ГОСТ 29278-92
Группа В56
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Изделия порошковые
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Общие требования
Powdery articles. Structure elements. General requirements
MКC 77.160
ОКСТУ 1980
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Академией наук Украинской ССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 16.01.92 N 19
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 17359-82 | Вводная часть |
5. ПЕРЕИЗДАНИЕ. Май 2004 г.
Настоящий стандарт распространяется на порошковые изделия и устанавливает общие требования к конструктивным элементам изделий, изготовляемых из металлических порошков прессованием с последующим спеканием, холодной или горячей штамповкой пористых заготовок.
Термины, применяемые в стандарте, соответствуют ГОСТ 17359.
Требования настоящего стандарта являются рекомендуемыми.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Основными конструктивными элементами порошковых изделий являются: отверстия, радиальные переходы, пазы и зубья в направлении формования, стенки, фаски, уклоны, пояски, рифленые поверхности, бурты, выступы и углубления на торцах.
1.2. Вид и характеристика конструктивных элементов в порошковом изделии определяются возможностью их изготовления прессованием с последующим спеканием или штамповкой пористых заготовок.
1.3. Плотность порошковых изделий обеспечивается технологией изготовления и изменяется от 50 до 100% от их теоретической плотности. Значение плотности изделий указывают в нормативно-технической документации на конкретное изделие.
2. КЛАССИФИКАЦИЯ ИЗДЕЛИЙ
2.1. В зависимости от применяемых конструктивных элементов изделия различают простой, сложной и особо сложной формы.
2.1.1. К изделиям простой формы относятся:
изделия без переходов по высоте;
изделия без отверстия или с одним отверстием и с торцами, ограниченными параллельными плоскостями.
Дополнительными конструктивными элементами изделий простой формы являются стенки, фаски, пазы, зубья.
2.1.2. К изделиям сложной формы относятся:
изделия с одним переходом по высоте, без отверстия и с торцами, ограниченными параллельными плоскостями;
изделия с одним или более отверстиями, с одним переходом по высоте и с торцами, ограниченными параллельными плоскостями.
Дополнительными конструктивными элементами изделий сложной формы являются конструктивные элементы, указанные в п.2.1.1, а также бурты, выступы, уклоны, углубления на торцах.
2.1.3. К изделиям особо сложной формы относятся:
изделия с двумя и более переходами и буртами по высоте, с торцами, ограниченными параллельными или непараллельными плоскостями, криволинейными поверхностями;
изделия с одним или более отверстиями, с двумя или более буртами на наружной или внутренней поверхностях и с торцами, ограниченными параллельными или непараллельными плоскостями, криволинейными поверхностями;
изделия, ограниченные одной или более коническими, сферическими и другими криволинейными поверхностями.
Дополнительными конструктивными элементами изделий особо сложной формы являются элементы, указанные в пп.2.1.1 и 2.1.2.
3. ТРЕБОВАНИЯ К ВЫБОРУ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
3.1. Виды и размеры конструктивных элементов должны соответствовать функциональному назначению изделий.
3.2. Выбор конструктивных элементов должен обеспечивать заданное распределение плотности по объему изделия. Для обеспечения равномерного распределения плотности по объему изделия необходимо отклонение от среднего значения принимать не более 3,5% для прессованных изделий и не более 1% для штампованных изделий.
3.3. При формовании конструктивных элементов порошковых изделий необходимо:
изделия сложной формы формовать вдоль оси вращения;
изделия, не имеющие оси вращения, формовать в направлении, вдоль которого располагается наименьшее количество переходов по высоте.
3.4. При проектировании сложных и особо сложных порошковых изделий следует обеспечивать наименьшее число переходов по высоте.
Ширина каждого из переходов должна быть не менее 0,8 мм.
3.5. Бурты, переходящие в тонкие стенки (с отношением длины к толщине более 10), рекомендуется усиливать ребрами жесткости, располагая их вдоль оси прессования.
3.6. Места переходов в изделиях (от бурта к стенке, в шпоночных пазах, выступах) должны быть оформлены в виде радиальных поверхностей радиусом не более 0,5 мм.
3.7. Для улучшения выпрессовки изделий следует применять технологические уклоны до 1,5°.
3.8. При изготовлении изделий с отверстиями предпочтение должно отдаваться отверстиям цилиндрической формы. Допускается изготовление отверстий квадратной, прямоугольной и других форм.
3.9. Углы в отверстиях необходимо скруглять радиусом не менее 0,3 мм.
3.10. В порошковых изделиях необходимо применять выступы взамен пазов, не применять узких и длинных выступов, пазов и шлицов.
3.11. Конструктивные элементы - внутреннюю или наружную резьбу, косую или сетчатую накатку (насечку), боковые впадины, круговые канавки на боковых поверхностях, отверстия, не параллельные оси прессования, рекомендуется изготавливать дополнительной механической обработкой.
3.12. Требования, предъявляемые к конструктивным элементам изделий и технологии их изготовления, приведены в таблице.
Таблица
Характеристика изделия с применяемым конструктивным элементом | Требования к конструктивным элементам: вид, форма, параметры | Технология формования изделия | |||
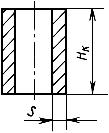
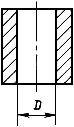
1. Стенка | |||||
Изделия типа полого цилиндра |
|
| Одностороннее прессование пористых изделий | ||
| Двустороннее прессование пористых изделий | ||||
| Двустороннее прессование пористых изделий; поперечное прессование пористых изделий | ||||
| Штамповка высокоплотных изделий двусторонней осадкой из пористых заготовок | ||||
| Штамповка высокоплотных изделий двусторонней осадкой из пористых заготовок | ||||
| Штамповка высокоплотных изделий поперечным уплотнением пористых заготовок | ||||
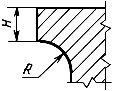
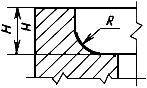
2. Радиус перехода | |||||
Изделия с одним и более переходами по высоте: на наружном диаметре |
|
| Прессование пористых изделий | ||
| Штамповка пористых заготовок для высокоплотных изделий | ||||
на внутреннем диаметре |
| ||||
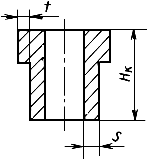
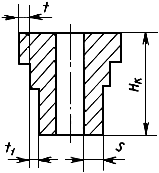
3. Бурт | |||||
Изделия с одним переходом по высоте на наружной поверхности |
|
| Двустороннее прессование пористых изделий | ||
| Штамповка высокоплотных изделий двусторонней осадкой пористой заготовки без бурта с поперечным течением материала | ||||
| Штамповка высокоплотных изделий двусторонней осадкой пористой заготовки с буртом | ||||
| Штамповка высокоплотных изделий односторонней осадкой бурта с последующим поперечным уплотнением всей заготовки | ||||
Изделия с двумя и более переходами по высоте на наружной поверхности |
|
| Двустороннее прессование пористых изделий | ||
| Штамповка высокоплотных изделий двусторонней осадкой заготовки без верхнего бурта с поперечным течением материала | ||||
| Штамповка высокоплотных изделий двусторонней осадкой пористой заготовки с буртами | ||||
| Штамповка высокоплотных изделий двусторонней осадкой буртов с последующим поперечным уплотнением всей заготовки | ||||
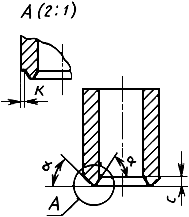
4. Фаска | |||||
Изделия любой формы |
|
| Прессование пористых изделий | ||
| Штамповка высокоплотных изделий | ||||
5. Отверстие | |||||
Изделия любой формы |
|
| Прессование пористых изделий | ||
| Штамповка высокоплотных изделий | ||||
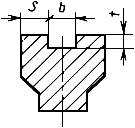
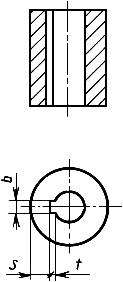
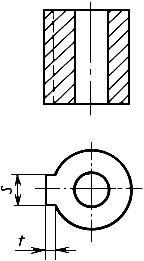
6. Паз | |||||
Изделия любой формы с пазом на торцах |
|
| Прессование пористых изделий | ||
| Штамповка высокоплотных изделий осадкой пористой заготовки с предварительно выполненным пазом | ||||
| Штамповка высокоплотных изделий осадкой пористой заготовки без предварительно выполненного паза | ||||
Изделия с пазами на внутренних и наружных боковых поверхностях |
|
| Прессование пористых изделий | ||
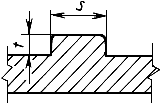
7. Выступ | |||||
Изделия любой формы с выступом на торце |
|
| Прессование пористых изделий составным пуансоном | ||
| Штамповка высокоплотных изделий осадкой пористой заготовки с предварительно выполненным выступом | ||||
|
| Прессование пористых изделий цельным пуансоном | |||
| Штамповка высокоплотных изделий осадкой (с выдавливанием) пористой заготовки без предварительно выполненного выступа | ||||
Изделия с выступами на внутренних и наружных боковых поверхностях |
|
| Прессование пористых изделий | ||
Штамповка высокоплотных изделий осадкой пористой заготовки с предварительно выполненным выступом | |||||
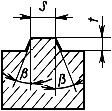
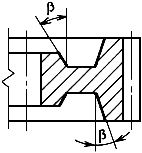
8. Уклон | |||||
Изделия типа шестерен, шкивов и т.п. |
|
| Прессование пористых изделий | ||
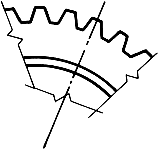
9. Зубья шестерни | |||||
Изделия типа шестерни цилиндрической (с модулем - |
|
| Прессование пористых изделий | ||
| Штамповка осадкой с поперечным течением материала пористой заготовки без предварительно выполненных зубьев | ||||
| Штамповка осадкой пористой заготовки с предварительно выполненными зубьями | ||||
10. Поверхность рифленая | |||||
Изделия с рифленой поверхностью |
|
| Прессование пористых изделий | ||
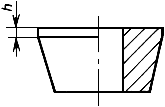
11. Поясок | |||||
Изделия с конической поверхностью |
| Прессование пористых изделий; штамповка | |||

Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2004
{kind=link}