ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71558—
2024
СТОПОРЫ ФРИКЦИОННЫЕ ЯКОРНЫХ ЦЕПЕЙ
Общие технические условия
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71558—2024
Предисловие
1 РАЗРАБОТАН Научно-исследовательским институтом стандартизации и сертификации «Лот» Федерального государственного унитарного предприятия «Крыловский государственный научный центр» (НИИ «Лот» ФГУП «Крыловский государственный научный центр»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 005 «Судостроение»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 августа 2024 г. № 1067-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71558—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины, определения и сокращения....................................................2
4 Типы, основные параметры и размеры...................................................2
5 Технические требования...............................................................5
6 Правила приемки.....................................................................5
7 Методы контроля.....................................................................6
8 Маркировка, упаковка, транспортирование и хранение......................................6
9 Указания по эксплуатации..............................................................7
10 Гарантии изготовителя...............................................................7
Библиография.........................................................................7
III
ГОСТ Р 71558—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТОПОРЫ ФРИКЦИОННЫЕ ЯКОРНЫХ ЦЕПЕЙ
Общие технические условия
Anchor chain friction stoppers.
General specifications
Дата введения — 2024—10—01
1 Область применения
Настоящий стандарт распространяется на фрикционные стопоры (далее — стопоры) якорных устройств судов и плавучих сооружений (далее — суда), применяемые для крепления якорей и якорных цепей калибром до 46 мм по-походному.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977 Отливки стальные. Общие технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1412 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1709 Лаки каменноугольные. Технические условия
ГОСТ 2246 Проволока стальная сварочная. Технические условия
ГОСТ 2712 Смазка АМС. Технические условия
ГОСТ 5264 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7062 Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски
ГОСТ 9467 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9562 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9762 Смазка МС-70. Технические условия
ГОСТ 14771 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Издание официальное
1
ГОСТ Р 71558—2024
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздей
ствия климатических факторов внешней среды
ГОСТ 15527 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 19853 Пресс-масленки. Технические условия
ГОСТ 21150 Смазка Литол-24. Технические условия
ГОСТ 24738 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Ди
аметры и шаги
ГОСТ 26069 Механизмы палубные и судовые устройства. Термины и определения
ГОСТ 26358 Отливки из чугуна. Общие технические условия
ГОСТ Р 53464 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ 26069.
3.2 В настоящем стандарте применены следующие сокращения:
НД — нормативный документ;
ОТК — отдел технического контроля;
РКО — Федеральное автономное учреждение «Российское классификационное общество»;
PC — Федеральное автономное учреждение «Российский морской регистр судоходства».
4 Типы, основные параметры и размеры
4.1 Стопоры следует изготавливать двух типов в правом и левом исполнении:
- тип I — стопоры со стальными литыми плитами и нащечинами;
- тип II — стопоры с чугунными плитами и стальными литыми нащечинами.
Фрикционные стопоры и их основные размеры показаны на рисунке 1.
4.2 Примеры условных обозначений стопоров
Примеры
1 Обозначение фрикционного стопора типа I, типоразмера 40, правого исполнения, для цепи калибром 40 мм:
Стопор Ф-1-40 Правый ГОСТ Р 71558—2024.
2 Обозначение фрикционного стопора типа II, типоразмера 22, левого исполнения, для цепи калибром 22 мм:
Стопор Ф-П-22 Левый ГОСТ Р 71558—2024.
2
ГОСТ Р 71558—2024
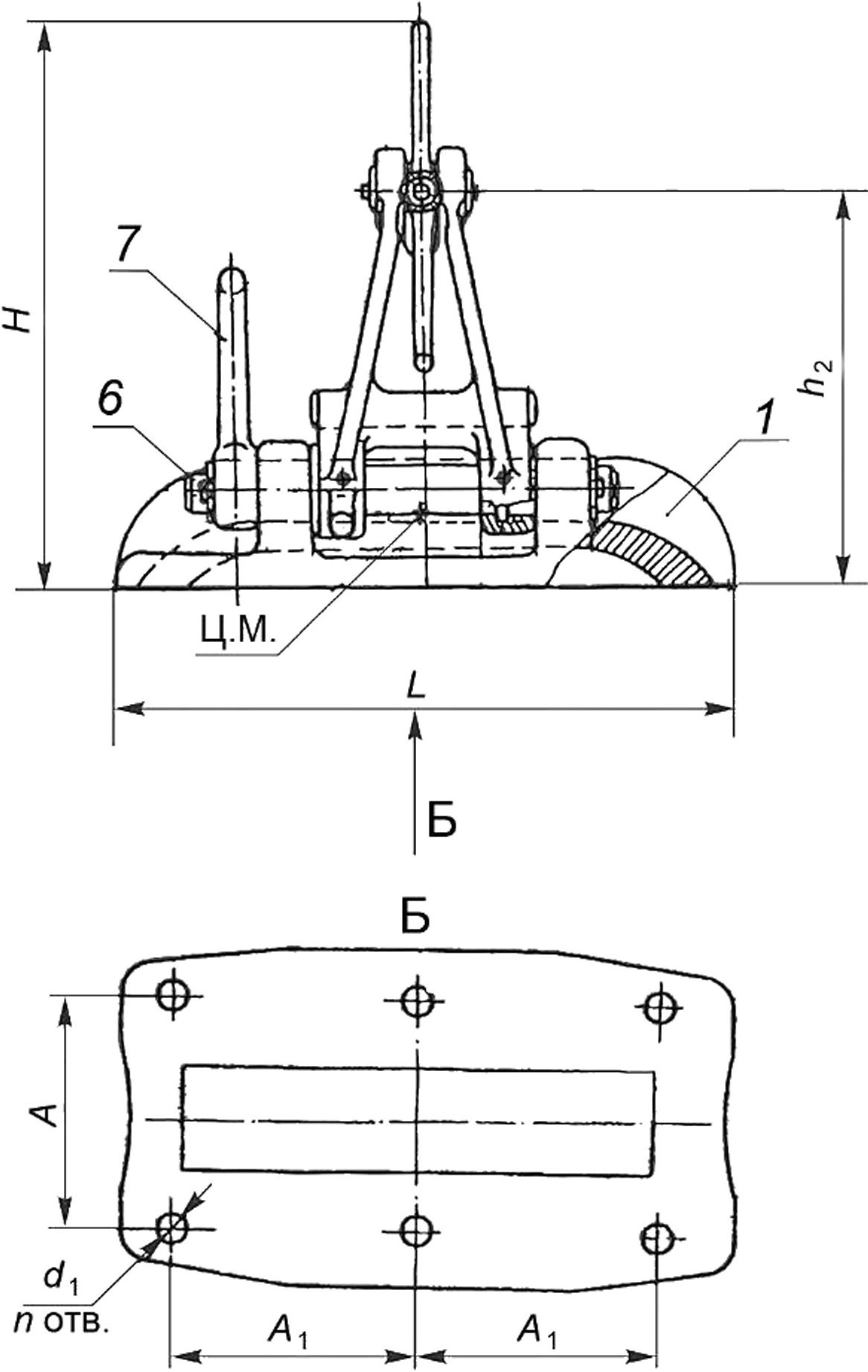
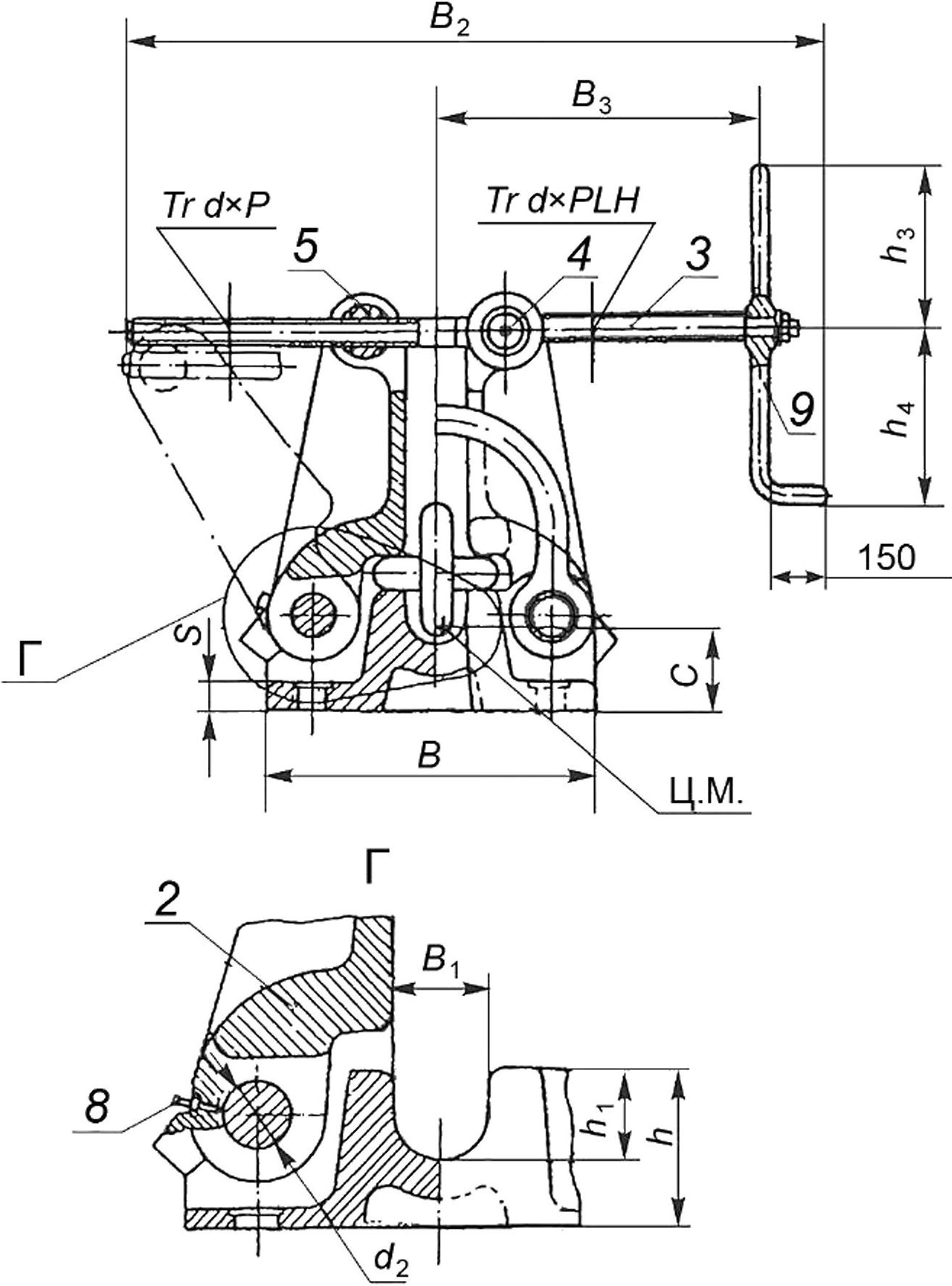
1 — плита; 2 — нащечина; 3 — винт; 4 — сухарь (с левой резьбой по ГОСТ 24738); 5 — сухарь (с правой резьбой по ГОСТ 24738); 6 — штырь; 7 — дуга; 8 — масленка по ГОСТ 19853; 9 — рукоятка
Рисунок 1 — Стопор фрикционный правый (левый — зеркальное отражение)
4.3 Основные параметры и размеры стопора приведены в таблице 1.
3
-^ Таблица 1 — Основные параметры и размеры стопоров
Размеры в миллиметрах
Типоразмер стопора | Калибр цепи | Держащая способность, кН | А | V | В | Bi | в2 | В3 | Н | h | hi | h2 | h3 | h4 | d x p | n, ШТ. | di | d2 | L | C | S | Масса, кг, не более |
11 | 9—11 | 3,6 | 105 | 240 | 155 | 20 | 485 | 175 | 300 | 64 | 27 | 180 | 120 | 130 | 22 x 5 | 4 | 20 | 25 | 300 | 50 | 16 | 22 |
12,5 | 12,5 | 24 | ||||||||||||||||||||
16 | 14;16 | 8,4 | 135 | 290 | 195 | 28 | 560 | 205 | 375 | 76 | 35 | 227 | 148 | 160 | 26 x 5 | 4 | 22 | 30 | 350 | 60 | 20 | 37 |
17,5 | 17,5 | 32 | ||||||||||||||||||||
19 | 19; 20,5 | 13,2 | 165 | 350 | 235 | 35 | 670 | 282 | 450 | 87 | 45 | 272 | 180 | 203 | 28 x 5 | 4 | 24 | 35 | 420 | 70 | 20 | 58 |
22 | 22 | 40 | ||||||||||||||||||||
26 | 26 | 20,4 | 200 | 410 | 280 | 45 | 750 | 308 | 530 | 100 | 55 | 320 | 210 | 223 | 28 x 5 | 4 | 26 | 40 | 490 | 80 | 22 | 92 |
28 | 28 | 50 | ||||||||||||||||||||
32 | 32 | 32,0 | 235 | 235 | 325 | 55 | 850 | 355 | 610 | 115 | 65 | 370 | 240 | 253 | 32 x 6 | 6 | 30 | 45 | 560 | 90 | 25 | 137 |
34 | 34 | 60 | ||||||||||||||||||||
38 | 38 | 53,0 | 270 | 270 | 370 | 65 | 950 | 428 | 700 | 132 | 75 | 425 | 280 | 293 | 32 x 6 | 6 | 33 | 50 | 640 | 100 | 28 | 189 |
40 | 40 | 70 | ||||||||||||||||||||
46 | 44;46 | 90,0 | 305 | 305 | 415 | 80 | 1050 | 448 | 800 | 144 | 85 | 480 | 320 | 333 | 36 x 6 | 6 | 40 | 60 | 720 | 110 | 32 | 271 |
ГОСТ Р 71558—2024
* Расстояние между центрами отверстий крепления стопора к фундаменту.
Примечание — При необходимости на типоразмеры 24, 30, 36, 42 основные параметры и размеры рассчитывает завод — изготовитель стопоров в соответствии с правилами [1].
ГОСТ Р 71558—2024
5 Технические требования
5.1 Стопоры следует изготавливать в соответствии с требованиями настоящего стандарта, а также под техническим наблюдением PC или РКО.
5.2 Стопоры должны соответствовать климатическому исполнению ОМ и категории размещения 1 по ГОСТ 15150.
5.3 Основные детали стопоров следует изготавливать из материалов, указанных в таблице 2.
Таблица 2 — Материалы, применяемые при изготовлении стопоров
Наименование детали | Материал | |
Плита | Стопоры типа I | Сталь марки 25Л по ГОСТ 977 |
Стопоры типа II | Чугун марки СЧ20 по ГОСТ 1412 | |
Нащечины | Сталь марки 25Л по ГОСТ 977 | |
Сухарь | Сплавы марок ЛМц 58-2; Л63 по ГОСТ 15527 | |
Винт | Сталь марки 20 по ГОСТ 1050 | |
Штырь | ||
Рукоятка | ||
Дуга | Сталь марок СтЗсп, Ст4сп, Ст5сп по ГОСТ 380 | |
5.4 Требования к стальным отливкам — по ГОСТ 977 (группа 2).
5.5 Требования к чугунным отливкам — по ГОСТ 26358.
5.6 Допуски размеров и массы стальных и чугунных отливок должны соответствовать ГОСТ Р 53464 (класс точности 11).
5.7 Предельные отклонения размеров поковок — по ГОСТ 7062.
5.8 Сварка должна быть выполнена проволокой марки Св-08Г2С по ГОСТ 2246. Конструктивные элементы сварных швов следует выполнять в среде углекислого газа по ГОСТ 14771, кроме требований указанных особо.
5.9 Допускается ручная дуговая сварка электродами Э42А по ГОСТ 9467. Конструктивные элементы сварных швов следует выполнять по ГОСТ 5264, кроме требований указанных особо.
5.10 Трапецеидальная резьба по ГОСТ 24738. Допуски диаметров — 8 степени точности по ГОСТ 9562. Резьба должна быть без заусенцев и сорванных ниток.
5.11 Поверхности деталей стопора не должны иметь острых кромок, заусенцев и неровностей.
5.12 Стопоры должны быть покрыты соответствующими лакокрасочными покрытиями по действующим НД. Допускается окраска стопоров каменноугольным лаком в два слоя марки «Морской» по ГОСТ 1709. Резьбовые поверхности окраске не подлежат. По согласованию с потребителем допускается поставлять стопоры в загрунтованном виде без окраски.
5.13 Внешний вид стопоров — по IV классу ГОСТ 9.032, сварных швов — по VII классу ГОСТ 9.032, при условии эксплуатации ОМ1 по ГОСТ 9.104.
5.14 Трущиеся и резьбовые поверхности должны быть покрыты смазкой Литол-24 по ГОСТ 21150 или смазкой МС-70 по ГОСТ 9762, или смазкой АМС-3 по ГОСТ 2712.
5.15 Допустимое усилие на рукоятке не должно превышать 0,12 кН (12 кгс).
5.16 Предельные отклонения массы стопора — 5 %.
5.17 Допускается крепление стопора к фундаменту сваркой. Этот способ следует оговаривать при заказе. Отверстия под болты в этом случае не выполняют.
5.18 Назначенный срок службы до среднего ремонта — 10 лет.
Полный назначенный срок службы — 25 лет.
6 Правила приемки
6.1 Стопоры подвергают приемо-сдаточным, периодическим и типовым испытаниям.
6.2 Стопоры испытывают на стенде предприятия-изготовителя.
6.3 Приемо-сдаточным испытаниям подвергают стопоры на соответствие требованиям 4.2, 5.15, 5.16, 8.1, 8.2, а также проверке на работоспособность.
5
ГОСТ Р 71558—2024
6.4 На приемо-сдаточные испытания должны быть предъявлены стопоры, детали которых прошли операционный контроль на соответствие требованиям 4.2 (кроме В2, Н и массы); 5.3—5.11.
6.5 Порядок предъявления стопоров на приемо-сдаточные испытания, проведение испытаний и принятие решения о приемке стопоров по результатам испытаний, а также оформление результатов проводят в соответствии с ГОСТ 15.309 и порядком, существующим на предприятии-изготовителе, а в случаях, оговоренных при заказе, совместно с представителем PC или РКО.
6.6 Стопоры принимает ОТК в соответствии с ГОСТ 15.309 и порядком, существующим на предприятии-изготовителе.
6.7 Периодическим испытаниям подвергают стопоры, прошедшие приемо-сдаточные испытания и принятые ОТК предприятия-изготовителя. Периодические испытания проводят не реже одного раза в три года в объеме приемо-сдаточных испытаний. Для испытаний отбирают не менее двух образцов одного типоразмера.
6.8 Необходимость проведения типовых испытаний определяют при внесении изменений в конструкцию или технологию изготовления стопоров.
6.9 Типовые испытания проводят в объеме приемо-сдаточных испытаний комиссией, назначенной приказом руководителя предприятия-изготовителя.
7 Методы контроля
7.1 Контроль внешнего товарного вида и маркировки стопоров проводят визуально на соответствие требованиям настоящего стандарта.
7.2 Контроль габаритных и присоединительных размеров стопоров выполняют проверкой их соответствия конструкторской документации при помощи мерительных инструментов, обеспечивающих требуемую точность с учетом допустимых отклонений.
7.3 Марки и качество материалов должны быть подтверждены сертификатами.
7.4 Массу стопора определяют взвешиванием. Погрешность взвешивания должна быть не более ±1 %.
7.5 Каждый стопор должен быть проверен на работоспособность путем определения взаимопод-вижности деталей и легкости вращения винта вручную посредством рукоятки.
Усилие на рукоятке по 5.15 должно быть проверено с помощью гирь, подвешиваемых к рычагу рукоятки, находящемуся в горизонтальной плоскости, до момента его страгивания.
Примечание — Усилие на рукоятке целесообразно проверить при помощи динамометра по действующей НД.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Каждый стопор в указанном на чертеже месте должен иметь маркировку, содержащую:
- товарный знак предприятия-изготовителя;
- условное обозначение стопора;
- обозначение нормативного документа;
- номер стопора по системе предприятия-изготовителя;
- дату изготовления;
- клеймо ОТК предприятия-изготовителя;
- клеймо потребителя (заказчика) (для стопоров, которые изготавливают при заказе).
8.2 Маркировка должна быть нанесена гравированием на фирменной табличке. Допускается выполнять маркировку ударным способом на глубину 0,5 мм.
8.3 Стопоры должны быть законсервированы согласно ГОСТ 9.014 (изделия группы I). Вариант временной противокоррозионной защиты — ВЗ-4, вариант внутренней упаковки — ВУ-9 по ГОСТ 9.014.
8.4 Типовой технологический процесс консервации (расконсервации) в соответствии с действующими НД.
8.5 Для транспортирования стопоров применяют складные, разборно-складные и многооборотные ящики, контейнеры (в том числе и универсальные) и поддоны с последующим хранением по группе «С» по ГОСТ 15150.
Примечание — Допускается по согласованию с потребителем при транспортировании стопоров не использовать тару с последующим хранением по группе «С» по ГОСТ 15150.
6
ГОСТ Р 71558—2024
8.6 Стопоры транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на соответствующем виде транспорта.
8.7 Законсервированные стопоры следует хранить по условиям хранения 3 и 4 по ГОСТ 15150 в течение 12 лет с учетом переконсервации через каждые 3 года.
9 Указания по эксплуатации
9.1 Дуга стопора должна быть обращена в сторону якорного механизма.
9.2 Стопорение якорной цепи в стопоре следует осуществлять зажатием общих звеньев цепи.
10 Гарантии изготовителя
Изготовитель должен гарантировать соответствие качества изделия требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации, транспортирования и хранения.
Библиография
[1] Правила классификации и постройки морских судов. Часть III. Устройства, оборудование и снабжение
7
ГОСТ Р 71558—2024
УДК 629.5.028.712/717:006.354
ОКС 47.020.50
Ключевые слова: суда, устройства якорные, стопоры якорных цепей
Редактор Н.А. Аргунова Технический редактор И.Е. Черепкова Корректор И.А. Королева Компьютерная верстка И.А. Налейкиной
Сдано в набор 16.08.2024. Подписано в печать 23.08.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 1,40. Уч.-изд. л. 1,15.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}