
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДВЕРИ СУДОВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 25088-81 (СТ СЭВ 1841-79)
Издание официальное
Цена 5 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 62942.011753:006.354
Группа Д46
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДВЕРИ СУДОВЫЕ
Технические условия
Ship’s doors. Specifications
ГОСТ 25088-81 (СТ СЭВ 1841—79)
ОКП 64 2200
Постановлением Государственного комитета СССР по стандартам от 31 декабря 1981 г. № 5963 срок действия установлен
с 01.07, 1982 г. до 01,07, 1992 г, в части дверей из алюминиево-магниевого сплава с 01.01, 1984-г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на судовые штампованные водогазонепроницаемые и проницаемые металлические двери, применяемые на кораблях, судах и плавсредствах.
Стандарт не распространяется на двери, применяемые на кораблях и судах с динамическими принципами поддержания.
Настоящий стандарт соответствует СТ СЭВ 1841—79 в части конструкции, размеров и технических требований, предъявляемых к стальным непроницаемым штампованным дверям (см. справочное приложение).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Стандарт устанавливает два типа судовых штампованных дверей:
0 — проницаемые;
1 —водогазонепроницаемые.
1.2. В зависимости от направления открывания двери изготовляют левого (L) и правого (/?) исполнений (черт. 1).
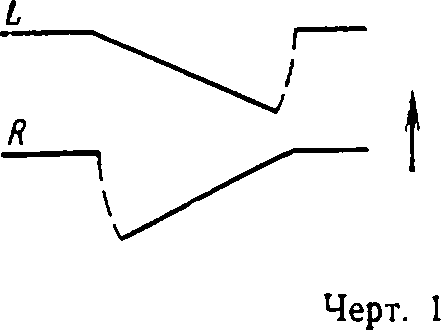
Направление наблюдения
Издание официальное
Перепечатка воспрещена
© Издательство стандартов, 1982
1.3. Основные параметры и размеры соответствовать указанным на черт. 2, 3
судовых дверей и в табл. 1, 2.
ДОЛЖНЫ
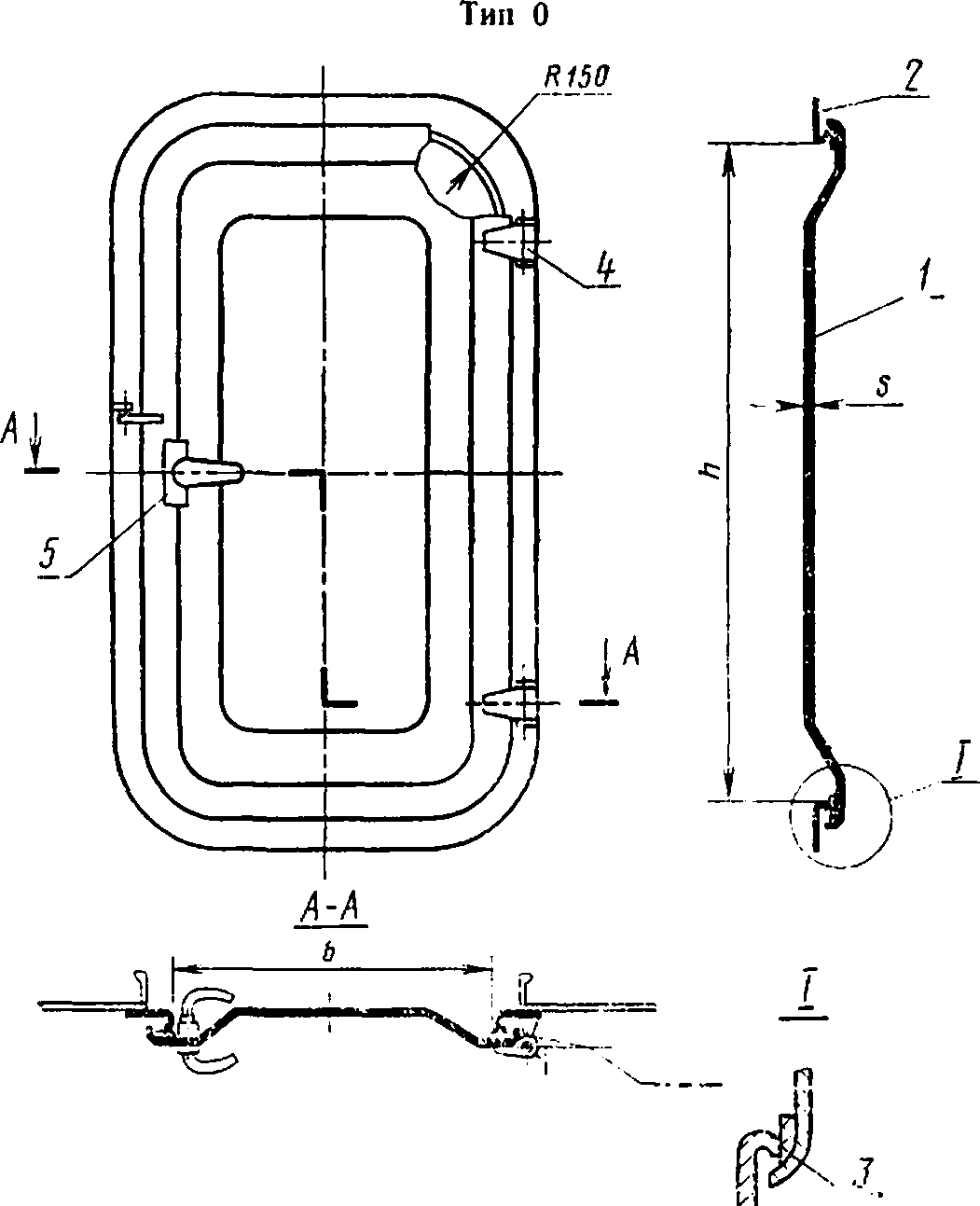
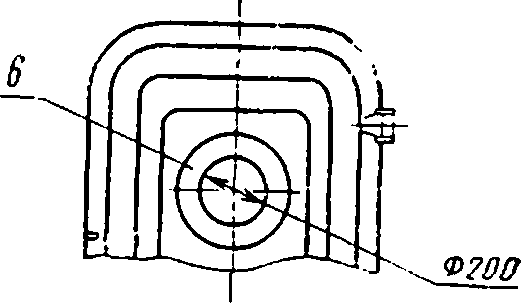
Схема установки иллюминатора
/—полотно; 2—рама; 3—уплотнительная прокладка; 4—петля; 5—замом с ручками-фалями; иллюминатор по ГОСТ 19260—73
Черт. 2
Таблица 1
Размеры, мм
Материал | Размеры в свету ЙХЬ | .9 | Код О КП | Исполнение | Масса. кг, не более | |
1000X500 | 64 2221 64 2221 |
| Правое Левое | 29,6 | ||
64 2221 64 2221 |
| Правое с планкой Левое с планкой | 30,0 | |||
64 2221 64 2221 |
| Правое Левое | 37,3 | |||
1400 X 600 | 64 2221 64 2221 |
| Правое с иллюминатором Левое с иллюминатором | 38,9 | ||
64 2221 64 2221 |
| Правое с планкой Левое с планкой | 37,7 | |||
Сталь | 3 | 64 2221 64 2221 |
| Правое с иллюминатором и планкой Левое с иллюминатором и планкой | 39.3 | |
64 2221 64 2221 |
| Правое Левое | 42,4 | |||
1600X600 | 1 | 64 2221 64 2221 |
| Правое с иллюминатором Левое с иллюминатором | 44,0 | |
64 2221 64 2221 | 7018 7020 | Правое с планкой Левое с планкой | 42.8 | |||
1 | 64 2221 64 2221 |
| Правое с иллюминатором и планкой Левое с иллюминато-тором и планкой | 44,4 |
Продолжение табл. 1
Размеры, мм
Материал | Размеры в свету hxb | Код ОКП | Исполнение | Масса, кг, не более | |
Сталь | 1800X750 | 3 | 64 2221 7023 64 2221 7024 | Правое Левое | 53,4 |
64 2221 7025 64 2221 7026 | Правое с иллюминато-ром Левое с иллюминатором | 55,0 | |||
64 2221 7027 64 2221 7028 | Правое с планкой Левое с планкой | 53,8 | |||
64 2221 7030 64 2221 7031 | Правое с иллюминатором и планкой Левое с иллюминатором и планкой | 55,4 | |||
Алюмини-ево-магниевый сплав | 1000X500 | 4 | 64 2221 8001 64 2221 8002 | Правое Левое | 14,0 |
64 2221 8003 64 2221 8004 | Правое с планкой Левое с планкой | 14,2 | |||
400X600 | 64 2221 8005 64 2221 8006 | Правое Левое | 19,0 | ||
64 2221 8007 64 2221 8008 | Правое с иллюминатором Левое с иллюминатором | 20,2 | |||
64 2221 8010 64 2221 8011 | Правое с планкой Левое с планкой | 19,2 | |||
64 2221 8012 64 2221 8013 | Правое с иллюминатором и планкой Левое с иллюминатором и планкой | 20,5 |
Продолжение табл. 1
Размеры, мм
Материал | Размеры в свету лхь | Код ОКП | Исполнение | Масса, кг, не более | ||
64 2221 64 2221 |
| Правое Левое | 21,5 | |||
1600X 600 | 64 2221 64 2221 | 8016 8017 | Правое с иллюминатором Левое с иллюминатором | 22,7 | ||
64 2221 64 2221 | 8018 8020 | Правое с планкой Левое с планкой | 21,7 | |||
64 2221 64 2221 | 8021 8022 | Правое с иллюминатором и планкой Левое с иллюминатором и планкой | 23,0 | |||
Алюмини-ево-магниевый сплав | 4 | 64 2221 64 2221 |
| Правое Левое | 27,1 | |
64 2221 64 2221 |
| Правое с иллюминатором Левое с иллюминатором | 28,0 | |||
1800X750 | 64 2221 64 2221 |
| Правое с планкой Левое с планкой | 28,1 | ||
64 2221 64 2221 |
| Правое с иллюминатором и планкой Левое с иллюминатором и планкой | 28,3 |
Примечание. Исполнения «Правое с планкой», «Левое с планкой», «Правое с планкой и иллюминатором», «Левое с планкой и иллюминатором» предусмотрены для дверей внутреннего открывания.
Тип 1
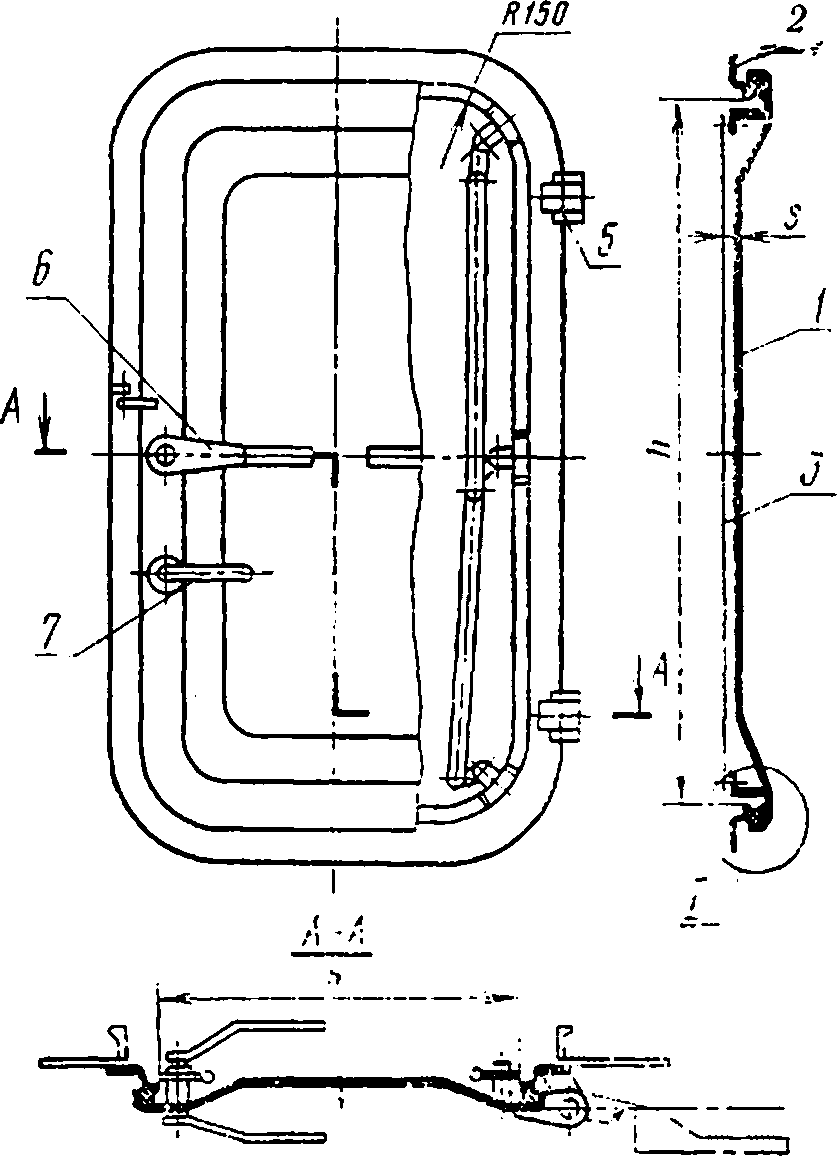
Схема расположения ручек и задраек для дверей с размерами в свету 1000X500x3 и 1300x500x3 мм
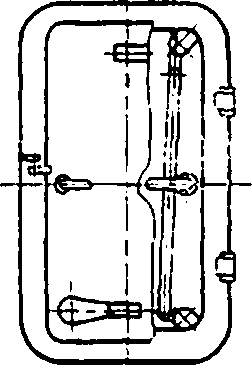
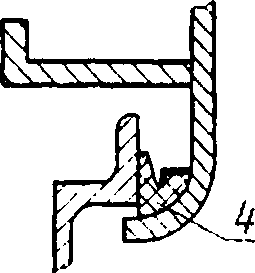
Схема установки иллюминатора
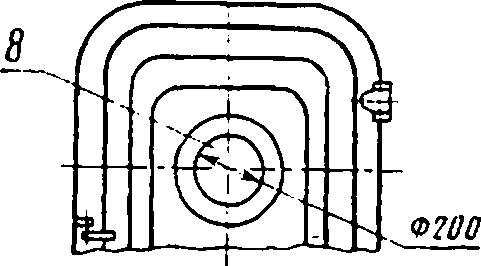
/—полотно; 2—рама; 3—зашивка; 4—уплотнительная прокладка; 5—петля; 5—ручка задрайки; 7—ручка защелки; 8—иллюминатор по ГОСТ 19260—73
Черт. 3
Матерная | Размеры в свету Лх» | 4 | Допускаемое давление, кПа (м вод. ст.), не более | Колине» ство задраек, шт. | |
наружное | внутреннее | ||||
Сталь | 1000 X500 | 3 | 58,8(6,0) | 19,6(2,0) | 4 |
5 | 117,6(12,0) | 98,0(10,0) | 6 | ||
1300x 500 | 3 | 58.8(6,0) | 19.6(2,0) | 4 | |
1400X600 | 6 | ||||
5 | 98,0(10.0) | 39,2(4,0) | |||
7 | 196.0(20,0) | 98.0(10,0) | |||
1600 X600 | 3 | 58.8(6,0) | 19,6(2,0) |
Таблица 2
Код ОКП | Исполнение | Мдсса, ГГ. не более |
64 2211 7001 64 2211 7002 | Правое Левое | 61,4 |
64 2211 7005 64 2211 7006 | Правое Левое | 80,2 |
64 2211 7003 64 2211 7004 | Правое Левое | 74.6 |
64 2211 7007 64 2211 7008 | Правое Левое | 88.9 |
64 2211 7010 64 2211 7011 | Правое с иллюминатором Левое с иллюминатором | 91.3 |
61 2211 7012 64 2211 7013 | Правое Левое | 105.2 |
64 2211 7014 64 2211 7015 | Правое Левое | 121.4 |
64 2211 7016 64 2211 7017 | Правое Левое | 95,9 |
ГОСТ 25088—81 Стр.
Материал
Сталь
Размеры в свету Лхб | 4 | Допускаемое лавленме» кПа (м вол. ст.), нс более | Количество задраек, шт. | |
наружное | внутреннее | |||
1600x 600 | 3 | 58,8(6,0) | 19,6(2,0) | |
5 | 98.0(10,0) | 39,2(4,0) | ||
7 | 176,0(18,0) | 98,0(10,0) | ||
1600X750 | 3 | 58,8(6.0) | 19.6(2,0) | 6 |
5 | 98,0(10,0) | 39,2(4,0) | ||
7 | 157,0(16,0) | 78,5(8,0) | ||
1800X750 | 3 | 58,8(6,0) | 9,8(1,0) |
Кол О КП | Исиоянспис | Масса, кг, не более |
64 2211 7018 64 2211 7020 | Правое с иллюминатором Левое с иллюминатором | 98,1 |
64 22)1 7021 64 2211 7022 | Правое Левое | 114,4 |
64 2211 7023 64 2211 7024 | Правое Левое | 132,9 |
64 2211 7025 64 2211 7026 | Правое Левое | 105,6 |
64 2211 7027 64 2211 7028 | Правое с иллюминатором Левое с иллюминатором | 107,8 |
64 2211 7030 64 2211 7031 | Правое Левое | 131,0 |
64 2211 7032 64 2211 7033 | Правое Левое | 153,7 |
64 2211 7034 64 2211 7035 | Правое Левое | 118,9 |
Стр. 8 ГОСТ 25088— 81
Материал | Размеры в свету Лха | Л | Допускаемое давление» кПа (м вод. ст.)» не более | |
наружное | внутреннее | |||
Сталь | 1800X750 | 9,8(1.0) | ||
1000X500 | 3 | |||
1300 x500 | 58,8(6,0) | |||
19,6(2.0) | ||||
Ллюмкннево-магниевый сплав | 1400 X600 | 4 | ||
6 | 117,6(12,0) | 58,8(6.0) | ||
1600X600 | 4 | 39,2(4,0) | 19,6(2.0) |
i ы, мм
Количество задраек, шт< | Код ОКП | Исполнение | Месса, кг, не более |
6 | 64 2211 7036 64 2211 7037 | Правое с иллюминатором Левое с иллюминатором | 121,3 |
4 | 64 2211 8001 64 2211 8002 | Правое Левое | 32,1 |
64 2211 8003 64 2211 8004 | Правое Левое | 37,8 | |
6 | 64 2211 8005 64 2211 8006 | Правое Левое | 46,7 |
64 2211 8007 64 2211 8008 | Правое с иллюминатором Лспое с илл к>м и наторим | 48,5 | |
64 2211 8010 64 2211 8011 | Правое Левое | 52.6 | |
64 22Н 8012 64 2211 8013 | Правое Левое | 50.2 |
ГОСТ 25088—81 Стр.
Материал | Размеры • свету hxb | 3 | допускаемое давление» кПа (м вод. ст»), не более | |
наружное | внутреннее | |||
4 | 39.2(4,0) | 19,6(2,0) | ||
1600X600 | ||||
6 | 98,0(10,0) | 39,2(4.0) | ||
Ллюмнниево-магниевый сплав | 1600x750 | 4 | 39,2(4.0) | 19,6(2,0) |
6 | 98,0(10,0) | 39.2(4,0) | ||
1800x750 | 4 | 19,6(2.0) | 9.8(1.0) |
ры. мм
Коля Феста о задраек, mt. | Коя ОКП | Нспллпенпе | Массе, кг, не более |
64 2211 8014 64 2211 8015 | Правое с иллюминатором Левое с иллюминатором | 51,9 | |
64 2211 8016 64 221Г 8017 | Правое Левое | 60,0 | |
64 2211 8018 64 2211 8020 | Правое Левое | 54,6 | |
6 | 64 2211 8021 64 2211 8022 | Правое с иллюминатором Левое с иллюминатором | 56.1 |
64 2211 8023 64 2211 8024 | Правое Левое | 62.6 | |
64 2211 8025 64 2211 8026 | Правое Левое | 58.6 |
•Стр. 10 ГОСТ 25088—81
Размеры, мы
Материал | Размеры ■ свету | 4 | Допускаемое давление, кПа (м воя. ст.), не более | Кола частно задраек, шт. | Кол ОКП | Исполнение | Месса, кг, не более | |
наружное | внутреннее | |||||||
Алюыиниево-магниевый сплав | 1800X750 | 4 | 19.6(2.0) | 9,8(1.0) | 6 | 64 2211 8027 64 22 Н 8028 | Правое с иллюминатором Левое с иллюминатором | 60.3 |
Примечания:
1. Давления соответствуют давлению на середине высоты двери при выборе дверей в соответствии с правилами Регистра СССР.
Давление, прижимающее полотно к раме, является наружным давлением; отрывающее от рамы — внутренним.
2. При определении максимально допустимых давлений на уровне нижней кромки двери давление должно быть увеличено на 0,0049 й кПа, где Л— высота двери в свету.
ГОСТ 25088—81 Стр.
1.4. Предельные отклонения размеров — по технической документации, утвержденной в установленном порядке.
Примеры условных обозначений
Дверь типа 0, стальная, размерами в свету 1800X750, правая с иллюминатором:
Дверь O—R—Ст 1800x750—И ГОСТ 25088—81
То же, с планкой, закрывающей крепление замка:
Дверь O—R—Ct 1800X750—И—В ГОСТ 25088—81
Дверь типа 1, стальная, размерами в свету 1400X600, толщиной полотна 3 мм, правая, с допустимым давлением: наружным 58,8 кПа, внутренним 19,6 кПа:
Дверь l—R—Ст 1400 x 600 x 3—58,8/19,6 ГОСТ 25088—81
Дверь типа 1, алюминиево-магниевая, размерами в свету 1600X750, толщиной полотна 4 мм, левая, с иллюминатором, с допустимым давлением: наружным 39,2 кПа, внутренним 19,6 кПа: Дверь l—L—АМг 1600X750X4—И—39,2/19,6 ГОСТ 25088—81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Двери должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Конструктивные элементы сварных швов должны соответствовать требованиям ГОСТ 14771—76 для соединений из стали и ГОСТ 14806—80 для соединений из алюминиево-магниевого сплава.
2.3. Поверхности дверей не должны иметь механических повреждений и деформаций, снижающих прочность и товарный вид изделия. Полотно и рама двери, клиновые задрайки и другие детали насыщения не должны иметь острых кромок. Сварные швы должны быть зачищены, дефекты устранены.
2.4. Основные детали судовых дверей должны быть изготовлены из материалов, указанных в табл. 3.
Таблица 3
Материал для дверей
Наименование детали
стальных алюминиево-магниевых
Полотно, рама Задрайка Клин, петля Ось петли
ВСтЗсп по ГОСТ 380—71 АМг5 по ГОСТ
25Л по ГОСТ 977—75
25Л по ГОСТ 977-75 АМгб по ГОСТ 14Х17Н2 по ГОСТ 5632—72 АМгб по ГОСТ
4784—74
4784—74
4784—74
2.5. Значение параметра шероховатости Ra обрабатываемых поверхностей деталей дверей не должно превышать 25 мкм по ГОСТ 2789—73.
2.6. Все поверхности дверей должны быть защищены от коррозии.
2.7. Уплотнительная прокладка к полотну двери типа 0 должна крепиться склеиванием.
Уплотнительная прокладка (шнур) к полотну двери типа 1 должна крепиться резинодержателем.
2.8. Двери должны быть устойчивыми к воздействию морской воды и изменениям температур воздуха от 223 до 343 К (от минус 50 до плюс 70°С).
2.9. Уплотнение двери должно соответствовать условиям эксплуатации и должно быть стойким к воздействию солнечных лучей и морской воды при температуре от 223 до 343 К (от минус 50 до плюс 70°С).
Допускается кратковременное повышение температуры до 351 К (78°С), суммарно не более 10 ч.
2.10. Усилие на ручке задрайки при задраивании двери не должно превышать 0,392 кН (40 кгс). Время задраивания должно быть не более 5 с.
Ручка защелки двери типа 1 и ручка-фаля двери типа 0 должны срабатывать плавно, без заеданий.
2.11. Средний срок службы дверей — 25 лет со дня сдачи судна в эксплуатацию (при периодическом обновлении покрытий и замене прокладок).
2.12. Трушиеся поверхности деталей дверей должны быть покрыты маслом К-17 по ГОСТ 10877—76.
3. КОМПЛЕКТНОСТЬ
3.1. Двери должны поставляться в собранном виде.
3.2. В комплект поставки входят дверь и одиночный комплект запасных частей.
3.3. Одиночный комплект запасных частей дверей типа 0 должен содержать:
шайбу для петель;
одно стекло на 10 дверей с иллюминатором;
уплотнительную прокладку из расчета 15 м на 10 дверей.
3.4. Одиночный комплект запасных частей дверей типа 1 должен содержать:
уплотнительное кольцо для оси защелки;
уплотнительное кольцо для оси задрайки;
пружину для ручки защелки;
две регулировочные прокладки;
шайбу для петель;
шайбу под задрайки;
одно стекло на 10 дверей с иллюминатором;
уплотнительную прокладку из расчета 15 м на 10 дверей.
Примечание. По требованию заказчика уплотнительная прокладка должна поставляться в виде состыкованных колец требуемого периметра.
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия судовых дверей требованиям настоящего стандарта должны быть проведены приемо-сдаточные и типовые испытания.
4.2. На приемо-сдаточные испытания двери представляют партиями. Каждая партия должна состоять из дверей одного типоразмера не более 100 шт., детали и сборочные единицы которых прошли приемочный контроль на соответствие требованиям пп. 2.1; 2.3; 2.4; 2.6; 2.9; 2.12 и операционный контроль на соответствие требованиям пп. 2.2; 2.5; 2.7, а также п. 1.3 в части 7? 150.
4.3. При проведении приемо-сдаточных испытаний должны быть выполнены:
сплошной контроль дверей на — соответствие требованиям пп. 1.3; 1.4 в части основных размеров, пп. 2.6; 3.1—3.4; 6.1—6.3;
выборочный контроль дверей — на соответствие требованиям п. 1.3 в части допустимых внутренних давлений и массы, а также требованиям п. 2.10.
4.4. Проверку соответствия дверей требованиям п. 1.3 в части допустимых внутренних давлений и массы необходимо выполнять на одной двери от партии.
4.5. Проверку соответствия дверей требованиям п. 2.10 необходимо выполнять на 10% дверей от партии, но не менее чем на одной двери.
4.6. Требования пп. 2.8; 2.11 обеспечиваются выбором материала и конструкцией двери.
4.7. Если при приемо-сдаточных испытаниях будут обнаружены двери, не соответствующие требованиям настоящего стандарта, то проводят повторные испытания на удвоенной выборке от партии. В случае повторного обнаружения несоответствия должна быть проверена вся партия. Двери, не отвечающие требованиям настоящего стандарта, бракуют.
4.8. Результаты повторных испытаний распространяются на всю партию.
4.9. При установившемся серийном производстве с хорошими показателями качеству допускается по согласованию с контролирующей организацией увеличивать количество дверей в партии, от которой отбирают одну дверь для проверки допустимых давлений, усилия задраивания и массы, либо производить указанную проверку выборочно но указанию технического контроля предприятия-изготовителя.
4.10. Дверь считается принятой после нанесения клейма отдела технического контроля предприятия-изготовителя и оформления приемо-сдаточной документации.
4.11. Типовые испытания дверей проводят во всех случаях, когда вносят изменения в конструкцию, материалы или технологию изготовления, влияющие на технические характеристики дверей.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль конструкции и размеров дверей (пп. 1.3; 1.4) проводят сопоставлением с чертежами и проверкой размеров инструментом, обеспечивающим требуемую чертежами точность.
5.2. Контроль марок примененных материалов (пп. 2.4; 2.9) должен быть проведен по документам качества или по данным лабораторных испытаний и анализа предприятия-изготовителя.
5.3. Контроль внешнего вида (пп. 2.1; 2.3; 2.7; 2.12), комплектности (пп. 3.1—3.4) и маркировки (пп. 6.1; 6.2) проводят визуальным осмотром.
5.4. Контроль качества сварных швов (п. 2.2)—по ГОСТ 3242—79.
5.5. Контроль шероховатости (п. 2.5) проводят визуальным осмотром и сличением с эталонными образцами шероховатости, изготовленными по ГОСТ 9378—75.
5.6. Контроль качества защитных покрытий (п. 2.6) проводят визуальным осмотром. При этом покрытия должны быть равномерными, сплошными.
5.7. Контроль массы дверей (п. 1.3) проводят взвешиванием на весах с погрешностью не более ±1%.
5.8. Контроль усилия задраивания (п. 2.10) и плавности работы ручки защелки и ручки-фали должен проводиться при вертикальном расположении дверей.
5.9. Контроль усилия задраивания дверей проводят при помощи пружинного динамометра по ГОСТ 13837—79, прикрепляемого к ручке задрайки на расстоянии 40 мм от торца ручки.
Направление прикладываемого усилия должно быть перпендикулярным к ручке задрайки и параллельным к плоскости полотна.
5.10. Для контроля допустимого давления двери устанавливают на стенде в горизонтальном положении и испытывают внутренним давлением, указанным в табл. 2, в течение 5 мин. При этом на несмачиваемой поверхности в местах уплотнения, осей защелки и задраек не должно быть течи в виде струй, потеков и капель.
После снятия давления видимые остаточные деформации деталей дверей не допускаются.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Каждая дверь должна иметь маркировку, содержащую: наименование (допускается сокращенное) пли товарный знак
предприятия-изготовителя;
обозначение основного конструкторского документа по ГОСТ 2.102—68;
дату изготовления (месяц, год).
По требованию заказчика допускается в содержание маркировки вводить дополнительные знаки.
6.2. Маркирование выполняют ударным способом, шрифтом по ГОСТ 2930—62. Место маркировки указывают в рабочих чертежах.
6.3. Знаки маркировки должны быть четкими и легко читаемыми.
6.4. Двери поставляют потребителю в контейнерах или крытых вагонах, прочно раскрепленными деревянными прокладками, предохраняющими их от перемещения. На экспорт двери допускается поставлять в деревянных ящиках.
6.5. Консервация деталей дверей (п. 2.12)—по ГОСТ 9.014—78.
6.6. Каждая партия дверей должна сопровождаться документом, в котором указаны:
наименование (допускается сокращенное) или товарный знак предприятия-изготовителя;
наименование и обозначение основных конструкторских документов дверей;
количество дверей в партии;
дата изготовления (месяц, год).
6.7. Транспортирование дверей — по категории Ж2 ГОСТ 15150—69. Двери транспортируют в вертикальном положении (на ребро) в закрытом, но не задраенном состоянии.
6.8. Условия хранения дверей на предприятии-потребителе — по категории С ГОСТ 15150—69. Двери должны храниться в вертикальном положении (на ребро) в закрытом, но не задраенном состоянии. Срок хранения дверей— 12 мес.
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. На судах, поднадзорных Регистру СССР, в качестве наружных дверей надстроек и рубок не допускается применение дверей с иллюминатором для I и II ярусов надстроек и рубок.
7.2. Применение дверей из алюминиево-магниевого сплава на судах, находящихся под техническим наблюдением Регистра СССР или Речного Регистра РСФСР, допускается по согласованию с ними.
7.3. Монтаж дверей на судне необходимо выполнять в соответствии с требованиями технической документации.
7.4. Применение дверей во взрывоопасных помещениях без конструктивной доработки не допускается.
7.5. Двери могут быть применены в качестве дверей внутреннего открывания.
7.6. Двери типа 0 при установке на раме козырька могут быть применены в качестве брызгонепроницаемых.
7.7. В процессе монтажа на дверях могут быть установлены обушки для навесного замка (на дверях внутреннего открывания), форточки, указатели «свободно—занято» и изоляция.
7.8. В процессе эксплуатации дверей необходимо периодически, не реже одного раза в 6 мес., проводить обследование их технического состояния визуальным осмотром. Двери наиболее частого пользования рекомендуется осматривать один раз в 3 мес. При этом особое внимание должно быть обращено на сохраняемость уплотнительных прокладок, пружины в ручке защелки и степень износа деталей из полиамида (шайб под задрайки, шайб для петель и др.).
7.9. Уплотнительная прокладка не должна иметь разрывов, деформаций и других дефектов, которые могут привести к нарушению непроницаемости; поврежденные прокладки или их участки подлежат замене.
7.10. Детали из полиамида подлежат замене при износе более 25% толщины.
При износе нижней капроновой шайбы в петле двери она может быть заменена верхней шайбой этой же петли.
7.11. Трущиеся поверхности деталей дверей не реже одного раза в 3 мес. должны смазываться консистентной смазкой.
7.12. Настоящие указания подлежат включению в общесудовые инструкции, поставляемые на корабли, с учетом руководящих документов заказчика.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие дверей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, и эксплуатации, установленных стандартом.
8.2. Гарантийный срок эксплуатации дверей для кораблей и судов, изготовляемых по Госзаказу — 5 лет, для других—14 мес. со дня сдачи судна в эксплуатацию.
ПРИЛОЖЕНИЕ
Справочное
ИНФОРМАЦИОННЫЕ ДАННЫЕ О СООТВЕТСТВИИ НАСТОЯЩЕГО СТАНДАРТА СТ СЭВ 1841—79
Номер пункта настоящего стандарта | Номер пункта СТ СЭВ 1841—79 |
П. 1.2 | И. 1.2 |
П. 1.3 | П. 2.1; 3.10; 3.11 |
П. 2.3 | П. 3.1 |
П. 2.4 | П. 3.2 |
П. 2.7 | П. 3.4 |
П. 2.8 | П. 3.3 |
П. 2.9 | П. 3.4 |
П 2.10 | П. 3.5 |
П. 7.11 | П. 3.6 |
Редактор Р. С. Федорова
Технический редактор В. Н. Малькова Корректор Т. А. Камнева
Сдано в наб. 19.01.82 Подп. к печ. 19.03.82 1,25 п. л. 1.19 уч.-изд. л. Тир. 6000 Цепа 5 коп.
Изменение № 1 ГОСТ 25088—81 Двери судовые. Технические условия
Постановлением Государственного комитета СССР по стандартам от 30.12.83
JVs 6579 срок введения установлен | с 01.06.84 |
Пункт 1.3. Чертежи 2, 3. Подрисуночная подпись. Заменить ссылку: ГОСТ 19260—73 на ГОСТ 19261—82.
Пункт 2.11 изложить в новой редакции: «2.11. Срок службы до заводского (капитального) ремонта — 10 лет, срок сохраняемости при условиях хранения 5 (ОЖ4) по ГОСТ 15150—69 — 20 лет, средний срок службы дверей — 25 лет со дня сдачи судна в эксплуатацию».
Пункт 3.3. Третий и четвертый абзацы изложить в новой редакции: «одно стекло на каждые 10 и менее дверей с иллюминаторами; уплотнительную прокладку из расчета 1,5 м на каждую дверь, но не менее 5,0 м».
Пункт 3.4. Восьмой и девятый абзацы изложить в новой редакции: «одно стекло на каждые 10 и менее дверей с иллюминаторами;
уплотнительную прокладку из расчета 1,5 м на каждую дверь, но не менее 5,0 м».
Пункт 6.4 изложить в новой редакции: «6.4. Двери потребителю поставляют пакетами в сварных металлических каркасах, изготовленных по рабочим чертежам, утвержденным в установленном порядке. При изготовлении каркасов применяют отходы листового или профильного проката: стального с временным сопротивлением 360—490 МПа (36—49 кгс/мм2) или сплавов марок АМгЗ, АМг5.
При формировании пакета двери устанавливают вертикально или горизонтально и прочно раскрепляют прокладками, исключающими перемещения в пакете. При этом уплотнительная прокладка двери должна быть обжата на глубину не более 1,0 мм.
Размеры пакетов не должны превышать 1240x840X1350 мм (масса брутто пакета — не более 1,25 т), 1680X1240X1700 мм (масса брутто пакета — не более 3,2 т) и 1880X 1240X1700 мм (масса брутто пакета — не более 3,2 т) в соответствии с ГОСТ 24597—81. Применение пакетов размерами 168ОХ1240Х1700 мм и 1880X1240X1700 мм допускается только при транспортировании дверей открытым подвижным железнодорожным составом».
Пункт 6.6 дополнить абзацем: «объем одиночного комплекта запасных частей, поставляемого с партией дверей».
(Продолжение см. стр. 122)
(Продолжение изменения к ГОСТ 25088—81)
Пункт 6.7 изложить в новой редакции: «6.7. Транспортирование дверей пакетами осуществляют железнодорожным транспортом в крытых железнодорожных вагонах при соблюдении условий хранения 5 (ОЖ4) по ГОСТ 15150—69 или открытым подвижным железнодорожным составом (при транспортировании дверей пакетами размерами 1680X1240X1700 мм и 1880Х1240Х Х17О0 мм) при соблюдении условий хранения 8 (ОЖЗ) по ГОСТ 15150—69.
Вид отправки (мелкий или повагонный) устанавливает предприятие-изготовитель дверей в зависимости от объема отправляемой партии.
При повагонных отправках дверей должно быть обеспечено максимальное использование грузоподъемности и грузовместимости транспортных средств».
Пункт 6.8. Заменить слова: «по категории С ГОСТ 15150—69» на «2 (С) по ГОСТ 15150—69».
Раздел 6 дополнить пунктами — 6.9—6.13: «6.9. К каждому пакету дверей должен быть прикреплен ярлык, на котором несмываемой краской должна быть нанесена транспортная маркировка, содержащая основные» дополнительные и информационные надписи, в соответствии с ГОСТ 14192—77.
6.10. Транспортирование стекол для судовых -дверей с иллюминаторами осуществляют железнодорожными вагонами в ящиках типа III—1 по ГОСТ 2991—76.
Размещение и крепление ящиков со стеклами в вагонах должно соответствовать требованиям «Технических условий погрузки и крепления грузов», утвержденных Министерством путей сообщения СССР.
6.11. Стекла в ящиках должны быть установлены в вертикальном положении и раскреплены деревянными перегородками, исключающими перемещение стекол. Размеры ящиков устанавливает предприятие-изготовитель дверей в зависимости от объема отправляемой партии.
Каждое стекло перед упаковыванием в ящик должно быть обернуто бумагой по ГОСТ 9569—79.
6.12. В каждый ящик со стеклами вкладывают упаковочный ярлык, содержащий:
наименование или товарный знак предприятия-отправителя;
наименование и марку стекла, размеры, количество; обозначение документа на изготовление стекла;
дату упаковывания.
6.13. Транспортная маркировка ящиков со стеклами должна содержать основные, дополнительные, информационные надписи и манипуляционные знаки: «Осторожно, хрупкое!», «Верх, не кантовать», «Боится сырости» — в соответствии с ГОСТ 14192—77».
(ИУС № 4 1984 г.)
Изменение № 2 ГОСТ 25088—81 Двери судовые. Технические условия
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 07.06.88 № 1646
Дата введения 01.01.89
Пункт 1.3. Таблица 1. Графа «Масса, кг, не более». Заменить значения: 29,6 на 30,0; 37,3 на 39,0; 38,9 на 41,0; 37,7 на 42,0; 39,3 на 44,0; 42,4 на 44,0; 44,0 на 45,0; 42,8 на 46,0;. 44,4 на 48,0; 53,4 на 56,0; 55,0 на 58,0; 53,8 на 59,5; 55,4 на 61,0; 14,2 на 14,5; 20,2 на 20,5; 19,2 на 19,5; 22,7 на 23,0; 21,7 на 22,0; 27,1 на 27,5; 28,1 на 28,5; 28,3 на 28,5.
чертеж 3. Схему расположения ручек и задраек для дверей? с размерами в свету 1000X500X3 и 1300 X 500x 3 мм заменить новой:
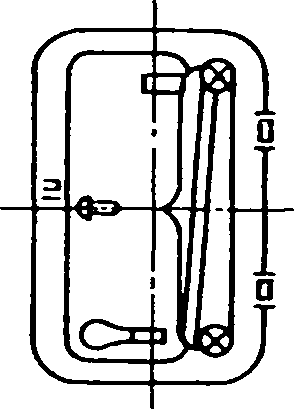
Таблица 2. Графа «Масса, кг, не более». Заменить значения: 61,4 на 61,0; 80,2 на 80,0; 74,6 на 74,0; 88,9 на 88,0; 91,3 на 91,0; 105,2 на 105,0; 121,4 на 121,0; 95,9 на 96,0; 98,1 на 98,0; 114,4 на 114,0; 132,9 на 133,0; 105,6 на 105,0; 107,8 на 108,0; 153,7 на 153,0; 118,9 на 118,0; 121,3 на 121,0; 32,1 на 32,0; 37,8 на 38,Of 46,7 на 47,0; 52,6 на 53,0; 50,2 на 50,0; 51,9 на 52,0; 54,6 на 55,0; 56,1 на 56,0; 62,6 на 63,0; 58,6 на 59,0; 60,3 на 60,5.
Пункты 2.12, 3.4 изложить в новой редакции: «2.12. Трущиеся поверхности деталей дверей должны быть покрыты смазкой, согласно требованиям конструкторской документации.
3.4. Одиночный комплект запасных частей дверей типа I должен содержать: уплотнительное кольцо для оси защелки, уплотнительное кольцо для оси задрайки, пружину для ручки защелки, две регулировочные прокладки,
шайбу для петель.
шайбу под задрайки,
одно стекло на каждые 10 и менее дверей с иллюминатором,
уплотнительную прокладку в виде состыкованного кольца из расчета 1 шт. на 5 дверей одного типоразмера».
Пункт 6.2. Заменить ссылку: ГОСТ 2930—62 на ГОСТ 26.020—80.
Пункты 6.4, 6.7 изложить в новой редакции: «6.4. Двери потребителю поставляют без .упаковки повагонно, раскрепленные деревянными прокладками, в универсальных контейнерах по ГОСТ 18477—79 или пакетами в сварных металлических каркасах, изготовленных по рабочим чертежам, утвержденным в установленном порядке.
При изготовлении каркасов применяют отходы стального листового или профильного проката временным сопротивлением 350—490 МПа (35—49 кге/мм2) или сплавов марок АМгЗ, АМг5.
Размеры и масса пакетов — по ГОСТ 24597—81.
При формировании вагона, пакета или контейнера двери устанавливают вертикально или горизонтально и прочно раскрепляют прокладками, исключающими
(Продолжение см. с. 176)
(Продолжение изменения к ГОСТ 25088—81) их перемещение в вагоне, пакете или контейнере. При этом уплотнительная прокладка двери должна быть обжата на глубину не более 1,0 мм.
6.7. Транспортирование дверей осуществляют железнодорожным транспортом в крытых железнодорожных вагонах при соблюдении- условий хранения 5 (ОЖ4) по ГОСТ 15150—69 или открытым подвижным составом при соблюдении условий хранения 8 (ОЖЗ) по ГОСТ 15150—69.
Транспортирование дверей в контейнерах осуществляют открытым подвижным составом.
Вид отправки (мелкий или повагонный) устанавливает предприятие-изготовитель дверей в зависимости от объема отправляемой партии.
При повагонных отправках дверей должно быть обеспечено максимальное использование грузоподъемности и грузовместимости транспортных средств. При этом отгрузку продукции без пакетирования производят с подъездных путей поставщиков на подъездные пути мотребителей».
Пункт 6.9. Заменить слова: «К каждому пакету дверей должен быть прикреплен» на «На грузовые места должен быть жестко прикреплен».
(ИУС № 9 1988 г.)
Изменение № 3 ГОСТ 25088-81 Двери судовые. Технические условия
Утверждено и введено в действие Постановлением Комитета стандартизации И метрологии СССР от 05.02.92 № 112
Дата введения 01.07.92
I обложке н ПеРвой странице стандарта исключить обозначение: (СТ СЭВ 1841 —79).
Под словами «Издание официальное» проставить букву: Е Заменить код: ОКП 64 22000 на ОКП 64 2200, ЕСКД 36412k
(Продолжение см. с, 92)
91
(Продолжение изменения к ГОСТ 25088—81)
Вводная часть. Первый абзац дополнить словами: «изготовляемых для нужд народного хозяйства и экспорта»;
третий абзац изложить в новой редакции: «Стандарт соответствует требованиям международной Конвенции по охране человеческой жизни на море»;
дополнить абзацем: «Требования настоящего стандарта являются обязательными».
Пункт 1.3. Заменить ссылку: ГОСТ 19260—73 на ГОСТ 19261—82.
Пункт 2.4. Таблицу 3 изложить в новой редакции:
(Продолжение см. с. 93)
(Пр&одлжение изменения к ГОСТ 25Q88—81} Таблица 3
Наименование деталей | Материал для дверей | |
стальных | алюминиево-магниевых | |
Полотно, рама | Свариваемая сталь с минимальным временным сопротивлением 360 МПа по ГОСТ 5521—86 | АМг5 по ГОСТ 4784—74 |
Задрайка | Стальные отливки по ГОСТ 97'7—88 с минимальным временным сопротивлением 420 МПа | |
Клин, петля | Стальные отливки по ГОСТ 977—88 с минимальным временным сопротивлением 420 МПа | АМгб по ГОСТ 4784—74 |
Оси петель, тяг | Нержавеющая сталь по ГОСТ 5632—72 |
Раздел 2 дополнить пунктами — 2.13—2.15: «2.13. Задрайки, находящиеся
б конечном открытом положении двери, должны стопориться.
(Продолжение изменения к ГОСТ 25088—81)
Узлы зддранвання должны быть оборудованы масленками или иметь смазочные отверстия.
2.14. Допуск плоскостности рабочей полки рамы — не более 1 мм.
2.15. Двери должны быть водонепроницаемы под действием гидростатического давления., указанного в табл. 2, и при воздействии моря».
Пункт 3.4. Примечание исключить.
Пункт 4.2. Заменить ссылки: 2.12 на 2.1'2; 2.13; 2.. 15 и 2.7 на 2.7; 2.14.
Пункт 4.3. Заменить ссылки: пп. 2.6; ЭЛ’—3.4; 6.1)—6.3 на пп. 2 6- 2.13: 2.Ш; ЭЛ»—3.4; 6Л^6<.3.
Пункт 4.3. Заменить слова: «давлений и массы» на «давлений воды и массы, п. 2.15».
Пункт 4.4. Заменить слова: «давлений и массы необходимо выполнять» на «давлений воды я массы, п. 2115 выполнять».
Пункт 5.3. Заменить ссылку: 2.12 на 2.12; 2.13.
Пункт 5.7 изложить в новой редакции: «5.7. Массу дверей (п. L3) проверяют на весах среднего класса точности по ГОСТ 23676—79 с ценой деления не более 0,2 кг»<
Пункт 5.9. Заменить слово; «динамометра»' на «динамометра 1:-го класса точности». -
Пункт 5.10 дополнить абзацем; «Контроль непроницаемости от воздействия моря проводят после установки на судне поливанием струей воды из брандспойта с диаметром выходного отверстия не менее 16 мм, высотой струи не менее 10 м и расстояния не более 3 м, направленной перпендикулярно полотну».
Раздел 5 дополнить пунктом — 5.UL: «5.1'1. Допуск плоскостности (п. 04) проверяют в соответствии с ГОСТ 24642—81’ наложением-рамы изделия на аове-рочную плиту по ГОСТ 10905—86, либо наложением кромки поверочной ли-нейкп но ГОСТ 8026—75 на уплотняющие кромки рамы при помощи щупа, изготовленного по технической документации».
(ИУС № 5 1992 г.)
{kind=link}