ГОСТ Р 59650-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЛИТЬЕ ПОД ДАВЛЕНИЕМ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ВЫСОКОНАПОЛНЕННЫХ МЕТАЛЛИЧЕСКИМИ ИЛИ КЕРАМИЧЕСКИМИ ПОРОШКАМИ (PIM-ТЕХНОЛОГИЯ)
Термины и определения
Injection molding of polymeric materials highly filled with metal or ceramic powders (PIM-technology). Terms and definitions
ОКС 01.020, 01.110, 01.120, 77.160
Дата введения 2021-09-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "Федеральный научно-производственный центр "Производственное объединение "СТАРТ" имени М.В.Проценко" (АО "ФНПЦ "ПО "Старт" им.М.В.Проценко") и Федеральным государственным бюджетным образовательным учреждением высшего образования "Московский государственный технический университет имени Н.Э.Баумана" (ФГБОУ ВО "МГТУ им.Н.Э.Баумана")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 "Аддитивные технологии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 августа 2021 г. N 830-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт предназначен для обеспечения базового понимания технологии литья под давлением полимерных материалов, высоконаполненных металлическими или керамическими порошками.
Установленные в настоящем стандарте термины расположены в систематизированном порядке, отражающем систему понятий данной области знания.
Для каждого понятия установлен один стандартизованный термин.
В алфавитном указателе данные термины приведены отдельно с указанием номера статьи.
В стандарте приведены иноязычные эквиваленты стандартизованных терминов на английском языке.
1 Область применения
Настоящий стандарт устанавливает термины и определения, используемые в технологии литья под давлением полимерных материалов, высоконаполненных металлическими или керамическими порошками (PIM-технология), которая основана на аддитивном принципе изготовления деталей, т.е. на создании физических пространственных изделий путем формования полимерных материалов, высоконаполненных металлическими или керамическими порошками в формообразующей оснастке (прессформе), и последующего спекания отформованных изделий.
2 Термины и определения
2.1 Основные термины
2.1.1 литье под давлением полимерных материалов, высоконаполненных металлическими или керамическими порошками (injection molding of polymeric materials highly filled with metal or ceramic powders): Процесс изготовления деталей из термопластичных полимерных материалов, высоконаполненных металлическими или керамическими порошками, осуществляющийся на термопластавтомате (2.1.4) путем впрыска расплава полимерного композиционного материала под высоким давлением в формообразующую оснастку (2.1.16), извлечения отливки ("зеленой" детали (2.1.5)), удаления связующего компонента (2.3.3) из отливки ("коричневая" деталь (2.1.6)) и ее спекания (2.1.13) (готовая деталь (2.1.7)).
2.1.2 литье под давлением полимерных материалов, высоконаполненных металлическим порошком (metal Injection Molding (MIM)): Процесс, в котором деталь ("зеленая" деталь (2.1.5)) получается литьем под давлением термопластичного полимерного композиционного материала, высоконаполненного металлическим порошком.
2.1.3 литье под давлением полимерных материалов, высоконаполненных керамическим порошком (ceramic Injection Molding (CIM)): Процесс, в котором деталь ("зеленая" деталь (2.1.5)) получается литьем под давлением термопластичного полимерного композиционного материала, высоконаполненного керамическим порошком.
2.1.4 термопластавтомат (injection molding machine): Инжекционно-литьевая машина, применяемая для изготовления деталей из термопластичных полимерных материалов под давлением.
2.1.5 "зеленая" деталь (green part): Заготовка, полученная из гранулята (2.3.2) в процессе впрыска его расплава под давлением в формообразующую оснастку (2.1.16) на термопластавтомате (2.1.4), не подвергавшаяся удалению связующего компонента (2.3.3) и спеканию (2.1.13).
2.1.6 "коричневая" деталь (brown part): Заготовка, полученная из "зеленой" детали (2.1.5) в результате удаления от 80% до 95% связующего компонента (2.3.3).
2.1.7 готовая деталь (finished part): Изделие, полученное в результате спекания "коричневой" детали (2.1.6).
2.1.8 удаление связующего компонента (binder removal): Процесс, при котором происходит удаление связующего компонента (2.3.3) из "зеленой" детали (2.1.5).
Примечание - В зависимости от состава связующего компонента, на основе которого был сделан гранулят (2.3.2), процесс удаления связующего компонента может быть выполнен следующими способами: термическим, каталитическим, растворением.
2.1.9 термический способ удаления связующего компонента (thermal binder removal): Способ, при котором связующий компонент (2.3.3) удаляется под воздействием температуры.
2.1.10 каталитический способ удаления связующего компонента (catalytic binder removal): Способ, при котором связующий компонент (2.3.3) удаляется под воздействием температуры, паров азотной кислоты и потока чистого азота.
2.1.11 способ удаления связующего компонента растворением (dissolution of the binder): Способ, при котором связующий компонент (2.3.3) удаляется под воздействием соответствующих растворителей.
Примечание - В качестве растворителей могут выступать: ацетон, этиловый спирт, гексан, вода и т.д.
2.1.12 печь для удаления связующего компонента (oven to remove the binder): Технологическое оборудование, предназначенное для частичного удаления связующего компонента из "зеленой" детали (2.1.5), полученной литьем под давлением на термопластавтомате (2.1.4).
2.1.13 спекание (sintering): Нагрев и выдержка "коричневой" детали (2.1.6) при температуре ниже точки плавления основного компонента (порошок) с целью обеспечения заданных химических и физико-механических свойств.
Примечание - Процесс выполняется в контролируемой атмосфере печи. Спекание может быть выполнено в среде защитных газов (азот "", аргон "Аr" и др.) или в среде восстановительного газа (водород "
"), а также в вакууме и на воздухе (для керамики). Среда позволяет избежать окисления металла в процессе спекания.
2.1.14 предварительное спекание (presintering): Нагрев заготовки до температуры ниже температуры окончательного спекания.
Примечание - Обычно проводится для облегчения последующей обработки или для удаления части связующего компонента перед спеканием.
2.1.15 печь для спекания (sintering furnace): Технологическое оборудование, предназначенное для спекания "коричневой" детали (2.1.6) и получения готовой детали (2.1.7) с заданными химическими и физико-механическими свойствами.
2.1.16 формообразующая оснастка (пресс-форма) (forming tooling): Инструмент, участвующий в процессе литья под давлением на термопластавтомате (2.1.4), представляющий собой закрытую полость, повторяющую конфигурацию будущей детали с учетом технологической усадки, в которую под давлением впрыскивается расплав гранулята (2.3.2), и обеспечивающий охлаждение получаемой "зеленой" детали (2.1.5).
2.1.17 смешивание (mixing): Контролируемый процесс тщательного перемешивания металлических или керамических порошков со связующим компонентом (2.3.3) на специальном технологическом оборудовании.
2.1.18 гранулирование (granulation): Процесс получения гранул из смеси металлического или керамического порошка со связующим компонентом (2.3.3).
2.2 Технология. Общие положения
Принципиальная схема технологического процесса PIM-технологии представлена на рисунке А.1 приложения А.
2.2.1 объемная скорость впрыска, см/с (flow rate): Объем подаваемого расплава материала термопластавтоматом (2.1.4) в формообразующую оснастку (2.1.16) в единицу времени.
2.2.2 давление впрыска (injection pressure): Давление, создаваемое рабочим органом термопластавтомата (2.1.4), при котором расплав гранулята (2.3.2) впрыскивается в формообразующую оснастку (2.1.16).
2.2.3 выдержка под давлением (pressure hold): Стадия процесса литья под давлением, начинающаяся после завершения стадии впрыска и заканчивающаяся, когда в формующей полости прессформы устанавливается атмосферное давление.
2.2.4 время охлаждения (cooling time): Время от окончания стадии впрыска расплава гранулята (2.3.2) до извлечения "зеленой" детали (2.1.5) из формообразующей оснастки.
2.2.5 линейная усадка (linear shrinkage): Относительное уменьшение размеров "коричневой" детали (2.1.6) во время спекания.
2.2.6 объемная усадка (volume shrinkage): Относительное уменьшение объема "коричневой" детали (2.1.6) в результате спекания.
2.2.7 скорость удаления связующего компонента (binder removal rate): Скорость движения фронта удаления связующего компонента в объеме детали.
2.2.8 объем впрыска (shot volume): Общий полезный объем, доступный в термопластавтомате (2.1.4) для изготовления "зеленой" детали (2.1.5).
2.2.9 гомогенность гранулята (homogeneity of granulate): Однородность компонентов гранулята (2.3.2), характеризующая их равномерное распределение внутри каждой отдельно взятой гранулы.
2.3 Технология. Материал
2.3.1 порошок (powder): Совокупность частиц металла, сплава или керамического материала, находящихся в контакте и не связанных между собой, являющихся основным компонентом для получения гранулята (2.3.2).
Примечание - Порошок подбирают в зависимости от материала готовой детали. Он может быть металлическим или керамическим, различных марок.
2.3.2 гранулят (фидсток) (feedstock): Термопластичный композиционный материал в виде гранул, высоконаполненный металлическим или керамическим порошком, участвующий в технологии литья под давлением, полученный в процессе смешивания и гранулирования порошка со связующим компонентом (2.3.3).
2.3.3 связующий компонент (binder): Смесь полимерных материалов и поверхностно-активных веществ (скрепляющая среда), предназначенная для повышения текучести гранулята (2.3.2) и прочности "зеленой" детали (2.1.5), удаляемая до или во время спекания.
2.4 Технология. Типы дефектов
Возможные дефекты при литье под давлением полимерных материалов, высоконаполненных металлическими или керамическими порошками, показаны на рисунке Б.1 приложения Б.
2.4.1 пригар (burner): Вид брака, представляющий собой обугленные участки на поверхности "зеленой" детали (2.1.5).
2.4.2 пузырь (bubble): Вид брака, представляющий собой пустоты и каверны внутри "зеленой" детали (2.1.5).
2.4.3 трещина (crack): Вид брака в "зеленой" детали (2.1.5), возникающий вследствие значительных внутренних напряжений при прессовании, а также при нарушении температурного режима формования и излишней влажности гранулята (2.3.2).
2.4.4 коробление (warping): Недопустимое изменение формы по сравнению с заданной в результате деформации.
Примечание - Плоские детали становятся волнообразными, а прямые кромки втягиваются внутрь, выгибаются наружу или скручиваются.
2.4.5 усадочная раковина (shrink shell): Вид брака в "зеленой" детали (2.1.5) в виде открытой или закрытой полости с грубой шероховатой поверхностью, образующейся из-за недостаточного давления выдержки и уменьшения объема материала при переходе из расплава в твердое состояние.
2.4.6 спай (seam): Явно видимые линии потоков расплава вдоль стыка.
2.4.7 дегомогенизация (расслоение фазы) (jetting): Отслоение частиц порошка от связующего компонента (2.3.3) при высокой скорости потока во время впрыска расплава в формообразующую оснастку (2.1.16).
2.4.8 следы от разъема пресс-формы (mold connector mark): Дефект в виде утолщенного шва на поверхности "зеленой" детали (2.1.5), образующийся в результате затекания материала в стыки частей формообразующей оснастки (2.1.16) при их неплотном соединении.
2.4.9 газовая раковина (gas sink): Дефект в виде полости, образованной в теле "зеленой" детали (2.1.5) замешанным в расплаве пузырьком газа.
Алфавитный указатель терминов
время охлаждения | 2.2.4 |
выдержка под давлением | 2.2.3 |
гомогенность гранулята | 2.2.9 |
гранулирование | 2.1.18 |
гранулят | 2.3.2 |
давление впрыска | 2.2.2 |
дегомогенизация | 2.4.7 |
деталь готовая | 2.1.7 |
деталь "зеленая" | 2.1.5 |
деталь "коричневая" | 2.1.6 |
компонент связующий | 2.3.3 |
коробление | 2.4.4 |
литье под давлением полимерных материалов, высоконаполненных керамическим порошком | 2.1.3 |
литье под давлением полимерных материалов, высоконаполненных металлическим порошком | 2.1.2 |
литье под давлением полимерных материалов, высоконаполненных металлическими или керамическими порошками | 2.1.1 |
объем впрыска | 2.2.8 |
оснастка формообразующая | 2.1.16 |
печь для спекания | 2.1.15 |
печь для удаления связующего компонента | 2.1.12 |
порошок | 2.3.1 |
пресс-форма | 2.1.16 |
пригар | 2.4.1 |
пузырь | 2.4.2 |
раковина газовая | 2.4.9 |
раковина усадочная | 2.4.5 |
расслоение фазы | 2.4.7 |
скорость впрыска объемная | 2.2.1 |
скорость удаления связующего компонента | 2.2.7 |
следы от разъема пресс-формы | 2.4.8 |
смешивание | 2.1.17 |
спай | 2.4.6 |
спекание | 2.1.13 |
спекание предварительное | 2.1.14 |
способ удаления связующего компонента каталитический | 2.1.10 |
способ удаления связующего компонента растворением | 2.1.11 |
способ удаления связующего компонента термический | 2.1.9 |
термопластавтомат | 2.1.4 |
трещина | 2.4.3 |
удаление связующего компонента | 2.1.8 |
усадка линейная | 2.2.5 |
усадка объемная | 2.2.6 |
фидсток | 2.3.2 |
Приложение А
(справочное)
Принципиальная схема технологического процесса PIM-технологии
|
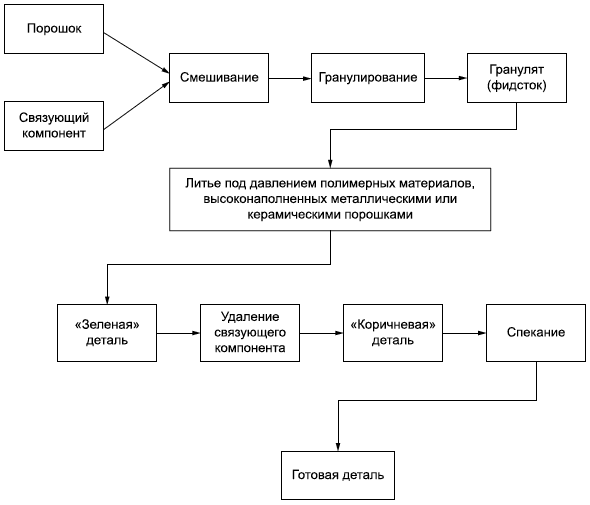
Рисунок А.1
Приложение Б
(справочное)
Возможные дефекты при литье под давлением полимерных материалов, высоконаполненных металлическими или керамическими порошками
|
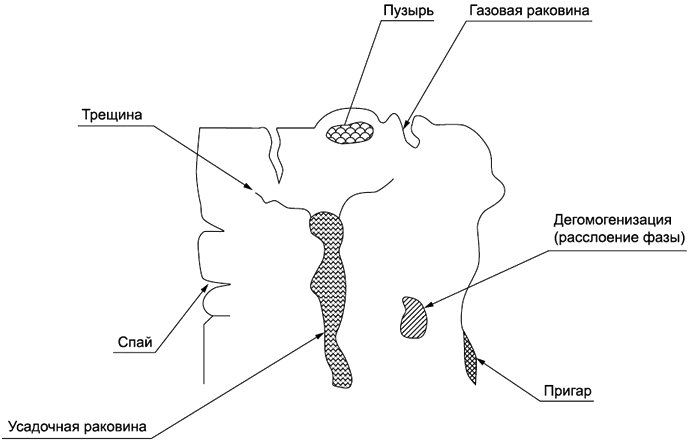
Рисунок Б.1
УДК 621.762.01:006.354 | ОКС 01.020, 01.110, 01.120, 77.160 | |
Ключевые слова: литье под давлением, порошок, связующий компонент, PIM-технология, "зеленая" деталь, "коричневая" деталь, готовая деталь, гранулят, формообразующая оснастка | ||
Электронный текст документа
и сверен по:
М.: ФГБУ "РСТ", 2021
{kind=link}