ГОСТ Р 51049-97
Группа Г88
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Техника пожарная
РУКАВА ПОЖАРНЫЕ НАПОРНЫЕ
Общие технические требования. Методы испытания
Fire engineering. Fire pressure hoses.
General technical requirements. Test methods
ОКС 13.220.30
ОКП 48 5480
Дата введения 1998-01-01
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом противопожарной обороны (ВНИИПО) МВД РФ, доработан с участием рабочей группы специалистов Всероссийского научно-исследовательского института по стандартизации и сертификации в машиностроении (ВНИИНМАШ) Госстандарта России
ВНЕСЕН Техническим комитетом по стандартизации МТК 274/643 "Пожарная безопасность"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 15 апреля 1997 г. N 135
3 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает общие технические требования и методы испытания пожарных напорных рукавов, применяемых для подачи воды и водных растворов пенообразователей с водородным показателем рН=710 на расстояние под давлением.
Требования 4.2; 4.3 и 5.1 являются обязательными, остальные рекомендуемыми.
2 НОРМАТИВНЫЕ ССЫЛКИ
2.1 В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.024-74 (СТ СЭВ 2048-79, СТ СЭВ 2049-79) ЕСЭКС. Резины. Методы испытаний на стойкость к термическому старению
ГОСТ 166-89 (СТ СЭВ 704-77, СТ СЭВ 707-77, СТ СЭВ 1309-78). Штангенциркули. Технические условия
ГОСТ 263-75 (СТ СЭВ 1198-78) Резина. Метод определения твердости по Шору А
ГОСТ 270-75 Резина. Метод определения упругопрочностных свойств при растяжении
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 792-67 Проволока низкоуглеродистая качественная. Технические условия
ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 5530-81 Ткани упаковочные и технического назначения. Технические условия
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия
ГОСТ 7912-74 (СТ СЭВ 2050-79) Резины. Метод определения температурного предела хрупкости
ГОСТ 14192-77 (СТ СЭВ 257-80, СТ СЭВ 258-81) Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 28352-89 Головки соединительные для пожарного оборудования. Типы, основные параметры и размеры
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
3 ТИПЫ ПОЖАРНЫХ РУКАВОВ
В зависимости от назначения рукава подразделяют на:
- рукава для пожарных кранов и переносных мотопомп (ПРК);
- рукава для передвижной пожарной техники на рабочее давление до 1,6 и до 3,0 МПа.
Рукава должны обеспечивать работоспособность при температуре окружающего воздуха:
- от минус 40 °С до плюс 45 °С в районах с умеренным климатом (Y);
- от минус 50 °С до плюс 45 °С в районах с холодным климатом (ХЛ), для категории размещения 1-5 по ГОСТ 15150.
Пример условного обозначения рукава с внутренним диаметром 51 мм для пожарных кранов, рабочим давлением 1,0 МПа:
Рукав напорный ПРК 51-1,0 ГОСТ Р 51049-97
то же, для рукава с внутренним диаметром 51 мм для передвижной пожарной техники, рабочим давлением 1,6 МПа, работоспособного в районах с умеренным (холодным) климатом:
Рукав напорный 51-1,6 (ХЛ) ГОСТ Р 51049-97
то же, для рукава с внутренним диаметром 66 мм для передвижной пожарной техники на рабочее давление 3 МПа, работоспособного в районах с умеренным (холодным) климатом:
Рукав напорный 66-3,0 (ХЛ) ГОСТ Р 51049-97
По конструкции пожарные напорные рукава подразделяют на прорезиненные, латексированные и с двухсторонним полимерным покрытием. Примеры конструкции рукавов приведены в приложении А (рисунок А.1)
4 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Рукава следует изготавливать в соответствии с требованиями настоящего стандарта, технической документации и технологических регламентов, утвержденных в установленном порядке.
4.2 Основные параметры и размеры рукавов должны соответствовать нормам, указанным в таблице 1.
Таблица 1
Значение показателя | ||||||
Рукава для пожарных кранов и переносных мотопомп | Рукава для передвижной пожарной техники | |||||
Наименование показателя |
| На рабочее давление | ||||
|
| 1,6 МПа | 3,0 МПа | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |
1 Внутренний диаметр, мм | 25 | 38 | ||||
38 | 51 | 38 | ||||
51 | +2,0 | 66 | +2,0 | 51 | +2,0 | |
66 | 77 | 66 | ||||
89 | +2,5 | |||||
150 | +3,0 | |||||
2 Длина рукава в скатке, м | 10,15 или 20* | ±1 | 20* | ±1 | 20* | ±1 |
3 Рабочее давление, МПа, не более | 1,0 | - | 1,6** | - | 3,0 | - |
1,4*** | - | |||||
1,2**** | - | |||||
4 Испытательное давление, МПа, не менее | 1,25 | - | 2,0** | - | 3,75 | - |
1,8*** | - | |||||
1,5**** | - | |||||
5 Разрывное давление, МПа, не менее | 2,0 | - | 3,5** | - | 6,0 | - |
2,8*** | - | |||||
2,4**** | - | |||||
6 Температура хрупкости покрытия, °С, не выше: | Устанавливается НД на конкретное изделие | - | ||||
- для умеренного климата |
| -40 | - | -40 | - | |
- для холодного климата | -50 | - | -50 | - | ||
7 Прочность связи внутреннего слоя покрытия с тканью каркаса при раздире, Н/см, не менее: | ||||||
- для рукавов с односторонним покрытием | 0,7 | - | 0,7 | - | 0,7 | - |
- для рукавов с двухсторонним покрытием | 1,0 | - | 1,0 | - | 1,0 | - |
8 Относительное удлинение рукава при рабочем давлении, %, не более | 5 | - | 5 | - | 5 | - |
9 Относительное увеличение диаметра рукава при рабочем давлении, %, не более | 10 | - | 5 | - | 5 | - |
10 Стойкость к абразивному износу для рукавов диаметром 51 мм (остальные диаметры в соответствии с НД), циклов, не менее: | Устанавливается НД на конкретное изделие | |||||
- для рукавов с двухсторонним покрытием | - | 500 | - | 500 | - | |
- для латексированных | 300 | - | 300 | - | ||
- для рукавов без наружного покрытия | 150 | - | 150 | - | ||
11 Стойкость к контактному прожигу рукавов с двухсторонним покрытием диаметром 51 мм при температуре 450 °С, с, не менее: | Устанавливается НД на конкретное изделие | - | 30 | - | 30 | - |
12 Масса рукава длиной 1 м, кг, не более, для рукавов диаметром, мм: | ||||||
25 | 0,17 | - | - | |||
38 | 0,26 | 0,34 | 0,34 | |||
51 | 0,35 | 0,45 | 0,45 | |||
66 | 0,45 | 0,55 | 0,55 | |||
77 | - | 0,65 | - | |||
89 | - | 0,75 | - | |||
150 | - | 1,20 | - | |||
13 Толщина внутреннего слоя покрытия, мм, не менее | 0,35 | - | 0,35 | - | 0,35 | - |
_________________ * По согласованию с потребителем допускается изготавливать рукава длиной от 10 до 19 м. ** Для рукавов диаметром 38-77 мм. *** Для рукавов диаметром 89 мм. **** Для рукавов диаметром 150 мм | ||||||
4.3 Рукава всех типов (кроме рукавов с перколяцией) должны быть герметичными при рабочем и испытательном гидравлическом давлении, т.е. не пропускать воду.
4.4 Текстильные каркасы и материалы герметизирующего покрытия, используемые при изготовлении рукавов, по физико-механическим показателям должны соответствовать нормам, указанным в НД.
5 МАРКИРОВКА, УПАКОВКА
5.1 На каждом рукаве на расстоянии 150 мм от одного из концов скатки должна быть нанесена маркировка, сохраняющаяся в течение всего срока эксплуатации и хранения с указанием:
- условного наименования и товарного знака предприятия-изготовителя;
- внутреннего диаметра, мм;
- длины рукава, м;
- рабочего давления, МПа;
- даты изготовления (месяц, год);
- обозначения настоящего стандарта;
- штампа технического контроля предприятия-изготовителя.
На другом конце рукава (внутренний конец скатки) должна быть нанесена маркировка, содержащая товарный знак предприятия-изготовителя.
5.2 Рукава поставляют в скатках. Намотка рукава должна быть ровной, без выступающих кромок отдельных витков. Наружный конец рукава в скатке закрепляют перевязочным материалом, исключающим возможность механического повреждения рукава.
5.3 Рукава диаметром до 51 мм в количестве до четырех скаток или диаметром 66, 77 мм до трех скаток, или диаметром 89, 150 мм одну скатку, упаковывают в ткань по ГОСТ 5530 или другой упаковочный материал, обеспечивающую сохранность рукава.
По согласованию с заказчиком допускается поставка рукавов без упаковки.
5.4 На каждую упаковочную единицу наклеивают ярлык с указанием:
- наименования предприятия-изготовителя;
- внутреннего диаметра рукавов;
- суммарной длины рукавов в упаковке;
- рабочего давления;
- даты изготовления (месяц, год);
- обозначения настоящего стандарта;
- номера партии;
- номера упаковочной единицы;
- манипуляционных знаков: "Крюками не брать", "Боится нагрева" по ГОСТ 14192.
5.5 Запись на ярлыке должна быть ясной, четкой и должна сохраняться в течение всего срока транспортирования и хранения.
6 ПРАВИЛА ПРИЕМКИ
6.1 Рукава должны быть приняты отделом технического контроля предприятия-изготовителя на соответствие требованиям настоящего стандарта и НД.
6.2 Рукава принимают партиями. Партией считают рукава одного диаметра и типа в количестве не более суточной выработки, сопровождаемые одним документом о качестве.
Документ о качестве должен содержать:
- наименование или товарный знак предприятия-изготовителя;
- обозначение настоящего стандарта;
- внутренний диаметр, мм;
- номер партии;
- количество упаковочных единиц в партии и общую длину рукавов;
- дату изготовления (месяц, год);
- заключение о соответствии рукавов требованиям настоящего стандарта;
- штамп ОТК.
6.3 Рукава должны быть подвергнуты следующим видам испытаний:
приемо-сдаточным, периодическим, типовым и сертификационным.
6.4 Приемо-сдаточные испытания
6.4.1 Содержание и объем испытаний должны соответствовать указанному в таблице 2.
Таблица 2
| Номер пункта | |
| технических требований | методов испытаний |
1 Проверка внутреннего диаметра | Таблица 1, пункт 1 | 7.2 |
2 Проверка длины рукава в скатке | Таблица 1, пункт 2 | 7.3.1 |
3 Проверка герметичности | Таблица 1, пункт 4 | 7.4 |
4 Определение прочности связи внутреннего слоя покрытия с тканью каркаса | Таблица 1, пункт 7 | 7.8 |
5 Определение толщины внутреннего слоя покрытия | Таблица 1, пункт 13 | 7.3.2 |
6.4.2 Проверку внутреннего диаметра, длины рукава и герметичности под действием испытательного давления следует проводить на 10% предъявленных к сдаче рукавов.
6.4.3 Определение прочности связи покрытия с тканью каркаса и толщину внутреннего слоя покрытия следует проводить на образцах, отрезанных от трех скаток рукавов, отобранных для проверки герметичности рукавов по 6.4.2.
6.4.4 Приемо-сдаточные испытания следует проводить не ранее чем через 48 ч после изготовления рукавов.
6.4.5 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном объеме выборки, взятой от той же партии. Результаты повторных испытаний распространяют на всю партию.
6.5 Периодические испытания
6.5.1 Периодические испытания изготовитель проводит на рукавах, выдержавших приемо-сдаточные испытания по показателям, указанным в таблице 3. Периодические испытания следует проводить один раз в полугодие, а также при изменении технологии изготовления каркасов, состава и технологии приготовления композиции покрытия.
Таблица 3
| Номер пункта | |
| технических требований | методов испытаний |
1 Определение массы рукава длиной 1 м, кг | Таблица 1, пункт 12 | 7.11 |
2 Проверка соответствия величины разрывного давления | Таблица 1, пункт 5 | 7.6 |
3 Определение температуры хрупкости материала покрытия | Таблица 1, пункт 6 | 7.7 |
4 Определение относительного удлинения и увеличения диаметра | Таблица 1, пункты 8 и 9 | 7.5 |
5 Определение стойкости к абразивному износу | Таблица 1, пункт 10 | 7.9 |
6 Определение стойкости к контактному прожигу | Таблица 1, пункт 11 | 7.10 |
7 Проверка маркировки и упаковки | 5.1 | 7.12 |
6.5.2 Для проведения периодических испытаний отбирают 3% рукавов в партии, но не менее чем три рукава от партии.
6.5.3 При получении неудовлетворительных результатов периодических испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном объеме выборки, взятой от той же партии.
При получении неудовлетворительных результатов повторных испытаний испытания по данному показателю переводят в категорию приемо-сдаточных до получения положительных результатов не менее чем на трех партиях подряд.
Результаты повторных испытаний распространяют на всю партию.
6.6 Типовые испытания
6.6.1 Типовые испытания проводят при изменении конструкции или замене материалов рукавов. Испытания проводят по специальной программе, согласованной с заказчиком.
6.7 Сертификационные испытания
6.7.1 Сертификационные испытания рукавов проводят по всем показателям, приведенным в стандарте. Для сертификационных испытаний представляют по три рукава каждого диаметра стандартной длины.
7 МЕТОДЫ ИСПЫТАНИЙ
7.1 Испытания проводят в нормальных климатических условиях по ГОСТ 15150.
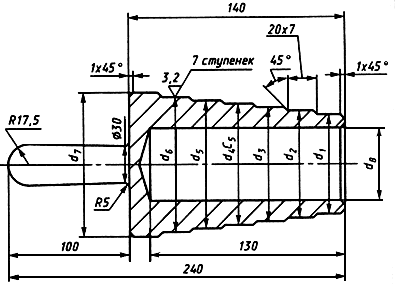
7.2 Внутренний диаметр рукава измеряют ступенчатым металлическим калибром (приложение А, рисунок А.2).
Рукав натягивают на калибр усилием от руки без упора.
Диаметр считают равным максимальному размеру ступени, на которую он натянут полностью.
7.3 Линейные размеры рукавов измеряют рулеткой со стальной лентой по ГОСТ 7502, линейкой по ГОСТ 427, штангенциркулем по ГОСТ 166.
7.3.1 Для измерения длины рукава скатку раскатывают на ровной горизонтальной поверхности. Длину измеряют с погрешностью 0,1 м.
7.3.2 Для определения толщины гидроизоляционного слоя покрытия от любого конца каждого из рукавов, отобранных по 6.4.2, отрезают образцы длиной от 20 до 30 мм.
На образцах в расправленном виде, подготовленных к испытанию, делают десять измерений на равном расстоянии друг от друга по длине окружности между рифлениями. Затем отделяют от каркаса гидроизоляционный слой и измеряют толщину стенки рукава в тех же точках.
Разница между толщиной стенки рукава с гидроизоляционным слоем и без него составляет толщину внутреннего слоя покрытия, которую определяют как среднее арифметическое из 10 измерений.
Среднюю толщину гидроизоляционного слоя покрытия рукавов данной партии , мм, рассчитывают по формуле
![]() , (1)
, (1)
где - толщина внутреннего слоя покрытия
-го образца, мм;
- число образцов.
7.4 Испытание на герметичность под действием испытательного давления проводят на рукавах длиной (20±1) мм. Один конец рукава присоединяют к насосу, снабженному манометром по ГОСТ 2405, обеспечивающему измерение давления с погрешностью не более 0,1 МПа, а другой заглушают воздушным клапаном. Рукав медленно наполняют водой до полного удаления воздуха, после чего клапан закрывают. Давление в течение 1-2 мин поднимают до испытательного (таблица 1, пункт 4) и выдерживают при этом давлении (3,0±0,1) мин. Проявление воды в виде капель не допускается.
7.5 Относительное удлинение и увеличение диаметра проверяют по 7.4. Рукав наполняют водой до полного удаления воздуха, давление в нем поднимают до 0,1 МПа. При этом давлении на трех контрольных участках рукава (в начале, середине, конце) наносят контрольные метки исходной длины , равной (1000±1) мм, и измеряют наружный диаметр
. Давление в рукаве поднимают до рабочего (таблица 1, пункт 3) и выдерживают в течение 2-3 мин. Измеряют длину
с погрешностью не более 1 мм и наружный диаметр
с погрешностью не более 0,1 мм на каждом участке.
Относительное удлинение ,%, рассчитывают по формуле
![]() , (2)
, (2)
где - исходная длина, мм;
- длина при рабочем давлении, мм.
Относительное увеличение диаметра ,%, рассчитывают по формуле
![]() , (3)
, (3)
где - исходный диаметр, мм;
- диаметр при рабочем давлении, мм.
За относительное удлинение и увеличение диаметра принимают средние арифметические значения измерений на трех участках рукава.
7.6 Проверку разрывного давления проводят на образцах рукава длиной (1,0±0,1) м и испытывают по 7.4. После заполнения рукава водой давление в нем повышают в течение 1-2 мин до значения, соответствующего типу рукава (таблица 1, пункт 5) или до разрыва. Если при испытании конец рукава вырывается из зажима, его повторные испытания проводят на новом образце рукава.
7.7 Для определения температуры хрупкости покрытия от обоих концов рукава отрезают по одному образцу длиной от 10 до 15 мм каждый. Образцы в виде колец устанавливают в приспособление (приложение А, рисунок А.3). Температуру в морозильной камере доводят до значения, равного заданной для рукавов данного типа (таблица 1, пункт 6), после чего образцы в приспособлении помещают в камеру, где выдерживают в течение (15±1) мин.
По истечении времени охлаждения образцов камеру открывают и не позднее 2-3 с щеки приспособления с образцами смыкают до упора и выдерживают в этом положении в течение 2-3 с. После этого образцы извлекают из приспособления и осматривают. При обнаружении трещин или других повреждений на линии перегиба образец считают не выдержавшим испытания.
Испытания должны выдерживать все образцы, отобранные по 6.5.2.
7.8 Прочность связи внутреннего слоя с каркасом (таблица 1, пункт 7) определяют на разрывной машине маятникового типа со скоростью движения нижнего зажима (200±20) мм/мин. Динамометр при этом показывает усилие раздира полоски рукава шириной 50 мм с погрешностью не более 1 Н.
От любого конца рукава отрезают образец длиной (250±5) мм, из которого в направлении нитей основы вырезают две полоски шириной (50±1) мм. Один конец полоски расслаивают на длину от 40 до 50 мм, остальную часть полоски делят на 10 равных частей отметками.
Расслоенные концы полоски закрепляют: один в подвижном, другой в неподвижном зажимах разрывной машины. При расслоении записывают показания динамометра при прохождении соответствующих отметок. Показатель адгезии каждого образца вычисляют как среднее арифметическое значение 20 показаний динамометра по двум полоскам, вырезанным из одного рукава.
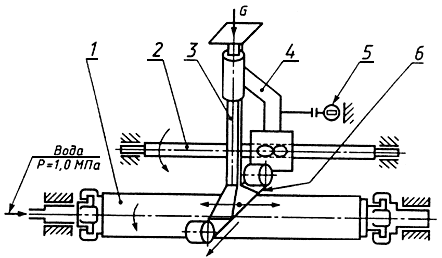
7.9 Стойкость к абразивному износу (таблица 1, пункт 10) определяют на образцах рукавов длиной (500±25) мм на испытательном стенде (приложение А, рисунок А.4). При этом образец рукава устанавливают в зажимных опорах, где образец совершает вращательное движение со скоростью (12±1) об/мин. Истирание осуществляют шлифовальной шкуркой 14А25НМ по ГОСТ 5009 шириной (50±1) мм, совершающей возвратно-поступательное движение вдоль оси рукава со скоростью (2,2±0,1) м/мин, ход (80±1) мм, усилие прижатия шкурки к образцу рукава, находящемуся под избыточным давлением воды (0,50±0,01) МПа, составляет (105±5) Н. Число двойных ходов каретки со шкуркой регистрируется счетчиком.
Стойкость рукава к абразивному износу оценивается числом двойных ходов каретки со шкуркой до появления свища.
7.10 Стойкость рукава к контактному прожигу определяют на образцах рукава диаметром 51 мм длиной (500±25) мм. Образец устанавливают вертикально в зажимных опорах и заполняют водой. Давление внутри образца поднимают до (1,0±0,1) МПа и поддерживают его постоянным в течение испытания. Калильный стержень (приложение А, рисунок А.5) нагревается электрической спиралью до температуры (450±5) °С и прижимается к образцу с усилием (4±0,1) Н.
Стойкость рукава к контактному прожигу определяют как время контакта калильного стержня с рукавом до образования свища. Время измеряют секундомером с погрешностью до 0,1 с.
7.11 Для определения массы рукава (таблица 1, пункт 12) скатку рукава взвешивают на весах для статического взвешивания по ГОСТ 29329 с погрешностью измерения не более 0,1 кг.
7.12 Правильность маркировки и упаковки проверяют внешним осмотром.
ПРИЛОЖЕНИЕ А
(справочное)
СХЕМЫ КОНСТРУКЦИЙ ПОЖАРНЫХ РУКАВОВ И ИСПЫТАТЕЛЬНОГО ОБОРУДОВАНИЯ
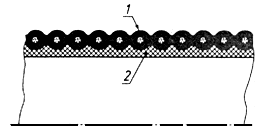
а - прорезиненный
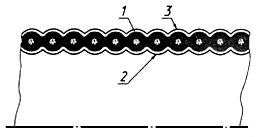
б - латексированный
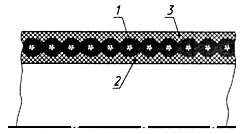
в - с двухсторонним покрытием
1 - армирующий каркас; 2 - внутренний слой; 3 - наружный защитный слой
Рисунок А.1 - Схемы конструкций напорных пожарных рукавов
Номер калибра | Масса, кг | ||||||||
1 | 35 | 36 | 37 | 38 | 39 | 40 | 41 | 28 | 0,484 |
2 | 48 | 49 | 50 | 51 | 52 | 53 | 54 | 40 | 0,610 |
3 | 63 | 64 | 65 | 66 | 67 | 68 | 69 | 55 | 0,740 |
4 | 74 | 75 | 76 | 77 | 78 | 79 | 80 | 65 | 0,875 |
5 | 86 | 87 | 88 | 89 | 90 | 91 | 92 | 77 | 0,985 |
6 | 147 | 148 | 149 | 150 | 151 | 152 | 153 | 140 | 1,550 |
Примечания
1 Допуск на диаметры ступенек по h7.
2 Допуск на длину по Н14.
3 Материал рабочих калибров - алюминиевый сплав
Рисунок А.2 - Ступенчатый металлический калибр
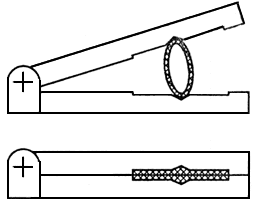
Рисунок А.3 - Приспособление для оценки морозостойкости рукава
1 - рукав;
2 - вал привода суппорта; 3 - узел размещения и подачи абразивной ленты; 4 - суппорт;
5 - счетчик двойных ходов суппорта; 6 - абразивная лента
Рисунок А.4 - Схема стенда испытаний пожарных рукавов на стойкость к абразивному износу
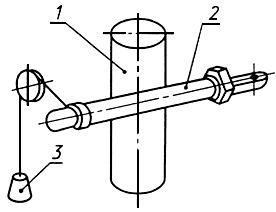
1 - рукав;
2 - калильный стержень; 3 - груз
Рисунок А.5 - Схема стенда испытаний пожарных рукавов на стойкость к контактному прожигу
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1997
{kind=link}