ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71573—
2024
Оптика и фотоника
ДЕТАЛИ ОПТИЧЕСКИЕ ДЛЯ ТВЕРДОТЕЛЬНЫХ ЛАЗЕРОВ
Типовые технологические процессы нанесения покрытий
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71573—2024
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Научно-исследовательский институт физической оптики, оптики лазеров и информационных оптических систем Всероссийского научного центра «Государственный оптический институт им. С.И. Вавилова» (ФГУП «НИИФООЛИОС ВНЦ «ГОИ им. С.И. Вавилова»), Акционерным обществом «ЛОМО» (АО «ЛОМО») и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 «Оптика и фотоника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 октября 2024 г. № 1428-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71573—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оптика и фотоника
ДЕТАЛИ ОПТИЧЕСКИЕ ДЛЯ ТВЕРДОТЕЛЬНЫХ ЛАЗЕРОВ
Типовые технологические процессы нанесения покрытий
Optics and photonics. Optical component for solid-state lasers. Typical technological deposition processes
Дата введения — 2025—01—01
1 Область применения
Настоящий стандарт распространяется на оптические детали (далее — детали) из стекла марок К8, К108 по ГОСТ 3514 и кварцевого стекла по ГОСТ 15130, применяемые в твердотельных лазерах, работающих в области спектра от 400 до 2000 нм, и устанавливает типовые технологические процессы нанесения многослойных светоделительных, зеркальных и просветляющих покрытий из тугоплавких окислов способами электронно-лучевого испарения в вакууме на детали размером не более 500 мм и химическим способом из спиртовых растворов на детали размером не более 150 мм.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.412 Единая система конструкторской документации. Правила выполнения чертежей и схем оптических изделий
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 3514 Стекло оптическое бесцветное. Технические условия
ГОСТ 6456 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 11141 Детали оптические. Классы чистоты поверхностей. Методы контроля
ГОСТ 15130 Стекло кварцевое оптическое. Общие технические условия
ГОСТ 20010 Перчатки резиновые технические. Технические условия
ГОСТ 33075 Напальчники резиновые. Технические требования
ГОСТ Р 8.654 Государственная система обеспечения единства измерений. Требования к программному обеспечению средств измерений. Основные положения
ГОСТ Р 55878 Спирт этиловый технический гидролизный ректификованный. Технические условия
ГОСТ Р 56709 Здания и сооружения. Методы измерения коэффициентов отражения света поверхностями помещений и фасадов
ГОСТ Р 58144 Вода дистиллированная. Технические условия
ГОСТ Р 59608.3 (ИСО 9211-3:2008) Оптика и фотоника. Покрытия оптические. Часть 3. Классификация по стойкости к воздействию внешних факторов и методы испытаний
ГОСТ Р 71279—2024 Оптика и фотоника. Детали оптические. Типовые технологические процессы нанесения одно-, двух- и трехслойных просветляющих покрытий из растворов
ГОСТ Р 71350—2024 Оптика и фотоника. Зеркала алюминированные оптические. Типовые технологические процессы нанесения защитных покрытий
ГОСТ Р ИСО 9211-1 Оптика и оптические приборы. Покрытия оптические. Часть 1. Термины и определения
Издание официальное
1
ГОСТ Р 71573—2024
ГОСТ Р ИСО 9211-2 Оптика и оптические приборы. Покрытия оптические. Часть 2. Оптические свойства
ГОСТ Р ИСО 9211-4 Оптика и оптические приборы. Покрытия оптические. Часть 4. Специальные методы испытаний
ГОСТ Р ИСО 14644-1 Чистые помещения и связанные с ними контролируемые среды. Часть 1. Классификация чистоты воздуха по концентрации частиц
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения, сокращения и обозначения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р ИСО 9211-1.
3.2 Сокращения и обозначения
В настоящем стандарте применены следующие сокращения и обозначения:
КД — конструкторская документация;
НД — нормативная документация;
РЭ — руководство по эксплуатации;
ТТП — типовой технологический процесс;
ПДК — предельно допустимая концентрация;
ЭД — эксплуатационная документация;
п — показатель преломления покрытия (слоя);
h — толщина слоя покрытия;
nh — оптическая толщина слоя покрытия;
а — угол падения;
X — длина волны;
л0 — центральная длина волны;
р — коэффициент отражения;
р(^) — спектральный коэффициент отражения;
Р(^тах) — максимальное значение спектрального коэффициента отражения;
ptot — интегральный коэффициент отражения;
p(Xmin) — минимальное значение спектрального коэффициента отражения;
т — коэффициент пропускания;
т(Х) — спектральный коэффициент пропускания;
т^шах) — максимальное значение спектрального коэффициента пропускания.
4 Технические требования
4.1 Светоделительные и зеркальные покрытия должны состоять из чередующихся слоев с высоким лв и низким лн показателями преломления.
4.2 Светоделительные и зеркальные покрытия предназначены для увеличения спектрального коэффициента отражения р(Х) поверхности детали для заданной центральной длины волны Хо или узкой спектральной области АХ = 0,12Х0 (при нанесении покрытий способом электронно-лучевого испарения в вакууме) от 15,0 % до 99,5 %.
2
ГОСТ Р 71573—2024
4.3 Светоделительные и зеркальные покрытия, получаемые способом электронно-лучевого испарения в вакууме
4.3.1 Светоделительные и зеркальные покрытия должны состоять:
- из адгезионного слоя диоксида кремния (SiO2), наносимого первым на деталь;
- чередующихся слоев диоксида циркония (ZrO2) и диоксида кремния;
- защитного слоя диоксида кремния.
4.3.2 Оптическая толщина каждого слоя nh, за исключением последнего, должна быть равна четверти заданной длины волны Хо = Хтах, для которой спектральный коэффициент отражения р(л) должен быть максимальным. Оптическая толщина nh защитного слоя SiO2 должна быть л0/4 < nh < Х0/2.
4.3.3 Значения показателя преломления п слоев диоксида циркония должны соответствовать указанным в таблице 1 при скорости конденсации слоя от 30 до 40 нм/мин и при давлении менее 2 ■ 10-5 мм рт. ст.
Таблица 1
Длина волны X, нм | 400 | 700 | 1100 | 2000 |
Показатель преломления п | 2,00 ±0,02 | 1,95 ±0,02 | 1,93 ±0,02 | 1,90 ±0,02 |
4.3.4 Расчетные максимальные значения спектральных коэффициентов отражения р(^тах) покрытий для заданной центральной длины волны л0 при оптической толщине защитного слоя SiO2 nh = 7.0/2 и показателях преломления п слоя ZrO2, равных 1,90 и 2,00 для углов падения а = 0° и а = 45° неполяризованного и поляризованного потоков излучения, указаны в таблице 2.
Таблица 2
Число слоев | « = 0° | a = 45° | ||
Р<Хтах) | PS<Xmax) | РР('^ах) | ||
3 | 19,0—23,0 | 20,0—23,0 | 32,0—36,0 | 8,0—10,0 |
5 | 39,0—47,0 | 39,0—46,0 | 56,0—63,0 | 22,0—28,0 |
7 | 58,0—67,0 | 56,0—64,0 | 74,0—83,0 | 37,0—47,0 |
9 | 73,0—81,0 | 69,0—77,0 | 85,0—90,0 | 53,0—63,0 |
11 | 83,0—89,0 | 86,0—91,0 | 92,0—95,0 | 65,0—76,0 |
13 | 90,0—94,0 | 86,0—91,0 | 96,0—98,0 | 76,0—84,0 |
15 | 94,0—97,0 | 90,0—94,0 | 97,0—99,0 | 83,0—90,0 |
17 | 96,0—98,0 | 93,0—96,0 | 98,0—99,0 | 87,0—94,0 |
19 | 97,0—99,0 | 95,0—98,0 | >99,0 | 92,0—96,0 |
21 | 98,0—99,0 | 97,0—98,0 | >99,5 | 94,0—97,0 |
23 | >99,0 | 98,0—99,0 | >99,5 | 96,0—98,0 |
25 | >99,5 | 98,7—99,5 | >99,5 | 97,5—99,3 |
Для получения промежуточных значений спектральных коэффициентов отражения р(Х) оптическую толщину nh защитного слоя диоксида кремния подбирают экспериментально, значение которой должно составлять Х0/4 < nh < Z0/2.
4.3.5 Оптические толщины слоев покрытий п^, работающих при наклонном падении потока излучения, вычисляют по формуле
п н - п н - M^^^LLE^2!
1 1 2 2 8 • cosai • cosa2 ’
(1)
где a1 и a2 — углы падения излучения в слоях, определяемые по закону преломления.
3
ГОСТ Р 71573—2024
Значение длины волны Хо, соответствующей максимальному значению спектрального коэффициента отражения р(Хтах) при падении потока излучения под углом а = 0°, вычисляют по формуле
| cosa2 + cosa-| j , .
° ~ 2 (cosai - cosa2 /
Для угла падения потока излучения a = 45°
^0= 1,11 Хо
4.4 Светоделительные и зеркальные покрытия, получаемые химическим способом из спиртовых растворов
4.4.1 Светоделительные и зеркальные покрытия должны состоять из нечетного числа чередующихся слоев: диоксида титана (пв = 2,2), наносимых из спиртовых растворов тетраэтоксититана, или диоксида циркония (пв = 2,0), наносимых из спиртовых растворов хлорокиси циркония, или диоксида тория (лв = 2,0), наносимых из спиртовых растворов азотнокислого тория, и диоксида кремния (пн = 1,45), наносимых из спиртовых растворов тетраэтоксисилана.
Покрытия на основе диоксида титана должны содержать дополнительный защитный слой диоксида кремния.
4.4.2 Оптическая толщина каждого слоя nh, за исключением защитного, у покрытий на основе диоксида титана должна быть равна четверти заданной длины волны Хо = Хтах, для которой спектральный коэффициент отражения должен иметь максимальное значение р(Хтах).
Оптическая толщина защитного слоя nh у покрытий на основе диоксида титана должна быть Х0/2.
4.4.3 Максимальные значения спектральных коэффициентов отражения р(Хтах) светоделительных и зеркальных покрытий в зависимости от их состава и числа слоев для углов a = 0° и a = 45° поляризованного и неполяризованного потоков излучения указаны в таблице 3.
Таблица 3
Число слоев | лв = 2,00 , лн = 1,45 | лв = 2,20, лн = 1,45 | ||||||
а = 0° | a = 45° | а = 0° | a = 45° | |||||
Р^тах) | PS(Xmax) | Pp(W | Р(^тах) | Р(^тах) | Р^тах) | РР^тах) | РР(^тах) | |
3 | 47,0 | 63,0 | 28,0 | 46,0 | 57,0 | — | — | — |
5 | 67,0 | 81,0 | 47,0 | 64,0 | 78,0 | 88,0 | 62,0 | 75,0 |
7 | 81,0 | 90,0 | 63,0 | 77,0 | 90,0 | 95,0 | 78,0 | 87,0 |
9 | 89,0 | 97,0 | 76,0 | 86,0 | 95,0 | 98,0 | 88,0 | 93,0 |
11 | 94,0 | 98,0 | 84,0 | 91,0 | 98,0 | 99,0 | 93,0 | 96,0 |
13 | 97,0 | 99,0 | 90,0 | 94,0 | 99,2 | 99,8 | 96,8 | 98,0 |
15 | 98,4 | 99,5 | 94,1 | 96,8 | 99,6 | 99,9 | 98,4 | 99,2 |
17 | 99,1 | 99,8 | 96,4 | 98,1 | — | — | — | — |
19 | 99,4 | 99,9 | 97,8 | 98,8 | — | — | — | — |
Для получения промежуточных значений спектрального коэффициента отражения р(Х) для покрытий на основе диоксида титана, диоксида циркония и диоксида тория оптическую толщину защитного слоя nh следует изменять в пределах ^/4 < nh < Х0/2.
4.4.4 Оптические толщины слоев покрытий nh, работающих при наклонном падении потока излучения, определяют по формуле (1), значение длины волны Хо, соответствующей максимальному значению спектрального коэффициента отражения р(Хтах) при падении потока излучения под углом a = 0°, — по формуле (2).
4.5 Просветляющие покрытия, получаемые способом электронно-лучевого испарения в вакууме
4.5.1 Просветляющие покрытия должны снижать спектральный коэффициент отражения р(Х) поверхности детали до значений p(Xmin) ^ 0,3 % для заданной длины волны Хо = Xmjn и р(ДХ) < 0,6 % для области спектра АХ = 0,1 Хо.
4
ГОСТ Р 71573—2024
4.5.2 Покрытия должны состоять из двух слоев диоксида циркония и диоксида кремния неравной разной оптической толщины.
Оптические толщины отдельных слоев nh в долях л0/4 в зависимости от показателя преломления слоя диоксида циркония пв указаны в таблице 4. Значения спектрального коэффициента отражения р(Х), %, после нанесения на деталь слоя диоксида циркония должны соответствовать значениям, установленным в таблице 4.
Таблица 4
Высокий показатель преломления лв | Спектральный коэффициент отражения после нанесения слоя диоксида циркония р(Х), % | Оптическая толщина слоя nh, нм | |
Диоксид циркония | Диоксид кремния | ||
пЛ (к2) | |||
1,90 | 11,5 | 0,56 | 1,20 |
1,95 | 11,2 | 0,44 | 1,24 |
2,00 | 10,2 | 0,40 | 1,24 |
4.5.3 Коэффициент яркости рассеянного излучения просветляющих покрытий для области спектра от 400 до 10ОО нм должен быть от 0,01 % до 0,02 %, для области спектра от 1000 до 2000 нм — от 0,02 % до 0,03 % при условии, что коэффициент яркости рассеянного излучения детали без покрытия — не более 0,005 %.
4.6 Просветляющие покрытия, получаемые химическим способом из спиртовых растворов
4.6.1 Просветляющие покрытия должны состоять из двух слоев с высоким и низким показателями преломления п неравной оптической толщины nh и обеспечивать снижение спектрального коэффициента отражения р(Х) поверхности детали до минимального значения р(7тах) < 0,2 % для заданной длины волны Xq — ^jp.
В качестве слоев с высоким показателем преломления следует использовать слои: диоксида тория (лв = 2,0), наносимые из спиртовых растворов азотнокислого тория; диоксида циркония (лв = 2,0), наносимые из спиртовых растворов хлорокиси циркония, и диоксида титана (лв = 2,2), наносимые из спиртовых растворов тетраэтоксититана, с низким показателем преломления п слои диоксида кремния (лн = 1,45), наносимые из спиртовых растворов тетраэтоксисилана.
4.6.2 Оптические толщины отдельных слоев nh в долях л0/4 в зависимости от показателя преломления 1-го слоя покрытия п указаны в таблице 5.
Таблица 5
Высокий показатель преломления 1-го слоя покрытия пв | Оптическая толщина 1-го слоя покрытия | Оптическая толщина 2-го слоя покрытия пЛ (к2) |
2,00 | 0,44 | 1,24 |
2,00 | 0,32 | 1,32 |
4.7 Требования к деталям, на которые наносят покрытия
4.7.1 Чистота полированной поверхности деталей, на которые наносят покрытия, должна соответствовать требованиям ГОСТ 11141 и чертежа на оптическую деталь согласно ГОСТ 2.412, утвержденного в установленном порядке с учетом снижения чистоты поверхности на 1-го, 2-го классов после нанесения покрытия.
4.7.2 Подготовка поверхности детали к нанесению покрытий из растворов — по ГОСТ Р 71279.
4.7.3 Подготовка поверхности детали к нанесению покрытий электронно-лучевым испарением — по ГОСТ Р 71350.
4.8 Типовые кривые спектральных коэффициентов отражения р(Х) и пропускания т(Х) покрытий приведены в приложении А.
4.9 Условные обозначения светоделительных, зеркальных и просветляющих покрытий — по ГОСТ Р 71279—2024 (приложение А), условные графические знаки покрытий — по ГОСТ 2.412.
5
ГОСТ Р 71573—2024
5 Требования к производственным помещениям, оборудованию, приборам и материалам
5.1 Требования к производственным помещениям
5.1.1 Требования к производственным помещениям для нанесения покрытий химическим способом из спиртовых растворов — по ГОСТ Р 71279—2024 (раздел 5).
Нанесение покрытий химическим способом из спиртовых растворов проводят в помещениях 8-го класса чистоты по ГОСТ Р ИСО 14644-1 при температуре (21 ± 1) °C и относительной влажности воздуха от 45 % до 50 % для нанесения на детали слоев диоксида циркония и диоксида тория и относительной влажности воздуха от 45 % до 55 % — для нанесения на детали слоев диоксида титана и диоксида кремния.
5.1.2 Требования к производственным помещениям для нанесения покрытий способом электронно-лучевого испарения в вакууме — по ГОСТ Р 71350—2024 (раздел 5).
5.2 Требования к оборудованию, приборам и материалам
5.2.1 Оборудование, технологическая оснастка, основные и вспомогательные материалы, применяемые при проведении ТТП нанесения покрытий способами электронно-лучевого испарения в вакууме и химическим способом из спиртовых растворов, должны соответствовать требованиям НД и ЭД.
5.2.2 Применяемые средства измерений должны быть поверены или калиброваны в установленном порядке. Программное обеспечение средств измерений должно соответствовать требованиям ГОСТ Р 8.654.
5.2.3 Требования к оборудованию, приборам и материалам при проведении ТТП нанесения покрытий способом электронно-лучевого испарения в вакууме — по ГОСТ Р 71350, при проведении ТТП нанесении покрытий из растворов — по ГОСТ Р 71279.
6 Типовой технологический процесс нанесения покрытий способом электронно-лучевого испарения в вакууме
6.1 ТТП нанесения покрытий способом электронно-лучевого испарения в вакууме диоксида циркония и диоксида кремния содержит следующие технологические операции:
- подготовку оборудования и деталей;
- нанесение покрытий.
6.2 Подготовка посуды и протирочных материалов
Подготовка посуды и протирочных материалов — по ГОСТ Р 71279.
6.3 Подготовка оборудования и деталей
6.3.1 Подготовку вакуумной аппаратуры и оптических деталей при нанесении покрытий способом электронно-лучевого испарения в вакууме проводят по ГОСТ Р 71350 с нижеприведенными дополнениями.
6.3.2 Детали арматуры, используемые впервые, перед промыванием обезжиривают бензином или ацетоном.
6.3.3 Периодичность чистки деталей арматуры, экранов из нержавеющей стали или смены экранов из алюминиевой фольги: через 5—10 испарений для светоделительных и зеркальных покрытий; через 10—15 испарений для просветляющих покрытий. После сборки арматуры откачивают вакуумную камеру до давления 5 • 10“5 мм рт. ст. и обезгаживают ее путем нагрева до температуры от 250 °C до 300 °C.
6.3.4 Чистку тигля электронно-лучевого испарителя (далее — тигля) и прилегающих к нему стенок вакуумной камеры (далее — камеры) проводят после каждого процесса испарения механическим способом шлифовальной бумажной шкуркой по ГОСТ 6456 с последующим удалением загрязнений пылесосом и протиркой салфеткой из мадаполама, смоченной этиловым спиртом по ГОСТ Р 55878.
6.3.5 После чистки арматуры, а также в случае использования новых партий пленкообразующих растворов из диоксида циркония проводят контрольное нанесение пятислойного светоделительного или просветляющего покрытия на три-четыре образца и проверяют их на соответствие техническим требованиям по механической и лазерной прочности, установленным в НД или КД.
6
ГОСТ Р 71573—2024
В случае отрицательного результата проводят повторную чистку арматуры или используют диоксид циркония из другой партии.
6.3.6 Для нанесения слоев диоксида кремния используют кварцевое стекло марок КУ-2 и КУ-1 по ГОСТ 15130 в виде кусочков любой формы или дисков различных диаметров в зависимости от размеров тигля испарителя.
6.3.7 Перед загрузкой деталей в камеру проверяют работоспособность устройства для контроля толщин слоев (фотометрического или с использованием кварцевого датчика), для этого включают его в соответствии с РЭ.
При использовании фотометрического устройства устанавливают на монохроматоре длину волны, по которой ведут контроль, или вставляют требуемый фильтр (подбирают экспериментально).
Убедившись в работоспособности устройства для контроля толщин слоев, его выключают.
6.3.8 Перед нанесением покрытий поверхности деталей чистят обезжиренными салфетками из батиста, смоченными перегнанным и осушенным этиловым спиртом по ГОСТ Р 71279—2024 (приложение Г).
Чистку проводят в обезжиренных резиновых перчатках по ГОСТ 20010 или напальчниках по ГОСТ 33075. Детали берут за нерабочие поверхности.
6.3.9 Очищенные детали располагают на держателе в камере. Предварительно с поверхности деталей удаляют пыль беличьей кистью или воздухом из резиновой груши, не допуская их хранения на воздухе.
Установку деталей в камере осуществляют по ГОСТ 33075.
6.3.10 Получение равномерного по толщине покрытия достигают подбором наклона деталей по отношению к оси вращения держателя (если держатель куполообразной формы) или подбором высоты расположения /-/деталей над испарителем (если держатель плоской формы). При этом Н ~ 1,5г, где г— расстояние от центра тигля до оси вращения держателя.
Предельное отклонение толщины покрытия по поверхности детали не должно быть более 3 %.
6.4 Нанесение покрытий
6.4.1 В камере создают давление 1 • 10—5 мм рт. ст. в порядке, предусмотренном в РЭ, включают привод вращения держателя деталей с частотой вращения от 10 до 20 мин-1. С помощью натекателя проводят напуск воздуха в камеру до давления от 1 • 10-2 до 5 • 10-2 мм рт. ст. и выполняют чистку поверхностей деталей в тлеющем разряде в течение 5—7 мин при токе 200 мА и напряжении на электродах от 2,0 до 2,5 кВ.
Допускается заменить чистку поверхностей деталей в тлеющем разряде чисткой ионным источником в течение 5—7 мин при такой же мощности источника с режимами, указанными в РЭ ионного источника.
Допускается заменить чистку поверхностей деталей размером не более 100 мм в тлеющем разряде нагреванием деталей до температуры от 120 °C до 150 °C с помощью нагревателя и последующим охлаждением до температуры 50 °C. Перед началом нагревания в камере создают давление от 1 • 10—5 до 5 • 10-5 мм рт. ст.
6.4.2 В камере создают давление от 2 ■ 10-6 до 4 ■ 10-6 мм рт. ст., включают устройство для контроля толщин слоев и привод вращения держателя деталей с частотой вращения от 20 до 40 мин-1.
6.4.3 Под экраном проводят обезгаживание испаряемых материалов путем сканирования луча по поверхности таблетки диоксида циркония или кварцевого диска, повышая мощность испарителя до значения, необходимого для проведения испарения.
6.4.4 После обезгаживания открывают экран и проводят нанесение слоев в последовательности, определяемой конструкцией покрытия.
Слои наносят с заданной скоростью конденсации, не допуская разбрызгивания испаряемого материала.
Оценку скорости конденсации слоя на поверхность детали проводят по времени нанесения слоя оптической толщиной Х0/4.
Режим работы испарителей для каждого испаряемого материала подбирают экспериментально.
6.4.5 Режимы конденсации слоев приведены в таблице 6.
7
ГОСТ Р 71573—2024
Таблица 6
Обозначение слоя | Давление в камере при испарении, мм рт. ст. | Скорость конденсации слоя, нм/мин | |
Датчик установлен непосредственно за высоковакуумным насосом | Датчик установлен в камере | ||
57ИЭ | 1 ■ 10"5—2 ■ 10“5 | 5 ■ 10-5 | 30 |
41ИЭ | 5 • 10"6 | 1 • 10~5 | 40—50 |
Постоянное давление в процессе нанесения слоев диоксида циркония при необходимости поддерживают напуском воздуха в камеру с помощью натекателя.
6.4.6 Технологический контроль толщин слоев в процессе нанесения светоделительных, зеркальных и просветляющих покрытий на вакуумных установках с кварцевыми датчиками проводят в соответствии с ЭД установок.
6.4.7 Технологический контроль толщин слоев в процессе нанесения светоделительных и зеркальных покрытий на установках с фотометрическим устройством проводят по изменению значения спектрального коэффициента пропускания т(Х):
- непосредственно по детали, если деталь располагают на держателе в камере по 6.3.9;
- по одному или нескольким контрольным образцам из стекла марки К8 по ГОСТ 3514 в зависимости от числа слоев покрытия. Технологический контроль первого слоя диоксида кремния ведут по контрольному образцу, изготовленному из стекла с высоким показателем преломления (марок ТФЗ, ТФ5, ТФ10 по ГОСТ 3514).
6.4.8 Нанесение каждого слоя светоделительного или зеркального покрытия на детали для области спектра от 400 до 1100 нм прекращают после достижения отсчетным устройством первой экстремальной точки, а последнего слоя диоксида кремния — после достижения второй экстремальной точки, что соответствует оптическим толщинам, равным л0/4 и л0/2 соответственно.
Нанесение каждого слоя светоделительного или зеркального покрытия на детали для области спектра от 1100 до 2000 нм прекращают после достижения отсчетным устройством третьей экстремальной точки, а последнего слоя диоксида кремния — после шестой экстремальной точки. При этом длина волны, выделяемая фотометрическим устройством, составляет а0/3.
6.4.9 Технологический контроль толщин слоев в процессе нанесения просветляющих покрытий на вакуумных установках с фотометрическим устройством проводят по изменению значений спектральных коэффициентов пропускания т(Х) или отражения р(Х) по контрольному образцу из стекла марки К8 по ГОСТ 3514.
Получение требуемых оптических толщин слоев nh в соответствии с данными, приведенными в таблице 4, достигают экспериментально подбором контрольных светофильтров. Первым наносят четвертьволновый слой диоксида циркония со светофильтром, обеспечивающим заданную оптическую толщину nh. 2-й слой диоксида кремния наносят с другим светофильтром, обеспечивающим заданную оптическую толщину слоя nh и максимальное значение спектрального коэффициента пропускания т(^тах) или максимальное значение спектрального коэффициента отражения р(^тах) на заданной длине волны.
Технологический контроль оптической толщины слоев nh по изменению значения спектрального коэффициента отражения р(Х) для области спектра от 400 до 600 нм проводят по контрольному образцу с одним контрольным светофильтром. В этом случае нанесение 1-го слоя диоксида циркония проводят по изменению спектрального коэффициента отражения р(Х) на заданной длине волны до значения, указанного в таблице 4, а 2-й слой диоксида кремния наносят до получения минимального значения спектрального коэффициента отражения p(Xmin).
6.4.10 Все слои светоделительных, зеркальных и просветляющих покрытий наносят за один цикл без промежуточного напуска воздуха в камеру.
6.4.11 После окончания процесса испарения прекращают откачку камеры высоковакуумным насосом не менее чем через 20 мин; напуск воздуха в камеру проводят не менее чем через 40 мин.
6.4.12 Вакуумную установку выключают в соответствии с ЭД.
8
ГОСТ Р 71573—2024
7 Типовой технологический процесс нанесения покрытий химическим способом из спиртовых растворов
7.1 ТТП нанесения покрытий химическим способом из спиртовых растворов содержит следующие технологические операции:
- подготовка посуды и протирочных материалов;
- приготовление пленкообразующих растворов и контроль их годности;
- нанесение просветляющих покрытий;
- нанесение светоделительных и зеркальных покрытий;
- контроль характеристик полученных покрытий.
7.2 Подготовка посуды и протирочных материалов
Подготовка посуды и протирочных материалов — по ГОСТ Р 71279.
7.3 Приготовление пленкообразующих растворов и контроль их годности
7.3.1 Для приготовления пленкообразующего раствора азотнокислого тория применяют от 7 до 18 г данного вещества на 100 см3 этилового спирта по ГОСТ Р 55878 с массовыми долями от 99,5 % до 99,7 %.
7.3.2 Составы пленкообразующих растворов тетраэтоксититана для нанесения светоделительных и зеркальных покрытий и этиловый спирт с массовыми долями, необходимыми для приготовления этих растворов, указаны в таблице 7.
Таблица 7
Спирт этиловый | Пленкообразующий раствор | |||
Тетраэтоксититан | Спирт этиловый | Кислота соляная | ||
Массовая доля, %, при температуре 20°С | Масса, г, на 100 см3 раствора при температуре 20°С | Объем,см3 | ||
99,5 | 5 | 4,50 | 95,50 | 0,50 |
6 | 5,40 | 94,10 | ||
7 | 6,30 | 93,20 | ||
8 | 7,20 | 92,30 | ||
9 | 8,10 | 91,30 | 0,60 | |
10 | 9,00 | 90,40 | ||
11 | 9,95 | 89,35 | 0,70 | |
12 | 10,85 | 88,45 | ||
13 | 11,70 | 87,60 | ||
14 | 12,60 | 86,60 | 0,80 | |
15 | 13,55 | 85,65 | ||
99,4 | 16 | 14,40 | 84,90 | 0,70 |
17 | 15,40 | 83,75 | 0,85 | |
99,3 | 18 | 16,30 | 82,75 | 0,95 |
19 | 17,20 | 81,85 | ||
99,2 | 20 | 18,10 | 80,85 | 1,05 |
21 | 19,00 | 79,95 | ||
9
ГОСТ Р 71573—2024
Окончание таблицы 7
Спирт этиловый | Пленкообразующий раствор | |||
Тетраэтоксититан | Спирт этиловый | Кислота соляная | ||
Массовая доля, %, при температуре 20°С | Масса, г, на 100 см3 раствора при температуре 20°С | Объем, см3 | ||
99,1 | 22 | 19,90 | 78,95 | 1,15 |
23 | 20,80 | 78,05 | ||
99,0 | 24 | 21,70 | 77,05 | 1,25 |
25 | 22,60 | 76,15 | ||
26 | 23,50 | 75,15 | 1,35 | |
27 | 24,40 | 74,10 | 1,50 | |
30 | 27,20 | 71,20 | 1.60 | |
7.3.3 Составы пленкообразующих растворов тетраэтоксисилана для нанесения светоделительных и зеркальных покрытий и этиловый спирт с массовыми долями, необходимыми для приготовления этих растворов, указаны в таблице 8.
Таблица 8
Спирт этиловый | Пленкообразующий раствор | ||
Тетраэтоксисилан | Спирт этиловый | Кислота соляная | |
Массовая доля, %, при температуре 20°С | Объем, см3 | ||
97—98 | 8—15 | 91,7—84,7 | 0,3 |
96 | 16 | 83,7 | |
94 | 17 | 82,7 | |
18 | 81,7 | ||
93 | 19 | 80,7 | |
92 | 20 | 79,7 | |
90 | 21 | 78,7 | |
22 | 77,7 | ||
23 | 76,7 | ||
24 | 75,7 | ||
25 | 74,7 | ||
90 | 26 | 73,7 | 0,3 |
27 | 72,7 | ||
28 | 71,7 | ||
29 | 70,7 | ||
30 | 69,7 | ||
35 | 64,7 | ||
7.3.4 Срок созревания пленкообразующих растворов для нанесения светоделительных и зеркальных покрытий — от 3 до 21 сут (тетраэтоксисилана) и от 6 до 24 ч (тетраэтоксититана).
10
ГОСТ Р 71573—2024
7.3.5 Составы пленкообразующих растворов тетраэтоксисилана и тетраэтоксититана и срок их созревания для нанесения просветляющих покрытий — по ГОСТ Р 71279.
7.3.6 Приготовление и хранение с момента созревания пленкообразующих растворов — по ГОСТ Р 71279.
Не допускается использовать мерную посуду, промытую во фтористоводородной кислоте.
7.3.7 Контроль годности пленкообразующих растворов — по ГОСТ Р 71279, а также измерением оптической толщины отдельных слоев nh, полученных из этих растворов на одном-двух контрольных образцах, представляющих собой плоскопараллельные или клиновидные пластины из стекла марки К8 по ГОСТ 3514 или в случае диоксида кремния из стекла с высоким показателем преломления марок ТФЗ, ТФ5, ТФ10 по ГОСТ 3514, близкие по размеру к деталям.
Оптические толщины слоев nh определяют по спектральным кривым отражения, полученным при измерении спектральных коэффициентов отражения р(Х) для ряда длин волн на спектрофотометре с насадками для измерения спектрального коэффициента отражения р(Х) или на другом приборе, обеспечивающем необходимую точность измерений.
Оптическую толщину одиночного слоя nh, нм, вычисляют по формуле
nh=^-. (3)
4
где Хэкст — длина волны, на которой спектральная кривая имеет максимальное (слои диоксида титана, диоксида тория и диоксида циркония) или минимальное (слои диоксида кремния) значение спектрального коэффициента отражения.
Предельное отклонение оптической толщины одиночного слоя nh не должно превышать 3 % от Х0/4.
7.3.8 Перед нанесением покрытий растворы фильтруют через двойной бумажный фильтр.
Не допускается загрязнения раствора продуктами его гидролиза, вносимыми пипеткой.
7.4 Нанесение просветляющих покрытий химическим способом из спиртовых растворов
7.4.1 Режим нанесения двухслойных просветляющих покрытий подбирают опытным путем на двух-трех контрольных образцах, представляющих собой плоскопараллельные или клиновидные пластины из стекла марки К8 по ГОСТ 3514, близкие по размеру к деталям. Подбор режима состоит в определении условий нанесения (составов пленкообразующих растворов, частоты вращения шпинделя станка) составляющих слоев покрытия заданной оптической толщины nh.
При подборе режима нанесения просветляющих покрытий руководствуются данными, приведенными в таблице 9.
Таблица 9
Длина волны ^min’ нм | Световой диаметр детали, мм | Частота вращения шпинделя станка, мин-1 | Температура термической обработки, °C | Массовая доля, % | |||
Тетраэтоксититан [Ti(OC2H5)4] | Нитрат тория [Th(NO3)4] | Оксиддихлорид циркония (ZrOCI2) | Тетраэтоксисилан [Si(OC2H5)4] | ||||
1060 | 30—60 | 4000—2500 | 350 | 7—9 | 16—18 | 12—14 | 26—28 |
694 | 5—10 | 15000—10000 | 10—12 | 20—22 | 16—18 | 28—30 | |
15—20 | 7000—6000 | 4—5 | 14—16 | 12—14 | 18—20 | ||
30—60 | 4000—2500 | 3—4 | 12—14 | 10—12 | 16—18 | ||
7.4.2 Перед нанесением покрытий из тетраэтоксититана и оксид-дихлорида циркония поверхности детали протирают 3 %-ным спиртовым раствором гидроокиси натрия, а перед нанесением покрытий из нитрата тория — 10 %-ным водным раствором гидроокиси натрия с помощью ватного тампона и последующей чисткой перегнанным спиртом с помощью обезжиренной батистовой салфетки.
7.4.2.1 При повторном нанесении покрытия в случае снятия слоев, не соответствующих техническим требованиям по чистоте, операцию по 7.4.2 проводят повторно.
7.4.2.2 Перед нанесением слоя диоксида кремния поверхность детали со слоем диоксида циркония чистят по 7.4.2, а со слоем диоксида тория — 10 %-ным водным раствором гидроокиси натрия с последующей протиркой перегнанным ректификованным спиртом с помощью обезжиренной батистовой салфетки.
11
ГОСТ Р 71573—2024
7.4.3 Нанесение покрытий на детали проводят по режиму, установленному в 7.4.1.
7.4.3.1 Пленкообразующие растворы наносят на поверхность детали после того, как шпиндель станка наберет требуемую частоту вращения.
7.4.3.2 Пленкообразующие растворы наносят на центральную часть поверхности детали.
7.4.3.3 После нанесения пленкообразующего раствора пипетку или сосуд для подачи раствора отводят в сторону для того, чтобы капля раствора, как правило, остающаяся на конце пипетки или сосуда, не попала на уже образовавшееся покрытие.
После формирования слоя покрытия станок выключают.
7.4.3.4 Деталь помещают в электропечь для термической обработки слоев покрытия.
Деталь с покрытием из слоев диоксида тория помещают в электропечь, предварительно нагретую до температуры (45 ± 5) °C.
Термическую обработку слоев диоксида циркония, диоксида кремния и диоксида тория проводят при температуре 350 °C в течение 1 ч. Скорость подъема температуры — не более 6 °С/мин, остывание печи произвольное.
7.4.3.5 Двухслойное покрытие, состоящее из слоев диоксида титана и диоксида кремния, наносят без промежуточной термической обработки слоев. Термическую обработку покрытия проводят по 7.4.3.4.
7.4.3.6 При использовании пленкообразующих растворов тетраэтоксисилана в массовых долях более 30 % слой диоксида кремния наносят в два приема с промежуточной термической обработкой по 7.4.3.4.
7.5 Нанесение светоделительных и зеркальных покрытий химическим способом
из спиртовых растворов тетраэтоксититана и тетраэтоксисилана
7.5.1 Покрытия состоят из 3—15 чередующихся слоев диоксида титана и диоксида кремния и дополнительного защитного слоя диоксида кремния.
Для покрытий с максимальным значением спектрального коэффициента отражения p(Zmax) в области спектра 694 нм оптические толщины nh чередующихся и защитных слоев составляют 175 и 350 нм соответственно, в области спектра 1060 нм—265 и 530 нм соответственно.
7.5.2 Режим нанесения покрытий подбирают опытным путем по 7.4.1.
Для получения покрытий со спектральным коэффициентом отражения р(Х) = (75 ± 5) % при изготовлении контрольного образца ограничиваются нанесением трех-пяти слоев.
7.5.2.1 При подборе режимов нанесения покрытий руководствуются данными, приведенными в таблице 10.
Таблица 10
Длина волны ^min’ нм | Световой диаметр детали, мм | Частота вращения шпинделя станка, мин-1 | Температура термической обработки, °C | Массовая доля, % | |||
Тетраэтоксититан [Ti(OC2H5)4] | Нитрат тория [Th(NO3)4] | Оксиддихлорид циркония (ZrOCI2) | Тетраэтоксисилан [Si(OC2H5)4] | ||||
1060 | 5—10 | 13000 | 450—470 | — | 20 | 15 | 26 |
15—20 | 5000—6000 | 12 | 20 | 17 | 18 | ||
30—60 | 2000—2500 | 10 | 18 | 13 | 11 | ||
694 | 5—10 | 13000 | 27 | — | — | 29 | |
10—15 | 7000 | 22 | — | — | 24 | ||
30—60 | 2000—2500 | 12 | 20 | — | 14 | ||
7.5.2.2 Слои оптической толщиной nh > 250 нм наносят в два приема.
7.5.2.3 Слои нитрата тория и оксид-дихлорида циркония оптической толщиной nh > 250 нм при частоте вращения шпинделя станка более 1000 мин-1 наносят в три приема.
7.5.3 Перед нанесением покрытия поверхности детали промывают в течение 1—2 мин в 3 %-ном водном растворе гидроокиси натрия, нагретом до температуры (30 ± 5) °C, с последующей промывкой в дистиллированной воде по ГОСТ Р 58144 и с протиркой обезжиренной фланелевой салфеткой.
12
ГОСТ Р 71573—2024
7.5.3.1 Чистку поверхности детали перед нанесением слоев диоксида титана проводят обезжиренной батистовой салфеткой, смоченной перегнанным ректификованным спиртом по ГОСТ Р 55878.
7.5.3.2 Поверхность детали со слоем диоксида титана перед нанесением слоя диоксида кремния чистят по 7.5.3.1. Окончательную чистку проводят обезжиренной батистовой салфеткой, смоченной перегнанным ректификованным спиртом по ГОСТ Р 55878.
7.5.4 Нанесение слоев диоксида титана и диоксида кремния проводят из соответствующих растворов по 7.4.3.1—7.4.3.4 по режиму, установленному в 7.5.2 и 7.5.2.1.
7.5.4.1 Термическую обработку слоев диоксида титана и диоксида кремния проводят в электропечи при температуре (460 ± 10) °C.
Скорость подъема температуры — не более 8 °С/мин. Промежуточные слои прогревают без выдержки.
7.5.4.2 При нанесении покрытий со спектральным коэффициентом отражения р(Х) = 80 % проводят технологический контроль на одном-двух контрольных образцах, представляющих собой плоскопараллельные или клиновидные пластины из стекла марки К8 по ГОСТ 3514, близкие по размерам к деталям. Контроль заключается в измерении спектральных коэффициентов отражения р(Х) или пропускания т(Х) на трех — пяти слоях указанного покрытия.
7.6 Нанесение светоделительных и зеркальных покрытий химическим способом
из растворов азотнокислого тория и диоксида кремния
7.6.1 Покрытия состоят из 3—19 чередующихся слоев диоксида тория и диоксида кремния.
Для покрытий с максимальным значением спектрального коэффициентом отражения р(Хтах) (см. таблицу 3) оптические толщины nh чередующихся слоев в области спектра 694 нм составляют 175 нм, в области спектра 1060 нм — 265 нм.
7.6.2 Режим нанесения покрытий подбирают опытным путем по 7.4.1.
При подборе режимов нанесения покрытий руководствуются данными, приведенными в таблице 10.
7.6.3 Подготовку поверхности детали перед нанесением покрытия проводят по 7.5.3.
Чистку поверхности детали перед нанесением каждого слоя покрытия проводят ватным тампоном, смоченным 10 %-ным водным раствором гидроокиси натрия, и последующей протиркой обезжиренной батистовой салфеткой, смоченной перегнанным ректификованным спиртом по ГОСТ Р 55878.
При нанесении промежуточных слоев диоксида кремния, когда слой нужной оптической толщины nh наносят в два приема, чистку проводят только перегнанным ректификованным спиртом по ГОСТ Р 55878.
7.6.4 Нанесение слоев диоксида тория и диоксида кремния проводят из соответствующих растворов по 7.4.3.1—7.4.3.4 по режиму, установленному 7.5.2.
Термическую обработку слоев на деталях из стекла марки К8 по ГОСТ 3514 проводят по 7.5.4 и 7.5.4.1.
Термическую обработку слоев на деталях из кварцевого стекла проводят при температуре от 500 °C до 900 °C. Скорость подъема температуры — не более 15 °С/мин.
7.7 Нанесение светоделительных и зеркальных покрытий химическим способом
из растворов хлорокиси циркония и тетраэтоксисилана
7.7.1 Покрытия состоят из 3—19 чередующихся слоев диоксида циркония и диоксида кремния.
Для покрытий с максимальным значением спектрального коэффициента отражения р(^тах) (см. таблицу 3) оптические толщины nh чередующихся слоев в области спектра 694 нм составляют 175 нм, в области спектра 1060 нм — 265 нм.
7.7.2 Режим нанесения покрытий подбирают опытным путем по 7.4.1.
При подборе режимов нанесения покрытий руководствуются данными, приведенными в таблице 10.
7.7.3 Подготовку поверхности детали перед нанесением покрытия проводят по 7.5.3.
Чистку поверхности детали перед нанесением каждого слоя покрытия проводят по 7.4.2.
7.7.4 Нанесение слоев диоксида циркония и диоксида кремния проводят по 7.4.3.1—7.4.3.4 из соответствующих растворов по режиму, установленному 7.7.2.
7.7.4.1 Термическую обработку слоев диоксида циркония и диоксида кремния проводят по 7.5.4 и 7.5.4.1.
7.7.4.2 Технологический контроль проводят по 7.5.4.2.
13
ГОСТ Р 71573—2024
8 Контроль характеристик полученных покрытий
8.1 Качество поверхности деталей с покрытиями на соответствие требованиям чертежа контролируют по ГОСТ 11141.
8.2 Интегральный коэффициент отражения pfof измеряют с помощью фотометров или других приборов, обеспечивающих погрешность измерений не более ±1 %. Измерения проводят в соответствии с ГОСТ Р 56709.
8.3 Контроль соответствия оптических характеристик деталей с покрытиями требованиям чертежей, указанным по ГОСТ Р ИСО 9211-2, проводят на спектрофотометрах.
Контроль проводят по спектральному коэффициенту отражения р(Х) или спектральному коэффициенту пропускания т(Х) в соответствии с требованиями, указанными на чертеже.
Погрешность определения спектрального коэффициента отражения р(Х) или спектрального коэффициента пропускания т(Х) принимают равной погрешности спектрофотометра, установленной при его метрологической аттестации или поверке, при условии, что случайная погрешность измерений в несколько раз меньше приборной.
8.3.1 Если на чертеже не указана погрешность измерения или не приведен перечень приборов, обеспечивающих необходимую точность измерений, то для контроля спектрального коэффициента отражения р(Х) применяют средства измерений с допустимой погрешностью измерений спектрального коэффициента отражения р(Х) или спектрального коэффициента пропускания т(Х), обеспечивающие относительную погрешность измерения не более 10 %.
8.3.2 Если при измерениях получена относительная погрешность более 10 %, то указывают, что выполнено не измерение, а проведена только оценка измеряемой величины.
8.4 Допускается проводить контроль покрытий по контрольному образцу, указанному в чертеже.
8.5 Механическую прочность, адгезию и влагостойкость покрытий проверяют по контрольному образцу по ГОСТ Р ИСО 9211-4 согласно требованиям, указанным на чертеже, и по ГОСТ Р 59608.3.
8.6 Деталь с нанесенным покрытием считают годной, если все проверяемые параметры (характеристики) удовлетворяют требованиям, указанным на чертеже и в НД, утвержденными в установленном порядке.
9 Требования безопасности
9.1 Требования безопасности при нанесении покрытий химическим способом из спиртовых растворов — по ГОСТ Р 71279—2024 (раздел 9).
9.2 Требования безопасности при нанесении покрытий способом электронно-лучевого испарения в вакууме — по ГОСТ Р 71350—2024 (раздел 9).
9.3 Перечень вредных химических веществ, применяемых в ТТП нанесения покрытий, значения их ПДК в воздухе рабочей зоны и класс опасности в соответствии с ГОСТ 12.1.005 указаны в таблице 11.
Таблица 11
Наименование вещества | Значение ПДК, мг/м3 | Класс опасности |
Ацетон | 200 | 4 |
Бензин (в пересчете на С) | 100 | 4 |
Кислоты азотная и соляная | 5 | 2 |
Кремния диоксид | 1 | 3 |
Натрия гидроокись | 0,5 | 2 |
Спирт этиловый | 1000 | 4 |
Тетраэтоксисилан | 20 | 4 |
Тетраэтоксититан | 10 | 4 |
Торий азотнокислый | 0,05 | 1 |
Циркония диоксид | 6 | 3 |
Циркония хлорокись | 6 | 3 |
14
ГОСТ Р 71573—2024
Приложение А (справочное)
Типовые кривые спектральных коэффициентов отражения р(Х) и пропускания т(Х) покрытий
Типовые кривые спектральных коэффициентов отражения р(Х) и пропускания т(Х) покрытий приведены на рисунках А.1—А.З.
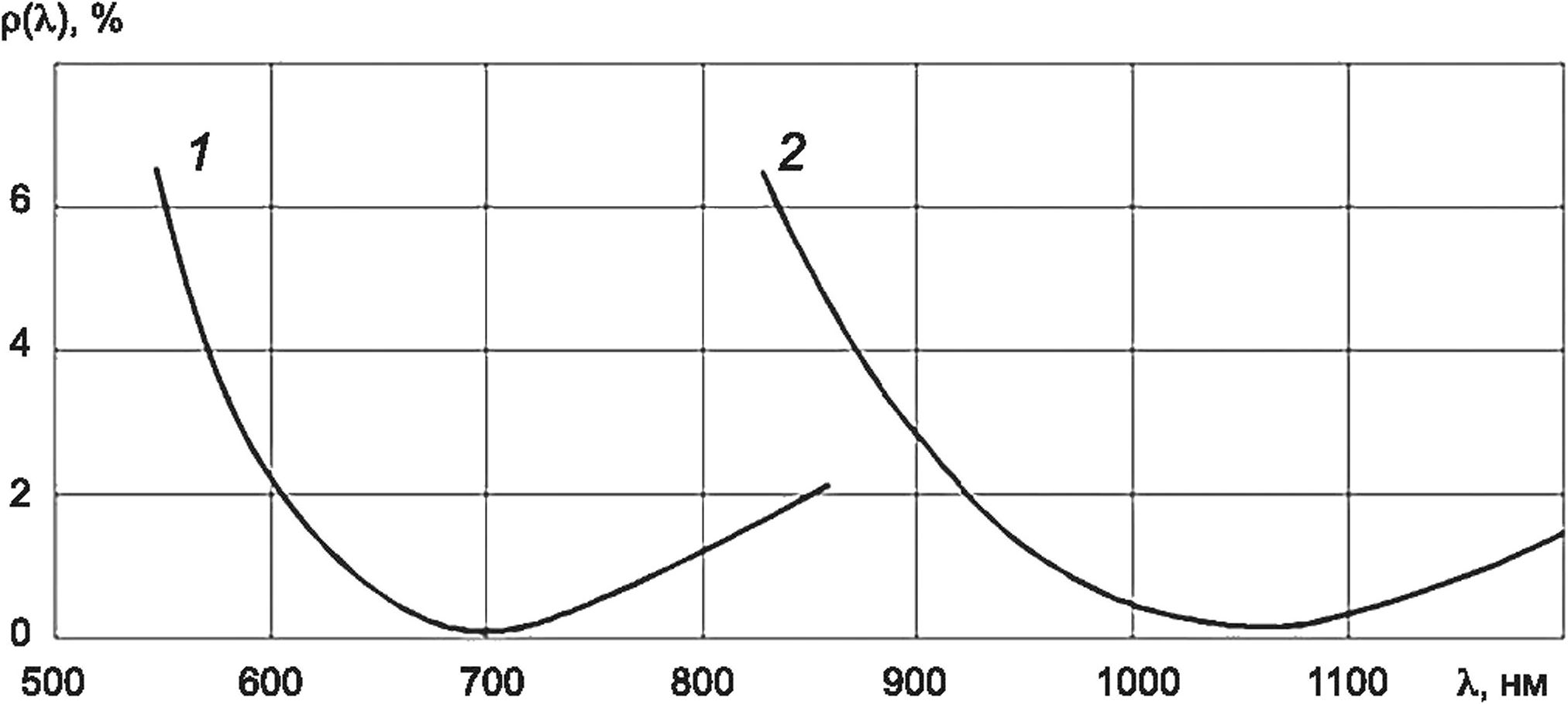
7 — кривая спектрального коэффициента отражения двухслойных просветляющих покрытий для X = 694 нм; 2 — кривая спектрального коэффициента отражения двухслойных просветляющих покрытий для X = 1060 нм
Рисунок А.1 — Кривая спектрального коэффициента отражения р(Х) двухслойных просветляющих покрытий
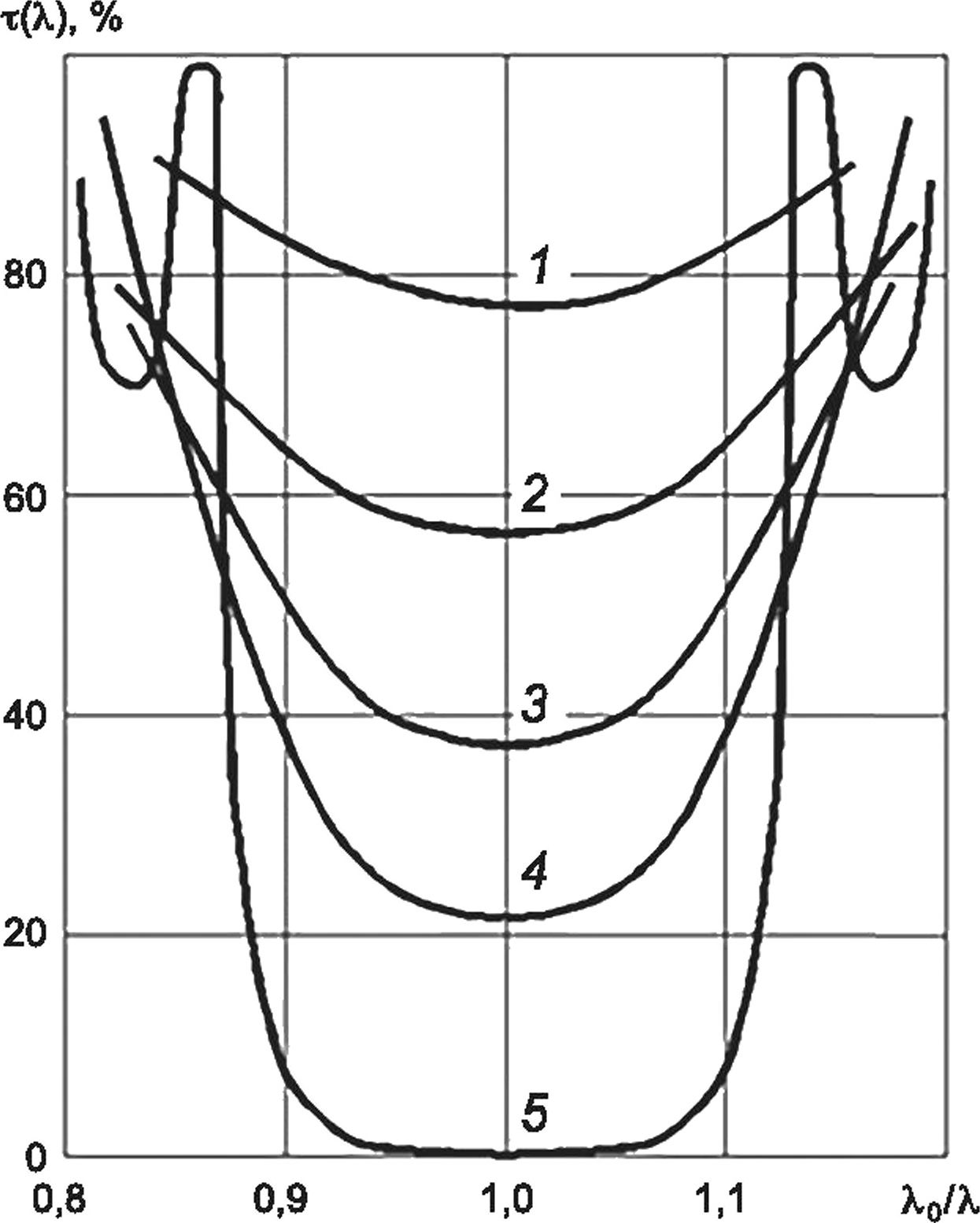
7 — трехслойное светоделительное покрытие; 2 — пятислойное светоделительное покрытие; 3 — семислойное светоделительное покрытие; 4 — девятислойное светоделительное покрытие; 5— 11-слойное зеркальное покрытие
Рисунок А.2 — Кривые спектральных коэффициентов пропускания т(л) светоделительных
и зеркального покрытий из слоев с показателями преломления пв = 1,95 и пн = 1,45
15
ГОСТ Р 71573—2024
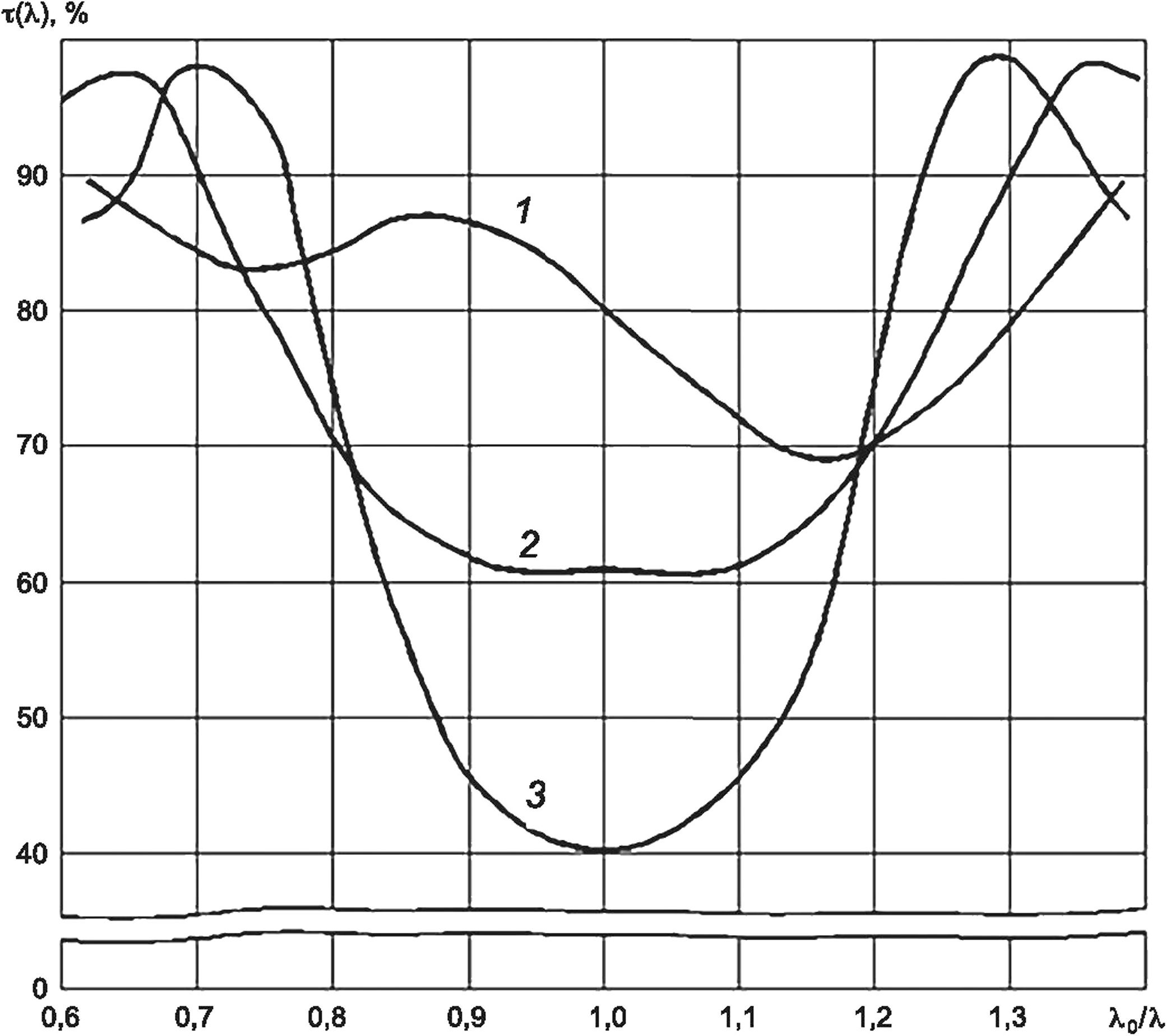
1 — трехслойное светоделительное покрытие; 2 — семислойное светоделительное покрытие;
3 — девятислойное светоделительное покрытие
Рисунок А.З — Кривые спектральных коэффициентов пропускания т(Х) светоделительных и зеркального покрытий из слоев с показателями преломления пв = 1,95 и лн = 1,45
16
ГОСТ Р 71573—2024
УДК 681.7.026.6:006.354
ОКС 37.020
Ключевые слова: оптика и фотоника, детали оптические для твердотельных лазеров, типовые технологические процессы нанесения покрытий
17
Редактор Л.С. Зимилова Технический редактор В.Н. Прусакова Корректор Р.А. Ментова Компьютерная верстка И.А. Налейкиной
Сдано в набор 15.10.2024. Подписано в печать 25.10.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 2,32. Уч.-изд. л. 2,12.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}