ГОСТ Р ИСО 8535-1-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Двигатели дизельные
СТАЛЬНЫЕ ТРУБЫ ДЛЯ ТОПЛИВОПРОВОДОВ ВЫСОКОГО ДАВЛЕНИЯ
Часть 1
Требования к бесшовным холоднодеформируемым трубам
Diesel engines. Steel pipes for high pressure fuel lines. Part 1. Requirements for seamless cold-deformed pipes
ОКС 43.060.40
Дата введения 2018-07-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ") на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 "Дорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 ноября 2017 г. N 1664-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 8535-1:2016* "Дизельные двигатели. Стальные трубы для инжекционных топливопроводов высокого давления. Часть 1. Требования к бесшовным холоднотянутым одностенным трубам" (ISO 8535-1:2016 "Diesel engines - Steel tubes for high pressure fuel injection pipes - Part 1: Requirements for seamless cold-drawn single-wall tubes", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5) и для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов Российской Федерации.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ИСО (Международная организация по стандартизации) является международной федерацией, объединяющей национальные группы по стандартизации (группы членов ИСО). Работа по подготовке международных стандартов осуществляется, как правило, в технических комитетах. Каждый член группы, заинтересованный в участии в проектах по определенной тематике под эгидой образованного технического комитета, имеет право быть представленным в нем. Международные организации, государственные и негосударственные, связанные с ИСО, также принимают участие в работе. ИСО тесно сотрудничает с Международной электротехнической комиссией (МЭК) по всем вопросам стандартизации электротехнических изделий.
Процедуры, используемые для разработки настоящего стандарта и для его дальнейшего применения, содержатся в директивах ИСО/МЭК, часть 1. В частности, следует отметить различные критерии, используемые для утверждения различных типов документов ИСО. Этот документ был составлен в соответствии с директивами ИСО/МЭК, часть 2 (см. www.iso.org/directives).
Необходимо обратить внимание на то, что некоторые положения настоящего стандарта могут быть предметом патентных прав. ИСО не будет нести ответственность за выявление каких-либо патентных прав. Подробная информация о каких-либо патентных правах, выявленных в ходе разработки стандарта, будет включена во введение и/или список полученных ИСО патентных заявлений (см. www.iso.org/patents).
Любое торговое наименование, используемое в настоящем стандарте, является информацией для удобства пользователей и не означает его одобрения.
Объяснение значения конкретных терминов и выражений ИСО, относящихся к оценке соответствия, а также информация о следовании ИСО принципам Всемирной торговой организации (ВТО) в технических ограничениях в торговле (ТБТ) содержится в URL-адресе: www.iso.org/iso/foreword.html.
Настоящий стандарт подготовлен Техническим комитетом ISO/TC 22 "Дорожный транспорт", подкомитетом SC 34 "Силовые установки, силовые агрегаты и топлива".
Шестое издание настоящего стандарта отменяет и заменяет пятое издание (ИСО 8535-1:2011), в которое при пересмотре внесены следующие изменения:
- в таблице 1 добавлены размеры внутреннего диаметра 3,5 мм и 3,6 мм;
- в таблице 4 добавлены трубы групп 5 и 6.
Список частей ИСО 8535 можно найти на веб-сайте ISO.
Примечание - Общее название "Дизельные двигатели" используется только для части 1 настоящего стандарта, в то время как для части 2 стандарта используется название "Двигатели с воспламенением от сжатия", которое будет заменено при следующем пересмотре.
1 Область применения
Настоящий стандарт устанавливает размеры и требования к бесшовным холоднодеформируемым стальным трубам для топливопроводов высокого давления дизельных двигателей (класс 2) и для топливопроводов для испытаний дизельных топливных насосов (класс 1).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 404, Steel and steel products - General technical delivery requirements (Сталь и стальные изделия. Общие условия поставки)
ISO 6507-1, Metallic materials - Vickers hardness test - Part 1: Test method (Металлические материалы. Измерение твердости по Виккерсу. Часть 1. Метод испытаний)
ISO 6892-1, Metallic materials - Tensile testing - Part 1: Method of test at room temperature (Металлические материалы. Испытание на растяжение. Часть 1. Метод испытания при комнатной температуре)
ISO 12345, Diesel engines - Cleanliness assessment of fuel injection equipment (Дизельные двигатели. Оценка чистоты оборудования для впрыска топлива)
3 Термины и определения
В настоящем стандарте отдельно термины и определения не приведены.
ИСО и МЭК используют для целей стандартизации терминологическую базу, размещенную по следующим адресам:
- IEC Electropedia: на http://www.electropedia.org/;
- ISO он-лайн просмотр: на http://www.iso.org/obp.
4 Размеры и предельные отклонения
4.1 Наружный и внутренний диаметры труб
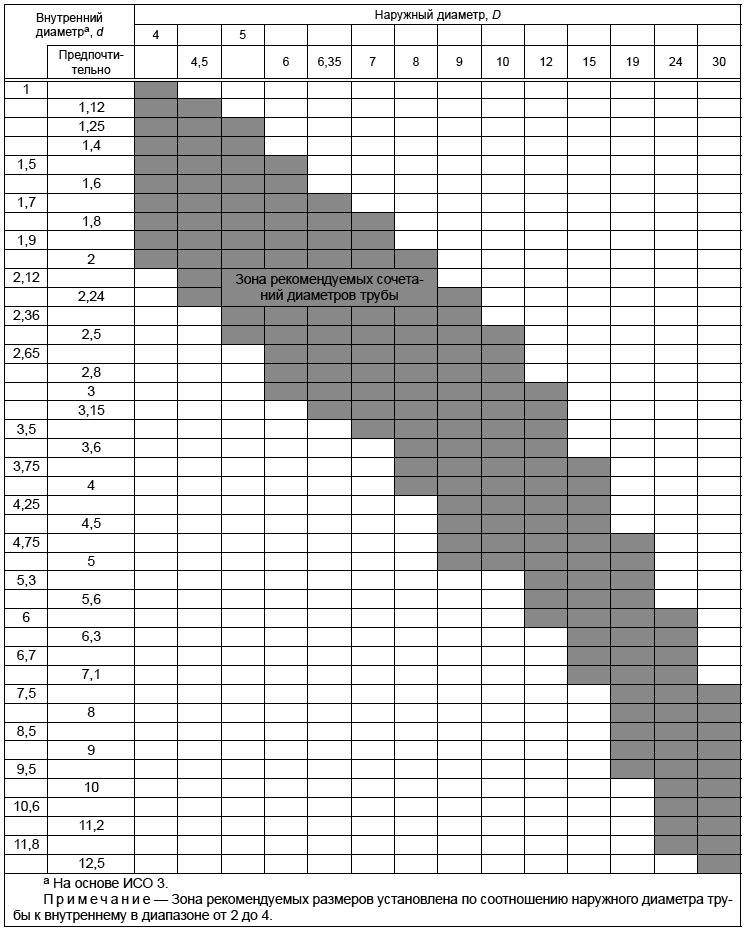
Рекомендуемые значения внутреннего и наружного диаметров труб приведены в таблице 1. Трубы других размеров могут применяться по согласованию между изготовителем и потребителем.
Допуски на размеры внутреннего и наружного диаметров труб должны быть следующими:
a) внутренний диаметр,
| ±0,05 мм для труб класса 2; |
±0,025 мм для труб класса 1 (величина допусков - в соответствии с ИСО 4093); | |
| ±0,10 мм; |
Примечание - Классы 1 и 2 объяснены в [1].
b) наружный диаметр, , для труб классов 1 и 2
8 мм: ±0,06 мм;
8 мм: ±0,10 мм;
Таблица 1 - Рекомендуемые значения внутреннего и наружного диаметров труб
В миллиметрах
|
с) максимальное значение соосности наружного диаметра трубы относительно внутреннего диаметра должно быть пропорционально толщине стенки трубы, как показано на рисунке 1.
|
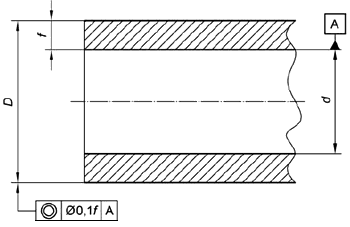
Рисунок 1 - Соосность наружного диаметра трубы
4.2 Длина труб
Длину труб и допуски на длину устанавливают по соглашению между изготовителем и заказчиком.
5 Технические требования
5.1 Требования к материалу труб
Трубы изготовляют из нелегированной или аналогичной стали, процесс производства которой обеспечивает получение однородной структуры.
По требованию заказчика изготовитель обязан сообщить о способе производства и примененном процессе восстановления.
5.2 Требования к производству труб
Для обеспечения требуемых механических свойств трубы должны быть подвергнуты термической обработке.
5.3 Требования к качеству поверхности
5.3.1 Общие требования
Наружная и внутренняя обработанные поверхности труб не должны содержать окалины, ржавчины, трещин, рисок, закатов, раковин и других дефектов.
5.3.2 Качество внутренней поверхности группы S
Внутренняя поверхность трубы группы S должна быть обработана для обеспечения заданного размера. Допускается не более пяти дефектов поверхности (трещин, рисок и т.д.) глубиной от 0,08 до 0,13 мм по сечению трубы, определяемых при увеличении х50 при контроле (см. таблицу 2).
Таблица 2 - Группы внутренней поверхности труб
Группа | Допускаемые дефекты поверхности | Увеличение |
S | См. 5.3.2 | x50 |
R | Не более 5 дефектов глубиной от 0,05 до 0,08 мм | x100 |
P | Не более 5 дефектов глубиной от 0,01 до 0,02 мм | x200 |
Q | Не более 5 дефектов глубиной от 0,02 до 0,05 мм | х100 |
O | Все дефекты равны или менее 0,01 мм глубиной | х500 |
5.3.3 Качество внутренней поверхности групп O, P, Q, R
Необходимое увеличение при более точном контроле чистоты внутренней поверхности отверстий групп O, P, Q или R приведено в таблице 2 и может быть указано в обозначении трубы (см. раздел 7).
5.4 Обработка поверхности трубы
При поставке заказчику наружная поверхность трубы может быть подвергнута металлизации, гальваническому покрытию или химической обработке (см. таблицу 3).
Внутренняя поверхность трубы должна оставаться без покрытия.
Таблица 3 - Поверхностное покрытие трубы при поставке
Группа | Наружное покрытие трубы | Примечания |
0 | Не требуется (на усмотрение изготовителя) | Допускается дополнительная обработка по усмотрению изготовителя |
1 | Наружная поверхность без дополнительной обработки. Трубы, термически обработанные или нормализованные в контролируемой атмосфере, могут быть обесцвечены, но должны быть очищены от окалины | Необходимы условия для обработки поверхности труб |
2 | Цинковое гальваническое покрытие толщиной не менее 8 мкм с дополнительным бесцветным хроматированием | При минимальных антикоррозионных требованиях. Не рекомендуется для работы с топливами на спиртовой основе, подобными метанолу |
3 | Цинковое гальваническое покрытие толщиной не менее 8 мкм с дополнительным желтым хроматированием | |
(4, 5, 6, 7, 8) | (Зарезервировано для дальнейшего применения) | - |
9 | По особому соглашению | - |
| ||
5.5 Механические свойства
По своим механическим свойствам трубы разделяются на 4 группы, как показано в таблице 4.
Таблица 4 - Механические свойства труб
Группа прочности | Временное сопротивление | Предел текучести | Относительное удлинение | Твердость HV, не более |
1 | 310 | 205 | 30 | 115 |
2 | 360 | 220 | 23 | 150 |
3 | 490 | 355 | 22 | 194 |
4 | 600 | 430 | 15 | 280 |
5 | 750 | 670 | 10 | 310 |
6 | 850 | 770 | 8 | 340 |
Примечание - Механические характеристики определяются при испытаниях в соответствии с ИСО 6507-1 и ИСО 6892-1. | ||||
5.6 Чистота внутренней поверхности
Внутренняя поверхность труб должна быть чистой и свободной от любого загрязнения или покрытия, которые могут повлиять на обработку и эксплуатационную надежность труб. При указании чистоты внутренней поверхности трубы необходимо пользоваться ИСО 12345.
5.7 Требования к прямолинейности труб
Трубы поставляют прямолинейными с максимальным отклонением 1 к 400 и без местных деформаций, если иное не согласовано между изготовителем и заказчиком.
5.8 Защита от коррозии
Наружные и внутренние поверхности должны быть защищены от коррозии во время транспортировки и хранения. По согласованию между изготовителем и заказчиком может быть нанесено постоянное защитное покрытие на наружной поверхности трубы. Любое временное покрытие не должно оказывать влияние на систему впрыска и систему сгорания двигателя и должно удаляться дизельным топливом.
6 Методы испытаний
6.1 Общие требования
Испытания труб проводят в соответствии с 6.2-6.8, если иное не согласовано между изготовителем и заказчиком.
6.2 Объем испытаний
При испытаниях трубы должны быть одного размера, изготовлены из стали одной марки при одинаковой термической обработке и отделке поверхности. Трубы разной термической обработки стали испытывают отдельно.
Для испытаний по 5.4 испытатель отбирает по одной трубе из каждой партии и по три трубы - для испытания по 5.6. Испытания по 5.3, 5.7.1 и 5.8 проводят на всех выбранных трубах.
Для испытания по 5.7.3 размер партии, количество образцов и приемлемое качество согласовываются между изготовителем и заказчиком.
6.3 Определение размеров труб
Размеры труб должны соответствовать размерам и допускам на них, указанных в разделе 4 данного стандарта.
6.4 Определение механических свойств труб
Требования к механическим характеристикам труб приведены в разделе 4 настоящего стандарта. Испытания труб проводят в соответствии с ИСО 6507-1 и ИСО 6892-1. При испытаниях на растяжение должны быть определены значения временного сопротивления, предела текучести, относительного удлинения при разрыве и твердости поверхности.
6.5 Испытания на изгиб
Труба в холодном состоянии должна выдерживать испытание на изгиб на угол 180° вокруг стержня диаметром, равным наружному диаметру трубы, без появления каких-либо внешних трещин на ее поверхности.
6.6 Испытания на холодную высадку
Данные испытания проводят на отрезках труб с наружным диаметром 15 мм и менее.
Отрезок трубы длиной, равной двум наружным диаметрам 2, должен сжиматься до длины
без появления трещин глубиной более 0,13 мм.
При испытаниях отрезок трубы закрепляют между двумя плоскими параллельными пластинами.
6.7 Определение качества поверхности
6.7.1 Визуальный осмотр проводят для проверки соответствия труб требованиям, приведенным в 5.3.1.
6.7.2 По согласованию между изготовителем и заказчиком визуальный осмотр может быть заменен испытаниями, не требующими разрушения образца.
6.7.3 При необходимости подтверждения допустимой глубины дефектов на внутренней поверхности трубы при заказе оговаривают определение величины дефекта на соответствие с AQL (приемлемым уровнем качества). Испытание проводят металлографическим методом в поперечном сечении трубы при минимальном увеличении, указанном в таблице 2.
6.7.4 Поверхностные покрытия на трубах с покрытием или иным образом обработанных поверхностях должны, при необходимости, удовлетворять результатам испытаний этих покрытий. Такие испытания должны быть согласованы между изготовителем и заказчиком.
6.8 Гидравлические испытания труб
Трубы должны выдерживать величину внутреннего давления, которая должна быть согласована между изготовителем и заказчиком (см. приложение А), без постоянной внутренней деформации или разрыва. Это должно быть подтверждено гидравлическим испытанием. Другие неразрушающие испытания, например электронное тестирование, применяют по согласованию между изготовителем и заказчиком.
6.9 Повторные испытания
Если после испытаний в соответствии с 6.4 выбранная труба разрушается, то для повторных испытаний выбирают две другие трубы из той же партии. Такую же процедуру применяют при испытаниях по 6.6. Каждая из выбранных труб должна отвечать установленным требованиям. Если какая-либо из этих труб не отвечает требованиям испытаний, вся партия считается отклоненной.
Изготовитель может вновь представить для испытаний отклоненную партию труб, улучшив их состояние, например повторив термическую обработку труб.
Если в этом случае результаты испытаний по 6.4 и 6.6 не отвечают требованиям, то вся партия бракуется.
6.10 Приемочный контроль
При необходимости (см. перечисление i) раздела 7) на каждую партию труб выдается документ о приемочном контроле, подтверждающий соответствие труб требованиям настоящего стандарта. Для подтверждения могут быть использованы записи непрерывного контроля следующих показателей при производстве труб:
a) размеров труб в соответствии с 6.3;
b) механических свойств по 6.4;
c) испытаний на изгиб по 6.5;
d) испытаний на холодную высадку трубы по 6.6;
e) визуального контроля в соответствии с 6.7.1;
f) металлографического анализа по 6.7.3;
g) величины внутреннего давления по 6.8.
Записи по другим испытаниям могут быть представлены по согласованию между изготовителем и заказчиком.
7 Условное обозначение труб
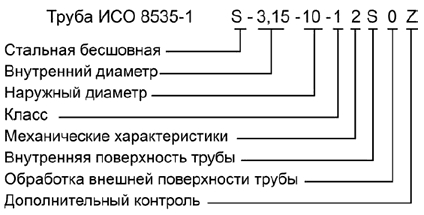
Условное обозначение стальной трубы, удовлетворяющей требованиям данного стандарта, должно быть представлено в указанном порядке следующим образом:
a) слово "Труба";
b) ссылка на ИСО 8535-1;
c) тип трубы: бесшовная холоднотянутая стальная труба, обозначается буквой "S";
d) размер: второй и третий символы определяют соответственно номинальные значения внутреннего и наружного диаметров трубы в миллиметрах;
e) класс: четвертый символ определяет допуск на диаметр трубы (см. перечисление а) 4.1);
f) пятый символ определяет механические свойства трубы по таблице 4;
g) шестой знак определяет группу чистоты внутренней поверхности трубы согласно таблице 2;
h) седьмой знак идентифицирует обработку внешней поверхности трубы (см. таблицу 3);
i) при необходимости дополнительных требований к поставке в документе от изготовителя для подтверждения соответствия трубы требованиям настоящего стандарта в конце обозначения может быть добавлена буква "Z" (см. ИСО 404).
Пример - Условное обозначение трубы в соответствии с ИСО 8535
|
8 Идентификация и маркировка
Трубы должны идентифицироваться с помощью этикеток в соответствии с разделом 7 настоящего стандарта. По согласованию между изготовителем и заказчиком допускается дополнительная маркировка.
9 Упаковка
При отсутствии другой договоренности между изготовителем и заказчиком трубы поставляют в виде увязанного пакета с закрытыми обоими концами каждой трубы.
Приложение А
(справочное)
Максимальное давление для гидравлических испытаний труб
Величину максимального давления, , в килопаскалях для проверки постоянной деформации трубы (см. 6.8) определяют на основе критерия Мизеса произведением коэффициента напряжений и предела текучести,
, в ньютонах на квадратный миллиметр:
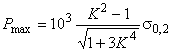 ,
,
где ![]() ,
,
- наружный диаметр трубы, мм;
- внутренний диаметр трубы, мм.
- предел текучести, Н/мм
.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 404 | NEQ | ГОСТ 11017-80 "Трубы стальные бесшовные высокого давления. Технические условия" |
ISO 4093 | NEQ | ГОСТ 8519-90* "Топливопроводы высокого давления дизелей и их соединения. Общие технические условия" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 8519-93. - . | ||
ISO 6507-1 | IDT | ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения" |
ISO 6892-1 | MOD | ГОСТ 1497-84 (ИСО 6892-84) "Металлы. Методы испытаний на растяжение" |
ISO 12345 | NEQ | ГОСТ ИСО/ТС 16431-2007 "Чистота промышленная. Оценка чистоты собранных гидросистем" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Библиография
[1] | ISO 3 | Preferred numbers - Series of preferred numbers |
[2] | ISO 2080 | Metallic and other inorganic coatings - Surface treatment, metallic and other inorganic coatings - Vocabulary |
[3] | ISO 4093 | Diesel engines - Fuel injection pumps - High-pressure pipes for testing |
[4] | ISO 4520 | Chromate conversion coatings on electroplated zinc and cadmium coatings |
[5] | ISO 8535-2 | Compression-ignition engines - Steel tubes for high-pressure fuel injection pipes - Part 2: Requirements for composite tubes |
[6] | ISO 13296 | Diesel engines - High-pressure fuel injection pipe assemblies - General requirements and dimensions |
УДК 629.3:006.354 | ОКС 43.060.40 |
Ключевые слова: двигатели дизельные, стальные трубы, топливопроводы, размеры | |
Электронный текст документа
и сверен по:
, 2017

{kind=link}