
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ ПОСУДОМОЕЧНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 14227-85
Издание официальное
Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством машиностроения для легкой и пищевой промышленности и бытовых приборов
ИСПОЛНИТЕЛИ
Э. Г. Виленский, Л. М, КоварскиЙ, П. П. Котляр, Т. А. Кулаевская, В. Н. Мак-симюк, С. Е. Рядноз, И. Ю. Славин, Г. А. Хваткое, T. И. Чеботарь
ВНЕСЕН Министерством машиностроения для легкой и пищевой промышленности и бытовых приборов
Зам. министра Г. И. Курганов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18 декабря 1985 г. № 4104
УДК 648.545:006.354 Группа Г78
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ
14227-85
(СТ СЭВ 3317—81)
Взамен
ГОСТ 14227—80
МАШИНЫ ПОСУДОМОЕЧНЫЕ
Общие технические условия
Diish washing machines. General specifications
ОКП 51 5151
Постановлением Государственного комитета СССР по стандартам от 18 декабря 1985 г. № 4104 срок действия установлен
с 01.01.87 до 0L0f.92
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на универсальные посудомоечные машины с электрообогревом (далее — машины) для мытья посуды на предприятиях общественного питания с применением моющих средств, разрешенных Главным санитарно-эпидемиологическим управлением Министерства здравоохранения СССР, изготавливаемые для нужд народного хозяйства и на экспорт.
Стандарт не распространяется на машины для пищеблоков морских и речных судов, вагонов-ресторанов, инфекционных больниц на машины специального назначения для нужд аэрофлота, а также на бытовые посудомоечные машины.
Стандарт полностью соответствует СТ СЭВ 33!7—8!.
1. КЛАССИФИКАЦИЯ
1.1. Машины должны изготовляться типов:
I — периодического действия;
II — непрерывного действия исполнений:
1 — секционные;
2 — несекционные.
Издание официальное
★
Е
Перепечатка воспрещена
© Издательство стандартов, 1986
2. ОСНОВНЫЕ ПАРАМЕТРЫ
2.1. Теоретическая производительность машин в шт./ч должна выбираться из следующих рядов:
тип I: 125, 250, 350, 500, 700, 1000;
тип II:
исполнение 1: 1000, 1400, 2000, 2800, 4000, 5600, 8000, 11200; исполнение 2: 1000, 1400, 2000, 2800.
Производительность машин указана для тарелок емкостью 0,5 дм3 и диаметром 240 мм.
2.2. Машины должны изготавливаться на номинальное напряжение 220 или 380 В (с нулевым проводом) трехфазного переменного тока частотой 50 Гц.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Машины должны изготавливаться в соответствии с требованиями настоящего стандарта, технических условий на конкретные виды машин по рабочим чертежам, утвержденным в установленном порядке.
Машины, предназначенные для экспорта, кроме того, должны соответствовать требованиям заказов-нарядов внешнеторговых организаций.
3.2. Машины должны изготавливаться в климатическом исполнении УХЛ4 — для эксплуатации в районах с умеренным климатом и климатическом исполнении 04 — для эксплуатации в районах с тропическим климатом по ГОСТ 15150—69, но для работы при температурах от 15 до 40°С и среднемесячной относительной влажности 80% при 27°С.
Рабочее значение атмосферного давления 86,6—106,6 кПа (651—801 мм рт. ст.)
3.3. Машины должны обеспечивать мытье: тарелок; «баранчиков»; суповых мисок; стаканов; столовых приборов; подносов, размером не более 530X325 мм.
3.4. Машины должны обеспечивать качество вымытой посуды в соответствии с нормами санитарно-бактериологического контроля на предприятиях общественного питания, утвержденными Минздравом СССР.
Остаточное содержание моющих средств в смывах с вымытой посуды — в соответствии с требованиями Минздрава СССР1.
3.5. Машины должны выполнять следующие технологические операции:
очистка от мелких остатков пищи;
мытье моющим раствором;
ополаскивание горячей проточной водой или горячей водой с добавлением ополаскивающего средства.
В машины с теоретической производительностью 125 и 250 шт./ч допускается в соответствии с конструкторской документацией не вводить операцию очистки от мелких остатков пищи.
Машины типа II допускается оснащать устройством для сушки посуды горячим воздухом.
Допускается введение в машину дополнительных технологических операций в соответствии с конструкторской документацией.
3.6. Машины должны обеспечивать следующую температуру рабочей среды для обработки посуды, °C:
не более 45 — при очистке от мелких остатков пищи;
не менее 40 — при обработке моющим раствором;
не менее 85 — при ополаскивании проточной водой;
не менее 90 — при сушке горячим воздухом.
3.7. Питание водонагревателей с теоретической производительностью до 1400 шт./ч должно осуществляться холодной или горячей водой, свыше 1400 шт./ч — только горячей водой. Температура холодной воды должна быть не менее 7°С, горячей — не менее 50°С.
Примечание. Допускается по требованию заказчика питание водонагревателей машин с теоретической производительностью свыше J 400 шт./ч осуществлять горячей и холодной водой.
3.8. Расход горячей воды на обработку тарелки для машин типа I, кроме машин с теоретической производительностью 125 шт./ч, должен быть не более 0,4 дм3/шт., для машин типа II — не более 0,2 дм3/шт. без учета горячей воды, идущей на наполнение и периодическую смену воды в ванне. Расход горячей воды для машин с теоретической производительностью 125 шт./ч должен быть не более 1 дм3/шт.
Допускается для машин типа II, исполнения 1 с теоретической производительностью 5600 шт./ч и более расход горячей воды — не более 0,3 дм3/шт. без учета горячей воды, идущей на наполнение и периодическую смену воды в ванне.
3.9. Давление в водопроводной магистрали на входе в машину должно быть не менее 0,2 МПа; давление, создаваемое насосами, должно быть не менее 0,06 МПа.
3.10. Машины должны обеспечивать автоматическое поддержание заданных температурных режимов мытья, ополаскивания и сушки, а также уровня воды в ваннах.
Машины должны обеспечивать автоматическую подачу моющего средства в ванну и контроль его наличия в бачке моющего средства.
3.11. Расстояние от пола до рамы машины должно быть не менее 6С мм. Отдельные детали машины допускается располагать ниже рамы.
3.12. Высота от пола до рабочей поверхности должна быть 850 + 50 мм.
3.13. Машины типа II допускается изготавливать с конденсатором паров.
Конструкция машин, не оснащенных конденсатором паров, должна обеспечивать возможность подключения ее к системе вытяжной вентиляции предприятия — потребителя.
3.14. Конструкция машин типа II должна обеспечивать автоматическое прекращение подачи воды через водонагреватель при отсутствии посуды в зоне окончательного ополаскивания проточной водой.
3.15. Конструкция водонагревателей должна выдерживать давление до 0,4 МПа, а при наличии в водонагревателях или связанных с ними трубопроводах предохранительных устройств — давление, на которое они рассчитаны, но не менее 0,1 МПа.
3.16. Ванны, места стыковки секций и резьбовые соединения трубопроводов не должны иметь течи.
3.17. Ванны, кожухи электрошкафов, крыша, стенки, верхний пояс облицовок должны быть изготовлены из нержавеющей стали.
Для машин типа I кожухи электрошкафов и крыша могут быть выполнены из других коррозионностойких материалов.
Материалы, применяемые для изготовления деталей, соприка-сающих с посудой, а также с моющим раствором и ополаскивающей водой, должны быть разрешены к применению в продовольственном машиностроении Главным санитарно-эпидемиологическим управлением Минздрава СССР.
Крепежные изделия, имеющие контакт с моющим раствором, должны изготавливаться из нержавеющей стали по ГОСТ 5632—72 или из латуни по ГОСТ 15527—70 с последующим никелированием.
3.18. Наружные поверхности машин, образованные деталями из нержавеющих 'материалов и имеющие декоративный характер, должны быть шлифованными или полированными. Сварные швы на наружной поверхности собранной машины должны быть зачищены заподлицо с основным металлом.
3.19. Металлические покрытия деталей должны соответствовать в части вида и толщины слоя требованиям ГОСТ 9.306—85 и ГОСТ 9.303—84 для условий эксплуатации по группе 1 машин климатического исполнения УХЛ4 и по группе 2 — машин климатического исполнения 04.
Качество покрытий должно соответствовать требованиям ГОСТ 9.301—78.
3.20. Лакокрасочные покрытия должны соответствовать: по внешнему виду — требованиям ГОСТ 9.032—74 не ниже V класса для наружных поверхностей и не ниже VI класса для внутренних поверхностей, определяемых на полностью собранной машине: по условиям эксплуатации — ГОСТ 9.104—79 по группе УХЛ4 для эксплуатации в районах с умеренным климатом, группе 04 для эксплуатации в районах с тропическим климатом для группы покрытий 3 по ГОСТ 9.401—79.
3.21. На внутренней стороне дверцы шкафа управления должна быть закреплена табличка с принципиальной электрической схемой, выполненной фотохимическим способом.
3.22. Для машин в экспортном исполнении головки винтов клеммных наборов должны быть зафиксированы краской.
3.23. Каждая машина должна быть обкатана и отрегулирована.
3.24. Машина (или каждая из транспортных единиц машин) в упаковке должна выдерживать без повреждений транспортную тряску для условий С по ГОСТ 23170—78.
3.25. Уровень радиопомех, создаваемых при работе машин, не должен превышать значений, установленных ГОСТ 23511—79.
3.26. Машины должны отвечать следующим показателям надежности:
наработка на отказ, ч, не менее
установленный срок службы до списания, г, не менее .
установленная безотказная наработка, ч, не менее . .
среднее время восстановления работоспособного состояния, ч, не более .
установленный срок олужбы до капитального ремонта, г, не менее 4
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Машины по способу защиты от поражения человека электрическим током должны изготавливаться 1-го класса по ГОСТ 12.2.007.0—75.
4.2. Сопротивление изоляции каждого аппарата цепей управления и силовых цепей относительно корпуса машины должно быть не менее 2 МОм, для целей, содержащих электрокомплектующие изделия с меньшими сопротивлениями изоляции, — должно соответствовать значениям, установленным нормативно-технической документацией на эти изделия, но быть не менее 0,5 МОм.
Ток утечки не должен превышать 2 мА в холодном состоянии и 1 мА при рабочей температуре на 1 кВт номинальной мощности, но быть не более 10 мА для машины в целом.
4.3. Электрическая прочность изоляции машины — по ГОСТ 12.2.057—81.
4.4. Заземление нетоковедущих частей, элементы заземления, сопротивление переходных контактов машин — по ГОСТ 12.2.007.0—75.
4.5. Конструкция машин должна предусматривать подсоединение к питающей электросети и контуру заземления в соответствии с «Правилами устройства электроустановок», утвержденными Министерством энергетики и электрификации СССР.
4.6. Напряжение в цепях управления должно быть не более 42 В. В случае более высокого напряжения цепи управления должны быть подключены к разделительному трансформатору.
4.7. Электрооборудование машин должно иметь защиту от токов короткого замыкания и защиту электродвигателей от перегрузки.
4.8. По степени защиты обслуживающего персонала от соприкосновения с токоведущими и движущимися частями, находящимися внутри машины и по степени защиты от проникновения воды машины должны изготавливаться IP34 по ГОСТ 14254—80.
У всех деталей в целом или у отдельных комплектов деталей должна быть общая защита (кожух), обеспечивающая IP34.
4.9. На конечном участке конвейера машин типа II должно быть установлено блокирующее устройство, обеспечивающее прекращение движения конвейера при несвоевременном съеме посуды оператором.
4.10. Машины типа I должны иметь блокирующее устройство, обеспечивающее прекращение работы машины при поднятии кожуха на высоту не более 50 мм.
4.11. Электрические водонагреватели должны иметь защиту от «сухого хода».
4.12. Подъемные кожухи и двери моечных камер должны фиксироваться в верхнем положении, исключающем их самопроизвольное падение.
4.13. Конструкция машин должна исключать возможность снятия крышек водонагревателя, облицовок, закрывающих опасные зоны, открытия дверей электрошкафа и пульта управления без применения инструмента.
4.14. Пульт управления должен быть снабжен световой сигнализацией подачи напряжения и готовности машины к работе.
4.15. Расположение средств аварийного выключения машин должно обеспечивать возможность их выключения с рабочего места каждого оператора.
4.16. Органы управления, при помощи которых осуществляется выключение машины, должны быть окрашены в красный цвет.
4.17. Органы управления и регулирования машин должны быть снабжены символами или надписями, указывающими их назначение.
4.18. Превышение температуры нагрева частей машин в условиях нормальной теплоотдачи над температурой окружающей среды не должно быть более, °C:
35 — для металлических ручек;
45 — для керамических ручек;
60 — для пластмассовых ручек;
75 — для мест, доступных для случайного прикосновения.
4.19. Уровень звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни звука в дБА не должны превышать значений, приведенных в табл. 1.
Таблица 1
Среднегеометрические частоты октавных полос, Гц | 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 | Уровни звука и эквивалентные уровни звука, дБА |
Уровни звукового давления, дБ | 85 | 82 | 78 | 76 | 75 | 74 | 70 | 68 | 78 |
5. КОМПЛЕКТНОСТЬ
5.1. Комплектность машин должна быть указана в технических условиях на конкретную машину.
5.2. Комплектность машин, предназначенных для экспорта, должна быть указана в соответствии с требованиями технических условий на конкретные виды машин и заказа-наряда внешнеторговой организации.
6. ПРАВИЛА ПРИЕМКИ
6.1. Машины должны подвергаться приемо-сдаточным, периодическим, типовым испытаниям и испытаниям на надежность.
6.2. Приемо-сдаточным испытаниям должна подвергаться каждая выпускаемая машина в объеме, указанном в табл. 2.
Таблица 2
Наименование испытаний | Пункты | |
технических требований | методов испытаний | |
| 3.1 (в части общей сборки), 3.18, 3.20 (в части класса покрытия), 3.21, 3.22, 4.14, 4.16, 4.17, 8.1, 8.6 | 7.12 |
женин 3. Проверка блокирующих устройств при отсутствии посуды на | 4.12 | 7.30 |
конвейере в зоне ополаскивания | 3.14 | 7.17 |
при несвоевременном снятии посуды при поднятии кожуха на высоту бо- | 4.9 | 7.26 |
лее 50 мм | 4.10 | 7.23 |
Продолжение табл. 2
Наименование испытаний | Пункты | |
технических требований | методов испытаний | |
4. Проверка температуры горячей | 3.6 | 7.14 |
воды на ополаскивание | ||
| 3.16 | 7.19 |
ля 7. Проверка электрического сопро- | 4.11 | 7.29 |
тивления изоляции 8. Проверка электрической проч- | 4.2 | 7.23 |
ностя изоляции | 4.3 | 7.23 |
| 3.23 | 7.20 |
ции | 5.1; 5.2 | 7.12 |
6.3. Периодическим испытаниям должны подвергаться не менее двух машин не реже одного раза в три года на соответствие требованиям настоящего стандарта, кроме пп. 3.25 и 3.26.
При неудовлетворительном результате проводят повторные испытания, причем количество испытываемых машин удваивается. Результаты повторных испытаний являются окончательными.
6.4. Проверка машин на соответствие требованиям п. 3.24 должна предшествовать проверке всех остальных требований нормативно-технической документации.
6.5. Проверка машин на соответствие требованиям п. 3.25 должна проводиться каждый раз после внесения изменений в электросхему машин с заменой на другие типы основных источников радиопомех.
6.6. Проверка машин на соответствие требованиям п. 3.26 должна проводиться один раз в три года.
7. МЕТОДЫ ИСПЫТАНИЙ
7.1. Теоретическая производительность машин определяется общим числом мытых тарелок за 1 ч непрерывной работы на подготовленной к работе машине при полном заполнении транспортера или кассет.
7.2. Техническая производительность машин определяется числом качественно вымытых тарелок за смену (8 ч), включая время, затраченное непосредственно на мытье посуды и на выполнение внецикловых операций, и рассчитывается по формуле
где А — число вымытых тарелок за смену, шт.;
7\ — время мытья тарелок за смену, ч;
Тп —время, затраченное на выполнение внецикловых операций (техническое обслуживание) смену воды в ваннах, время, затрачиваемое на выход машины на рабочий режим, санитарную обработку, ч.
7.3. Номинальная мощность определяется как сумма номинальных мощностей отдельных электроприемников по их паспортным данным.
7.4. Общий расход воды без учета санобработки и ручных души-рующих устройств Q в дм3/4 определяется по формуле:
где Q; — расход воды через водонагреватель, дм3/ч;
Q2 — расход воды на заполнение ванн, дм3;
Q3 — расход холодной воды на предварительное мытье, дм3/ч; Т —среднее время работы машины без замены воды в ваннах,
7.5. Расход горячей воды через водонагреватель определяется количеством воды, измеренным мерным сосудом из трубы слива при установившемся режиме работы:
для машин типа I — за время одного цикла;
для машин типа II — за определенный промежуток времени.
7.6. Массу машины проверяют на весах по ГОСТ 23676—79.
7.7. Габаритные размеры проверяют измерительной рулеткой по шением расхода электроэнергии за 1 ч к теоретической производительности машины.
ГОСТ 7502—80.
7.8. Удельное потребление электроэнергии определяется отно
7.9, Удельный расход горячей воды (через водонагреватель) в дм3/шт. определяется по формуле: где Qi — расход горячей воды (через водонагреватель);
для машин типа I — дм3/цикл;
для машин типа II — дм3/ч;
Р—-для машин типа I — число тарелок в кассете, шт.;
для машин типа II — теоретическая производительность, шт./ч.
7.10. Производительность на единицу занимаемой площади определяется отношением теоретической производительности к занимаемой площади машины.
7.11. Удельная масса определяется отношением массы машины с ЗИП к теоретической производительности.
7.12. Внешним осмотром проверяется качество сборки: пп. 3.1,
3.2, 3.5, 3.7, 3.9, 3.13, 3.17, 3.22, 4.1, 4.4 (в области элементов заземления), 4.5—4.7, 4.13—4.16, 5.1, 5.2, 8.3—8.6 (в части соответствия конструкторской документации), 3.18—3.20 (в части отделки поверхности), 3.21, 4.17, 8.1, 8.2 (в части наличия табличек, надписей, маркировки).
7.13. Проверку качества мытья предметов (п. 3.3) на соответствие санитарным нормам (п. 3.4) производят одновременно с определением производительности машины. При проведении испытаний берут посуду, использованную в предприятии общественного питания или обработанную регламентированным загрязнителем. Продолжительность хранения загрязненной посуды не должна превышать 0,5 ч.
Для определения качества мытья на машине обрабатывают партию (не менее 100 шт.) тарелок. Качество вымытой посуды проверяют визуально в соответствии с действующей методикой санитарно-бактериологического контроля на предприятиях общественного питания, утвержденной Минздравом СССР.
При осмотре качество мытья тарелки оценивается как «чистое», «среднее», «неприемлемое». Время осмотра каждой вымытой тарелки не более 5 с.
«Чистое» означает, что изделие совершенно чисто от загрязнения. В этом случае изделие получает 2 балла.
«Среднее» означает, что общая площадь загрязнения, оставшегося после мытья, составляет не более 4 мм2 или образовано четырьмя частичками загрязнителя. В этом случае изделие получает 1 балл.
«Неприемлемое» означает, что общая загрязненная площадь изделия после мытья превышает 4 мм2 или поверхность загрязнена более чем четырьмя частичками загрязнителя. В этом случае изделие получает 0 баллов.
Качество мытья определяется делением количества баллов, полученных в результате оценки, на возможное количество баллов, если бы каждое проверенное изделие получило по 2 балла.
Коэффициент чистоты должен быть не менее 0,85.
Бактериологический контроль и контроль остаточного содержания моющих средств в смывах с вымытой посуды — по методикам Минздрава СССР.
7.14. Температуру раствора для предварительного мытья, моющего раствора и ополаскивающей воды и температуру воздуха для сушки проверяют -в установившемся режиме после 15—20 мин непрерывной работы машины термоэлектрическим термометром с погрешностью измерений не более 2°С или термометром с ценой деления ГС.
Для проверки температуры воды для ополаскивания может применяться специальное приспособление, отводящее воду из ополаскивающего душа к месту замера температуры термометром.
При приемо-сдаточных испытаниях проверку температуры ополаскивающей воды допускается проводить по приборам, установленным в водонагревателе.
7.15. Проверку требований п. 3.10 осуществляют при обкатке и регулировке машины.
7.16. Расстояние от пола до рамы и высота от пола до рабочей поверхности определяются линейкой по ГОСТ 427—75.
7.17. Проверку автоматического прекращения подачи горячей воды через водонагреватель при отсутствии посуды в зоне окончательного ополаскивания проводят путем воздействия (имитации давления предметов) на рычаг включения, при этом вода должна подаваться. При опускании рычага включения подача горячей воды должна прекратиться.
7.18. Водонагреватели испытывают на избыточное давление на специальном стенде по методике, утвержденной в установленном порядке.
7.19. Отсутствие течи в сварных швах ванн, в местах стыковки секций и в резьбовых соединениях трубопровода проверяется визуально в процессе обкатки машины.
7.20. Регулировку и обкатку машины проводят на специальных стендах с целью приработки сборочных единиц, выявления работоспособности и взаимодействия всех механизмов и электроаппаратуры по соответствующей программе-методике.
7.21. Испытания машин на радиопомехи — по ГОСТ 23511—79.
7.22. Испытания машин на надежность — по ГОСТ 27.410—83.
7.23. Проверка электрического сопротивления изоляции токоведущих частей, сопротивления переходных контактов и проверку электрической прочности изоляции — по ГОСТ 2933—83 и «Правилам устройства электроустановок», утвержденным Госэнергонадзором.
При измерении сопротивления изоляции должны быть отключены нагревательные элементы, а также электронные устройства и элементы цепей управления, работающие на напряжении не менее 42 В. Сопротивление изоляции каждого нагревательного элемента должно быть не менее 0,5 МОм,
7.24. Токи утечки измеряют на стенде, схема которого изображена на чертеже.
Перед началом испытаний ножки посудомоечной машины устанавливают на подставку из изоляционного материала. К корпусу (болту заземления) присоединяют заземляющий провод через миллиамперметр с последовательно соединенным с ’ним резистором R. Через однополюсные выключатели 1, 2, 3 подключают машину к сети трехфазного напряжения. Питание цепей управления машины должно осуществляться автономно. «Нулевой» провод должен быть отсоединен от корпуса машины.
Схема измерения токов утечки посудомоечных машин
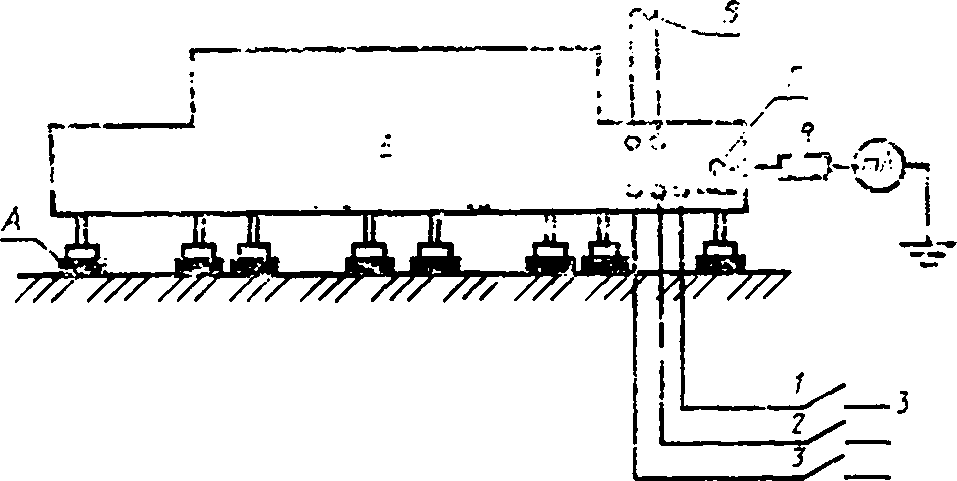
Л—подставка из изоляционного материала; Б—посудомоечная машина; Д—питание Цепей управления: Г—болт заземления: /. 2, 3—однополюсные выключатели; mA миллиамперметр, кл. 4.0. Сопротивление измерительной цепи (миллиамперметра и резистора) должно быть 200Ю±100 Ом; Я—резистор.
Измерение проводят после достижения температуры рабочей среды значений,, указанных в п. 3.6 настоящего стандарта.
При измерении токов утечки машина должна быть изолирована от земли, трубопроводы подвода холодной и горячей воды отсоединены, труба слива заглушена. Токи утечки следует измерять при замкнутых выключателях 1, 2, 3, а затем измерение следует повторить, размыкая поочередно выключатели 1,2, 3.
Машина считается выдержавшей испытание, если ток утечки не превышает допустимой величины.
При измерении токов утечки питание машины может осуществляться через силовой разделительный трансформатор с изолированной вторичной обмоткой. При этом машину не изолируют от земли.
7.25. Степень зашиты обслуживающего персонала от соприкосновения с токоведущими и движущимися частями, находящимися внутри машины, и от проникания воды внутрь оболочки машины следует проверять по ГОСТ 14254—80.
7.26. Проверку работы блокирующего устройства, обеспечивающего отключение транспортера при несвоевременном съеме предметов, производят нажатием (имитацией давления предметов) на рычаг останова, при этом транспортер должен остановиться. При отпускании рычага останова транспортер должен начать двигаться.
7.27. Насосы, редукторы и коробки скоростей испытывают на специальных стендах по соответствующим программам — методикам.
7.28. Проверка блокирующих устройств осуществляется поднятием кожуха на высоту 50+1 мм. При этом работа машины должна прекратиться.
7.29. Автоматическую защиту водонагревателя от сухого хода проверяют путем включения водонагревателя без воды. При этом ТЭНы не должны включаться.
7.30. Проверку фиксации кожухов в верхнем положении для машин типа I производят путем подъема их вверх, при этом не должно быть самопроизвольного их падения.
Проверку фиксации дверей в верхнем положении для машин типа II производят путем подъема их вверх и стопорения, при этом не должно быть самопроизвольного их падения.
7.31. Температуру нагрева наружных поверхностей, ручек и мест, доступных для случайного прикосновения, измеряют в рабочем режиме термоэлектрическими приборами в средних точках (точка пересечения диагоналей) поверхности.
7.32. Определение шумовых характеристик машин — по ГОСТ 12.1.028—80.
8. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1. На каждой машине должна быть укреплена табличка по ГОСТ 12971—67, отвечающая требованиям ГОСТ 12969—67 и содержащая:
товарный знак или наименование предприятия-изготовителя (или внешнеторговой организации);
обозначение машины;
порядковый номер по системе нумерации предприятия-изготовителя;
номинальное значение напряжения электрической сети; номинальную мощность;
степень защиты;
год выпуска;
государственный Знак качества по ГОСТ 1.9—67 для машин, аттестованных по высшей категории качества, кроме машин, предназначенных для экспорта.
Переменные данные вносят в табличку клеймением.
8.2. Маркировка транспортной тары — по ГОСТ 14192—77, а для машин, предназначенных на экспорт, — с учетом требований заказа—наряда внешнеторговой организации.
8.3. Консервация машин и запасных частей — в соответствии с техническими условиями на конкретные виды машин.
8.4. Машины должны быть упакованы в ящики, изготовленные по чертежам предприятия-изготовителя, утвержденными в установленном порядке, обеспечивающие сохранность оборудоваия согласно требованиям ГОСТ 23170—78, категории упаковки КУ-1.
Стр. 14 ГОСТ MW-«5
8.5. Машины, предназначенные для экспорта, — в ящики по ГОСТ 24634—81.
8.6. Эксплуатационная документация на машину должна быть упакована в пакет из полиэтиленовой пленки по ГОСТ 10354—82 и уложена в электрошкаф.
8.7. Транспортирование машин осуществляется в упакованном виде любым видом транспорта в соответствии с «Правилами перевозок грузов», действующими на каждом виде транспорта.
8.8. Условия транспортирования машин в части воздействия климатических факторов для районов с умеренным и холодным климатом на суше — по условиям хранения 8, для районов с тропическим климатом и при морских перевозках — 9 по ГОСТ 15150—69, а в части воздействия механических факторов — С по ГОСТ 23170—78.
8.9. Группа условий хранения машин — 4, а для экспорта в страны с тропическим климатом — 6 по ГОСТ 15150—69.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Изготовитель гарантирует соответствие машин требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
9.2. Гарантийный срок эксплуатации — 24 мес со дня ввода машины в эксплуатацию.
9.3. Гарантийный срок машин, предназначенных для экспорта, — 12 мес со дня ввода в эксплуатацию, но не более 24 мес со дня проследования через Государственную границу СССР.
Редактор А. Л. Владимиров
Технический редактор М. И. Максимова
Корректор В. Ф. Малютина
Сдано в наб. 07.01.86 Подп. в печ. 28102.86 1.0 усл. п. л. 1,0 усД. кр.-отт. 1.01 уч.-изд. л. Тнр. 10000 Цена 5 коп.
Группа Г78 Изменение № 1 ГОСТ 14227—84 Машины посудомоечные. Общие технические условия
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 03.02.89 № 155
Дата введения 01.07.89
Пункт 2.1. Заменить единицу: дм3 на л.
Пункт 3.1. Второй абзац изложить в новой редакции: «Машины, предназначенные для экспорта, кроме того, должны соответствовать условиям договора между предприятием и внешнеэкономической организацией».
Пункт 3.8. Заменить значение и единицы: 0,4 дм3/шт. на 0,188 л/шт.; дм3/шт. на л/шт. (3 раза).
Пункт 3.17. Третий абзац. Исключить слова: «а также с. моющим раствором и ополаскивающей водой».
Пункт 3.26 изложить в новой редакции: «3.26. Машины должны отвечать следующим показателям надежности:
установленная безотказная наработка, ч, не менее ....
средняя наработка на отказ, ч, не менее
установленный срок службы до кашитального ремонта, годы, не менее
среднее время восстановления работоспособного состояния, ч, не более
Пункт 4.3. Заменить ссылку: ГОСТ 12.2.057—81 на 12.2.092—83.
Пункт 4.19 изложить в новой редакции (табл. 1 исключить): «4.19. Уровня звукового давления в октавных полосах частот, уровни звука и эквивалентные (Продолжение см. с. 126)
(Продолжение изменения к ГОСТ 14227—85) уровни звука в ДБ-А на рабочих местах не должны превышать значений, допустимых по СП 3223—85.
Значения показателей должны быть указаны в технических условиях на машины конкретного типа».
Раздел 5 изложить в новой редакции:
«5. Комплектность
5.1. Комплектность машин должна быть установлена в технических условиях на машины конкретного типа, а для машин, предназначенных для экспорта, в договоре между предприятиями и внешнеэкономической организацией». Пункт 6.2. Таблица 2. Исключить ссылку на п. 5.2.
Пункт 7.4. Заменить единицы: дм3/ч на л/ч (3 раза), дм3 на л.
Пункт 7.9. Заменить единицы: дм3/шт. на л/шт., дм3/цикл на л/цикл, дмэ/ч на л ч.
Пункт 7 12. Исключить ссылку на п. 5.2.
Пункт 7.13. Второй абзац. Заменить слова: «визуально в соответствии» на «визуально и в соответствии».
Пункт 7.22. Заменить ссылку: ГОСТ 27.410—83 на ГОСТ 27.410—87.
Пункт 7.23. Второй абзац. Заменить слова: «напряжение не менее 42 В» на ^напряжение 42 В и менее».
Пункт 8 1. Исключить слова: «по ГОСТ 1.9—67».
Пункт 8.2 изложить в новой редакции: «8.2. Маркировка транспортной тары — по ГОСТ 14192—77, а для машин, предназначенных на экспорт, — согласно договору между предприятием и внешнеэкономической организацией».
Пункт 8.8. Заменить слова: «по ГОСТ 23170—78» на «при транспортировании железнодорожным, автомобильным и речным транспортом; Ж — при морских перевозках по ГОСТ 23170—78».
(ИУС № 5 1989 г.)
126
1
Требование к остаточному содержанию моющих средств в смывах с вымытой посуды вводится с I января 1989 г.
{kind=link}