ГОСТ 32546-2013
(ISO 186:2002)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БУМАГА И КАРТОН
Отбор проб для определения среднего качества
Paper and board. Sampling to determine average quality
МКС 85.060
Дата введения 2014-07-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Всероссийский научно-исследовательский институт целлюлозно-бумажной промышленности" (ОАО "ВНИИБ") на основе аутентичного перевода на русский язык указанного в пункте 4 стандарта, который выполнен ФГУП ""
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 177 "Целлюлоза, бумага, картон и материалы промышленно-технические"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 44-2013 от 14 ноября 2013 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 1807-ст межгосударственный стандарт ГОСТ 32546-2013 (ISO 186:2002) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2014 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 186:2002* Paper and board. Sampling to determine average quality (Бумага и картон. Отбор проб для определения среднего качества) путем внесения дополнений, что обусловлено практикой применения методов отбора проб продукции в целлюлозно-бумажной промышленности. Дополнения, включаемые в настоящий стандарт, приведены во введении к настоящему стандарту и выделены в тексте курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - .
Настоящий стандарт модифицирован по отношению к указанному международному стандарту путем изменения структуры, что обусловлено приведением построения и изложения стандарта в соответствии с ГОСТ 1.5 (подраздел 3.5).
Сравнение структуры международного стандарта со структурой настоящего стандарта приведено в дополнительном приложении ДБ.
Международный стандарт разработан ИСО/ТК6/ПК2 "Методы испытаний и технические требования к качеству бумаги и картона".
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, имеются в национальных органах по стандартизации стран.
Степень соответствия - модифицированная (MOD)
6 ВЗАМЕН ГОСТ 8047-2001 (ИСО 186-94)
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка*, опубликованная в ИУС N 10, 2015 год
_________________________
* См. ярлык "Примечания".
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт разработан с целью установления метода отбора проб бумаги и картона для определения среднего качества продукции в партии после проведения последующих испытаний в испытательной лаборатории.
Стандарт модифицирован по отношению к международному стандарту ISO 186:2002 путем внесения следующих дополнений:
- в раздел 3 "Термины и определения" включен термин "единица упаковки", который наряду с термином "единица продукции" применяют в стандартах на целлюлозно-бумажную продукцию для отбора проб. Раздел также дополнен термином "документ о качестве продукции в партии", который содержит сведения о характеристиках качества продукции после испытания в испытательной лаборатории и входит в состав сопроводительной документации при поставке партии покупателю. Настоящее дополнение носит информационный характер для изготовителя (продавца) продукции;
- подпункт 5.2.1.3 дополнен положениями, касающимися отбора проб от упакованных рулонов бумаги и картона для определения внутрирулонных дефектов;
- пункт 5.1.1 "Меры предосторожности" дополнен указаниями о необходимости гарантированной упаковки пробы при ее транспортировании и хранении;
- пункт 5.1.2 "Маркировка листов пробы" дополнен указанием, что при отборе проб от неупакованного рулона бумаги и картона для определения внутрирулонных дефектов маркируют только первый лист;
- раздел 6 "Протокол отбора проб" перечисление d) дополнен информацией, которую необходимо включить в протокол для идентификации продукции, а также перечислением j), которое предусматривает, что при повторном отборе проб в протокол должна быть внесена соответствующая запись;
- стандарт дополнен приложением Д.А, в котором приведена информация для изготовителя (продавца) о том, какие сведения о продукции рекомендуется включать в документ о качестве продукции в партии.
1 Область применения
Настоящий стандарт распространяется на бумагу и картон и устанавливает метод отбора проб от партии бумаги и картона, включая плоский склеенный и гофрированный картон, для определения соответствия или несоответствия среднего качества продукции в партии установленным требованиям. Настоящий стандарт устанавливает также правила, которые применяют при отборе проб для урегулирования споров между изготовителем (продавцом) и покупателем продукции, относящихся к оценке среднего качества бумаги или картона в партии.
Примечание - Если для отбора проб представлено менее 50% продукции в партии, то отбор проб по настоящему стандарту проводят по согласованию между изготовителем (продавцом) и покупателем.
Настоящий метод не применяют для определения колебаний значений показателей качества продукции в рамках одной партии.
В случаях, когда отбор проб по настоящему стандарту невозможен, следует руководствоваться положениями, указанными в приложении А.
Примечание - Требования к подготовке образцов для проведения испытаний изложены в нормативных документах на определенные методы испытаний определенной продукции.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 партия: Определенное количество бумаги или картона с одинаковыми характеристиками качества, изготовленного в условиях, которые можно считать идентичными, и одновременно предъявляемого для отбора проб.
Примечание - Партию составляют одна или несколько номинально идентичных единиц продукции. Если продукция, подлежащая испытанию, уже упакована и помещена в тару (например, ящик), то партия представляет собой совокупность таких единиц упаковки одного вида с одинаковыми характеристиками.
2.2 единица продукции: Составная часть партии продукции, которая может быть представлена в виде рулона, содержимого кипы, пачки, пакета, ящика, поддона и т.п. (рисунок 1). Допускается термин "единица упаковки".
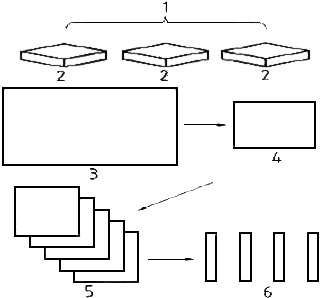
1 - партия;
2 - единица продукции; 3 - лист; 4 - лист пробы; 5 - проба; 6 - испытуемые образцы
Рисунок 1
2.3 лист: Часть полотна бумаги или картона, вырезанная (или взятая) из отобранных единиц продукции (рисунок 1).
2.4 лист пробы: Часть полотна бумаги или картона определенных размеров, вырезанная из отобранных листов (рисунок 1).
2.5 проба: Совокупность всех листов пробы, отобранных от партии для определения среднего качества продукции в данной партии, являющегося основанием для заключения о качестве продукции во всей партии (рисунок 1).
2.6 испытуемый образец: Лист или несколько листов бумаги или картона, на которых проводят испытания в соответствии с требованиями конкретных методов испытаний (рисунок 1).
(Поправка. ИУС N 10-2015).
Примечание - Испытуемый образец, как правило, вырезают из листа пробы; в некоторых случаях испытуемым образцом может быть сам лист пробы или несколько листов пробы.
2.7 случайный отбор: Отбор, проводимый таким образом, что каждая часть совокупности единиц продукции в партии имеет одинаковую вероятность быть отобранной.
2.8 документ о качестве продукции в партии: Документ, оформляемый изготовителем (продавцом), подтверждающий, что по результатам проведенных испытаний (или декларативно) характеристики качества продукции соответствуют требованиям нормативных документов, по которым она изготовлена.
(Поправка. ИУС N 10-2015).
3 Сущность метода
От единиц продукции, отобранных методом случайного отбора от партии бумаги или картона, произвольно отбирают листы. Из отобранных листов вырезают листы пробы, из которых вырезают испытуемые образцы для проведения конкретных испытаний продукции.
4 Метод отбора проб
4.1 Отбор единиц продукции
Отбор единиц продукции от партии проводят в соответствии с таблицей 1.
Таблица 1
Количество единиц продукции в партии, | Количество отобранных единиц продукции от партии | Метод отбора |
От 1 до 5 включ. | Все | - |
От 6 до 399 включ. |
| Случайный отбор |
400 и свыше | 20 | Случайный отбор |
| ||
Отобранные единицы продукции не должны иметь повреждений и внешних дефектов.
4.2 Отбор листов от единиц продукции
Отбор листов проводят как указано в 4.2.1-4.2.3.
4.2.1 Если единицей продукции является упакованная продукция и если она может быть полностью распакована по согласованию лиц, отбиравших пробу, то перед отбором проб единицу продукции распаковывают.
4.2.1.1 Если единица продукции не состоит из частных единиц (см. 4.2.1.2), то удаляют все поврежденные листы и три наружных неповрежденных листа, после чего методом случайного отбора в соответствии с таблицей 2 отбирают одинаковое количество листов от каждой отобранной единицы продукции (4.1) таким образом, чтобы минимальное количество листов, отобранных от партии, соответствовало количеству, указанному в таблице 2, и было достаточным для получения пробы, необходимой для проведения требуемых испытаний партии в полном объеме.
Таблица 2
Количество листов в партии | Минимальное количество листов, отбираемых от партии |
До 1000 включ. | 10 |
От 1001 до 5000 включ. | 15 |
Свыше 5000 | 20 |
На отобранных листах отмечают машинное направление (МН), если оно известно.
4.2.1.2 Если единица продукции состоит из более мелких частных единиц продукции, уже упакованных в пачки, пакеты и т.д. и помещенных вместе в тару, например в ящик (с поддоном или без него), то из всех отобранных по 4.1 единиц продукции отбирают частные единицы продукции и от них проводят отбор листов таким образом, чтобы минимальное количество листов, отбираемых от партии для проведения испытаний соответствовало, указанному в таблице 2.
Удаляют все поврежденные листы и три наружных неповрежденных листа, после чего отбирают методом случайного отбора в соответствии с таблицей 2 одинаковое количество листов от каждой отобранной частной единицы продукции таким образом, чтобы минимальное количество листов соответствовало указанному в таблице 2 и было достаточным для получения пробы, необходимой для проведения требуемых испытаний.
На отобранных листах отмечают машинное направление, если оно известно.
4.2.1.3 Если единицей продукции является рулон, то с наружной части каждого отобранного по 4.1 рулона удаляют все поврежденные слои и три неповрежденных слоя бумаги (для продукции массой 1 м менее 225 г) или один неповрежденный слой картона (для продукции массой 1 м
, равной или превышающей 225 г).
Из каждого рулона вырезают одинаковое количество листов таким образом, чтобы количество листов, отобранных от партии продукции, было достаточным для получения пробы, необходимой для проведения испытания партии в полном объеме. Общее количество листов, отобранных от партии, не должно превышать 20. Листы вырезают из разных участков рулона через каждые 400 мм его длины для того, чтобы в пробе были представлены листы с каждого участка полотна рулона в поперечном направлении (ПН).
Для определения внутрирулонных дефектов бумаги и картона из каждого распакованного отобранного рулона по всей ширине срезают слой толщиной, мм:
- 10 - для бумаги массой до 20,0 г/м;
- 20 - для бумаги массой от 20,0 до 50,0 г/м включ.;
- 30 - для бумаги массой свыше 50,0 г/м;
- 50 - для картона.
Отобранные листы разрезают на листы площадью, указанной в нормативном документе на метод испытания.
Примечания
1 Листы пробы могут быть отобраны непосредственно из рулона или вырезаны из стопы листов. Для получения стопы листов рулон разрезают в поперечном направлении с каждой стороны на глубину, позволяющую получить необходимое количество листов, указанное в 4.2.1.3.
2 Изложенная в 4.2.1.3 процедура может быть применима для отбора проб от бобины (далее - рулон) бумаги или картона.
4.2.2 Отбор листов от единицы продукции, которая не может или не должна быть полностью распакована
Если единица продукции не может или не должна быть полностью распакована, например рулон или кипа, находящиеся на складе изготовителя (продавца) или отобранные у покупателя, то отбор единиц продукции от партии проводят по 4.1.
4.2.2.1 Если машинное направление бумаги или картона известно, то в каждой отобранной единице продукции делают вырез (окно) размером не менее 300х450 мм таким образом, чтобы большая сторона выреза была параллельна машинному направлению. Вырез для каждой отобранной единицы продукции располагают в разных местах. Удаляют все поврежденные слои и не менее трех внешних неповрежденных слоев бумаги (для бумаги массой менее 225 г/м) или не менее одного неповрежденного слоя картона (для картона массой 225 г/м
и более).
Вырез делают на глубину, достаточную для получения необходимого минимального количества листов, отбираемых от партии, в соответствии с таблицей 2. Из каждой вырезанной части продукции отбирают методом случайного отбора одинаковое количество листов таким образом, чтобы общее количество листов, отобранных от партии, было достаточным для получения пробы, необходимой для проведения требуемых испытаний партии в полном объеме.
Если партия состоит менее чем из пяти единиц продукции, то рекомендуется делать более одного выреза в каждой единице продукции. Если имеется только один рулон, то вырез делают не менее чем в трех местах (предпочтительно в пяти) по ширине рулона.
4.2.2.2 Если машинное направление неизвестно, то делают вырез размером 450х450 мм, при этом стороны выреза располагают параллельно сторонам единицы продукции, затем повторяют процедуру в соответствии с 4.2.2.1.
4.2.3 Отбор готовых изделий от партии
Если партия состоит из отдельных готовых изделий в соответствии с ее определением по 2.1, то методом случайного отбора в соответствии с таблицей 3 отбирают минимальное количество изделий, достаточное для получения пробы, необходимой для испытания
Таблица 3
Количество изделий в партии | Минимальное количество изделий, отбираемых от партии |
До 1000 включ. | 10 |
От 1001 до 5000 включ. | 15 |
Свыше 5000 | 20 |
4.3 Подготовка листов пробы
Все листы пробы должны быть одинакового размера.
Если машинное направление в отобранных листах неизвестно, то его определяют для каждого листа пробы (при необходимости).
Примечание - Машинное направление определяют при визуальном осмотре листов или по результатам проведения испытаний продукции по одному из следующих показателей: "сопротивление раздиранию", "жесткость", "прочность при растяжении"
Подготавливают листы пробы в соответствии с 4.3.1-4.3.3 из листов, отобранных по 4.2.1, в соответствии с 4.3.4 из листов, отобранных по 4.2.2 и в соответствии с 4.3.5 из готовых изделий, отобранных по 4.2.3.
На каждом листе пробы указывают машинное направление или отмечают, что оно не определено.
4.3.1 Если размеры листов, отобранных по 4.2.1, равны или превышают 300 (ПН)450 (МН) мм и машинное направление известно, то из каждого отобранного листа вырезают один или более, но одинаковое количество листов пробы размером не менее 300 (ПН)
450 (МН) мм каждый.
Если машинное направление неизвестно, то из каждого отобранного листа вырезают один или более листов пробы (но одинаковое количество из каждого листа) в форме квадрата размером примерно 450х450 мм каждый.
4.3.2 Если один или оба размера листов, отобранных по 4.2.1, меньше 300 (ПН)450 (МН) мм, но площадь поверхности листа больше 0,1 м
, то из каждого отобранного листа вырезают один или несколько листов пробы (но одинаковое количество из каждого листа) таким образом, чтобы площадь поверхности каждого листа пробы составляла от 0,100 до 0,135 м
.
4.3.3 Если площадь поверхности каждого листа, отобранного по 4.2.1, меньше 0,1 м, то отобранные листы считают листами пробы при условии, что они имеют одинаковый размер.
Количество отобранных листов пробы должно быть достаточным для получения пробы, необходимой для проведения испытаний партии в полном объеме.
4.3.4 Если листы отобраны в соответствии с 4.2.2, то их считают листами пробы.
4.3.5 Если готовые изделия отобраны от партии по 4.2.3, то из каждого отобранного изделия вырезают не менее одного листа пробы (но одинаковое количество из каждого листа), меняя при этом расположение листа пробы в каждом листе. Допускается отобранное изделие считать испытуемым образцом.
5 Дополнительные требования
5.1 Листы пробы
5.1.1 Меры предосторожности
Листы пробы должны быть плоскими, без морщин и складок, защищенными от воздействия внешних факторов, которые могут изменить их свойства (например, воздействие воды, света и т.д.). Следует соблюдать аккуратность при обращении с листами пробы, поскольку контакт с руками может значительно изменить химические, физические, оптические и другие характеристики бумаги или картона.
Упаковка проб при транспортировании и хранении должна гарантировать их защиту от воздействия внешних факторов окружающей среды и механических повреждений.
Примечание - Листы пробы, вырезанные в виде узких полос, должны быть намотаны на гильзы диаметром не менее 75 мм.
5.1.2 Маркировка листов пробы
Каждый лист пробы должен иметь свою маркировку (знаки), обеспечивающую его отличие от других листов пробы. Маркировка должна быть нестираемой.
Маркировка каждого листа должна содержать порядковый номер листа пробы, номер протокола (акта) отбора проб, фамилию и подпись специалиста, проводившего отбор проб.
Маркировку, как правило, наносят на одной стороне каждого листа пробы в правом верхнем углу. Размеры наносимых данных должны быть минимальными.
При отборе проб от неупакованного рулона бумаги и картона для определения внутрирулонных дефектов маркируют только первый лист.
Маркировка должна быть нанесена на одну и ту же сторону каждого листа пробы.
5.2 Повторный отбор проб
В случае, если при отборе проб или проведении испытаний была допущена ошибка специалиста, или по иным причинам (например, при разногласиях в оценке качества продукции в партии) и возникла необходимость повторного отбора проб, он должен быть проведен в соответствии с требованиями настоящего стандарта от тех же первоначально отобранных единиц продукции, если нет других указаний в нормативных документах на продукцию или методы испытаний.
6 Протокол отбора проб
Протокол отбора проб должен содержать:
a) ссылку на настоящий стандарт;
b) фамилию и подпись специалиста, проводившего отбор проб;
c) дату и место проведения отбора проб;
d) всю информацию, необходимую для полной идентификации партии продукции (наименование изготовителя, наименование продукции, тип, марку, номер партии, дату изготовления и т.д.);
e) количество единиц продукции в партии;
f) количество отобранных единиц продукции от партии и количество оставшихся после отбора единиц продукции в партии;
g) количество листов (или количество готовых изделий), отобранных от каждой единицы продукции;
h) содержание маркировки на листах пробы;
i) все обстоятельства, которые впоследствии могут повлиять на результаты испытаний;
j) соответствующую запись о том, что отбор проб является повторным.
Приложение А
(обязательное)
Проведение отбора проб по согласованным процедурам и альтернативные методы отбора проб
А.1 Настоящее приложение является неотъемлемой частью настоящего стандарта
А.2 Если отбор проб по настоящему стандарту по каким-либо причинам осуществить невозможно, то его можно проводить по методам (процедурам), согласованным между изготовителем (продавцом) и покупателем и обеспечивающим достоверную проверку партии. В этом случае отбор проб должен быть оформлен соответствующим документом с описанием метода (процедуры) отбора проб, который включают в протокол последующего испытания продукции.
Протокол отбора проб (или иные документы по отбору проб) вместе с пробой должны быть представлены в испытательную лабораторию.
Если на испытание представлены образцы продукции и метод отбора их неизвестен или если представлен только один образец, то эти обстоятельства должны быть отражены в протоколе испытаний.
Альтернативные методы отбора проб целлюлозно-бумажной продукции в качестве информации для пользователя стандартом даны в библиографии.
Приложение ДА
(справочное)
Сведения о продукции, включаемые в документ о качестве продукции в партии
Документ о качестве продукции в партии должен содержать:
- наименование продукции, вид, марку и т.п., товарную марку (при ее наличии);
- обозначение нормативного документа, по которому изготовлена продукция;
- наименование предприятия-изготовителя продукции, его местонахождение, товарный знак (при наличии);
- количество продукции в партии (например, массу нетто, количество квадратных метров и т.п.);
- дату изготовления;
- результаты проведенных испытаний или подтверждение соответствия продукции требованиям нормативного документа, по которому она изготовлена;
- дополнительную информацию о продукции (в случае необходимости).
Приложение ДБ
(справочное)
Сравнение структуры международного стандарта со структурой межгосударственного стандарта
Таблица ДБ.1
Структура международного стандарта | Структура межгосударственного стандарта | ||||
Раздел | Раздел | ||||
Подраздел | Пункт | Подпункт | Подраздел | Пункт | Подпункт |
2 | - | ||||
3 | 2 | ||||
3.1 | - | - | 2.1 | - | - |
3.2 | - | - | 2.2 | - | - |
3.3 | - | - | 2.3 | - | - |
3.4 | - | - | 2.4 | - | - |
3.5 | - | - | 2.5 | - | - |
3.6 | - | - | 2.6 | - | - |
3.7 | - | - | 2.7 | - | - |
2.8 | - | - | |||
4 | 3 | ||||
5 | 4 | ||||
5.1 | - | - | 4.1 | - | - |
5.2 | 5.2.1 | 5.2.1.1 | 4.2 | 4.2.1 | 4.2.1.1 |
5.2.1.2 | 4.2.1.2 | ||||
5.2.1.3 | 4.2.1.3 | ||||
5.2.2 | 5.2.2.1 | 4.2.2 | 4.2.2.1 | ||
5.2.2.2 | 4.2.2.2 | ||||
5.2.3 | - | 4.2.3 | - | ||
5.3 | 5.3.1 | - | 4.3 | 4.3.1 | - |
5.3.2 | - | 4.3.2 | - | ||
5.3.3 | - | 4.3.3 | - | ||
5.3.4 | - | 4.3.4 | - | ||
5.3.5 | - | 4.3.5 | - | ||
6 | 5 | ||||
6.1 | 6.1.1 | - | 5.1 | 5.1.1 | - |
6.1.2 | - | 5.1.2 | - | ||
6.2 | - | - | 5.2 | - | - |
Приложение А | Приложение А | ||||
Библиография | Библиография | ||||
- | Приложение ДА | ||||
- | |||||
Библиография
[1] | ISO 2859-1:1999 Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptable quality limit (AQL) for lot-by-lot inspection |
(Методы выборочного контроля по качественным признакам - Часть 1: Планы выборочного контроля с указанием приемочного уровня качества (AQL) для последовательного контроля партий)* | |
[2] | ISO 2859-2:1985 Sampling procedures for inspection by attributes - Part 2: Sampling plans indexed by limiting quality (LQ) for isolated lot inspection |
(Методы выборочного контроля по качественным признакам - Часть 2: Планы выборочного контроля с указанием предельных уровней качества (LQ) для контроля отдельных партий)* | |
[3] | ISO 2859-3:1991 Sampling procedures for inspection by attributes - Part 3: Skip-lot sampling procedures |
(Методы выборочного контроля по качественным признакам - Часть 3: Методы выборочного контроля с пропуском партий)* | |
[4] | ISO 3951:1989 Sampling procedures and charts for inspection by variables for percent nonconforming |
(Методы выборочного контроля и карты для контроля по количественным признакам при процентном определении дефектов)* |
_______________
* Официальный перевод этого стандарта находится в Федеральном информационном фонде технических регламентов и стандартов.
__________________________________________________________________________
УДК МКС 85.060 IDT
Ключевые слова: бумага, картон, метод, отбор проб, определение, среднее качество
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}