ГОСТ Р 53252-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЕХНИКА ПОЖАРНАЯ. ПЕНОСМЕСИТЕЛИ
Общие технические требования. Методы испытаний
Fire-fighting equipment. Foammixers. General technical requirements. Methods of testing
ОКС 13.220.10
Дата введения 2010-01-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным учреждением "Всероссийский ордена "Знак Почета" научно-исследовательский институт противопожарной обороны" Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (ФГУ "ВНИИПО" МЧС России)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 274 "Пожарная безопасность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 февраля 2009 г. N 23-ст
В настоящем стандарте учтены требования международного стандарта EN 137:2006* "Защитные дыхательные устройства. Автономный дыхательный аппарат открытого цикла со сжатым воздухом с полнолицевой лицевой частью. Требования, испытания, маркировка"
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
4 ВЗАМЕН ГОСТ Р 50408-92
5 ПЕРЕИЗДАНИЕ. Ноябрь 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на пеносмесители, которые предназначены для получения водного раствора пенообразователя, применяемого для образования пены в воздушно-пенных стволах СВП (СВПК, СВПП) и генераторах пены средней кратности ГПС.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 12.2.037-78 Система стандартов безопасности труда. Техника пожарная. Требования безопасности
ГОСТ 1583 Сплавы алюминиевые литейные. Технические условия
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 5398 Рукава резиновые напорно-всасывающие с текстильным каркасом неармированные. Технические условия
ГОСТ 6357 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнение для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17756 Пробки резьбовые со вставками с полным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры
ГОСТ 17757 Пробки резьбовые со вставками с укороченным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры
ГОСТ 17763 Кольца резьбовые с полным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры
ГОСТ 17764 Кольца резьбовые с укороченным профилем резьбы диаметром от 1 до 100 мм. Конструкция и основные размеры
ГОСТ 18925 Пробки резьбовые с насадками с полным профилем для трубной цилиндрической резьбы диаметром от до
. Конструкция и основные размеры
ГОСТ 18926 Пробки резьбовые с насадками с укороченным профилем для трубной цилиндрической резьбы диаметром от до
. Конструкция и основные размеры
ГОСТ 18929 Кольца резьбовые с полным профилем для трубной цилиндрической резьбы диаметром от до
. Конструкция и основные размеры
ГОСТ 18930 Кольца резьбовые с укороченным профилем для трубной цилиндрической резьбы диаметром от до
. Конструкция и основные размеры
ГОСТ 24705 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ Р 50588 Пенообразователи для тушения пожаров. Общие технические требования и методы испытаний
ГОСТ Р 53279 Техника пожарная. Головки соединительные пожарные. Общие технические требования. Методы испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями, обозначениями и сокращениями:
3.1 пеносмеситель: Устройство, предназначенное для получения водного раствора пенообразователя (далее - ПО).
3.2 дозатор: Устройство, используемое в пеносмесителе и предназначенное для дозирования (ввода требуемого количества) пенообразователя (добавок) в поток воды.
3.3 ствол пожарный воздушно-пенный: Ручной пожарный ствол, предназначенный для формирования и направления струй воздушно-механической пены низкой кратности или низкой и средней кратности при тушении пожаров.
3.4 ствол воздушно-пенный (СВП): Ручной пожарный ствол, предназначенный для формирования и направления струй воздушно-механической пены низкой кратности.
3.5 ствол воздушно-пенный комбинированный (СВПК): Комбинированный ручной пожарный ствол, предназначенный для формирования и направления струй воздушно-механической пены как низкой, так и средней кратности.
3.6 ствол воздушно-пенный перекрывной (СВПП): Ручной пожарный ствол с перекрывным устройством.
3.7 генератор пены средней кратности: (ГПС).
3.8 расход раствора пенообразователя: Количество раствора, проходящее через пеносмеситель за определенное время.
3.9 рабочее давление: Давление, МПа (кгс·см), при котором обеспечивается работоспособность пеносмесителя.
3.10 кратность пены: Отношение объема пены к объему раствора ПО, содержащегося в пене.
3.11 эжектирующее устройство: Устройство, обеспечивающее подачу ПО, который смешивается с подаваемым потоком воды, образуя водный раствор ПО.
3.12 демпфер: Устройство или приспособление, предназначенное для поглощения энергии колебаний либо уменьшения их амплитуды.
3.13 ширина клыка: по ГОСТ Р 53279.
3.14 условный проход (DN): Приближенное числовое обозначение внутреннего диаметра, общее для всех присоединяемых компонентов трубопроводных систем, не являющееся измеряемой величиной.
4 Классификация, номенклатура показателей
4.1 Пеносмесители классифицируются в зависимости от конструктивных особенностей и основных параметров и могут быть с нерегулируемым (ПС, рисунок А.1) и регулируемым (ПСД, рисунок А.2) дозированием:
- пеносмесители типа ПС должны обеспечивать дозирование пенообразователя (6,0±1,2)%;
- пеносмесители типа ПСД должны обеспечивать дозирование пенообразователя 2; 3; 4; 5 и 6%.
4.2 Пеносмесители в зависимости от числа воздушно-пенных стволов или генераторов пены средней кратности, подключаемых для совместной работы, могут иметь следующие типоразмеры:
- 0,5 - ствол СВПК-2 или один генератор ГПС-200;
- 1 - ствол СВП (СВПК-4) или один генератор ГПС-600;
- 2 - ствол СВПП-8 или два генератора ГПС-600.
4.3 Для пеносмесителей устанавливается номенклатура показателей назначения, которые следует включать в соответствующие нормативные документы и техническую документацию (далее - ТД):
- диапазон рабочих давлений перед пеносмесителем, МПа (кгс·см);
- диапазон рабочих давлений за пеносмесителем, МПа (кгс·см);
- дозирование пенообразователя, %;
- расход раствора пенообразователя, л·с;
- условный проход соединительных головок, DN.
4.4 Номенклатура показателей пеносмесителей может дополнительно включать в себя показатели, установленные изготовителем, и не указанные в 4.3 настоящего стандарта.
5 Общие технические требования
5.1 Пеносмесители следует изготавливать в соответствии с требованиями настоящего стандарта.
5.2 Основные показатели и характеристики
5.2.1 Показатели назначения пеносмесителей должны иметь значения, соответствующие указанным в таблице 1.
Таблица 1
Показатель | Тип пеносмесителя | ||||
ПС-1 | ПС-2 | ПСД-0,5 | ПСД-1 | ПСД-2 | |
1. Диапазон рабочих давлений перед пеносмесителем, МПа (кгс·см | 0,7-1,0 | ||||
2. Диапазон рабочих давлений за пеносмесителем, МПа (кгс·см | 0,45-0,70 | ||||
3. Дозирование пенообразователя, %* | 6±12 (нерегулируемое) | 2; 3; 4; 5; 6 | |||
4. Расход раствора пенообразователя, л/с, не менее* | 5-6 | 10-12 | 2,4-3,0 | 4,8-6,0 | 9,6-12,0 |
5. Условный проход соединительных головок, DN | 70 | 80 | 50 | 70 | 80 |
* Значения показателей указаны при: - использовании пенообразователя общего назначения (ГОСТ Р 50588); - применении всасывающего рукава длиной 2 м (ГОСТ 5398); - уровне пенообразователя: ниже 0,3 м от оси пеносмесителя (нижний уровень); - выше 2,0 м от оси пеносмесителя (верхний уровень). | |||||
5.2.2 Значения показателей пеносмесителей других типов должны соответствовать значениям 4.3, установленным изготовителем и указанным в ТД на эти пеносмесители.
5.2.3 Пеносмесители должны соответствовать следующим показателям надежности:
- полный срок службы - не менее восьми лет;
- срок сохраняемости - не менее одного года;
- установленная безотказная наработка - не менее 200 циклов.
Примечание - Циклом следует считать нагружение пеносмесителя гидравлическим давлением от 0,7 до 1,0 МПа, (7-10) кгс·см с последующим снижением давления до нуля. Продолжительность цикла не менее 2 мин.
5.3 Требования к конструкции
5.3.1 Пеносмесители должны выдерживать гидравлическое давление, в 1,5 раза превышающее верхнее значение давления перед пеносмесителем. Появление следов воды в виде капель на наружных поверхностях корпуса пеносмесителя и в местах соединений не допускается.
5.3.2 В месте присоединения всасывающего рукава к пеносмесителю (или в дозаторе) должен быть установлен обратный клапан.
5.4 Требования стойкости к внешним воздействиям
5.4.1 Пеносмесители, предназначенные для комплектации пожарных машин, должны изготавливаться в климатическом исполнении УХЛ, категория 1.1 по ГОСТ 15150.
5.4.2 Материалы деталей пеносмесителей и защитные покрытия должны быть устойчивы к пенообразователям, а также обеспечивать работоспособность изделий при работе на воде и водных растворах ПО.
5.4.3 Пеносмесители, предназначенные для работы в морских климатических условиях, должны изготавливаться из материалов, обладающих коррозионной стойкостью к морской воде (исполнение по ГОСТ 15150).
5.4.4 Резиновые детали пеносмесителей климатического исполнения ХЛ должны быть изготовлены из резины с диапазоном рабочих температур ±60°С.
5.5 Требования к поставляемым материалам и изделиям
5.5.1 Поставляемые материалы и изделия, применяемые для изготовления деталей пеносмесителей, должны быть приняты входным контролем с проверкой их качества и сопроводительной документации.
5.5.2 Применяемые материалы должны иметь сертификаты, подтверждающие их соответствие стандартам, техническим условиям или другой нормативной документации.
5.5.3 Литые детали пеносмесителей должны изготавливаться из алюминиевых сплавов по ГОСТ 1583.
Допускается применение других материалов с механическими и антикоррозионными свойствами, удовлетворяющими условиям эксплуатации, не ухудшающими качества и надежности пеносмесителей и отвечающими предъявляемым к ним требованиям.
5.6 Технология изготовления пеносмесителей одного типоразмера должна обеспечивать полную взаимозаменяемость сборочных единиц и деталей.
5.7 На деталях пеносмесителей следы коррозии, забоины, вмятины, трещины и другие механические повреждения и дефекты не допускаются.
5.8 Резьба деталей пеносмесителя должна быть полного профиля, без вмятин, забоин, подрезов и сорванных ниток.
Метрические резьбы должны выполняться по ГОСТ 24705 с полями допусков по ГОСТ 16093 для внутренней резьбы - 7Н и для наружной резьбы - 8g.
Трубные цилиндрические резьбы должны выполняться по ГОСТ 6357, класс В.
5.9 Крепление отдельных деталей и сборочных единиц пеносмесителей должно исключать их самопроизвольное ослабление и отвинчивание при эксплуатации.
5.10 Соединительные головки пеносмесителей должны обеспечивать смыкаемость с рукавными головками по ГОСТ Р 53279.
5.11 Всасывающие рукава (при их наличии) - по ГОСТ 5398.
5.12 Комплектность
5.12.1 В комплект поставки пеносмесителей должны входить комплектующие изделия, предусмотренные технической документацией на изделие, паспорт, техническое описание, инструкция по эксплуатации или единый документ, их заменяющий, оформленные в соответствии с ГОСТ 2.601.
5.12.2 Допускается партию пеносмесителей в одной упаковочной таре комплектовать одним паспортом.
5.13 Маркировка
5.13.1 На каждый пеносмеситель должна быть нанесена маркировка.
Маркировка надписей и условных обозначений на пеносмесителе должна соответствовать требованиям технической документации.
5.13.2 Маркировка должна содержать следующие данные:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение пеносмесителя по системе предприятия-изготовителя;
- год выпуска;
- диапазон рабочих давлений;
- дозирование пенообразователя;
- направление потока жидкости (указывается стрелкой);
- название страны-изготовителя.
5.13.3 Метод нанесения маркировки должен обеспечивать ее сохранность в течение срока службы пеносмесителя.
5.14 Упаковка
5.14.1 Перед упаковкой пеносмесители должны быть очищены, внутренние полости должны быть осушены.
5.14.2 Пеносмесители должны быть упакованы в решетчатые ящики по ГОСТ 2991 или другую тару, обеспечивающую сохранность изделий при транспортировании и хранении.
5.14.3 Упаковка должна быть проведена так, чтобы исключить перемещение пеносмесителей в таре при погрузке, транспортировании и выгрузке.
5.14.4 Тара должна иметь маркировку в соответствии с требованиями ГОСТ 14192.
5.14.5 Техническая и эксплуатационная документация должна быть помещена во влагонепроницаемый пакет и вложена в тару вместе с пеносмесителями с указанием "Документация здесь".
6 Требования безопасности
6.1 Требования безопасности к конструкции пеносмесителей по ГОСТ 12.2.037.
6.2 К эксплуатации и обслуживанию пеносмесителей допускаются лица, изучившие их устройство и руководство по эксплуатации.
7 Правила приемки
7.1 Для контроля качества и проверки соответствия пеносмесителей требованиям настоящего стандарта пеносмеситель должен подвергаться испытаниям, установленным ГОСТ 16504.
7.2 Приемо-сдаточные испытания
7.2.1 Приемо-сдаточным испытаниям подвергают каждый пеносмеситель.
7.2.2 Приемо-сдаточные испытания проводят в объеме, указанном в таблице 2.
7.2.3 Пеносмесители, не выдержавшие приемо-сдаточные испытания, возвращают для устранения причин возникновения дефектов, повторной проверки и последующего предъявления на испытания.
7.2.4 Принятыми считаются пеносмесители, которые выдержали испытания, укомплектованы и упакованы в соответствии с требованиями настоящего стандарта.
Таблица 2
Наименование проверки (испытания) | Пункты раздела | |
Технические требования | Методы испытаний | |
1 Внешний осмотр | 5.2.1 (табл.1, пп.1, 5), 5.3.2; 5.4, 5.5, 5.7-5.9, 5.11, 5.12, 5.13 | 8.4 |
2 Проверка пеносмесителя на прочность и герметичность | 5.3.1 | 8.5 |
7.2.5 Результаты приемо-сдаточных испытаний заносятся в паспорт на пеносмеситель и заверяются ОТК предприятия-изготовителя.
7.3 Периодические испытания
7.3.1 Периодические испытания проводят один раз в год на пеносмесителях, изготовленных в контролируемом периоде и выдержавших приемосдаточные испытания.
7.3.2 На испытания предъявляют не менее трех образцов пеносмесителей каждого типоразмера.
7.3.3 Периодические испытания проводят в объеме, указанном в таблице 3.
Таблица 3
Наименование проверки (испытания) | Пункты раздела | |
Технические требования | Методы испытаний | |
1 Внешний осмотр | 5.2.1 (табл.1, пп.1, 5), 5.3.2; 5.4, 5.5, 5.7-5.9, 5.11, 5.12, 5.13 | 8.4 |
2 Проверка пеносмесителя на прочность и герметичность | 5.3.1 | 8.5 |
3 Проверка диапазона рабочих давлений за пеносмесителем, расхода раствора и дозирования пенообразователя | 5.2.1 (табл.1, пп.2-4) | 8.6 |
4 Проверки взаимозаменяемости сборочных единиц и деталей | 5.6 | 8.7 |
5 Проверка крепления отдельных деталей и сборочных единиц | 5.9 | 8.8 |
6 Проверка смыкаемости соединительных головок пеносмесителей | 5.10 | 8.9 |
7 Проверка габаритных размеров пеносмесителя | ПО ТД изготовителя | 8.10 |
8 Проверка массы пеносмесителя | ПО ТД изготовителя | 8.11 |
7.3.4 При положительных результатах испытаний считается подтвержденным качество пеносмесителей, выпущенных за контрольный период, а также возможность их дальнейшего производства и приемки по той же документации, до получения результатов очередных периодических испытаний.
7.3.5 При отрицательных результатах испытаний приемка пеносмесителей должна быть приостановлена до выявления причин возникновения дефектов, их устранения и получения положительных результатов повторных испытаний на удвоенном количестве изделий.
7.4 Типовые испытания
7.4.1 Типовые испытания проводят при замене материалов, внесении в конструкцию пеносмесителей или технологию изготовления изменений, которые могут повлиять на показатели назначения и надежности изделий или их характеристики.
7.4.2 Испытания проводят для оценки эффективности и целесообразности изменений и проверяют те показатели пеносмесителей, на которые влияют внесенные изменения.
7.4.3 Испытания пеносмесителей проводят по специально разработанной предприятием-изготовителем и согласованной в установленном порядке программе и методике типовых испытаний.
7.4.4 При положительных результатах типовых испытаний вносят изменения в техническую документацию на пеносмеситель.
7.5 Испытания по проверке показателей надежности
7.5.1 Испытания на надежность проводят один раз в четыре года. Испытаниям подвергают не менее трех пеносмесителей одного типоразмера.
7.5.2 Пеносмесители выбирают методом случайного отбора из числа прошедших приемосдаточные испытания.
Дополнительная подготовка пеносмесителей, не предусмотренная технологией изготовления, не допускается.
7.6 Обработка и оформление результатов испытаний
7.6.1 Обработку результатов измерений проводят в соответствии с инструкциями по применению используемого оборудования и средств контроля.
7.6.2 За результаты проведенных испытаний принимают среднеарифметическое значение не менее трех положительных измерений каждого показателя.
7.6.3 Результаты испытаний оформляют актом с приложением протоколов всех проведенных испытаний и проверок пеносмесителей.
7.6.4 Протоколы испытаний должны содержать:
- дату и место проведения испытаний;
- название (обозначение) пеносмесителя по системе предприятия-изготовителя;
- вид и условия испытаний;
- данные об испытательном оборудовании и средствах контроля;
- результаты испытаний.
8 Методы испытаний
8.1 Все испытания проводят в нормальных климатических условиях (ГОСТ 15150).
8.2 При проведении испытаний используют оборудование и средства контроля, обеспечивающие требуемую точность измерений, поверенные и аттестованные в установленном порядке.
8.3 Для измерения давления должны применяться манометры класса точности не ниже 0,6. Манометры должны быть выбраны так, чтобы при испытаниях значения давления находились в средней трети шкалы, а максимально возможное давление не превышало предела измерений.
Непосредственно перед манометром (на соединительной линии между местом отбора давления и манометром) должен быть установлен трехходовой кран для проливки линии измерения давления.
Для снижения колебаний стрелки прибора перед ним должен быть установлен демпфер.
8.4 Внешний осмотр
8.4.1 При внешнем осмотре проверяют вид и качество изготовления пеносмесителей (см. 5.7, 5.8), соответствие изделий конструкторской документации (диапазон рабочих давлений перед пеносмесителем, условный проход, исполнение), наличие обратного клапана (см. 5.3.2), всасывающие рукава (см. 5.11), комплектность (см. 5.12), соответствие обозначений и маркировки требованиям 5.13. Проверку проводят визуально и посредством анализа содержания информации.
8.4.2 Соответствие применяемых для изготовления пеносмесителей материалов требованиям 5.4, 5.5 проверяют по сопроводительной документации изготовителя при наличии в ней сертификатов соответствия на материал.
8.5 Проверка прочности и герметичности пеносмесителей
8.5.1 Прочность и герметичность пеносмесителя проверяют на соответствие требованиям 5.3.1 при гидравлическом давлении (1,50±0,01) МПа, (15,0±0,1) кгс·см.
8.5.2 Выдержку под давлением проводят при заглушенных выходном и всасывающем пенообразователь отверстиях пеносмесителя в течение не менее 1 мин.
Время определяют секундомером с ценой деления шкалы не более 0,2 с.
8.6 Проверка диапазона рабочих давлений за пеносмесителем, расхода раствора и дозирования пенообразователя
8.6.1 Диапазон рабочих давлений за пеносмесителем, расход раствора и дозирование пенообразователя проверяют на испытательном стенде, обеспечивающем:
- возможность установки пеносмесителя в рабочем положении;
- создание и регулирование диапазона рабочих давлений, предусмотренных ТД;
- расход воды и пенообразователя, требуемый для испытаний;
- контроль значений проверяемых показателей.
8.6.2 Диапазон рабочих давлений за пеносмесителем проверяют на соответствие требованиям 5.2.1 (таблица 1, п.2) при минимальном (0,70±0,01) МПа, (7,0±0,1) кгс·сми максимальном (1,00±0,01) МПа, (10,0±0,1) кгс·см
значениях рабочего давления на входе в пеносмеситель. Давление определяют с погрешностью измерений не более 2,5%.
8.6.3 Одновременно проверяют расход раствора и дозирование пенообразователя [см. 5.2.1 (таблица 1, пп.3, 4)].
Проверку проводят не менее двух раз для каждого значения расхода.
За результат принимают среднее арифметическое значений двух последовательных определений, полученных при заданных рабочих давлениях на входе пеносмесителя.
Допускается проверять расход раствора и дозирование пенообразователя, используя вместо пенообразователя воду.
8.6.4 Расход раствора пенообразователя определяют с погрешностью измерений не более 5%.
8.6.5 Дозирование считают удовлетворительным, если полученные при испытаниях значения входят в допустимый диапазон для пеносмесителей ПС и не превышают 20% от номинальной величины дозирования [см. 5.2.1 (таблица 1, п.3)] для пеносмесителей ПСД.
8.7 Проверку взаимозаменяемости на соответствие требованиям 5.6 проводят взаимной перестановкой деталей и сборочных единиц на двух пеносмесителях одного типоразмера. При этом подгонка деталей не допускается.
8.8 Крепление отдельных деталей и сборочных единиц пеносмесителей проверяют на соответствие требованиям 5.9 при внешнем осмотре и при проведении испытаний по 8.5, 8.6 настоящего стандарта.
8.9 Проверку смыкаемости головок пеносмесителей (см. 5.10) с соответствующими типоразмерами рукавных головок по ГОСТ Р 53279 проводят вручную, при этом должен быть обеспечен заход по спиральному выступу на величину, равную 1,0-1,5 ширины клыка.
8.10 Проверка габаритных и присоединительных размеров
8.10.1 Габаритные размеры пеносмесителей (при проверке соответствия требованиям ТД предприятия-изготовителя) измеряют с точностью до 1 мм.
8.10.2 Проверку резьбы проводят на соответствие требованиям 5.8 настоящего стандарта и ТД предприятия-изготовителя:
- метрические резьбы проверяют резьбовыми пробками по ГОСТ 17756, ГОСТ 17757 и резьбовыми кольцами по ГОСТ 17763, ГОСТ 17764;
- трубные цилиндрические резьбы - резьбовыми пробками по ГОСТ 18925, ГОСТ 18926 и резьбовыми кольцами по ГОСТ 18929 и ГОСТ 18930.
8.11 Соответствие массы пеносмесителей требованиям ТД изготовителя проверяют с погрешностью не более 2%.
8.12 Проверка показателей надежности
8.12.1 Проверку полного срока службы пеносмесителей (см. 5.2.3) проводят путем сбора информации и обработки данных, полученных при подконтрольной эксплуатации пеносмесителей.
Критерием предельного состояния пеносмесителей считают такое их техническое состояние, при котором восстановление работоспособности пеносмесителя невозможно или нецелесообразно.
8.12.2 Проверку срока сохраняемости проводят на пеносмесителях, которые хранились на предприятии-изготовителе в течение не менее одного года.
Для проведения проверки пеносмесители должны быть подвергнуты испытаниям в объеме, указанном в таблице 2 настоящего стандарта.
Срок сохраняемости считается подтвержденным, если пеносмесители выдержали данные испытания.
8.12.3 Показатель установленной безотказной наработки проверяют на соответствие требованиям 5.2.3 наработкой циклов.
Критерием отказа считают поломку деталей, невыполнение пеносмесителем назначенных функций или изменение дозирования в большую или меньшую сторону от значений, указанных в 5.2.1 (таблица 1, п.3).
Контроль проводят через каждые 50 циклов.
9 Транспортирование и хранение
9.1 Транспортирование пеносмесителей допускается любым видом транспорта в упакованном, согласно требованиям 5.14 настоящего стандарта, виде.
9.2 При транспортировании должны соблюдаться правила перевозки грузов, действующие на транспорте данного вида.
9.3 Пеносмесители, подлежащие длительному хранению, должны быть подвергнуты консервации.
9.4 Условия хранения пеносмесителей - по группе 2 ГОСТ 15150.
10 Указания по эксплуатации
10.1 Потребители должны изучить техническое описание и руководство по эксплуатации пеносмесителя.
10.2 Крепление пеносмесителей на мобильной пожарной технике должно осуществляться способом, исключающим их соударения с твердыми предметами во время движения техники.
11 Гарантии изготовителя
11.1 Предприятие-изготовитель гарантирует соответствие пеносмесителей требованиям настоящего стандарта при соблюдении требований по эксплуатации, транспортированию и хранению.
11.2 Гарантийный срок устанавливается не менее 18 мес со дня ввода пеносмесителя в эксплуатацию.
Приложение А
(рекомендуемое)
|
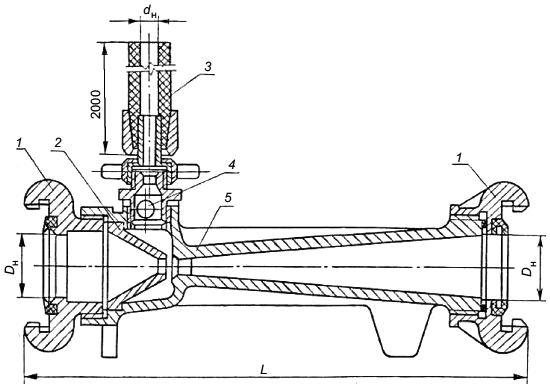
1 - соединительная головка; 2 - сопло; 3 - рукав всасывающий; 4 - обратный клапан; 5 - диффузор
Рисунок А.1 - Пеносмеситель ПС
|
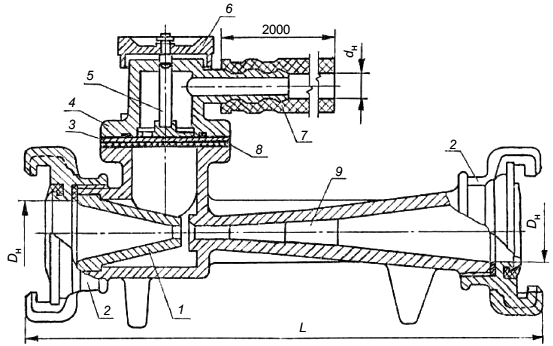
1 - сопло; 2 - соединительная головка; 3 - шайба дозирующая; 4 - корпус дозатора; 5 - дозатор; б* - маховик; 7 - рукав всасывающий; 8 - обратный клапан; 9 - диффузор
________________
* Нумерация соответствует оригиналу. - .
Рисунок А.2 - Пеносмеситель ПСД
Примечание - Рисунки не определяют конструкцию пеносмесителей.
УДК 614.843.8:006.354 | ОКС 13.220.10 |
Ключевые слова: аппарат дыхательный, сопротивление дыханию, избыточное давление, время защитного действия, спасательное устройство, легочная вентиляция, общие технические требования, методы испытаний | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}