ГОСТ Р 50408-92
Группа Г88
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПЕНОСМЕСИТЕЛИ
Технические условия
Foammixers. Specifications
ОКП 48 5480
Дата введения 1994-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН ТК 274 "Пожарная безопасность"
РАЗРАБОТЧИКИ:
А.В.Макеев; В.Ф.Федотов; В.В.Бабак; Г.М.Павелко (руководитель темы); И.В.Герасимчук; Д.И.Юрченко; Ю.Ф.Яковенко; В.А.Варганов; В.И.Степанов; А.В.Ашаков; В.Н.Морозов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 25.11.92 N 1511
3. СРОК ПРОВЕРКИ - 1998 г.
ПЕРИОДИЧНОСТЬ ПРОВЕРОК - 5 лет
4. ВЗАМЕН ГОСТ 7183-72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта |
ГОСТ 2.601-68 | 5.1; 5.2 |
ГОСТ 9.014-78 | 7.2 |
ГОСТ 9.032-74 | 2.15 |
ГОСТ 9.104-79 | 2.15 |
ГОСТ 9.301-86 | 2.9 |
ГОСТ 9.302-88 | 4.5; 4.6 |
ГОСТ 9.401-91 | 2.15 |
ГОСТ 12.2.037-78 | 2.1 |
ГОСТ 27.410-87 | 3.4 |
ГОСТ 166-89 | 4.2 |
ГОСТ 427-75 | 4.2 |
ГОСТ 515-77 | 6.3; 6.6 |
ГОСТ 1583-89 | 2.4 |
ГОСТ 2991-85 | 6.2; 6.3 |
ГОСТ 4366-76 | 2.14 |
ГОСТ 5398-76 | 2.11 |
ГОСТ 5632-72 | 2.10 |
ГОСТ 6357-81 | 2.8 |
ГОСТ 6557-89 | 5.2 |
ГОСТ 8828-89 | 6.3; 6.6 |
ГОСТ 9569-79 | 6.3; 6.6 |
ГОСТ 10144-89 | 6.3 |
ГОСТ 10354-82 | 6.6 |
ГОСТ 11101-73 | Вводная часть; 1.2 |
ГОСТ 12082-82 | 6.2 |
ГОСТ 12962-80 | Вводная часть; 1.2 |
ГОСТ 14192-77 | 6.5 |
ГОСТ 15150-69 | 1.1; 7.3 |
ГОСТ 15152-69 | 2.13 |
ГОСТ 16093-81 | 2.8 |
ГОСТ 16272-79 | 6.6 |
ГОСТ 17756-72 | 4.4 |
ГОСТ 17757-72 | 4.4 |
ГОСТ 17763-72 | 4.4 |
ГОСТ 17764-72 | 4.4 |
ГОСТ 18922-73 | 4.4 |
ГОСТ 18923-73 | 4.4 |
ГОСТ 18929-73 | 4.4 |
ГОСТ 18930-73 | 4.4 |
ГОСТ 23676-79 | 4.3 |
ГОСТ 24634-81 | 6.3; 6.5 |
ГОСТ 24705-81 | 2.8 |
ГОСТ 25718-83 | 2.15 |
ГОСТ 28352-89 | 2.3 |
РД 50-204-87 | 4.10 |
РД 50-690-89 | 3.4 |
ТУ 6-10-1301-83 | 2.15 |
ТУ 38-10799-86 | 1.2 |
Настоящий стандарт распространяется на пеносмесители, предназначенные для получения водного раствора пенообразователя, применяемого для образования пены в генераторах пены средней кратности по ГОСТ 12962 и воздушно-пенных стволах по ГОСТ 11101.
Стандарт не распространяется на пеносмесители, предназначенные для работы на морской воде.
Требования разд.1-5; пп.6.1; 6.2; 6.4; 6.5; разд.7-9 настоящего стандарта являются обязательными, другие требования настоящего стандарта - рекомендуемыми.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Пеносмесители должны изготовляться в климатических исполнениях У, ХЛ и Т для категории размещения 1 по ГОСТ 15150.
1.2. Основные параметры и размеры пеносмесителей должны соответствовать значениям, приведенным в табл.1 и черт.1-2.
Таблица 1
| Значение для типоразмера | ||||
ПС-1 | ПС-2 | ПСД-0,5 | ПСД-1 | ПСД-2 | |
Давление перед пеносмесителем, МПа (кгс/см | 0,7-1,0 (7-10) | ||||
Давление за пеносмесителем, МПа (кгс/см | 0,45-0,70 (4,5-7,0) | ||||
Дозировка пенообразователя, % | 4-6 (нерегулируемая) | 2; 3; 4; 5; 6 | |||
Расход пенообразователя, л/с | 5-6 | 10-12 | 2,4-3,0 | 4,8-6,0 | 9,6-12,0 |
Условный проход всасывающего рукава, | 16 | 25 | 16 | 16 | 25 |
Условный проход соединительных головок, | 70 | 80 | 50 | 70 | 80 |
Длина, | 395 | 480 | 350 | 395 | 480 |
Масса пеносмесителя с руковом, кг, не более | 3,6 | 5,0 | 4,5 | 5,5 | 7,0 |
Примечания:
1. Значения параметров "дозировка пенообразователя" и "расход раствора пенообразователя" соответствуют:
применению всасывающего рукава длиной 2 м;
использованию пенообразователей типа ПО-1Д по ТУ 38-10799;
кинематической вязкости пенообразователя 6,2-6,4 сСт;
положению уровня пенообразователя:
ниже 0,3 м от оси пеносмесителя - нижний уровень;
выше 2,0 м от оси пеносмесителя - верхний уровень.
2. Нижнее значение расхода пенообразователя соответствует давлению перед пеносмесителем 0,7 МПа (7 кгс/см) и давлению за пеносмесителем 0,45 МПа (4,5 кгс/см
), верхнее значение - 1,0 МПа (10 кгс/см
) и 0,7 МПа (7 кгс/см
) соответственно.
3. Цифра в обозначении типоразмера пеносмесителя условно обозначает число генераторов пены средней кратности по ГОСТ 12962 или воздушно-пенных стволов по ГОСТ 11101, которые могут быть подключены для совместной работы:
0,5 - один генератор ГПС-200 или ствол СВПК-2;
1 - один генератор ГПС-600 или ствол СВП, СВПК-4;
2 - два генератора ГПС-600 или ствол СВП-8.
Пеносмеситель ПС
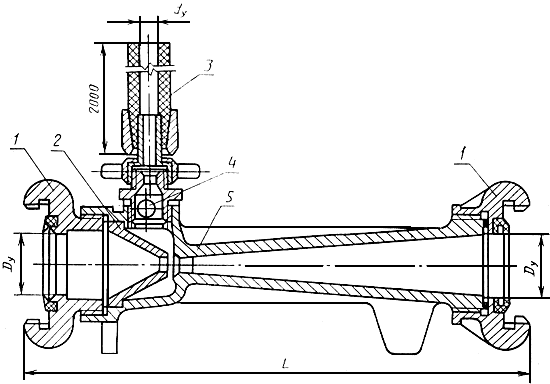
1 - соединительная головка; 2 - сопло; 3 - всасывающий рукав; 4 - обратный клапан; 5 - диффузор
Черт.1
Пеносмеситель ПСД
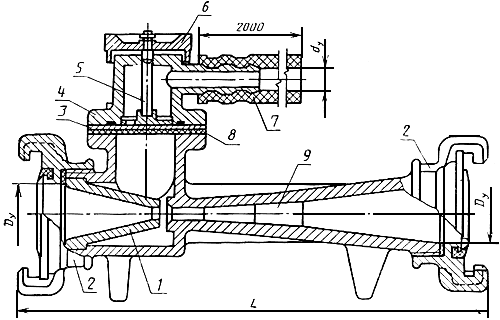
1 - сопло:
2 - соединительная головка; 3 - дозирующая шайба; 4 - корпус дозатора; 5 - дозатор;
6 - маховик; 7 - всасывающий рукав; 8 - обратный клапан; 9 - диффузор
Черт.2
Примечание. Черт.1 и 2 не определяют конструкцию пеносмесителей.
Пример условного обозначения пеносмесителя с нерегулируемой дозировкой, предназначенного для работы с двумя генераторами ГПС-600 или стволом СВП-8:
исполнения У:
Пеносмеситель ПС-2 У ГОСТ Р 50408-92
исполнения ХЛ:
Пеносмеситель ПС-2 ХЛ ГОСТ Р 50408-92
исполнения Т:
Пеносмеситель ПС-2 Т ГОСТ Р 50408-92
Пример условного обозначения пеносмесителя с регулируемой дозировкой, предназначенного для работы с генератором ГПС-200 или стволом СВПК-2:
исполнения У:
Пеносмеситель ПСД-0,5 У ГОСТ Р 50408-92
исполнения ХЛ:
Пеносмеситель ПСД-0,5 ХЛ ГОСТ Р 50408-92
исполнения Т:
Пеносмеситель ПСД-0,5 Т ГОСТ Р 50408-92
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пеносмесители должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 12.2.037 по чертежам, утвержденным в установленном порядке.
2.2. Пеносмесители должны выдерживать гидравлическое давление 1,5 МПа (15 кгс/см
). При этом не допускается появление следов воды (в виде капель) на наружных поверхностях корпусов и в местах соединений.
2.3. Соединительные головки - по ГОСТ 28352.
2.4. Литые детали должны быть изготовлены из алюминиевого сплава марки АК7 (АК7) или АК7ч (АЛ9) по ГОСТ 1583 или других марок сплавов с механическими и антикоррозионными свойствами, не уступающими указанным сплавам.
2.5. Поверхности литых деталей не должны иметь трещин, посторонних включений и других дефектов, снижающих прочность и ухудшающих внешний вид изделий.
2.6. На поверхностях литых деталей не допускаются раковины, длина которых превышает 3 мм и глубина более 25% толщины стенки детали.
На внутренних поверхностях сопла и диффузора пеносмесителей исполнений У и Т раковины не допускаются.
2.7. Предельные отклонения размеров отливок деталей, мм:
±0,60 | - для | номинальных | размеров | до | 60 мм | включ. | ||
±0,70 | " | " | " | св. | 60 до 100 | мм | включ. | |
±0,80 | " | " | " | св. | 100 до 160 | мм | " | |
±0,90 | " | " | " | св. | 160 до 250 | мм | " | |
±1,0 | " | " | " | св. | 250 до 400 | мм | " | |
2.8. Метрические резьбы должны выполняться по ГОСТ 24705 с полями допусков по ГОСТ 16093: 7Н - для внутренних резьб и 8 - для наружных резьб.
Трубные цилиндрические резьбы - по ГОСТ 6357, класс В.
Резьбы должны быть полного профиля, без вмятин, забоин, подрезов и сорванных ниток.
Не допускаются местные срывы, выкрашивания и дробления резьбы общей длиной более 10% длины нарезки, при этом на одном витке - более 0,2 его длины.
2.9. Стальные детали пеносмесителей должны иметь покрытие Ц18.хр для исполнения У и Ц24.хр для исполнений ХЛ и Т; крепежные детали - покрытие Ц9.хр. Покрытия - в соответствии с требованиями ГОСТ 9.301.
2.10. Металлические детали дозаторов пеносмесителей с регулируемой дозировкой должны быть изготовлены из стали 20Х13 или 30Х13 по ГОСТ 5632 или из стали других марок с механическими и антикоррозионными свойствами, не уступающими указанным.
2.11. Всасывающие рукава - по ГОСТ 5398.
2.12. В месте присоединения всасывающего рукава к пеносмесителю или в дозаторе должен быть установлен обратный клапан.
2.13. Резиновые детали пеносмесителей климатического исполнения ХЛ должны быть изготовлены из резины с диапазоном рабочей температуры от 333 до 213 К (от минус 60 до плюс 60 °С), а климатического исполнения Т - из резины групп II и III по ГОСТ 15152.
2.14. Резьбовые части деталей перед сборкой должны быть смазаны солидолом по ГОСТ 4366.
2.15. Наружные поверхности металлических деталей пеносмесителей, изготовляемых по требованию заказчика, должны быть покрыты эмалью серебристого цвета марки ХВ-16 ТУ 6-10-1301 по грунтовке АК-070 ГОСТ 25718.
Подготовка поверхностей и нанесение лакокрасочных покрытий должны соответствовать требованиям ГОСТ 9.401. Внешний вид покрытия - по ГОСТ 9.032, класс IV, группа условий эксплуатации - У1 для исполнения У и T1 - для исполнения Т по ГОСТ 9.104.
2.16. Пеносмесители должны соответствовать следующим показателям надежности:
гамма-процентный (=90%) полный срок службы
не менее 8 лет;
гамма-процентный (=90%) срок сохраняемости
не менее 1 года;
вероятность безотказной работы за цикл - не менее 0,993.
Циклом следует считать нагружение пеносмесителя гидравлическим давлением 0,7-1,0 МПа (7-10 кгс/см) с последующим снижением давления до 0. Длительность цикла 2-5 мин.
3. ПРИЕМКА
3.1. Для проверки соответствия пеносмесителей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные, периодические испытания, а также испытания на надежность.
3.2. При приемосдаточных испытаниях каждый пеносмеситель проверяют на соответствие требованиям пп.2.2, 2.3, 2.5, 2.6, 2.9 (в части наличия покрытия), 2.11, 2.12, 2.14, 2.15, 6.1, 6.2, 6.5, 7.2, 8.1, 8.2.
3.3. Периодические испытания следует проводить не реже раза в год на соответствие пеносмесителей всем требованиям настоящего стандарта (кроме п.2.16) на трех пеносмесителях каждого типоразмера и климатического исполнения из числа прошедших приемосдаточные испытания.
3.4. Испытания на надежность следует проводить раз в 5 лет. Испытаниям подвергают пеносмесители, отобранные методом случайного отбора, из числа прошедших приемосдаточные испытания.
Показатели полного срока службы и срока сохраняемости по п.2.16 контролируют в соответствии с РД 50-690 при следующих исходных данных:
доверительная вероятность - 0,9;
регламентированная вероятность - 0,9;
число испытываемых пеносмесителей - 20 (каждого типоразмера, независимо от климатического исполнения);
приемочное число отказов - 0.
Показатель вероятности безотказной работы по п.2.16 контролируют в соответствии с ГОСТ 27.410 одноступенчатым методом при следующих исходных данных:
риск изготовителя - 0,1;
риск потребителя - 0,1;
приемочный уровень - 0,999;
браковочный уровень - 0,993;
число циклов - 554 (для каждого пеносмесителя);
число испытываемых пеносмесителей - 2 (каждого типоразмера, независимо от климатического исполнения);
приемочное число отказов - 1.
Испытаниям на надежность подвергают пеносмесители, годовой выпуск которых превышает 300 шт.
3.5. Качество пеносмесителей проверяют на изделиях в количестве 3% от партии, но не менее 3 шт., в объеме приемосдаточных испытаний. Партия состоит из пеносмесителей одного типоразмера и климатического исполнения, изготовленных в одну смену или предъявленных к приемке по одному документу.
Результаты проверки распространяют на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Соответствие пеносмесителей требованиям пп.2.5, 2.6, 2.9, 2.11, 2.12, 2.14, 2.15, 5.1, 5.2, 6.1, 6.2, 6.5, 7.2 проверяют визуально.
4.2. Линейные размеры пеносмесителей по пп.1.2, 2.7 проверяют линейкой по ГОСТ 427 с ценой деления 1 мм и штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм.
4.3. Массу пеносмесителей по п.1.2 проверяют на весах по ГОСТ 23676 с ценой деления 0,01 кг; массу брутто - по п.6.4 - на весах по ГОСТ 23676 с ценой деления 0,1 кг.
4.4. Метрические резьбы по п.2.8 проверяют резьбовыми пробками по ГОСТ 17756, ГОСТ 17757 и резьбовыми кольцами по ГОСТ 17763, ГОСТ 17764; трубные цилиндрические резьбы - по п.2.8 - резьбовыми пробками по ГОСТ 18922, ГОСТ 18923 и резьбовыми кольцами по ГОСТ 18929 и ГОСТ 18930.
4.5. Качество покрытий по п.2.9 проверяют по ГОСТ 9.302 (контроль толщины и внешнего вида покрытия).
4.6. Качество покрытий по п.2.15 проверяют внешним осмотром по ГОСТ 9.302.
4.7. Прочность и герметичность пеносмесителей по п.2.2 проверяют гидравлическим давлением 1,5 МПа (15
кгс/см
) в течение 1 мин.
4.8. Давление перед пеносмесителем и за ним, дозировку пенообразователя, расход раствора пенообразователя проверяют на испытательном стенде.
Класс точности приборов, используемых при испытаниях, должен быть не ниже 1,6.
Расход раствора и дозировку пенообразователя определяют при значениях давления перед и за пеносмесителем, указанных в примечании 2 табл.1. При этом положение уровня пенообразователя в мерном бачке должно находиться в пределах:
ниже 0,3 м от оси пеносмесителя - нижний уровень;
выше 2,0 м от оси пеносмесителя - верхний уровень.
Расход раствора пенообразователя определяют расходомером с погрешностью измерений не более 2%.
4.9. Дозировку пенообразователя проверяют испытаниями на воде.
Подсос воды определяют с помощью мерного бачка, он должен находиться в пределах значений, указанных в табл.2.
Таблица 2
Подсос волы, л/с | |||||
Типоразмер | при положении дозатора | ||||
2% | 3% | 4% | 5% | 6% | |
ПСД-0,5 | 0,05-0,07 | 0,08-0,10 | 0,11-0,13 | 0,14-0,16 | 0,17-0,20 |
ПСД-1 | 0,11-0,13 | 0,17-0,19 | 0,23-0,26 | 0,28-0,32 | 0,34-0,39 |
ПСД-2 | 0,22-0,26 | 0,34-0,38 | 0,46-0,52 | 0,56-0,64 | 0,68-0,78 |
Подсос воды при нерегулируемой дозировке (4-6%) должен составлять для пеносмесителей типоразмера ПС-1 0,23-0,39 л/с, типоразмера ПС-2 0,46-0,78 л/с.
4.10. Показатель гамма-процентного полного срока службы (п.2.16) следует проверять обработкой данных, полученных в условиях эксплуатации, путем сбора информации в соответствии с требованиями РД 50-204.
Предельным состоянием следует считать такое техническое состояние пеносмесителя, при котором восстановление его работоспособности невозможно или нецелесообразно.
Показатель срока сохраняемости следует проверять после хранения пеносмесителей в условиях завода-изготовителя в течение 1 года в объеме приемо-сдаточных испытаний.
Показатель вероятности безотказной работы следует проверять на стенде.
Отказом пеносмесителя следует считать невыполнение пеносмесителем назначенных функций или изменение дозировки в большую или меньшую сторону от указанных в табл.2.
Контроль проводят через каждые 100 циклов.
5. КОМПЛЕКТНОСТЬ
5.1. К пеносмесителям должен быть приложен паспорт, объединенный с техническим описанием и инструкцией по эксплуатации в соответствии с ГОСТ 2.601. Число паспортов, прилагаемых к партии пеносмесителей, - по согласованию изготовителя с заказчиком.
5.2. В комплект каждого пеносмесителя исполнений У и Т должно входить запасное резиновое кольцо по ГОСТ 6557; к пеносмесителю должен прилагаться паспорт, объединенный с техническим описанием и инструкцией по эксплуатации в соответствии с ГОСТ 2.601 и товаросопроводительная документация в соответствии с условиями договора между изготовителем и заказчиком.
6. МАРКИРОВКА И УПАКОВКА
6.1. На каждом пеносмесителе (на корпусе или отдельной табличке) должна быть нанесена маркировка, содержащая следующие данные:
товарный знак предприятия-изготовителя;
условное обозначение пеносмесителя;
год выпуска;
обозначение настоящего стандарта;
рабочее давление и стрелка, указывающая направление потока жидкости.
Маркировка должна сохраняться в течение всего срока службы пеносмесителя.
6.2. Пеносмесители должны быть упакованы в решетчатые ящики по ГОСТ 2991 или обрешетки по ГОСТ 12082.
6.3. Пеносмесители должны быть обернуты бумагой марки Б-70 по ГОСТ 8828 или БП-3-35 по ГОСТ 9569 и упакованы в сплошные ящики типа II или III по ГОСТ 2991, изготовленные с учетом требований ГОСТ 24634 и выложенные изнутри бумагой по ГОСТ 515.
Ящики должны быть окрашены эмалью марки ХВ-124 по ГОСТ 10144, или древесина должна быть пропитана антисептиками.
6.4. Масса брутто с упакованными пеносмесителями не должна превышать 80 кг.
6.5. Маркировка на ящиках должна соответствовать требованиям ГОСТ 14192 или ГОСТ 24634 и (или) договору между изготовителем и заказчиком.
6.6. Паспорт, сопроводительная документация пеносмесителей и запасные резиновые кольца к пеносмесителям исполнения Т должны быть вложены в пакеты из поливинилхлоридной пленки В-0,15 по ГОСТ 16272 или полиэтиленовой пленки по ГОСТ 10354. Пакеты должны быть заварены и завернуты в бумагу по ГОСТ 515.
Запасные резиновые кольца пеносмесителей исполнения У должны быть завернуты в бумагу марки Б-70 по ГОСТ 8828 или БП-3-35 по ГОСТ 9569.
7. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. Транспортирование пеносмесителей допускается транспортом любого вида в соответствии с правилами, действующими на транспорте данного вида.
Транспортирование пеносмесителей в универсальных контейнерах и автомобильным транспортом может осуществляться без упаковки в тару с предохранением изделий от механических повреждений.
7.2. По требованию потребителей перед упаковкой пеносмесителей выходное отверстие сопла и внутренняя цилиндрическая поверхность диффузора должны быть покрыты антикоррозионным составом. Вариант защиты ВЗ-1 по ГОСТ 9.014.
7.3. Условия хранения пеносмесителей исполнений У и ХЛ - по группе 2, исполнения Т - по группе 3, условия транспортирования по группам 4, 6, 7, 9 по ГОСТ 15150.
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Пеносмесители должны эксплуатироваться в соответствии с паспортом, объединенным с техническим описанием и инструкцией по эксплуатации.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Изготовитель гарантирует соответствие пеносмесителей требованиям настоящего стандарта при соблюдении требований по эксплуатации, транспортированию и хранению.
9.2. Гарантийный срок эксплуатации - 18 мес исчисляется со дня ввода пеносмесителей в эксплуатацию.
Текст документа сверен по:
М.: Издательство стандартов, 1993
{kind=link}