ГОСТ 2330-76*
Группа В56
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВОЛОКИ-ЗАГОТОВКИ ИЗ ТВЕРДЫХ СПЕЧЕННЫХ СПЛАВОВ ДЛЯ ВОЛОЧЕНИЯ ТРУБ КРУГЛОГО СЕЧЕНИЯ
Формы и размеры. Технические условия
Die blanks of sintered hardmetals for drawing round tubes. Shape and dimension. Specifications
ОКП 19 6520
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 5 февраля 1976 г. N 343 срок введения установлен с 01.01.78
Проверен в 1986 г. Постановлением Госстандарта СССР от 24.06.87 N 2343 срок действия продлен до 01.01.93**
_______________________________
** Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - .
ВЗАМЕН ГОСТ 2330-66
* ПЕРЕИЗДАНИЕ (июль 1988 г.) с Изменениями N 1, 2, утвержденными в августе 1982 г., июне 1987 г. (ИУС 12-82, 10-87)
1. ФОРМЫ И РАЗМЕРЫ
1.1. Форма и размеры волок-заготовок должны соответствовать указанным на чертеже и в табл.1.
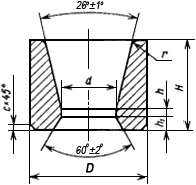
Примечание. По заказу потребителя допускается изготовление волок-заготовок с каналами радиального профиля, при этом размеры ,
,
берут по табл.1, а остальные размеры устанавливаются по соглашению потребителя и изготовителя.
Таблица 1
Размеры в мм
Обозначение волок- | Приме- | Масса, г | ||||||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||
1980-0351 | 0,2 | +0,05 | 16 | ±0,6 | 8 | ±0,5 | 1 | 1,5 | 3 | 1,0 | 22,0 | |
1980-0352 | 0,4 | 21,9 | ||||||||||
1980-0353 | 0,8 | -0,10 | 21,8 | |||||||||
1980-0354 | 1,2 | -0,20 | 21,6 | |||||||||
1980-0355 | 1,8 | 21,3 | ||||||||||
1980-0356 | 2,3 | -0,20 | 21,0 | |||||||||
1980-0357 | 2,8 | 20,7 | ||||||||||
1980-0358 | 3,3 | 20 | ±0,7 | 13 | ±0,6 | 1,5 | 3 | 4 | 53 | |||
1980-0359 | 3,8 | 52 | ||||||||||
1980-0561* | 4,5 | 51 | ||||||||||
1980-0562* | 5,0 | 50 | ||||||||||
1980-0563* | 5,5 | 49 | ||||||||||
1980-0564* | 30 | 18 | 1,8 | 2 | 168 | |||||||
1980-0565* | 6,0 | 167 | ||||||||||
______________ | ||||||||||||
1980-0366 | 6,5 | -0,30 | 165 | |||||||||
1980-0367 | 7,0 | 164 | ||||||||||
1980-0368 | 8,0 | 160 | ||||||||||
1980-0369 | 9,0 | 157 | ||||||||||
1980-0371 | 10,0 | 153 | ||||||||||
1980-0372 | 11,0 | -0,40 | 149 | |||||||||
1980-0373 | 12,0 | 144 | ||||||||||
1980-0374 | 13,0 | 139 | ||||||||||
1980-0375 | 14,0 | 134 | ||||||||||
1980-0376 | 6,0 | -0,20 | 35 | ±1,0 | 35 | ±1,0 | 2,2 | 3 | 361 | |||
1980-0377 | 7,0 | -0,30 | 345 | |||||||||
1980-0378 | 8,0 | 338 | ||||||||||
1980-0379 | 9,0 | 327 | ||||||||||
1980-0381 | 10,0 | 318 | ||||||||||
1980-0382 | 11,0 | -0,40 | 312 | |||||||||
1980-0383 | 12,0 | 306 | ||||||||||
1980-0384 | 13,0 | 296 | ||||||||||
1980-0385 | 14,0 | 289 | ||||||||||
1980-0386 | 10,0 | -0,30 | 45 | ±1,0 | 40 | ±1,0 | 2,5 | 4,5 | 756 | |||
1980-0387 | 11,0 | -0,40 | 751 | |||||||||
1980-0388 | 12,0 | 731 | ||||||||||
1980-0389 | 13,0 | 715 | ||||||||||
1980-0391 | 14,0 | 701 | ||||||||||
1980-0392 | 15,0 | 682 | ||||||||||
1980-0393 | 16,0 | 670 | ||||||||||
1980-0394 | 17,0 | 638 | ||||||||||
1980-0395 | 18,0 | 582 | ||||||||||
1980-0396 | 14,0 | 20 | ±0,6 | 2,2 | 3,0 | 382 | ||||||
1980-0397 | 15,0 | 374 | ||||||||||
1980-0398 | 16,0 | 366 | ||||||||||
1980-0399 | 17,0 | 358 | ||||||||||
1980-0401 | 18,0 | 348 | ||||||||||
1980-0402 | 19,0 | 339 | ||||||||||
1980-0403 | 20,0 | 329 | ||||||||||
1980-0404 | 21,0 | 319 | ||||||||||
1980-0405 | 22,0 | 308 | ||||||||||
1980-0406 | 23,0 | 297 | ||||||||||
1980-0407 | 24,0 | 285 | ||||||||||
1980-0408 | 25,0 | 273 | ||||||||||
1980-0409 | 26,0 | 260 | ||||||||||
1980-0411 | 19,0 | 60 | ±1,2 | 45 | ±1,0 | 2,7 | 6 | 5 | 1,5 | 1430 | ||
1980-0412 | 20,0 | 1402 | ||||||||||
1980-0413 | 21,0 | 1376 | ||||||||||
1980-0414 | 22,0 | 1347 | ||||||||||
1980-0415 | 23,0 | 1317 | ||||||||||
1980-0416 | 24,0 | 1286 | ||||||||||
1980-0417 | 25,0 | 1255 | ||||||||||
1980-0418 | 26,0 | -0,4 | 1222 | |||||||||
1980-0419 | 27,0 | 1189 | ||||||||||
1980-0421* | 28,0 | 1154 | ||||||||||
1980-0422* | 26,0 | 674 | ||||||||||
________________ * По информации ТК 375 "Металлопродукция из черных металлов и сплавов", при переиздании ГОСТ 2330-76 в 1988 году (с внесением Изменений N 1 и N 2) в таблице 1 была допущена опечатка в части разграничения требований по геометрическим размерам для волок-заготовок 1980-0421 и 1980-0422. Следовательно, линия разграничения требований по геометрическим размерам для граф "H", "h", "h1" и "r" ГОСТ 2330-76 должна располагаться на строку выше, т.е. между строками для волок-заготовок 1980-0421 и 1980-0422. - Примечания изготовителя базы данных. | ||||||||||||
1980-0423 | 27,0 | 20 | ±0,7 | 2,5 | 3,5 | 5 | 653 | |||||
1980-0424 | 28,0 | 631 | ||||||||||
1980-0425 | 29,0 | 610 | ||||||||||
1980-0426 | 30,0 | 587 | ||||||||||
1980-0427 | 31,0 | -0,5 | 564 | |||||||||
1980-0428 | 32,0 | 540 | ||||||||||
1980-0429 | 33,0 | 515 | ||||||||||
1980-0431 | 34,0 | 490 | ||||||||||
1980-0432 | 35,0 | 464 | ||||||||||
1980-0433 | 36,0 | 437 | ||||||||||
1980-0434 | 29,0 | 70 | ±1,2 | 50 | ±2,0 | 2,4 | 6 | 1861 | ||||
1980-0435 | 30,0 | 1822 | ||||||||||
1980-0436 | 31,0 | 1781 | ||||||||||
1980-0437 | 32,0 | 1740 | ||||||||||
1980-0438 | 33,0 | 1697 | ||||||||||
1980-0439 | 34,0 | 1657 | ||||||||||
1980-0441 | 34,0 | 75 | 25 | ±1,2 | 6 | 1118 | ||||||
1980-0442 | 35,0 | 989 | ||||||||||
1980-0443 | 36,0 | 952 | ||||||||||
1980-0444 | 37,0 | 929 | ||||||||||
1980-0445 | 38,0 | 913 | ||||||||||
1980-0446 | 39,0 | 892 | ||||||||||
1980-0447 | 40,0 | 880 | ||||||||||
1980-0448 | 41,0 | 861 | ||||||||||
1980-0449 | 34,0 | 45 | ±1,5 | 1989 | ||||||||
1980-0451 | 35,0 | 1947 | ||||||||||
1980-0452 | 36,0 | 1904 | ||||||||||
1980-0453 | 37,0 | 1860 | ||||||||||
1980-0454 | 38,0 | 1814 | ||||||||||
1980-0455 | 39,0 | 1762 | ||||||||||
1980-0456 | 40,0 | 1721 | ||||||||||
1980-0457 | 41,0 | 1673 | ||||||||||
1980-0458 | 35,0 | 85 | ±1,5 | 60 | ±2,0 | 3 | 3406 | |||||
1980-0459 | 36,0 | 3348 | ||||||||||
1980-0461 | 37,0 | 3286 | ||||||||||
1980-0462 | 38,0 | 3223 | ||||||||||
1980-0463 | 40,0 | 3093 | ||||||||||
1980-0464 | 41,0 | 3026 | ||||||||||
1980-0465 | 42,0 | 2957 | ||||||||||
1980-0466 | 42,0 | 45 | ±1,5 | 2363 | ||||||||
1980-0467 | 43,0 | 2320 | ||||||||||
1980-0468 | 44,0 | 2269 | ||||||||||
1980-0469 | 45,0 | 2218 | ||||||||||
1980-0471 | 46,0 | 2165 | ||||||||||
1980-0472 | 47,0 | 2112 | ||||||||||
1980-0473 | 48,0 | 2058 | ||||||||||
1980-0474 | 49,0 | 2002 | ||||||||||
1980-0475 | 50,0 | 1946 | ||||||||||
1980-0476 | 51,0 | -1,0 | 1888 | |||||||||
1980-0477 | 52,0 | 90 | 7 | 2260 | ||||||||
1980-0478 | 53,0 | 2201 | ||||||||||
1980-0479 | 54,0 | 2140 | ||||||||||
1980-0481 | 55,0 | 2079 | ||||||||||
1980-0482 | 56,0 | 2017 | ||||||||||
1980-0483 | 57,0 | 1953 | ||||||||||
1980-0484 | 58,0 | 100 | 2,0 | 2831 | ||||||||
1980-0485 | 59,0 | 2766 | ||||||||||
1980-0486 | 60,0 | 2699 | ||||||||||
1980-0487 | 62,0 | -0,5 | 2564 | |||||||||
1980-0488 | 43,0 | 60 | ±2,0 | 3360 | ||||||||
1980-0489 | 44,0 | 3321 | ||||||||||
1980-0491 | 45,0 | 3283 | ||||||||||
1980-0492 | 46,0 | 3251 | ||||||||||
1980-0493 | 47,0 | 3107 | ||||||||||
1980-0494 | 48,0 | 3070 | ||||||||||
1980-0495 | 49,0 | 3031 | ||||||||||
1980-0496 | 50,0 | 2989 | ||||||||||
1980-0497 | 51,0 | -1,0 | 2945 | |||||||||
1980-0498 | 63,0 | 110 | 45 | ±1,5 | 4 | 8 | 3581 | |||||
1980-0499 | 64,0 | 3511 | ||||||||||
1980-0501 | 65,0 | 3441 | ||||||||||
1980-0502 | 66,0 | 3369 | ||||||||||
1980-0503 | 67,0 | 3296 | ||||||||||
1980-0504 | 68,0 | 3222 | ||||||||||
1980-0505 | 69,0 | 3148 | ||||||||||
1980-0506 | 72,0 | -1,3 | 2917 | |||||||||
1980-0507 | 73,0 | 2839 | ||||||||||
1980-0508 | 75,0 | 120 | 4,6 | 3822 | ||||||||
1980-0509 | 76,0 | 3742 | ||||||||||
1980-0511 | 77,0 | 3659 | ||||||||||
1980-0512 | 78,0 | 3576 | ||||||||||
1980-0513 | 80,0 | 3406 | ||||||||||
1980-0514 | 82,0 | 3232 | ||||||||||
1980-0515 | 83,0 | 3143 | ||||||||||
1980-0516 | 84,0 | 3053 | ||||||||||
1980-0517 | 85,0 | 2963 | ||||||||||
1980-0518 | 86,0 | 130 | ±2,0 | 4116 | ||||||||
1980-0519 | 87,0 | 4023 | ||||||||||
1980-0521 | 90,0 | 3740 | ||||||||||
1980-0522 | 92,0 | 3546 | ||||||||||
1980-0523 | 94,0 | 140 | 4692 | |||||||||
1980-0524 | 96,0 | 4490 | ||||||||||
1980-0525 | 98,0 | 4284 | ||||||||||
1980-0526 | 100,0 | 4075 | ||||||||||
1980-0527 | 102,0 | 3861 | ||||||||||
1980-0528 | 104,0 | 150 | 5087 | |||||||||
1980-0529 | 106,0 | 4865 | ||||||||||
1980-0531 | 107,0 | 4753 | ||||||||||
1980-0532 | 108,0 | 4640 | ||||||||||
1980-0533 | 110,0 | 4410 | ||||||||||
1980-0534 | 111,0 | 4293 | ||||||||||
1980-0535 | 112,0 | 4176 | ||||||||||
1980-0536 | 114,0 | 160 | 55 | ±2,0 | 5,0 | 6580 | ||||||
1980-0537 | 115,0 | 6434 | ||||||||||
1980-0538 | 116,0 | 6289 | ||||||||||
1980-0539 | 118,0 | 5995 | ||||||||||
1980-0541 | 120,0 | 5695 | ||||||||||
1980-0542 | 122,0 | -1,5 | 5390 | |||||||||
1980-0543 | 124,0 | 180 | 10033 | |||||||||
1980-0544 | 130,0 | 8965 | ||||||||||
1980-0545 | 133,0 | 8414 | ||||||||||
1980-0546 | 135,0 | 8040 | ||||||||||
1980-0547 | 138,0 | 7469 | ||||||||||
1980-0548 | 140,0 | 190 | 9538 | |||||||||
1980-0549 | 142,0 | 9146 | ||||||||||
1980-0551 | 146,0 | 8344 | ||||||||||
1980-0552 | 150,0 | 7522 | ||||||||||
1980-0553 | 154,0 | -2,0 | 200 | 9800 | ||||||||
1980-0554 | 157,0 | 9189 | ||||||||||
1980-0555 | 160,0 | 8476 | ||||||||||
1980-0556 | 164,0 | 220 | 11811 | |||||||||
1980-0557 | 167,0 | 11416 | ||||||||||
1980-0558 | 169,0 | 11080 | ||||||||||
1980-0559 | 173,0 | 10568 | ||||||||||
1980-0561 | 175,0 | 10244 | ||||||||||
1980-0562 | 178,0 | 9884 | ||||||||||
1980-0563 | 180,0 | 230 | 10118 | |||||||||
1980-0564 | 185,0 | 9823 | ||||||||||
Пример условного обозначения волока-заготовки из сплава ВК8 размером 10 мм,
35 мм:
Волок-заготовка 1980-0389 ВК8 ГОСТ 2330-76
(Измененная редакция, Изм. N 1, 2).
1.2. Условное обозначение волок-заготовок при заказе составляется с учетом Общесоюзного классификатора продукции (OKП). Полный код ОКП волок-заготовок состоит из 18 знаков: первые шесть знаков обозначают марку твердого сплава, следующие четыре знака - 3402 - форму волока, последние восемь знаков - код типоразмера (обозначение по табл.1).
Пример условного обозначения при заказе волока-заготовки из твердого сплава марки ВК6 с размерами: 10,0 мм;
35,0 мм;
35,0 мм;
2,2 мм;
3 мм;
4,0 мм;
1,0:
19 6524
3402 198
0-0381 ГОСТ 2330-76
(Введен дополнительно, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Волоки-заготовки должны изготовляться из твердых спеченных сплавов марок ВК6, ВК8, ВК10, ВК15 по ГОСТ 3882-74. Плотность твердого сплава для волок-заготовок 1980-04341980-0564 должна быть в пределах:
ВК6 - 14,815,2 г/см
,
ВК8 - 14,715,1 г/см
,
ВК10 - 14,414,9 г/см
,
ВК15 - 13,914,6 г/с
м.
2.2. Овальность наружного и рабочего диаметров допускается в пределах половины допуска на размер.
2.3. В местах сопряжения элементов рабочего канала волок-заготовки допускаются скругления радиусом не более 0,5 мм или заусенцы размером не более 0,5 мм.
(Измененная редакция, Изм. N 2).
2.4. В местах перехода выходного конуса на торец волок-заготовки допускается скругление радиусом не более 1 мм.
2.5. Выкрашивания на рабочих поверхностях волок-заготовки с наружным диаметром до 70 мм не допускаются.
2.6. Глубина выкрашивания на нерабочих поверхностях не должна превышать 1 мм для волок-заготовок с наружным диаметром до 30 мм и 2 мм для волок-заготовок с наружным диаметром до 70 мм.
2.7. Для волок-заготовок с наружным диаметром свыше 70 мм допускаются:
а) заусенцы по кромкам высотой до 1,5 мм;
б) следы пористости графитовых пресс-форм в виде шероховатости;
в) выкрашивания на рабочих поверхностях волок-заготовок глубиной не более половины допуска на размер без ограничения протяженности;
г) сколы и выбоины на нерабочих поверхностях глубиной до 1,2 мм;
д) сколы по кромкам глубиной до 1,8 мм, распространяющиеся по торцевой и цилиндрической поверхностям на расстоянии не более 2,5 мм от кромки;
е) в месте перехода конуса 60° в цилиндрический поясок допускается уступ шириной до 1,5 мм;
ж) непараллельность торцев волок-заготовок в пределах половины допуска на размер.
2.8. Волоки-заготовки с наружным диаметром свыше 70 мм могут изготовляться без фаски по наружному диаметру.
2.9. Макроструктура в изломе волок-заготовок должна быть однородной. Раковины, расслоения и посторонние включения не допускаются.
2.10. Волоки-заготовки должны быть очищены от корракса и графита.
2.11. Неуказанные предельные отклонения размеров должны соответствовать полю допуска:
для отверстий - H17, для валов - h17, для остальных - ![]() , для углов -
, для углов - ![]() , - по ГОСТ 8908-81;
, - по ГОСТ 8908-81;
для радиусов закруглений, фасок и элементов, не относящихся к отверстиям и валам, класс точности "средний".
(Введен дополнительно, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия волок-заготовок требованиям настоящего стандарта и ГОСТ 3882-74 проводят приемо-сдаточные испытания.
(Измененная редакция, Изм. N 2).
3.2. Испытания волок-заготовок проводят в следующих количествах:
а) волоки-заготовки наружным диаметром до 70 мм предъявляются партиями;
б) с наружным диаметром 70 и более мм предъявляют каждую заготовку.
3.3. Партия должна состоять из волок-заготовок одной марки сплава, изготовленных из смеси одного приготовления.
3.4. Для определения предела прочности при изгибе и твердости волок-заготовок с наружным диаметром 70 и более мм предъявляют 20 шт. специально изготовленных холоднопрессованных образцов размером 5х5х25 мм. Образцы должны быть изготовлены из той же партии, что и заготовки.
3.5. Для проверки плотности, твердости, макроструктуры отбирается количество образцов, указанных в табл.2.
Таблица 2
Вид испытаний | Количество образцов и изделий, подлежащих контролю для волок-заготовок | |
наружным диаметром до 70 мм | наружным диаметром 70 мм и более | |
Определение предела прочности при изгибе | 20 образцов от каждой партии смеси одного приготовления | |
Определение твердости | 2 образца от партии | 2 образца |
Определение макроструктуры | 2 образца от партии | Не определяется |
Определение плотности | Одно взвешивание от каждого контейнера | Каждое изделие |
Осмотр внешнего вида | Каждое изделие | |
Результаты выборочной проверки распространяются на всю партию.
(Измененная редакция, Изм. N 2).
3.6. Выборка для определения линейных размеров - 5% партии, но не менее 3 шт.
При получении неудовлетворительных результатов при определении линейных размеров проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяют на всю партию.
3.7. Общие правила Государственной приемки и испытаний - по ГОСТ 26964-86.
3.6; 3.7 (Введены дополнительно, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ И КОНТРОЛЯ
4.1. Внешний вид волок-заготовок проверяется осмотром без применения увеличительных приборов.
4.2. Размеры изделий проверяют измерительным инструментом или прибором, обеспечивающим необходимую точность измерения.
4.3. Глубину выкрашиваний, а также величину скругления определяют оптическим прибором с ценой деления шкалы 0,1 мм.
4.4. Плотность волок-заготовок должна определяться гидростатическим взвешиванием с точностью до 0,05 г/см на технических весах до 20 кг и медицинских весах с точностью до 0,1 г/см
.
4.5. Определение твердости по Роквеллу проводят по ГОСТ 20017-74.
4.6. Определение предела прочности при поперечном изгибе проводят по ГОСТ 20019-74.
4.7. Макроструктуру изделий в изломе проверяют при 20-30-кратном увеличении.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 19106-73.
Электронный текст документа
и сверен по:
Волоки-заготовки из твердых спеченных
сплавов для волочения труб круглого сечения
и шестигранных прутков. Формы и размеры.
Технические условия. ГОСТ 2330-76, ГОСТ 5426-76:
Сб. ГОСТов. - М.: Издательство стандартов, 1988
{kind=link}