ГОСТ Р 58195-2018
(ИСО 18669-2:2004)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
Поршневые пальцы
Часть 2
Принципы измерения при проведении контроля
Internal combustion engines. Piston pins. Part 2. Inspection measuring principles
ОКС 43.060.10
Дата введения 2019-06-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 "Дорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 августа 2018 г. N 477-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 18669-2:2004* "Двигатели внутреннего сгорания. Поршневые пальцы. Часть 2. Принципы измерения при проведении контроля" (ISO 18669-2:2004 "Internal combustion engines - Piston pins - Part 2: Inspection measuring principles", MOD) путем изменения отдельных слов и ссылок, которые выделены в тексте курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", 2 "Нормативные ссылки" и приложении ДА приводятся обычным шрифтом, отмеченные в разделе "Предисловие" знаком "**" и остальные по тексту документа выделены курсивом. - .
Внесение указанных технических отклонений направлено на учет особенностей объекта стандартизации, характерных для Российской Федерации, и целесообразность использования ссылочных национальных стандартов вместо ссылочных международных стандартов.
Сведения о соответствии ссылочных национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ИСО (Международная организация по стандартизации) является всемирной федерацией национальных организаций по стандартизации (комитетов - членов ИСО). Разработка международных стандартов обычно осуществляется техническими комитетами ИСО. Каждый комитет-член, заинтересованный в деятельности, для которой создан технический комитет, имеет право быть представленным в этом комитете. Международные правительственные и неправительственные организации, имеющие связи с ИСО, также принимают участие в работах. ИСО тесно сотрудничает с Международной электротехнической комиссией (МЭК) по вопросам стандартизации в области электротехники.
Проекты международных стандартов разрабатываются в соответствии с правилами директив ИСО/МЭК, часть 2.
Основной задачей технических комитетов является подготовка международных стандартов. Проекты международных стандартов, принятые техническими комитетами, рассылаются комитетам-членам на голосование. Их опубликование в качестве международных стандартов требует одобрения не менее 75% комитетов-членов, принимающих участие в голосовании.
Следует иметь в виду, что некоторые элементы международного стандарта могут быть объектом патентных прав. Международная организация по стандартизации не несет ответственности за идентификацию какого-либо одного или всех патентных прав.
Стандарт ИСО 18669-2 подготовлен техническим комитетом ИСО/ТК 22 "Дорожный транспорт".
Стандарт ИСО 18669 состоит из следующих двух частей под общим заголовком "Двигатели внутреннего сгорания. Поршневые пальцы":
- Часть 1. Общие технические характеристики;
- Часть 2. Принципы измерений при проведении контроля.
1 Область применения
Настоящий стандарт содержит описание принципов измерений характеристик поршневых пальцев с наружным диаметром от 8 мм до 100 мм, используемых в компрессорах и двигателях внутреннего сгорания с кривошипно-шатунным механизмом.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ Р ИСО 4287 Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры поверхности
ГОСТ Р ИСО 6507-1 Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения
ГОСТ Р ИСО 6507-4 Государственная система обеспечения единства измерений. Металлы и сплавы. Измерения твердости по Виккерсу. Часть 4. Таблицы определения твердости
ГОСТ Р ИСО 9934-1 Контроль неразрушающий. Магнитопорошковый метод. Часть 1. Основные требования
ГОСТ Р ИСО 9934-2 Контроль неразрушающий. Магнитопорошковый метод. Часть 2. Дефектоскопические материалы
ГОСТ Р ИСО 18669-1 Двигатели внутреннего сгорания. Поршневые пальцы. Часть 1. Общие технические требования
ГОСТ Р 53442 (ИСО 1101:2004) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Допуски формы, ориентации, месторасположения и биения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Принципы измерения
3.1 Общие условия измерений
Если не указано иное, общие требования применимы ко всем принципам измерений.
a) Измерения следует проводить с помощью приборов, обладающих разрешающей способностью не более 10% от допустимого отклонения измеряемой величины.
b) Определение термина "погрешность измерения" описано в нормативном документе*.
_______________
* См. [1].
c) Определение термина "приемлемость повторяемости и воспроизводимости измерительного прибора (% R & R)" описано в нормативном документе**.
_______________
** См. [2].
d) Измерения наружного диаметра следует проводить при температуре (21±1)°С.
3.2 Характеристики и принципы измерений
Характеристика | Принцип измерения | ||||
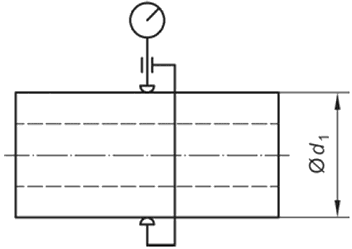
3.2.1 Наружный диаметр | |||||
Диаметр наружной поверхности, измеряемый в любой точке, кроме области уклона кромки ( | Метод А. Эталонный метод
| ||||
_______________ * См. [1]. | |||||
3.2.2 Цилиндричность наружного диаметра | |||||
Геометрическая форма внешней поверхности, кроме области уклона кромки ( | Метод А
| ||||
3.2.3 Круглость наружного диаметра | |||||
Все отклонения внешней поверхности от круглости (например, волнистость, овальность и сферическая треугольность). | Выполняют построение и анализ контурной линии по окружности в нескольких плоскостях (круглограмма) | ||||
3.2.4 Уклон кромки | |||||
Геометрическая форма внешней поверхности наружных кромок | Выполняют построение и анализ контурной линии с обеих сторон в осевом направлении (профили) (см. ГОСТ Р ИСО 18669-1, рисунок 10) | ||||
3.2.5 Внутренний диаметр | |||||
Диаметр отверстия, измеряемый в любой точке | Замер проводят с помощью устройств, предназначенных для измерения внутренних размеров | ||||
3.2.6 Концентричность внутреннего диаметра (ВД) относительно наружного диаметра (НД) | |||||
Разность между максимальным и минимальным размером толщины стенки ( | Метод А
| ||||
3.2.7 Длина | |||||
Максимальный размер, измеренный между двумя плоскостями, перпендикулярными к внешней поверхности | Метод А
| ||||
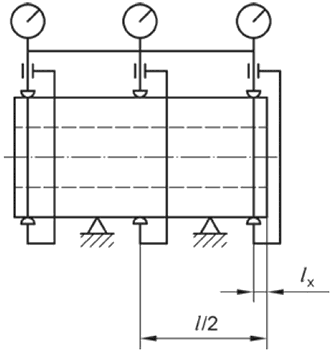
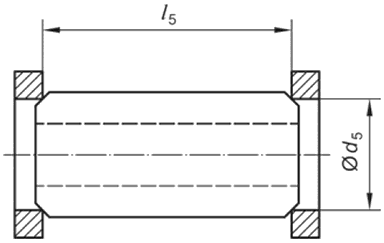
3.2.8 Контрольная длина | |||||
Расстояние между точками замера, измеряемое перпендикулярно к внешней поверхности. | Палец размещают между двумя кольцевыми калибрами с внутренним диаметром
| ||||
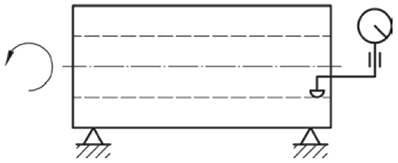
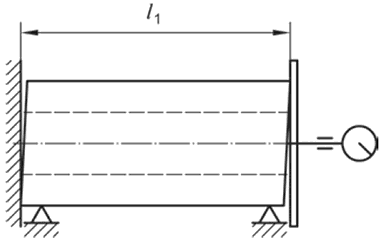
3.2.9 Биение | |||||
Осевое расстояние между двумя окружностями, расположенными концентрично относительно оси поршневого пальца (между этими окружностями должны находиться все точки торцевой поверхности поршневого пальца во время вращения вокруг оси) | Опорная поверхность: подставка с продольным упором, превышающим по размеру наружный диаметр
| ||||
3.2.10 Профиль наружной кромки | |||||
Область перехода от внешней поверхности к торцевой поверхности поршневого пальца | Измерения в области перехода осуществляют с помощью метода контурного измерения или иных подходящих методов (см. ГОСТ Р ИСО 18669-1, рисунок 11). | ||||
3.2.11 Внутренняя фаска | |||||
Область перехода от внутренней цилиндрической поверхности к торцевой поверхности | Измерения проводят с помощью штангенциркуля, оптических приборов или оборудования для измерения контуров (см. ГОСТ Р ИСО 18669-1, рисунок 12). | ||||
3.2.12 Диаметр конического отверстия | |||||
Диаметр конуса на торцевой поверхности | Измеряют, например, с помощью штангенциркуля или оборудования для измерения контуров (см. ГОСТ Р ИСО 18669-1, рисунок 13). | ||||
3.2.13 Угол конического отверстия | |||||
Угол наклона, измеряемый относительно внешней поверхности | Измеряют с помощью оборудования для измерения контуров (см. ГОСТ Р ИСО 18669-1, рисунок 13). | ||||
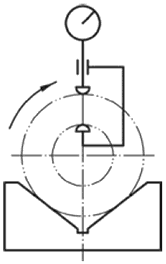
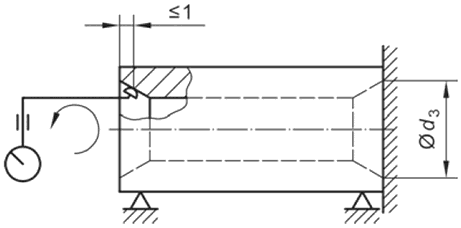
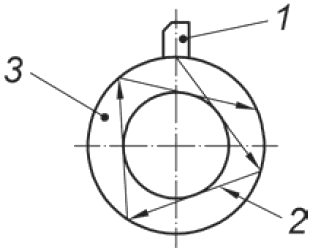
3.2.14 Эксцентриситет конического отверстия | |||||
Концентричность конического отверстия относительно наружного диаметра | Измеряют с помощью штангенциркуля путем 360°-ного вращения на подставке. Точка замера должна находиться на расстоянии не более 1 мм от торцевой поверхности (см. рисунок 8).
| ||||
3.2.15 Шероховатость | |||||
| Измерения проводят электрическими приборами со щупом согласно требованиям ГОСТ Р ИСО 4287. | ||||
| Предельная длина волны: | 0,8 мм | |||
| Измерительное расстояние: | 4,0 мм | |||
согласно ГОСТ Р ИСО 4287 | Радиус наконечника щупа: | 2-7 мкм | |||
Измерение следов и царапин, возникших при обработке наружных и внутренних цилиндрических поверхностей, выполняют специальной системой с микрощупом в продольном или круговом направлении (выбор направления определяется типом дефекта). Для проведения измерений выбирается область поверхности с визуально наибольшей шероховатостью. | |||||
_______________ * См. [3]. | |||||
3.2.16 Глубина цементуемого и азотированного слоев | |||||
Толщина поверхностного слоя, обладающего твердостью, превышающей предельную твердость | Глубину предельной твердости ** См. [4].
| ||||
| при глубине цементуемого слоя | ||||
| при глубине цементуемого слоя >0,2 мм. | ||||
2 Ограниченное изменение объема | |||||
| при глубине цементуемого слоя | ||||
| при глубине цементуемого слоя >0,2 мм. | ||||
Предельная твердость | |||||
| при глубине азотированного слоя | ||||
| при глубине азотированного слоя >0,2 мм | ||||
3.2.17 Твердость сердцевины | |||||
Твердость области, которая не затронута поверхностным упрочнением или азотированием | Метод А. Эталонный метод *** См. [5], [6].
| ||||
3.2.18 Твердость внешней поверхности | |||||
Твердость, измеряемая на внешней поверхности цементуемого или азотированного слоя | Метод А. Эталонный метод * См. [5], [6].
** См. [8], [9].
| ||||
3.2.19 Изменение объема | |||||
Изменение объема проявляется в виде продолжительного размерного отклонения наружного диаметра после нагрева от контрольной температуры до температуры испытания на протяжении определенного периода времени | Измерение наружного диаметра | ||||
3.2.20 Дефекты материалов | |||||
Недостатки, возникающие на внешней поверхности, поверхности отверстия и сердцевины (например, шлифовочные трещины, закалочные трещины, трещины напряжения, включения, шлаковые линии и волосовины) | Метод А. Магнитопорошковая дефектоскопия *** См. [10].
| ||||
- | 8-10 мм; | ||||
- >50 мм: | 8-15 мм | ||||
Эталоны. В качестве калибровочных эталонов необходимо использовать поршневые пальцы с определенными искусственными или естественными дефектами. Искусственные насечки на внешних и внутренних поверхностях должны обладать следующими размерами: | |||||
- ширина: | 0,15 мм; | ||||
- глубина: | 0,20 мм; | ||||
- длина: | 20,00 мм. | ||||
Калибровка. На рисунке 9 показан случай, когда ультразвуковой зонд соприкасается с калибровочным пальцем и формируется максимальный эхо-сигнал для внутренних и наружных эталонных дефектов. Максимальная амплитуда должна выбираться равной полной высоте экрана (100%). | |||||
- ширина: | 0,1 мм; | ||||
- глубина: | 0,1 мм; | ||||
- длина: | 5,0 мм. | ||||
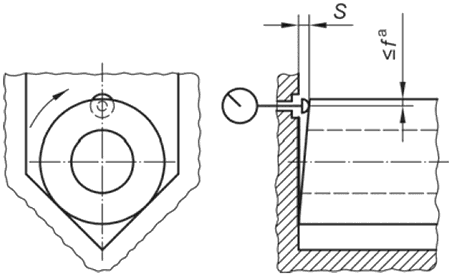
Калибровка. Зонд должен устанавливаться на расстоянии | |||||
3.2.21 Остаточная магнитная индукция | |||||
Остаточный магнетизм после размагничивания | Измерительное оборудование: | ||||
3.2.22 Видимые дефекты | |||||
Все видимые дефекты, обнаруженные без оптических приборов контролерами, обладающими нормальным зрением (скорректированное в случае необходимости) или обнаруженные автоматически с помощью оптоэлектронных систем | Метод А. Визуальный осмотр | ||||
3.2.23 Пережог | |||||
Локализованный перегрев на отшлифованных поверхностях, приводящий к поверхностному отпуску и/или заметному изменению поверхностной твердости при повторном нагревании | Метод А * См. [12].
* См. [12].
* См. [12]. | ||||
3.2.24 Продольные неоднородности на поверхности отверстия | |||||
Формовочные полосы на поверхности отверстия холодноштампованных контактных пальцев | Метод А | ||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Обозначение ссылочного национального стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ Р 53442-2009 | MOD | ISO 1101:2004 "Геометрические характеристики изделий (GPS). Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения" |
ГОСТ Р ИСО 4287-2014 | IDT | ISO 4287:1997 "Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры" |
ГОСТ Р ИСО 9934-1-2011 | IDT | ISO 9934-1:2001 "Контроль неразрушающий. Магнитопорошковая дефектоскопия. Часть 1. Общие принципы" |
ГОСТ Р ИСО 9934-2-2011 | IDT | ISO 9934-2:2002 "Контроль неразрушающий. Испытание магнитными частицами. Часть 2. Средства для обнаружения" |
ГОСТ 9012-59 | MOD | ISO 6506-1:1981 "Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания" |
ГОСТ Р ИСО 6507-1-2007 | IDT | ISO 6507-1:1997 "Материалы металлические. Испытание на твердость по Виккерсу. Часть 1. Метод испытаний" |
ГОСТ Р ИСО 6507-4-2009 | IDT | ISO 6507-4:2005 "Материалы металлические. Измерения твердости по Виккерсу. Часть 4. Таблица значений твердости" |
ГОСТ 9013-59 (ИСО 6508-86) | MOD | ISO 6508-1:1986 "Материалы металлические. Испытание на твердость по Роквеллу. Часть 1. Метод испытаний" |
ГОСТ Р ИСО 18669-1 | MOD | ISO 18669-1:2004 "Двигатели внутреннего сгорания. Поршневые пальцы. Часть 1. Общие технические требования" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Библиография
[1] | ИСО 14253 (все части) | Геометрические характеристики изделий (GPS). Контроль обрабатываемых деталей и средств измерения при помощи измерения. (Geometrical product specifications (GPS) - Inspection by measurement of workpieces and measuring equipment) |
[2] | QS 9000 | Требования, предъявляемые к системам проверки качества (Quality Systems Requirements) |
[3] | ИСО 4288 | Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Определение и параметры структуры (Geometrical product specifications (GPS) - Surface texture - Profile method - Rules and procedures for the assessment of surface texture) |
[4] | ИСО 18203 | Сталь. Определение толщины поверхностно-закаленных слоев (Steel - Determination of the thickness of surface-hardened layers) |
[5] | ИСО 6507-2 | Материалы металлические. Испытание на твердость по Виккерсу. Часть 2. Поверка испытательных машин (Metallic materials - Vickers hardness test - Part 2: Verification of testing machines) |
[6] | ИСО 6507-3 | Материалы металлические. Испытание на твердость по Виккерсу. Часть 3. Калибрование контрольных образцов (Metallic materials - Vickers hardness test - Part 3: Calibration of reference blocks) |
[7] | ИСО 6506-2 | Материалы металлические. Определение твердости по Бринеллю. Часть 2. Поверка и калибрование испытательных машин (Metallic materials - Brinell hardness test - Part 2: Verification and calibration of testing machines) |
[8] | ИСО 6508-2 | Материалы металлические. Определение твердости по Роквеллу. Часть 2. Поверка и калибровка испытательных приборов (шкалы A, B, C, D, E, F, G, H, K, N, T) |
(Metallic materials - Rockwell hardness test - Part 2: Verification and calibration of testing machines (scales A, B, C, D, E, F, G, H, K, N, T)) | ||
[9] | ИСО 6508-3 | Материалы металлические. Определение твердости по Роквеллу. Часть 3. Калибровка контрольных образцов (шкалы A, B, C, D, E, F, G, H, K, N, T) |
(Metallic materials. Rockwell hardness test. Part 3. Calibration of reference blocks (scales A, B, C, D, E, F G, H, K, N, T)) | ||
[10] | ИСО 9934-3 | Контроль неразрушающий. Испытание магнитными частицами. Часть 3. Оборудование (Non-destructive testing - Magnetic particle testing - Part 3: Equipment) |
[11] | ЕН 583 (все части) | Неразрушающий контроль. Ультразвуковая дефектоскопия (Non-destructive testing - Ultrasonic examination) |
[12] | ИСО 14104 | Передачи зубчатые. Контроль местного перегрева на шлифованной поверхности методом химического травления (Gears - Surface temper etch inspection after grinding, chemical method) |
УДК 621.436:006.354 | ОКС 43.060.10 |
Ключевые слова: двигатели внутреннего сгорания, поршневые пальцы, принципы измерения | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}