 610 литьевой по ГОСТ 10589. Допускается применять другие полимерные материалы, не уступающие по теплостойкости и прочностным характеристикам.
Теплостойкость ручек из аминопластов и пластмасс, а также пластмассовых деталей ручек должна быть не менее (150±5)°С для изделий, подвергающихся нагреву.
Допускаются крышки кастрюль и сковород из термостойкого стекла, крышки бидонов и банок для сыпучих продуктов - из полимерных материалов, крышки кастрюль-скороварок - из коррозионно-стойких сталей по ГОСТ 5632.
4.4 Корпуса посуды изготавливают с обрезными, отогнутыми или закатными краями. Обрезку, отгибку или закатку устанавливают в зависимости от толщины стенки у борта и диаметра изделия для обеспечения жесткости. Наличие острых кромок не допускается. Корпуса посуды с эмалевыми и противопригорающими (антипригарными) покрытиями изготавливают с обрезными или отогнутыми краями.
Допускается замена обрезки отгибкой или закаткой и отгибки закаткой.
Зазор между кромкой закатанного края и стенкой корпуса не должен превышать 1,5 мм.
Допускается изготовление тазов, мисок и цедилок диаметром свыше 200 мм с зазором между кромкой закатанного края и стенкой корпуса не более 3,0 мм.
Тарелки, миски, тазы, цедилки, кружки, ковши и бидоны изготавливают с закатанными краями.
Допускается изготовление тарелок, мисок, тазов, цедилок, кружек, ковшей и бидонов с возможностью реализации различных вариантов оформления борта, в том числе и без использования закатки.
Котлы, разливательные ложки, ложки для снятия пены, тарелки и миски с ушками, банки для сыпучих продуктов изготавливают с обрезными краями.
Корпус посуды должен сохранять свою форму. В заполненном состоянии изменение его диаметра не допускается.
4.5 Посуда должна быть водонепроницаемой.
При наполнении водой посуда не должна давать течи, если это не предусмотрено конструкцией.
4.6 Утонение стенок корпусов и крышек изделий после штамповки, механической, химической или электрохимической обработки не должно превышать 20%, а на горловинах и сферических поверхностях бидонов, чайников, кофейников и цедилок для молока не более 50% номинальной толщины листа металла, примененного для изготовления изделия, если разные толщины дна и стенок не предусмотрены конструкцией изделия.
4.7 Посуда, предназначенная для использования на индукционных плитах должна иметь на дне теплораспределительный слой, обладающий ферромагнитными свойствами.
Теплораспределительный слой должен быть расположен по центру поверхности дна изделия. Допустимое отклонение - не более 1% от диаметра дна.
Теплораспределительный слой должен быть прочно и надежно соединен с дном без зазоров.
4.8 Форма дна посуды (за исключением посуды со сферической поверхностью дна) должна быть плоской и обеспечивать устойчивость изделия на горизонтальной плоскости. Для изделий, подвергающихся нагреву на плите, допускается вогнутость дна, не превышающая 0,5% наружного диаметра плоской части дна, а для остальных изделий - 1%, если вогнутость не предусмотрена конструкцией.
Выпуклость дна не допускается.
4.9 Крышки должны свободно входить и легко поворачиваться (для изделий круглой формы) в корпусе. Зазор между фиксирующим бортом крышки и корпусом не должен превышать 1% внутреннего диаметра корпуса. Зазор между опорной плоскостью крышки и кромкой борта не должен превышать 0,5%, а для крышек с эмалевым силикатным покрытием - 1,5% внутреннего диаметра корпуса.
Наружный диаметр накладных крышек кастрюль должен быть не менее наружного диаметра корпуса или диаметра закатного, или отогнутого борта.
Крышки чайников и кофейников должны иметь обечайку высотой от 8 до 10 мм, отверстия для выхода пара площадью не менее 5 мм и не выпадать при наклоне, соответствующем полному сливу жидкости.
Для бидонов с плотнозакрывающейся крышкой величина зазора между корпусом и крышкой должна определяться рабочим чертежом изделия.
Крышки чайников со свистком и кофейников с гейзером изготавливают без отверстия для выхода пара.
Крышки изделий могут быть:
- кастрюль и сковород - выпуклыми, вкладными с отверстием для выхода пара (за исключением крышек из термостойкого стекла);
- кастрюль-скороварок - с замком типа "байонет" или "струбцина-винт";
- кофейников с гейзером - с прозрачной вставкой.
Толщина и конструкция крышки должны обеспечивать сохранение ее формы. Конструкция крышки чайника со свистком должна иметь обечайку с конусом от 4,5° до 5,5° для обеспечения необходимого натяга.
4.10 Конструкция носиков чайников и кофейников должна обеспечивать формирование струи и исключать "подтекание" ее при сливе. Сливная кромка носика должна располагаться не ниже верхней кромки горловины чайника или кофейника.
4.11 Ручки корпусов кастрюль из листового металла, изготовленные в виде скоб, должны быть изогнуты так, чтобы опоры для рук были параллельны основанию. Минимальная длина опор 40 мм, а зазор между опорой и корпусом не менее 15 мм. Длина одинарных ручек не менее 120 мм.
4.12 Крепление арматуры к посуде (клепка, сварка, пайка, развальцовка, крепление винтами или комбинированное крепление) должно быть плотным и прочным, без наплывов и сыпи после пайки или сварки.
Швы сварных соединений должны быть выполнены в соответствии с ГОСТ 14806. В сварных швах не допускаются раковины, непровары, прожоги и другие дефекты. На спаиваемых поверхностях не должно быть оплавления основного металла, трещин. Следы после сварки и пайки должны быть закрыты арматурой или ее переходными элементами.
При креплении арматуры заклепками с потайной головкой по ГОСТ 10300 отклонение плоскости головки заклепки от внутренней поверхности корпуса (крышки) не должно превышать ±0,2 мм.
При креплении арматуры заклепками с полупотайной головкой по ГОСТ 10301 последние должны быть утоплены конической частью до прилегания всего края головки к внутренней поверхности посуды. Допускается крепление заклепками с низкой полукруглой головкой по ГОСТ 10302.
Для крепления деталей кастрюль-скороварок, ушков чайников, а также шарнирных узлов допускается применение заклепок по ГОСТ 10299.
Расположение, количество, диаметр и материал заклепок должны обеспечивать плотное, и прочное соединение ручек с корпусом, и обеспечить соответствие посуды требованиям разделов 5 и 6 настоящего стандарта в части прочности крепления арматуры и ручек к корпусу изделий.
Количество заклепок при креплении переходных элементов пластмассовых покрытий арматуры определяется ее конструктивными особенностями.
4.13 Ручки на посуде должны быть расположены симметрично по отношению к продольной оси. Отклонение в расположении ручек от оси симметрии не должно превышать 2% диаметра изделия или длины утятницы (гусятницы).
4.14 Подвижные ручки, дужки должны легко вращаться в ушках. Заедание и выскакивание из мест соединения не допускается. Подвижные ручки чайников в нижнем положении не должны соприкасаться с корпусом.
4.15 Съемные ручки должны свободно входить в гнездо переходных элементов и надежно удерживать изделие при наклоне на угол 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды. Для плоских изделий масса груза должна в два раза превышать собственную массу изделия.
4.16 Корпуса посуды с элементами, соединенными путем вальцовки, клепки, сварки и пайки, не должны иметь течи.
4.17 Сварные и пропаянные швы должны быть ровными и плотными, без пузырей, наплывов и трещин.
4.18 Кастрюли-скороварки для обеспечения безопасности и сохранения прочности корпуса и крышки должны выпускаться с нерегулируемым рабочим клапаном, рассчитанным на избыточное рабочее давление 9,8х10![]() Па, и предохранительным устройством, рассчитанным на избыточное давление от 13,72х10
Па, и предохранительным устройством, рассчитанным на избыточное давление от 13,72х10 до 15,68х10
Па.
Допускается изготовление кастрюль-скороварок с регулируемым рабочим клапаном с настройкой на избыточное рабочее давление от 1,96х10 до 10,78х10
Па.
Плавкие вставки изготавливают из сплава с химическим составом: Pb - 43,5%, Bi - 56,5%. Температура плавления вставок должна быть равной 128°С.
4.19 Наружная поверхность посуды может быть травленой, полированной, крацованной, шлифованной, с анодно-оксидным покрытием, хромированной, никелированной, декорированной способом вибронакатывания или чеканки, нанесением орнамента, рисунка, художественной росписи или деколей, эматалированной, плакированной нержавеющей сталью, эмалированной силикатными эмалями, покрытой фторполимерным декоративным покрытием или лакокрасочными материалами.
Поверхность посуды, плакированной нержавеющей сталью, должна быть шлифованной или полированной.
Поверхность посуды после механической и химической обработки не должна иметь вмятин, трещин, плен, свищей, пузырей, острых кромок, гофр, местной волнистости, посторонних включений, пятен, штрихов, рисок, заусенцев, забоин, раковин, царапин, потертостей, темных и белесых налетов, потеков, недотравленных участков, следов обрабатывающих растворов.
На крацованной, полированной, шлифованной и травленой поверхности посуды допускаются малозаметные, не влияющие на товарный вид, риски, шероховатости, следы обработки, полосчатость.
Указанные дефекты не должны превышать норм, установленных к поверхности алюминиевых листов группы повышенной отделки по ГОСТ 21631.
Поверхность полированных корпусов и крышек посуды должна быть равномерно блестящей. Параметр шероховатости должен быть не более 0,16 мкм по ГОСТ 2789.
Поверхность посуды с анодно-оксидным покрытием должна быть от серебристого до светло-серого цвета; с эматалированным покрытием - от молочно-серого до темно-серого цвета, однородной и однотонной. Допускается окрашивание методом цветного анодирования.
Поверхность посуды с никелевым покрытием должна быть серебристо-белого цвета с желтоватым оттенком, а с никель-хромовым покрытием - серебристого цвета с голубоватым оттенком.
На декорированной посуде допускаются следующие отклонения по рисунку: нечеткость контура, мелкие волосные линии и разрывы.
Поверхность посуды с эмалевым силикатным покрытием должна быть равномерно блестящей по всей поверхности, без разрывов, прогаров, просветов металла и вскипов эмали. На эмалевом силикатном покрытии посуды не должно быть более двух видов отклонений, указанных в таблице 55.
Таблица 55 - Допустимые отклонения на эмалевом силикатном покрытии посуды
Наименование отклонения | Норма |
Булавочные уколы | Допускаются |
Кратеры, посторонние включения | Допускаются размером не более 1,5 мм в количестве не более 1 шт. |
Локальные утолщения эмали высотой до 0,5 мм | Допускаются размером не более 2,0 мм в количестве не более 1 шт. |
Углубления эмалевого силикатного покрытия на рисках глубиной до 0,5 мм и длиной до 5,0 мм | Допускаются в количестве не более 1 шт. |
Следы от инструмента на торце борта изделия с обнажением металла | Допускаются размером не более 2,0 мм в количестве не более 3 шт. |
Фторполимерное декоративное покрытие должно быть равномерным по всей поверхности, без пропусков, наплывов, подтеков, видимых трещин и пузырей.
Фторполимерное декоративное покрытие должно быть термостойким.
Поверхность посуды с лакокрасочным покрытием должна соответствовать II классу по ГОСТ 9.032.
Наружная поверхность посуды может быть полностью или частично, кроме дна, покрыта противопригорающим (антипригарным) покрытием.
Эмалевые силикатные, фторполимерные декоративные, лакокрасочные и противопригорающие (антипригарные) покрытия, нанесенные на всю наружную поверхность, должны быть стойкими к прямому контакту с пламенем огня для посуды, предназначенной для использования на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности посуды с пламенем огня.
Эмалевые силикатные, фторполимерные декоративные, лакокрасочные и противопригорающие (антипригарные) покрытия, нестойкие к прямому контакту с пламенем огня, допускается использовать на всей наружной поверхности для посуды, предназначенной для приготовления продуктов питания на плите, варочной поверхности или в духовке без прямого контакта с пламенем огня.
Эмалевые силикатные, фторполимерные декоративные, лакокрасочные и противопригорающие (антипригарные) покрытия, нестойкие к прямому контакту с пламенем огня, могут быть частично, кроме дна, нанесены на наружную поверхность для посуды, предназначенной для приготовления продуктов питания на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности посуды с пламенем огня.
Информация об ограничениях использования посуды с наружной поверхностью, полностью покрытой нестойким к действию открытого пламени эмалевым силикатным, фторполимерным декоративным, лакокрасочным и противопригорающим (антипригарным) покрытием, на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности с пламенем огня, должна быть доведена до потребителя.
На наружной поверхности дна в технологических углублениях и на выступах при декорировании должны быть только стойкие к прямому контакту с пламенем огня покрытия для посуды, предназначенной для использования на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности посуды с пламенем огня.
Допускаются на наружной поверхности дна в технологических углублениях и на выступах при декорировании нестойкие к прямому контакту с пламенем огня покрытия для посуды, предназначенной для использования на плите, варочной поверхности или в духовке без прямого контакта наружной поверхности посуды с пламенем огня.
Допускается сочетать разные виды покрытий и обработки наружных поверхностей корпусов и крышек посуды.
4.20 Внутренняя поверхность посуды должна быть травленой, крацованной, шлифованной, эматалированной, плакированной нержавеющей сталью, с анодно-оксидным покрытием или с противопригорающим (антипригарным) покрытием.
Допускается эмалирование силикатными эмалями внутренней поверхности крышек изделия. При исследовании крышек с эмалевым силикатным покрытием миграция бора в модельную среду, имитирующую пищевые продукты, не должна превышать 0,5 мг/дм.
Внутреннюю поверхность подносов допускается защищать лакокрасочным покрытием.
Качество поверхности посуды, за исключением поверхности, плакированной нержавеющей сталью и с противопригорающим (антипригарным) покрытием, должно соответствовать требованиям по 4.19.
На поверхности посуды, плакированной нержавеющей сталью, допускаются риски в местах переходов поверхностей глубиной не более 0,1 мм в количестве не более 5 шт., рябизна общей площадью не более 3% от всей плакированной поверхности, разрозненные черные точки глубиной не более 0,2 мм в количестве не более 2 шт.
На поверхности дна и радиусном переходе корпуса посуды с противопригорающим (антипригарным) покрытием любые дефекты не допускаются.
На поверхности посуды с противопригорающим (антипригарным) покрытием допускаются штрихи, риски глубиной не более 0,2 мм, длиной не более 3 мм в количестве не более 2 шт.
4.20.1 Противопригорающие (антипригарные) покрытия должны быть на основе полимеров, обладающих противопригорающими (антипригарными) свойствами и способных длительно сохранять комплекс эксплуатационных свойств.
Противопригорающие (антипригарные) покрытия могут быть с обычной и повышенной абразивной износоустойчивостью.
Противопригорающие (антипригарные) покрытия должны быть равномерно нанесены по всей поверхности посуды, без пропусков, наплывов и подтеков.
Противопригорающие (антипригарные) покрытия могут быть различной цветовой гаммы.
Поверхность посуды с противопригорающими (антипригарными) покрытиями должна быть однородной, сплошной, без трещин и пузырей.
4.20.2 На каждом изделии допускаются незначительные отклонения противопригорающего (антипригарного) покрытия в соответствии с таблицей 56.
Примечание - Под незначительными отклонениями противопригорающего (антипригарного) покрытия понимают отклонения, размеры и количество которых не оказывают существенного влияния на товарный вид изделий и не препятствуют использованию посуды по назначению.
Таблица 56 - Допустимые отклонения на противопригорающем (антипригарном) покрытии посуды
Наименование отклонения | Норма |
Включения | Допускаются незначительные |
Разнооттеночность | Допускается |
4.20.3 Прочность сцепления противопригорающих (антипригарных) покрытий с металлом должна соответствовать первому баллу по методу решетчатых надрезов в соответствии с таблицей 57.
Таблица 57 - Прочность сцепления противопригорающих (антипригарных) покрытий с металлом (адгезия к металлу)
Балл | Описание поверхности | Внешний вид |
1 | Нет отрыва покрытия ни в одном квадрате решетки |
|
2 | Имеются отрывы покрытия не более чем в двух квадратах решетки |
|
3 | Имеются отрывы покрытия более чем в двух квадратах решетки |
|



4.21 Поверхность металлической арматуры должна быть травленой, полированной или с защитно-декоративным покрытием.
4.22 Поверхность арматуры из полимерных материалов не должна иметь царапин, трещин, сколов, остатков грата, вздутий, усадочных раковин и инородных включений.
Допускаются на поверхности прессованной арматуры следы литника и выталкивателей с нелицевой стороны.
4.23 Поверхность арматуры из пиломатериалов должна быть без сучков, трещин, раковин и грибковых поражений, заболонной гнили, повреждений насекомыми. Поверхность должна быть шлифованной, покрытой лаком по ГОСТ 4976, ГОСТ 5470 или парафинированной по ГОСТ 23683.
Допускается покрытие арматуры другими лаками не ниже качеством. Покрытие должно быть ровным, без отслоений и непокрытых мест.
4.24 Посуда, имеющая крышки, пробки и другие принадлежности, должна поставляться комплектно. Комплектующие принадлежности к посуде одного типа и размера должны быть взаимозаменяемы.
Кастрюли-скороварки с высотой корпуса более 110 мм комплектуются одним вкладышем-решеткой и дополнительно, вкладышем-емкостью.
Кофейники должны иметь гейзер.
4.25 Толщина анодно-оксидного покрытия, в том числе эматалированного, на посуде должна быть от 6 до 15 мкм. Качество анодно-оксидного покрытия (внешний вид, степень наполнения, защитные свойства) - по ГОСТ 9.031. Для посуды, изготовленной из непрерывно-анодированной ленты, толщина и качество покрытия определяются сплошностью.
4.26 Толщина никелевого покрытия на посуде должна быть от 9 до 15 мкм или никель-хромового покрытия: никеля от 9 до 15 мкм, хрома до 1 мкм.
Прочность сцепления покрытия с основным металлом должна соответствовать ГОСТ 9.301.
4.27 Лакокрасочные покрытия на посуде должны иметь:
- толщину лакового покрытия не менее 5 мкм; эмалевого не менее 15 мкм на корпусах и не менее 10 мкм на крышках изделий;
- твердость не менее 0,5 условных единиц по ГОСТ 5233, твердость по карандашу не менее НВ*;
_______________
* В Российской Федерации действует ГОСТ Р 54586-2011 (ИСО 15184:1998) Материалы лакокрасочные. Метод определения твердости покрытия по карандашу.
- прочность сцепления с металлом (адгезия к металлу) не более 1 балла по ГОСТ 15140;
- прочность при ударе не менее 4,0 Дж;
- термостойкость не менее трех циклов испытаний (20-250-20)°С для изделий, применяемых с нагревом, за исключением чайников, и (20-200-20)°С для чайников, а для изделий, используемых без нагрева - выдерживать температуру до 80°С в течение 15 мин;
- стойкость к открытому пламени огня (при нанесении покрытия на части посуды, контактирующие с открытым огнем).
4.28 Эмалевое силикатное покрытие на посуде должно иметь:
- толщину не более 200 мкм;
- термостойкость не менее трех циклов испытаний (20-250-20)°С;
- ударную прочность не менее 0,2 Дж;
- коррозионную стойкость;
- стойкость к открытому пламени огня (при нанесении покрытия на части посуды, контактирующие с открытым огнем).
4.29 Противопригорающие (антипригарные) покрытия на посуде должны иметь:
- толщину не менее 20 мкм на корпусах, не менее 10 мкм на крышках;
- сплошность;
- прочность сцепления с металлом (адгезия к металлу);
- термостойкость;
- противопригорающие (антипригарные) свойства (неприлипаемость пищевых продуктов);
- абразивную износоустойчивость;
- эксплуатационные свойства;
- коррозионную стойкость;
- стойкость к открытому пламени огня (при нанесении покрытия на части посуды, контактирующие с открытым огнем).
Допускается толщина противопригорающего (антипригарного) покрытия на корпусах посуды не менее 15 мкм, если покрытие наносится методом валкового наката при условии выполнения требований по сплошности, прочности сцепления с металлом (адгезия к металлу), термостойкости, противопри-горающим (антипригарным) и эксплуатационным свойствам, коррозионной стойкости.
Абразивная износоустойчивость обычных противопригорающих (антипригарных) покрытий должна быть не менее 1500 циклов.
Допускается абразивная износоустойчивость обычных противопригорающих (антипригарных) покрытий, нанесенных на посуду методом валкового наката, не менее 250 циклов.
Противопригорающие (антипригарные) покрытия с повышенной абразивной износоустойчивостью должны выдерживать не менее 3000 циклов.
Допускается абразивная износоустойчивость противопригорающих (антипригарных) покрытий с повышенной абразивной износоустойчивостью, нанесенных на посуду методом валкового наката, не менее 2500 циклов.
Противопригорающие (антипригарные) покрытия должны быть термостойкими.
Противопригорающие (антипригарные) покрытия на основе кремнийорганических полимеров должны быть ударопрочными. После испытания на ударопрочность на покрытии не должно быть сколов, отслаиваний и растрескиваний.
4.30 Плакирующее покрытие на посуде должно:
- обеспечить сохранность формы изделия при нагреве до температуры 232°С;
- не иметь отслоений покрытия после пяти циклов испытаний (20-232-20)°С;
- иметь коррозионную стойкость.
4.31 Фторполимерное декоративное покрытие на посуде должно иметь:
- толщину не менее 15 мкм;
- прочность сцепления с металлом (адгезию к металлу);
- термостойкость;
- стойкость к открытому пламени огня (при нанесении покрытия на части посуды, контактирующие с открытым огнем).
4.32 Посуда из алюминия с травленой, крацованной и шлифованной внутренней поверхностью, предназначенная для контакта с пищевыми продуктами, не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих: алюминий - 0,5 мг/дм, медь - 1,0 мг/дм
, цинк - 1,0 мг/дм
, кремний - 10,0 мг/дм
, марганец - 0,1 мг/дм
, титан - 0,1 мг/дм
, железо - 0,3 мг/дм
, ванадий - 0,1 мг/дм
.
Посуда из алюминия с травленой, крацованной и шлифованной внутренней поверхностью, в том числе с противопригорающим (антипригарным) покрытием, предназначенная для приготовления пищи для детей и подростков в соответствие с требованиями [1], не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих: титан - 0,1 мг/дм, железо - 0,3 мг/дм
, хром - 0,1 мг/дм
, алюминий - не допускается, фтор-ион (суммарно) - не допускается для изделий с противопригорающим (антипригарным) покрытием.
4.33 Посуда из алюминия с плакированной нержавеющей сталью внутренней поверхностью, предназначенная для контакта с пищевыми продуктами, не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих: железо - 0,3 мг/дм, марганец - 0,1 мг/дм
, хром - 0,1 мг/дм
, никель - 0,1 мг/дм
.
Посуда с плакированной нержавеющей сталью поверхностью, предназначенная для приготовления пищи для детей и подростков в соответствие с требованиями [1], не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих: алюминий и свинец - не допускается, медь - 1,0 мг/дм, цинк - 1,0 мг/дм
, железо - 0,3 мг/дм
, никель - 0,1 мг/дм
и хром - 0,1 мг/дм
.
4.34 Посуда с противопригорающим (антипригарным) фторполимерным покрытием внутренней поверхности не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, фтор-ион (суммарно) в количестве, превышающем 0,5 мг/дм.
5 Правила приемки
5.1 Посуду принимают партиями. При приемке посуды изготовителем партией считают количество изделий одного типоразмера и вида обработки или покрытия наружной и внутренней поверхностей, изготовленное за смену при неизменном технологическом режиме.
При приемке посуды покупателем партией считают количество посуды, одновременно отправляемое покупателю по сопроводительным документам (транспортная накладная) и сопровождаемое декларацией о соответствии, подтверждающей соответствие посуды установленным требованиям настоящего стандарта и зарегистрированной государственным органом по сертификации.
5.2 Для проверки соответствия посуды требованиям настоящего стандарта изготовитель проводит приемо-сдаточные, периодические и типовые испытания.
Отбор образцов посуды для испытаний проводят методом случайной выборки.
5.3 При проведении приемо-сдаточных испытаний проверяют:
- тип посуды, внешний вид, комплектность, качество сборки и отделки посуды, тип ручки, маркировку, информацию об изделии, а для кастрюль-скороварок дополнительно прочность корпусов, крышек и срабатывание рабочих клапанов и предохранительных устройств (без тепловых вставок) - 100% изделий;
- прочность крепления арматуры к корпусу, размеры (вместимость), легкость вращения подвижной арматуры, качество установки крышек, форму дна изделий, блеск полированной поверхности, качество покрытий в части толщины, степени наполнения анодно-окисных покрытий и сплошности пленки при непрерывном анодировании, прочности сцепления никелевых, никель-хромовых, противопригорающих (антипригарных), фторполимерных декоративных и лакокрасочных покрытий, сплошность (отсутствие микротрещин) противопригорающих (антипригарных) покрытий, коррозионную стойкость эмалевых силикатных покрытий - 0,1% изделий от партии, но не менее 3 шт.;
- отсутствие течи - 0,1% изделий от партии, но не менее 5 шт.
5.4 Периодические испытания посуды проводят на партии изделий, прошедшей приемо-сдаточные испытания.
При периодических испытаниях проверяют:
- жесткость корпусов, вместимость, прочность сцепления теплораспределительного слоя с дном изделия, теплостойкость пластмассовых ручек - не реже одного раза в квартал на 0,1% изделий от партии, но не менее 3 шт;
- выделение в модельные среды из посуды вредных для здоровья химических веществ, защитные свойства анодно-оксидных покрытий, качество покрытий в части коррозионной стойкости и сохранности формы изделий с плакирующим покрытием, прочность сцепления и термостойкость фторполимерного декоративного покрытия, термостойкость и противопригорающие свойства (неприлипаемость пищевых продуктов) противопригорающего (антипригарного) покрытия, ударопрочность противопригорающего (антипригарного) покрытия на основе кремнийорганических полимеров - не реже одного раза в квартал на 0,1% изделий от партии, но не менее 3 шт.;
- ударную прочность и термостойкость эмалевых силикатных покрытий, термостойкость лакокрасочных покрытий - не реже одного раза в квартал на двух образцах, изготовленных одновременно с партией изделий;
- твердость и ударную прочность лакокрасочных покрытий - не реже одного раза в 6 мес на двух образцах, изготовленных одновременно с партией изделий.
При получении неудовлетворительных результатов хотя бы по одному из показателей проверка должна быть переведена в приемо-сдаточные испытания для получения положительных результатов подряд на трех партиях изделий.
5.5 Типовые испытания проводят на соответствие показателей требованиям настоящего стандарта при постановке продукции на производство, при применении новых видов материалов, при изменении технологии производства.
При проведении типовых испытаний проверяют показатели, входящие в приемо-сдаточные и периодические испытания.
Дополнительно проверяют эксплуатационные свойства, абразивную износоустойчивость и коррозионную стойкость противопригорающего (антипригарного) покрытия, а также, стойкость к открытому пламени огня покрытия, нанесенного на всю наружную поверхность.
Изделия для испытаний отбирают от партии не менее 10 шт.
5.6 Покупатель проверяет посуду на соответствие требованиям настоящего стандарта на 2% изделий от каждой партии, но не менее 5 шт. от каждого типоразмера.
При получении неудовлетворительных результатов проверки хотя бы по одному из показателей настоящего стандарта проводят повторную проверку на удвоенном количестве изделий, взятых от той же партии. Результаты повторной проверки распространяются на всю партию.
6 Методы испытаний
6.1 Внешний вид, качество сборки и отделки посуды, а также комплектность изготовления проверяют визуально путем сравнения с образцом-эталоном в помещении с освещенностью не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
6.2 Вместимость посуды проверяют наполнением ее водой комнатной температуры с помощью мерной посуды по ГОСТ 1770 или другой калиброванной емкости.
Допускается проверять вместимость посуды наполнением ее водой комнатной температуры на платформенных весах не ниже III класса точности*.
_______________
* В Российской Федерации действует ГОСТ Р 53228-2008 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания.
Допускается изменение вместимости в пределах отклонений на линейные размеры.
Вместимость бидона определяется наполнением до цилиндрической части горловины.
6.3 Размеры посуды, отклонения и зазоры проверяют универсальными измерительными инструментами по ГОСТ 427, ГОСТ 166, универсальным щупом или специальными шаблонами.
6.3.1 Плоскостность дна проверяют установкой изделия на поверочную плиту по ГОСТ 10905. Изделие должно плотно прилегать к поверочной плите и обеспечивать устойчивость изделия на горизонтальной поверхности.
6.3.2 Вогнутость дна посуды проверяют универсальным щупом, помещенным между поверочной линейкой и дном посуды по центру изделия.
6.4 Прочность сцепления теплораспределительного слоя с дном изделия проверяют путем последовательного нагрева и охлаждения посуды не менее 50 раз. Посуду нагревают на электроплитке в сухом состоянии до температуры (200±5)°С, затем заполняют на 1/5 вместимости водой температурой (15±5)°С. После этого посуду снимают с электроплитки и резким погружением в емкость с холодной водой охлаждают до температуры (20±5)°С.
Перед каждым процессом нагревания посуды электроплитка должна быть охлаждена.
Оценка результата
После 50 циклов испытаний не должно быть видимых изменений поверхности теплораспределительного слоя и зоны его сцепления с дном изделия.
6.5 Отсутствие течи посуды проверяют наполнением изделия водой до основания борта, после выдержки в течение 10 мин на изделиях не должно быть следов воды. Температура воды должна быть не ниже температуры окружающей среды.
Допускаются другие способы проверки отсутствия течи посуды, не портящие товарный вид, отвечающие санитарным требованиям и обеспечивающие качество испытания.
6.6 Прочность крепления и жесткость арматуры посуды с одной ручкой проверяют, нагружая ручку на расстоянии не более 30 мм от свободного конца массой, равной массе воды эквивалентной удвоенной вместимости.
Прочность крепления и жесткость арматуры посуды с двумя ручками, а также с двумя ушками и дужкой проверяют путем нагружения изделия массой, равной массе воды, эквивалентной удвоенной вместимости, и легким встряхиванием ее с грузом. В результате проверки не должно быть остаточной деформации, ослабления крепления арматуры к посуде.
Прочность крепления и жесткость арматуры посуды с двумя ручками, а также с двумя ушками и дужкой вместимостью более 8 л проверяют путем нагружения изделия массой, равной массе воды, эквивалентной удвоенной вместимости, и однократным поднятием ее с грузом. Допускается проводить испытание путем однократного нагружения посуды закрепленной с опорой на ручки (ушки, дужки), грузом, равной массе воды, эквивалентной удвоенной вместимости. В результате проверки не должно быть остаточной деформации, ослабления крепления арматуры к посуде.
Надежность соединения съемной ручки с корпусом проверяют поворотом изделия за ручку относительно оси симметрии ручки на угол 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды. Для плоских изделий масса груза должна в два раза превышать собственную массу изделия. При этом не должно происходить саморазъединения корпуса с ручкой.
6.7 Теплостойкость ручек из аминопластов и пластических масс (пластмасс), а также пластмассовые детали ручек проверяют, устанавливая изделие с ручкой в предварительно нагретый до температуры (150±5)°С сушильный шкаф и выдерживая в нем в течение 60 мин. Поверхность ручек после испытания не должна иметь трещин, вздутий, сколов, деформации и других видимых изменений.
6.8 Жесткость корпусов посуды проверяют поднятием ее с грузом, масса которого равна массе воды эквивалентной удвоенной вместимости. В результате проверки не должно быть остаточной деформации.
6.9 При испытании кастрюль-скороварок на выдерживание избыточного давления изделия считают годными, если корпус в сборе с крышкой выдерживает избыточное давление не менее 18,64х10 Па, а для скороварок типа "струбцина-винт" - 16,66х10
Па.
Для скороварок типа "струбцина-винт" допускается раздельное испытание корпуса и крышки при условии полной имитации совместного испытания.
Рабочий нерегулируемый клапан должен срабатывать при избыточном давлении от 9,8х10
![]() Па.
Па.
Рабочий регулируемый клапан должен срабатывать при избыточном давлении от 1,96х10 Па до 10,78х10
Па.
Предохранительное устройство (без тепловых вставок) должно срабатывать при избыточном давлении свыше 13,72х10 Па, но не более 15,68х10
Па.
Плавкие вставки проверяют путем расплавления их при температуре 128°С в количестве, определяемом изготовителем, но не менее 3 шт. от плавки.
6.10 Избыточное давление кастрюль-скороварок проверяют манометром по ГОСТ 2405, соединенным с отверстием предохранительного устройства или рабочего клапана.
6.11 Качество установки крышек проверяют опробованием на изделии.
6.12 Блеск полированной поверхности проверяют путем сравнения с образцом-эталоном.
При разногласиях шероховатость полированной поверхности проверяют профилометром по ГОСТ 19300.
6.13 Испытание анодно-оксидных покрытий
6.13.1 Толщину покрытия проверяют по ГОСТ 9.302 на изделиях или образцах, изготовленных одновременно с партией изделий. При испытании методом вихревых токов проверку толщины покрытия проводят на плоских поверхностях изделий или образцов.
6.13.2 Степень наполнения и защитные свойства покрытий - по ГОСТ 9.031.
6.13.3 Сплошность анодно-оксидных пленок, полученных при анодировании ленты на непрерывных линиях, определяют путем воздействия кислым раствором, содержащим сернокислую медь.
Медь осаждается в местах нарушения сплошности.
Аппаратура и материалы:
Микроскоп металлографический;
Весы аналитические;
Посуда мерная лабораторная по ГОСТ 25336;
Палочки стеклянные или пипетка;
Медь сернокислая по ГОСТ 4165;
Кислота лимонная по ГОСТ 3652;
Кислота соляная по ГОСТ 3118, х.ч., концентрированная, массовая доля соляной кислоты (HCI) от 35% до 38%;
Вода дистиллированная по ГОСТ 6709.
Состав раствора:
Медь сернокислая - 100 г;
Кислота лимонная - 50 г;
Кислота соляная - 0,5 см;
Вода дистиллированная - до 1000 см.
Раствор наносят на поверхность и наблюдают под микроскопом.
Оценка результата
Выделение меди не должно наблюдаться при выдержке до 20 с.
6.14 Испытание никелевого и никель-хромового покрытия
6.14.1 Толщину покрытия проверяют по ГОСТ 9.302.
6.14.2 Прочность сцепления покрытия с основным металлом проверяют методом по ГОСТ 9.302.
6.15 Испытание лакокрасочных покрытий
6.15.1 Твердость покрытия проверяют по ГОСТ 5233, по маятниковому прибору с использованием подложки из алюминиевых сплавов.
Допускается для гладких лакокрасочных покрытий определение твердости покрытия по карандашу, используя для проведения теста карандаши со степенью твердости не ниже НВ.
6.15.2 Прочность сцепления покрытия проверяют по ГОСТ 15140 методом решетчатых надрезов.
6.15.3 Прочность при ударе проверяют по ГОСТ 4765.
6.15.4 Термостойкость лакокрасочных покрытий на посуде, применяемой для тепловой обработки пищевых продуктов, определяют на образцах, толщина которых соответствует толщине стенки изделия и изготовленных одновременно с производственной партией изделий, или на изделиях.
Аппаратура:
Сушильный шкаф;
Секундомер;
Пинцет медицинский по ГОСТ 21241.
Испытуемые образцы выдерживают в течение 10 мин в сушильном шкафу, предварительно нагретом до 250°С и 200°С (для чайников). Затем пинцетом образцы извлекают из шкафа, охлаждают на воздухе до 20°С и проводят осмотр внешнего вида путем сравнения с контрольным образцом, который не подвергался нагреву. Цикл повторяют три раза.
Оценка результата
Покрытие должно по внешнему виду соответствовать контрольному образцу.
6.15.4.1 Термостойкость лакокрасочных покрытий на посуде, за исключением посуды, применяемой для тепловой обработки пищевых продуктов, проверяют на готовом изделии.
Проведение испытаний
Изделие с лакокрасочным наружным покрытием наполняют горячей водой, нагретой до температуры (80±5)°С, и выдерживают 15 мин. После этого воду сливают и осматривают покрытие на изделии.
Оценка результата
Покрытие считается качественным, если оно по внешнему виду соответствует первоначальному.
6.15.5 Толщину покрытия проверяют методом вихревых токов по ГОСТ 9.302 на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
6.15.6 Стойкость к открытому пламени огня и методы испытаний задают производители окрасочного материала.
6.16 Испытание силикатных эмалевых покрытий
6.16.1 Толщину покрытия проверяют методом вихревых токов по ГОСТ 9.302 на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
6.16.2 Ударную прочность силикатного эмалевого покрытия проверяют путем воздействия на образец свободно падающего шарика, с работой удара не менее 0,2 Дж.
Аппаратура, материалы, методика проведения испытания и оценка результата - в соответствии с 6.17.8
6.16.3 Термостойкость силикатного покрытия определяют на изделиях (корпусе или крышке) или на эмалированных (с одной стороны) образцах размером 100x100 мм (толщина образцов соответствует толщине стенки изделия), изготовленных одновременно с производственной партией изделий.
Аппаратура и материалы:
Сушильный шкаф или муфельная печь;
Секундомер;
Пинцет медицинский по ГОСТ 21241;
Емкость металлическая, обеспечивающая полное погружение изделия или образца в воду;
Чернила;
Вата гигроскопическая по ГОСТ 5556;
Ткань хлопчатобумажная по ГОСТ 29298.
Проведение испытаний
Испытуемые образцы выдерживают в течение 20 мин в сушильном шкафу или муфельной печи, предварительно нагретой до 250°С. Затем пинцетом извлекают образцы из печи, быстро погружают в емкость с холодной водой от 20°С до 25°С и выдерживают их там до охлаждения.
После охлаждения с образцов удаляют воду и насухо вытирают. Цикл повторяют не менее трех раз. Затем на эмалевую поверхность образца ватным тампоном наносят тонкий слой чернил. После трехминутной выдержки испытуемую поверхность образцов промывают проточной водой в течение 30 с, насухо вытирают и проверяют состояние эмалевого покрытия.
Оценка результата
После испытания на поверхности образцов не должно быть трещин и отколов эмали.
6.16.4 Коррозионную стойкость силикатного эмалевого покрытия на наружной поверхности изделия проверяют по ГОСТ 24788, на внутренней поверхности - по ГОСТ 24788 методом испытания коррозионной стойкости наружного эмалевого покрытия с дополнением: "Проверку осуществляют воздействием раствора лимонной кислоты по ГОСТ 3652 с массовой долей 10%, температурой (20±2)°С в течение (120±5) с".
Оценка результата
После испытания на внутренней и наружной поверхности эмалевого силикатного покрытия не должно оставаться матового пятна.
6.16.5 Содержание алюминия, свинца, меди, цинка, кремния, марганца, титана, железа, ванадия, бора, никеля, хрома и фтор-иона (суммарно) в вытяжках контролируют по методическим материалам, утвержденным государственными органами и учреждениями санитарно-эпидемиологического надзора.
Допускается при анализе вытяжек применять другие методы, не уступающие указанным выше по чувствительности и точности анализа.
6.16.6 Стойкость к открытому пламени огня и методы испытаний задают производители окрасочного материала.
6.17 Испытание противопригорающих (антипригарных) покрытий
6.17.1 Внешний вид противопригорающих покрытий проверяют визуально, осматривая покрытие невооруженным глазом.
Поверхность противопригорающего (антипригарного) покрытия должна быть однородной, без вздутий и повреждений.
На каждом изделии допускаются незначительные отклонения противопригорающего (антипригарного) покрытия в соответствии с 4.20.2, таблицей 56.
6.17.2 Толщина противопригорающих (антипригарных) покрытий
Толщину покрытия проверяют методом вихревых токов по ГОСТ 9.302 на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
6.17.3 Сплошность противопригорающих (антипригарных) покрытий на основе фторопластовых и кремнийорганических полимеров определяют под оптическим микроскопом при 20-кратном увеличении.
Покрытие должно быть однородным, не иметь пузырей и трещин.
Наличие микротрещин на поверхности покрытия не допускается.
6.17.4 Прочность сцепления противопригорающих (антипригарных) покрытий с металлом (адгезия к металлу) определяют методом решетчатых надрезов.
На покрытие наносят решетку с единичным квадратом размером 2x2 мм.
Прочность сцепления противопригорающих (антипригарных) покрытий должна соответствовать первому баллу по методу решетчатых надрезов в соответствии с 4.20.3, таблицей 57.
На всех контролируемых участках поверхности с противопригорающим (антипригарным) покрытием не должно быть отрыва покрытия ни в одном квадрате решетки.
Аппаратура и материалы:
Инструмент режущий по ГОСТ 31149;
Лента липкая бесцветная шириной 25 мм с адгезионной прочностью от 2,4 до 4,0 Н/см по ГОСТ 31149;
Шаблон для нанесения решетчатых надрезов;
Термометр инфракрасный;
Ванна с кипящей водой;
Секундомер;
Вода питьевая водопроводная.
Проведение испытания
Перед тестированием изделие кипятят в воде в течение 15 мин. После обработки кипящей водой изделие охлаждают (не следует охлаждать принудительно) до комнатной температуры (25±5)°С и вытирают насухо.
На испытуемом участке поверхности с противопригорающим (антипригарным) покрытием режущим инструментом по шаблону делают не менее 10 параллельных надрезов до металла длиной не менее 20 мм на расстоянии 2 мм друг от друга. Режущий инструмент следует держать перпендикулярно к испытуемой поверхности. Аналогичным образом делают надрезы в перпендикулярном направлении. В результате на покрытии образуется решетка из квадратов одинакового размера.
Проводят контроль не менее двух участков покрытия на изделиях, диаметр которых составляет 240 мм и более.
На изделиях, диаметр которых составляет менее 240 мм, проводят контроль одного участка покрытия по центру.
На испытуемую поверхность параллельно одному из направлений надрезов накладывают полоску липкой ленты и плотно прижимают, оставив один конец свободным. Цвет покрытия, видимый через ленту, является показателем полного и плотного контакта ленты с покрытием. Затем быстрым движением ленту отрывают от покрытия. Аналогичным образом повторяют процедуру в перпендикулярном направлении.
Повторяют процедуру 10 раз, каждый раз меняя направление рывка и накладывая свежую полоску липкой ленты.
Перед испытанием проверяют режущую кромку и поддерживают ее в рабочем состоянии с помощью заточки или замены инструмента.
6.17.5 Термостойкость противопригорающих (антипригарных) покрытий проверяют нагревом изделия с маслом до температуры (205±5)°С в течение 3 ч и последующим охлаждением на воздухе до температуры (20±2)°С.
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Термометр инфракрасный;
Масло подсолнечное рафинированное;
Инструмент режущий по ГОСТ 31149;
Лента липкая бесцветная шириной 25 мм с адгезионной прочностью от 2,4 до 4,0 Н/см по ГОСТ 31149;
Шаблон для нанесения решетчатых надрезов.
Проведение испытания
Изделие с противопригорающим покрытием заполняют на 2/3 вместимости подсолнечным маслом и нагревают на электрической плитке до температуры (205±5)°С. Температуру масла в изделии поддерживают в течение 3 ч. Контроль температуры проводят инфракрасным термометром. Затем масло сливают и изделие охлаждают на воздухе до температуры (20±2)°С. После этого внутреннюю поверхность изделия тщательно промывают теплой водой с мылом и выдерживают в течение 2 ч при температуре (20±2)°С. Проводят визуальный осмотр внешнего вида покрытия и определяют прочность сцепления покрытия с металлом методом решетчатого надреза.
Оценка результата
После испытания должен сохраниться первоначальный внешний вид и прочность сцепления покрытия с металлом.
Не допускаются изменения окраски, вздутия, пузыри, отслоения покрытия.
Прочность сцепления противопригорающих (антипригарных) покрытий с металлом (адгезия к металлу) должна соответствовать первому баллу в соответствии с 4.20.3, таблицей 57.
6.17.6 Противопригорающие (антипригарные) свойства покрытий (неприлипаемость пищевых продуктов)
Следует считать, что покрытие обладает противопригорающими (антипригарными) свойствами при условии положительных результатов в трех тестах.
Тесты проводят на одном изделии друг за другом. Перед новым тестом изделие должно быть вымыто с применением моющего средства и вытерто насухо.
6.17.6.1 Тест "Яичница"
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Масло растительное рафинированное;
Яйцо куриное;
Шпатель пластиковый или деревянный;
Термометр инфракрасный;
Секундомер;
Вода питьевая водопроводная.
Проведение испытания
Смазывают тестируемую поверхность изделия растительным маслом, затем промывают изделие водой с моющим средством и вытирают насухо. Нагревают изделие до (160±10)°С. Температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия. Разбивают яйцо и равномерно распределяют его шпателем по всей тестируемой поверхности. Жарят от 8 до 9 мин, не добавляя дополнительно масло или жир.
Оценка результата
Яйцо должно удалиться с тестируемой поверхности полностью без прилипания остатков или при легком покачивании изделия, или при легком поднятии краев яйца.
6.17.6.2 Тест "Удаление обуглившегося молока"
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Термометр инфракрасный;
Молоко жирностью (3,5±0,5)%;
Вода питьевая водопроводная;
Губка мягкая для мытья посуды.
Проведение испытания
Нагревают тестируемое изделие до (165±15)°С. Температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия. Заливают молоко по всей тестируемой поверхности и продолжают нагрев до обугливания (темно-коричневое окрашивание). Затем изделие с подгоревшим молоком подставляют под струю воды. Молочная обугленная пленка должна полностью сняться под действием струи воды.
В случае если молочная обугленная пленка не удаляется под действием струи воды, остатки удаляют мягкой губкой для мытья посуды.
Оценка результата
Покрытие считают качественным, если обугленное молоко легко удаляется с поверхности изделия.
6.17.6.3 Тест "Блины"
Состав теста:
500 г пшеничной муки;
5 куриных яиц;
1,65 л молока (3,5±0,5)% жирности;
1,5 г соли (нейодированной).
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Термометр инфракрасный;
Секундомер;
Шпатель пластиковый или деревянный.
Проведение испытания
Смешивают ингредиенты и замешивают однородное тесто. Оставляют на 30 мин (тесто, приготовленное более 8 ч назад, не используют). Тестируемое изделие нагревают до (205±5)°С (температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия). Выдерживают 5 мин. Выливают тесто из расчета от 60-70 г на один блин и равномерно распределяют по всей тестируемой поверхности. Выпекают блин с одной стороны, не переворачивая при (205±5)°С в течение 7 мин. Снимают сковороду с плиты.
Оценка результата
Возможные результаты:
а) после покачивания изделия блин выпадает из изделия, следы прилипания блина к тестируемой поверхности отсутствуют;
б) после легкого поднятия лопаткой краев блина блин снимают с тестируемой поверхности без прилипания;
в) снимают блин, не оставив кусков теста на тестируемой поверхности, только с помощью шпателя;
г) блин с трудом удаляют шпателем с тестируемой поверхности. Остаются крупные следы теста;
д) блин нельзя удалить шпателем с тестируемой поверхности.
Тест имеет положительный результат, если он соответствует требованиям, перечисленным в подпунктах а)-в).
Следует подтвердить результат выпеканием всей массы теста, но не менее 15 блинов.
Положительный результат каждый раз подтверждают.
6.17.7 Абразивная износоустойчивость противопригорающего (антипригарного) покрытия
Абразивную износоустойчивость покрытия проверяют на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
Аппаратура и материалы:
Аппарат для проверки абразивной износоустойчивости. Механизм аппарата обеспечивает возвратно-поступательный ход прижимной лапки от 100 до 150 мм со скоростью от 6 до 9 м/мин. На прижимной лапке закреплен груз массой 1,5 кг;
Губка абразивная Scotch-Brite™ зернистостью A VFN (где А - оксид алюминия; VFN - очень тонкое зерно), размеры: ширина - от 25 до 30 мм, длина - от 75 до 80 мм или аналогичная;
Средство моющее для посуды с рН 8-11;
Вода питьевая водопроводная;
Полотенце хлопчатобумажное.
Проведение испытания
Приготавливают 3%-ный раствор моющего средства.
Тестируемое изделие с противопригорающим (антипригарным) покрытием устанавливают в зажимный механизм аппарата. Внутрь изделия заливают от 50 до 100 мл раствора моющего средства. Дно изделия должно быть полностью закрыто раствором. На прижимную лапку аппарата закрепляют абразивную губку. Включают аппарат и начинают процесс истирания поверхности. Возвратно-поступательный ход прижимной лапки с закрепленной абразивной губкой должен быть от 100 до 150 мм в зависимости от размера тестируемой поверхности. Абразивная губка делает 250 циклов возвратно-поступательных движений и процесс истирания прерывают. После остановки аппарата абразивную губку необходимо перевернуть на обратную сторону и заново закрепить в прижимной лапке. Включают аппарат и продолжают процесс истирания поверхности с противопригорающим (антипригарным) покрытием. После процесса истирания следующих 250 циклов абразивную губку необходимо заменить на новую. В течение всего процесса истирания следует следить, чтобы раствор моющего средства всегда присутствовал внутри изделия. Под одним циклом истирания следует понимать одно возвратно-поступательное движение прижимной лапки с закрепленной абразивной губкой. Процесс истирания противопригорающего (антипригарного) покрытия проводят до достижения необходимого количества циклов, требуемого для испытуемого покрытия в соответствии с 4.29. Процесс истирания прекращают. Тестируемое изделие извлекают из зажимного механизма аппарата, смывают водой моющее средство с тестируемой поверхности, поверхность насухо вытирают полотенцем. Износ противопригорающего (антипригарного) покрытия оценивают визуально. Появление на тестируемой поверхности металлического блеска материала корпуса свидетельствует об износе противопригорающего (антипригарного) покрытия.
Оценка результата
Отсутствие металлического блеска - противопригорающее (антипригарное) покрытие выдержало испытание на абразивную износоустойчивость, наличие металлического блеска - противопригорающее (антипригарное) покрытие не выдержало испытание на абразивную износоустойчивость.
6.17.8 Ударопрочность противопригорающих (антипригарных) покрытий на основе кремнийорга-нических полимеров проверяют путем воздействия на образец удара свободно падающего шарика силой не менее 0,2 Дж.
Аппаратура и материалы:
Шарик стальной массой от 55 до 60 г;
Кольцо стальное наружным диаметром 60 мм, внутренним диаметром 50 мм, с закругленными кромками радиусом 1 мм;
Линейка по ГОСТ 17435.
Проведение испытания
При проведении испытаний используют плоские образцы с односторонним покрытием размером 100x100 мм (толщина образца соответствует толщине дна или боковой стенки корпуса изделия), изготовленные одновременно с производственной партией изделий, или плоские поверхности посуды.
Испытуемый образец или изделие устанавливают на стальное кольцо покрытием вверх. Затем проводят удар свободно падающим стальным шариком массой от 55 до 60 г с высоты от 330 до 350 мм, придерживая изделие на кольце. Испытание проводят в двух точках, расположенных на расстоянии не менее 40 мм одна от другой.
Оценка результата
После испытания не должно быть отколов, отслаиваний и растрескиваний покрытия.
6.17.9 Проверка эксплуатационных свойств противопригорающего (антипригарного) покрытия
При проверке эксплуатационных свойств противопригорающего (антипригарного) покрытия проводят ускоренные испытания покрытия с нагрузкой, которая имитирует процесс эксплуатации.
6.17.9.1 Требования
Для испытаний берут два изделия от одной партии.
Первое изделие подвергают испытаниям в объеме тестов 1)-15).
Тесты 1)-15) проводят в указанной последовательности друг за другом.
На втором изделии проверяют абразивную износоустойчивость покрытия, тест 16.
6.17.9.2 Перечень шестнадцати тестов для оценки качества и эксплуатационных свойств покрытия:
1) Тест на внешний вид;
2) Тест на сплошность покрытия:
- сплошность покрытия (микроскоп) и ударопрочность покрытия
Примечание - Только для противопригорающих (антипригарных) покрытий на основе кремнийорганических полимеров;
- сплошность покрытия (микроскоп)
Примечание - Только для противопригорающих (антипригарных) покрытий на основе фторопластовых полимеров;
3) Тест на прочность сцепления (адгезия к металлу) - контроль первого участка покрытия;
4) Тест "Яичница";
5) Тест "Удаление обуглившегося молока";
6) Сахарный тест;
7) Тест с поваренной солью;
8) Тест с томатной пастой;
9) Тест "уксус-масло";
10) Тест на термостойкость;
11) Тест на устойчивость к моющим средствам;
12) Тест на закаливание;
13) Тест на прочность сцепления (адгезия к металлу) - контроль второго участка покрытия
Примечание - Только для изделий, диаметр которых составляет 240 мм и более;
14) Тест на прочность сцепления (адгезия к металлу) - повторный контроль первого участка покрытия;
15) Тест "Блины"
16) Тест на абразивную износоустойчивость покрытия.
6.17.9.3 Методика испытаний и критерии оценки
1) Тест на внешний вид покрытия - в соответствии с 6.17.1;
2) Тест на сплошность покрытия:
- в соответствии с 6.17.3 и 6.17.8,
- в соответствии с 6.17.3;
3) Тест на прочность сцепления (адгезия к металлу) - контроль первого участка покрытия.
Аппаратура и материалы, методика испытания и оценка результата - в соответствии с 6.17.4.
4) Тест "Яичница" - в соответствии с 6.17.6.1.
5) Тест "Удаление обуглившегося молока" - в соответствии с 6.17.6.2.
6) Сахарный тест
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Термометр инфракрасный;
Сахар;
Вода питьевая водопроводная.
Проведение испытания
На разогретую до (160±10)°С поверхность изделия (температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия) насыпают (12±3) г сахарного песка, распределяют по тестируемой поверхности. Нагревают сахар до полного плавления и приобретения темно-коричневой окраски. Заливают в изделие от 100 до 200 г воды, температурой (22±2)°С (в зависимости от размера изделия) и кипятят до полного растворения сахара. По окончании кипячения раствор выливают и проводят оценку результатов тестирования.
Оценка результата
Не должно быть изменения цвета покрытия и пригара сахара на поверхности.
Допускается на посуде со светлым покрытием появление светло-коричневых оттенков на дне.
7) Тест с поваренной солью
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
5%-ный NaCI (соль нейодированная);
Крышка для посуды;
Секундомер;
Вода питьевая водопроводная.
Проведение испытания
Тестируемое изделие заливают на ![]() высоты стенки раствором 5%-ного NaCI. Изделие закрывают крышкой и помещают на электрическую плитку. Кипятят раствор (не допуская сильного кипения) в течение 3 ч, поддерживая первоначальный уровень (отсчет времени начинают с момента начала закипания раствора). Потери на испарение восполняют, доливая воду.
высоты стенки раствором 5%-ного NaCI. Изделие закрывают крышкой и помещают на электрическую плитку. Кипятят раствор (не допуская сильного кипения) в течение 3 ч, поддерживая первоначальный уровень (отсчет времени начинают с момента начала закипания раствора). Потери на испарение восполняют, доливая воду.
Допускается колебание уровня воды в пределах 15 мм.
Оценка результата
Смывают остатки соли и накипи. Осматривают образец на отсутствие следов коррозии, вздутий, пузырей.
8) Тест с томатной пастой
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Секундомер;
Соль NaCI (нейодированная);
Паста томатная;
Средство моющее для посуды с рН 8-11;
Вода питьевая водопроводная.
Проведение испытания
Разводят томатную пасту с водой в соотношении 1:1 и добавляют от 10 до 15 г соли на 1 л смеси. Полученную смесь заливают в тестируемое изделие. Изделие помещают на электрическую плитку. Смесь кипятят в течение 1 ч (не допуская сильного кипения), добавляя воду для возмещения потерь на испарение (отсчет времени начинают с момента начала закипания раствора). После испытаний промывают моющим средством для посуды.
Оценка результата
Осматривают изделие. Не допускается изменение окраски и наличие вздутий, пузырей, следов коррозии.
Допускается на посуде со светлым покрытием появление светло-оранжевого оттенка по уровню жидкости.
9) Тест "уксус-масло"
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Секундомер;
Средство моющее для посуды с рН 8-11;
Вода питьевая водопроводная.
Готовят смесь:
700 г воды;
200 г столового 9%-ного уксуса;
100 г растительного рафинированного масла;
50 г NaCI (соль нейодированная).
Проведение испытания
Заливают смесь в тестируемое изделие не менее чем на ![]() высоты стенки. Изделие помещают на электрическую плитку. Кипятят в течение 1 ч ±5 мин (не допуская сильного кипения). Отсчет времени начинают с момента начала закипания раствора. Добавляют воду для возмещения потерь на испарение. После испытаний промывают моющим средством для посуды.
высоты стенки. Изделие помещают на электрическую плитку. Кипятят в течение 1 ч ±5 мин (не допуская сильного кипения). Отсчет времени начинают с момента начала закипания раствора. Добавляют воду для возмещения потерь на испарение. После испытаний промывают моющим средством для посуды.
Оценка результата
Осматривают тестируемое изделие. Не допускается изменение окраски, наличие вздутий, пузырей, следов коррозии.
10) Тест на термостойкость - в соответствии с 6.17.5.
11) Тест с моющим средством
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Секундомер;
Средство моющее для посуды с рН 8-11;
Вода питьевая водопроводная.
Проведение испытания
Готовят 3%-ный раствор моющего средства. Заливают 3%-ный раствор моющего средства в тестируемое изделие до уровня ![]() высоты борта.
высоты борта.
Кипятят 1 ч ±5 мин. Поддерживают уровень постоянным.
Добавляют воду для возмещения потерь на испарение.
Оценка результата
Осматривают тестируемое изделие. Не допускается изменение окраски, наличие вздутий, пузырей, следов коррозии.
12) Тест на закаливание
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Термометр инфракрасный;
Вода питьевая водопроводная.
Проведение испытания
Тестируемый образец нагревают до температуры (165±15)°С (температуру измеряют инфракрасным термометром в нескольких местах тестируемого изделия) и быстро помещают под холодную воду. Повторяют операцию дважды.
Оценка результата
Осматривают изделие. Не допускаются вздутия, отслоения, пузыри.
13) Тест на прочность сцепления (адгезия к металлу) - контроль второго участка покрытия
Аппаратура и материалы, методика проведения испытания и оценка результата - в соответствии с 6.17.4.
14) Тест на прочность сцепления (адгезия к металлу) - повторный контроль первого участка покрытия
Материалы:
Лента липкая бесцветная шириной 25 мм с адгезионной прочностью от 2,4 до 4,0 Н/см по ГОСТ 31149
Проведение испытания
На участке, который тестировали в тесте 3, (6.17.9.2), проводят повторное тестирование адгезии 10 раз, каждый раз меняя направление рывка (вертикально-горизонтально) и используя новую полоску липкой ленты.
Оценка результата
Не должно быть отрыва покрытия ни в одном квадрате решетки.
15) Тест "Блины" - в соответствии с 6.17.6.3.
16) Тест на абразивную износоустойчивость противопригорающего (антипригарного) покрытия - в соответствии с 6.17.7.
6.17.10 Проверка коррозионной стойкости противопригорающих (антипригарных) покрытий.
Коррозионную стойкость проверяют на изделиях или образцах, изготовленных одновременно с партией изделий.
6.17.11 Стойкость к открытому пламени огня и методы испытаний задают производители окрасочного материала.
6.18 Испытание плакирующих покрытий
6.18.1 Коррозионную стойкость плакирующего покрытия проверяют путем воздействия на изделие раствора хлористого натрия с массовой долей 1% при температуре (60±5)°С в течение 1 ч.
Материалы:
Натрий хлористый по ГОСТ 4233, раствор с массовой долей 1%;
Дистиллированная вода по ГОСТ 6709;
Вода питьевая водопроводная.
Проведение испытания
Изделие обезжиривают раствором питьевой соды, промывают питьевой и дистиллированной водой, заливают не менее чем на 3/4 объема изделия или погружают (при плакированной наружной поверхности изделия нержавеющей сталью) не менее чем на 2/3 высоты изделия в раствор хлористого натрия, подогретый до температуры (60±5)°С. При погружении испытуемого изделия в раствор хлористого натрия не допускается контакта кромки изделия с раствором. Изделие с раствором или в растворе хлористого натрия выдерживают в течение 1 ч при температуре (60±5)°С в термостате или в другом нагревательном устройстве. Затем проводят визуальный осмотр поверхности покрытия.
Оценка результата
После испытания изделия на поверхности покрытия не должно быть следов коррозии.
6.18.2 Сохранность формы изделия с плакирующим покрытием проверяют попеременным нагревом изделия до температуры 232°С и последующим охлаждением до температуры (20±5)°С. Цикл повторяют не менее 5 раз.
Аппаратура и материалы:
Плитка электрическая по ГОСТ 14919;
Секундомер;
Фольга из олова марок 01 пч или 01 по ГОСТ 860.
Проведение испытания
На дно испытуемого изделия помещают пять кусочков фольги из олова (температура плавления 232°С) в соответствии со схемой, приведенной на рисунке 58 (![]() - диаметр дна изделия). Толщина кусочков фольги должна быть не более 0,5 мм, длина наибольшей стороны не более 5 мм, для изделий с диаметром дна до 100 мм включительно допускается применение одного кусочка фольги.
- диаметр дна изделия). Толщина кусочков фольги должна быть не более 0,5 мм, длина наибольшей стороны не более 5 мм, для изделий с диаметром дна до 100 мм включительно допускается применение одного кусочка фольги.
|
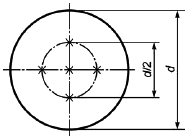
Рисунок 58 - Схема размещения материалов при проведении испытания на сохранность формы изделия с плакирующим покрытием
Изделие с кусочком фольги устанавливают на нагретую электрическую плитку и нагревают до расплавления одного из кусочков фольги. После этого изделие снимают с электрической плитки и быстро наполняют до 1/2 вместимости водой с температурой (20±5)°С. Спустя от 5 до 10 с изделие заполняют полностью водой. После охлаждения изделия из него удаляют воду и кусочки фольги и насухо вытирают. Цикл повторяют не менее 5 раз.
Затем проводят визуальный осмотр покрытия.
Оценка результата
После испытания изделие не должно иметь изменения формы и отслоений покрытия.
6.19 Испытание фторполимерных декоративных покрытий
6.19.1 Толщину покрытия проверяют методом вихревых токов по ГОСТ 9.302 на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
6.19.2 Прочность сцепления фторполимерных декоративных покрытий с металлом (адгезия к металлу) - в соответствии с 6.17.4.
6.19.3 Термостойкость фторполимерных декоративных покрытий
Аппаратура:
Шкаф сушильный;
Секундомер;
Щипцы технические.
Проведение испытания
Для испытаний выделяют два изделия от одной партии. Первое изделие подвергают испытаниям. Второе изделие является контрольным образцом.
Требование к испытуемому изделию - изделие должно быть без пластмассовых ручек.
Испытуемое изделие выдерживают в течение 20 мин в сушильном шкафу, предварительно нагретом до температуры (250±5)°С. Затем щипцами изделие извлекают из шкафа, охлаждают на воздухе до температуры (20±2)°С и проводят осмотр внешнего вида покрытия путем сравнения с контрольным образцом, который не подвергался нагреву. Цикл повторяют три раза.
Оценка результата
Фторполимерное декоративное покрытие должно по внешнему виду соответствовать контрольному образцу.
6.19.4 Стойкость к открытому пламени огня и методы испытаний задают производители окрасочного материала.
7 Маркировка, упаковка, транспортирование и хранение
7.1 Информация для потребителя каждого изделия (набора) должна содержать:
- наименование товара;
- наименование страны-изготовителя;
- наименование предприятия-изготовителя;
- основное (или функциональное) предназначение товара или область его применения;
- правила и условия безопасного хранения, транспортирования и использования;
- основные потребительские свойства или характеристики;
- юридический адрес предприятия-изготовителя и/или продавца;
- состав (комплектность);
- товарный знак (товарную марку) изготовителя (при наличии);
- обозначение нормативного документа или технической документации, по которой изготовляют товар;
- клеймо (штамп) технического контроля или идентификационный номер изделия.
Способ размещения на изделии информации для потребителя устанавливает изготовитель продукции.
7.2 Информация по эксплуатации изделия
К каждому изделию должна быть приложена соответствующая инструкция по эксплуатации, которая содержит:
- рекомендацию по первичной подготовке перед первым использованием;
- рекомендацию по очистке после использования;
- специальные указания по уходу за противопригорающим (антипригарным) покрытием, при наличии;
- специальные указания по использованию полностью покрытой наружной поверхности посуды, при наличии;
- рекомендацию по обращению с ручками, при наличии;
- специальные указания по безопасности, при наличии;
- гарантию предприятия-изготовителя с указанием негарантийных случаев;
- наименование и контактный адрес предприятия-изготовителя или импортера.
Информация, изложенная в инструкции по эксплуатации, должна быть доведена до потребителя в составе изделия (набора).
7.3 На потребительской упаковке указывают:
- наименование или товарный знак предприятия-изготовителя;
- наименование изделия или набора посуды;
- количество изделий (при наборах посуды);
- размер или вместимость изделий;
- обозначение настоящего стандарта;
- дату изготовления;
- клеймо (штамп) технического контроля или идентификационный номер изделия.
7.4 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков "Хрупкое. Осторожно", "Беречь от влаги" и "Верх" непосредственно на транспортную упаковку или на ярлыки, прикрепляемые к транспортной упаковке.
Посуду (отдельные изделия и наборы) упаковывают в потребительскую упаковку:
- коробки или пачки по ГОСТ 33781 из картона и комбинированных материалов;
- бандероли из картона по ГОСТ 7933;
- термоусадочную полиэтиленовую пленку по ГОСТ 25951;
- термоусадочную полиолефиновую пленку по нормативной документации производителя.
Допускается применение других видов потребительской упаковки (полиэтиленовых, тканевых, бумажных пакетов и прочей подарочной и эксклюзивной упаковки).
При наличии у посуды разборных ручек допускается упаковка изделий в разобранном виде. Ручки и крепежные детали дополнительно завертывают в бумагу или полиэтиленовую пленку и вкладывают внутрь изделия.
7.5 Посуду, упакованную в потребительскую упаковку, укладывают в транспортную упаковку - коробки и ящики из гофрированного картона по ГОСТ 9142, дощатые ящики по ГОСТ 2991, ящики из листовых древесных материалов по ГОСТ 5959, деревянные ящики по ГОСТ 9396, дощатые обрешетки по ГОСТ 12082.
Для укладки посуды в транспортную упаковку применяют вспомогательные материалы - оберточную бумагу по ГОСТ 8273, тарный плоский склеенный картон по ГОСТ 9421, прокладочный картон по ГОСТ 9347.
Допускается посуду, уложенную в транспортные коробки и ящики, формировать в транспортные пакеты по ГОСТ 26663. Для формирования транспортных пакетов используют плоские поддоны по ГОСТ 9078, ГОСТ 26381, ГОСТ 9557. Применяемые средства скрепления в транспортных пакетах - по ГОСТ 21650.
7.6 Посуду, уложенную в транспортную упаковку, транспортируют всеми видами транспорта по правилам перевозки грузов, действующим на данном виде транспорта.
Посуду, уложенную в транспортные коробки и ящики, а также сформированную в транспортные пакеты, транспортируют в крытых автомашинах.
Допускается транспортировать посуду, уложенную в контейнеры, в открытых автомашинах.
Транспортирование посуды железнодорожным, речным и морским транспортом следует проводить в контейнерах.
Допускается транспортировать посуду, уложенную в транспортные коробки и ящики, а также сформированную в транспортные пакеты, железнодорожным транспортом повагонными отправками.
Допускается транспортировка крупногабаритных изделий (котлы, бидоны и пр.) в потребительской упаковке в крытых вагонах по согласованию с покупателем.
7.7 Условия хранения посуды в части воздействия климатических факторов - по группе 3 ГОСТ 15150.
Допускаются условия при транспортировании посуды в части воздействия климатических факторов - по группе 2 ГОСТ 15150.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие выпускаемых изделий требованиям настоящего стандарта при соблюдении покупателем условий хранения, транспортирования и эксплуатации.
8.2 Гарантийный срок на посуду с травленой, крацованной и шлифованной внутренней поверхностью должен быть не менее 24 мес со дня продажи через розничную торговлю.
Гарантийный срок на посуду с эмалевым силикатным покрытием должен быть не менее 12 мес со дня продажи через розничную торговлю.
Гарантийный срок на посуду с противопригорающим (антипригарным) покрытием должен быть не менее 12 мес со дня продажи через розничную торговлю.
Гарантийный срок на посуду должен быть указан в инструкции по эксплуатации.
Библиография
[1] | ТР ТС 007/2011 | Технический регламент Таможенного союза "О безопасности продукции, предназначенной для детей и подростков" |
Утвержден решением Комиссии Таможенного союза от 23 сентября 2011 года N 797 |
УДК 641.542-034.71:006.354 | МКС 97.040.60 |
Ключевые слова: посуда хозяйственная, листовой алюминий, типы посуды, виды обработки внутренней и наружной поверхности, методы испытаний, маркировка, упаковка, транспортирование, хранение, гарантии изготовителя | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}