ГОСТ Р ИСО 18669-1-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ
Поршневые пальцы
Часть 1
Общие технические требования
Internal combustion engines. Piston pins. Part 1. General technical requirements
ОКС 43.060.10
Дата введения 2019-06-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 "Дорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 августа 2018 г. N 476-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 18669-1:2013* "Двигатели внутреннего сгорания. Поршневые пальцы. Часть 1. Общие технические требования" (ISO 18669-1:2013 "Internal combustion engines - Piston pins - Part 1: General specifications", IDT)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ИСО (Международная организация по стандартизации) является всемирной федерацией национальных организаций по стандартизации (комитетов - членов ИСО). Разработка международных стандартов обычно осуществляется техническими комитетами ИСО. Каждый комитет-член, заинтересованный в деятельности, для которой создан технический комитет, имеет право быть представленным в этом комитете. Международные правительственные и неправительственные организации, имеющие связи с ИСО, также принимают участие в работах. ИСО тесно сотрудничает с Международной электротехнической комиссией (МЭК) по вопросам стандартизации в области электротехники.
Процедуры, использованные при разработке настоящего стандарта, а также процедуры его дальнейшего утверждения, описаны в директивах ИСО/МЭК, часть 1. Особо необходимо отметить, что для различных типов документов ИСО применяют различные критерии утверждения. Настоящий международный стандарт разработан в соответствии с редакционными правилами директив ИСО/МЭК, часть 2: www.iso.org/directives.
Следует иметь в виду, что некоторые положения настоящего стандарта могут быть объектом патентных прав. Международная организация по стандартизации не несет ответственность за идентификацию какого-либо одного или всех патентных прав. Сведения о любых патентных правах, обнаруженных во время разработки настоящего стандарта, будут указаны в разделе "Введение" и/или в списке патентных уведомлений, полученных ИСО: www.iso.org/patents.
Все торговые названия, используемые в настоящем стандарте, указаны для удобства пользователей и не должны рассматриваться в качестве одобрения.
ИСО 18669-1:2013 подготовлен Техническим комитетом ИСО/ТС 22 "Дорожный транспорт".
Второе издание настоящего стандарта отменяет и заменяет первое издание (ISO 18669-1:2004), которое подверглось пересмотру в техническом плане.
ИСО 18669 состоит из двух частей под общим заголовком "Двигатели внутреннего сгорания. Поршневые пальцы":
- Часть 1. Общие технические требования;
- Часть 2. Принципы измерения при проведении контроля.
1 Область применения
Настоящий стандарт устанавливает требования к основным размерным характеристикам поршневых пальцев с наружным диаметром от 8 до 100 мм, которые используются в двигателях внутреннего сгорания с кривошипно-шатунным механизмом для дорожных транспортных средств и другого применения.
Кроме того, настоящий стандарт содержит определения терминов, классификацию типов пальцев, описание материалов с учетом механических свойств, сведения об общих характеристиках и требования, предъявляемые к качеству.
Использование настоящего стандарта может потребовать от производителя и заказчика согласования статистического контроля производственных процессов.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 Общая терминология
2.1.1 поршневой палец (piston pin): Прецизионный цилиндрический элемент, соединяющий поршень с шатуном и обладающий гладкой твердой внешней поверхностью.
2.2 Геометрические и технологические характеристики поршневых пальцев
2.2.1 Типы отверстий
2.2.1.1 цилиндрическое отверстие (cylindrical): Прямое цилиндрическое отверстие в пальце.
2.2.1.2 отверстие с центральной перегородкой (centre web): Отверстие с перегородкой, сформированной в середине пальца симметрично относительно каждого торца.
Примечание - Перегородка впоследствии удаляется, после чего остается выступ, как показано на рисунке 3.
2.2.1.3 коническое отверстие (tapered): Отверстие с увеличивающимся диаметром отверстия к концу поршневого пальца для уменьшения его веса.
2.2.1.4 механически обработанное отверстие (machined): Внутренний диаметр пальца, полученный исключительно механической обработкой.
2.2.1.5 цельнотянутая труба (seamless drawn tube): Полое стальное изделие, которое не содержит каких-либо линейных стыков, обусловленных особенностями способа изготовления.
2.2.1.6 отверстие с концевой перегородкой (end web): Отверстие с сердцевиной, сформированной вблизи одного из торцов поршневого пальца.
Примечание - Перегородка пробивается насквозь. После использования пробойника возможно образование линии формования, показанной на рисунке 4.
2.2.2 Варианты наружной кромки
2.2.2.1 фаска (chamfer): Конический элемент наружной кромки, который иногда используется для сопряжения с круглым стопорным кольцом.
Примечание - Если круглое проволочное стопорное кольцо прилегает к фаске и применяется для фиксации пальца в поршне, то используется термин "фиксирующая фаска".
2.2.2.2 угол дополнительного скоса (form angle
): Область наружной кромки, обеспечивающая плавный переход к внешней поверхности с целью облегчения сборки.
2.2.2.3 угол дополнительного скоса (form angle
): Область наружной кромки, обеспечивающая плавный переход к торцевой поверхности.
2.2.2.4 уклон (drop-off): Нефункциональный механически обработанный элемент, создающий переход между наружной кромкой и внешней поверхностью.
Примечание - См. рисунок 12.
2.2.2.5 фаска внутренней кромки (inside-edge chamfer): Скошенная кромка между поверхностью отверстия и торцевыми поверхностями поршневого пальца.
2.2.2.6 точка замера (gauge point): Базисная точка на фаске наружной кромки пальца, относительно которой измеряют контрольный диаметр () и контрольную длину (
).
2.2.3 Прочие характеристики
2.2.3.1 изменение объема (volume change): Изменение, проявляющееся в виде продолжительного размерного отклонения наружного диаметра после нагрева от контрольной температуры до температуры испытания на протяжении определенного периода времени.
2.2.3.2 шлаковые линии (slag lines): Линейные дефекты в виде неметаллических включений.
3 Условные обозначения
В стандарте использованы условные обозначения, приведенные в таблице 1.
Таблица 1 - Условные обозначения
Условное обозначение | Описание |
а | Толщина стенки |
b | Длина уклона наружной кромки |
с | Высота уклона наружной кромки |
Наружный диаметр | |
Внутренний диаметр | |
Диаметр конического отверстия | |
Диаметр центральной перегородки | |
Контрольный диаметр | |
Диаметр торцевой поверхности | |
e | Биение конического отверстия |
f | Длина наружной кромки |
g | Длина фаски наружной кромки |
Предельная твердость | |
Вогнутость торцевой поверхности | |
Ступенчатость торцевой поверхности | |
Выступ конического отверстия | |
Длина | |
Длина конического отверстия | |
Длина центральной перегородки | |
Контрольная длина | |
Радиус наружной кромки | |
Прочность сердцевины | |
Биение торцевой поверхности | |
Длина фаски внутренней кромки | |
Длина дополнительного скоса наружной кромки | |
Угол конического отверстия | |
Угол скоса наружной кромки | |
Торцевая поверхность угла дополнительного скоса наружной кромки | |
Угол дополнительного скоса наружной кромки |
4 Описание характеристик
4.1 Характеристики наружных, внутренних и торцевых поверхностей
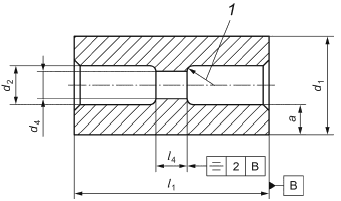
Характеристики, которые обычно используют для описания пальцев с цилиндрическим отверстием, показаны на рисунке 1.
|
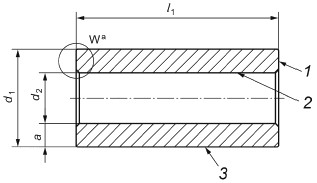
1 - торцевая поверхность; 2 - поверхность отверстия; 3 - внешняя поверхность; - наружный диаметр;
- внутренний диаметр;
- длина; а - толщина стенки;
- см. рисунок 2
Рисунок 1 - Палец с цилиндрическим отверстием
Характеристики, которые обычно используют для описания вогнутости торцевой поверхности, показаны на рисунке 2а).
Характеристики, которые обычно используют для описания ступенчатости торцевой поверхности, показаны на рисунке 2b).
Характеристики, которые обычно используют для описания пальцев с центральной перегородкой, показаны на рисунке 3.
Характеристики, которые обычно используют для описания пальцев с холодноштампованной концевой перегородкой, показаны на рисунке 4.
Характеристики, которые обычно используют для описания пальцев с коническими отверстиями, показаны на рисунке 5.
|

а) Вогнутость торцевой поверхности
|
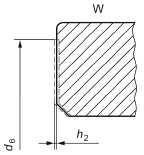
b) Ступенчатость торцевой поверхности - вогнутость торцевой поверхности;
- ступенчатость торцевой поверхности;
- диаметр торцевой поверхности
Примечание - Вогнутость и ступенчатость торцевой поверхности не рекомендуются для фиксации торцевой поверхности.
Рисунок 2 - Выносной элемент W рисунка 1
|
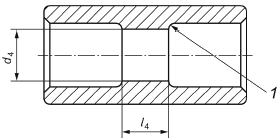
1 - радиус сопряжения центральной перегородки; - длина центральной перегородки;
- диаметр центральной перегородки
Рисунок 3 - Палец с холодноштампованной центральной перегородкой
|

1 - линия формования концевой перегородки
Рисунок 4 - Палец с холодноштампованной концевой перегородкой
|

1 - поверхность конического отверстия; - угол конического отверстия;
- диаметр конического отверстия;
- длина конического отверстия
Рисунок 5 - Палец с коническими отверстиями
4.2 Варианты наружной и внутренней кромок
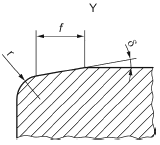
Характеристики, которые обычно используют для описания наружной и внутренней кромок со снятой фаской, показаны на рисунке 6.
|

1 - фаска или закругление наружной кромки; 2 - фаска внутренней кромки; - длина фаски внутренней кромки;
- см. рисунки 7 и 8;
- см. рисунок 9
Примечание - Данные характеристики могут использоваться для круглых и прямоугольных стопорных колец.
Рисунок 6 - Варианты наружной кромки (выносной элемент X - фаска; выносной элемент Y - закругление)
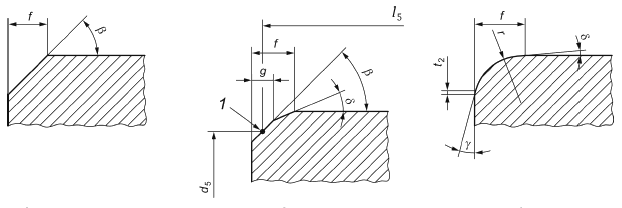
4.2.1 Скошенная наружная кромка
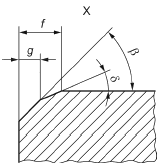
Характеристики, которые обычно используют для описания скошенной наружной кромки, показаны на рисунке 7.
|

f - длина наружной кромки; - угол скоса наружной кромки
Рисунок 7 - Кромка со снятой фаской (выносной элемент X рисунка 6)
4.2.2 Наружная кромка с двумя скосами
Характеристики, которые обычно используют для описания кромок с двумя скосами, показаны на рисунке 8. Двойной скос предназначен для упрощения монтажа поршневого пальца.
|
f - длина наружной кромки; g - длина фаски наружной кромки; - угол дополнительного скоса наружной кромки;
- угол скоса наружной кромки
Рисунок 8 - Кромка с двумя скосами (выносной элемент X рисунка 6)
4.2.3 Закругленная наружная кромка
Характеристики, которые обычно используют для описания закругленной наружной кромки, показаны на рисунке 9.
|
r - радиус скругления наружной кромки; f - длина наружной кромки; - угол дополнительного скоса наружной кромки
Рисунок 9 - Закругленная кромка (выносной элемент Y рисунка 6)
4.2.4 Наружная кромка с фиксирующей фаской
Характеристики, которые обычно используют для описания наружной кромки с фиксирующей фаской, показаны на рисунках 10 и 11.
|

1 - точки замера; - контрольная длина;
- контрольный диаметр
Рисунок 10 - Наружная кромка с фиксирующей фаской для круглого стопорного кольца
|
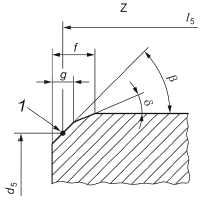
1 - точка замера; g - длина фаски наружной кромки; f - длина наружной кромки; - контрольная длина;
- контрольный диаметр
Рисунок 11 - Выносной элемент Z рисунка 10
4.3 Уклон наружной кромки
Характеристики, которые обычно используют для описания уклона наружной кромки, показаны на рисунке 12.
Уклон наружной кромки используется для производственных целей. Скос имеет малую высоту, но большую протяженность по длине.
| ||
а) Скошенная кромка и уклон | b) Кромка с двумя скосами и уклон | с) Закругленная кромка и уклон |

b - длина уклона наружной кромки; с - высота уклона наружной кромки; g - длина фаски наружной кромки; f - длина наружной кромки; - угол дополнительного скоса наружной кромки;
- угол скоса наружной кромки
Рисунок 12 - Варианты уклона (выносные элементы X и Y рисунка 6)
5 Коды
Коды, используемые для поршневых пальцев, выбирают из таблицы 2 с учетом соответствующих пояснений.
Таблица 2 - Коды и описания
Код | Описание | Соответствующий подраздел, пункт стандарта |
Р1...Р6 | Классификация типов пальцев на основе способа изготовления центрального отверстия пальца | 7.1 |
X | Поршневые пальцы с игольчатым подшипником | 8.3 |
F1, F2, F3 | Класс допуска наружной кромки | 7.2.4 |
К | Класс цементуемой стали (К) | 8.1 / 8.2 |
S | Класс цементуемой стали (S) | 8.1 / 8.2 |
L | Класс цементуемой стали (L) | 8.1 / 8.2 |
М | Класс цементуемой стали (М) | 8.1 / 8.2 |
N | Класс азотируемой стали (N) | 8.1 / 8.2 |
V | Поршневые пальцы с ограниченным изменением объема | 8.3 / 8.4 / 8.5 |
Н1, Н2 | Класс твердости поверхности | 8.4 |
R1, R2 | Класс шероховатости внешней поверхности | 9.1.1 |
G | Вариант наружной кромки с фиксирующей фаской (точка замера) | 6.2 / 7.2.4 |
R | Закругленная наружная кромка | 7.2.4 / 6.1.2 |
С1 | Наружная кромка с фаской | 7.2.4 |
С2 | Наружная кромка с двойной фаской | 7.2.4 |
LA, LB | Класс допуска длины | 7.2.3 |
ММ | Марка производителя | 9.2 |
ТС | Поршневые пальцы с холодноштампованной поверхностью отверстия | 7.2.6 |
6 Маркировка поршневых пальцев
6.1 Элементы маркировки и порядок их расположения
Для маркировки поршневых пальцев необходимо использовать следующие элементы в нижеуказанной последовательности. Необходимо использовать коды, указанные в таблице 2.
6.1.1 Обязательные элементы
Маркировка поршневого пальца должна содержать следующие обязательные элементы:
- название (например, поршневой палец);
- обозначение международного стандарта: ИСО 18669-1*;
________________
* ГОСТ Р ИСО 18669-1.
- тип поршневого пальца (например, Р1);
- дефис;
- размер поршневого пальца ![]() или
или ![]() для пальца с коническими отверстиями;
для пальца с коническими отверстиями;
- дефис;
- код материала (например, L).
6.1.2 Дополнительные элементы
В маркировку поршневого пальца можно добавить следующие дополнительные элементы, которые необходимо отделить от обязательных элементов косой чертой (/):
- код варианта наружной кромки (например, R, С1, С2, G);
- контрольные размеры фиксирующей фаски: ![]() (если указан код G);
(если указан код G);
- код ограниченного изменения объема: V;
- код твердости поверхности: Н1, Н2;
- код шероховатости поверхности: R1, R2.
6.2 Примеры маркировки
Ниже приведены примеры маркировки поршневых пальцев согласно требованиям стандарта.
Пример 1 - Маркировка поршневого пальца, соответствующая требованиям ИСО 18669-1*, способ изготовления Р5 (Р5) поршневого пальца с наружным диаметром =20 мм (20), внутренним диаметром
=11 мм (11), длиной
=50 мм (50), изготовленного из цементуемой стали, класс L (L), с наружной кромкой с двойной фаской (С2) и фиксирующей фаской (G), контрольным диаметром
=18,9 мм (18,9), контрольной длиной
49 мм (49), углом скоса наружной кромки
=45° (45), ограниченным изменением объема (V), второго класса твердости поверхности (Н2) и первого класса шероховатости внешней поверхности (R1). Параметры в скобках используются для маркировки поршневого пальца по ИСО:
Поршневой палец ИСО 18669-Р5, 2011
50-L/С2 G-18,9
49
45 V H2 R1
Пример 2 - Маркировка поршневого пальца, соответствующая требованиям ИСO 18669-1*, способ изготовления Р2 (Р2) поршневого пальца с наружным диаметром =22 мм (22), диаметром конического отверстия
=18 мм (18), углом конического отверстия
=20° (20), внутренним диаметром
=12 мм (12), длиной
=60 мм (60), изготовленного из азотируемой стали класса (N). Параметры в скобках используются для маркировки поршневого пальца по ИСО:
Поршневой палец ИСО 18669-Р2, 22/18-2012
60-N
7 Типы, размеры и допуски поршневых пальцев
7.1 Способы изготовления
Таблица 3 - Способы изготовления поршневых пальцев
Код способа изготовления | Допустимые способы изготовления | |||
Механическая обработка | Холодная штамповка | Холодная штамповка центральной перегородки | Цельнотянутая труба | |
Р1 | x | x | x | x |
Р2 | x | x | x | Нет |
Р3 | Нет | x | x | Нет |
Р4 | x | x | Нет | Нет |
Р5 | Нет | x | Нет | Нет |
Р6 | x | Нет | Нет | Нет |
7.2 Размеры и допуски
7.2.1 Допуски наружного диаметра, формы и положения
| ||
а) Скошенная кромка и уклон | b) Кромка с двумя скосами и уклон | с) Закругленная кромка и уклон |

b - длина уклона наружной кромки; с - высота уклона наружной кромки; f - длина наружной кромки; g - длина фаски наружной кромки; - угол дополнительного скоса наружной кромки;
- угол скоса наружной кромки;
- см. рисунок 14
Рисунок 13 - Варианты уклона (выносные элементы X и Y рисунка 6)
Таблица 4 содержит допуски наружного диаметра, а также сведения о допустимой цилиндричности, крутости и уклоне кромки.
Таблица 4 - Допуски наружного диаметра (), формы и положения
В миллиметрах
Наружный диаметр | Цилиндричность, не более | Крутость, не более | Уклон кромки, не более | ||
допуск | b | с | |||
От 8 до 16 включ. | 0-0,004 | 0,0015 | 0,001 | 0,12· | 0,001 |
От 16 до 30 включ. | 0-0,005 | 0,002 | 0,0015 | ||
От 30 до 60 включ. | 0-0,006 | 0,0025 | 0,002 | ||
От 60 до 100 включ. | 0-0,008 | 0,003 | 0,0025 | 0,08· | 0,0015 |
7.2.2 Допуск внутреннего диаметра
Допуски внутреннего диаметра () и концентричности (допустимая разность стенок) указаны в таблице 5.
Таблица 5 - Допуски внутреннего диаметра и концентричности при толщинах стенок (а)
Внутренний диаметр | Концентричность, не более | |||
допуск | а | 3<а | а>5 | |
До 30 включ. | +0,1 / -0,2 | 0,3 | 0,4 | 0,5 / 0,6* |
От 30 | +0,2 / -0,4 | - | ||
*Только в случае изготовления поршневых пальцев из бесшовной трубки. | ||||
7.2.3 Допуски длины () и контрольной длины (
)
Таблица 6 содержит допуски длины и допустимого биения торцевой поверхности.
Таблица 6 - Допуски длины и биения торцевой поверхности
В миллиметрах
Наружный диаметр | Допуск длины | Допуск контрольной длины | Биение торцевой поверхности s**, не более | ||
Класс 1, код: LA | Класс 2*, код: LB | Класс 1, код: LA | Класс 2*, код: LB | ||
От 8 до 16 включ. | 0-0,25 | 0-0,45 | ±0,125 | 0,12 | 0,20 |
От 16 до 35 включ. | 0-0,3 | 0-0,5 | ±0,15 | 0,15 | 0,25 |
От 35 до 60 включ. | 0-0,4 | 0-0,6 | ±0,2 | 0,15 | 0,40 |
От 60 до 100 включ. | 0-0,5 | - | ±0,25 | 0,25 | - |
* Не рекомендуется для фиксации торцевой поверхности. | |||||
Вогнутость и ступенчатость торцевой поверхности приведены в таблице 7.
Таблица 7 - Вогнутость и ступенчатость торцевой поверхности для пальцев с кодом LB
В миллиметрах
Наружный диаметр, | Вогнутость торцевой поверхности | Ступенчатость торцевой поверхности | Диаметр для определения |
От 8 до 16 включ. | 0,7 | 0,3 |
|
От 16 до 25 включ. | 0,8 |
| |
От 25 до 32 включ. | 0,9 | 0,4 |
|
От 32 до 60 включ. | 1,0 |
| |
* Не рекомендуется для фиксации торцевой поверхности. | |||
7.2.4 Форма наружной кромки
Варианты наружной кромки показаны на рисунке 14.
Размеры закругленной наружной кромки указаны в таблице 8.
Размеры скошенной наружной кромки указаны в таблице 9.
| ||
а) Со снятой фаской (код С1) | b) С двумя скосами (код С2) | с) Скругленная (код R) |
1 - точка замера; - длина дополнительного скоса наружной кромки;
- торцевая поверхность угла дополнительного скоса наружной кромки;
- угол дополнительного скоса наружной кромки
Примечание - Наружная кромка с фиксирующей фаской (точка замера G) может иметь одиночный или двойной скос. Значения точек замера и
и углов
и
следует указывать в маркировке поршневых пальцев.
Рисунок 14 - Варианты наружной кромки
Таблица 8 - Размеры закругленной наружной кромки
В миллиметрах
Наружный диаметр | Угол дополни- | Длина допол- | Класс 1, код: F1 | Класс 2, код: F2 | Класс 3, код: F3 | ||||
r | f | r | f | r | f, не более | ||||
От 8 до 16 включ. | Не более 20° | Не более 30° | Не более 1 | 0,15-0,3 | 0,15-0,3 | 0,15-0,3 | 0,15-0,6 | 0,9-1,4 | 2,2 |
От 16 до 25 включ. | 0,2-0,5 | 0,2-0,5 | 0,2-0,5 | 0,2-0,8 | 1,2-1,7 | 2,5 | |||
От 25 до 32 включ. | 0,3-0,6 | 0,3-0,6 | 0,3-0,6 | 0,3-0,9 | 1,5-2,0 | 2,8 | |||
От 32 до 60 включ. | 0,4-0,8 | 0,4-0,8 | 0,4-0,8 | 0,4-1,1 | - | - | |||
От 60 до 100 включ. | 0,5-1,0 | 0,5-1,0 | 0,5-1,0 | 0,5-1,3 | - | - | |||
Таблица 9 - Размеры скошенной наружной кромки
В миллиметрах
Наружный диаметр | Одиночный скос (С1) | Двойной скос (С2) | |||
f | g* | f* | |||
Класс 1, код: F1 | Класс 2**, код: F2 | Класс 3, код: F3 | |||
От 8 до 16 включ. | 0,15-0,3 | 0,15-0,6 | 0,35-1,05 | 0,35-1,05 | 1,25-2,15 |
От 16 до 25 включ. | 0,2-0,5 | 0,2-0,8 | 0,5-1,2 | 0,5-1,2 | 1,25-2,4 |
От 25 до 32 включ. | 0,3-0,6 | 0,3-0,9 | |||
От 32 до 60 включ. | 0,4-0,8 | 0,4-1,1 | |||
От 60 до 100 включ. | 0,5-1,0 | 0,5-1,3 | 0,8-1,5 | 0,8-1,5 | - |
* | |||||
7.2.5 Профиль внутренней кромки
Вариант внутренней фаски показан на рисунке 15.
|

Рисунок 15 - Вариант внутренней фаски
Размеры внутренней фаски указаны в таблице 10.
Таблица 10 - Размеры внутренней фаски
В миллиметрах
Толщина стенки а | Длина фаски внутренней кромки |
От 1,5 до 3 включ. | 0,1-0,5 |
От 3 до 5 включ. | 0,3-0,8 |
От 5 до 8 включ. | 0,3-1,3 |
От 8 до 12 включ. | 0,5-2,0 |
Более 12 | 1,0-3,0 |
7.2.6 Размеры конического отверстия
На рисунке 16 показаны варианты конического отверстия.
| |
а) Коническое отверстие без выступа | b) Коническое отверстие с выступом |
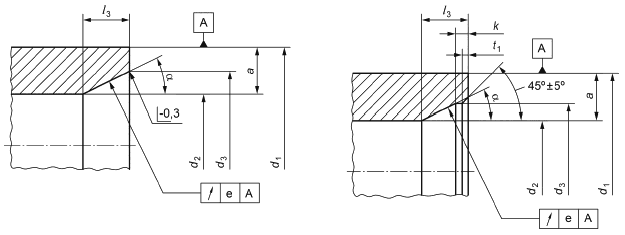
Рисунок 16 - Варианты конического отверстия
Таблица 11 содержит допуски на угол и диаметр конического отверстия.
Таблица 12 содержит значения допуска биения конического отверстия (е) и размера выступа конического отверстия (k).
Таблица 11 - Допуски на угол () и диаметр (
) конического отверстия
В миллиметрах
Угол конического отверстия | Допуск | |||
| Допуск | класс 1 | класс 2, код: ТС | |
класс 1 | класс 2, код: ТС | |||
До 8 | ±15' | ±1° | ±0,10 | ±0,20 |
От 8 включ. до 25 | ±30' | ±0,15 | ±0,25 | |
От 25 включ. до 45 | ±1° | ±2° | ±0,25 | ±0,30 |
От 45 включ. до 60 включ. | ±0,30 | ±0,35 | ||
Таблица 12 - Значения допуска биения конического отверстия (е) и размеры выступа конического отверстия (k)
В миллиметрах
Наружный диаметр | Биение, не более | Выступ конического отверстия k, не более | |
класс 1 | класс 2, код: ТС | ||
От 8 до 16 включ. | 0,2 | 0,3 | 1,5 |
От 16 до 25 включ. | 0,3 | 0,4 | 1,7 |
От 25 до 32 включ. | 0,4 | 0,5 | 2,0 |
От 32 до 100 включ. | 0,5 | 0,6 | 2,5 |
7.2.7 Размеры центральной перегородки (см. рисунок 17)
|
1 - закругление по радиусу
Рисунок 17 - Размеры центральной перегородки
7.2.7.1 Длина центральной перегородки ()
Длину центральной перегородки , мм, вычисляют по формуле
![]() (1)
(1)
Общий допуск для длины центральной перегородки равен ±1 мм.
7.2.7.2 Диаметр центральной перегородки ()
Диаметр центральной перегородки , мм, вычисляют по формуле
![]() (2)
(2)
Общий допуск для диаметра центральной перегородки равен ±0,5 мм.
8 Материалы и термообработка
8.1 Типы материалов
Указанные ниже материалы (см. таблицу 13) используются в качестве примеров. Возможно использование других материалов при условии их соответствия техническим характеристикам классов.
Таблица 13 - Химический состав, механические и физические свойства
Характеристика | Материал | ||||
Химический состав (% по весу) | Класс K, | Класс S, | Класс L, | Класс М, | Класс N, азотируемая сталь, |
С | 0,13-0,20 | 0,13-0,25 | 0,12-0,24 | 0,14-0,19 | 0,26-0,34 |
Si | - | 0,15-0,35 |
|
| 0,15-0,35 |
Mn | 0,60-1,00 | 0,60-0,95 | 0,50-0,90 | 1,00-1,30 | 0,40-0,70 |
Р |
|
|
|
|
|
S |
|
|
|
|
|
Cr | - | 0,35-0,65 | 0,70-1,25 | 0,80-1,10 | 2,3-2,7 |
Мо | - | 0,15-0,30 | - | - | 0,15-0,25 |
V | - | - | - | - | 0,10-0,20 |
Ni | - | 0,35 - 0,75 | - | - | - |
Модуль упругости (МПа или Н/мм | 195000 | 206000 | 210000 | 210000 | 210000 |
Примеры | SAE 1016 | SAE 8620 | SAE 5120 | 16МnСr5 | 31CrMoV9 |
Примечание - Для расчетов используется удельная плотность 7,8 г/см | |||||
8.2 Прочность и твердость сердцевины
См. таблицу 14.
Таблица 14 - Твердость сердцевины
Толщина стенки а, мм | Твердость сердцевины по Виккерсу (HV 30) (прочность сердцевины, Н/мм | ||||
класс K | класс S | класс L | класс М | класс N | |
От 1,5 до 2 включ. | 240-450 | - | 310-515 (1000-1650) | 310-470 (1000-1500) | 310-470 |
От 2 до 5 включ. | 270-485 | 280-485 | |||
От 5 до 10 включ. | 270-470 | 280-470 | |||
От 10 до 15 включ. | 240-450 | 240-450 | 250-470 | 280-470 | 310-470 |
От 15 до 25 включ. | - | 235-470 | |||
Более 25 | 250-435 | ||||
* Значения прочности сердцевины | |||||
8.3 Глубина цементуемого и азотированного слоев
См. таблицу 15.
Таблица 15 - Глубина цементуемого слоя
В миллиметрах
Толщина стенки а | Глубина цементуемого слоя | Глубина азотированного слоя, не менее | |||||
наружный | внутренний (мин.) | наружный и внутренний | наружный | внутренний | |||
мин. | код: X (мин.) | макс. | код: X (макс.) | ||||
От 1,5 до 2 | - | 0,4 | 0,1 | 0,65·а | 0,80·а | 0,3 | 0,2 |
От 2 включ. до 3 включ. | 0,3 | 0,5 | |||||
От 3 до 5 включ. | 0,4 | 0,6 | 0,2 | 0,50·а | 0,65·а | ||
От 5 до 15 включ. | 0,6 | - | 0,4 | 0,35·а | - | ||
Более 15 | 0,8 | - | 0,6 | 0,35·а | - | ||
Примечание 1 - Для определения глубины цементуемого слоя используется предельная твердость | |||||||
8.4 Твердость поверхности
См. таблицу 16.
Таблица 16 - Твердость поверхности
Метод измерения твердости | Твердость поверхности, не менее | ||||
Цементуемая сталь | Азотированная сталь | ||||
неограниченное изменение объема | код ограниченного изменения объема: V | ||||
класс 1, код: Н1 | класс 2, код: Н2 | класс 1, код: Н1 | класс 2, код: Н2 | ||
Виккерс, HV 10 | 675 | 654 | 635 | 615 | 690 |
Роквелл, HRC * | 59 | 58 | 57 | 56 | - |
Роквелл, HRA** | 80,7 | 80 | 79,6 | 79 | - |
* Минимальная глубина цементуемого слоя равна 0,9 мм. | |||||
8.5 Изменение объема
См. таблицу 17.
Таблица 17 - Изменение наружного диаметра после испытания на термостойкость
В миллиметрах
Условия испытаний | Наружный диаметр | Максимальное увеличение | ||
Цементуемая сталь | Азотированная сталь | |||
неограниченное изменение объема | код ограниченного изменения объема V | |||
После 4 ч при 180°С | До 50 включ. | 0,006 | 0 | 0 |
От 50 до 60 включ. | 0,008 | 0 | ||
От 60 до 100 включ. | 0,012 | 0 | ||
После 4 ч при 220°С | До 50 включ. | - | 0,006 | |
От 50 до 60 включ. | - | 0,008 | ||
От 60 до 100 включ. | - | 0,012 | ||
* Данные значения не учитывают приборную погрешность, которая может достигать 0,001 для отдельного показания | ||||
9 Общие характеристики
9.1 Шероховатость поверхностей
9.1.1 Шероховатость механически обработанных поверхностей
См. таблицу 18.
Таблица 18 - Шероховатость
Поверхность |
| Класс 1, код: R1 | Класс 2, код: R2 | Rt, мкм, не более | ||
Ra, мкм | Rz, мкм | Ra, мкм | Rz, мкм | |||
Внешняя поверхность | От 8 до 16 включ. | 0,06 | 0,8 | 0,1 | - | - |
От 16 до 35 включ. | 0,07 | 0,9 | - | - | ||
От 35 до 54 включ. | 0,08 | 1,0 | 0,15 | - | - | |
От 54 до 100 включ. | 0,09 | 1,1 | - | - | ||
Отверстие и прочие поверхности | Все | 5 | - | 5 | - | 30 |
9.1.2 Шероховатость экструдированных и цельнотянутых поверхностей отверстий
Допустимая глубина продольной бороздки: не более 16 мкм.
По договоренности между производителем и заказчиком возможно использование других значений.
9.2 Маркировка поршневых пальцев
Маркировка поршневых пальцев подлежит согласованию между производителем и заказчиком.
Если маркировка согласована, на торцевые поверхности поршневых пальцев наносится код ММ (например, штамповкой или гравированием). Маркировка на торцевых поверхностях каждого поршневого пальца должна предоставлять следующий минимальный объем информации:
- толщина стенок а<3 мм: метка производителя;
- толщина стенок а3 мм: метка производителя и дата производства цифрами (квартал и год).
Любая другая маркировка подлежит согласованию между производителем и заказчиком.
Маркировка не должна влиять на функциональность поршневых пальцев.
9.3 Прочие требования
9.3.1 Чистота
Поршневые пальцы должны быть чистыми. Не допускается наличие производственных отходов, грязи, стружки в отверстии и тому подобных загрязнений. Предельные значения размеров и/или количество посторонних частиц или метод испытания частиц подлежат согласованию между производителем и заказчиком.
9.3.2 Защита от коррозии
Необходимо предпринять меры, которые позволят надежно защитить поршневые пальцы от коррозии при нормальном хранении в сухом месте на протяжении не менее одного года. Тип и характеристики защитного средства подлежат согласованию между производителем и заказчиком с учетом срока хранения, условий хранения, требований, предъявляемых к сборке, и всех соответствующих правовых норм.
9.3.3 Остаточная магнитная индукция
Максимальная остаточная магнитная индукция поршневых пальцев равна 150 А/м.
9.3.4 Упаковка
Упаковка должна содержать поршневые пальцы только одного типа. Дополнительные требования, предъявляемые к упаковке, подлежат согласованию между производителем и заказчиком.
10 Требования, предъявляемые к качеству
10.1 Характеристики материалов
10.1.1 Обезуглероживание
Обезуглероживание поверхности допускается вплоть до максимального падения твердости 50 HV 1, при этом твердость не должна опускаться ниже минимального значения, указанного в таблице 16.
10.1.2 Цементитная сетка
Замкнутая цементитная сетка должна отсутствовать. Сетевая структура межзеренных границ карбидов недопустима.
10.1.3 Нитрид-титановое покрытие
На внешней поверхности азотированных пальцев должны отсутствовать нитриды и/или карбонитриды в виде белого слоя.
10.1.4 Пережог
Пережог не допускается.
10.2 Дефекты материалов
Дефекты материалов допустимы при условии соблюдения ограничений, указанных в таблице 19. Выявление дефектов проводят с помощью методов дефектоскопии, в основу которых положено использование магнитных частиц или ультразвуковых волн.
Таблица 19 - Дефекты материалов
В миллиметрах
Тип дефекта | Размер дефекта, не более | ||
| 16 | 50 | |
Поверхностные шлаковые линии | Недопустимы | Радиальные: 0,05 | Радиальные: 0,10 |
Шлаковые включения / шлаковые линии под поверхностью | Радиальные: 0,10 | Радиальные: 0,10 | Радиальные: 0,20 |
10.2.1 Трещины
Должны отсутствовать закалочные, шлифовочные и любые другие трещины.
10.2.2 Формовочные полосы
10.2.2.1 Кольцеобразные полосы
Формовочные полосы на поверхностях внутреннего диаметра () и конического отверстия холодноштампованных поршневых пальцев с концевой перегородкой допустимы при соблюдении следующих ограничений:
- не более двух колец высотой 0,15 мм по окружности;
- 30 мм: в пределах 10 мм от одного из торцов;
- 30 мм: в пределах 17%
, от одного из торцов.
10.2.2.2 Осевые полосы
Продольные формовочные полосы допустимы при условии соблюдения требований 9.1.2.
10.3 Видимые дефекты
В качестве визуальных характеристик используются все видимые дефекты/отклонения, которые обнаруживаются оптоэлектронными системами или при визуальном осмотре. Проведение визуального осмотра осуществляется без увеличительных оптических приборов контролерами, обладающими нормальным зрением, которое может корректироваться в случае необходимости. В целях упрощения принятия решений рекомендуется разделить на группы образцы с дефектами/отклонениями, учитывая предельные значения из таблицы 20.
Таблица 20 - Видимые дефекты
В миллиметрах
Дефекты |
| 30 | 60 | ||||||
макси- | глубина дефекта | коли- | макси- | глубина дефекта | коли- | макси- | глубина дефекта | коли- | |
Полости и царапины на внешней поверх- | 0,5 | 0,01 | 4 | 1 | 0,02 | 4 | 2 | 0,03 | 4 |
Полости и царапины на фасках и торцевых поверх- | 1 | 0,25 | 2 | 2 | 0,25 | 6 | 2 | 0,25 | 8 |
Дефекты шлифовки (плос- | 2 | 0,01 | 1 | 3 | 0,02 | 1 | 4 | 0,03 | 1 |
Заусенцы или задиры на фаске внутренней кромки | Допустимо при условии, что задиры не изменяют внутренний диаметр ( | ||||||||
Вмятины, возникшие при испытании на твердость | Недопустимо | ||||||||
Визуаль- | Допустимо при условии, что качество обработки поверхности Rv1max, измеренное под углом 90° относительно основного направления заметной царапины, меньше 2,5 мкм | ||||||||
* Характеристики окончательной обработки поверхности не измеряются в области этих дефектов. | |||||||||
Библиография
[1] | JIS G 4052:1979 | Structural Steels with Specified Hardenability Bands |
[2] | EN 10084:1998 | Case hardening steels - Technical delivery conditions |
[3] | EN 10085:2001 | Nitriding steels - Technical delivery conditions |
[4] | SAE J403:2001 | Chemical Compositions of SAE Carbon Steels |
[5] | SAE J404:2000 | Chemical Compositions of SAE Alloy Steels |
[6] | GB/T 3077:1999 | Alloy Structure Steels |
[7] | GB/T 5216:2004 | Technical Requirements for Structural Steel with Specified Hardenability Bands |
УДК 621.436:006.354 | ОКС 43.060.10 |
Ключевые слова: двигатели внутреннего сгорания, поршневые пальцы, общие технические требования | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}