ГОСТ 4411-79
Группа В56
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИЗДЕЛИЯ ТВЕРДОСПЛАВНЫЕ ДЛЯ ГОРНОГО ИНСТРУМЕНТА
Технические условия
Hardmetal products for mining tools.
Technical requirements
ОКП 19 6500
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
Г.В.Линдо, А.А.Залужный, В.Д.Чебураев, Б.А.Песков, В.Г.Федосеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 6 декабря 1979 г. N 4706
3. ВЗАМЕН ГОСТ 4411-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 880-75 | 1.2, 1.3, 2.1, 4.4, Приложение |
ГОСТ 2991-85 | 4.3 |
ГОСТ 3560-73 | 4.2 |
ГОСТ 3882-74 | 1.1, 4.4 |
ГОСТ 5679-91 | 4.2 |
ГОСТ 5959-80 | 4.2 |
ГОСТ 6086-75 | Приложение |
ГОСТ 7933-89 | 4.2 |
ГОСТ 9391-80 | 3.7 |
ГОСТ 10949-75 | Приложение |
ГОСТ 14192-96 | 4.5 |
ГОСТ 15846-79 | 4.2 |
ГОСТ 17196-77 | Приложение |
ГОСТ 18242-72 | 2.4 |
ГОСТ 20017-74 | 3.2 |
ГОСТ 20018-74 | 3.1 |
ГОСТ 20019-74 | 3.3 |
ГОСТ 20559-75 | 2.3, Приложение |
ГОСТ 25599.1-83 - ГОСТ 25599.4-83 | 3.10 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, утвержденными в июле 1985 г., августе 1987 г. (ИУС 10-85, 12-87)
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. В соответствии с требованиями настоящего стандарта изделия изготовляют из твердых сплавов марок ВК4-В, ВК6, ВК6-В, ВК8, ВК8-В, ВК8-ВК, ВК11-В, ВК11-ВК, ВК15 по ГОСТ 3882.
1.2. Форма и размеры изделий должны соответствовать требованиям ГОСТ 880.
1.3. Размеры выкрашиваний на рабочих кромках (см. чертеж) изделий по ГОСТ 880 не должны превышать 0,2 мм.
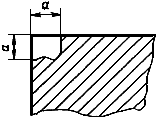
Размеры выкрашиваний на нерабочих кромках изделий по ГОСТ 880 не должны превышать 0,5 мм.
На скругленных кромках с 0,5…. 1 выкрашивания не допускаются.
(Измененная редакция, Изм. N 2).
1.4. Выпуклость и вогнутость подлежащих пайке поверхностей изделий форм Г11, Г12, Г13, Г14, Г23, Г25, Г26, Г40, Г4101, Г4102, Г4103, Г51, Г53, Г54, Г55, Г57, Г63, Г65, Г66, Г67 не должны превышать 0,1 мм.
Выпуклость и вогнутость подлежащих пайке поверхностей изделий форм Г4104, Г4105, Г4106, Г60 не должны превышать 0,2 мм.
Выпуклость и вогнутость на изделиях с технологическими выступами не нормируется.
(Измененная редакция, Изм. N 1).
1.5. Поверхность изделий должна быть чистой, без трещин и вспучиваний.
1.6. Макроструктура изделий должна быть однородной без посторонних включений и расслоя.
1.7. Микроструктура изделий должна соответствовать нормам, указанным в таблице.
Марка | Степень пористости, %, не более | Массовая доля графита, %, не более | Фаза WC | |||
Основное количество зерен | Крупные зерна | |||||
Величина, мкм | Количество, %, не менее | Величина, мкм | Количество, %, не более | |||
ВК6 | 0,2 | 0,2 | 1-2 | 50 | 6-20 | 10 |
ВК8 | ||||||
ВК15 | 0,5 | |||||
ВК4-В | 0,4 | 0,4 | 2-5 | 60 | 30 | |
ВК6-В | ||||||
ВК8-В | 0,2 | |||||
ВК8-ВК | 0,2 | 70 | 6-15 | 15 | ||
ВК11-ВК | ||||||
ВК11-В | 0,4 | 60 | 6-20 | 30 | ||
Примечания:
1. Не допускаются поры размером более 100 мкм.
2. Не допускается присутствие в структуре включений фазы (двойного карбида вольфрама и кобальта).
3. Не допускается наличие отдельных крупных зерен карбида вольфрама размером более 20 мкм в сплавах марок ВК6, ВК8, ВК15 и размером более 50 мкм в сплавах марок ВК4-В, ВК6-В, ВК8-В, ВК8-ВК, ВК11-В, ВК11-ВК.
2. ПРАВИЛА ПРИЕМКИ
2.1. Изделия предъявляют к приемке партиями. За партию принимают любое число изделий твердого сплава одного форморазмера, одной марки, изготовленных из усредненной смеси порошков карбида и связующего металла по одному технологическому процессу, одновременно предъявляемые к приемке, оформленных одним документом о качестве, содержащим:
товарный знак или наименование предприятия-изготовителя;
марку сплава и условное обозначение изделия по ГОСТ 880;
номер партии;
результаты испытаний;
массу партии;
дату выпуска;
штамп технического контроля;
обозначение настоящего стандарта.
2.2. Изделия на соответствие требованиям п.1.5 подвергают сплошному контролю.
2.3. Приемочный контроль изделий на соответствие требованиям пп.1.1, 1.6, 1.7 по ГОСТ 20559.
Допускается у изготовителя контроль на соответствие пп.1.1, 1.6, 1.7 проводить от изделий одной марки, изготовленных из усредненной смеси порошков карбида и связующего металла по одной технологии, одновременно предъявленных к приемке.
Проверку химического состава изделий у изготовителя проводят на смесях по ГОСТ 20559.
2.4. Приемочный контроль изделий на соответствие требованиям пп.1.2, 1.3, 1.4 по ГОСТ 18242*. Уровень контроля II. Приемочный уровень дефектности устанавливается:
______________
* На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007. - .
значительные дефекты - 2,5%;
малозначительные дефекты - 4,0%;
критические дефекты не допускаются.
К критическим дефектам относятся дефекты, указанные в п.1.5.
Под значительными дефектами понимаются наличие выкрашиваний по п.1.3 и выпуклости и вогнутости, превышающих требования п.1.4. К малозначительным дефектам относятся дефекты, связанные с нарушением требований, указанных в п.1.2.
2.5. Партия принимается, если количество дефектных изделий в выборке меньше или равно приемочному числу.
Партия бракуется, если количество дефектных изделий в выборке больше приемочного числа.
Допускается у изготовителя при получении неудовлетворительных результатов проводить поштучный контроль изделий.
Разд.2. (Измененная редакция, Изм. N 2).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Определение плотности изделий - по ГОСТ 20018.
3.2. Определение твердости - по ГОСТ 20017.
3.3. Определение предела прочности - по ГОСТ 20019.
3.4. Размеры, вогнутость и выпуклость изделий проверяют измерительным инструментом или прибором, обеспечивающим необходимую точность измерения.
3.5. Размеры выкрашиваний по п.1.3 определяют оптическим прибором с ценой деления шкалы 0,1 мм.
(Измененная редакция, Изм. N 2).
3.6. Макроструктуру изделий в изломе проверяют при 20-30-кратном увеличении.
3.7. Микроструктуру изделий проверяют по ГОСТ 9391.
3.8. Осмотр поверхности проводят без применения увеличительных приборов.
3.9. Сплавы марок ВК8-В, ВК11-В, ВК15 при изготовлении изделий форм Г11, Г12, Г13, Г14 испытывают бурением по методу, указанному в приложении.
(Измененная редакция, Изм. N 1).
3.10. Определение химического состава на смесях - по ГОСТ 25599.1 - ГОСТ 25599.4.
(Введен дополнительно, Изм. N 2).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Маркировку изделий не проводят.
4.2. Изделия одной и той же формы, размера и марки твердого сплава должны быть завернуты в плотную бумагу и уложены в коробки из картона по ГОСТ 7933, не более 2 кг в каждую.
Допускается упаковка в коробки из полиэтилена или других пластических масс.
По согласованию с потребителем допускается упаковывать изделия в ящики типа 1 по ГОСТ 5959. Ящики выстилают внутри технической ватой по ГОСТ 5679. Упаковка изделий в ящики должна исключать возможность их перемещения. Ящики должны быть обшиты стальной лентой по ГОСТ 3560. Масса ящика нетто должна быть не более 10 кг.
Упаковка изделий, предназначенных для районов Крайнего Севера и труднодоступных районов, производится в соответствии с требованиями ГОСТ 15846*.
______________
* На территории Российской Федерации действует ГОСТ 15846-2002. - .
(Измененная редакция, Изм. N 1).
4.3. Коробки с изделиями должны быть плотно уложены в дощатые ящики типа 1 или 2 по ГОСТ 2991. Масса ящика брутто должна быть не более 50 кг.
4.4. На каждой коробке или ящике должны быть указаны:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марка сплава по ГОСТ 3882;
условное обозначение изделий по ГОСТ 880;
количество изделий и их масса;
обозначение настоящего стандарта.
4.5. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков "Хрупкое. Осторожно", "Беречь от влаги".
4.6. Транспортирование изделий проводят всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида. На железнодорожном транспорте транспортирование изделий проводят в крытых вагонах повагонными или мелкими отправками.
4.5, 4.6. (Измененная редакция, Изм. N 1).
4.7. Изделия хранят в упаковке изготовителя в крытом отапливаемом помещении в условиях, исключающих механическое повреждение и попадание на них влаги и активных химических веществ.
ПРИЛОЖЕНИЕ
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ БУРОВЫХ СВОЙСТВ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ
ДЛЯ ГОРНОГО ИНСТРУМЕНТА ПЕРФОРАТОРНОГО БУРЕНИЯ
Метод заключается в бурении по блокам породы па специальном стенде с использованием перфораторов. По результатам испытаний проводится оценка эксплуатационной прочности твердого сплава.
1. ОТБОР ОБРАЗЦОВ
Отбор образцов проводят по ГОСТ 20559.
2. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
2.1. Твердосплавные изделия формы Г1106 по ГОСТ 880, запаянные в корпусе перфораторных коронок долотчатой формы по ГОСТ 17196. Пайку коронок проводят в соответствии с требованиями ГОСТ 6086. Испытания проводят перфоратором с энергией удара не менее 80 Н/м (8 кгс/м) при давлении сжатого воздуха 600 кН/м (6 кгс/см
).
Колебания давления сжатого воздуха в процессе испытаний не должны превышать ±20 кН/м (0,2 кгс/см
). Общая протяженность воздушной магистрали (включая длину шланга) от манометра до перфоратора не должна превышать 20 м. Воздушная магистраль от манометра до перфоратора должна иметь не более двух соединительных штуцеров внутренним диаметром не менее 16 мм. Диаметр воздушного шланга должен быть не менее 19 мм.
2.2. Буровые штанги длиной 0,8-1,0 м шестигранного сечения диаметром вписанной окружности 25±0,1 мм или круглые диаметром 32±0,1 мм и размерами посадочного конуса по ГОСТ 10949.
Бурение производят по однородной породе без трещиноватости и нарушений. Для этих целей используют блоки шокшинского кварцита или гранита массой не менее 1 т.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Испытания проводят на специальном стенде, обеспечивающем стабильные условия проведения испытаний, бурением шпуров, расположенных вертикально вверх или горизонтально, при эффективной очистке шпура от буровой мелочи с помощью пылеотсоса или водяной промывки.
Перед испытанием проводят подготовку коронок.
Твердосплавное лезвие коронки затачивается радиусом 120 мм и углом при вершине 110 °С, а также по диаметру, равному 40±1 мм. После заточки на лезвии коронки делается притупление, а на периферийных углах пластинки снимаются фаски. Для всех марок сплавов ширина затупления должна равняться 0,5±0,2 мм.
Фаски на периферийных углах пластинки расположены под углом 45° к оси коронки и по длине в плоскости лезвия равны 1-1,5 мм.
Каждой коронкой должно быть пробурено 400 мм по шокшинскому кварциту или 800 мм по граниту.
4. ОЦЕНКА РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
4.1. От каждой партии твердого сплава проверяют три твердосплавные пластинки.
Испытания оценивают по показателю прочности.
4.2. При испытаниях твердосплавные пластинки не должны иметь поломок. Все виды разрушений пластин, не допускающих их дальнейшего использования, например, поперечный или продольный излом, полный или частичный скол лезвия и расслой изделий, считают поломкой.
4.3. Выкрашивание допускается не более чем у одной пластины. Под выкрашиванием понимаются незначительные сколы, при которых диаметр перфораторной коронки после ее переточки уменьшается не более чем на 1,5 мм, а высота не более чем на 2 мм. Коронку, имеющую выкрашивание твердосплавной пластины, перетачивают и повторно испытывают. В случае поломки пластины при повторном бурении выкрашивание относят к поломке.
4.4. При получении неудовлетворительных результатов при испытании бурением (поломка твердосплавной пластины или выкрашивание двух пластин) проводится повторное испытание.
Результаты повторных испытаний распространяются на всю партию.
Если поломка твердосплавного изделия произойдет по причинам, не зависящим от качества сплава (поломка корпуса или штанги, заклинивание коронки и т.п.), то такая коронка не принимается в расчет и вместо нее испытывается другая.
При неудовлетворительных результатах испытаний партия оценивается как "негодная по прочности" и бракуется. При удовлетворительных результатах испытаний партия оценивается как "годная по прочности".
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}