ГОСТ Р ИСО 7263-2011
Группа К79
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БУМАГА ДЛЯ ГОФРИРОВАНИЯ
Метод определения сопротивления раздавливанию образца, гофрированного в лабораторных условиях
Corrugating medium. Method for determination of the flat crush resistance after laboratory fluting
ОКС 85.060
Дата введения 2012-03-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Всероссийский научно-исследовательский институт целлюлозно-бумажной промышленности" (ОАО "ВНИИБ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 177 "Целлюлоза, бумага, картон и материалы промышленно-технические разного назначения"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 ноября 2011 г. N 623-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 7263:2011* "Бумага для гофрирования. Определение сопротивления раздавливанию после лабораторного гофрирования" (ISO 7263:2011 "Corrugating medium - Determination of the flat crush resistance after laboratory fluting").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения его в соответствие с ГОСТ Р 1.5 (подпункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на бумагу для гофрирования, используемую для изготовления гофрированного картона, и устанавливает метод определения сопротивления раздавливанию (или плоскостному сжатию) образца, гофрированного в лабораторных условиях.
Метод определения сопротивления плоскостному сжатию гофрированного картона установлен в [1].
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие международные стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 186 Бумага и картон. Отбор проб для определения среднего качества (ISO 186, Paper and board - Sampling to determine average quality)
ИСО 187 Бумага, картон и целлюлоза. Стандартная атмосфера для кондиционирования и испытания и методика контроля за атмосферой и условиями кондиционирования образцов (ISO 187, Paper, board and pulps. Standard atmosphere for conditioning and testing and procedure for monitoring the atmosphere and conditioning of samples)
ИСО 536 Бумага и картон. Определение массы (ISO 536:1995, Paper and board - Determination of grammage)
ИСО 13820 Бумага, картон и гофрированный картон. Описание и калибровка оборудования для испытаний на сжатие (ISO 13280, Paper, board and corrugated fibreboard - Description and calibration of compression - testing equipment)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 сопротивление раздавливанию (или плоскостному сжатию) (flat crush resistance): Максимальное усилие, которое выдерживает испытуемый гофрированный образец бумаги до разрушения гофров под действием возрастающего усилия, приложенного перпендикулярно плоскости образца.
Примечание - Результат измеряется в ньютонах.
3.2 индекс сопротивления раздавливанию (или плоскостному сжатию) (flat crush resistance index): Сопротивление раздавливанию (или плоскостному сжатию), деленное на массу образца бумаги для гофрирования площадью 1 м (далее масса 1 м
).
Примечание - Результат выражают в Н·м/г.
4 Сущность метода
Сущность метода заключается в получении гофрированного образца бумаги путем пропускания ее между нагретыми гофрирующими дисками, склеивания полученного гофрированного образца бумаги со склеивающей лентой и приложения к нему усилия перпендикулярно поверхности гофров.
5 Аппаратура
5.1 Нож для нарезания образцов бумаги требуемого размера.
5.2 Прибор для гофрирования образцов бумаги, состоящий из двух нагреваемых вращающихся стальных зубчатых гофрирующих дисков, находящихся в зацеплении. Температура дисков поддерживается (175±8) °С. Температура контролируется во время работы прибора.
Один из дисков приводится в действие электродвигателем со скоростью (4,5±1,0) об/мин. Диски удерживаются в зацеплении силой (100±10) Н, возникающей между ними и распределенной равномерно поперек зубьев.
В некоторых приборах сила сцепления между дисками создается пружиной, действующей в направлении впадин зубьев. В таких приборах трение может создавать силу, действующую на испытуемый образец значительно меньше, чем сила, необходимая для начального движения дисков. Для проверки того, что прибор соответствует требованиям настоящего пункта, необходимо измерить силу, препятствующую движению неподвижного диска к вращающемуся диску, на расстоянии около 200 мкм.
Диски должны иметь профиль и следующие основные размеры, указанные на рисунке 1:
- диаметр диска (228,5±0,5) мм;
- толщина стенки диска (16±1) мм;
- полное число зубьев - 84 шт.;
- радиус зубьев в максимальной точке (1,5±0,1) мм;
- радиус зубьев у основания (2,0±0,1) мм;
- глубина зубца (4,75±0,05) мм;
- расстояние между зубьями от пика до пика по дуге (8,55±0,05) мм.
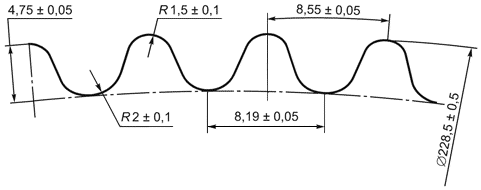
Рисунок 1 - Профиль гофрирующих дисков и основные размеры (мм)
Пара дисков должна быть подобрана таким образом, чтобы разница в размерах между ними была минимальной. Рекомендуемая разница не более ±0,1 мм.
Впервые используемые (новые) диски должны быть приведены во вращение при эксплуатационной температуре в течение около 6 ч с мягким абразивом на зубьях.
Оба диска должны быть обозначены, для того чтобы после снятия для чистки или обработки они могли быть собраны в ячейки с теми же зубьями.
Примечание - В некоторых приборах для гофрирования диск с полным числом зубьев не используется.
5.3 Зубчатая рейка и гребенка
5.3.1 Зубчатая рейка (рисунок 2) шириной не менее 19 мм с профилем, соответствующим зубьям гофрирующих дисков. Рейка должна иметь девять полных зубьев и по одному половинному (неполному) зубцу с каждой стороны, для того чтобы образовалось десять впадин между зубьями. Размеры гребенки и зубчатой рейки указаны на рисунке 3.
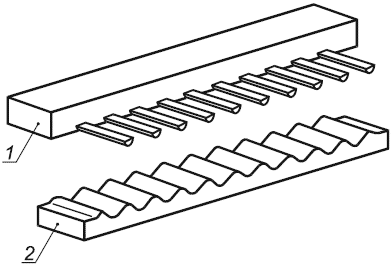
1 - гребенка; 2 - зубчатая рейка
Рисунок 2 - Зубчатая рейка и гребенка
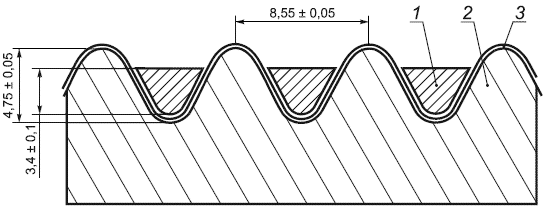
1 - гребенка; 2 - зубчатая рейка; 3 - бумага
Рисунок 3 - Размеры гребенки и зубчатой рейки (мм)
5.3.2 Гребенка должна быть шириной не менее 19 мм с 10 зубьями высотой (3,4±0,1) мм.
Зубчатая рейка и гребенка могут быть заменены автоматическими устройствами при условии получения сопоставимых результатов испытания.
5.4 Склеивающая лента шириной не менее 15 мм, обладающая хорошей адгезией и низкой растяжимостью, для того чтобы вершины гофров после приклеивания не отрывались и не сдвигались по поверхности.
5.5 Прибор для измерения сопротивления раздавливанию (или плоскостному сжатию) гофрированного образца, приводимый в действие электродвигателем и имеющий сжимающие плоскости по ИСО 13820.
6 Отбор проб
6.1 Отбор проб - по ИСО 186, если испытание проводят для оценки партии. Если испытание проводят для других целей, то необходимо обеспечить, чтобы отобранные образцы были представительными для всей испытуемой продукции.
7 Кондиционирование
7.1 Кондиционирование листов пробы проводят по ИСО 187 при температуре воздуха (23±1) °С и относительной влажности воздуха (50±2)% в течение 2 часов. При испытании бумаги после повторного кондиционирования (см. 9.3), перед подготовкой испытуемых образцов их кондиционируют по ИСО 187 в течение 4 ч в указанном выше режиме.
8 Подготовка образцов к испытанию
Для проведения испытания из листов пробы нарезают не менее 10 образцов бумаги шириной (12,7±0,1) мм и длиной 150-160 мм в машинном направлении. Края образцов должны быть без повреждений.
Возможно использование образца шириной (15,0±0,1) мм при условии, что ширина гофрирующих дисков больше ширины образца. В этом случае усилие для зацепления гофрирующих дисков (см. 5.2) должно быть (118±10) Н. Использование образцов шириной 15 мм должно быть отмечено в протоколе испытаний.
Если необходимо определить индекс сопротивления раздавливанию (или плоскостному сжатию) гофрированного образца, то измеряют массу бумаги площадью 1 м, используя листы пробы после кондиционирования. Массу 1 м
бумаги измеряют по ИСО 536.
9 Проведение испытания
9.1 Испытание проводят непосредственно после гофрирования образца бумаги (см. 9.2) или после гофрирования и повторного кондиционирования (см. 9.3).
9.2 Проведение испытания образца непосредственно после гофрирования
При определении сопротивления раздавливанию (или плоскостному сжатию) непосредственно после гофрирования образца бумаги, для получения более точного результата, время между выемкой испытуемого образца из прибора для гофрирования и приложением первоначального сжимающего усилия должно быть от 5 до 8 с. Для этого заранее подготавливают все необходимое оборудование, предварительно нарезают склеивающую ленту длиной не менее 120 мм и приклеивают ее к вершинам гофров.
9.3 Проведение испытания после 30-минутного повторного кондиционирования
При проведении испытания после повторного кондиционирования испытуемый гофрированный образец, прикрепленный к липкой ленте, повторно кондиционируют в течение 30-35 мин в тех же условиях, которые были использованы для кондиционирования листов пробы (см. раздел 7). В этом случае все испытуемые образцы могут быть приготовлены до проведения испытания.
9.4 Гофрирование образцов
Включают прибор (см. 5.2) и нагревают гофрирующие диски до (175±8) °С. Образец помещают между гофрирующими дисками, укладывая один конец образца на направляющую так, чтобы его длинная сторона была перпендикулярна захвату.
Полученный гофрированный образец вынимают из прибора, помещают на зубчатую рейку, оставляя с каждого конца рейки равную длину, и прижимают гребенкой таким образом, чтобы зубья гребенки равномерно и прочно входили во впадины зубчатой рейки.
Примечание - Перекатывающее движение гребенки, помещенной на образец, помогает правильному размещению гофрированного образца в зубчатой рейке.
Выравнивают концы образца, чтобы облегчить в дальнейшем выемку его из гребенки. Затем вершины гофров закрепляют адгезивной стороной склеивающей ленты длиной не менее 120 мм и придавливают ленту плоским жестким бруском к верхней части рифленой поверхности и концам испытуемого образца. Осторожно вынимают гребенку и извлекают из зубчатой рейки испытуемый гофрированный образец с получившимися в результате 10 гофрами. Если образуется более 10 гофров, лишние гофры удаляют до испытания. Необходимо избегать искривления гофров, вызываемого применением слишком большого давления в процессе приклеивания ленты к вершинам гофров.
Испытание полученного гофрированного образца бумаги проводят либо сразу, либо после его повторного кондиционирования в тех же атмосферных условиях, при которых кондиционировали листы пробы.
Помещают испытуемый гофрированный образец в центр нижней пластины прибора (см. 5.5) таким образом, чтобы открытые гофры были направлены к неподвижной пластине прибора.
Включают прибор и измеряют максимальное усилие, необходимое для полного раздавливания гофров, с точностью до 5 Н.
Если во время испытания гофры были сжаты криво или отклеились от ленты, то результаты считают недействительными.
Повторяют испытания на оставшихся испытуемых образцах до получения не менее 10 правильных результатов.
10 Обработка результатов испытания
10.1 Сопротивление раздавливанию (или плоскостному сжатию)
Вычисляют среднеарифметическое значение сопротивления раздавливанию (или плоскостному сжатию) 10 гофрированных образцов бумаги, округленное до 5 Н. Вычисляют стандартное отклонение от среднеарифметического значения.
Для идентификации результатов испытания применяют следующие обозначения:
СМТ=350 Н или
СМТ=250 Н,
где СМТ обозначает показатель сопротивления раздавливанию (или плоскостному сжатию) гофрированного образца бумаги, а нижний индекс - время, мин, для повторного кондиционирования гофрированного образца.
10.2 Индекс сопротивления раздавливанию (или плоскостному сжатию)
При необходимости вычисляют индекс сопротивления раздавливанию (или плоскостному сжатию) или
, Н·м
/г, используя следующую формулу:
![]() ,*
,*
где - среднеарифметическое значение сопротивления раздавливанию (или плоскостному сжатию) гофрированных образцов (СМТ
или СМТ
), Н;
- масса бумаги для гофрирования площадью 1 м
, г, вычисленная по ИСО 536.
Результат записывают с точностью до трех значащих цифр.
11 Точность
При использовании прибора с жесткими плитами и началом испытания образца через 5-8 с непосредственно после гофрирования сходимость результатов испытания составляет 5%, а воспроизводимость - 11%. Данные были получены из 53 лабораторий и вычислены по результатам испытаний, каждое из которых представляет среднеарифметическое значение из 10 определений [2].
Если испытуемый образец повторно кондиционируют через 30 мин после гофрирования, сходимость результатов составляет 9%, а воспроизводимость - 11%. Данные были получены из 14 лабораторий и вычислены по результатам испытаний, каждое из которых представляет среднеарифметическое значение из 10 определений [3].
12 Протокол испытаний
Протокол испытаний должен включать в себя следующую информацию:
a) ссылку на настоящий стандарт;
b) дату и место проведения испытания;
c) тип используемого прибора (см. 5.5), где применяется, степень нагрузки;
d) точную идентификацию пробы;
e) в случае проведения испытания непосредственно после повторного кондиционирования - используемые атмосферные условия;
f) время с точностью до минуты между гофрированием (или повторным кондиционированием после гофрирования) и испытанием;
g) количество образцов, среднеарифметическое значение и стандартное отклонение всех результатов испытания с точностью до 5 Н;
h) при необходимости индекс сопротивления раздавливанию (или плоскостному сжатию) с точностью до третьей значащей цифры;
i) любое отклонение от настоящего стандарта, включая сведения об использовании при испытании образцов шириной 15 мм;
j) другую информацию, которая может повлиять на результаты испытания.
Приложение А
(справочное)
Техническое обслуживание гофрирующих дисков (горизонтальный тип)
Равномерность зацепления гофрирующих дисков может быть проверена, например, с помощью ленты для кассовых аппаратов, находящейся в свободной продаже.
Пропускают полоску шириной 12,7 мм каждого типа бумаги через гофрирующие диски. Допускается ширина полоски 15 мм. На полоске будет проявляться отпечаток в виде линий, полученных под действием давления. Эти линии должны быть однородны и равномерно распределены на всей полной ширине ленты (12,7 мм). В случае получения неодинакового отпечатка наверху или у основания дисков можно сделать вывод, что диски расположены не в одной плоскости. Это означает, что либо при нагревании опорных пластин произошла деформация и они стали истираться неравномерно, либо пластины изношены. В любом случае прибор для гофрирования должен быть возвращен производителю для ремонта. Диски должны быть установлены плотно на нагревающих пластинах.
Если движущийся диск неплотно прилегает к нагревающей пластине, то необходимо ослабить воротник прямо над нижней частью опорной пластины и зажим диска, чтобы диск расположился равномерно по плоскости пластины. Возможно, также необходимо ослабить нижнюю часть опорной пластины. Регулировку проводят только в том случае, когда прибор для гофрирования имеет нормальную температуру. Когда диск установлен плотно, затягивают все имеющиеся крепления. Удаляют движущийся диск, откручивая центральный болт и поднимая диск вверх болтами, вставленными в получившиеся отверстия резьбы. Проверяют нагревающую плиту на износ хромового покрытия. В случае износа производитель должен поставить новую нагревающую пластину. Диск может быть также проверен на гладкость и износ в его основании. Подпорка каретки может быть также проверена на свободу движения и при необходимости смазана порошковым графитом. При замене диска порошковый графит должен быть добавлен в отверстие для смазки диска при его вращении. Графит должен быть добавлен до полного заполнения пазов под диском. То же самое необходимо проделать для движущегося диска.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 186 | - | * |
ИСО 187 | - | * |
ИСО 536 | - | * |
ИСО 13820 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | ISO 3035, Corrugated fibreboard - Determination of flat crush resistance (ИСО 3035 Гофрированный картон. Определение сопротивления плоскостному раздавливанию) |
[2] | TAPPI Test Method Т 809 om-06, Flat crush of corrugation medium (CMT test) (ТАППИ Методы испытаний T 809 om-06. Плоскостное раздавливание среднего гофрированного слоя (СМТ-тест) |
[3] | CEPI - CTS (Confederation of European Paper lndustries - Comparative Testing Service): Round 2007-2, Report A (КЕПИ - КТС (Союз Европейских Производителей Бумаги - Служба Сравнительных Испытаний): Раунд 2007-2, Отчет А) |
Электронный текст документа
и сверен по:
, 2012
{kind=link}