ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71732—
2024
Оптика и фотоника
ПАТРОНЫ ЦЕНТРИРОВОЧНЫЕ
Конструкция
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71732—2024
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 «Оптика и фотоника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 октября 2024 г. № 1505-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71732—2024
Введение
Настоящий стандарт разработан на основе отраслевого стандарта ОСТ 3-3320—89 «Патроны центрировочные. Конструкция» в соответствии с требованиями статьи 35 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации».
Ill
ГОСТ Р 71732—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оптика и фотоника
ПАТРОНЫ ЦЕНТРИРОВОЧНЫЕ
Конструкция
Optics and photonics. Centering chucks. Construction
Дата введения — 2025—09—01
1 Область применения
Настоящий стандарт распространяется на центрировочные патроны, предназначенные для крепления и центрирования линз диаметром от 3 до 350 мм.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 1435 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 1491 Винты с цилиндрической головкой классов точности А и В. Конструкция и размеры
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5950 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 6402 Шайбы пружинные. Технические условия
ГОСТ 7338 Пластины резиновые и резинотканевые. Технические условия
ГОСТ 10007 Фторопласт-4. Технические условия
ГОСТ 13766 Пружины винтовые цилиндрические сжатия и растяжения I класса, разряда 1 из стали круглого сечения. Основные параметры витков
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Исполнения центрировочных патронов
Изготавливают патроны восьми исполнений:
- исполнение 1 — патроны для линз диаметром от 3 до 6 мм;
- исполнение 2 — патроны для центрирования и обработки фасонным инструментом конструктивных фасок линз диаметром от 3 до 10 мм;
Издание официальное
1
ГОСТ Р 71732—2024
- исполнение 3 — патроны для линз диаметром свыше 6 до 16 мм включительно;
- исполнение 4 — патроны для линз диаметром свыше 16 до 24 мм включительно;
- исполнение 5 — патроны для линз диаметром свыше 24 до 100 мм включительно;
- исполнение 6 — правые патроны для линз диаметром свыше 10 до 100 мм включительно;
- исполнение 7 — патроны для линз диаметром свыше 50 до 100 мм включительно;
- исполнение 8 — патроны для линз диаметром свыше 100 до 350 мм включительно.
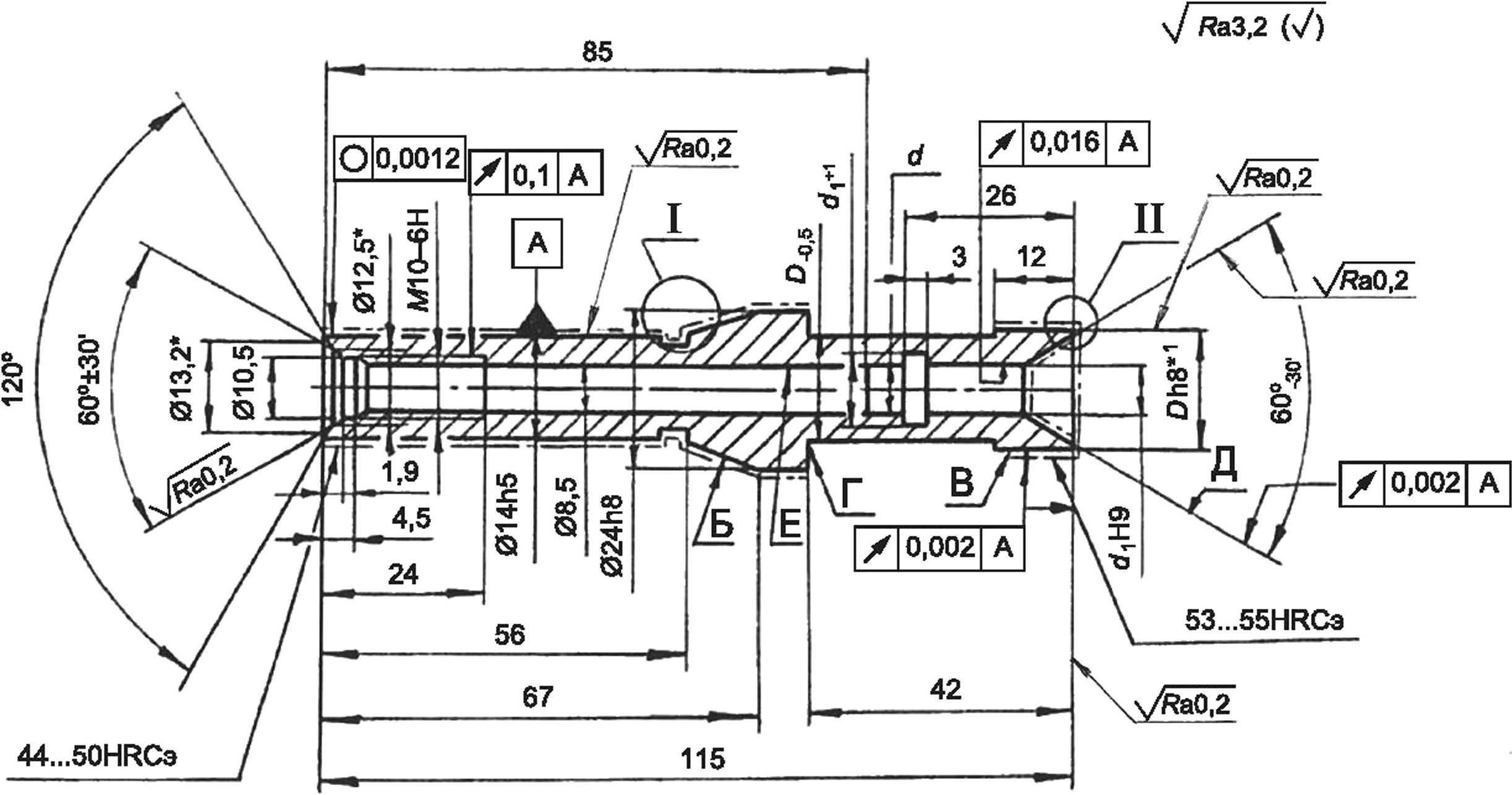
4 Конструкции и размеры центрировочных патронов исполнений 1-5
4.1 Конструкция и размеры центрировочных патронов исполнений 1-5 должны соответствовать указанным на рисунках 1—4, в таблице 1 и требованиям 4.2—4.10.
V «аЗ,2 (У)
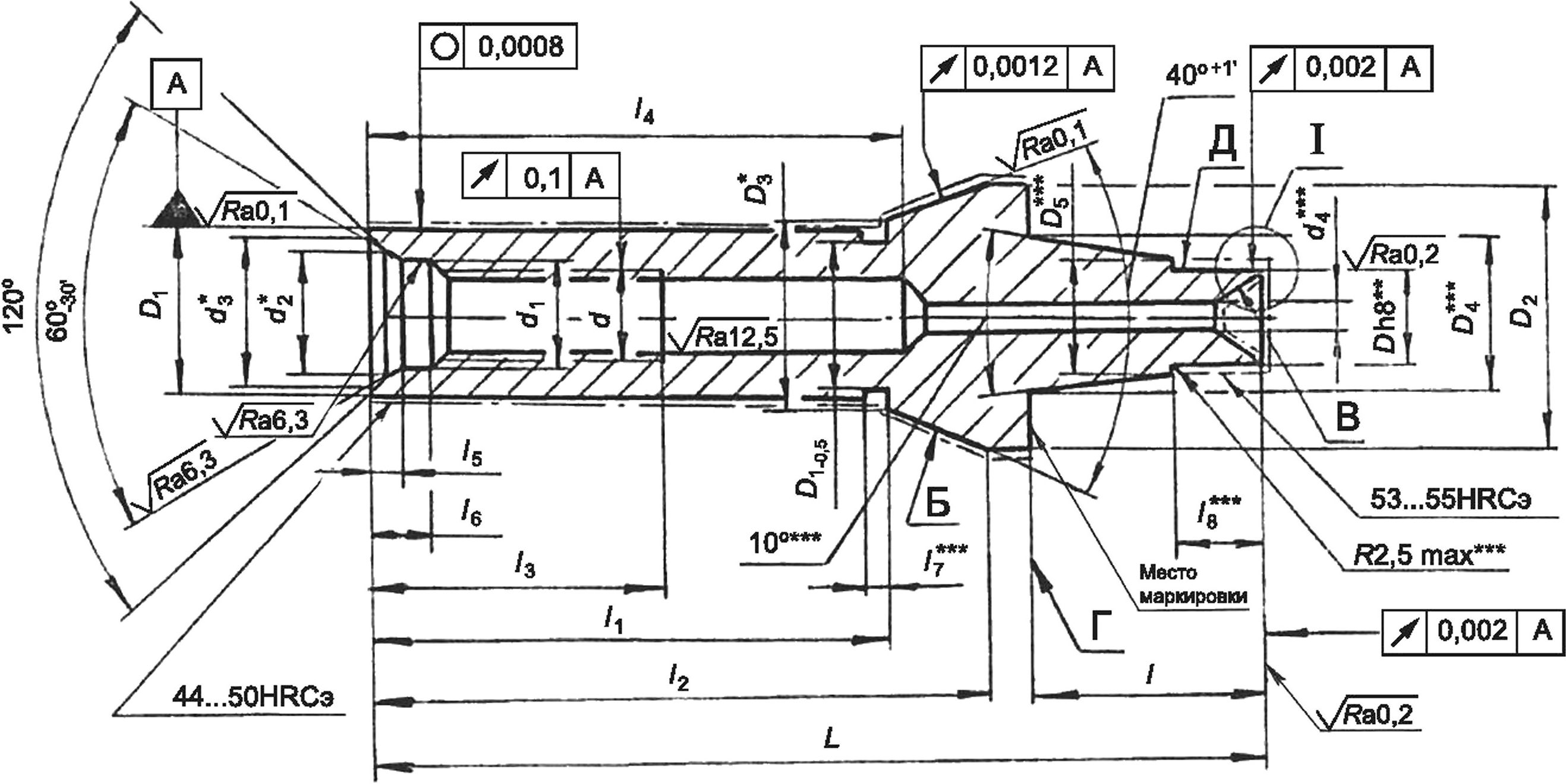
* Размеры для справок.
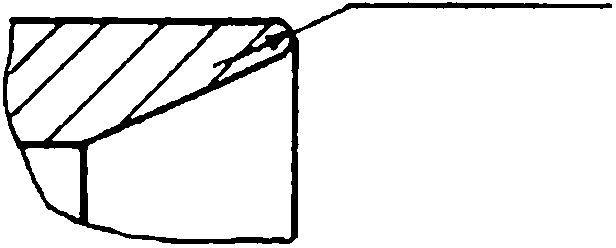
Рисунок 1 — Конструкция и размеры центрировочных патронов исполнения 1
2
ГОСТ Р 71732—2024

а — исполнение 2
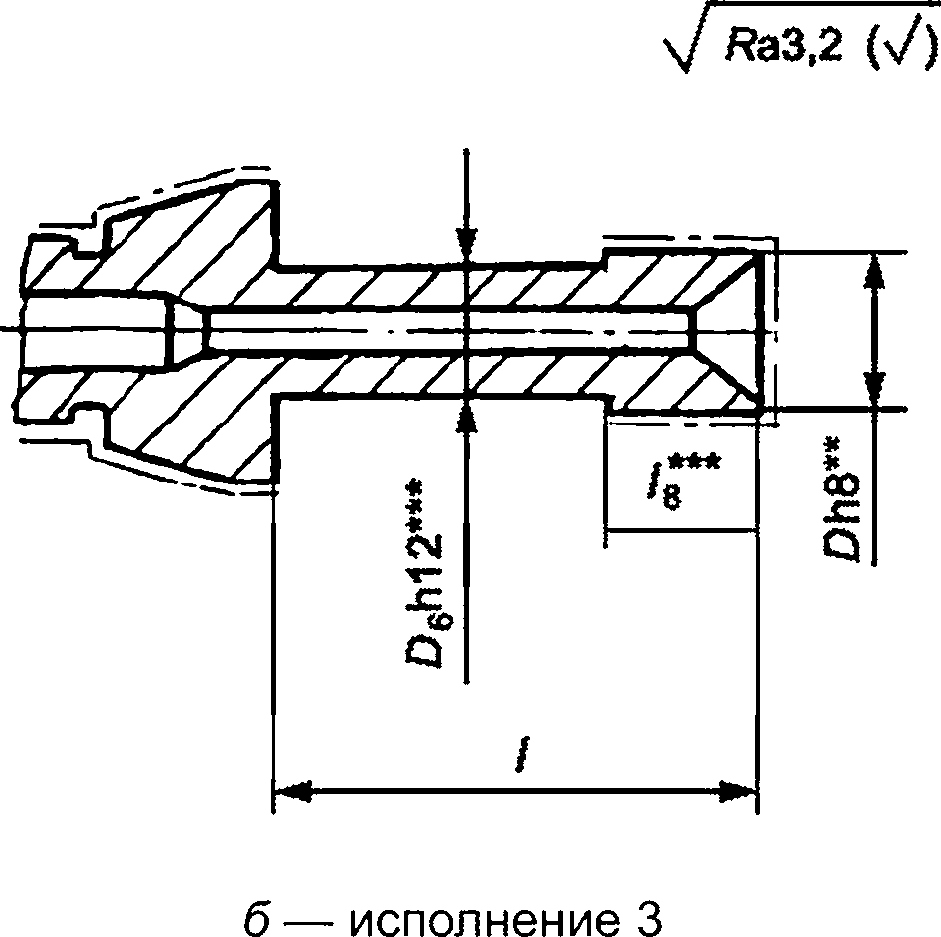
Рисунок 2 — Конструкция и размеры центрировочных патронов исполнений 2 и 3

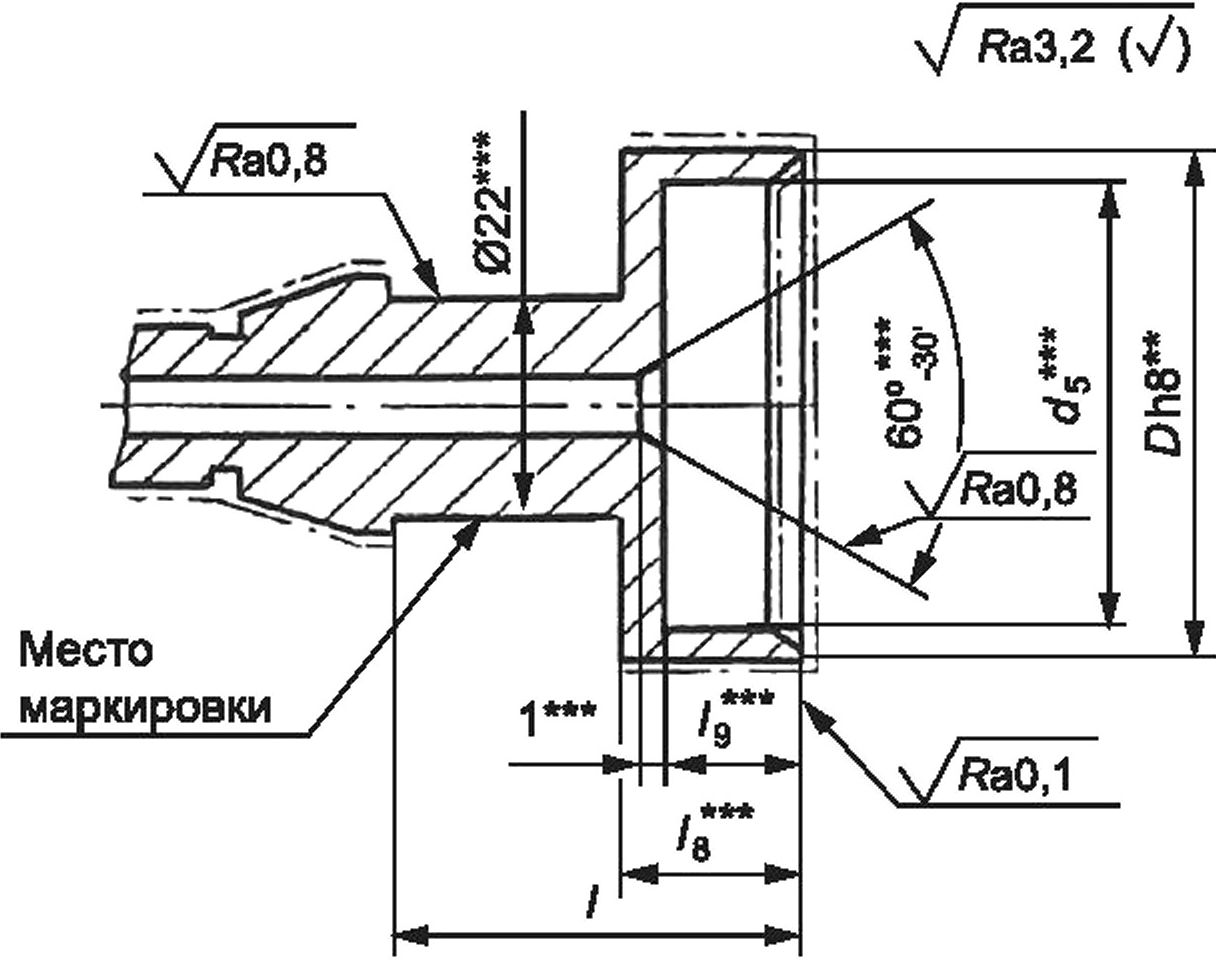
б — исполнение 5
Рисунок 3 — Конструкция и размеры центрировочных патронов исполнений 4 и 5
Пример условного обозначения центрировочного патрона для центрирования линз 0 = 4 мм, L = 56 мм и с углом а = 60°:
Патрон 3.7126-0331-4-56-60 ГОСТ Р 71732—2024
Для варианта исполнения 1:
Патрон 3.7126-0331-4-56-60-1 ГОСТ Р 71732—2024
4.2 ** — размеры рекомендуемые, задаются технологом (Dmax = Од - 0,1; Dmin = DCB + 0,4).
4.3 *** — размеры рекомендуемые, задаются конструктором.
4.4 *4 — размеры 120°, 160°, 180° рекомендуемые, задаются конструктором.
4.5 Острые кромки следует притупить радиусом R = 0,3 мм.
tn
4.6 Неуказанные предельные отклонения размеров: Н14, h14, .
4.7 Поверхность Б проверяют калибром на краску. Сопряжение должно быть не менее 90 % длины образующей.
4.8 Материал — сталь марки У8А по ГОСТ 1435, материал-заменитель — сталь ХВГ по ГОСТ 5950.
3
ГОСТ Р 71732—2024
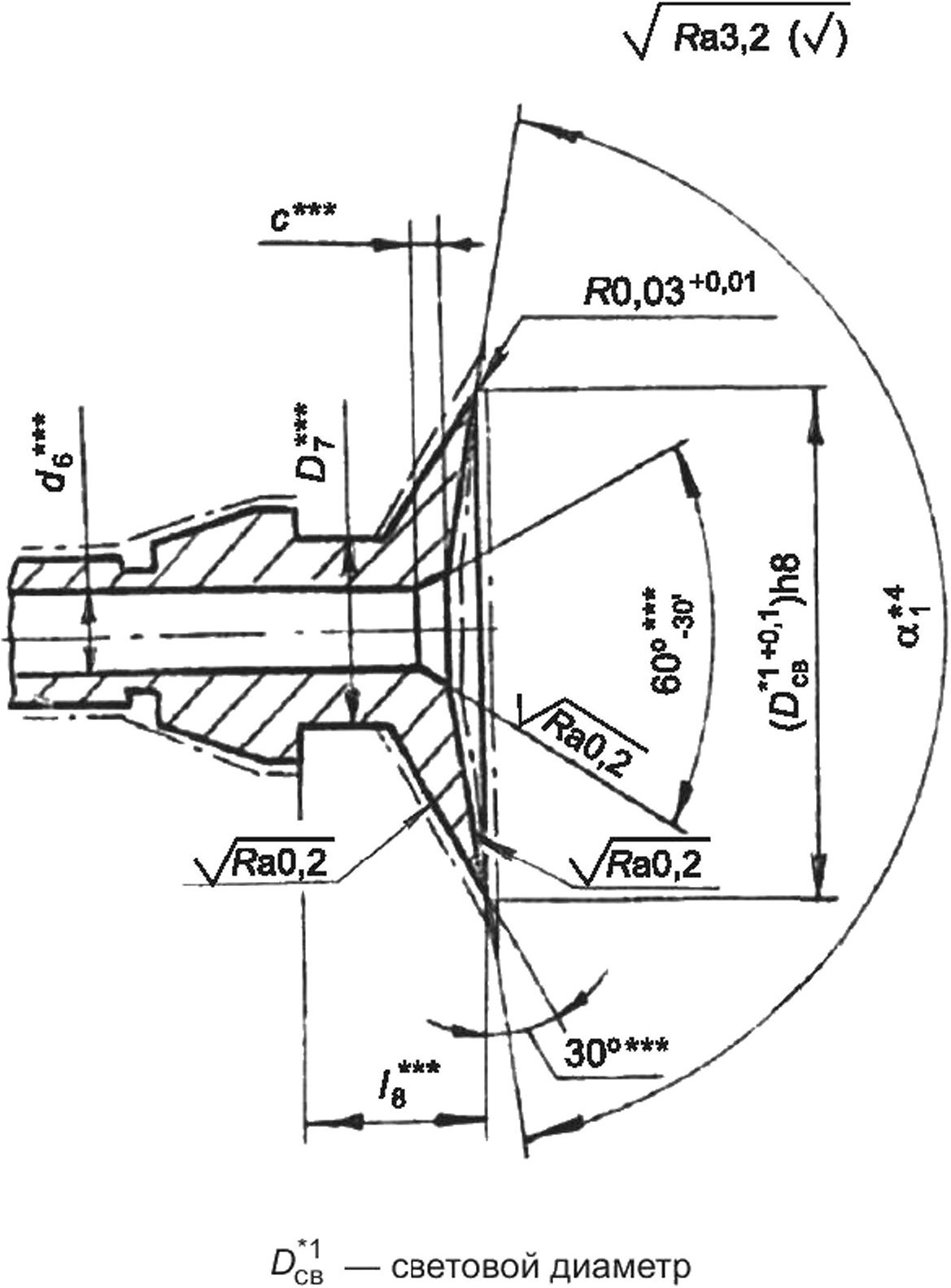
Рисунок 4 — Конструкция и размеры центрировочных патронов исполнений 1—5
4.9 Покрытие — Хим.Окс.прм. (химическое оксидирование с промасливанием), кроме поверхностей А, Б, В, Г, Д.
4.10 Маркируют условное обозначение патрона, указывают размеры D, Lv\ угол а (а^; допускается указывать только размеры D, Lm угол а (а^.
4
Таблица 1 — Размеры центрировочных патронов исполнений 1—5
Обозначение патрона | Исполнение | Диаметр обрабатываемой линзы Ол, мм | Oi -0,008, мм | D2, мм | D3*" мм | Од'". ММ | о5*“ мм | °6’“-мм | о7”’-мм | d 6Н, мм | мм | d2 -мм | ЦЛ мм | мм | мм | 6 ’ мм | |
>S 05 о I | ф ф £ ф S ° ф 2 С О | ||||||||||||||||
3.7126-0331 | 1 | От 3 до 6 включ. | 10 | 16 | -0,027 | 11,63 | О+2.1 | О+0’5 | — | 2,5 | Мб | 6,4 | 8,0 | 8,5 | 1 | — | 1,0 |
3.7126-0332 | 2 | От 3 до 10 включ. | 17 | — | — | °-0,5 | |||||||||||
3.7126-0333 | 3 | Св. 6 до 10 включ. | 16 | 5,0 | 3 | 3,0 | |||||||||||
3.7126-0334 | Св. 10 до 16 включ. | 14 | 24 | -0,033 | 16,00 | 8,0 | мю | 10,5 | 12,5 | 13,2 | 6 | 6,0 | |||||
3.7126-0335 | |||||||||||||||||
3.7126-0336 | 4 | Св. 16 до 24 включ. | 12,0 | — | О-5 | 8,4 | |||||||||||
3.7126-0337 | |||||||||||||||||
3.7126-0338 | 5 | Св. 24 до 100 включ. | — | 18,0 | |||||||||||||
3.7126-0339 | |||||||||||||||||
Примечание — Масса рассчитана для наибольшего диаметра обрабатываемой линзы в заданном интервале.
Окончание таблицы 1
Обозначение патрона | Исполнение | L, мм | /, мм | /^ мм | /2, мм | /3, мм | /4- не менее, мм | ^5’ ММ | ^б1 мм | 'Г-мм | с. мм | 'Г. мм | qWW* | с***, мм | Масса, кг, не более | ||||
а го г с; го S о | Я ф и Ф 2 С о | к го I го О I | Я ф и Ф 2 С о | ос X го S О I | £ ф ф ф 1 ° С о | к го X с; го S О Т | ф ф ф н ф ь С о | ||||||||||||
3.7126-0331 | 1 | 56 | 15 | ±0,135 | 32 | ±0,195 | 38 | ±0,195 | 15 | +1,1 | 35 | 1,53 | 3,5 | 3 | 6 | — | 60° | 0,5 | 0,034 |
3.7126-0332 | 2 | 66 | — | — | 31 | — | — | 10 | |||||||||||
3.7126-0333 | 3 | 56 | 15 | ±0,135 | 32 | 38 | ±0,195 | 12 | 0,04 | ||||||||||
3.7126-0334 | 90 | 20 | ±0,165 | 56 | ±0,230 | 67 | ±0,230 | 20 | + 1,3 | 60 | 1,9 | 4,5 | 5 | 0,142 | |||||
3.7126-0335 | 115 | 45 | ±0,195 | 0,185 | |||||||||||||||
3.7126-0336 | 4 | 90 | 20 | ±0,165 | — | 9 | 0,190 | ||||||||||||
3.7126-0337 | 115 | 45 | ±0,195 | 0,260 | |||||||||||||||
3.7126-0338 | 5 | 90 | 20 | ±0,165 | 17 | 13 | 70° | 1,0 | 0,235 | ||||||||||
3.7126-0339 | 115 | 45 | ±0,195 | 0,320 | |||||||||||||||
Примечание — Масса рассчитана для наибольшего диаметра обрабатываемой линзы в заданном интервале.
ГОСТ Р 71732—2024
ГОСТ Р 71732—2024
5 Конструкция и размеры правых патронов исполнения 6
5.1 Конструкция, общие размеры и обозначения правых патронов исполнения 6 должны соответствовать указанным на рисунке 5, в таблице 2 и требованиям 5.1.1—5.1.3.
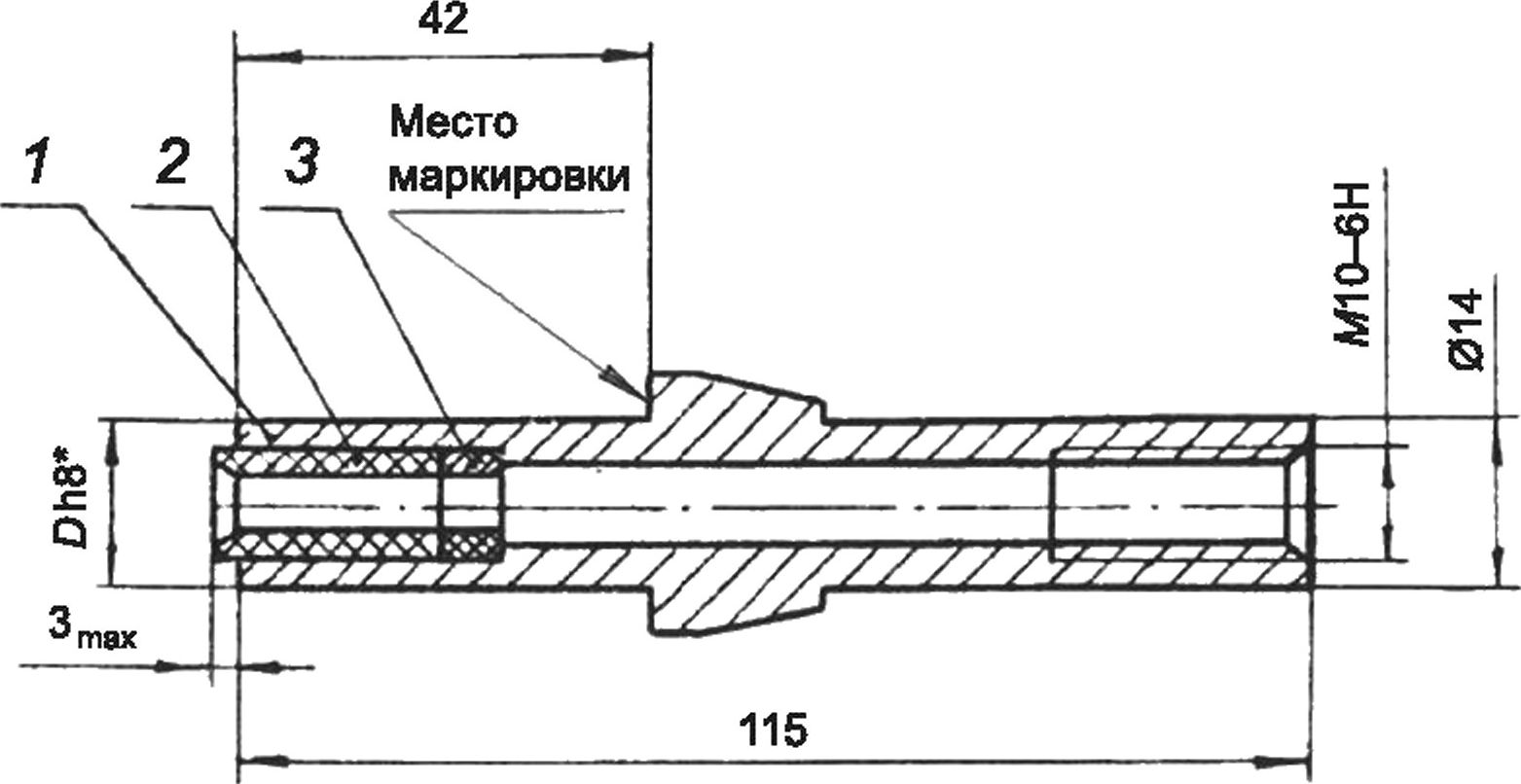
а — для Ол от 10 до 24 мм включительно
1 2 3

б — для Ол свыше 24 до 100 мм включительно
1 — патрон; 2 — втулка; 3 — вкладыш
Рисунок 5 — Конструкция и общие размеры правых патронов исполнения 6
Таблица 2 — Обозначения правых патронов и деталей
Обозначение патрона | Диаметр обрабатываемой линзы Ол, мм | Масса, кг, не более | Обозначение детали | ||
Позиция 1 Патрон — 1 шт. | Позиция 2 Втулка — 1 шт. | Позиция 3 Вкладыш — 1 шт. | |||
3.7126-0341 | От 10 до 16 включ. | 0,186 | 3.7126-0341/001 | 3.7126-0341/002 | 3.7126-0341/003 |
3.7126-0342 | 0,187 | 3.7126-0342/002 | 3.7126-0342/003 | ||
3.7126-0343 | 0,188 | 3.7126-0343/002 | 3.7126-0343/003 | ||
3.7126-0344 | Св. 16 до 18 включ. | 0,204 | 3.7126-0342/001 | ||
3.7126-0345 | Св. 18 до 20 включ. | 0,226 | 3.7126-0343/001 | 3.7126-0344/002 | 3.7126-0344/003 |
3.7126-0346 | Св. 20 до 24 включ. | 0,266 | 3.7126-0344/001 | ||
3.7126-0347 | Св. 24 до 100 включ. | 3.7126-0345/001 | |||
3.7126-0348 | 0,334 | 3.7126-0345/002 | 3.7126-0345/003 | ||
3.7126-0349 | 0,343 | 3.7126-0346/002 | 3.7126-0346/003 | ||
3.7126-0351 | 0,360 | 3.7126-0347/002 | 3.7126-0347/003 | ||
6
Окончание таблицы 2
ГОСТ Р 71732—2024
Обозначение патрона | Диаметр обрабатываемой линзы Ол, мм | Масса, кг, не более | Обозначение детали | ||
Позиция 1 Патрон — 1 шт. | Позиция 2 Втулка — 1 шт. | Позиция 3 Вкладыш — 1 шт. | |||
3.7126-0352 | Св. 24 до 100 включ. | 0,398 | 3.7126-0345/001 | 3.7126-0348/002 | 3.7126-0348/003 |
3.7126-0353 | 0,452 | 3.7126-0349/002 | 3.7126-0349/003 | ||
Пример условного обозначения правого патрона для центрирования линз диаметром 0 = 11 мм:
Патрон 3.7126-0341-11 ГОСТ Р 71732—2024
5.1.1* — размеры рекомендуемые, задаются технологом (Dmax = Ол - 0,1 и Dmin = Осв + 0,4; DCB — световой диаметр).
5.1.2 Втулки 2 и вкладыши 3 (см. рисунок 5) выбирают в зависимости от диаметра обрабатываемой линзы. Допускается вкладыш 3 заменить пружиной сжатия по ГОСТ 13766.
5.1.3 Маркируют условное обозначение патрона, указывают размер D-, допускается указывать только размер D.
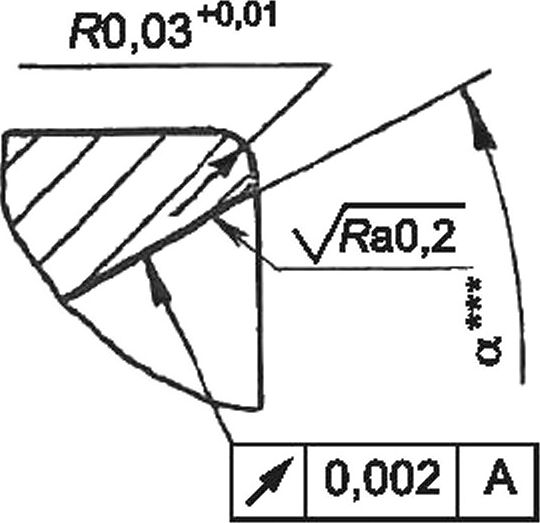
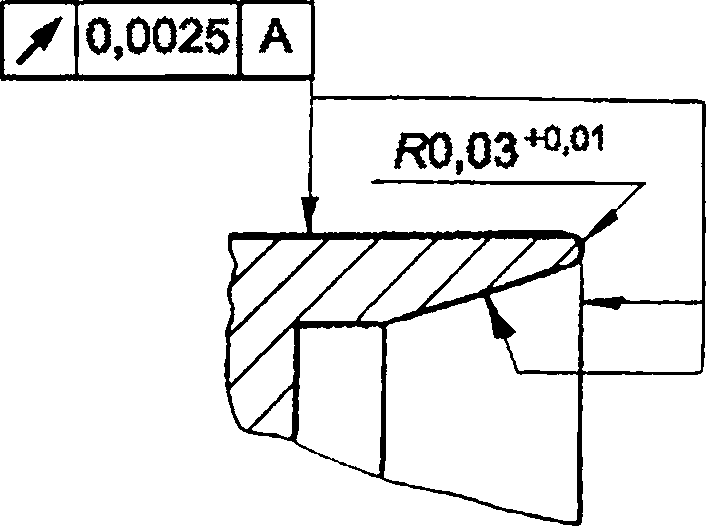
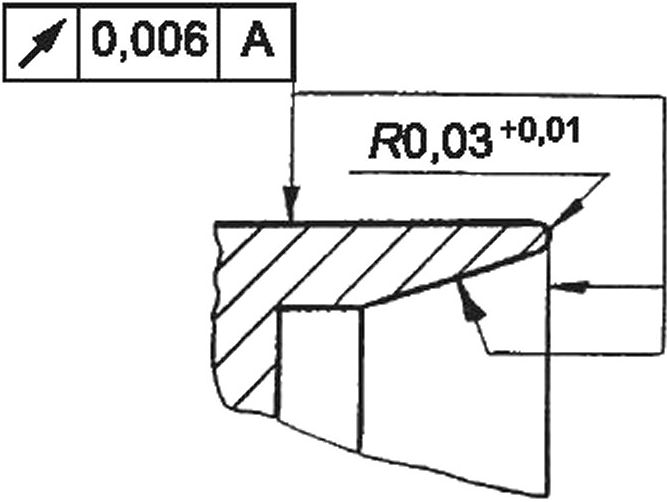
5.2 Конструкция и размеры патронов (см. рисунок 5, позиция 1) должны соответствовать указанным на рисунке 6, в таблице 3 и требованиям 5.2.1—5.2.6.
II
ЯО,ОЗ*0-01
а —для Ол от 10 до 24 мм включительно
7
ГОСТ Р 71732—2024
б — для Ол свыше 24 до 100 мм включительно
* Размеры для справок.
Рисунок 6 — Конструкция и размеры правых патронов исполнения 6
Таблица 3 — Размеры патронов
Обозначение патрона | Диаметр обрабатываемой линзы Ол, мм | d, мм | dv мм | Масса, кг, не более |
3.7126-0341/001 | От 10 до 16 включ. | D-3 | D-5 | 0,185 |
3.7126-0342/001 | Св. 16 до 18 включ. | D-3 | D-6 | 0,200 |
3.7126-0343/001 | Св. 18 до 20 включ. | 8 | 0,220 | |
3.7126-0344/001 | Св. 20 до 24 включ. | D-8 | 0,260 | |
3.7126-0345/001 | Св. 24 до 100 включ. | — | D- 10 | 0,320 |
Примечание — Масса рассчитана для наибольшего диаметра обрабатываемой линзы в заданном интервале.
Пример условного обозначения патрона для центрирования линз диаметром D = 11 мм:
Патрон 3.7126-0341/001-11 ГОСТ Р 71732—2024
5.2.1 *1 — размер рекомендуемый, задается технологом (Dmax = Ол - 0,1; Dmin = DCB DCB — световой диаметр).
5.2.2 Острые кромки следует притупить радиусом R = 0,3 мм.
to
5.2.3 Неуказанные предельные отклонения размеров: Н14, h14, ±—.
5.2.4 Поверхность Б проверяют калибром на краску. Сопряжение должно быть не менее 90 % длины образующей.
5.2.5 Материал — сталь марки У8А по ГОСТ 1435, материал-заменитель — сталь ХВГ по ГОСТ 5950.
5.2.6 Покрытие — Хим.Окс.прм., кроме поверхностей А, Б, В, Г, Д, поверхность Е — эмаль XC-II07 IM черная, УХЛ4.
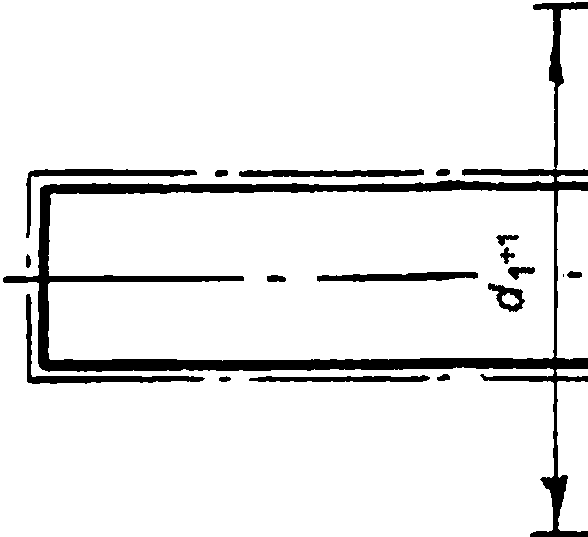
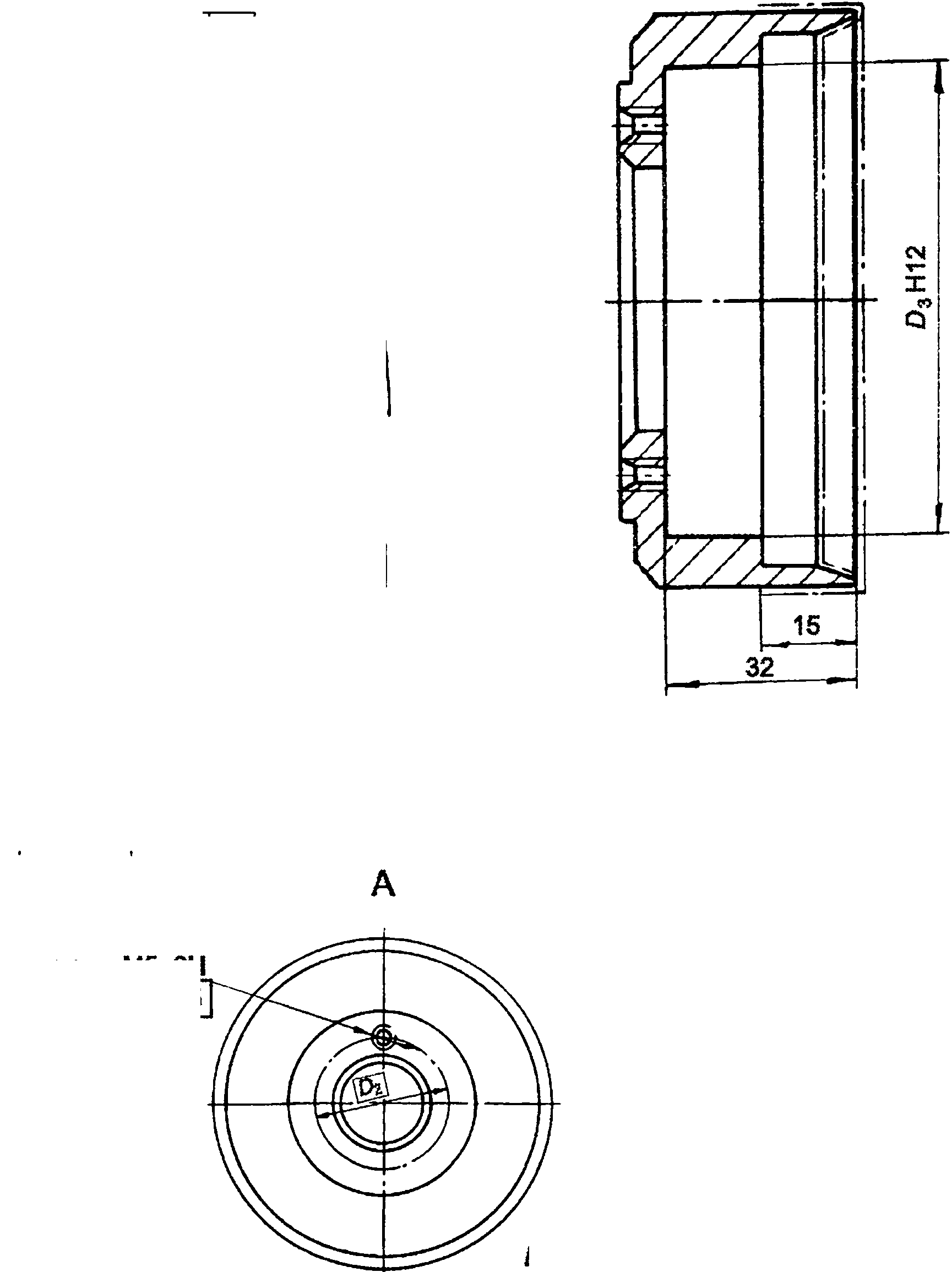
5.3 Конструкция и размеры втулок (см. рисунок 5, позиция 2) должны соответствовать указанным на рисунке 7, в таблице 4 и требованиям 5.3.1—5.3.4.
8
Таблица 4 — Размеры втулок
ГОСТ Р 71732—2024
\/ Ra3,2 (У)
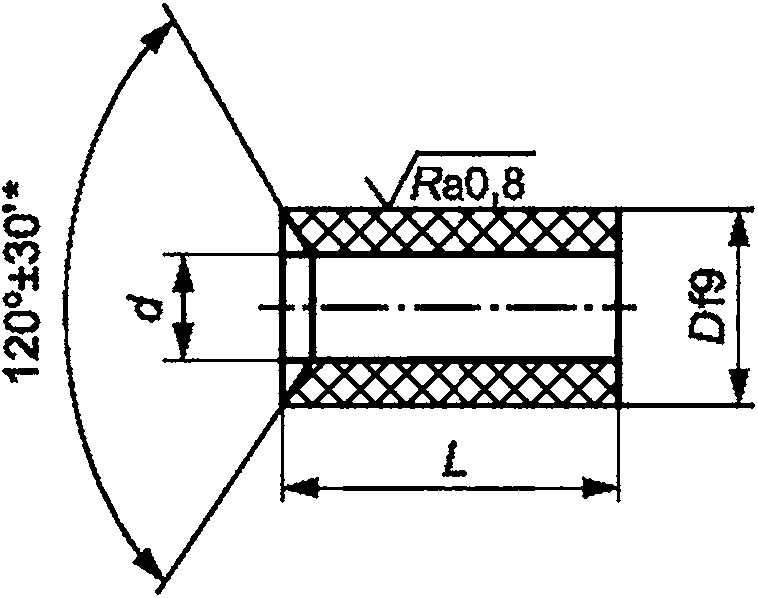
Рисунок 7 — Конструкция и размеры втулок
Обозначение втулки | D, мм | d, мм | L, мм | Масса, кг, не более |
3.7126-0341/002 | От 5 до 7 включ. | D- 3 | 20 | 0,001 |
3.7126-0342/002 | Св. 7 до 9 включ. | D-4 | 0,002 | |
3.7126-0343/002 | Св. 9 до 12 включ. | D-5 | 0,003 | |
3.7126-0344/002 | Св. 12 до 16 включ. | D-6 | 0,005 | |
3.7126-0345/002 | Св. 16 до 22 включ. | 30 | 0,011 | |
3.7126-0346/002 | Св. 22 до 30 включ. | D-7 | 0,018 | |
3.7126-0347/002 | Св. 30 до 40 включ. | D-8 | 0,028 | |
3.7126-0348/002 | Св. 40 до 60 включ. | D-10 | 0,054 | |
3.7126-0349/002 | Св. 60 до 90 включ. | 0-12 | 28 | 0,093 |
Примечание — Масса рассчитана для наибольшего диаметра втулки в заданном интервале.
Пример условного обозначения втулки диаметром О = 6 мм:
Втулка 3.7126-0341/002-6 ГОСТ Р 71732—2024
5.3.1 * —допускается применять угол равный 60°, 90°.
5.3.2 Острые кромки следует притупить радиусом R = 0,3 мм.
5.3.3 Неуказанные предельные отклонения размеров: Н14, h14.
5.3.4 Материал — стержень Ф-4 высший сорт по ГОСТ 10007.
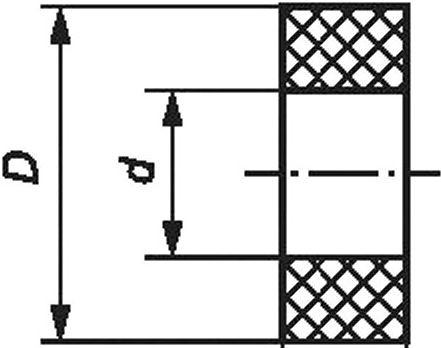
5.4 Конструкция и размеры вкладышей (см. рисунок 5, позиция 3) должны соответствовать указанным на рисунке 8 и в таблице 5.
5.5 Размеры и шероховатость поверхностей обеспечиваются инструментом.
Н
Рисунок 8 — Размеры вкладышей
9
ГОСТ Р 71732—2024
Таблица 5 — Размеры вкладышей
Обозначение вкладыша | D, мм | d, мм | Н, мм | Масса, кг, не более |
3.7126-0341/003 | От 5 до 7 включ. | О-З | 8 | 0,001 |
3.7126-0342/003 | Св. 7 до 9 включ. | D-4 | ||
3.7126-0343/003 | Св. 9 до 12 включ. | D-5 | ||
3.7126-0344/003 | Св. 12 до 16 включ. | D-6 | ||
3.7126-0345/003 | Св. 16 до 22 включ. | D-8 | 10 | 0,003 |
3.7126-0346/003 | Св. 22 до 30 включ. | 0-10 | 0,006 | |
3.7126-0347/003 | Св. 30 до 40 включ. | D- 16 | 0,012 | |
3.7126-0348/003 | Св. 40 до 60 включ. | D-20 | 0,024 | |
3.7126-0349/003 | Св. 60 до 90 включ. | 0,039 |
Примечание — Масса рассчитана для наибольшего диаметра вкладыша в заданном интервале.
Пример условного обозначения вкладыша диаметром О = 6 мм:
Вкладыш 3.7126-0341/003-6 ГОСТ Р 71732—2024
Материал — пластина 1, лист ТМКЩ по ГОСТ 7338.
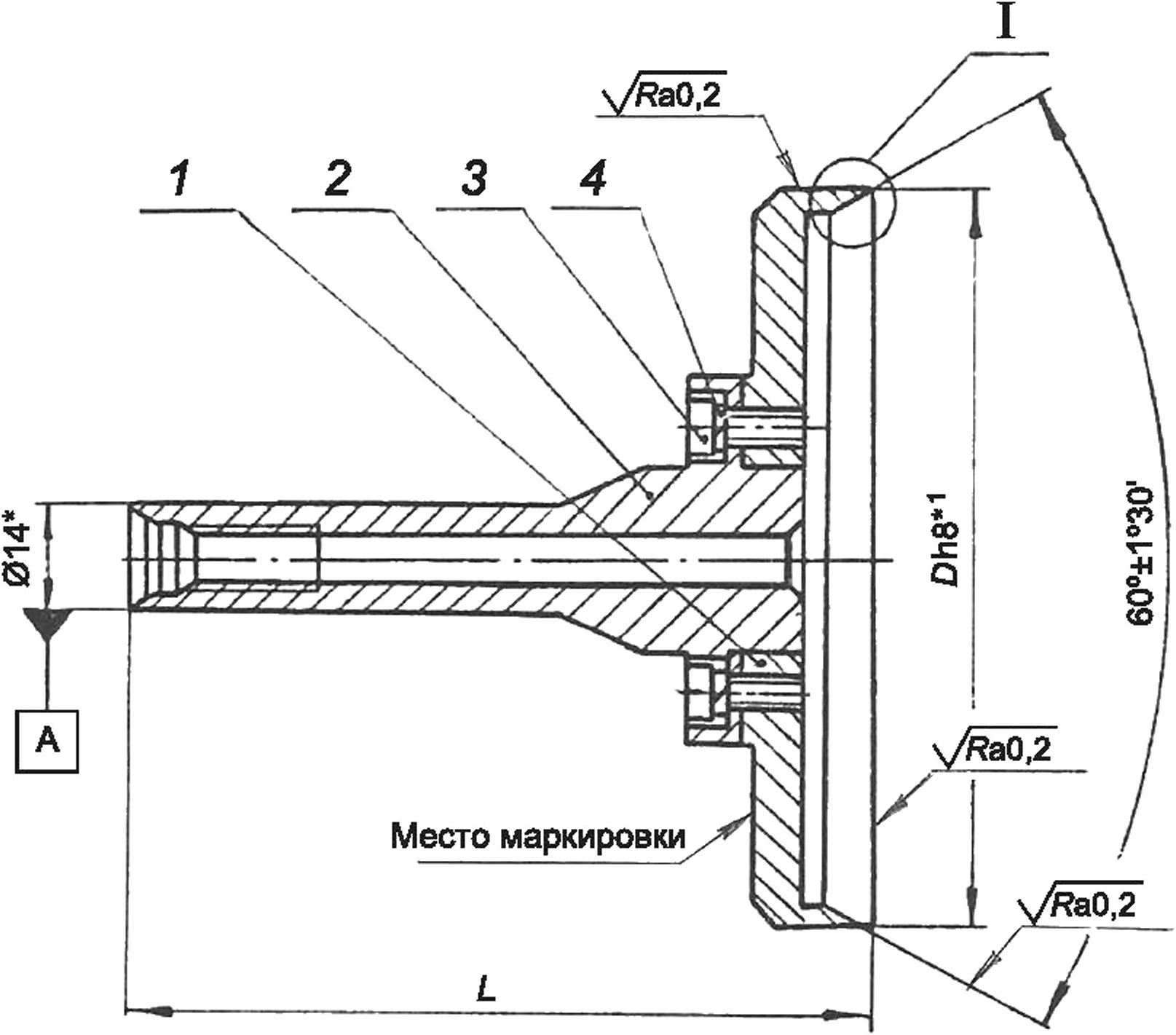
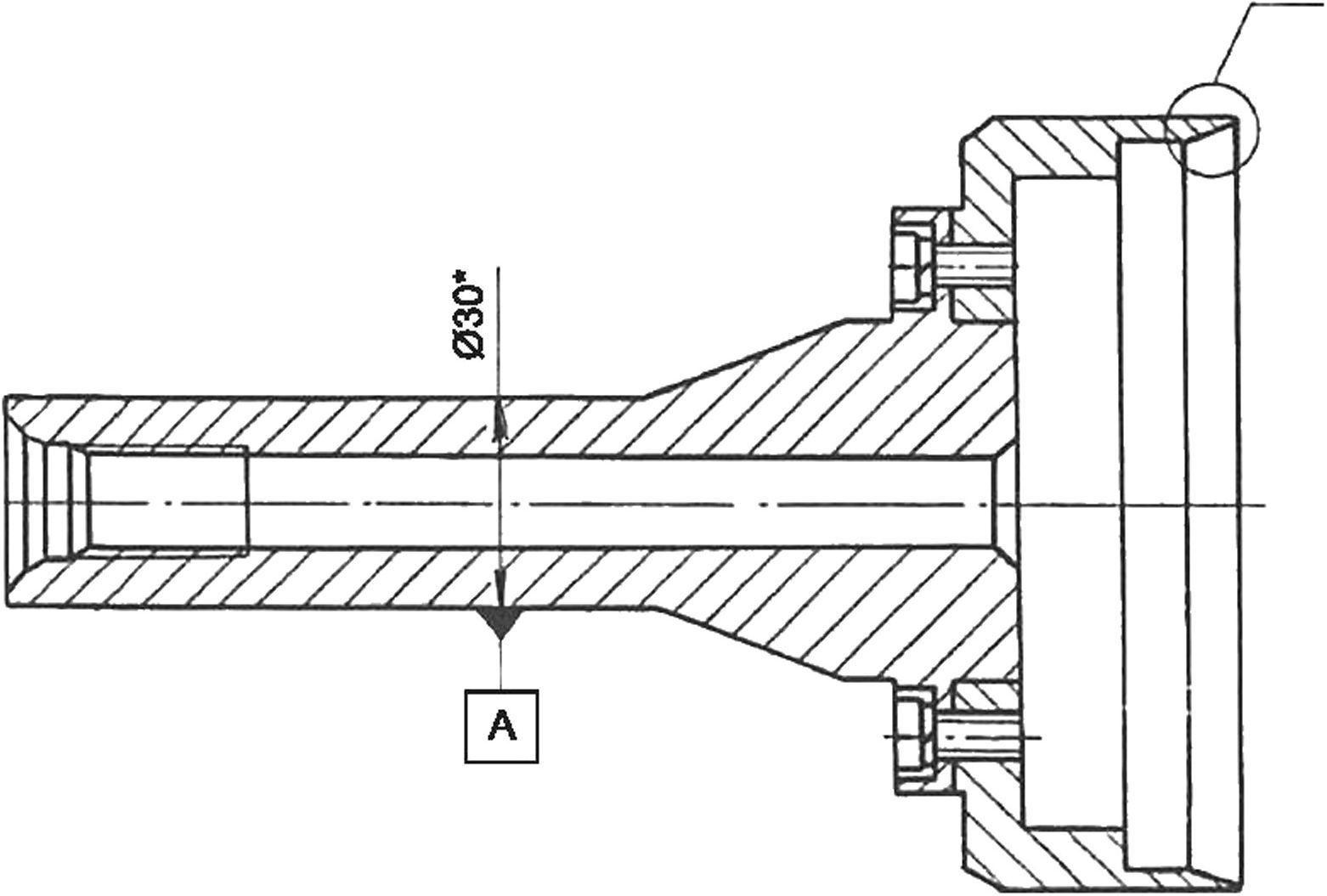
6 Конструкции и размеры патронов исполнений 7, 8
6.1 Конструкция и размеры патронов исполнений 7, 8 должны соответствовать указанным на рисунке 9, в таблице 6 и требованиям 6.1.1—6.1.3.
I
а — исполнение 7
10
ГОСТ Р 71732—2024
II
II
б — исполнение 8
* Размеры для справок.
1 — головка; 2 — хвостовик; 3 — винт по ГОСТ 1491; 4 — шайба по ГОСТ 6402
Рисунок 9 — Конструкция и размеры патронов исполнений 7, 8
Таблица 6 — Размеры патронов исполнений 7, 8
Обозначение патрона | Исполнение | Диаметр обрабатываемой линзы Ол, мм | L, мм | Масса, кг, не более | |
Номинальная | Предельное отклонение | ||||
3.7126-0354 | 7 | От 50 до 100 включ. | 98 | -0,87 | 2,112 |
3.7126-0355 | 8 | Св. 100 до 350 включ. | 170 | -1,00 | 6,049 |
Примечание — Масса рассчитана для наибольшего диаметра обрабатываемой линзы в заданном интервале. | |||||
Продолжение таблицы 6
Обозначение патрона | Исполнение | Обозначение детали | |
Позиция 1 Головка — 1 шт. | Позиция 2 Хвостовик — 1 шт. | ||
3.7126-0354 | 7 | 3.7126-0354/001 | 3.7126-0354/002 |
3.7126-0355 | 8 | 3.7126-0355/001 | 3.7126-0355/002 |
Примечание — Масса рассчитана для наибольшего диаметра обрабатываемой линзы в заданном интервале. | |||
11
ГОСТ Р 71732—2024
Окончание таблицы 6
Обозначение патрона | Исполнение | Обозначение детали | |
Позиция 3 Винт В.М5-6дХ12.66.019 по ГОСТ 1491 | Позиция 4 Шайба 5 65Г 019 по ГОСТ 6402 | ||
Количество | |||
3.7126-0354 | 7 | 4 | 4 |
3.7126-0355 | 8 | 6 | 6 |
Примечание — Масса рассчитана для наибольшего диаметра обрабатываемой линзы в заданном интервале.
Пример условного обозначения патрона для центрирования линз диаметром D = 60 мм:
Патрон 3.7126-0354-60 ГОСТ Р 71732—2024
6.1.1 *1 — размер рекомендуемый, задается технологом (Dmax = Ол - 0,1; Dmin = DCB + 0,4; DCB — световой диаметр).
6.1.2 Неуказанные предельные отклонения размеров: h14.
6.1.3 Маркируют условное обозначение патрона, указывают размер D; допускается указывать только размер D.
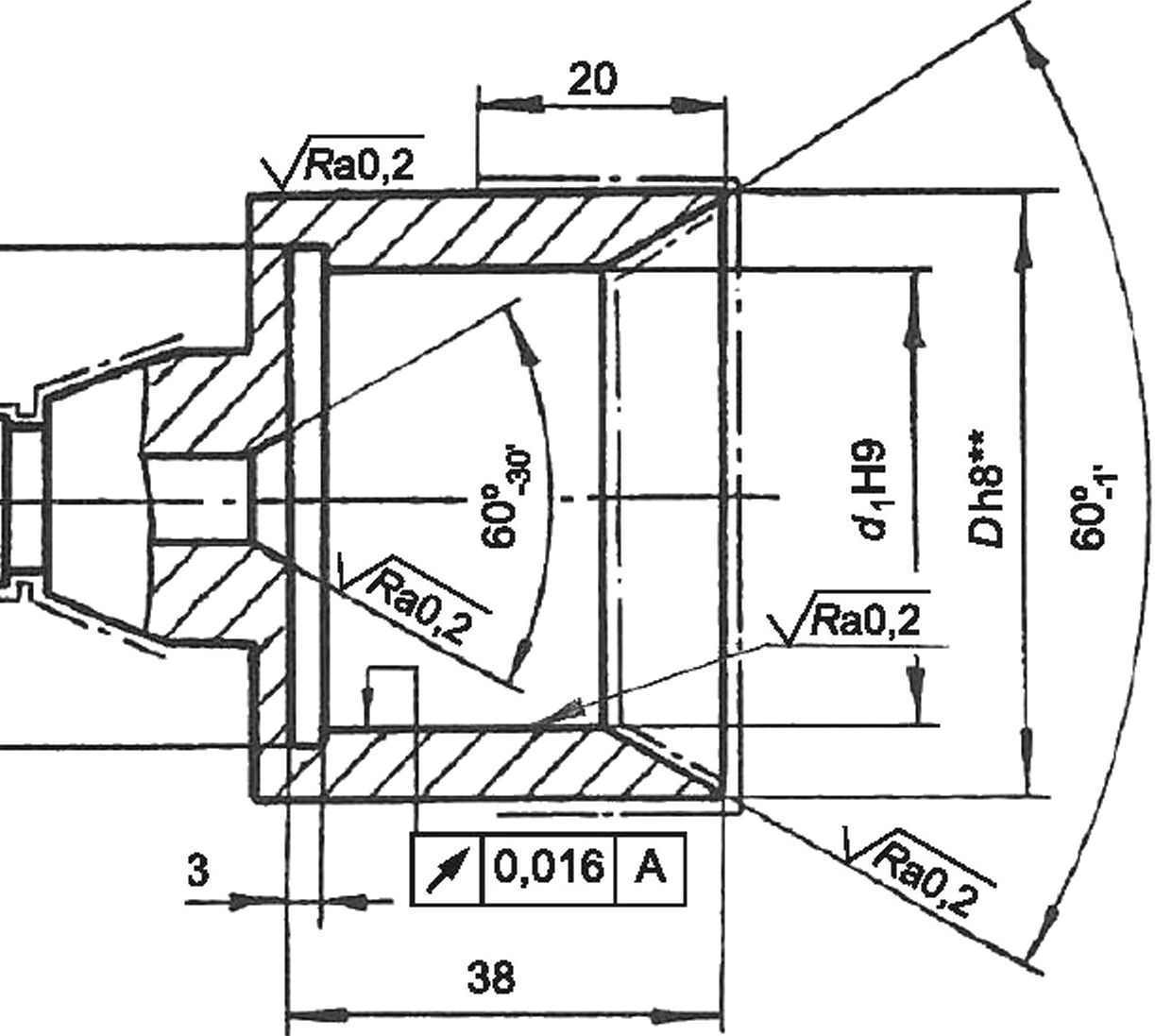
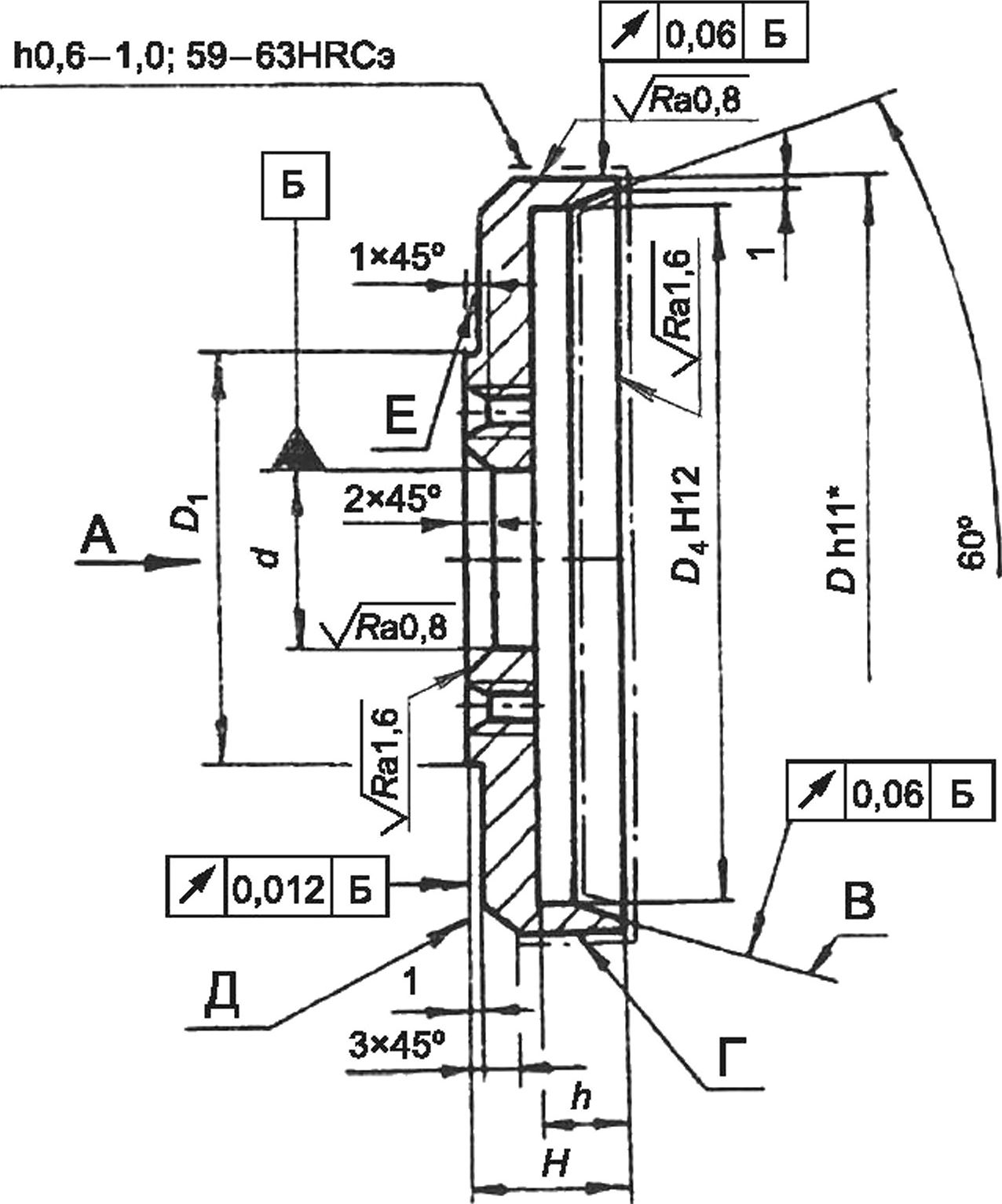
6.2 Конструкция и размеры головки 1 должны соответствовать указанным на рисунке 10, в таблице 7 и требованиям 6.2.1—6.2.4.
Пример условного обозначения головки для центрирования линз диаметром D = 80 мм:
Головка 3.7126-0354/001-80 ГОСТ Р 71732—2024
6.2.1 * — размер рекомендуемый, задается технологом (Dmax = Ол - 0,5; Dmin = DCB + 1; DCB — световой диаметр).
to
6.2.2 Неуказанные предельные отклонения размеров: Н14, h14, ±—.
6.2.3 Материал — сталь марки 20Х по ГОСТ 4543.
6.2.4 Покрытие — Хим.Окс.прм., кроме поверхностей Б, В, Г, Д, Е.
6.3 Конструкция и размеры хвостовика 2 должны соответствовать указанным на рисунке 11, в таблице 8 и требованиям 6.3.1—6.3.4.
12
ГОСТ Р 71732—2024
\/ Ra3,2 (У)
Для Dn свыше 100 до 350 мм включительно
п отв. М5-6Н |ф|0О,2@|Б
D4=D-5
Рисунок 10 — Конструкция и размеры головки
Таблица 7 — Размеры головки
Обозначение головки | Диаметр обрабатываемой линзы Ол, мм | О. мм | о2. мм | d, мм | |
Номинальный | Предельное отклонение | ||||
3.7126-0354/001 | От 50 до 100 включ. | 50 | 36 | 24 | +0,021 |
3.7126-0355/001 | Св. 100 до 350 включ. | 80 | 65 | 50 | +0,025 |
Примечание — Масса рассчитана для наибольшего диаметра линзы в заданном интервале.
13
ГОСТ Р 71732—2024
Окончание таблицы 7
Обозначение головки | Н, мм | h, мм | п | Масса, кг, не более | |
Номинальная | Предельное отклонение | ||||
3.7126-0354/001 | 17 | -0,18 | 10 | 4 | 1,823 |
3.7126-0355/001 | 39 | -0,25 | 16 | 6 | 5,392 |
Примечание — Масса рассчитана для наибольшего диаметра линзы в заданном интервале.
х/ Ra6,3 (У)
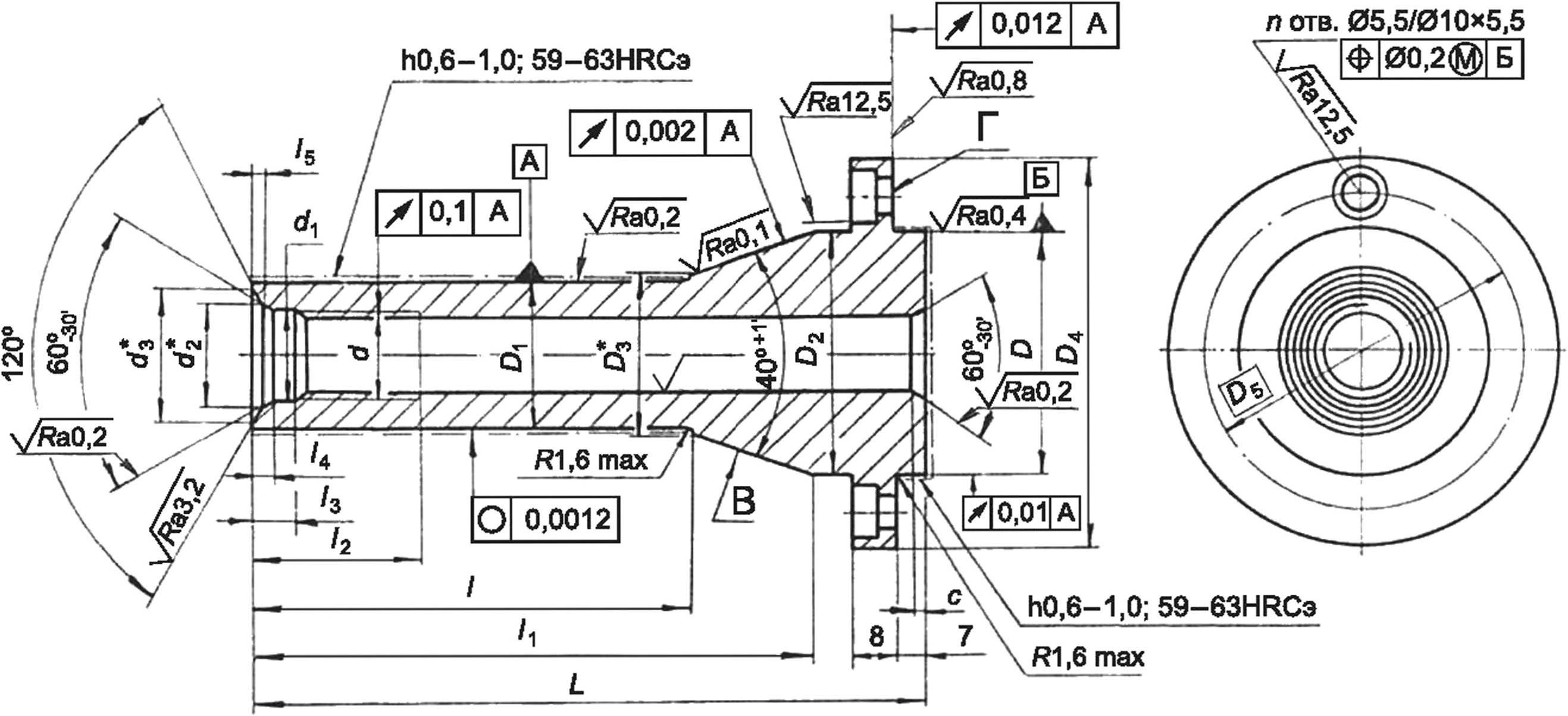
* Размеры для справок.
Рисунок 11 — Конструкция и размеры хвостовика
Таблица 8 — Размеры хвостовика
Обозначение хвостовика | D, мм | Dp мм | О2, мм | О3’. мм | D4, мм | О5. мм | d 6Н, мм | ||||
си S о I | 4 о О) о ф О с | >s I q CD 5 О T | 4 o ф ф § х X Ф | >S си о т | о £ X I с I С о | >s I с; си о т | S § | ф т Ф 2 С О | ||||
3.7126-0354/002 | 24 | ±0,0065 | 14 | -0,008 | 24 | -0,13 | 16,0 | 50 | -0,25 | 36 | М10 |
3.7126-0355/002 | 50 | ±0,0080 | 30 | -0,009 | 50 | -0,16 | 31,8 | 80 | -0,30 | 65 | М16 |
14
Продолжение таблицы 8
ГОСТ Р 71732—2024
Обозначение хвостовика | dv мм | Чг- ММ | мм | L, мм | /, мм | Г мм | /2, мм | ||||
К си q О I | 6 ф ® X ф О. С | CD си о X | о ф ф ? ? X ф ф о С | а CD CD X о X | н о ф ф X ф С | (К CD X с: CD X о X | 8 g 5 ф ф 2 С о | ||||
3.7126-0354/002 | 10,5 | 12,5 | 13,2 | 88 | -0,35 | 56 | ±0,195 | 67 | ±0,21 | 24 | +1,3 |
3.7126-0355/002 | 17,0 | 20,0 | 22,0 | 138 | -0,40 | 90 | ±0,270 | 115 | ±0,27 | 32 | +1,6 |
Окончание таблицы 8
Обозначение хвостовика | ^3’ мм | /4. мм | ^5> мм | с, мм | п | Масса, кг, не более |
3.7126-0354/002 | 4,5 | 1,9 | — | 1,0 | 4 | 0,289 |
3.7126-0355/002 | 8,0 | 3,2 | 0,6 | 1,6 | 6 | 0,667 |
Пример условного обозначения хвостовика диаметром D = 24 мм:
Хвостовик 3.7126-0354/002-24 ГОСТ Р 71732—2024
6.3.1 Неуказанные предельные отклонения размеров: Н14, Ы4, ±у.
6.3.2 Поверхность В проверяют калибром на краску. Сопряжение должно быть не менее 90 % длины образующей.
6.3.3 Материал — сталь марки 20Х по ГОСТ 4543.
6.3.4 Покрытие — Хим.Окс.прм., кроме поверхностей А, Б, В, Г.
15
ГОСТ Р 71732—2024
УДК 621.9.114-531.4:535.82 (088.8):006.354
ОКС 37.020
Ключевые слова: оптика, фотоника, патроны центрировочные, конструкция, линзы, крепление
Редактор М.В. Митрофанова
Технический редактор В.Н. Прусакова
Корректор О.В. Лазарева
Компьютерная верстка Е.О. Асташина
Сдано в набор 28.10.2024. Подписано в печать 08.11.2024. Формат 60x847s. Гарнитура Ариал.
Усл. печ. л. 2,32. Уч.-изд. л. 2,12.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}