ГОСТ Р 53473-2009
(ЕН 12041:2000)
Группа Г73
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Машины и оборудование для пищевой промышленности
МАШИНЫ ТЕСТОФОРМУЮЩИЕ
Технические условия
Food processing machinery. Moulders. Specifications
ОКС 67.260
ОКП 51 3121
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Корпорация "Российское продовольственное машиностроение" (ЗАО "Корпорация "Роспродмаш") и Автономной некоммерческой организацией ПТЦ "Пищепром" (АНО ПТЦ "Пищепром") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4, который выполнен Техническим комитетом по стандартизации ТК 27 "Машины и оборудование для пищевой и перерабатывающей промышленности, предприятий торговли и общественного питания"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 27 "Машины и оборудование для пищевой и перерабатывающей промышленности, предприятий торговли и общественного питания"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2009 г. N 642-ст
4 Настоящий стандарт является модифицированным по отношению к европейскому региональному стандарту ЕН 12041:2000 "Оборудование для пищевой промышленности. Тестоформовочные машины. Требования по безопасности и гигиене" (EN 12041:2000 "Food processing machinery - Moulders - Safety and hygiene requirements", MOD) путем изменения содержания отдельных структурных элементов, которые выделены курсивом или заключены в рамку, и структуры. Оригинальный текст русской версии этих структурных элементов примененного европейского регионального стандарта и объяснения причин внесения технических отклонений приведены в тексте.
Сравнение структуры настоящего стандарта со структурой указанного европейского регионального стандарта приведено в дополнительном приложении ДД.
Наименование настоящего стандарта изменено относительно наименования указанного европейского регионального стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - е ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническом регулированию и метрологии в сети Интернет
Введение
По сравнению с примененным стандартом ЕН 12041:2000 в текст настоящего стандарта внесены следующие изменения:
- введены дополнительные по отношению к ЕН 12041:2000 разделы, отражающие потребность национальной экономики:
технические требования к конструкции, материалам и комплектующим изделиям, электрооборудованию, упаковке, транспортированию, хранению, монтажу, условиям эксплуатации оборудования, обеспечению охраны окружающей среды,
типы и технические характеристики тестоформующих машин,
правила приемки,
методы контроля;
- стандарт дополнен приложениями ДВ, ДГ, ДД и библиографией;
- из применяемого стандарта ЕН 12041:2000 не включены в национальный стандарт:
требования по электромагнитной совместимости, которые являются преждевременными и их нецелесообразно применять из-за минимального риска;
приложение В (нормативное) "Система правил анализа шума. Второй класс точности" исключено, поскольку в национальном стандарте применены правила анализа шума и методы измерения звукового давления, изложенные в ГОСТ 12.1.003-83, ГОСТ 12.1.050-86, ГОСТ Р 51402-99;
приложение ZA (информативное) "Условия настоящего Европейского стандарта, содержащие необходимые требования или другие условия Директив ЕС", поскольку оно действует только для государств Европейского Союза.
Вместо приложений В (нормативное) и ZA (информативное) включены с идентичным содержанием приложения ДА и ДБ, которые являются справочными.
1 Область применения
Настоящий стандарт применяется при конструировании и производстве тестоформующих машин (далее - машин) тех типов, которые описаны в 4.2 и показаны на рисунках 2, 3 и 4. Эти машины используют в хлебопечении, производстве кондитерских изделий, сладостей, деликатесов, в пекарнях для плющения, раскатывания и прокатывания тестовых заготовок.
Объектами стандартизации являются тестоформующие машины с ручным или автоматизированным способом подачи тестовых заготовок.
Другие конструкции машин и машины типа 1, спроектированные для иных, чем формующие вручную изделия с использованием мягкого теста, например французские багеты, в настоящий стандарт не включены.
Настоящий стандарт содержит технические требования к конструкции, изготовлению, монтажу, транспортированию, безопасности и гигиене при конструировании, производстве, установке, регулировании, эксплуатации, очистке и техническом обслуживании этих машин, правила их приемки и методы контроля.
Значительную часть опасностей, включенных в настоящий стандарт, составляют механические опасности (порезы, сжатия, сдавливания, разрезание, потеря устойчивости), электрические, эргономические, а также те, которые возникают при вдыхании мучной пыли и при проблемах с гигиеной.
Шум не представляет собой значительной опасности при работе машин. Это не означает, что изготовитель машины избавлен от необходимости снижения уровня шума и указания в эксплуатационной документации данных об уровне шумов.
Настоящий стандарт не распространяется на следующие машины:
- опытные и испытательные образцы, находящиеся в разработке;
- машины для использования в быту;
- машины для производства бубликов.
Настоящий стандарт применяется совместно с ГОСТ Р 50620.
Настоящий стандарт применим только для машин, изготовленных после даты его утверждения, и может использоваться в целях соблюдения требований технических регламентов.
2 Нормативные ссылки
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство ГОСТ Р 50620-93 Машины и оборудование для хлебопекарной промышленности. Требования безопасности ГОСТ Р 51402-99 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью ГОСТ Р 51838-2001 Безопасность машин. Электрооборудование производственных машин. Методы испытаний ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление ГОСТ 12.1.050-86 Система стандартов безопасности труда. Методы измерения шума на рабочих местах ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности ГОСТ 12.2.124-90 Система стандартов безопасности труда. Оборудование продовольственное. Общие требования безопасности ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения ГОСТ 17.2.3.01-86 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями ГОСТ 27.410-87 Надежность в технике. Методы контроля показателей надежности и планы контрольных испытаний на надежность ________________ * На территории Российской Федерации действуют ГОСТ 27.301-95 и ГОСТ Р 27.403-2009, здесь и далее по тексту. - . ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки ГОСТ 12969-67 Таблички для машин и приборов. Технические требования ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (код IP) ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды ГОСТ 21130-75 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры ГОСТ 21786-76 Система "Человек-машина". Сигнализаторы звуковые неречевых сообщений. Общие эргономические требования ГОСТ 21829-76 Система "Человек-машина". Кодирование зрительной информации. Общие эргономические требования ГОСТ 22613-77 Система "Человек-машина". Выключатели и переключатели поворотные. Общие эргономические требования ГОСТ 22614-77 Система "Человек-машина". Выключатели и переключатели клавишные и кнопочные. Общие эргономические требования ГОСТ 22615-77 Система "Человек-машина". Выключатели и переключатели типа "Тумблер". Общие эргономические требования ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования ГОСТ 23706-93 (МЭК 51-6-84) Приборы аналоговые показывающие электроизмерительные прямого действия и вспомогательные части к ним. Часть 6. Особые требования к омметрам (приборам для измерения полного сопротивления) и приборам для измерения активной проводимости ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения ГОСТ 26358-84 Отливки из чугуна. Общие технические условия ГОСТ 26582-85 Машины и оборудование продовольственные. Общие технические условия ГОСТ 26645-85* Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку ________________ * На территории Российской Федерации действует ГОСТ Р 53464-2009, здесь и далее по тексту. - . ГОСТ 27962-88 Оборудование технологическое для мукомольных предприятий. Общие технические условия ГОСТ 31319-2006 (ЕН 14253:2003) Вибрация. Измерение общей вибрации и оценка ее воздействия на человека. Требования к проведению измерений на рабочих местах Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 Термины и определения В настоящем стандарте применены следующие термины с соответствующими определениями: 3.1 время восстановления: Время, за которое происходит ремонт или замена деталей и сборочных единиц, из-за которых произошел отказ. 3.2 легкоочищаемые поверхности: Поверхности, с которых удаление загрязнений обеспечивается простой промывкой (например, вручную с применением губки). 3.3 объединенные поверхности: Поверхности, в зазорах между которыми частицы продукта не застревают, что затрудняло бы их удаление и обусловливало опасность загрязнения. 3.4 опасная зона: Зона внутри машины и/или вокруг нее, в которой человек подвергается риску получения травм или нанесения другого вреда здоровью. 3.5 сопряженные поверхности: Поверхности, разделенные расстоянием не более 0,5 мм. Примечание - Термины, перечисленные в 3.1-3.5, включены дополнительно, поскольку они применены по тексту настоящего стандарта и ЕН 12041:2000. |
4 Устройство и принцип действия*
_______________
* Наименование раздела 4 в бумажном оригинале выделено курсивом. - .
4.1 Описание конструкции*
______________
* Наименование пункта 4.1 в бумажном оригинале выделено курсивом. - .
Настоящий стандарт применяется к нескольким типам формующих машин, в которых тестовые заготовки раскатываются одной или несколькими группами из двух валков, раскатываются между двумя поверхностями (либо между двумя движущимися лентами, либо между одной лентой или барабаном и одной неподвижной пластиной) и таким же способом удлиняются.
Машины изготовляют с ручным или автоматизированным способом подачи (например, с помощью разгрузочного конвейера из шкафа для расстойки тестовых заготовок).
Допускается осуществлять разгрузку вручную или с помощью конвейера.
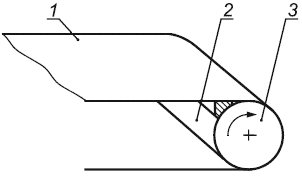
Основной принцип действия машин, являющихся объектами стандартизации в настоящем стандарте, приведен на схеме машины (см. рисунок 1).
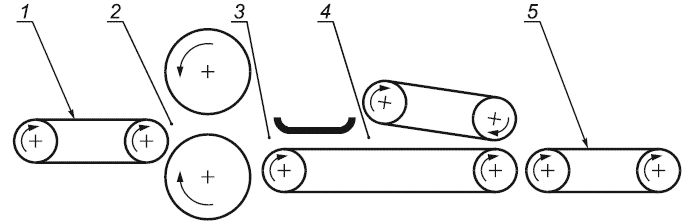
1 - подача;
2 - выравнивание; 3 - раскатка; 4 - удлинение; 5 - разгрузка
Рисунок 1 - Схема тестоформующей машины
4.2 Типы тестоформующих машин*
_______________
* Наименование пункта 4.2 в бумажном оригинале выделено курсивом. - .
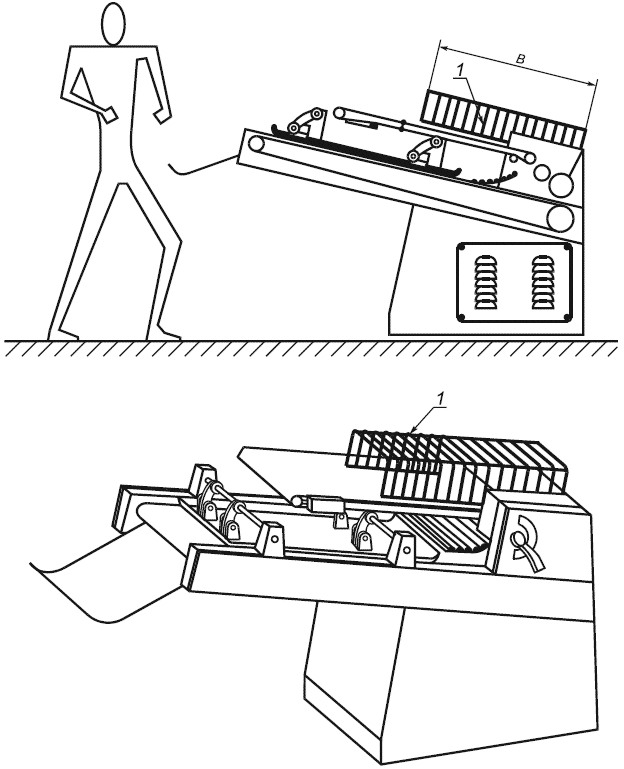
4.2.1 Тестоформующие машины 1-го типа
К 1-му типу относятся машины, используемые для выработки продуктов из мягкого теста, например французских багетов. Качество таких изделий обеспечивается щадящим режимом обработки теста без нарушения его структуры и исключением резких падений тестовых заготовок при переносе вручную. Максимальная высота их падения без возможного повреждения составляет 0,2 м.
При ручной загрузке машин тестовые заготовки растягивают и вводят в пространство между валками вручную.
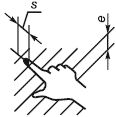
При использовании машин 1-го типа тесто, подаваемое через воронку, выравнивают с помощью валков и превращают в тонкий лист (см. рисунок 2, позиция ). Для обработки упругого или сдобного теста перед двумя первыми валками допускается размещать дополнительные валки.
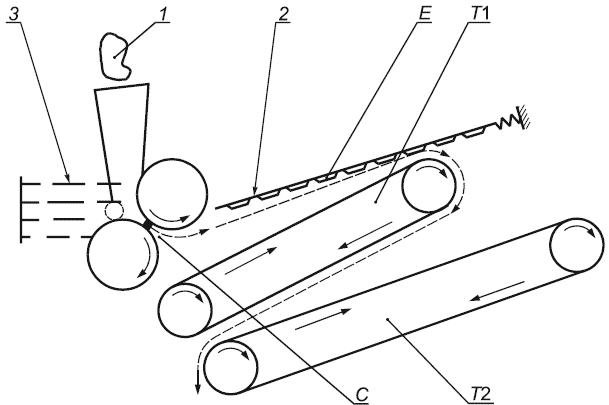
1 - тестовая заготовка, подаваемая вручную; 2 - стационарная поверхность (может быть покрыта специальной тканью); 3 - подача тестовых заготовок ленточным транспортером
Рисунок 2 - Схема тестоформующей машины 1-го типа
Далее тонкий лист теста раскатывают между стационарной поверхностью и движущейся лентой конвейера и сжимают в позиции
. После этого заготовку растягивают между лентами конвейеров
и
.
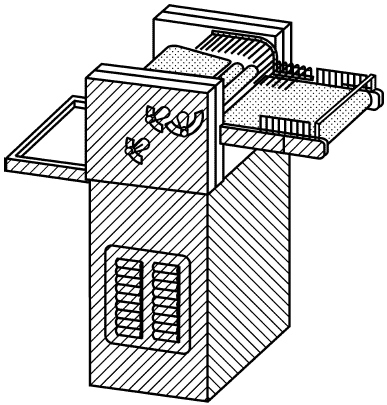
4.2.2 Тестоформующие машины 2-го типа
Машины 2-го типа используют, главным образом, в производстве булочек из мягкого и упругого теста. Тестовую заготовку размещают на конвейерной ленте под различным углом к оси цилиндра с целью получения хлеба различной формы.
Машины 2-го типа (см. рисунок 3) состоят из:
- ленточного конвейера , предназначенного для подачи тестовых заготовок на валки
;
- одного или нескольких пар валков , которые выравнивают тестовую заготовку в пласт;
- двух ленточных конвейеров и
, между которыми тестовую заготовку формуют и/или растягивают.
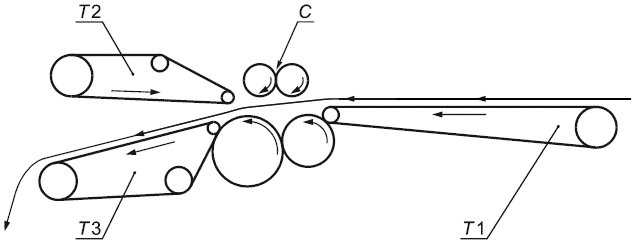
Рисунок 3 - Схема тестоформующей машины 2-го типа
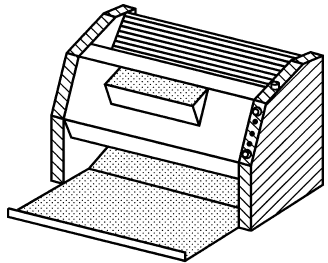
4.2.3 Тестоформующие машины 3-го типа
Эти машины используют, главным образом, для выработки крупного раскатанного хлеба (длинных батонов) из мягкого теста.
Машины 3-го типа (см. рисунок 4) состоят из:
- ленточного конвейера , предназначенного для подачи тестовых заготовок на валки
;
- одной или нескольких пар (обычно от 2 до 6) валков , которые разравнивают тестовую заготовку в пласт;
- гибкой направляющей, изготовленной из специальной ткани , начинающей формовку пласта теста;
- стационарной пластины , объединенной с движущейся лентой конвейера
. В зазоре между ними тестовую заготовку окончательно формуют и/или растягивают до определенной установленной длины.
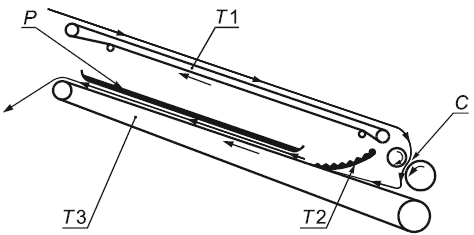
Рисунок 4 - Схема тестоформующей машины 3-го типа
5 Технические требования 5.1 Требования к конструкции 5.1.1 При проектировании и изготовлении машин следует руководствоваться ГОСТ Р 15.201. 5.1.2 Машины должны соответствовать требованиям настоящего стандарта, ГОСТ Р 50620 (раздел 4) и ГОСТ 27962. 5.1.3 Основными параметрами машин являются: - техническая производительность, шт./ч (шт./мин); - производительность в расчете на единицу занимаемой площади, шт./ч м - пределы массы тестовых заготовок, кг; - установленная мощность, кВт; - потребление электроэнергии, кВт/ч; - напряжение сети, В; - габаритные размеры, мм; - занимаемая площадь, м - масса, кг; - коэффициент автоматизации. Параметры конкретного вида машин указывают в технических условиях. 5.1.4 Должны быть обеспечены следующие значения показателей надежности, экономичности использования энергоресурсов и технологичности машин: по надежности: - средняя наработка на отказ - не менее 143 ч; - средний срок службы до первого капитального ремонта - не менее четырех лет; - полный средний срок службы - не менее 10 лет; - коэффициент технического использования - не менее 0,93; по экономичности использования энергоресурсов: - удельное потребление электроэнергии - 0,20 Вт·ч/шт.; по технологичности: - удельная масса машины - не более 0,056 кг/ч/шт.; - удельная масса металла в машине - 0,051 кг/ч/шт. 5.1.5 Конструкцией машин должна быть предусмотрена возможность доступа для осмотра, ремонта, санитарной обработки узлов и деталей. 5.1.6 Машины должны быть оснащены необходимыми измерительными приборами для контроля технологического процесса и иметь звуковую и световую сигнализации, отвечающие требованиям ГОСТ 21829. 5.1.7 Типы и конструктивные элементы сварных элементов должны соответствовать требованиям ГОСТ 14771. 5.1.8 Детали, поступившие на сборку, не должны иметь загрязнений, окалины, ржавчины. Посадочные поверхности и профили резьбовых соединений в механически обработанных деталях и сборочных единицах должны быть без заусенцев и механических повреждений, а также иметь допуски формы и расположения поверхности в соответствии с требованиями настоящего стандарта и ГОСТ 24643 и шероховатости поверхностей в соответствии с требованиями настоящего стандарта и ГОСТ 2789. 5.1.9 В резьбовых отверстиях литых деталей не допускаются раковины в любой плоскости, выходящие за пределы двух шагов резьбы. 5.1.10 Температура нагрева корпусов подшипников во всех сборочных единицах не должна превышать 60 °С. 5.1.11 Масса съемных частей машин, подлежащих санитарной обработке, не должна превышать 15 кг. 5.1.12 Усилие на органах управления должно быть не более 50 Н (5 кгс). 5.1.13 Машины в упаковке должны быть устойчивыми к воздействиям климатических факторов в районах с умеренным и холодным климатом - по условиям хранения С, при транспортировании без нарушения работоспособности при средних условиях в части воздействия механических факторов по ГОСТ 23170. 5.2 Требования к материалам и комплектующим изделиям 5.2.1 Для изготовления узлов и деталей, поверхности которых контактируют с пищевыми средами, следует использовать коррозионно-стойкие к химическим воздействиям стали и сплавы по ГОСТ 5632 либо стали с антикоррозионным покрытием и другие материалы, разрешенные для применения федеральным органом исполнительной власти, осуществляющим функции надзора в сфере защиты прав потребителей и благополучия человека. 5.2.2 Наружные поверхности машин допускается изготовлять из материалов с покрытиями, обеспечивающими современный декоративный внешний вид машин и их коррозионную стойкость при эксплуатации и хранении. 5.2.3 Отливки из чугуна следует изготовлять по ГОСТ 26358 и ГОСТ 26645. На обработанных рабочих поверхностях литых деталей не допускаются расположенные ближе 15 мм друг от друга раковины диаметром более 5 мм и глубиной более 2,5 мм. Допустимое количество раковин - не более четырех на поверхности площадью 100 см На обработанных нерабочих поверхностях литых деталей из чугуна не допускаются расположенные ближе 15 мм друг от друга раковины диаметром более 8 мм и глубиной более 15% от толщины стенки. Допустимое число раковин - не более шести на поверхности площадью 100 см 5.2.4 Отливки из цветных сплавов должны соответствовать ГОСТ 26645. На обработанных рабочих поверхностях литых деталей не допускаются расположенные ближе 20 мм друг от друга раковины диаметром более 5 мм и глубиной более 2 мм. Допустимое число раковин - не более четырех на поверхности площадью 100 см На обработанных нерабочих поверхностях литых деталей из цветных сплавов не допускаются расположенные ближе 20 мм друг от друга раковины диаметром более 8 мм и глубиной более 10% от толщины стенки. Допустимое число раковин - не более восьми на поверхности площадью 100 см 5.3 Требования к электрооборудованию Электрооборудование и электротехнические изделия должны соответствовать требованиям настоящего стандарта и ГОСТ Р МЭК 60204-1 (раздел 14). 5.4 Требования к упаковке 5.4.1 Машины должны быть упакованы согласно упаковочной ведомости и уложены в транспортную упаковку, изготовленную на предприятии-изготовителе. Категория упаковки КУ-1 по ГОСТ 23170 и ГОСТ 23706. 5.4.2 Заводская упаковка должна обеспечивать сохранность машин в течение срока хранения, но не менее 12 мес со дня изготовления. Эксплуатационную и товарно-сопроводительную документации, прилагаемые к машине, упаковывают в пакет из полиэтиленовой пленки толщиной 0,07-0,1 мм. 5.5 Требования к транспортированию и хранению 5.5.1 Транспортирование и хранение машин - по настоящему стандарту и ГОСТ 12.2.124. 5.5.2 Машины в упаковке, соответствующей требованиям раздела 4, допускается транспортировать железнодорожным, автомобильным и речным транспортом, при этом следует соблюдать правила перевозки грузов, установленные федеральным органом исполнительной власти, осуществляющим функции, связанные с работой транспорта. Погрузка, транспортирование и хранение должны соответствовать требованиям к перевозкам. Конструкция изделий должна обеспечивать возможность транспортирования в установленных условиях без нарушения работоспособности. 5.5.3 Машины следует хранить в складских помещениях или под навесом в упакованном виде. Условия хранения - по ГОСТ 15150. Условия транспортирования и хранения в части воздействия механических факторов - по ГОСТ 23170 для средних С условий транспортирования. 5.6 Требования к монтажу 5.6.1 Проведение монтажных работ - по ГОСТ 12.2.124. В инструкции по монтажу следует предусматривать следующую минимальную информацию: - номер настоящего стандарта; - напряжение электропитания, частоту, число фаз; - установленную мощность в киловаттах; - описание процессов проведения монтажных и наладочных работ и последовательность их выполнения и электрическую схему. 5.6.2 Изготовитель обязан сопроводить машины и оборудование информацией об имеющихся опасностях при проведении монтажных и пуско-наладочных работ и дать рекомендации по их предотвращению. 5.7 Требования по охране окружающей среды Должны быть предусмотрены меры по охране окружающей среды в соответствии с ГОСТ Р ИСО 14001, ГОСТ 17.2.3.01, ГОСТ 17.2.3.02 и СанПиН 2.1.6.1032-01 [1]. Примечание - Раздел 5 введен дополнительно в интересах национальной экономики с целью применения единых правил установления требований к продукции (обеспечение потребительских свойств и параметров безопасности на уровне современных требований) и связанных сними процессов проектирования, производства, монтажа, хранения, перевозки на всех стадиях жизненного цикла оборудования (см. статью 3 Федерального закона от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании"). Требования по охране окружающей среды введены из-за образования при эксплуатации тестоформующих машин вредных для окружающей среды аэрозолей мучной пыли, в связи с чем при проектировании следует применять защитные меры для минимизации выброса пыли. |
6 Перечень опасностей
Раздел содержит перечень опасностей, которые идентифицированы при оценке рисков как специфичные и существенные для машин и которые требуют принятия мер для снижения рисков.
Примечание - Оценка риска проведена по методике, действующей в Российской Федерации [2].
На рисунках 5 (тестоформующие машины 1-го типа), 6 (тестоформующие машины 2-го типа) и 7 (тестоформующие машины 3-го типа) показаны опасные зоны.
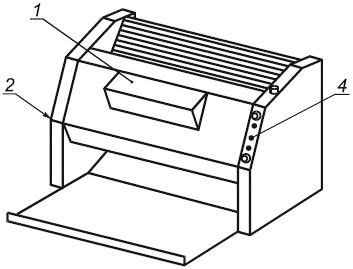
Рисунок 5 - Схема опасных зон тестоформующей машины 1-го типа
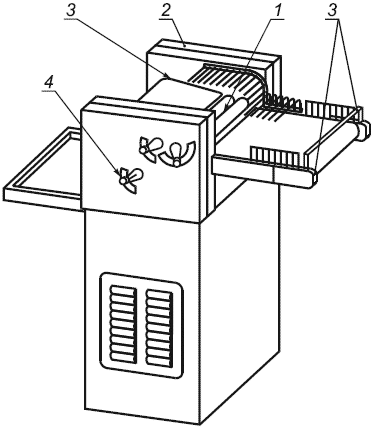
Рисунок 6 - Схема опасных зон тестоформующей машины 2-го типа
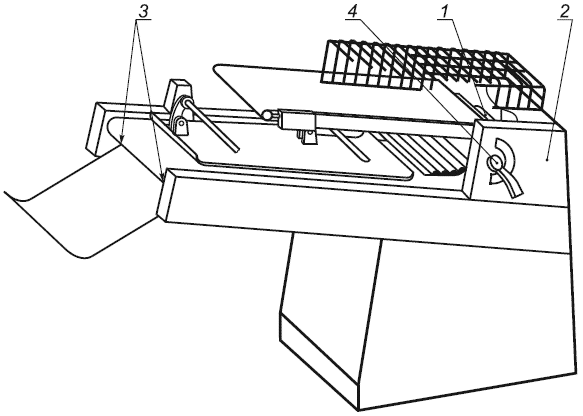
Рисунок 7 - Схема опасных зон тестоформующей машины 3-го типа
6.1 Механические опасности
Существенными механическими опасностями являются опасности сдавливания, дробления, затягивания и потеря устойчивости.
Зона 1 - зазор между вальцами (затягивание, переломы).
Зона 2 - приводные механизмы (сдавливание, порез и затягивание).
Зона 3 - зазоры между неподвижными и движущимися деталями в устройствах загрузки и выгрузки (затягивание, переломы).
Зона 4 - пульт управления (мускульно-скелетные нарушения).
6.2 Электрические опасности
Опасность электрического поражения от прямого или косвенного контакта с деталями и узлами, находящимися под напряжением.
Опасности внешнего воздействия на электрическое оборудование (например, при промывке или удалении пыли).
6.3 Опасности, связанные с несоблюдением* гигиенических требований при конструировании
_______________
* Слова "связанные с несоблюдением" в наименовании пункта 6.3 в бумажном оригинале выделены курсивом. - .
Пренебрежение гигиеническими требованиями может приводить к:
- нежелательным изменениям в тестовых заготовках и, следовательно, к риску для здоровья человека, например, путем физического и химического воздействия или микробиологического инфицирования;
- нанесению ущерба здоровью операторов в случаях превышения допустимых уровней звукового давления, установленных ГОСТ Р 51402 и ГОСТ 12.1.003, и виброскорости, рассчитанной по ГОСТ 12.1.012.
6.4 Опасности, связанные с несоблюдением* эргономических требований при конструировании
_______________
* Слова "связанные с несоблюдением" в наименовании пункта 6.4 в бумажном оригинале выделены курсивом. - .
В процессе работы, чистки и технического обслуживания существует риск причинения вреда или повреждения тела персонала в результате неудобного положения оператора на его рабочем месте.
Загрузка машины тестовыми заготовками в течение длительного времени с использованием монотонного движения рук может быть причиной мускульно-скелетных нарушений.
Механизм регулирования зазора между валками и/или лентами, расположенный в зоне 4, эргономически является потенциально опасным и требует повышенного внимания от оператора.
7 Требования безопасности, санитарии* и гигиены
_______________
* Слово "санитарии" в наименовании раздела 7 в бумажном оригинале выделено курсивом. - .
Раздел формулирует требования и/или пределы их значений для снижения влияния опасностей, детализированных в разделе 6.
7.1 Общие требования*
_______________
* Наименование пункта 7.1 в бумажном оригинале выделено курсивом. - .
Машины должны соответствовать требованиям безопасности, установленным настоящим стандартом, ГОСТ Р 50620 (разделы 3, 6, 7, 8), ГОСТ 12.2.124, ГОСТ 26582, ГОСТ 27962.
7.2 Требования по обеспечению механической безопасности
7.2.1 Подвижные детали блокирующего механизма, например переключатели позиций, должны быть защищены от загрязнения тестом или сухими ингредиентами, например, путем их монтажа внутри корпуса машины. В качестве альтернативы, если использование всех средств защиты не допускается, могут быть использованы магнитные выключатели.
Безопасность, связанная с системами управления, должна соответствовать ГОСТ Р 50620 (раздел 5), ГОСТ Р МЭК 60204-1 (разделы 9-11), и ГОСТ 12.2.124 (раздел 5).
Настоящим стандартом выделены следующие опасные зоны:
7.2.2 Зона 1 - Зазор между двумя валками
Доступ к опасной зоне должен быть предотвращен путем:
- конструирования корпуса машины или кожуха машины с учетом перекрытия доступа в опасную зону. При этом должны учитываться требования эксплуатации;
- блокирующей защитой и/или устройством, предотвращающим попадание руки в опасную зону через питающее устройство;
- времени остановки машины, которое не должно превышать 1 с с момента срабатывания блокирующего устройства.
Для машин 1-го, 2-го и 3-го типов существуют различные пути ограничения доступа в опасную зону с учетом различных условий эксплуатации; единый способ предотвращения доступа не всегда возможен. Оценка рисков и статистика аварий доказывают, что названные меры обеспечивают удовлетворительный уровень защиты.
При автоматизированной системе загрузки должен быть предотвращен доступ к валкам, находящимся в нерабочем состоянии, во избежание нанесения травм оператору при внезапном включении машины. Для этого следует применять: общее ограждение, ограждение питающего туннеля или конвейера защитной сеткой в соответствии с рекомендациями, приведенными в таблице 1, или защитного кожуха и конвейера (см. рисунок 11).
Таблица 1
Часть тела | Схематическое изображение | Размер проема | Безопасное расстояние | ||
Щель | Квадрат | Круг | |||
Кончики пальцев |
| <4 | >2 | >2 | >2 |
От 4 до 6 | >10 | >5 | >5 | ||
Пальцы до запястья или кисть руки |
| От 6 до 8 | >20 | >15 | >5 |
От 8 до 10 | >80 | >25 | >20 | ||
От 10 до 12 | >100 | >80 | >80 | ||
| От 12 до 20 | >120 | >120 | >120 | |
От 20 до 30 | >850* | >120 | >120 | ||
Рука до плечевого сустава |
| От 30 до 40 | >850 | >200 | >120 |
От 40 до 120 | >850 | >850 | >850 | ||
* Если длина щелевого отверстия более 65 мм, в случае попадания в это отверстие большого пальца он будет действовать как ограничитель, поэтому безопасное расстояние может быть уменьшено до 200 мм. | |||||
7.2.2.1 Тестоформующие машины 1-го типа
Для ограничения доступа к зоне 1 необходимо предусмотреть одно из следующих устройств:
- механическое устройство (см. рисунок 8);
- загрузочную воронку, работающую как защитное устройство (см. рисунок 9);
- стационарную загрузочную воронку с предохранительным устройством в форме рамки (см. рисунок 10). Верхний край питающей воронки или защитной рамки должен находиться на расстоянии не менее 150 мм от опасной зоны (см. рисунки 9 и 10). Расстояние между верхним краем питающей воронки и защитным стопором должно быть менее 20 мм, ширина верхнего отверстия питающей воронки - не более 160 мм.
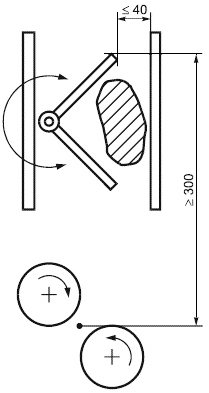
Рисунок 8 - Схема питающей воронки с механическим приспособлением
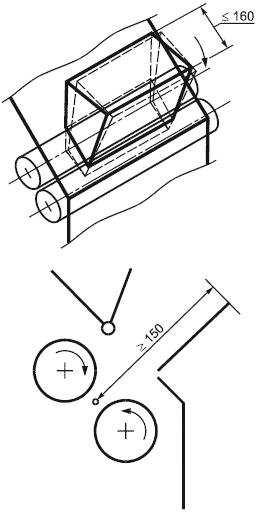
Рисунок 9 - Схема воронки, действующей как защитное устройство
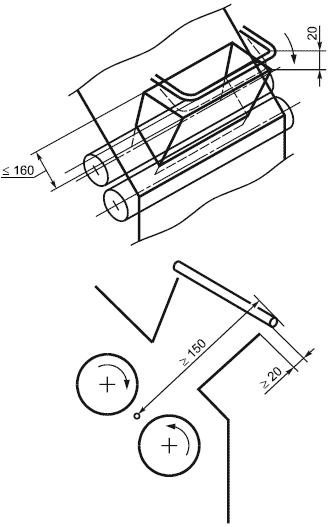
Рисунок 10 - Схема стационарной воронки со стопором в форме рамки
7.2.2.2 Тестоформующие машины 2-го и 3-го типов
Доступ к питающему отверстию должен быть предотвращен за счет установки:
- стационарной или соединенной с кожухом питающей воронки с размерами, показанными на рисунке 11. При необходимости удаления защитного устройства на время чистки машины его следует заблокировать;
- подвижного блокирующего защитного устройства для машин 2-го типа (см. рисунок 8). Защитное устройство должно иметь размеры, приведенные в таблице 2, и возможность вертикального или с незначительным наклоном перемещения в зоне загрузочного отверстия.
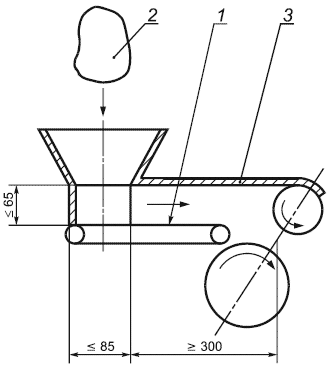
1 - лента; 2 - тестовая заготовка; 3 - кожух
Рисунок 11 - Схема питающей воронки с защитным устройством
Таблица 2 - Размеры защитного устройства для тестоформующих машин 2-го типа
| 70 | 75 | 80 | 85 | 90 | 95 | 100 |
| 230 | 250 | 270 | 290 | 310 | 330 | 350 |
| См. таблицу 1 | ||||||
| См. таблицу 1 | ||||||
| 40 | ||||||
| |||||||
Обозначения:
| |||||||
Вышеуказанные расстояния (кроме ) относятся к машинам с автоматической подачей заготовок.
Машины с ручной подачей заготовок должны быть в дополнение к блокирующему устройству оборудованы боковым защитным устройством, как показано на рисунке 12. Блокирующее устройство должно останавливать машину в течение времени не более 1 с при приложении к нему усилия, не превышающего 30 Н.
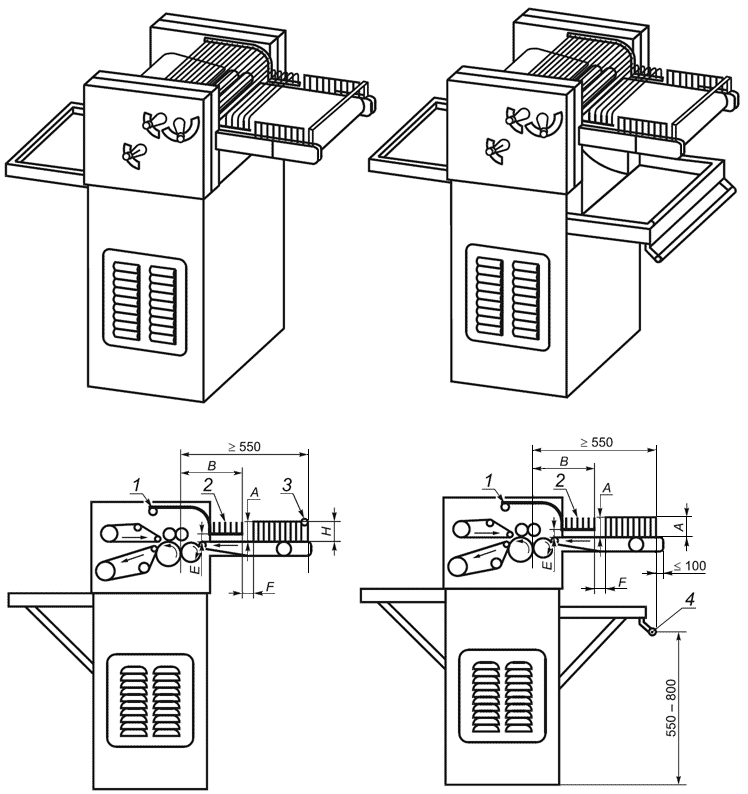
1 - подвижная блокирующая защита; 2 - боковая стационарная защита; 3 - подвижное блокирующее устройство; 4 - тормозное устройство
Рисунок 12 - Схема тестоформующей машины 2-го типа
- для тестоформующих машин 3-го типа* - подвижной блокирующей защитой (см. рисунок 12*); защитные устройства должны иметь размеры, приведенные в таблице 3.
_______________
* Соответствует оригиналу. - .
Таблица 3 - Размеры защитных устройств для тестоформующих машин 3-го типа
| 40 | 45 | 50 | 55 | 60 | 65 | 70 | 105 | 140 |
| 230 | 250 | 300 | 250 | 400 | 450 | 500 | 550 | 600 |
| См. таблицу 1 | ||||||||
Обозначения:
| |||||||||
При подъеме защитного устройства остановка машины должна произойти не более чем через 1 с, при этом повторный запуск должен осуществляться только с пульта управления.
7.2.3 Зона 2 - Электродвигатель (вращающийся и подвижный механизмы)
Двигатель и подвижные механизмы должны быть расположены внутри корпуса машины или оснащаться стационарным или блокирующим защитным устройством.
7.2.4 Зона 3 - Загрузочные и разгрузочные устройства (опасные неподвижные части)
Доступ к опасной зоне должен быть предотвращен с помощью неподвижных защитных устройств, размеры которых соответствуют значениям, приведенным в таблице 1.
Например, защитное устройство (см. рисунок 14, позиция 2), устанавливают для предотвращения доступа к неподвижным частям между верхней и нижней транспортерными лентами.
1 - подвижное блокирующее устройство
Рисунок 13 - Схема тестоформующей машины 3-го типа
1 - загрузочный или разгрузочный конвейер; 2 - неподвижная защита; 3 - валик
Рисунок 14 - Схема неподвижной защиты
7.3 Требования по обеспечению* устойчивости
_______________
* Слова "требования по обеспечению" в наименовании пункта 7.3 в бумажном оригинале выделены курсивом. - .
Конструкция машин должна обеспечивать устойчивость при эксплуатации и соответствовать требованиям 7.3.1, 7.3.2.
Для машин, спроектированных для установки на полу, необходимо указывать значения усилий в точках фиксации.
7.3.1 Машины без колес, устанавливаемые без фундамента, должны быть устойчивыми при наклоне в 10° от горизонтальной плоскости в любом направлении.
7.3.2 Машины, оснащенные колесами, должны иметь не менее двух колес, оборудованных тормозами, и соответствовать требованиям 7.3.1.
7.4 Требования по обеспечению* электрической безопасности
_______________
* Слова "требования по обеспечению" в наименовании пункта 7.4 в бумажном оригинале выделены курсивом. - .
7.4.1 Общие требования
Электрооборудование, силовые электрические цепи и цепи защиты должны соответствовать требованиям ГОСТ Р МЭК 60204-1 (разделы 5-16), ГОСТ Р 50620, ГОСТ 12.2.007.0, ГОСТ 12.1.019, ГОСТ 12.1.030, "Правилам устройства электроустановок (ПУЭ)" [3] и указанным ниже требованиям.
7.4.2 Требования при чистке (промывке) водой
Машины, рассматриваемые настоящим стандартом, не предназначены для промывки водой.
7.4.3 Защита от электрического поражения - по ГОСТ Р МЭК 60204-1 (раздел 6)
7.4.4 Ограничение мощности - по ГОСТ Р МЭК 60204-1 (подпункт 7.2.3).
Для машин, работающих на одной электрической фазе, достаточным является использование устройства для обнаружения и прерывания избыточного тока в фазовом проводнике.
7.4.5 Повреждение заземления - по ГОСТ Р МЭК 60204-1 (подпункт 9.4.3.1).
Для оборудования, питающегося от одной фазы и имеющего заземленный нулевой провод, нет необходимости дублировать систему прерывания.
7.4.6 Ограждение двигателя - по ГОСТ Р МЭК 60204-1 (подпункты 6.2.1 и 6.2.5).
Если двигатель имеет уровень защиты ниже кода IP23, внутри должна быть смонтирована защита, которая гарантирует минимальный уровень кода IP23.
7.4.7 При монтаже электропроводов на конце изоляции каждого провода или жилы кабеля должна быть нанесена маркировка в соответствии с конструкторской документацией. Длина концов проводов, предназначенных для подсоединения к электрооборудованию машин, должна обеспечивать двукратное возобновление концевой заделки проводов. 7.4.8 Прокладку проводов вне шкафов и пультов управления следует выполнять в заземленных металлических коробах и трубах, металлорукавах и гибких синтетических трубах, защищающих провода от механических повреждений, а места их подсоединения - от попадания влаги. 7.4.9 Машины должны быть оборудованы зажимом заземления и иметь знак заземления по ГОСТ 21130. Исполнение защитного заземления - по ГОСТ Р МЭК 60204-1, ГОСТ 12.1.019 и ГОСТ 12.1.030. Исполнение знака заземления - по ГОСТ 12.2.007.0. 7.4.10 Напряжение питания цепей управления не должно превышать 277 В при питании цепей от трансформатора (ГОСТ Р МЭК 60204-1, пункт 9.1). 7.4.11 Сопротивление изоляции электрических независимых цепей, измеренное в холодном состоянии и при нормальных климатических условиях по ГОСТ 15150 при напряжении 500 В постоянного тока должно быть не менее 1 МОм. 7.4.12 Изоляция между не имеющими непосредственного соединения силовыми цепями, цепями управления и цепью защиты, включая корпус машины, должна при нормальных климатических условиях выдерживать в течение 60 с без пробоя и перекрытия испытательное напряжение 1000 В переменного тока. Цепи управления не подлежат испытаниям с приложением повышенного напряжения. 7.4.13 Степень защиты электрооборудования, установленного на машинах, должна быть не ниже кода IP44, шкафа управления - не ниже кода IP42 по ГОСТ 14254. 7.4.14 Двигатель должен быть расположен внутри корпуса машины или защищаться стационарным или блокирующим защитным устройством. Примечание - В 7.4.8-7.4.15 приведены дополнительные по отношению к ЕН 12041:2000 требования электробезопасности, действующие в Российской Федерации, обязательные для применения при проектировании и производстве тестоформующих машин. |
7.5 Санитарно*-гигиенические требования
_______________
* Слово "санитарно" в наименовании пункта 7.5 в бумажном оригинале выделено курсивом. - .
7.5.1 Машины должны быть сконструированы и изготовлены в соответствии с требованиями настоящего стандарта, ГОСТ 12.1.003, ГОСТ 12.1.012, санитарными нормами СН 2.2.4/2.1.8.562 [4], ГН 2.2.5.13* [5] и приложением А.
_________________
* Вероятно ошибка оригинала. Следует читать ГН 2.2.5.1313. - .
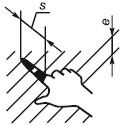
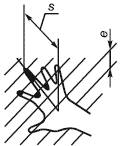
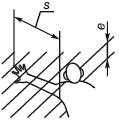
7.5.2 Настоящий стандарт определяет три зоны повышенного санитарно-гигиенического контроля, указанные на рисунках 15-17. Точные границы между зонами зависят от конструкции машины.
- пищевая зона; | ||||
- зона распыления; | ||||
- непищевая зона | ||||
Рисунок 15 - Тестоформующая машина 1-го типа
- пищевая зона; | ||||
- зона распыления; | ||||
- непищевая зона | ||||
Рисунок 16 - Тестоформующая машина 2-го типа
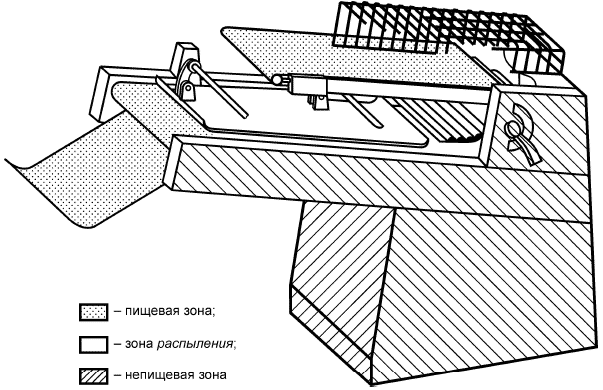
Рисунок 17 - Тестоформующая машина 3-го типа
7.5.2.1 Зона контакта с тестовой заготовкой (пищевая зона)
Пищевая зона включает в себя:
- поверхности валков;
- поверхности очищающих устройств;
- поверхности столов, направляющих и воронок для загрузки/разгрузки заготовок или конвейерных лент;
- защитные устройства.
7.5.2.2 Зона распыления
Зона распыления включает в себя боковые и внутренние части корпуса, а также внешнюю часть жестких защитных устройств.
7.5.2.3 Непищевая зона
Непищевая зона включает в себя все поверхности, которые не перечислены в 7.5.2.1 и 7.5.2.2.
7.6 Требования по снижению уровней шума и вибрации
7.6.1 Машины должны быть сконструированы и изготовлены таким образом, чтобы риски от собственных шумов и вибрационное воздействие на оператора, возникающие при эксплуатации машин, не превышали допустимого уровня.
7.6.1.1 Уровни звукового давления для машин в октавных полосах не должны превышать значений, приведенных в таблице 4 в соответствии с ГОСТ 12.1.003. Таблица 4 - Допустимый уровень шума на рабочих местах | ||||||||||||||||||
Уровни звукового давления, дБ, в октавных полосах со среднегеометрическими частотами, Гц | Уровень звука и эквивалентный уровень звука, дБА | |||||||||||||||||
31,5 | 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 | ||||||||||
107 | 95 | 87 | 82 | 78 | 75 | 73 | 71 | 69 | 80 | |||||||||
7.6.1.2 Значения виброскорости на рабочем месте следует рассчитывать в соответствии с ГОСТ 12.1.012, однако они не должны превышать приведенных в таблице 5 значений. | ||||||||||||||||||
Таблица 5 - Допустимый уровень вибрации на рабочих местах | ||||||||||||||||||
Среднегеометрическая частота полос, Гц | 2,0 | 4,0 | 8,0 | 16,0 | 31,5 | 63,0 | ||||||||||||
Допустимое значение виброскорости, дБ | 108 | 99 | 93 | 92 | 92 | 92 | ||||||||||||
Примечание - Введен 7.6.1.1, в котором указаны предельные шумовые характеристики, а также дополнительно по отношению к ЕН 12041:2000 - 7.6.1.2 - вибрационные характеристики по нормам, действующим в Российской Федерации. | ||||||||||||||||||
7.7 Санитарная обработка и чистка машин*
_______________
* Наименование пункта 7.7 в бумажном оригинале выделено курсивом. - .
Требования к конструкции, обеспечивающие возможность чистки машин, приведены в приложении А.
8 Требования к эргономическим характеристикам
8.1 При конструировании машин следует соблюдать требования ГОСТ Р ИСО 14001, ГОСТ 21786, ГОСТ 21829, ГОСТ 22613, ГОСТ 22614, ГОСТ 22615.
8.2 Следует исключать неудобные для оператора позы при работе и техническом обслуживании машины, в том числе путем использования в циклическом режиме автоматических загрузочных устройств.
8.3 Органы управления должны быть расположены на расстоянии, удобном для доступа оператора. Органы регулирования и управления на внешней стороне поверхности машины, предназначенные для регулирования зазора между валками и/или зазора между конвейерными лентами, должны быть сконструированы и размещены в соответствии с эргономическими требованиями стандартов, перечисленных в 8.1.
8.4 Для установки, удаления и перемещения любой детали машины массой более 25 кг следует устанавливать соответствующие подъемные устройства или приспособления.
9 Методы* проверки уровня безопасности и выполнения санитарно-гигиенических требований и/или предельных значений
_______________
* Слово "Методы" в наименовании раздела 9 в бумажном оригинале выделено курсивом. - .
Объекты и методы проверки приведены в таблице 6.
Таблица 6
Объект проверки | Метод проверки | |
Пункт 7.2.2 | Блокирующая защита | Технологическое испытание |
Безопасные расстояния | Измерение | |
Тормозные механизмы | Технологическое испытание | |
Пункт 7.2.3 | Электродвигатель | Проверка и технологическое испытание |
Пункт 7.2.4 | Опасные неподвижные выступы | Проверка |
Пункт 7.3 | Устойчивость | В соответствии с 6.3.4.1 и 6.3.4.2 |
Пункт 7.2.3 | Электрические цепи и цепи защиты и управления | Проверку следует осуществлять в соответствии с ГОСТ Р МЭК 60204-1 (раздел 18) |
Пункт 7 | Санитарно-гигиенические требования | В соответствии с ГОСТ 12.1.003, ГОСТ 12.1.012, СН 2.2.4./2.1.8.562 [4], ГН 2.2.5.13 [5] |
Пункт 8 | Эргономика | Измерение усилий, проверка видимости индикаторов, кнопок и т.д. |
Пункт 7.3.1.1 | Шум | По ГОСТ 12.1.050 |
Пункт 7.3.1.2 | Вибрация | По ГОСТ 31319 |
10 Информация для потребителя
В эксплуатационной документации настоящий стандарт устанавливает следующий минимальный перечень информации:
10.1 Прилагаемые документы К поставляемым машинам прилагают: - паспорт; - руководство по эксплуатации, обслуживанию и утилизации приобретаемых машин; - инструкцию по монтажу, пуску, регулированию и обкатке машин. Примечание - Указанные в 10.1 документы предусмотрены ГОСТ 2.601. |
10.1.1 Руководство по эксплуатации должно включать в себя:
- указания по транспортированию, хранению, установке, запуску и эксплуатации;
- указания по санитарной обработке и чистке: чистящие средства, которые могут быть использованы; рекомендуемые инструменты, способы и периодичность; необходимые меры предосторожности (например, чистку следует осуществлять только при остановленной машине); использованию щетки, пластмассового скребка, тканевых средств для удаления пыли, вакуумного очистителя. Использование металлических инструментов не рекомендуется;
- значения усилий в точках крепления, если машина должна быть закреплена;
- предупреждение операторам по техническому обслуживанию об опасности наличия остаточного напряжения, особенно, на конденсаторах;
- способ и частоту проверок блокирующих устройств, используемых на воронках машин 1-го и 2-го типов;
- предельные значения уровней шумов и вибрации, выделяемых машиной;
- необходимые количества вспомогательных материалов; - перечень известных ингредиентов, вредных для здоровья (например, смазочные материалы, мучная пыль); - сведения об опасных зонах, рекомендации для составления перечня опасностей и мер по их предотвращению. Должны быть указаны дополнительные меры безопасности при ручной загрузке оборудования; - характеристики защитных устройств от превышающих токов в случае, если машина ими оборудована; соответствующие меры предосторожности и инструкции для предотвращения обратного движения при отключенном от сети двигателе, если существует риск такого движения при техническом обслуживании. 10.1.2 Инструкция по монтажу, пуску, регулированию и обкатке машин должна содержать: - номер настоящего стандарта; - напряжение электропитания, частоту тока, количество фаз; - установленную мощность, кВт; - сведения об опасных зонах при монтаже и рекомендации по предотвращению доступа к ним; - монтажные схемы; - перечень инструментов и приспособлений, необходимых для проведения монтажных работ; - техническую документацию (компоновочные и рабочие чертежи, необходимые для монтажа, наладки, эксплуатации и ремонта машин). Примечание - Введено дополнительно по отношению к ЕН 12041 с целью унификации содержания руководства по эксплуатации и инструкции по монтажу, пуску, регулированию и обкатке машин. |
10.2 Маркировка
10.2.1 На видном месте шкафа прикрепляют изготовленную по ГОСТ 12969 табличку с информацией для потребителя. Форма таблички - прямоугольная по ГОСТ 12971.
10.2.2 Табличка включает в себя следующий минимальный перечень информации по ГОСТ 26582:
- товарный знак;
- наименование предприятия-изготовителя;
- обозначение типа, марки (модели) и, при необходимости, исполнения машины;
- заводской (серийный) номер;
- дату выпуска (год, месяц);
- обозначение настоящего стандарта;
- основные технические характеристики, включая параметры источников энергоснабжения (напряжение, частоту тока, количество фаз);
- установленную мощность.
11 Правила приемки 11.1 Изготовленные машины подвергают следующим видам испытаний: - приемо-сдаточным; - периодическим; - на надежность; - на транспортабельность (проверка работоспособности машины после ее транспортирования в упаковке при воздействии механических факторов по ГОСТ 23170); - климатическим (проверка на устойчивость машины, находящейся в упаковке, к воздействию внешней среды в процессе транспортирования и хранения). 11.2 Детали и сборочные единицы должны быть проверены на соответствие их конструкторской документации и требованиям настоящего стандарта и технических условий. 11.3.1 Каждую машину подвергают на предприятии-изготовителе приемо-сдаточным испытаниям, указанным в приложении ДВ. Приемо-сдаточные испытания проводит предприятие-изготовитель. 11.3.2 Машины, в которых в ходе приемо-сдаточных испытаний выявлены несоответствия требованиям настоящего стандарта и конструкторской документации, должны быть отправлены на доработку. 11.3.3 После устранения несоответствий машина должна быть подвергнута повторным приемо-сдаточным испытаниям. При успешном прохождении результаты повторных испытаний считают окончательными. 11.3.4 Результаты приемо-сдаточных испытаний оформляют в виде свидетельства о приемке. 11.4.1 Порядок проведения периодических испытаний и оформление результатов - по ГОСТ 15.309. Периодические испытания следует проводить на соответствие всем требованиям настоящего стандарта. 11.4.2 Периодические испытания проводят один раз в три года в условиях эксплуатации. Допускается проведение указанных испытаний при возможности использования сырья на предприятии-изготовителе с оформлением протокола испытаний. Для проведения испытаний отбирают образцы, изготовленные в течение контролируемого периода и прошедшие приемо-сдаточные испытания. 11.4.3 При обнаружении дефектов при испытаниях они должны быть устранены, а машина подвергнута повторным испытаниям в удвоенном количестве. При успешных результатах повторные испытания считают окончательными. В случае выявления дефектов по результатам повторных испытаний изготовитель обязан принять решение о приостановке выпуска продукции до выяснения причин брака и устранения этих причин. Для оценки показателей надежности проводят контрольные испытания одной или нескольких машин один раз в четыре года в соответствии с ГОСТ 27.410. 11.6.1 Испытаниям на транспортабельность подвергают упакованную машину, прошедшую приемо-сдаточные испытания. После испытаний машину распаковывают и проверяют в объеме приемо-сдаточных испытаний. 11.6.2 Выявленные недостатки должны быть устранены, после чего машину необходимо подвергнуть повторным испытаниям. Результаты повторных испытаний являются окончательными для оценки сохранения работоспособности после транспортирования в упаковке. 11.6.3 Периодичность испытаний на транспортабельность - одна машина один раз в пять лет. 11.7.1 Климатическим испытаниям подвергают упакованную машину, прошедшую приемо-сдаточные испытания. Допускается подвергать климатическим испытаниям снятые с машины сборочные единицы и детали (электрооборудование, резино-технические изделия), упакованные в соответствии с требованиями настоящего стандарта. После испытаний машину собирают и проверяют в объеме приемо-сдаточных испытаний. 11.7.2 Выявленные недостатки должны быть устранены, после чего машину необходимо подвергать повторным испытаниям. Результаты повторных испытаний являются окончательными для оценки сохранения работоспособности после транспортирования в упаковке. 11.8 Результаты климатических испытаний и на транспортабельность оформляют в виде протоколов. 12 Методы контроля 12.1 Техническую производительность машины
где
12.2 Габаритные размеры машины (см. 5.1.3) определяют с помощью измерительной металлической рулетки. 12.3 Занимаемую площадь (см. 5.1.3) определяют как условную площадь, рассчитываемую по длине и ширине машины без учета площади зоны обслуживания. 12.4 Массу машины (см. 5.1.3) проверяют путем взвешивания ее на весах, предназначенных для статического взвешивания. 12.5 Массу металла в машине (см. 5.1.3) определяют вычитанием из массы машины массы неметаллических частей согласно конструкторской документации. 12.6 Коэффициент автоматизации
где
Коэффициент весомости определяют экспериментальным путем с учетом значимости операции. 12.7 Массу тестовых заготовок (см. 5.1.3) контролируют на весах, предназначенных для статического взвешивания. 12.8 Производительность в расчете на единицу занимаемой площади (см. 5.1.3) определяют делением технической производительности на занимаемую машиной площадь. 12.9 Контроль показателей надежности осуществляют в соответствии с ГОСТ 27.410 (подпункт 5.1.4.1). 12.9.1 Контроль средней наработки на отказ (см. 5.1.4.1) выполняют по одноступенчатому методу. Исходными данными для контроля являются: - риск поставщика - риск потребителя - браковочный уровень средней наработки на отказ - приемочный уровень средней наработки на отказ При указанных исходных данных в соответствии с ГОСТ 27.410 (таблица 4) машину считают выдержавшей испытание по средней наработке на отказ, если при наработке длительностью 143 ч было не более одного отказа. Требуемая длительность испытаний может быть набрана как на одной, так и на нескольких машинах. 12.9.2 Контроль среднего срока службы до первого капитального ремонта и полного среднего срока службы потребителей (см. 5.1.4.1) осуществляют путем сбора и обработки эксплуатационной информации и рекламаций. 12.9.3 Коэффициент технического использования
где
Результаты испытания считают положительными, если 12.10 Удельные показатели - удельное потребление электроэнергии (см. 5.1.4.2), удельную массу машины, удельную массу металла в машине (см. 5.1.4.3) определяют делением соответствующего показателя на техническую производительность, при этом контроль потребляемой электроэнергии осуществляют с помощью счетчика активной энергии. 12.11 Число сварных швов (см. 5.1.7) проверяют внешним осмотром и измерением размеров сечения по методике согласно ГОСТ 3242. 12.12 Температуру нагрева корпусов подшипников (см. 5.1.10) следует проверять термометром после достижения постоянной температуры, но не ранее чем через 0,5 ч после начала работы. 12.13 Контроль качества материалов, контактирующих с пищевыми средами (см. 5.2.1), осуществляют по документам изготовителя, подтверждающим их качество, а также путем проведения анализов в лаборатории. 12.14 Качество литых деталей (см. 5.2.3) проверяют визуально. Дефекты литья измеряют металлической линейкой и штангенциркулем при технологическом процессе изготовления деталей. 12.15 Проверку на транспортабельность упакованного изделия (см. 5.5.2) осуществляют в соответствии с ГОСТ 26582 (см. 5.4) при испытаниях, проводимых предприятием-изготовителем по программе и методике, утвержденной в установленном порядке. 12.16 Качество металлических и неметаллических неорганических покрытий (см. 5.2.2) определяют по ГОСТ 9.302. 12.17 Качество окраски поверхностей машины (см. 5.2.2) проверяют путем сравнения с образцами окраски поверхностей, изготовленными и утвержденными в соответствии с требованиями ГОСТ 9.032. 12.18 Контроль маркировки и упаковки (см. 5.4, 10.2) осуществляют визуально. 12.19 Изделия следует подвергать испытанию на транспортабельность (см. 5.5.2), если это указано в стандартах или ТУ на конкретные изделия. При этом изделия в упаковке для перевозки должны выдерживать без повреждений транспортную тряску с ускорением 30 м/с При отсутствии испытательного стенда допускается проводить испытания транспортировкой изделия на автотранспорте, при этом изделия в упаковке транспортируют по грунтовой дороге со скоростью 30 км/ч в течение не менее 2 ч. Испытания на транспортабельность должны предшествовать всем остальным испытаниям. 12.20 Контроль на устойчивость упакованной машины к воздействиям климатических факторов внешней среды в процессе транспортирования и хранения (см. 5.5.3) осуществляют при испытаниях, проводимых предприятием-изготовителем по программе и методике, утвержденной в установленном порядке. 12.21 При испытаниях машины на электробезопасность проверяют: 12.21.1 защиту электрооборудования от перегрузок и короткого замыкания (см. 7.4.1, 7.4.4, 7.4.6) в соответствии с ГОСТ Р МЭК 60204-1 и "Правилами устройства электроустановок" "ПУЭ" [3]; 12.21.2 защиту от поражения электрическим током (см. 7.4.3) в соответствии с "Правилами устройства электроустановок" "ПУЭ" [3]; 12.21.3 наличие заземляющего устройства (см. 7.4.10) визуально; 12.21.4 сопротивление изоляции (см. 7.4.12) мегомметром по ГОСТ Р 51838 (приложение Д); 12.21.5 электрическую прочность изоляции (см. 7.3.13) с помощью пробойной установки по ГОСТ 51838 (приложение Ж); 12.21.6 степень защиты (см. 7.4.14) в соответствии с ГОСТ 14254. 12.22 Проверку уровня звука (см. 7.6.1.1) проводят по ГОСТ Р 51402 и ГОСТ 12.1.050. 12.23 Проверку уровня вибрации (см. 7.6.1.2) проводят методом общей вибрации по ГОСТ 31319. Примечание - Разделы 11 и 12 введены дополнительно по отношению к ЕН 12041:2000 с целью установления типовых правил приемки продукции и методов контроля. |
 ,
, ,
,
Приложение А
(обязательное)
Требования к конструкции, обеспечивающие возможность чистки тестоформующих машин
А.1 Материалы конструкции
А.1.1 Типы материалов
А.1.1.1 Материалы для пищевой зоны
Для конструирования и изготовления деталей и узлов, контактирующих с продуктами питания и пищевой средой, следует использовать материалы, соответствующие требованиям настоящего стандарта и ГОСТ 5632, разрешенные федеральным органом исполнительной власти по надзору за соблюдением прав потребителей и благополучия человека для контакта с пищевыми продуктами и средами.
А.1.1.2 Материалы для зоны распыления
Материалы для зоны распыления должны соответствовать требованиям, изложенным в 5.2.1.
А.1.1.3 Материалы для непищевой зоны
Материалы для непищевой зоны должны соответствовать требованиям 5.2.2.
А.1.2 Характеристики поверхностей
Материалы, используемые для изготовления деталей и узлов, подлежащих санитарной обработке, должны обеспечивать легкую чистку в соответствующих условиях. Уровень шероховатости должен соответствовать параметрам, представленным в таблицах А.1 и А.2.
Таблица А.1 - Характеристики поверхностей, контактирующих с пищевыми продуктами (для пищевой зоны)
Способ обработки | Шероховатость |
Цельнотянутый-прокатанный-скрученный |
|
Литой-формованный |
|
Механически обработанный |
|
Полученный диффузией в: | |
- металл |
|
- пластики |
|
Сетка, перфорированный тканый и/или нетканый материал | Согласно требованиям производителя по очистке |
Покрытие: | |
- окраска (наилучшие защитные свойства) |
|
- пластики (наилучшие защитные свойства) |
|
- стекло |
|
- металл (наилучшие защитные свойства) |
|
Таблица А.2 - Характеристики поверхности для зоны распыления
Способ обработки | Шероховатость |
Цельнотянутый-прокатанный-скрученный |
|
Литой-формованный |
|
Механически обработанный |
|
Полученный диффузией в: | |
- металл |
|
- пластики |
|
Сетка, перфорированный металл | Согласно требованиям производителя по очистке |
Покрытие: | |
- окраска |
|
- пластики |
|
- стекло |
|
- металл |
|
А.2 Конструкция
А.2.1 Сопряжение внутренних поверхностей
Сопряжения должны иметь тот же уровень шероховатости, что и соединяемые поверхности. Они должны быть сконструированы таким образом, чтобы исключать любую возможность возникновения "мертвых" пространств, недоступных для чистки.
А.2.1.1 Сопряжение внутренних поверхностей, контактирующих с пищевыми продуктами (для пищевой зоны)
Две поверхности должны быть соединены закругленной кромкой радиусом не менее 3 мм, созданной путем:
- механической обработки (нарезки внутри массы материала);
- сгибания листового металла (сгибания и формовки);
- конструирования в формах с помощью литья, выдавливания и выдувания (см. рисунок А.1);
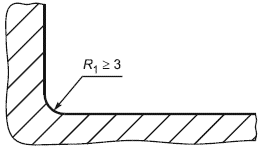
Рисунок А.1 - Пищевая зона
- сварного соединения с шлифовкой и полировкой (см. рисунок А.2).
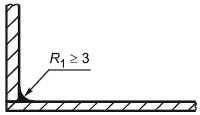
Рисунок А.2 - Пищевая зона
Для внутреннего угла не менее 135° специальных требований к радиусу не существует (см. рисунок А.3).
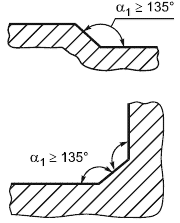
Рисунок А.3 - Пищевая зона
Три поверхности соединяются путем:
- использования двух округлых кромок, имеющих радиус не менее 3 мм, и третьего закругления, имеющего радиус не менее 7 мм;
- формирования углов не менее 135° таким образом, чтобы расстояние
между двумя сгибами было не менее 7 мм (см. рисунок А.4).
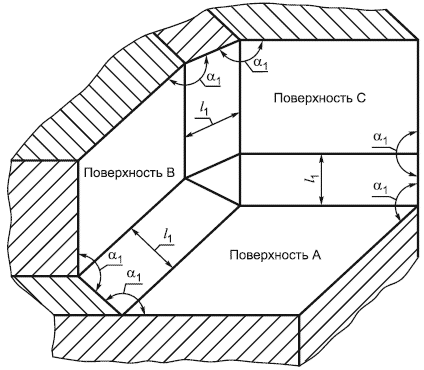
Рисунок А.4 - Пищевая зона
А.2.1.2 Сочленение внутренних поверхностей для зоны распыления
Если две поверхности перпендикулярны, радиус должен быть не менее 1 мм (см. рисунок А.5).
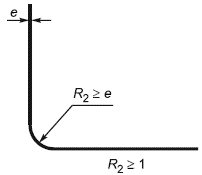
Рисунок А.5 - Зона распыления
Если внутренний угол имеет значение от 60° до 90°, то радиус
должен быть не менее 3 мм (см. рисунок А.6).
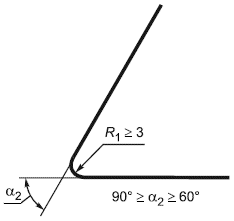
Рисунок А.6 - Зона распыления
При сварном соединении двух перпендикулярных поверхностей сварка должна гарантировать прочность соединения (см. рисунок А.7). При этом рекомендуется выполнять окончательное шлифование.
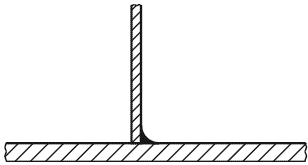
Рисунок А.7 - Зона распыления
А.2.1.3 Сочленение внутренних поверхностей для непищевой зоны
Специальных требований не существует.
А.2.2 Соединение и перекрывание поверхностей
При соединении листов металла необходимо учитывать их расширение и сжатие, связанные с колебаниями температуры.
А.2.2.1 Соединение и перекрывание поверхностей для пищевой зоны
А.2.2.1.1 Соединение поверхностей
Соединение поверхностей осуществляется с помощью непрерывного:
- сварного шва (см. рисунок А.8)
![]()
Рисунок А.8 - Пищевая зона
- герметичного и заполненного соединения (см. рисунок А.9)
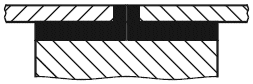
Рисунок А.9 - Пищевая зона
А.2.2.1.2 Перекрывание поверхностей
В случае невозможности изготовления деталей из единой заготовки (например, длинных листовых металлических деталей различной толщины) соединение осуществляется перекрыванием листов, при котором соединяемые поверхности накладываются друг на друга путем:
- непрерывного сварного шва. В этом случае верхняя поверхность должна перекрывать нижнюю поверхность в направлении потока продукта. Конец перекрытия и край должны находиться друг от друга на расстоянии не менее 30 мм (см. рисунок А.10).
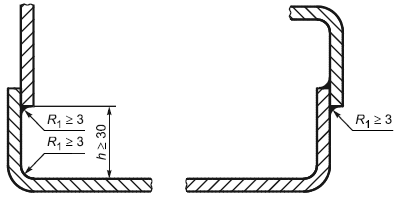
Рисунок А.10 - Пищевая зона
Если это невозможно, соединение следует осуществлять в соответствии с требованиями, относящимися к закругленным сопряжениям в пищевой зоне (см. А.2.1.1 и рисунок А.11);
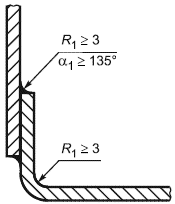
Рисунок А.11 - Пищевая зона
- непрерывной герметизации и стыковки соединения.
Когда общая толщина перекрывающей детали и стыка более 1 мм, верхняя деталь должна быть скошена с целью снижения толщины до не более 1 мм (см. рисунок А.12).
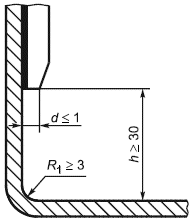
Рисунок А.12 - Пищевая зона
А.2.2.2 Соединение или перекрытие поверхностей для зоны распыления
Поверхности могут быть:
- клепаными посредством профиля, который нельзя удалить или который устанавливается до соединения (см. рисунок А.13);
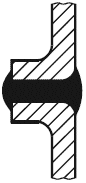
Рисунок А.13 - Зона распыления
- клепаными путем стыкового соединения [изгиб детали, используемой для соединения, должен иметь боковую длину более 6 мм, а изгиб стыкуемой детали не должен превышать 0,5 мм (см. рисунок А.14)];
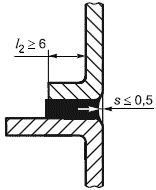
Рисунок А.14 - Зона распыления
- соединенными и приложенными друг к другу (максимальное расстояние между ними не более 0,5 мм) с перекрыванием верхней деталью нижней в направлении потока продукта. Высота перекрытия
должна быть не менее 30 мм, чтобы предотвратить утечку жидкости за счет капиллярного эффекта (см. рисунок А.15).
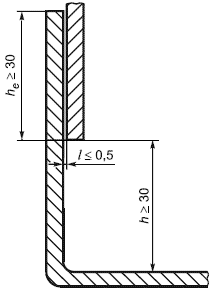
Рисунок А.15 - Зона распыления
А.2.2.3 Соединение и перекрывание поверхностей для непищевой зоны
Особых требований нет.
А.2.3 Крепеж
А.2.3.1 Соединительные детали (крепеж для пищевой зоны)
А.2.3.1.1 Точечные соединения
В конструкции допускается использовать винты с внутренним шестигранником в точечных соединениях. При этом:
- либо конструкция должна соответствовать рисунку А.16, а изготовитель в руководстве по эксплуатации должен дать рекомендации по чистке;
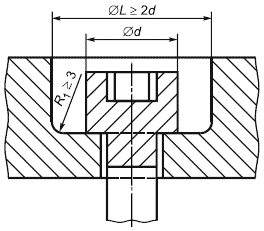
Рисунок А.16
- либо изготовитель должен дать рекомендации по точечным соединениям с применением герметичных и постоянных заглушек, соответствующих требованиям пищевой зоны.
А.2.3.1.2 Крепежные системы
Крепежные системы должны быть максимально унифицированными. Изготовитель может назначать метод контроля, чтобы обеспечивать соответствие этим требованиям.
А.2.3.2 Крепеж для зоны распыления
Крепеж, легко поддающийся чистке, выбирают из вариантов, изображенных на рисунке А.17.
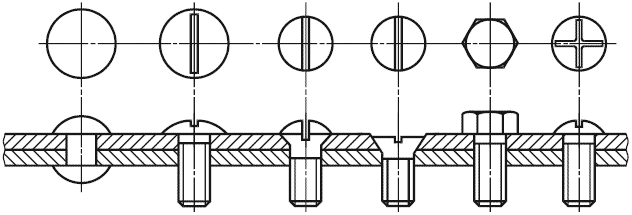
Рисунок А.17
При использовании винтов с внутренним шестигранником, заглубленных в точечные отверстия, конструкция должна соответствовать:
- либо способу крепления, указанному на рисунке 16 для пищевой зоны, вследствие чего изготовитель должен четко указывать в руководстве по эксплуатации требуемые условия чистки (например, использование струи высокого давления);
- либо необходимым параметрам для заглушек герметичных точечных соединений, которые указывает изготовитель.
А.2.3.3 Крепеж для непищевой зоны
Специальных требований нет.
А.2.4 Ножки, опоры и столы для обеспечения чистки пространства под машиной
А.2.4.1 Настольные машины
При конструировании настольных машин должна быть предусмотрена возможность чистки пространства под машиной.
Такие машины могут быть:
- передвигаемыми, для перемещения которых одним человеком требуемое усилие не более 250 Н, а все элементы являются съемными и могут удаляться для чистки. Специальные требования к таким машинам отсутствуют;
- наклоняемыми, для наклона которых требуемое усилие не более максимально допустимой массы. Специальные требования к таким машинам отсутствуют.
Однако машины должны быть снабжены специальными элементами для наклонного движения, чтобы гарантировать устойчивость в наклонном положении (соответствующие ножки, средства поддержки и т.п.), а процедура наклона должна быть четко изложена в руководстве по эксплуатации;
- непередвижными и ненаклоняемыми.
Машины снабжаются либо ножками, либо станиной (фундаментом). Для определения минимальной высоты ножек в таблице А.3 представлены минимальные расстояния для доступа
, которые позволяют осуществлять чистку поверхностей и должны учитываться при установке машин (см. рисунок А.18).
Таблица А.3
Минимальное расстояние | Минимальная высота ножки |
|
|
120 |
|
500 |
|
|
|
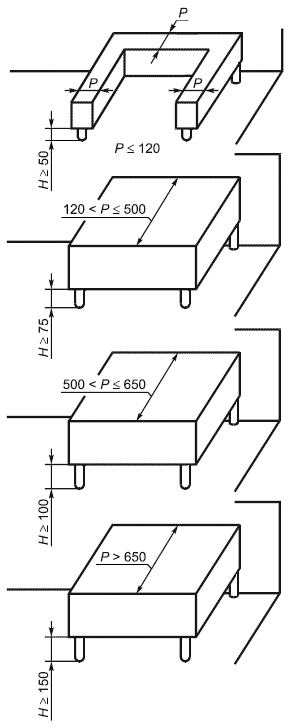
Рисунок А.18 - Станины для машин
Если машина не имеет ножек, она должна быть размещена на станине (рабочем столе) с встроенными постоянными и защищенными креплениями.
Руководство по эксплуатации должно содержать указания по способу крепления.
А.2.4.2 Машины напольного типа
А.2.4.2.1 Стационарные машины, имеющие или не имеющие станины
Стационарные машины, имеющие или не имеющие станины, следует устанавливать либо на полу со встроенными постоянными и защищенными креплениями [в этом случае руководство по эксплуатации должно содержать указания по способу крепления (см. рисунок А.19)]; либо стационарные машины должны иметь ножки высотой не менее 150 мм.
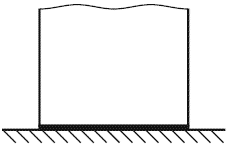
Рисунок А.19
Если пространство не более 150 мм, высота
может быть снижена до 100 мм таким образом, чтобы обеспечивать возможность доступа (см. рисунок А.20).
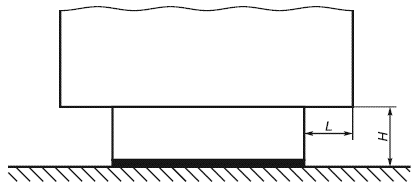
Рисунок А.20
Если площадь ножки более 1 дм, ножки следует рассматривать как станину со встроенной защитой (см. рисунок А.21).
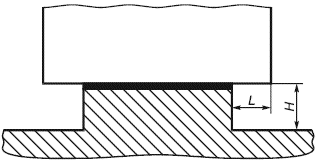
Рисунок А.21
А.2.4.2.2 Передвижные машины
Колеса должны быть доступны для чистки. Пример представлен на рисунке 22, где имеет большую ширину, перекрывающую окружность колеса.
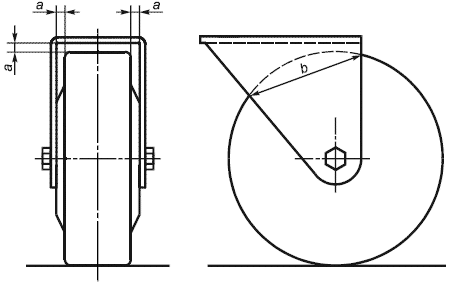
Рисунок А.22
Если 25 мм, то
3,5 мм.
Если 25 мм, то
6 мм.
А.2.5 Вентиляционные отверстия
А.2.5.1 Вентиляционные отверстия для непищевой зоны
Вентиляционные отверстия следует располагать в непищевой зоне.
Их конструкция должна исключать любые проникания и задержку жидкости в машине.
Когда это возможно, машины, стоящие на полу, должны иметь защиту от проникания грызунов во все технические зоны, поэтому минимальный размер отверстий должен быть не более 5 мм.
А.2.5.2 Вентиляционные отверстия для зоны распыления
При технической необходимости вентиляционные отверстия допускается располагать в зоне распыления, при этом они должны обеспечивать возможность чистки.
Машины, стоящие на полу, должны иметь защиту от проникания грызунов во все технические зоны машины.
Размер отверстий должен быть не более 5 мм (см. рисунок А.23).
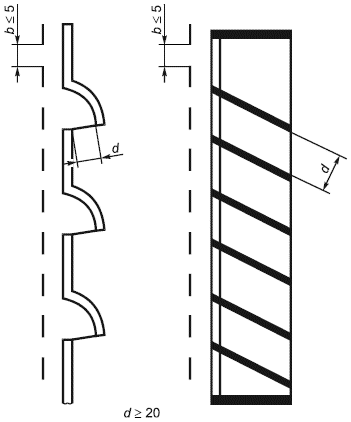
Рисунок А.23
А.2.6 Шарниры
По возможности изготовитель должен исключать все детали вращения из пищевой зоны.
Если наличие деталей вращения в пищевой зоне необходимо:
- они должны легко сниматься;
- если они не снимаются, то все поверхности должны быть доступны.
Конструкция агрегатов с фиксированными деталями должна исключать любое проникание пыли и влаги, скапливания остатков теста. Доступ ко всем трем зонам возможен, когда ширина прохода не менее двукратной глубины
. В любом случае эта ширина
должна быть более 10 мм (см. рисунок А.24).
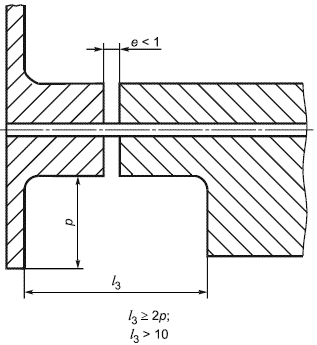
Рисунок А.24
А.2.7 Панель управления
А.2.7.1 Панель управления в непищевой зоне
Панель управления следует располагать в непищевой зоне. При этом должен быть обеспечен доступ к ней для чистки.
А.2.7.2 Панель управления в зоне распыления
Если по техническим причинам невозможно разместить панель управления в непищевой зоне, отдельные органы управления должны иметь поверхности, легкодоступные для чистки.
Расстояние между двумя элементами управления должно быть не менее:
- 20 мм (см. рисунок А.25);
- 12,5 мм, если их высота не более 8 мм (см. рисунок А.26).
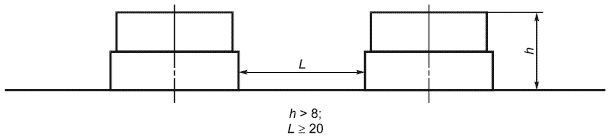
Рисунок А.25

Рисунок А.26
Если вышеуказанные требования не могут быть выполнены, элементы управления должны быть защищены колпачком (см. рисунок А.27).

Рисунок А.27
Приложение ДА
(справочное)
Система правил анализа шума. Второй класс точности
Эта система правил анализа шума применяется для тестоформовочных машин.
ДА.1 Определения
В соответствии с ЕН ИСО 12001.
ДА.2 Установка и особенности монтажа
Окружающие условия, пригодные для целей измерения уровня давления выделяемого звука, должны представлять собой плоскую поверхность на открытом воздухе (например, автомобильная парковка) или площадку внутри помещения, которая обеспечивает в полной мере свободное от отражения поле. Условия для проведения этого анализа должны соответствовать требованиям, представленным в ЕН ИСО 3744:1995 (приложение А).
Следует обратить внимание на то, чтобы любые электрические провода, трубопроводы или воздушные каналы, подключенные к оборудованию, не излучали бы значительное количество звуковой энергии, которое влияло бы на результат определения уровня шумов, издаваемых машиной. Этого можно избежать путем ослабления или частичной изоляции этих деталей.
ДА* Условия проведения анализа
_______________
* Нумерация соответствует оригиналу. - .
При определении значений уровня звукового давления должны быть соблюдены следующие условия:
- машина должна быть пустой;
- она должна работать на максимальной скорости.
ДА* Определение уровня звукового давления
_______________
* Нумерация соответствует оригиналу. - .
Определение уровня звукового давления (-взвешенный пик) должно производиться в соответствии с ЕН ИСО 11201.
Продолжительность измерения уровня звукового давления должна составлять 30 с.
Измерения следует проводить:
- на высоте 1,6 м над уровнем пола;
- на расстоянии (0,20±0,02) м перед панелью управления машиной.
Во-первых, должно быть определено значение фонового шума, измеряемого по -взвешенному пику или по каждой интересующей полосе частот. Оно должно быть не менее чем на 6 дБ (а предпочтительнее более чем на 15 дБ) ниже уровня шума, связанного с работой машины при испытаниях.
С целью получения значения уровня звукового давления в определенном положении должен применяться поправочный коэффициент фонового шума . Коэффициент
следует определять и использовать в соответствии с ЕН ИСО 11201:1996.
Примечание - Может быть также дополнительно измерен уровень звукового давления с использованием другой частоты или в полосе частот октавы или трети октавы, если это требуется для целей измерений.
ДА.5 Измерение отклонений
При определении уровня звукового давления для -взвешенного пика ожидается уровень стандартной ошибки (среднеквадратического отклонения) воспроизводимости от 0,5 до 2,5 дБ (см. ЕН ИСО 11201).
ДА.6 Информация, которая должна быть записана
Информация, которая должна фиксироваться, включает все технические требования этой системы правил. Любые отклонения от этой системы правил оценки шумов и/или от основных используемых стандартов выделения шумов должны фиксироваться вместе с техническими обстоятельствами, обусловившими такие отклонения.
ДА.7 Информация, которая должна сообщаться
В доклад о проведении испытаний должна включаться информация, которую изготовитель требует для подготовки информации (декларации) о шумах или пользователь требует для подтверждения декларируемых значений.
Как минимум, должна быть включена следующая информация:
- идентификация компании-изготовителя, тип машины, модель, серийный номер и год выпуска;
- ссылка на основные использованные стандарты по выделению шумов;
- описание использованных условий монтажа и работы;
- положение микрофона для определения уровня звукового давления на рабочей станции;
- полученные значения уровня выделения шумов.
Следует указать, что все требования системы правил оценки шумов и/или основных использованных стандартов по выделению шумов выполнены или, если это не относится ко всем случаям, любые невыполненные требования должны быть идентифицированы; отклонения от требований должны быть указаны и должны быть представлены технические обоснования для отклонений.
ДА.8 Декларирования и проверка значений уровней выделения шума
Декларация об уровнях выделения шума должна быть подготовлена в двух экземплярах как документ о выделении шума согласно ЕН ИСО 4871:1997.
Следует сообщать значения уровня звукового давления LpA и соответствующий коэффициент отклонений К рА согласно ЕН ИСО 292-2:1991 (приложение А, подпункт 1.7.4, перечисление f) и настоящему приложению.
Ожидаемый коэффициент отклонений должен иметь значение 2,5 дБ.
Информация о шумах должна указывать, что значение уровня шума было получено в соответствии с системой правил оценки шумов и базовым стандартом ЕН ИСО 11201:1996. Если такое заявление не соответствует истине, информация о шумах должна ясно указывать, что имеются отклонения от системы правил оценки шумов (настоящее приложение) и/или базовых стандартов.
В этом случае подтверждение следует выполнять в соответствии с ЕН ИСО 4871:1997 при выполнении тех же условий монтажа, установки и эксплуатации, которые были использованы для начального определения уровней выделения шума.
Примечание - Текст настоящего приложения совпадает с текстом приложения В (нормативное) "Система правил анализа шума. Второй класс точности" стандарта ЕН 12041:2000 и приводится как справочное, т.к. исключено из стандарта, поскольку в национальном стандарте применены правила анализа шума и методы измерения звукового давления, изложенные в соответствующих национальных стандартах ГОСТ 12.1.003-83, ГОСТ 12.1.050-86 и ГОСТ Р 51402-99.
Приложение ДБ
(справочное)
Условия настоящего Европейского стандарта, содержащие необходимые требования или другие условия Директив ЕС
Настоящий Европейский стандарт подготовлен по поручению, данному CEN Европейской комиссией и Европейской ассоциацией свободной торговли, и поддерживает необходимые требования Директив, касающиеся оборудования (98/37/ЕС).
Соответствие этому стандарту - один из способов подтверждения соответствия необходимым специфическим условиям Директив, касающихся и связанных с правилами EACT (EFTA).
ПРЕДУПРЕЖДЕНИЕ: Другие требования и другие Директивы ЕС могут применяться к продукту(ам), входящим в область применения настоящего стандарта.
Примечание - Текст настоящего приложения совпадает с текстом приложения ZA (информативное) "Условия настоящего европейского стандарта, содержащие, необходимые требования или другие условия Директив ЕС" стандарта ЕН 12041:2000, и приводится как справочное, т.к. исключено поскольку оно действует только для государств - членов Европейского Союза.
Приложение ДВ
Таблица ДВ.1 | |||
Номер пункта настоящего стандарта | Проверяемый параметр | ||
5.1.1 | Соответствие конструкторской документации, комплекции и внешнего вида | ||
5.1.6 | Проверка работоспособности измерительных приборов, световой и звуковой индикации | ||
5.1.7 | Проверка качества сварных швов* | ||
5.2.1 | Соответствие покупных изделий и материалов требованиям Федерального органа, осуществляющего надзор в сфере защиты прав потребителей и благополучия человека* | ||
5.2.2 | Проверка качества покрытий | ||
5.4 | Проверка упаковки | ||
7.2.1 | Проверка наличия и функционирования блокирующих устройств | ||
7.4.8 и 7.4.9 | Проверка качества электромонтажа* | ||
7.4.5, 7.4.9 и 7.4.10 | Проверка заземления | ||
7.4.12 | Проверка сопротивления изоляции | ||
7.4.13 | Проверка электрической прочности изоляции | ||
10.2 | Проверка маркировки | ||
* Проверяют в процессе изготовления с составлением акта приемки. | |||
Приложение ДГ
(обязательное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском региональном стандарте
Таблица ДГ.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ Р 51402-99 | IDT | ИСО 3746-95 "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью" |
ГОСТ Р ИСО 14001-98* | IDT | ИСО 14001-98 "Системы управления окружающей средой. Требования и руководство по применению" |
ГОСТ Р МЭК 60204-1-2007 | IDT | МЭК 60204-1:2005 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования" |
ГОСТ 14254-96 | IDT | МЭК 529-89 "Степени защиты, обеспечиваемые оболочками. (Код IP)" |
ГОСТ 31319-2006 | MOD | EH 14253:2006 "Вибрация. Измерение общей вибрации и оценка ее воздействия на человека. Требования к проведению измерений на рабочих местах" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичный стандарт; - MOD - модифицированный стандарт. | ||
________________
* На территории Российской Федерации действует ГОСТ Р ИСО 14001-2007. - .
Приложение ДД
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского регионального стандарта
Таблица ДД.1
Структура европейского регионального стандарта | Структура настоящего стандарта |
1 Область действия | 1 Область применения |
2 Нормативные ссылки | 2 Нормативные ссылки |
- | 3 Термины и определения |
3 Описание | 4 Устройство и принцип действия |
4.1 Описание конструкции | |
4.2 Типы тестоформующих машин | |
3.1 Тестоформовочная машина 1-го типа | 4.2.1 Тестоформующие машины 1-го типа |
3.2 Тестоформовочная машина 2-го типа | 4.2.2 Тестоформующие машины 2-го типа |
3.3 Тестоформовочная машина 3-го типа | 4.2.3 Тестоформующие машины 3-го типа |
- | 5 Технические требования |
- | 5.1 Требования к конструкции |
- | 5.2 Требования к материалам и комплектующим изделиям |
- | 5.3 Требования к электрооборудованию |
- | 5.4 Требования к упаковке |
- | 5.5 Требования к транспортированию и хранению |
- | 5.6 Требования к монтажу |
- | 5.7 Требования по охране окружающей среды |
4 Перечень опасностей | 6 Перечень опасностей |
4.1 Механические опасности | 6.1 Механические опасности |
4.2 Электрические опасности | 6.2 Электрические опасности |
4.3 Опасности, обусловленные игнорированием гигиенических принципов конструирования | 6.3 Опасности, связанные с несоблюдением гигиенических требований при конструировании |
4.4 Опасности, обусловленные игнорированием эргономических принципов | 6.4 Опасности, связанные с несоблюдением эргономических требований при конструировании |
5 Безопасность и гигиенические требования и/или пределы | 7 Требования безопасности, санитарии и гигиены |
- | 7.1 Общие требования |
5.1 Механические опасности | 7.2 Требования по обеспечению механической безопасности |
5.1.4 Потеря устойчивости | 7.3 Требования по обеспечению устойчивости |
5.2 Электрические опасности | 7.4 Требования по обеспечению электрической безопасности |
5.3 Гигиенические требования | 7.5 Санитарно-гигиенические требования |
- | 7.6 Требования по снижению уровня шума и вибрации |
См. приложение А | 7.7. Санитарная обработка и чистка машин |
5.4 Опасности, обусловленные игнорированием эргономических принципов | 8 Требования к эргономическим характеристикам |
5.5 Снижение уровня шума | См. 7.3.1.1 |
6 Проверка уровня безопасности и выполнения гигиенических требований и/или предельных значений | 9 Методы проверки уровня безопасности и выполнения санитарно-гигиенических требований и/или предельных значений |
7 Информация для пользователя | 10 Информация для потребителя |
7.1 Маркировка | См. пункт 10 |
- | 11 Правила приемки |
- | 12 Методы контроля |
Приложение А (нормативное) Принципы конструирования для обеспечения возможности очистки тестоформовочных машин | Приложение А (обязательное) Требования к конструкции, обеспечивающие возможность чистки тестоформующих машин |
Приложение В (нормативное) Система правил анализа шума. Второй класс точности | Приложение ДА (справочное) Система правил анализа шума. Второй класс точности |
Приложение ZA (информативное) Условия настоящего Европейского стандарта, содержащие необходимые требования или другие условия Директив ЕС | Приложение ДБ (справочное) Условия настоящего Европейского стандарта, содержащие необходимые требования или другие условия Директив ЕС |
- | Приложение ДВ (обязательное) Перечень проверок при приемо-сдаточных испытаниях |
- | Приложение ДГ (обязательное) Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском региональном стандарте |
- | Приложение ДД (справочное) Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского регионального стандарта |
- | Библиография |
Библиография | ||
[1] | СанПиН 2.1.6.1032-01 | Гигиенические требования к обеспечению качества атмосферного воздуха населенных мест |
[2] | Методические рекомендации по разработке и подготовке к принятию проектов технических регламентов. Утверждены Министерством промышленности и энергетики Российской Федерации | |
[3] | Правила устройства электроустановок (ПУЭ), издание 7 | |
[4] | СН 2.2.4/2.1.8.562-96 | Шум на рабочих местах, в помещениях жилых и общественных зданий и на территории жилой застройки |
[5] | ГН 2.2.5.13-03 | Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны |
Электронный текст документа
и сверен по:
, 2010
{kind=link}