ГОСТ Р 54969-2012
(EN 13378:2001)
Группа Г73
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Машины и оборудование для пищевой промышленности
ОБОРУДОВАНИЕ ДЛЯ ПРЕССОВАНИЯ МАКАРОННЫХ ИЗДЕЛИЙ
Требования по безопасности и гигиене
Food processing machinery and equipment. Equipment for pasta pressing. Safety and hygiene requirements
ОКС 67.260
ОКП 51 3122
Дата введения 2014-01-01
Предисловие
1. ПОДГОТОВЛЕН Закрытым акционерным обществом "Корпорация "Российское продовольственное машиностроение" (ЗАО "Корпорация "Роспродмаш") на основе аутентичного перевода на русский язык указанного в пункте 4 европейского регионального стандарта, который выполнен Техническим комитетом по стандартизации ТК 27 "Машины и оборудование для пищевой и перерабатывающей промышленности, предприятий торговли и общественного питания"
2. ВНЕСЕН Техническим комитетом по стандартизации ТК 27 "Машины и оборудование для пищевой и перерабатывающей промышленности, предприятий торговли и общественного питания"
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 06 сентября 2012 г. N 273-ст
4. Настоящий стандарт является модифицированным по отношению к европейскому региональному стандарту ЕН 13378:2001* "Предприятия макаронной промышленности. Прессы для макаронных изделий. Требования безопасности и гигиены" (EN 13378:2001 "Pasta processing plants - Pasta presses - Safety and hygiene requirements") путем изменения содержания отдельных структурных элементов, которые выделены курсивом** или заключены в рамку, и структуры самого стандарта. Оригинальный текст русской версии этих структурных элементов примененного европейского регионального стандарта и объяснения причин внесения технических отклонений приведены в тексте.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей;
** В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделах "Нормативные ссылки" и "Библиография", приложении ДВ и по тексту документа отмеченные знаком "" приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - Примечания изготовителя базы данных.
Сравнение структуры настоящего стандарта со структурой примененного европейского регионального стандарта представлено в дополнительном приложении ДГ.
Наименование настоящего стандарта изменено относительно наименования примененного регионального стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5)
5. ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
По сравнению с примененным европейским региональным стандартом ЕН 13378:2001 в текст настоящего стандарта внесены следующие изменения:
- введены дополнительно:
- раздел "Устройство и принцип действия";
- требования к предельным значениям уровня шума и вибрации, действующие в Российской Федерации (см. раздел 6);
- приложения ДВ, ДГ и библиография;
- из примененного стандарта ЕН 13378:2001 не включены в настоящий стандарт:
- требования по электромагнитной совместимости, которые являются преждевременными и их нецелесообразно использовать из-за минимального риска;
- приложение ZA (информативное) "Связь настоящего документа с директивами ЕС", действующее только на территории стран - членов ЕС.
Вместо приложений В (нормативное) и ZA (информативное) включены приложения ДА и ДБ с идентичным содержанием, которые являются справочными.
1 Область применения
Настоящий стандарт содержит требования безопасности и гигиены при проектировании и изготовлении макаронных прессов (далее - прессы), а также содержит информацию по безопасной эксплуатации прессов, используемых на автоматизированных макаронных предприятиях с непрерывным технологическим циклом производительностью более 100 кг/ч.
Настоящий стандарт устанавливает также требования безопасности при монтаже, транспортировании и санитарной обработке прессов. Эти требования приводятся в руководстве по эксплуатации, подготовленном изготовителем.
Узел резки, а также вспомогательное оборудование, которое не относится к основным компонентам прессов (например, бункеры, транспортеры и т.д.), не рассматриваются в настоящем стандарте.
Прессы относятся к стационарному оборудованию, которое не перемещается во время работы.
Прессы, относящиеся к настоящему стандарту, не предназначены для очистки струей воды высокого давления.
Настоящий стандарт не применим к:
- бытовым прессам;
- прессам периодического действия.
В соответствии с ГОСТ Р ИСО 12100-1 настоящий стандарт относится к стандартам типа С.
Существенные опасности, учитываемые настоящим стандартом, перечислены в разделе 5. Эти опасности, а также меры по их снижению представлены в настоящем стандарте.
Настоящий стандарт применяется вместе с ГОСТ Р 50620, ГОСТ 26582 и ГОСТ 12.2.124.
Настоящий стандарт не применим к прессам, выпущенным до даты его опубликования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты: |
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты |
ГОСТ Р ЕН 614-1-2003 Безопасность оборудования. Эргономические принципы конструирования. Часть 1. Термины, определения и общие принципы |
ГОСТ Р ИСО 11228-1-2009 Система стандартов безопасности труда. Эргономика. Ручная обработка грузов. Часть 1. Поднятие и переноска. Общие требования |
ГОСТ Р ИСО 12100-1-2007 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методика |
ГОСТ Р ИСО 13849-1-2003 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования |
ГОСТ Р 50620-93 Машины и оборудование для хлебопекарной промышленности. Требования безопасности |
ГОСТ Р 51334-99 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону |
ГОСТ Р 51336-99 Безопасность машин. Установки аварийного выключения. Функции. Принципы проектирования |
ГОСТ Р 51342-99 Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств |
ГОСТ Р 51345-99 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора ГОСТ Р 51401-99 (ИСО 3744-94) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью |
ГОСТ Р 51402-99 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью ГОСТ Р 51838-2001 Безопасность машин. Электрооборудование производственных машин. Методы испытаний |
ГОСТ Р 51865-2010 Изделия макаронные. Общие технические условия ГОСТ Р 51885-2002 (ИСО 7001-1990) Знаки информационные для общественных мест ГОСТ Р 52000-2010 Изделия макаронные. Термины и определения ГОСТ Р 52543-2006 (ЕН 982:1996) Гидроприводы объемные. Требования безопасности ГОСТ Р 52869-2007 (ЕН 983:1996) Пневмоприводы. Требования безопасности |
ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения |
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования |
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление ГОСТ 12.1.050-86 Система стандартов безопасности труда. Методы измерения шума на рабочих местах ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности ГОСТ 12.2.124-90 Система стандартов безопасности труда. Оборудование продовольственное. Общие требования безопасности |
ГОСТ ЕН 349-2002 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела ГОСТ ЕН 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами |
ГОСТ ЕН 1070-2003 Безопасность оборудования. Термины и определения ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики |
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки ГОСТ 12969-67 Таблички для машин и приборов. Технические требования ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (код IP) ГОСТ 21130-75 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры ГОСТ 23941-2002 Шум машин. Методы определения шумовых характеристик. Общие требования |
ГОСТ 26582-85 Машины и оборудование продовольственные. Общие технические условия ГОСТ 30457-97 (ИСО 9614-1-93) Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод |
ГОСТ 30457.3-2006 (ИСО 9614-3:2002) Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Точный метод для измерения сканированием ГОСТ 30683-2000 (ИСО 11204-95) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия |
ГОСТ 30691-2001 (ИСО 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик ГОСТ 31171-2003 (ИСО 11200-1995) Шум машин. Руководство по выбору метода определения уровней звукового давления излучения на рабочем месте и в других контрольных точках |
ГОСТ 31172-2003 (ИСО 11201-1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью |
ГОСТ 31191.1-2004 (ИСО 2631-1:1997) Вибрация и удар. Измерение общей вибрации и оценка ее воздействия на человека. Часть 1. Общие требования |
ГОСТ 31319-2006 (ЕН 14253:2003) Вибрация. Измерение общей вибрации и оценка ее воздействия на человека. Требования к проведению измерений на рабочих местах |
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. |
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ ЕН 1070, а также следующие термины с соответствующими определениями:
3.1 пресс непрерывного действия: Машина с непрерывным технологическим циклом, позволяющая осуществлять непрерывный замес макаронного теста с последующим его прессованием через матрицу посредством постоянно вращающегося шнека.
3.2 пресс периодического действия: Машина, в тестосмеситель которой исходные компоненты подаются различными способами в определенном соотношении для замеса порции макаронного теста, прессование которого осуществляется посредством плунжера, поршня или шнека; затем цикл загрузки компонентов, замеса и прессования макаронного теста периодически повторяется.
3.3 дозирующее устройство (дозатор): Агрегат, с помощью которого компоненты макаронного теста в соответствии с рецептурой дозируются с использованием объемных или весовых устройств и транспортируются в тестосмеситель.
3.4 тестосмеситель: Агрегат в составе пресса, с помощью которого компоненты, поступающие из дозирующих устройств, смешиваются до образования макаронного теста необходимой консистенции, которое затем подается в прессующее устройство; тестосмеситель может быть оборудован одной или более камерами с месильными органами для смешивания компонентов.
3.5 прессующее устройство: Агрегат в составе пресса, с помощью которого тесто уплотняется и перемещается к матрице; это устройство может быть оборудовано одним или более прессующими шнеками, вращающимися внутри соответственно одного или более шнековых цилиндров.
3.6 формующее устройство: Компонент в составе пресса, посредством которого макаронному тесту придается определенная форма, состоящий из одной или более прессующих головок и матриц. Прессующие головки обычно оборудуются устройствами (пробками), предотвращающими превышение допустимого давления прессования. Макаронные прессы высокой производительности оборудуются механизмами смены матриц.
3.7 матрица: Основной рабочий орган макаронного пресса, представляющий собой диск или прямоугольную пластину из металла, не поддающегося коррозии, со сквозными отверстиями, профиль которых определяет форму и внешний вид макаронных изделий.
4 Устройство и принцип действия
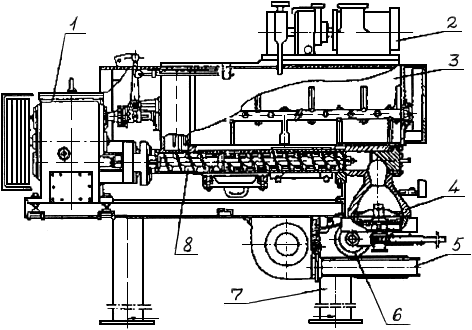
Устройство пресса приведено на рисунке 1. |
|
|
Пресс комплектуется узлом резки, набором матриц и системой вакуумирования. Матрицы могут быть круглыми или прямоугольными (тубусными). |
Шнековый макаронный пресс работает следующим образом. Мука поступает в дозатор, из которого вращающимся шнеком подается в тестосмеситель. Одновременно в тестосмеситель подается из дозатора по трубе подогретая до температуры 40 °С - 60 °С вода. Замешенная тестообразная масса из корыта тестосмесителя через отверстие в нижней части направляется в прессующий корпус. Продвигаясь в прессующем корпусе, тесто обтекает шайбу на шнеке и поступает через перепускной канал, где из него через вакуум-канал удаляются воздух и пары воды. Из перепускного канала тесто проходит сквозь решетку в прессующий корпус, захватывается витками шнека, нагнетается в прессующую головку и затем продавливается через формующие отверстия матрицы. Форма прессующей головки обеспечивает равномерное давление теста на матрицу. Выходящие из матрицы макаронные изделия проходят обдувочное устройство. |
Дозаторы муки могут быть шнековыми, роторными и ленточными. Тестосмесители могут быть одно-, двух-, трех- и четырехкамерными. Прессующие корпуса могут быть одно-, двух- и четырехшнековыми. В зависимости от конструкции узел вакуумирования может быть расположен в прессующем корпусе или в тестосмесителе. |
Следует отметить, что вакуумирование оказывает значительное влияние как на технологические свойства макаронного теста, так и на качественные характеристики готовых макаронных изделий. Поэтому вакуумирование применяется не только на стадии прессования, но и при дозировании компонентов и приготовлении теста. Так, например, смешивание ингредиентов макаронного теста, распределение влаги по всему объему теста, промешивание, т.е. полная подготовка теста к прессованию, происходит в одном или в двух последовательно установленных перед прессом бункерах. |
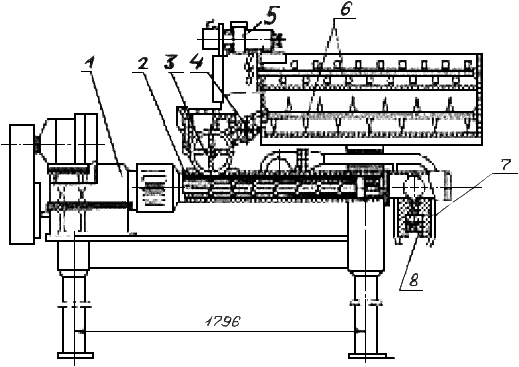
На рисунке 1б изображен шнековый вакуумный пресс со скоростным и сдвоенным тестосмесителями, также работающими под вакуумом. |
|
Примечание - В разделе 4 дополнительно по отношению к ЕН 13378 приведено краткое описание устройства и принципа действия прессов с целью предоставления более полной информации, необходимой для их проектирования и изготовления. |
5 Перечень опасностей
Данный раздел включает опасности, идентифицированные на основе оценки рисков как специфические и существенные для прессов и требующие определенных действий для снижения риска.
Существенными опасностями, учитываемыми настоящим стандартом, являются механические (сдавливание, раздавливание, порез и отсечение, затягивание или захват, удар, выброс жидкости и воздуха, потеря устойчивости), электрические, термические, эргономические опасности, а также опасности, связанные с повышенным уровнем вибрации и шума и использованием вредных веществ, и санитарно-гигиенические опасности.
Кроме того, при проектировании должны быть учтены другие опасности, которые для прессов не являются существенными, но могут оказывать влияние на здоровье обслуживающего персонала, например шум и вибрация.
Примечание - Идентификация и оценка риска отвечают требованиям технического регламента "О безопасности машин и оборудования" [1]*.
________________
* См. раздел Библиография, здесь и далее по тексту. - .
5.1 Механические опасности
Существенные механические опасности:
- сдавливание;
- раздавливание;
- порез и отсечение;
- затягивание или захват;
- удар;
- выброс жидкости и воздуха;
- потеря устойчивости.
На рисунке 2 представлены опасные зоны, связанные с этими опасностями.
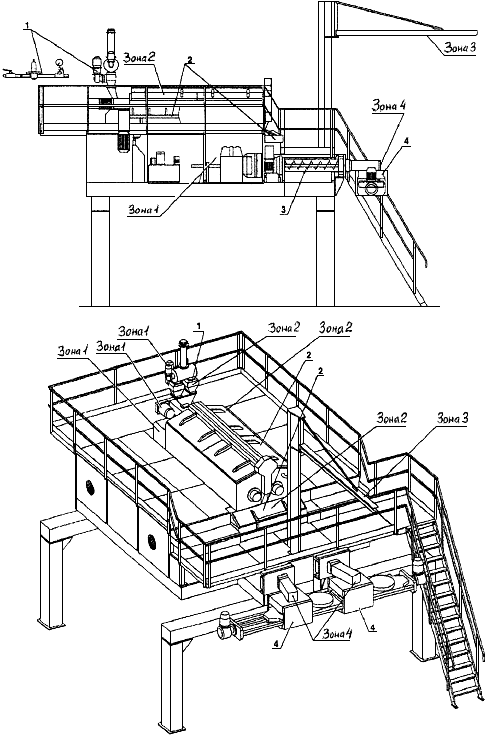
1 - дозирующее устройство; 2 - тестосмеситель; 3 - прессующее устройство; 4 - формующее устройство
Рисунок 2 - Опасные зоны пресса
5.1.1 Движущиеся детали привода
Зона 1 включает движущиеся детали привода, например ремни, цепи и валы, которые могут быть причиной возникновения опасностей сдавливания, раздавливания и затягивания или захвата пальцев, рук и ног.
5.1.2 Движущиеся детали пресса
Зона 2 включает движущиеся детали пресса, например лопасти тестосмесителя, вращающиеся транспортные и формующие шнеки, которые могут быть причиной возникновения опасностей сдавливания, раздавливания и затягивания, пореза и отсечения пальцев, рук, ног или части тела.
5.1.3 Съемные детали пресса
Зона 3 включает съемные детали пресса, например валы, шнеки, матрицы, крышки, которые необходимо подвергать очистке, мойке и санитарной обработке при обслуживании или смене ассортимента выпускаемой продукции. Эти детали могут быть причиной возникновения опасности повреждения тела.
5.1.4 Выброс деталей
Зона 4 включает детали, которые могут быть выброшены в результате превышения допустимого давления прессования, например болты, гайки, винты. Эти детали могут быть причиной возникновения опасности повреждения тела.
5.1.5 Выброс жидкостей
Повреждение гидравлических и пневматических систем, используемых, например, для формования макаронных изделий, открывания крышек и т.д., может быть причиной выброса гидравлического масла или сжатого воздуха высокого давления.
5.1.6 Опасности, связанные с непреднамеренным запуском двигателя или повреждением устройства предупреждающей сигнализации
Непреднамеренный запуск электродвигателя или повреждение устройства предупреждающей сигнализации могут стать причиной возникновения контакта с опасными движущимися деталями с последствиями, перечисленными в 5.1, 5.2 и 5.3.
5.2 Электрические опасности
Опасности получения электрического удара от прямого или косвенного контакта с компонентами, находящимися под напряжением в панелях управления, электрических схемах, клеммных коробках электродвигателей, резисторах и т.д.
Опасность косвенного контакта на электрические компоненты возникает при воздействии на органы системы управления водой или паром при очистке пресса.
5.3 Термические опасности
Риски получения ожогов существуют при контакте открытых участков тела с обогреваемыми для технологических целей узлами машин, наполненными горячими жидкостями, например со шнековыми цилиндрами. Внешние поверхности корпусов электродвигателей и коробок передач также могут нагреваться до высоких температур.
5.4 Опасности, обусловленные шумом
Шум, излучаемый прессом, может приводить к повреждению органов слуха в виде:
- звона в ушах;
- усталости, стресса;
- помех при голосовом общении и восприятии звуковых сигналов.
5.5 Опасности, связанные с потерей равновесия
Напольные покрытия, лестницы и трапы могут быть причиной возникновения опасностей поскользнуться, споткнуться или упасть с последующим переломом костей.
5.6 Опасности, связанные с несоблюдением гигиенических требований
Несоблюдение гигиенических требований может приводить к возникновению опасности для здоровья человека из-за увеличения риска для здоровья потребителя по следующим причинам:
Физические причины: - посторонние включения в макаронных изделиях при их прохождении через пресс или из других источников могут вызвать возникновение опасности нанесения вреда здоровью потребителя и возможной потери трудоспособности. |
Химические причины: - загрязнение макаронных изделий остатками моющих и дезинфицирующих средств может привести к возникновению опасности нанесения вреда здоровью потребителя и возможной потери трудоспособности; - химические вещества, не полностью удаленные из пресса после очистки и санитарной обработки. |
Микробиологические причины: - порча макаронных изделий может вызвать возникновение опасности пищевого отравления потребителя. Примечание - В 5.6 дополнительно по отношению к ЕН 13378 указаны микробиологические, химические и физические опасности причинения ущерба здоровью человека в случаях несоблюдения гигиенических требований, которые необходимо учитывать при проектировании и изготовлении прессов. |
5.7 Вредные вещества
Прямой контакт оператора с моющими средствами при очистке пресса или наличие остатков моющих средств на рабочих поверхностях пресса после его санитарной обработки или в макаронных изделиях могут быть причинами повреждения кожных покровов, органов зрения и дыхательной системы.
5.8 Опасности, связанные с повышенным уровнем вибрации
5.8.1 Нанесение вреда здоровью оператора и возникновение профессиональных болезней и патологий. 5.8.2 Снижение производительности труда из-за появления усталости от вибрации. 5.8.3 Некомфортные условия труда. Примечание - Введено дополнительно по отношению к ЕН 13378, так как вибрация относится к существенным опасностям нанесения вреда здоровью человека в Российской Федерации. |
6 Требования безопасности и санитарии и меры защиты*
_______________
* Слова "и санитарии и меры защиты" в наименовании раздела 6 в бумажном оригинале выделены курсивом. - .
Прессы должны соответствовать требованиям безопасности, санитарии и/или мерам защиты, изложенным в данном разделе.
6.1 Общие требования
В соответствии с техническим регламентом "О безопасности машин и оборудования" [1], настоящим стандартом, ГОСТ Р 50620 Для уменьшения опасностей применением других сопутствующих стандартов изготовитель должен провести специальную оценку рисков, которая будет частью общей оценки рисков пресса. Все устройства, связанные с безопасностью, и их интерфейсы с системами управления должны соответствовать, по крайней мере, уровням, указанным в ГОСТ Р ИСО 13849-1 Примечание - Введено дополнительно по отношению к ЕН 13378 для обеспечения соответствия требованиям правовых и нормативных документов, действующих в Российской Федерации. |
6.2 Требования по обеспечению механической безопасности*
_______________
* Слова "Требования по обеспечению" в наименовании пункта 6.2 в бумажном оригинале выделены курсивом. - .
Все взаимодействующие с защитными средствами блокирующие, оградительные и предохранительные устройства должны быть спроектированы в соответствии с техническим регламентом [1] (см. приложение N 1, пункты 22, 23, 39, 40 и 41), а также удовлетворять следующим требованиям: - соответствовать гигиеническим нормам, установленным [2] и [3]; - иметь защиту: от механических повреждений; воздействия моющих и дезинфицирующих материалов; снятия блокировки простыми способами. Примечание - Введено дополнительно по отношению к ЕН 13378 для обеспечения соответствия требованиям нормативных документов, действующих в Российской Федерации. |
Любой зазор между движущимися деталями и корпусом пресса должен исключать возможность попадания пальца в этот зазор (т.е. зазор должен быть менее 6 мм) или быть достаточно большим, чтобы исключить затягивание или захват пальца и его раздавливание.
Минимальное расстояние, представленное в таблице 1 ГОСТ ЕН 349, следует строго соблюдать.
6.2.1 Движущиеся детали привода
Доступ к валам привода, соединяющим двигатель и понижающую шестерню, и клиновым ремням должен быть предотвращен неподвижным защитным ограждением. Безопасные расстояния, указанные в ГОСТ Р 51334, следует строго соблюдать. Для обеспечения лучших защитных характеристик рекомендуется использовать параметры, приведенные в ГОСТ Р 51334, таблица 2.
6.2.2 Движущиеся рабочие детали пресса
Доступ к легкодоступным рабочим движущимся деталям пресса, например к месильным лопастям тестосмесителя, должен быть предотвращен применением крышки или перемещаемого защитного ограждения, которые должны быть снабжены блокирующими устройствами в соответствии с ГОСТ Р 51345-99, подраздел 5.7.
Блокирующие устройства, связанные с безопасностью, и их совместимость с системами управления должны соответствовать, по крайней мере, категории 1 по ГОСТ Р ИСО 13849-1.
Рабочие движущиеся детали, находящиеся внутри пресса (под корпусом) и доступ к которым через окна должен быть исключен (см. ГОСТ Р 51334), следует оборудовать неподвижным защитным ограждением.
6.2.3 Съемные детали пресса
Ограничения массы при подъеме и перемещении деталей приведены в ГОСТ ЕН 1005-2, подпункт 4.3.1.1.
Открытое положение крышки должно фиксироваться специальным устройством. Крышка с механическим приводом должна быть снабжена устройством управления пуском.
В случае прекращения подачи энергии к приводу крышки она должна оставаться в положении, при котором была прекращена подача электроэнергии.
При использовании устройств для механизма смены матриц и шнеков доступ к движущимся деталям должен быть предотвращен с помощью блокировочного устройства, либо перемещение деталей должно производиться с помощью устройства "пуск - остановка".
6.2.4 Выброс деталей
Выброс деталей, связанный с достижением критического внутреннего давления в прессе из-за повреждения предохранительного устройства, защищающего от избыточного давления, должен быть предотвращен использованием легко сбрасываемых крышек, закрепленных на срезных (ослабленных) болтах.
6.2.5 Выброс жидкости
На стадии проектирования трубопроводы для воды, перегретой воды, пара и диатермического масла вместе с их запорной арматурой и системой регулирования должны быть рассчитаны на давление, в 1,5 раза превышающее максимальное рабочее давление.
Гидравлические и пневматические системы должны быть спроектированы и изготовлены в соответствии с ГОСТ Р 52543 и ГОСТ Р 52869.
6.2.6 Непреднамеренный пуск или повреждение устройства предупреждающей сигнализации
Во избежание опасности, связанной с непреднамеренным пуском или повреждением устройства предупреждающей сигнализации, схемы управления и функции управления должны соответствовать ГОСТ Р МЭК 60204-1, раздел 9, со следующими требованиями:
6.2.6.1 Устройство отключения питания
Каждая машина должна быть оборудована устройством отключения питания в соответствии с ГОСТ Р МЭК 60204-1, пункт 5.3.2, перечисления а), b) и с), снабженным средством его запирания в положении "ВЫКЛ." (например, замок с ключом). Рукоятка ручного управления должна быть легко и надежно доступна и спроектирована, изготовлена и маркирована таким образом, чтобы давать возможность немедленного ее распознавания, а также определения направления и условий отключения в соответствии с ГОСТ Р МЭК 60204-1, пункт 5.3.2. Эти требования следует применять к каждой отдельной зоне управления.
6.2.6.2 Устройство аварийного останова
Пресс должен быть оборудован устройством аварийного останова категории 0 в соответствии с ГОСТ Р МЭК 60204-1, подраздел 10.8, а в соответствии с ГОСТ Р 51336 это устройство должно быть размещено на панелях управления в сочетании с другими машинами, например с сушилками или саморазвесами макаронных изделий.
6.2.6.3 Схемы управления и функции управления
Устройство останова (но не аварийного) должно соответствовать категории 1 по ГОСТ Р МЭК 60204-1, пункт 9.2.2.
6.2.6.4 Элементы системы управления, связанные с безопасностью
Элементы системы управления, связанные с безопасностью, должны соответствовать категории 1 по ГОСТ Р ИСО 13849-1, пункт 6.2.4.
6.2.6.5 Система оповещения (предупреждения) при автоматическом пуске
В случае любой формы автоматического пуска пресс должен быть оборудован системой звукового оповещения (предупреждения), чтобы люди по сигналу могли покинуть опасную зону.
6.2.6.6 Датчики положения
Датчики положения должны соответствовать ГОСТ Р МЭК 60204-1, пункт 10.1.4, и должны быть установлены таким образом, чтобы исключалось их повреждение.
6.2.6.7 Система блокировки защитных ограждений
Система блокировки защитных ограждений должна:
- соответствовать ГОСТ Р 51345, подразделы 5.2-5.8;
- соответствовать гигиеническим требованиям, установленным [2] и [3], и требованиям к конструкции, приведенным в приложении А настоящего стандарта;
- не быть восприимчивой к воздействию моющих и дезинфицирующих средств, масел и жидкостей.
6.2.6.8 Другие требования
Уровень быстродействия устройств безопасности должен соответствовать уровню быстродействия системы управления, в которую они интегрированы.
Органы управления, сигнализации и дисплей должны иметь степень защиты IP54 в соответствии с ГОСТ 14254.
Блокирующие устройства с подвижными деталями должны иметь степень защиты IPX5.
6.2.6.9 Выполнение операций по техническому обслуживанию
Безопасность обеспечивается только в том случае, если оператор перед пуском пресса уверен в том, что главный выключатель заблокирован в положении "ВЫКЛ." и оба ключа от главного выключателя и панели управления находятся у него.
Если во время выполнения операций по обслуживанию пресс должен работать при открытом защитном ограждении, следует обеспечить повышенный уровень безопасности, например, конструкция пресса должна позволять оператору подключать переносной пульт управления и регулировать работу какого-либо движущегося узла из безопасного положения. Система локального управления должна быть оборудована управляющим устройством с автоматическим возвратом в исходное положение, позволяющим снизить скорость или ограничить движение. Переносной пульт управления должен быть оснащен установкой аварийного выключения.
6.3 Требования по обеспечению электрической безопасности*
_______________
* Слова "Требования по обеспечению" в наименовании пункта 6.3 в бумажном оригинале выделены курсивом. - .
6.3.1 Общие требования
Электрооборудование пресса должно соответствовать требованиям безопасности, установленным ГОСТ Р 12.1.019, ГОСТ 12.2.007.0, ГОСТ 12.2.124 и ГОСТ Р МЭК 60204-1, [4] и указанным ниже требованиям.
6.3.2 Защита от поражения электрическим током
6.3.2.1 Прямой контакт
Для предотвращения поражения оператора электрическим током при его непосредственном контакте токоведущие части пресса следует изготавливать со степенью защиты не менее IP54 по ГОСТ 14254. Изоляция защитных цепей должна обеспечивать степень защиты не менее IP54. Изоляция в местах, которые очищаются струей воды низкого давления, должна соответствовать степени защиты не менее IP55.
Токоведущие части следует помещать внутри кожухов, чтобы обеспечить защиту от прямого контакта при степени защиты не менее IP2X в соответствии с ГОСТ 14254. Закрытые крышками проемы в кожухе должны быть доступны только при использовании ключа или инструмента или при отключении питания токоведущих частей перед открытием кожуха [см. ГОСТ Р МЭК 60204-1, пункт 6.2.2, перечисления а) и b)].
6.3.2.2 Косвенный контакт
Защита от косвенного контакта в связи с повреждением изоляции между токоведущими частями и неизолированными электропроводящими деталями может быть обеспечена путем:
- использования оборудования класса II или эквивалентной изоляции (см. ГОСТ Р МЭК 60204-1, пункт 6.3.2);
- использования автоматического отключения питания; эта защитная мера включает (см. ГОСТ Р МЭК 60204-1, пункт 6.3.3):
- подключение внешних проводящих частей к цепям защиты;
- использование защитной аппаратуры для отключения от питающей сети при нарушении изоляции в сети TN-системы или использование систем контроля токов утечки нулевой последовательности для автоматического отключения питающей сети при определении нарушения изоляции между находящимися под напряжением и внешними проводящими частями или землей в TT-системе;
- использование системы безопасного сверхнизкого напряжения PELV (см. ГОСТ Р МЭК 60204-1, пункт 6А).
6.3.3 Степень защиты (см. ГОСТ Р МЭК 60204-1, подраздел 12.3)
Пресс должен иметь степень защиты электрооборудования не менее IP54 по ГОСТ 14254.
Корпус панели управления должен обеспечивать степень защиты не менее IP54. Корпуса, защищающие электрические компоненты в местах, которые очищаются струей воды низкого давления, должны иметь степень защиты не менее IP55.
6.3.4 Разводка кабеля и окраска
Разводка используемых кабелей должна соответствовать значениям, указанным в ГОСТ Р МЭК 60204-1, приложение D.
Цветовая маркировка кабелей должна соответствовать ГОСТ Р МЭК 60204-1, подраздел 13.2.
Кабели, используемые в прессе, должны соответствовать ГОСТ Р МЭК 60204-1, подразделы 12.1-12.3, а также физическим и механическим требованиям, обеспечивающим работоспособность при повышенных температуре и влажности.
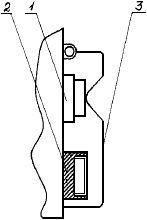
6.3.5 Для защиты от воды: - внутренние электрические компоненты, находящиеся в зоне риска, должны быть закрыты кожухами; - рекомендуется применение мембранных или аналогичных им выключателей. Кожухи, защищающие электрические компоненты, следует устанавливать над уровнем пола на высоте, обеспечивающей доступ к выключателям "ВКЛ." и "ВЫКЛ." и не затрудняющей в закрытом состоянии пользование выключателем "ВЫКЛ." (см. рисунок 3). |
|
|
6.3.6 При монтаже электропроводов на конце изоляции каждого провода или жилы кабеля должна быть нанесена маркировка в соответствии с конструкторской документацией. Длина концов проводов, предназначенных для подсоединения к электрооборудованию пресса, должна обеспечивать двукратную концевую заделку проводов. |
6.3.7 Сопротивление изоляции проводников должно составлять не менее 1 МОм. 6.3.8 Заземление пресса следует выполнять по ГОСТ 21130 |
6.3.9 Электрическая прочность изоляции между доступными металлическими частями машины и токоведущими частями должна обеспечивать отсутствие пробоев и ее поверхностного перекрытия при испытательном напряжении 1000 В переменного тока в течение 60 с. 6.3.10 В прессе следует предусматривать защиту от несанкционированного включения при восстановлении прерванной подачи электроэнергии. |
6.3.11 При размещении электрических компонентов в отдельном электрическом шкафу необходимо предусмотреть запирающее устройство - замок с ключом. Примечание - В 6.3.5-6.3.11 приведены дополнительные по отношению к ЕН 13378 требования электрической безопасности, действующие в Российской Федерации, обязательные для применения при проектировании и изготовлении пресса. |
6.4 Требования по обеспечению термической безопасности*
_______________
* Слова "Требования по обеспечению" в наименовании пункта 6.4 в бумажном оригинале выделены курсивом. - .
Температура поверхностей всех металлических рычагов, рукояток и других органов ручного управления без покрытия не должна превышать 55 °С. Температура поверхностей других деталей пресса, с которыми может контактировать оператор, должна быть не выше 50 °С. Во всех других случаях должна быть обеспечена защита оператора от термических ожогов.
При этом оператору следует использовать средства индивидуальной защиты (перчатки).
6.5 Снижение уровня шума и вибрации*
_______________
* Слова "и вибрации" в наименовании пункта 6.5 в бумажном оригинале выделены курсивом. - .
Обычно пресс, на который распространяется настоящий стандарт, проходит на заводе частичную сборку. Измерения шумовых характеристик для заполнения декларации могут быть проведены только у эксплуатационника, у которого устанавливается полностью собранный пресс.
Измерение, декларирование и проверку значений уровня звукового излучения следует проводить в соответствии с правилами испытаний по шуму, представленными в приложении ДА настоящего стандарта.
Уровень излучаемого шума должен быть снижен при проектировании пресса до минимального значения.
Эффективность использованных для снижения уровня шума мер оценивают на основе сравнения реальных значений уровня шума, излучаемого прессом, и других прессов того же семейства.
При проектировании, изготовлении, транспортировании, хранении и монтаже пресса должны быть обеспечены уровни шума, локальной и общей вибрации, не превышающие показателей, установленных санитарным законодательством Российской Федерации (см. технический регламент [1], раздел 14). Допускаемый уровень звука на рабочих местах для широкополосного постоянного и непостоянного шума, излучаемого прессом, следует принимать 80 дБА (см. ГОСТ 12.1.003 При проектировании прессов уровни вибрации на рабочих местах следует рассчитывать в соответствии с ГОСТ 12.1.012 Таблица 1 - Допустимый уровень вибрации на рабочих местах | ||||||||
Среднегеометрическая частота полос, Гц | 2,0 | 4,0 | 8,0 | 16,0 | 31,5 | 63,0 | ||
Допустимое значение виброскорости, дБ | 108 | 99 | 93 | 92 | 92 | 92 | ||
Методы контроля шумовых и вибрационных характеристик приведены в таблице 2. Примечание - Введен дополнительно по отношению к ЕН 13378 предельные шумовые и вибрационные характеристики, действующие в Российской Федерации. | ||||||||
6.6 Требования по исключению опасности, связанной с потерей равновесия
Исполнение напольных покрытий, площадок для работы и обслуживания должно исключать опасности поскользнуться, споткнуться или упасть.
6.7 Санитарно-гигиенические требования*
_______________
* Слово "Санитарно-" в наименовании пункта 6.7 в бумажном оригинале выделено курсивом. - .
6.7.1 Общие требования
Пресс должен быть спроектирован и изготовлен в соответствии с требованиями настоящего стандарта, ГОСТ 12.1.003, ГОСТ 12.1.012, [2] и [3], а также с приложением А.
В прессе выделяют две гигиенические зоны.
6.7.2 Пищевая зона
Все поверхности, вступающие в контакт с сырьевыми материалами (вода, мука и т.д.) и пищевым продуктом, относятся к пищевой зоне.
6.7.3 Непищевая зона
Все остальные поверхности, не указанные в 6.7.1.
6.7.4 Санитарная обработка и очистка Поверхности пищевой зоны должны легко очищаться и дезинфицироваться, а моющие и дезинфицирующие средства - свободно стекать с этих поверхностей. Принципы проектирования для обеспечения возможности очистки пресса приведены в приложении А. В руководство по эксплуатации следует включить рекомендации по очистке пресса и описание методов удаления моющих и дезинфицирующих средств. Примечание - Введены дополнительно по отношению к ЕН 13378 требования к санитарной обработке прессов. |
6.8 Требования по обеспечению безопасности, связанной с использованием вредных веществ*
_______________
* Слова "Требования по обеспечению" в наименовании пункта 6.8 в бумажном оригинале выделены курсивом. - .
Поскольку требуемые меры безопасности будут зависеть от используемых эксплуатационником конкретных моющих средств, невозможно сформулировать какие-либо технические требования в настоящем стандарте.
7 Проверка соблюдения основных требований безопасности и санитарно-гигиенических норм*
_______________
* Слово "санитарно-" в наименовании раздела 7 в бумажном оригинале выделено курсивом. - .
Методы проверки должны соответствовать приведенным в таблице 2.
Таблица 2
Пункт настоящего стандарта | Метод проверки |
Механическая опасность (см. 6.2) | Измерение зазоров |
Механическая опасность (см. 6.2.1) | Визуальная проверка или измерение |
Механическая опасность (см. 6.2.2) | Визуальная проверка и оценка эффективности использованного устройства |
Механическая опасность (см. 6.2.3) | Визуальная проверка и оценка эффективности использованного устройства |
Выброс деталей (см. 6.2.4) | Визуальная проверка |
Выброс жидкостей (см. 5.2.4) | Проверка размеров и их соответствия ГОСТ Р 52543 и ГОСТ Р 52869 |
Непреднамеренный пуск (см. 6.2.6.1-6.2.6.9) | Визуальная проверка и оценка эффективности использованного устройства |
Электрическая опасность (см. 6.3) | Проверка в соответствии с ГОСТ Р МЭК 60204-1, раздел 18, и ГОСТ Р 51838 должна быть проведена для каждой машины (тщательная проверка). |
Термическая опасность (см. 6.4) | Измерение температуры нагретых деталей и проверка наличия защитных ограждений там, где они необходимы |
Снижение уровня (см. 6.5): | |
шума | Измерение значений уровня эмиссии шума согласно ГОСТ Р 51401 или ГОСТ Р 51402 |
вибрации | По ГОСТ 12.1.012, ГОСТ 31191.1 и ГОСТ 31319 |
Санитарно-гигиенические требования (см. 6.7) | В соответствии с приложением А. |
8. Информация для эксплуатационника
_______________
* Слова "для эксплуатационника" в наименовании раздела 8 в бумажном оригинале выделены курсивом. - .
8.1 Общие требования
Содержание информации, предназначенной для эксплуатационника, должно соответствовать требованиям технического регламента [1] и ГОСТ 2.601 Прессы должны иметь предупреждающие об опасности четкие и нестираемые надписи или знаки о видах опасностей, возникающих при эксплуатации. Изготовитель передает эксплуатационнику прессов следующую документацию: - паспорт; - руководство по эксплуатации. |
8.2 Руководство по эксплуатации прессов
Руководство по эксплуатации прессов должно содержать:
8.2.1 Требования:
а) к сохранению технических характеристик, обусловливающих безопасность;
б) упаковке;
в) консервации.
8.2.2 Требования, которые следует соблюдать при погрузке, транспортировании, хранении, монтаже (с проверкой уровня шума и вибрации корпуса пресса), пуске, очистке и техническом обслуживании (с указанием частоты и методов).
При транспортировании и хранении прессов следует применять материалы с прочностными и гигиеническими характеристиками, исключающими разрушение упаковки и причинение вреда прессам и обслуживающему персоналу.
8.2.3 Значения усилий в точках крепления пресса и его защитных ограждений с целью обеспечения ее качественной сборки.
8.2.4 Указание о том, что для выполнения сборочных работ, наладки, эксплуатации, очистки, обслуживания и ремонта персонал должен пройти обучение. Обучение должно включать получение сведений обо всех потенциальных опасностях и безопасных методах работы. Должна быть также предоставлена информация об использовании специальных инструментов.
8.2.5 Сведения об электрооборудовании в соответствии с ГОСТ Р МЭК 60204-1, раздел 18.
8.2.6 Особое указание о наличии инструкций по ремонту и техническому обслуживанию: все операции следует проводить при положении главного выключателя "ВЫКЛ." и включенных блокирующих устройствах.
8.2.7 Порядок и последовательность выполнения операций для безопасного снятия блокировки пресса.
8.2.8 Следующую информацию и остаточные риски:
- падение деталей и выброс компонентов возможны в том случае, если операторы неправильно установили их при сборке пресса; поэтому должно быть проведено практическое обучение в соответствии с инструкциями, которые обязательно должны быть на рабочих местах;
- проведение обучения и инструктажа операторов о способах определения остановки движущихся деталей, а также о порядке использования ключей от смотровых люков;
- проведение практических занятий по использованию специальных инструментов для уменьшения рисков при работе вручную;
- инструкцию по использованию средств индивидуальной защиты;
- инструкцию, определяющую периодичность проверок, испытаний, обслуживания и замены деталей и компонентов;
- размещение на видных местах пресса специально изготовленных уведомлений об идентификации кодов жидкостей, протекающих по трубопроводам.
Следует отметить, что работа и техническое обслуживание прессов требуют специальных знаний и особого мастерства и, следовательно, должны выполняться только квалифицированными специалистами.
Руководство по эксплуатации должно содержать информацию об уровне шума по ГОСТ Р 51401 или ГОСТ Р 51402 и информацию о вибрации по ГОСТ 31319.
8.2.9 Информацию об условиях установки, монтажа и ввода пресса в эксплуатацию. 8.2.10 Описание пресса: - его конструкции, блокировочных и защитных устройств; - электрооборудования и принципиальной электрической схемы; - опасностей, которые не могут быть полностью исключены при использовании блокировочных устройств и защитных ограждений. 8.2.11 Рекомендации по техническому обслуживанию, содержащие: - описание и последовательность выполнения операций разборки и сборки отдельных узлов пресса; - инструкцию по частоте профилактических осмотров и длительности межремонтных циклов в зависимости от вида обслуживания; - при использовании для очистки опасных веществ должно быть проведено обучение персонала по их использованию и предоставлен весь необходимый инвентарь; - описание используемых смазочных материалов; - перечень и причины возможных неисправностей, возникающих при эксплуатации прессов, и рекомендации по их устранению; - перечень и описание запасных частей. Примечание - 8.2.9-8.2.11 введены дополнительно по отношению к ЕН 13378 для подготовки квалифицированного персонала и обеспечения безопасной эксплуатации прессов. |
8.3 Использование индикаторов
_______________
* Слово "Использование" в наименовании пункта 8.3 в бумажном оригинале выделено курсивом. - .
8.3.1 Общие положения
Для простоты и точности понимания информации, необходимой для управления работой пресса, она должна быть представлена в точно выраженной форме. При этом предпочтительно использование пиктограмм в соответствии с ГОСТ Р 51885.
8.3.2 Предупреждающие знаки об остаточных рисках
При необходимости с целью повышения значения рекомендаций, изложенных в 8.2, вместе с письменными инструкциями или предупреждающими надписями об опасности, размещенными на поверхности узлов пресса, следует использовать общепринятые пиктограммы и/или пояснения к ним на языке, понятном оператору.
Также при составлении инструкций по регулированию пресса могут быть использованы символы.
8.4 Маркировка
8.4.1 На видном месте корпуса пресса прикрепляют табличку с информацией для эксплуатационника, изготовленную по ГОСТ 12969 8.4.2 Табличка должна иметь хорошо различимую четкую и нестираемую идентификационную надпись по ГОСТ 26582 а) наименование изготовителя и/или его товарный знак и адрес; б) обозначение изделия и/или серии либо типа, заводской номер; в) назначение; г) технические характеристики; д) обозначение настоящего стандарта; е) дату изготовления. 8.4.3 Сведения, указанные в 8.4.2 настоящего стандарта, должны быть продублированы и пояснены в руководстве по эксплуатации. Примечание - Содержание 8.4 частично изменено по отношению к ЕН 13378 в соответствии с требованиями технического регламента [1]. |
8.4.4 Прессы, предназначенные для поставки на рынок Единой экономической зоны (ЕЕА), должны иметь маркировку СЕ, как соответствующие требованиям всех применяемых к ним директив, например Директивы по оборудованию.
Приложение А
(обязательное)
Принципы проектирования, обеспечивающие возможность очистки прессов
А.1 Термины и определения
В настоящем приложении применены следующие термины с соответствующими определениями:
А.1.1 легкоочищаемые поверхности: Поверхности, спроектированные и изготовленные таким образом, чтобы обеспечить удаление загрязнений простой промывкой, например вручную с помощью губки.
А.1.2 сопряженные поверхности: Поверхности, разделяемые расстоянием не более 0,5 мм.
А.1.3 сочлененные поверхности: Поверхности, загрязнения между которыми не застревают в мелких трещинах, что могло бы затруднить их удаление и послужить причиной возникновения опасности загрязнения.
А.2 Конструкционные материалы
А.2.1 Типы материалов
А.2.1.1 Материалы для пищевой зоны
Для изготовления узлов и деталей, поверхности которых контактируют с пищевыми средами, следует использовать коррозионно-стойкие к химическим воздействиям стали и сплавы по ГОСТ 5632 и другие материалы, разрешенные для применения федеральным органом исполнительной власти, осуществляющим функции надзора в сфере защиты прав потребителей и благополучия человека (см. [5]).
Некоторые материалы (например, пластмассы) должны быть подвергнуты общим или специальным испытаниям на миграцию в макаронное тесто или его компоненты.
Примечание - Материалы, не указанные в перечне материалов, разрешенных федеральным органом исполнительной власти, осуществляющим функции надзора в сфере защиты прав потребителей и благополучия человека, для контакта с пищевыми продуктами, допускаются для использования, если их совместимость с пищевыми продуктами доказана испытаниями с последующим внесением в вышеуказанный перечень [5]).
А.2.1.2 Материалы для непищевой зоны
Наружные поверхности прессов допускается изготавливать из материалов с лакокрасочными покрытиями, обеспечивающими современный декоративный внешний вид и коррозионную стойкость при эксплуатации и хранении. Защитные покрытия деталей должны соответствовать ГОСТ 9.032 и ГОСТ 9.104 и быть указаны на чертежах.
А.2.2 Характеристики поверхностей
Качество поверхности материалов должно обеспечивать ее легкую очистку при проведении процедуры в соответствии с инструкцией по очистке и санитарной обработке. Значения шероховатости согласно ГОСТ 2789 должны соответствовать значениям, представленным в таблице А.1.
Таблица А.1
Способ обработки | Шероховатость |
Цельнотянутый-прокатанный-скрученный (волочение, прокатка, быстрое вращение) |
|
Формование - литье |
|
Механическая обработка |
|
Литье под давлением: | |
- металлы |
|
- пластмассы |
|
Покрытие: | |
- окраска* |
|
- пластмассы* |
|
- стекло |
|
- металл* |
|
* Наилучшие защитные свойства. | |
A.2.2.1 Непищевая зона
Характеристики качества обработки внешних поверхностей должны обеспечивать возможность их очистки в обычных условиях.
А.3 Проектирование
А.3.1 Соединение внутренних поверхностей
Места соединения должны иметь ту же шероховатость, что и соединяемые поверхности, и быть спроектированы таким образом, чтобы исключить образование любых "мертвых" пространств, не поддающихся очистке.
А.3.1.1 Соединение внутренних поверхностей в пищевой зоне
Две поверхности могут быть соединены закругленной кромкой радиусом не менее 3 мм, полученной методом:
- механической обработки (нарезания внутри массы материала);
- сгибания листового металла (сгибания и формования);
- конструирования литьем, выдавливанием и выдуванием (см. рисунок А.1.1);
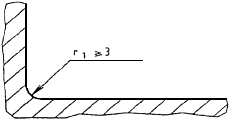
Рисунок А.1.1 - Пищевая зона. Закругленная кромка с радиусом, большим чем кривая с минимальным радиусом 3 мм
- сварного соединения с последующим шлифованием и полированием сварного шва (см. рисунок А.1.2).
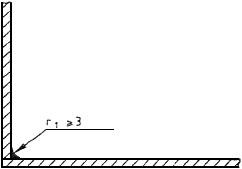
Рисунок А.1.2 - Пищевая зона. Сварное соединение с последующим шлифованием и полированием сварного шва
Специальных требований к радиусу внутреннего угла величиной не менее 135° не существует (см. рисунок А.1.3);
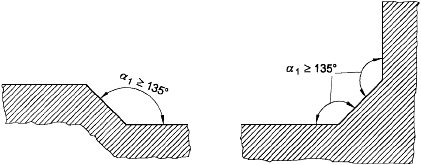
Рисунок А.1.3 - Пищевая зона. Сварное соединение с шлифованием и полированием сварного шва
- использования двух округлых кромок радиусом не менее 30 мм и третьего закругления радиусом не менее 7 мм;
- формирования углов не менее 135° таким образом, чтобы расстояние
между двумя сгибами было не менее 7 мм (см. рисунок А.1.4).
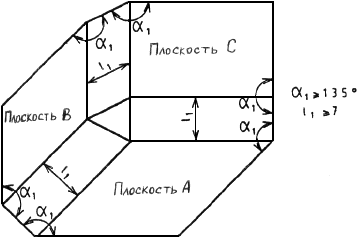
,
,
- плоскости поверхностей
Рисунок А.1.4 - Соединение поверхностей в пищевой зоне
А.3.1.2 Соединение внутренних поверхностей в непищевой зоне
Специальных требований не существует.
А.3.2 Соединение поверхностей встык и внахлест
При соединении листов металла необходимо учитывать их расширение и сжатие, связанные с колебаниями температуры.
А.3.2.1 Соединение поверхностей встык и внахлест в пищевой зоне
А.3.2.1.1 Соединение поверхностей встык
Соединение поверхностей встык осуществляется с формированием:
- непрерывного сварного шва (см. рисунок А.2.1);
![]()
Рисунок А.2.1 - Пищевая зона. Сварка с формированием непрерывного шва
- сплошного непрерывного шва с плоской лицевой поверхностью и накладкой (см. рисунок А.2.2)
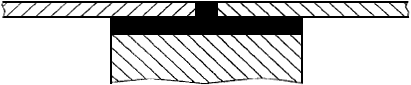
Рисунок А.2.2 - Пищевая зона. Сплошной непрерывный шов с плоской лицевой поверхностью и накладкой
А.3.2.1.2 Соединение поверхностей внахлест
При обязательных технических ограничениях (например, наличии длинных металлических листовых деталей различной толщины) соединение листов можно осуществлять внахлест. В этом случае соединяемые поверхности привариваются друг к другу с формированием непрерывного шва, когда верхняя поверхность перекрывает нижнюю в направлении потока продукта. Конец перекрывания и угол сгиба должны отстоять друг от друга на расстоянии не менее 30 мм (см. рисунок А.3.1).
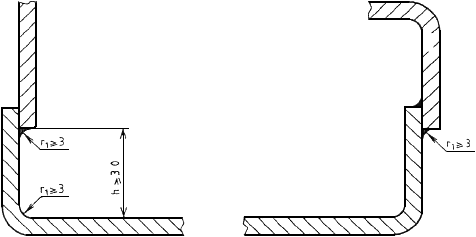
Рисунок А.3.1 - Пищевая зона. Перекрывание верхними поверхностями нижних поверхностей
Если это невозможно, соединение следует выполнять в соответствии с требованиями к закругленным поверхностям в пищевой зоне (см. рисунки А.3.1 и А.3.2) либо с формированием непрерывного и герметичного сплошного шва с плоской лицевой поверхностью.
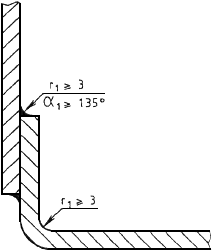
Рисунок А.3.2 - Пищевая зона. Соединения с соблюдением требований к закругленным поверхностям в пищевой зоне
Если общая толщина перекрывающей детали и стыка более 1 мм, край верхней детали должен быть уменьшен с целью снижения толщины до значения не более 1 мм (см. рисунок А.3.3).
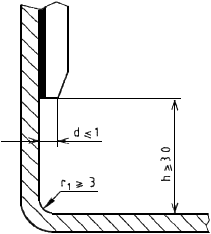
Рисунок А.3.3 - Пищевая зона. Уменьшенная по толщине верхняя деталь
А.3.2.2 Соединение внахлест в непищевой зоне
Особых требований нет.
А.3.3 Крепеж
А.3.3.1 Крепеж в пищевой зоне
А.3.3.1.1 Точечные соединения
В конструкции допускается использование винтов с цилиндрической головкой и шестигранным углублением под ключ, вставляемых в опорную поверхность. При этом конструкция должна соответствовать рисунку А.4, а изготовитель в руководстве по эксплуатации должен дать рекомендации по очистке соединения или по точечным соединениям с применением герметичных и постоянных заглушек в соответствии с требованиями, предъявляемыми к пищевой зоне.
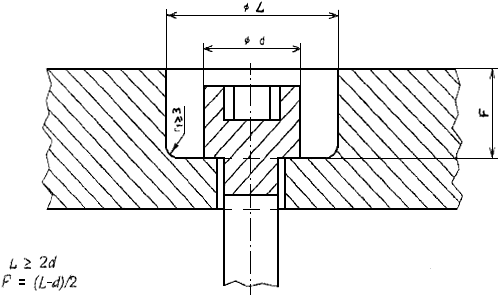
Рисунок А.4 - Пищевая зона. Винт с цилиндрической головкой и шестигранным углублением под ключ, вставляемый в опорную поверхность
А.3.3.1.2 Крепление штифтами
Крепление штифтами следует применять только в случае, если его прочность соответствует требованиям к конструкции и выполнено так, чтобы соединяемые поверхности были, по возможности, максимально ровными. Изготовитель может устанавливать методику контроля, обеспечивающую соответствие этим требованиям.
А.3.3.2 Крепеж в непищевой зоне
Специальных требований нет.
А.3.4 Прессы напольного типа
А.3.4.1 Стационарные прессы со станиной или без нее
Стационарные прессы со станиной или без нее следует либо устанавливать на полу и фиксировать с помощью сплошного и герметичного соединения [в этом случае руководство по эксплуатации должно содержать указания на способ фиксации (см. рисунок А.5.1)], либо прессы следует укомплектовывать ножками высотой не менее 150 мм.
Примечание - При установке прессов на полу без ножек или станины герметизация пространства между их донной частью и полом проводится эксплуатационником при монтаже.
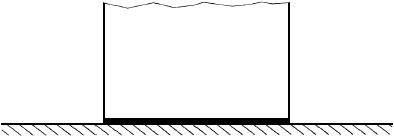
Рисунок А.5.1
Если пространство , которое должно быть очищено, имеет глубину не более 150 мм, для обеспечения доступа к очищаемым поверхностям высота
может быть снижена до 100 мм (см. рисунок А.5.2).
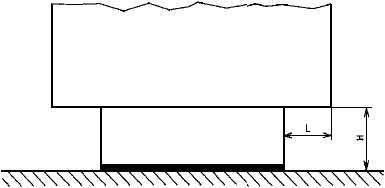
Рисунок А.5.2
Если площадь ножки более 1 дм, ее следует рассматривать как станину (см. рисунок А.5.3).
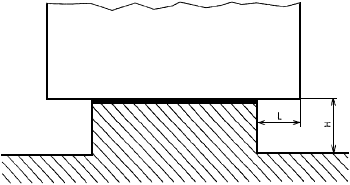
Рисунок А.5.3
А.3.4.2. Передвижные прессы
Ролики (колеса) рояльного типа, встроенные в опоры пресса, должны быть доступны для очистки. Пример представлен на рисунке А.6, где - величина зазора между скобой и рабочей поверхностью ролика (колеса), a
- ширина скобы в точках перекрытия ею окружности ролика (колеса).
Если 25 мм, то
3,5 мм.
Если 25 мм, то
6 мм.
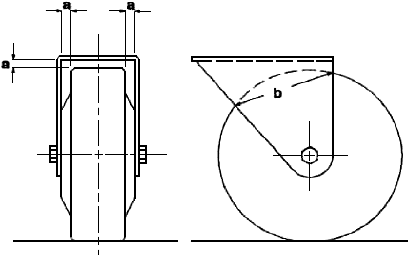
Рисунок А.6 - Пример ролика (колеса) рояльного типа, доступного для очистки
А.3.5 Вентиляционные отверстия
Вентиляционные отверстия должны быть расположены в непищевой зоне.
Их конструкция должна исключать любое просачивание внутрь и задержку жидкости в прессе.
По возможности, в напольных прессах следует предусмотреть ограждение от проникновения грызунов во все технические зоны, поэтому размер вентиляционных отверстий может быть не более 5 мм.
А.3.6 Шарнирные соединения
По возможности, при проектировании прессов из пищевой зоны должны быть исключены все шарнирные соединения.
При технической необходимости эти соединения, расположенные в пищевой зоне, должны быть легкосъемными, а поверхности несъемных деталей - легко доступными и собранными с помощью соединения, конструкция которого исключает любое проникание пыли и влаги или накопление остатков пищевого продукта.
Доступ к таким зонам возможен, когда ширина прохода составляет величину не менее двукратной глубины
. В любом случае эта ширина
должна быть не менее 10 мм (см. рисунок А.7).
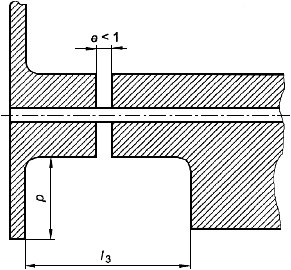
![]() ;
; 10
Рисунок А.7 - Шарнирное соединение
А.3.7 Панель управления
Панель управления следует располагать в непищевой зоне, легко доступной для очистки.
Приложение ДА
(справочное)
Правила испытаний по шуму техническим или ориентировочным методом*
_______________
* Слова "техническим или ориентировочным методом" в наименовании Приложения ДА в бумажном оригинале выделены курсивом . - .
Эти правила испытаний по шуму применяются для прессов.
ДА.1 Термины и определения
В настоящем приложении применены термины и определения по ГОСТ 30457.
ДА.1.1 декларация шумовой характеристики: Документ, содержащий информацию о шуме, излучаемом прессом, указываемую изготовителем или поставщиком в технической документации или другом документе, касающемся излучения шума. Декларирование излучения шума может осуществляться в виде заявленного одночислового или заявленного двухчислового значения шумовой характеристики.
ДА.1.2 рабочее место оператора: Место вблизи испытуемого пресса, предназначенное для оператора.
Примечание - При нормальной работе пресса постоянное присутствие оператора не требуется.
ДА.2 Внешние акустические условия
Условия установки и монтажа источника шума должны быть одинаковыми для измерения уровней звукового давления излучения в заданных контрольных точках, определения уровня звуковой мощности и декларирования шумовых характеристик.
Условия испытаний, пригодные для определения уровня звукового давления излучения и уровня звуковой мощности, приведены в ГОСТ 30457, раздел 5.
Необходимо, чтобы все подключенные к оборудованию электрические кабели, трубопроводы и воздуховоды излучали незначительную звуковую энергию, не способную влиять на измерение шума испытуемого пресса.
ДА.3 Условия проведения испытаний
Условия работы пресса, при которых определяются значения его шумовых характеристик (уровней звукового давления излучения на рабочем месте оператора или звуковой мощности), должны быть следующими:
- пресс должен быть пустым;
- все вращающиеся детали пресса должны вращаться с максимально допустимой скоростью.
ДА.4 Измерения
Продолжительность измерения при определении уровня звукового давления излучения (см. ДА.5) или уровня звуковой мощности (см. ДА.6) должна составлять 30 с.
С целью достижения требуемого уровня точности измерения шума должны быть проведены три раза, по которым рассчитывают среднее значение.
ДА.5 Определение уровня звукового давления излучения
Определение уровня звукового давления излучения на рабочем месте оператора следует проводить в соответствии с ГОСТ 30683, предпочтительно по техническому методу.
Измерение следует проводить на рабочем месте оператора:
- при высоте над полом 1,6 м;
- на расстоянии 1 м от лицевой стороны пресса, по оси пресса, от панели управления.
Сначала измеряют уровень звука фонового шума или его звукового давления в полосах частот, который должен быть не менее чем на 6 дБ (предпочтительно более чем на 15 дБ) ниже уровня шума испытуемого пресса.
С целью получения уровня звукового давления излучения на рабочем месте оператора должны применяться коэффициент фонового шума и коэффициент
, учитывающий условия проведения испытаний. Определение и использование коэффициентов
и
следует проводить в соответствии с ГОСТ 30683.
ДА.6 Определение уровня звуковой мощности
Определение откорректированного по шкале значения уровня звуковой мощности должно проводиться с использованием ГОСТ Р 51401 или, если коэффициент коррекции на окружающие условия
превышает 2 дБ, также могут быть применены ГОСТ Р 51402, ГОСТ 30457 или ГОСТ 30457.3. Поверхность измерения должна представлять собой правильный параллелепипед, стороны которого параллельны сторонам огибающего машину параллелепипеда, а расстояние между ними составляет 2 м.
ДА.7 Неопределенность измерений
Стандартное отклонение воспроизводимости откорректированного по шкале уровня звукового давления излучения, определяемого в соответствии с ГОСТ 30683 (технический или ориентировочный метод), должно составлять 0,5-4,0 дБ.
Результаты определения откорректированного по шкале значения уровня звуковой мощности в соответствии с ГОСТ Р 51401 (технический метод), ГОСТ Р 51402 (ориентировочный метод) и ГОСТ 30457 и ГОСТ 30457.3 (технический и ориентировочный метод) должны иметь стандартное отклонение воспроизводимости 0,5-3,0 дБ.
ДА.8 Информация, подлежащая регистрации
Информация, подлежащая регистрации, включает все технические требования данных правил испытаний по шуму.
Любые отклонения от этих правил и/или от основополагающих использованных стандартов по излучению шума должны быть зарегистрированы вместе с техническими причинами, обусловившими такие отклонения.
ДА.9 Протокол испытаний
В протокол о проведении испытаний следует включать необходимую изготовителю информацию о шумовых характеристиках пресса или эксплуатационнику - для подтверждения заявленных изготовителем (декларируемых) значений.
Как минимум, в протокол следует включать следующую информацию:
1) наименование изготовителя, тип пресса, модель, заводской номер и дату выпуска;
2) ссылку на настоящий стандарт (правила испытаний по шуму), другие основополагающие использованные стандарты в области шума прессов, примененные при определении шумовых характеристик;
3) условия монтажа и режим работы пресса; расположение контрольных точек для измерения шумовых характеристик;
4) полученные значения шумовых характеристик.
ДА.10 Заявление и контроль шумовых характеристик
В соответствии с ГОСТ 30691 заявленное значение шумовой характеристики должно быть представлено в двухчисловой форме.
Следует указывать значения уровня эмиссии звука (
и
) и соответствующие коэффициенты неопределенности
(
и
) согласно настоящему приложению.
Ожидаемые коэффициенты неопределенности и
представлены в таблице ДА.1.
Таблица ДА.1
Стандарт | Технический метод | Ориентировочный метод |
- |
|
|
ГОСТ 30683 |
|
|
ГОСТ Р 51401 |
| - |
ГОСТ Р 51402 | - |
|
ГОСТ 30457 и ГОСТ 30457.3 |
|
|
В декларации о шуме следует указывать, что значения излучения шума получены в соответствии с данными правилами испытаний по шуму и основополагающими ГОСТ Р 51401 или ГОСТ Р 51402 (технический метод) и, соответственно, ГОСТ 30457 или ГОСТ 30457.3 (ориентировочный метод).
Если это не соответствует действительности, в декларации необходимо точно указывать, какие отклонения от этих правил (настоящее приложение) и/или основополагающих стандартов имели место.
В этом случае должна быть проведена проверка в соответствии с ГОСТ 30691 при соблюдении тех же самых условий монтажа, установки и условий работы, которые были использованы при первоначальном определении значений шумовых характеристик.
Примечание - Текст настоящего приложения совпадает с текстом приложения В (нормативное) "Система правил оценки уровня шума. Второй или третий класс точности" стандарта ЕН 13378:2001 и приводится как справочный. В настоящем стандарте используются технический (в соответствии с ГОСТ 23941, ГОСТ 31172 и ГОСТ 30691) или ориентировочный метод измерения шумовых характеристик (в соответствии с ГОСТ Р 51402), в зависимости от наличия или отсутствия на предприятиях - изготовителях прессов соответствующей испытательной базы.
Приложение ДБ
(справочное)
Связь настоящего Европейского стандарта с директивами ЕС
Настоящий Европейский стандарт разработан Европейским комитетом по стандартизации (CEN) по поручению Комиссии Европейского сообщества и Европейской ассоциации свободной торговли (EFTA) и способствует выполнению основных требований Директивы Нового подхода по оборудованию (98/37/ЕС) с поправками Директивы 98/79/ЕС.
Поскольку данный стандарт опубликован в Официальном журнале ЕС в соответствии с этой Директивой и принят в качестве национального стандарта, как минимум, одной страной - членом ЕС, соответствие требованиям данного стандарта в пределах области его применения является средством выполнения основных требований этой Директивы и связанных с ней регламентирующих документов Европейской ассоциации свободной торговли.
ПРЕДУПРЕЖДЕНИЕ: К продукту(ам), входящему(им) в область применения настоящего стандарта, могут предъявляться требования других стандартов и директив ЕС.
Примечание - Текст настоящего приложения совпадает с текстом приложения ZA (информативное) "Связь настоящего документа с директивами ЕС" ЕH 13378:2001 и приведен как справочный, т.к. действует только для государств - членов ЕС.
Приложение ДВ
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском региональном стандарте
Таблица ДВ.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ЕН 349-2002 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела | IDT | ЕН 349-1998 "Безопасность машин. Минимальные расстояния, предохраняющие части человека от повреждений" |
ГОСТ Р ЕН 614-1-2003 | IDT | ЕН 614-1-95 "Безопасность оборудования. Эргонометрические принципы конструирования. Часть 1. Термины, определения и общие принципы" |
ГОСТ ЕН 1005-2-2005 | IDT | ЕН 1005-2-1993 "Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами" |
ГОСТ ЕН 1070-2003 | IDT | ЕН 1070-98 "Безопасность оборудования. Термины и определения" |
ГОСТ Р ИСО 11228-1-2009 | IDT | ИСО 11228-1:2003 "Эргономика. Ручная обработка грузов. Часть 1: Поднятие и переноска. Общие требования" |
ГОСТ Р ИСО 12100-1-2007 | IDT | ИСО 12100-1-92 "Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 1. Основная терминология, методология" |
ГОСТ Р ИСО 13849-1-2003 | IDT | ИСО 13849-1 (EN 954-1) "Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования" |
ГОСТ 14254-96 | IDT | МЭК 529-89 (CEI 70-1 ЕН 60529) "Степени защиты, обеспечиваемые оболочками (код IP)" |
ГОСТ 30457-97 | MOD | ИСО 9614-1-93 "Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках" |
ГОСТ 30457.3-2006 | MOD | ИСО 9614-3:2002 "Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 3. Точный метод для измерения сканированием" |
ГОСТ 30683-2000 | MOD | ИСО 11204-95 "Акустика. Шум, излучаемый машинами и оборудованием. Измерение уровней звукового давления излучения на рабочем месте и в других установленных точках. Метод, требующий коррекций на окружающую среду" |
ГОСТ 30691-2000 | MOD | ИСО 4871-96 "Акустика. Заявление и подтверждение значений шума, излучаемого машинами и оборудованием" |
ГОСТ 31171-2003 | MOD | ИСО 11200:1995 "Акустика. Шум, излучаемый машинами и оборудованием. Руководство по применению основополагающих стандартов по определению уровней звукового давления излучения на рабочем месте и в других контрольных точках" |
ГОСТ 31172-2003 | MOD | ИСО 11201:1995 "Акустика. Шум, излучаемый машинами и оборудованием. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью" |
ГОСТ 31191.1-2004 | MOD | ИСО 2631-1:1997 "Вибрация и удар. Измерение общей вибрации и оценка ее воздействия на человека. Часть 1. Общие требования" |
ГОСТ 31319-2006 | MOD | ЕН 14253:2003 "Вибрация. Измерение общей вибрации и оценка ее воздействия на человека. Требования к проведению измерений на рабочих местах" |
ГОСТ Р 51334-99 | IDT | ЕН 294-92 "Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону" |
ГОСТ Р 51336-99 | IDT | ЕН 418-92 "Безопасность машин. Установки аварийного выключения. Функции. Принципы проектирования" |
ГОСТ Р 51342-99 | IDT | ЕН 953-97 "Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых защитных устройств" |
ГОСТ Р 51345-99 | IDT | ЕН 1088:1995 "Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора" |
ГОСТ Р 51401-99 | MOD | ИСО 3744-94 "Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью" |
ГОСТ Р 51402-99 | MOD | ИСО 3746-95 "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью" |
ГОСТ Р 51885-2002 | MOD | ИСО 7001:1990 "Знаки информационные для общественных мест" |
ГОСТ Р 52543-2006 | MOD | ЕН 982-1996 "Гидроприводы объемные. Требования безопасности" |
ГОСТ Р 52869-2007 | IDT | ЕН 983-96 "Пневмоприводы. Требования безопасности" |
ГОСТ Р МЭК 60204-1-2007 | IDT | МЭК 60204-1-2005 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: IDT - идентичный стандарт; MOD - модифицированный стандарт. | ||
Приложение ДГ
(справочное)
Сопоставление структуры настоящего стандарта со структурой европейского регионального стандарта
Таблица ДГ.1
Структура настоящего стандарта | Структура европейского регионального стандарта |
1 Область применения | 1 Область применения |
2 Нормативные ссылки | 2 Нормативные ссылки |
3 Термины и определения | 3 Определения, терминология и описание |
4 Устройство и принцип действия | - |
5 Перечень опасностей | 4 Перечень опасностей |
5.1 Механические опасности | 4.1 Механические опасности |
5.2 Электрические опасности | 4.2 Электрические опасности |
5.3 Термическая опасность | 4.3 Термическая опасность |
5.4 Опасности, обусловленные шумом | 4.4 Опасность, связанная с шумом |
5.5 Опасности, связанные с потерей равновесия | 4.5 Опасности, связанные со скольжением и падением |
5.6 Опасности, связанные с несоблюдением гигиенических требований | 4.6 Опасности, связанные с несоблюдением гигиенических требований |
5.7 Вредные вещества | 4.7 Вредные вещества |
5.8 Опасности, связанные с повышенным уровнем вибрации | - |
6 Требования безопасности и санитарии и меры защиты | 5 Требования и/или по безопасности и гигиене |
6.1 Общие требования | - |
6.2 Требования по обеспечению механической безопасности | 5.1 Механические опасности |
6.3 Требования по обеспечению электрической безопасности | 5.2 Электрические опасности |
6.4 Требования по обеспечению термической безопасности | 5.3 Термическая опасность |
6.5 Снижение уровня шума и вибрации | 5.4 Снижение уровня шума |
6.6 Требования по исключению опасности, связанной с потерей равновесия | 5.5 Защитные меры против скольжения и падения |
6.7 Санитарно-гигиенические требования | 5.6 Защитные меры против опасностей, связанных с несоблюдением гигиенических требований |
6.8 Требования по обеспечению безопасности, связанной с использованием вредных веществ | 5.7 Защитные меры против опасностей, связанных с использованием вредных веществ |
7 Проверка соблюдения основных требований безопасности и санитарно-гигиенических норм | 6 Проверка выполнения требований и мер по безопасности и гигиене |
8 Информация для эксплуатационника | 7 Информация для использования (см. ЕН 292-2:1991, раздел 5) |
8.1 Общие требования | 7.1 Техническая информация |
8.2 Руководство по эксплуатации прессов | См. 7.1 |
8.3 Использование индикаторов | 7.2 Индикаторы |
8.4 Маркировка | 7.3 Маркировка |
Приложение А (обязательное) Принципы проектирования, обеспечивающие возможность очистки прессов | Приложение А (нормативное) Принципы проектирования, обеспечивающие возможность очистки оборудования |
Приложение ДА (справочное) Правила испытаний по шуму техническим или ориентировочным методом | Приложение В (нормативное) Система правил оценки уровня шума. Второй или третий класс точности |
Приложение ДБ (справочное) Связь настоящего европейского стандарта с директивами ЕС | Приложение ZA (информативное) Связь настоящего документа с директивами ЕС |
Приложение ДВ (справочное) Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском региональном стандарте | - |
Приложение ДГ (справочное) Сопоставление структуры настоящего стандарта со структурой европейского регионального стандарта | - |
Библиография | Библиография |
Библиография
[1] | Технический регламент "О безопасности машин и оборудования"*. Утвержден постановлением Правительства Российской Федерации от 15 сентября 2009 г. N 753 "Об утверждении технического регламента "О безопасности машин и оборудования" | |
________________ * На территории Российской Федерации документ не действует. Утратил силу на основании постановления Правительства Российской Федерации от 1 ноября 2012 года N 1124. Действует Технический регламент Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011), утвержденный Решением Комиссии Таможенного союза от 18 октября 2011 года N 823. - .
| ||
[2] | СН 2.2.4/2.1.8.562-96 | Шум на рабочих местах, в помещениях жилых и общественных зданий и на территории жилой застройки |
[3] | ГН 2.2.5.1313-03 | Предельно-допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны |
[4] | Правила технической эксплуатации электроустановок потребителей. Утверждены приказом Министерства энергетики Российской Федерации от 13.01.2003 г. N 6 | |
[5] | РТМ 27-72-15-82 | Порядок применения металлов, синтетических материалов и других материалов, контактирующих с пищевой продукцией и средами |
__________________________________________________________________________
УДК 664.65.05:658:382.3:006.354 ОКС 67.260 Г73 ОКП 51 3122
Ключевые слова: тестосмеситель, пресс макаронный, матрица, прессующая головка, обдувочное устройство, гигиена, санитария, безопасность
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}