ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР
71711 —
2024
Оптика и фотоника
ДЕТАЛИ ОПТИЧЕСКИЕ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ
Метод контроля асферических поверхностей с использованием осевых синтезированных голограммных оптических элементов
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71711—2024
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Научно-исследовательский институт физической оптики, оптики лазеров и информационных оптических систем Всероссийского научного центра «Государственный оптический институт им. С.И. Вавилова» (ФГУП «НИИФООЛИОС ВНЦ «ГОИ им. С.И. Вавилова») и Акционерным обществом «Научно-производственное объединение «Государственный институт прикладной оптики» (АО «НПО ГИПО»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 «Оптика и фотоника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 октября 2024 г. № 1473-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71711—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины, определения и сокращения....................................................2
4 Общие положения....................................................................3
5 Требования к аппаратуре, материалам и реактивам.........................................5
6 Подготовка к контролю.................................................................6
7 Проведение контроля.................................................................11
8 Обработка и оформление результатов контроля...........................................12
Приложение А (рекомендуемое) Выбор типа схемы контроля с использованием измерительного осевого СГОЭ и определение исходных данных................................13
Приложение Б (обязательное) Метод калибровки оптической системы..........................21
Приложение В (обязательное) Типовой процесс юстировки с использованием осевых СГОЭ.......24
Приложение Г (справочное) Юстировка с помощью дополнительного измерительного осевого СГОЭ............................................................28
Приложение Д (рекомендуемое) Методика расшифровки интерференционных и теневых картин и измерения наименьшего кружка рассеяния..................................31
III
ГОСТ Р 71711—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оптика и фотоника
ДЕТАЛИ ОПТИЧЕСКИЕ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ
Метод контроля асферических поверхностей с использованием осевых синтезированных голограммных оптических элементов
Optics and photonics. Optical parts with aspherical surfaces. Control method of aspherical surfaces using on-axis computer-generated hologram optical elements
Дата введения — 2025—01—01
1 Область применения
Настоящий стандарт распространяется на оптические детали (линзы, зеркала) с асферическими поверхностями и устанавливает метод контроля асферических поверхностей оптических деталей с использованием осевых синтезированных голограммных оптических элементов.
Примечания
1 Объектом контроля является асферическая поверхность оптической детали второго и более высокого порядка. Предметом контроля являются показатели оптического качества асферической поверхности.
2 На отражение контролируют вогнутые или выпуклые асферической поверхности зеркал и линз. На пропускание контролируют линзы с одной или двумя асферическими поверхностями.
3 Контроль может быть проведен в рентгеновском, оптическом (ультрафиолетовом, видимом, инфракрасном), терагерцовом или миллиметровом диапазонах спектра электромагнитных волн.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 10 Нутромеры микрометрические. Технические условия
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 10691.6 Пленки черно-белые фототехнические, пленки для научных исследований и промышленных целей. Метод определения чисел светочувствительности
ГОСТ 17435 Линейки чертежные. Технические условия
ГОСТ Р 8.568 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 8.654 Государственная система обеспечения единства измерений. Требования к программному обеспечению средств измерений. Основные положения
ГОСТ Р 8.674 Государственная система обеспечения единства измерений. Общие требования к средствам измерений и техническим системам и устройствам с измерительными функциями
ГОСТ Р 8.678 Государственная система обеспечения единства измерений. Формы оценки соответствия технических систем и устройств с измерительными функциями установленным требованиям
ГОСТ Р 8.743/ISO/TR 14999-1 Государственная система обеспечения единства измерений. Оптика и фотоника. Интерференционные измерения оптических элементов и систем. Часть 1. Термины, определения и основные соотношения
Издание официальное
1
ГОСТ Р 71711—2024
ГОСТ Р 8.745/ISO/TR 14999-2 Государственная система обеспечения единства измерений. Оптика и фотоника. Интерференционные измерения оптических элементов и систем. Часть 2. Измерения и методика оценки результатов
ГОСТ Р 58565 (ИСО 15902:2004) Оптика и фотоника. Дифракционная оптика. Термины и определения
ГОСТ Р 58568 Оптика и фотоника. Фотоника. Термины и определения
ГОСТ Р 59321.1 Оптика и фотоника. Голография. Часть 1. Основные термины и определения. Классификация
ГОСТ Р 59321.3 Оптика и фотоника. Часть 3. Голография цифровая и компьютерная. Термины и определения
ГОСТ Р 59737 Оптика и фотоника. Элементы оптические синтезированные голограммные осевые. Общие технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 8.743, ГОСТ Р 8.745, ГОСТ Р 58565, ГОСТ Р 58568, ГОСТ Р 59321.1, ГОСТ Р 59321.3, а также следующие термины с соответствующими определениями:
3.1.1 синтезированный голограммный оптический элемент; СГОЭ (computer-generated hologram optical element; CGHOE): Голограммный оптический элемент, выполненный в виде синтезированной голограммы.
Примечания
1 Амплитудный СГОЭ представляет собой подложку заданной формы [плоскопараллельную, плосковыпуклую со сферическими или асферическими поверхностями, плосковогнутую со сферическими или асферическими поверхностями, менискообразную со сферическими или асферическими поверхностями, коническую (на основе кругового конуса), двояковыпуклую со сферическими или асферическими поверхностями, двояковогнутую со сферическими или асферическими поверхностями], например стеклянную, на одну из рабочих поверхностей которой (как правило, на плоскую) нанесена система чередующихся отражающих (зеркально отражающих в рабочем диапазоне спектра) и неотражающих полос в виде концентрических колец или параллельных линий, ширина и шаг следования которых определяют заданным уравнением, например заданным уравнением контролируемой поверхности и параметрами выбранной схемы контроля или заданным уравнением «силового» оптического элемента в схеме объектива и т. п.
Рельефно-фазовый СГОЭ, в том числе бинарный и многоуровневый СГОЭ, киноформ, гармоническая дифракционная линза, представляет собой подложку заданной формы (плоскопараллельную, плосковыпуклую со сферическими или асферическими поверхностями, плосковогнутую со сферическими или асферическими поверхностями, менискообразную со сферическими или асферическими поверхностями, коническую (на основе кругового конуса), двояковыпуклую со сферическими или асферическими поверхностями, двояковогнутую со сферическими или асферическими поверхностями), например стеклянную, на одну из рабочих поверхностей которой (как правило, на плоскую) нанесена система отражающих (зеркально отражающих в рабочем диапазоне спектра) полос или система пропускающих полос (в обоих случаях в виде концентрических колец или параллельных линий), нечетные и четные зоны которых в обоих случаях имеют оптическую разность хода, равную 0,5лд, где к — рабочая длина волны (или средняя длина волны рабочего диапазона спектра), мкм, q — целое нечетное число.
2 Полосы СГОЭ соответствуют полосам интерференционной картины, которая наблюдалась бы при суперпозиции сигнальной и опорной волн в интерферометре, собранном согласно выбранной схеме.
2
ГОСТ Р 71711—2024
3 С применением измерительных осевых СГОЭ осуществляют контроль внеосевых сегментов и секторов оптических поверхностей, а также профилей или отдельных сечений любых гладких поверхностей, в том числе поверхностей свободной формы. Внеосевые СГОЭ более сложны в изготовлении и при аттестации по сравнению с осевыми, поэтому применение внеосевых СГОЭ нецелесообразно.
3.1.2 осевой синтезированный голограммный оптический элемент; осевой СГОЭ (on-axis computer-generated hologram optical element; on-axis CGHOE): Синтезированный голограммный оптический элемент, система чередующихся отражающих (зеркально отражающих в рабочем диапазоне спектра) и неотражающих полос которого обладает осевой симметрией.
3.1.3 юстировочная голограмма; ЮГ (adjusting hologram; АН): Голограмма в виде кольцевой зонной пластинки, фокусирующая пучок излучения в точку, в которой по схеме может располагаться нож Фуко или другая визуализирующая диафрагма, вершина контролируемой поверхности или точечный источник излучения, освещающий юстировочную голограмму.
Примечание — ЮГ предназначены для точного размещения основных оптических элементов в схеме контроля:
- измерительного осевого СГОЭ относительно освещающего его точечного источника излучения (автоколли-мационная ЮГ);
- вершины контролируемой детали относительно измерительного осевого СГОЭ;
- ножа Фуко или другой визуализирующей диафрагмы относительно измерительного осевого СГОЭ.
Таким образом, ЮГ являются своеобразными датчиками положения.
3.2 Сокращения
В настоящем стандарте применены следующие сокращения:
ВСЗ — вспомогательное сферическое зеркало;
НКР — наименьший кружок рассеяния;
СПО — специализированное программное обеспечение;
ТД — техническая документация;
ЭВМ — электронно-вычислительная машина.
4 Общие положения
4.1 Сущность голографического метода контроля асферических поверхностей оптических деталей при помощи измерительного осевого СГОЭ заключается в преобразовании асферического фронта волны, прошедшей через контролируемую асферическую поверхность (далее — контролируемую поверхность) или отраженной от нее, в сферический (цилиндрический) с последующим анализом волнового фронта классическим теневым или интерференционным методом. Информация о показателях оптического качества контролируемой поверхности может быть получена также исходя из анализа распределения энергии непосредственно в НКР. Измерительный осевой СГОЭ рассчитывают по заданному уравнению контролируемой поверхности с учетом параметров выбранной схемы контроля, в которой он выполняет функцию оптического компенсатора или образцового оптического элемента. Изготовление, аттестацию и установку измерительного осевого СГОЭ проводят для получения контрастных теневых и интерференционных картин.
Последовательность основных операций приведена на рисунке 1.
3
ГОСТ Р 71711—2024
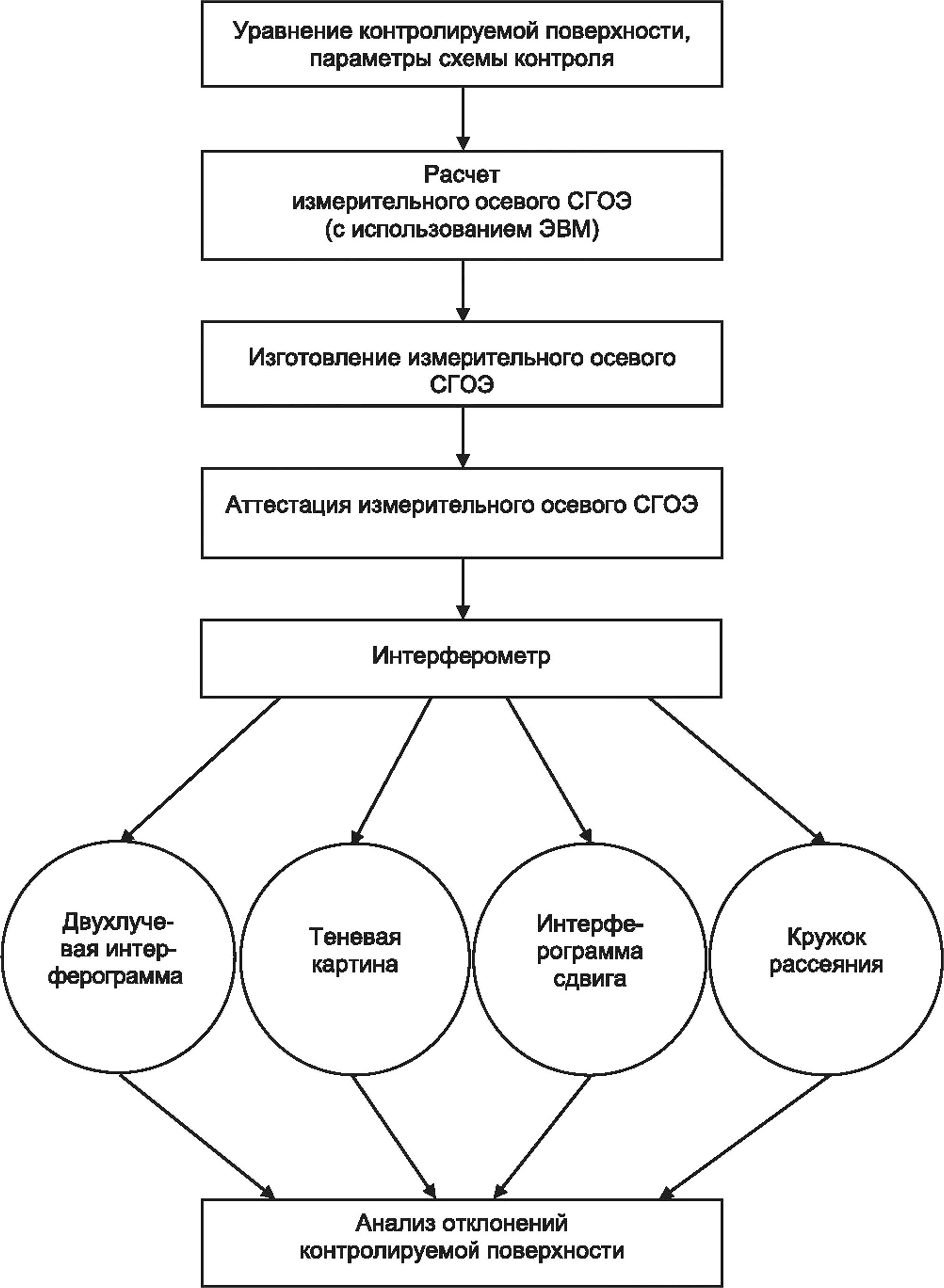
Рисунок 1 — Последовательность основных операций голографического метода контроля
4.2 Метод обеспечивает возможность бесконтактного контроля с интерферометрической точностью асферических поверхностей оптических деталей второго и более высокого порядка.
Примечание — Метод обеспечивает также возможность бесконтактного контроля с интерферометрической точностью сферических поверхностей.
4.3 Средства измерений, их составные части и программное обеспечение, стандартные образцы, средства контроля и испытательное оборудование, эталоны единиц величин должны обеспечивать проведение мониторинга и измерений параметров и характеристик процессов и продукции в заданных условиях и диапазонах измерений с необходимой точностью и соответствовать требованиям ТД.
4.4 Средства измерений должны быть поверены или откалиброваны.
4.5 Эталоны единиц величин должны быть аттестованы.
4
ГОСТ Р 71711—2024
4.6 Стандартные образцы должны иметь утвержденный тип и соответствовать установленному сроку службы.
4.7 Испытательное оборудование должно быть аттестовано в соответствии с ГОСТ Р 8.568; средства измерений, используемые в составе испытательного оборудования, должны быть поверены.
4.8 Средства контроля и индикаторы, являющиеся техническими средствами, должны быть проверены на соответствие эксплуатационной документации.
4.9 Программное обеспечение средств измерений — в соответствии с требованиями ГОСТ Р 8.654.
4.10 Технические системы и устройства с измерительными функциями — в соответствии с требованиями ГОСТ Р 8.674 и ГОСТ Р 8.678.
5 Требования к аппаратуре, материалам и реактивам
5.1 Для контроля асферических поверхностей применяют интерферометры с оптическими узлами и приспособлениями, погрешности которых согласно ТД на них не вызывают деформаций волновых фронтов более 0,03Х, где X — длина волны используемого источника излучения (лазера), мкм.
Для контроля следует применять измерительные осевые СГОЭ, изготовленные согласно ГОСТ Р 59737.
Примечания
1 На общей подложке может быть изготовлено несколько осевых СГОЭ, в том числе один или несколько измерительных осевых СГОЭ и одна или несколько ЮГ либо дополнительный измерительный осевой СГОЭ и одна или несколько ЮГ.
2 Измерительные осевые СГОЭ, дополнительные измерительные осевые СГОЭ и ЮГ изготавливают, аттестуют и применяют согласно ГОСТ Р 59737.
5.2 В качестве источника излучения следует применять одномодовые лазеры непрерывного действия со средней выходной мощностью оптического излучения не менее 2 мВт и длиной когерентности не менее 20 мм. Лазеры должны соответствовать всем требованиям ТД на них, утвержденной в установленном порядке.
Примечания
1 В качестве источника излучения допускается применять газоразрядные лампы (ртутные, натриевые, кадмиевые и т. п.) со средней выходной мощностью оптического излучения не менее 2 мВт и длиной когерентности не менее 20 мм. Газоразрядные лампы должны соответствовать всем требованиям ТД на них, утвержденной в установленном порядке.
2 Длина когерентности источника излучения может быть определена согласно ГОСТ Р 8.743.
5.3 При сборке схемы контроля или калибровочной схемы контроля для размещения оптических элементов на установочной плите интерферометра на расчетном расстоянии друг от друга следует применять металлическую линейку с ценой деления 1 мм по ГОСТ 427. Для более точной установки элементов в схеме должен быть использован нутромер по ГОСТ 10.
5.4 При расшифровке результатов контроля следует применять измерительный микроскоп с погрешностью не более 1 мкм, или средство измерений, например штангенциркуль по ГОСТ 166, или линейку по ГОСТ 17435, или СПО.
5.5 Для обеспечения проведения контроля следует применять плоскопараллельную стеклянную пластину размером от 1/2 до 1/3 от диаметра сечения пучка излучения и с указанным значением местного отклонения от плоскостности АЛ/, которое должно быть не более 2Х, где X — длина волны используемого источника излучения (лазера).
Примечание — Плоскопараллельную стеклянную пластину применяют в качестве тест-объекта при определении знаков зональных отклонений контролируемой поверхности.
5.6 Для повышения яркости наблюдаемой интерференционной или теневой картины при контроле допускается использование промышленной телевизионной установки, системы видеоконтроля или мониторов ЭВМ разрешением не менее 480 х 480 точек на дюйм.
5.7 Для измерения диаметра НКР и отклонения его положения от расчетного следует применять микрометр по ГОСТ 6507.
5
ГОСТ Р 71711—2024
5.8 Допускается применять другие средства измерений и технические средства, соответствующие требованиям, предъявляемым к средствам измерений и техническим средствам, перечисленным в 5.3—5.7.
5.9 Для регистрации интерферограмм или теневых картин в цифровом виде должна быть применена фоточувствительная матрица цифрового аппарата или фоточувствительная матрица телевизионной камеры с разрешением не менее 480 х 480 точек на дюйм. Для регистрации интерферограмм или теневых картин допускается применять фотоматериалы, имеющие светочувствительность не менее 0,5 ед. по ГОСТ 10691.6, сенсибилизированные к излучению используемого источника излучения (лазера или газоразрядной лампы с большой длиной когерентности), с пространственным разрешением не менее 10 линий на миллиметр с их последующей обработкой в соответствующих фотореактивах.
5.10 Контроль следует проводить при температуре окружающей среды рабочей зоны (22 ± 5) °C и относительной влажности воздуха не более 90 %. За время одного цикла контроля (от 10 до 20 мин) температура окружающей среды рабочей зоны не должна изменяться более чем на 0,5 °C.
6 Подготовка к контролю
6.1 Выбор оптической схемы контроля в зависимости от формы и параметров контролируемой поверхности оптической детали
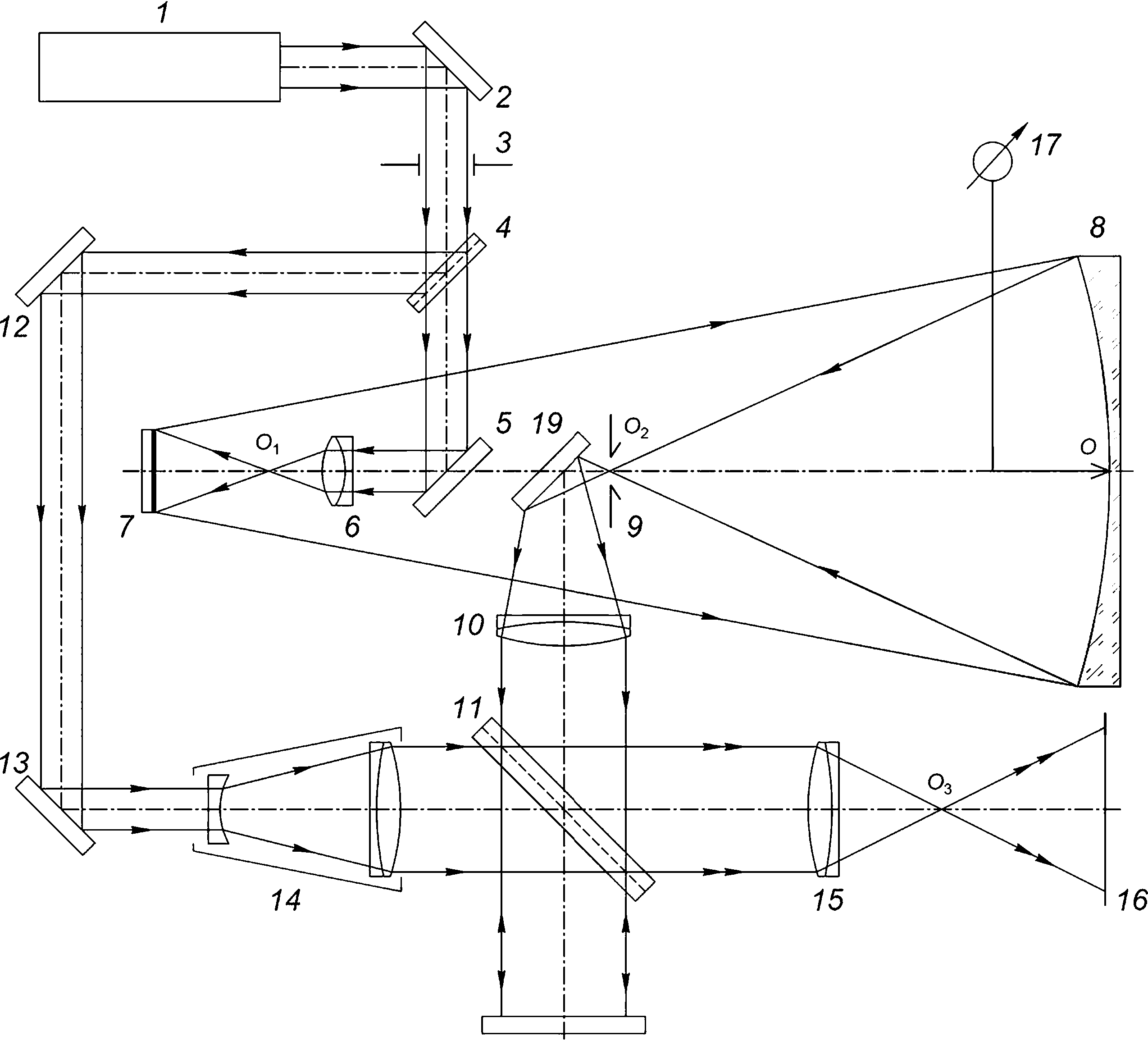
6.1.1 При контроле вогнутой асферической поверхности оптической детали в отраженном свете используют оптические схемы, приведенные на рисунках 2 или 3. Выбор оптической схемы контроля рекомендуется проводить согласно положениям приложения А.
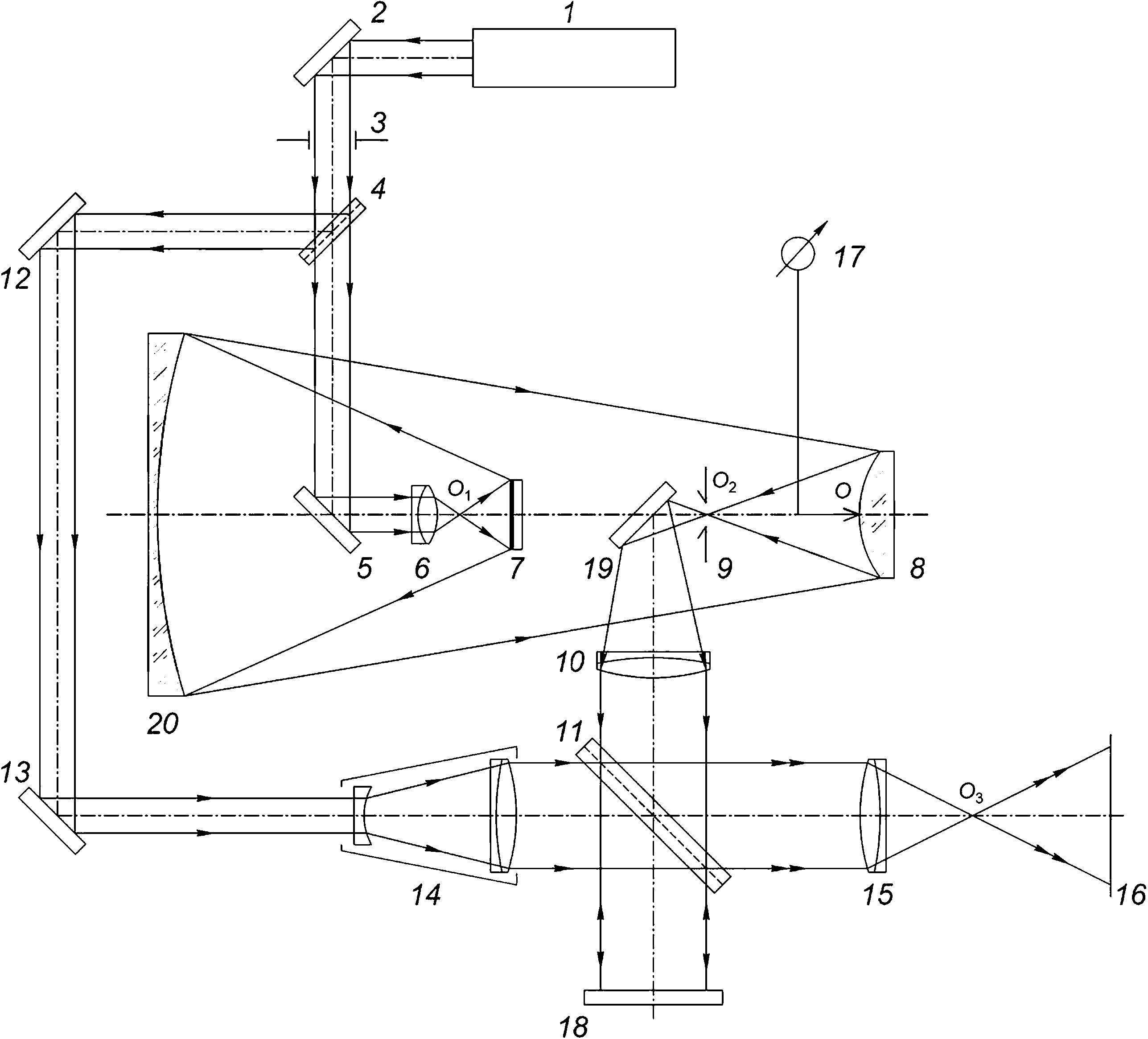
Оптические схемы контроля и соответствующие им калибровочные схемы контроля содержат: источник излучения (лазер) 7; поворотные зеркала 2, 12, 13, 19; диафрагму 3; светоделительные пластины 4, 11; малое поворотное зеркало 5; микрообъектив 6; измерительный осевой СГОЭ 7; контролируемую поверхность оптической детали (или линзу с контролируемыми поверхностями) 8; нож Фуко 9; объективы 10, 15; расширитель пучка 14; экран (плоскость регистрации) 16; щуп (датчик положения) 17; плоское зеркало 18; ВСЗ 20.
В оптической схеме контроля, приведенной на рисунке 2, устанавливают в позицию 8 контролируемую поверхность оптической детали и не используют ВСЗ 20.
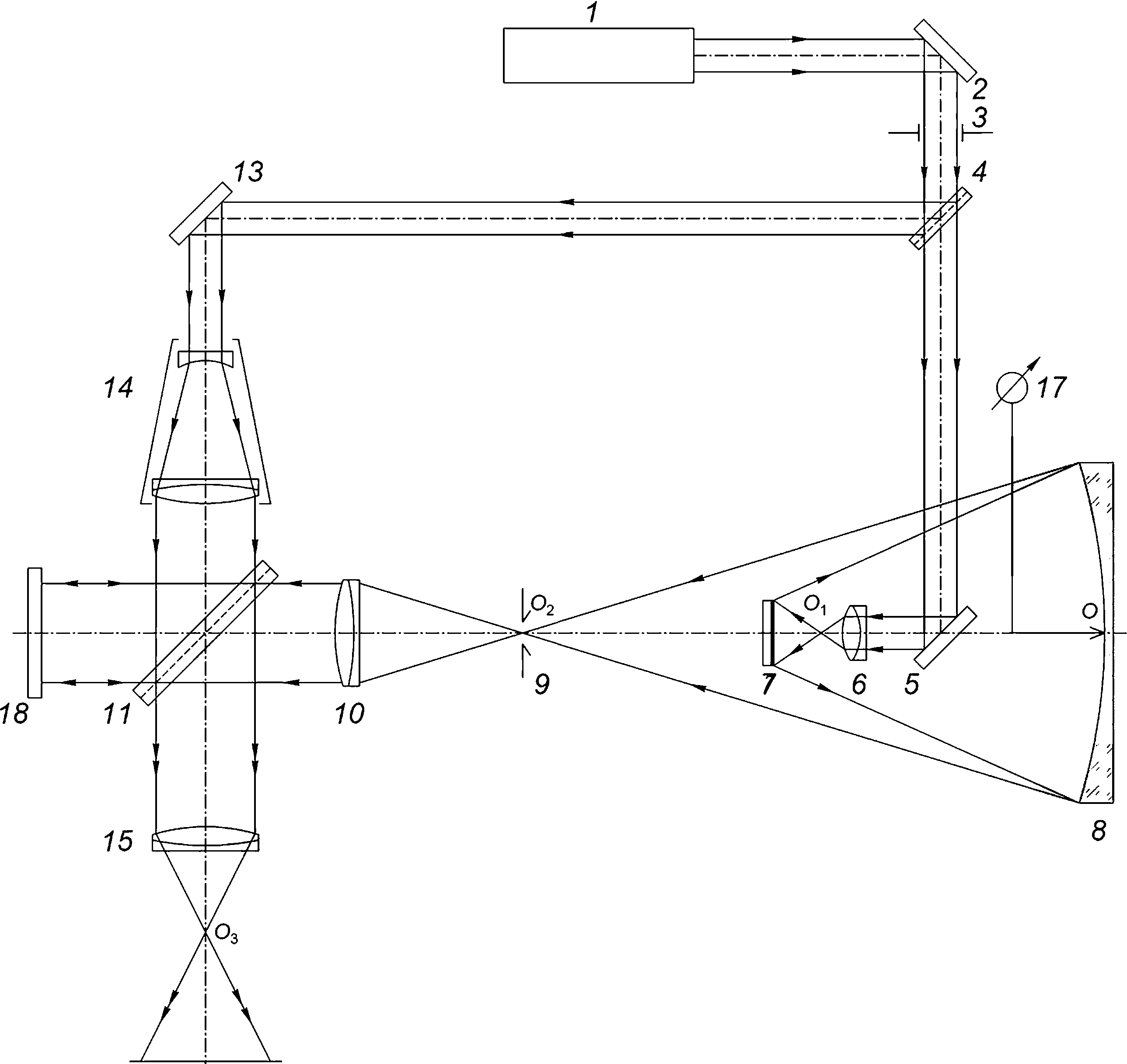
В оптической схеме контроля, приведенной на рисунке 3, устанавливают в позицию 8 контролируемую поверхность оптической детали и не используют поворотные зеркала 12, 19, ВСЗ 20.
В оптической схеме контроля, приведенной на рисунке 4, устанавливают в позицию 8 контролируемую поверхность оптической детали.
В оптической схеме контроля, приведенной на рисунке 5, устанавливают в позицию 8 линзу с контролируемыми поверхностями и не используют поворотные зеркала 12, 19, ВСЗ 20.
В калибровочной схеме контроля, приведенной на рисунке Б.1, применяемой для калибровки оптической схемы контроля, указанной на рисунке 2, не используют измерительный осевой СГОЭ 7, контролируемую поверхность оптической детали 8, щуп (датчик положения))7, ВСЗ 20.
В калибровочной схеме контроля, приведенной на рисунке Б.1, применяемой для калибровки оптической схемы контроля, указанной на рисунке 3, не используют измерительный осевой СГОЭ 7, контролируемую поверхность оптической детали 8, поворотные зеркала 12, 19, щуп (датчик положения))/, ВСЗ 20.
В калибровочной схеме контроля, приведенной на рисунке Б.1, применяемой для калибровки оптической схемы контроля, указанной на рисунке 4, не используют измерительный осевой СГОЭ 7, контролируемую поверхность оптической детали 8, щуп (датчик положения))/, ВСЗ 20.
В калибровочной схеме контроля, приведенной на рисунке Б.1, применяемой для калибровки оптической схемы контроля, указанной на рисунке 5, не используют измерительный осевой СГОЭ /, линзу с контролируемыми поверхностями 8, поворотные зеркала 12, 19, щуп (датчик положения))/, ВСЗ 20.
6
ГОСТ Р 71711—2024
18
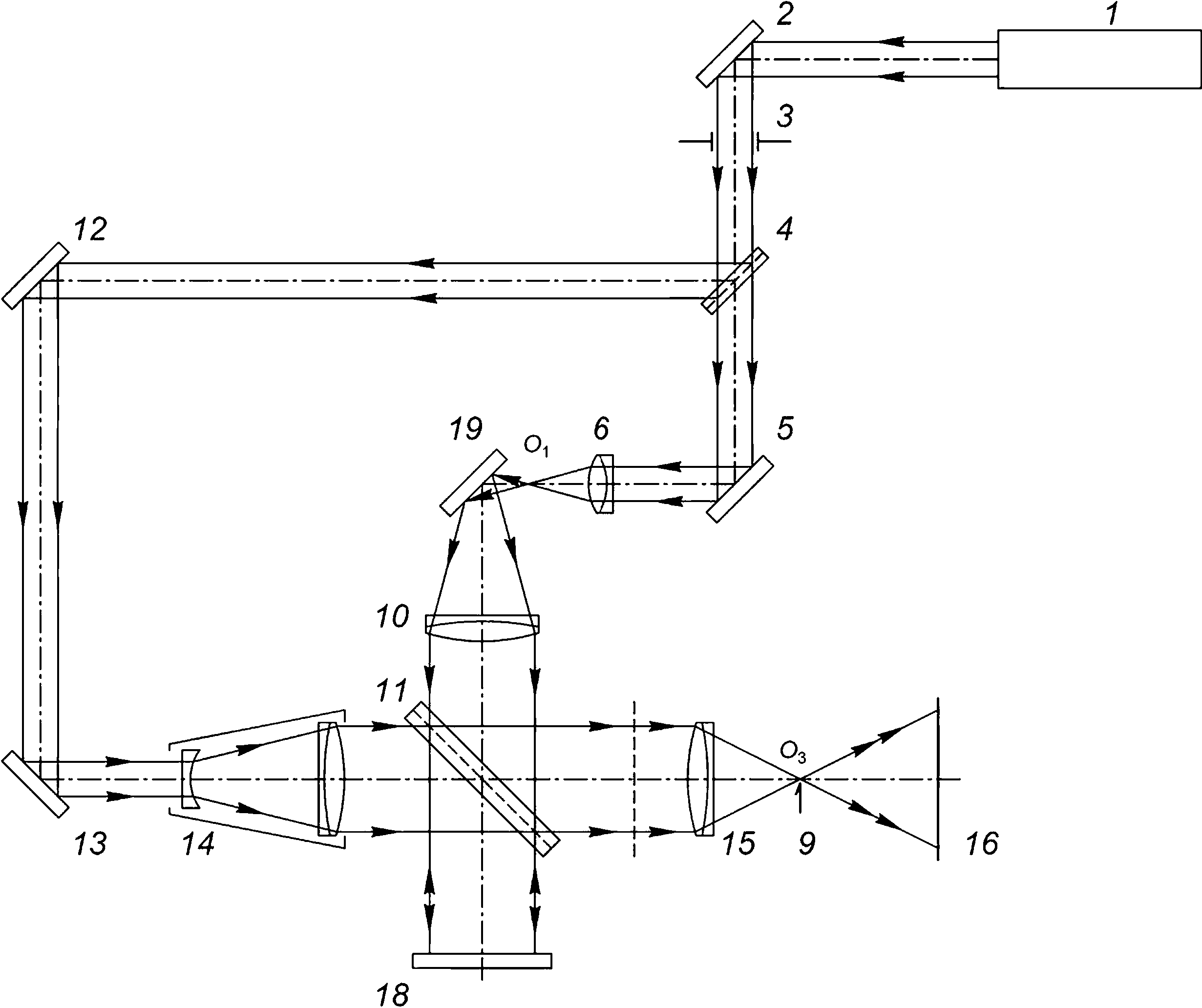
1 — источник излучения (лазер); 2, 12, 13, 19 — поворотные зеркала; 3 — диафрагма; 4, 11 — светоделительные пластины; 5 — малое поворотное зеркало; 6 — микрообъектив; 7 — измерительный осевой СГОЭ; 8 — контролируемая поверхность оптической детали; 9 — нож Фуко; 10, 15 — объективы; 14 — расширитель пучка; 16 — экран (плоскость регистрации); 17— щуп (датчик положения); 18 — плоское зеркало; О — вершина контролируемой поверхности; О1—точечный источник излучения; О2 — изображение точечного источника излучения Ov сформированное оптической системой «Измерительный осевой СГОЭ «плюс» контролируемая поверхность»; О3 — точка заднего фокуса объектива 15
Рисунок 2 — Оптическая схема контроля вогнутой асферической поверхности оптической детали
в отраженном свете (исполнение 1)
7
ГОСТ Р 71711—2024
16
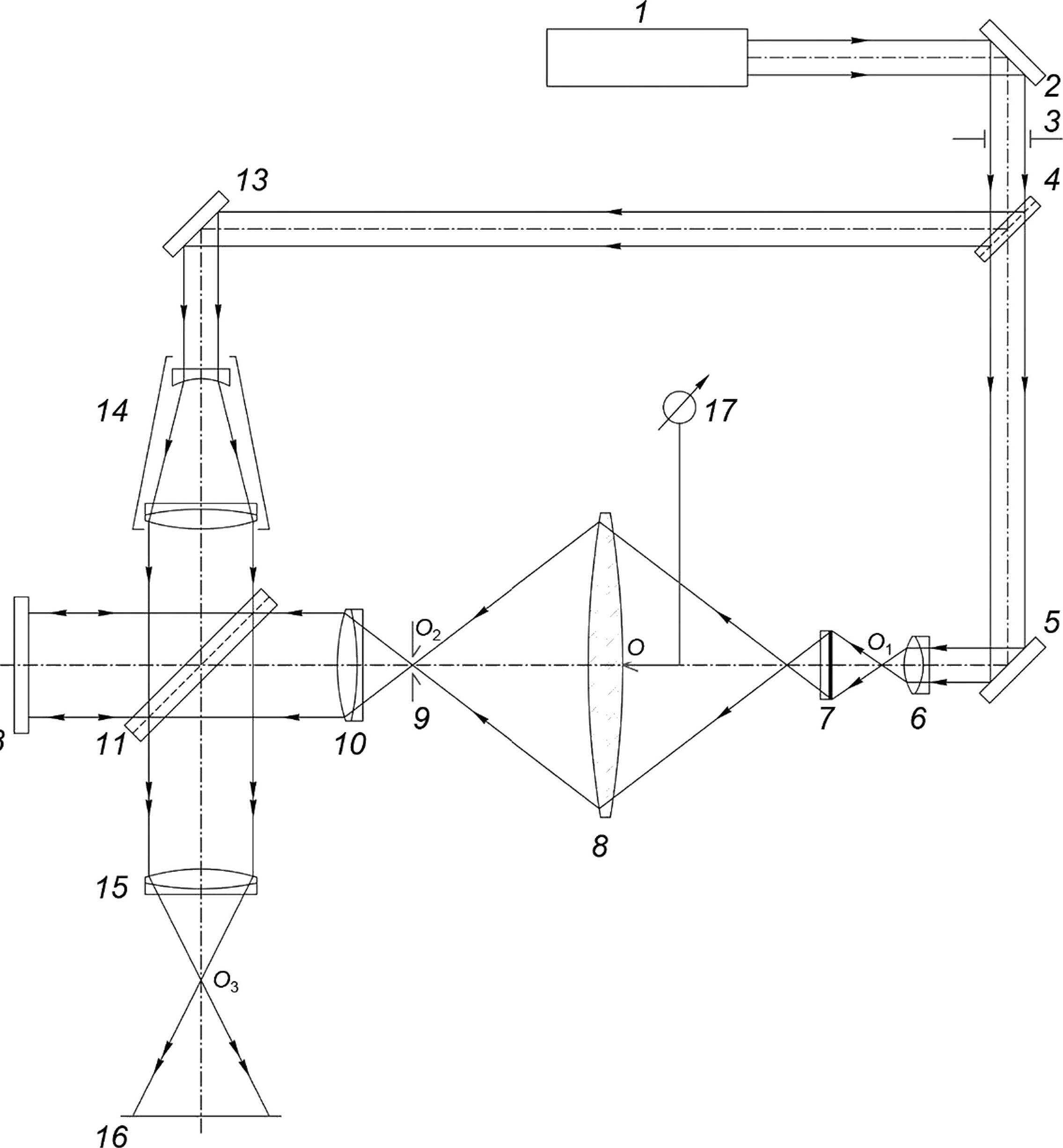
1 — источник излучения (лазер); 2, 13— поворотные зеркала; 3 — диафрагма; 4, 11 — светоделительные пластины; 5 — малое поворотное зеркало; 6 — микрообъектив; 7— измерительный осевой СГОЭ; 8 — контролируемая поверхность оптической детали; 9 — нож Фуко; 10, 15 — объективы; 14 — расширитель пучка; 16 — экран (плоскость регистрации); 17—щуп (датчик положения); 18 — плоское зеркало; О — вершина контролируемой поверхности; О1 — точечный источник излучения; О2— изображение точечного источника излучения О^ сформированное оптической системой «Измерительный осевой СГОЭ «плюс» контролируемая поверхность»; О3 — точка заднего фокуса объектива 15
Рисунок 3 — Оптическая схема контроля вогнутой асферической поверхности оптической детали в отраженном свете (исполнение 2)
6.1.2 При контроле выпуклой асферической поверхности оптической детали в отраженном свете следует использовать оптическую схему, приведенную на рисунке 4.
8
ГОСТ Р 71711—2024
1 — источник излучения (лазер); 2, 12, 13, 19 — поворотные зеркала; 3 — диафрагма; 4, 11 — светоделительные пластины;
5 — малое поворотное зеркало; 6 — микрообъектив; 7 — измерительный осевой СГОЭ; 8 — контролируемая поверхность оптической детали; 9 — нож Фуко; 10, 15 — объективы; 14 — расширитель пучка; 16 — экран (плоскость регистрации);
17 — щуп (датчик положения); 18 — плоское зеркало; 20 — ВСЗ; О — вершина контролируемой поверхности; О1 — точечный источник излучения; О2 — изображение точечного источника излучения О1, сформированное оптической системой «Измерительный осевой СГОЭ «плюс» ВСЗ «плюс» контролируемая поверхность»; О3 — точка заднего фокуса объектива 15
Рисунок 4 — Оптическая схема контроля выпуклой асферической поверхности оптической детали в отраженном свете
6.1.3 При контроле линзы с одной или двумя асферическими поверхностями в проходящем свете следует использовать оптическую схему, приведенную на рисунке 5.
9
ГОСТ Р 71711—2024
1 — источник излучения (лазер); 2, 13 — поворотные зеркала; 3 — диафрагма; 4, 11 — светоделительные пластины; 5 — малое поворотное зеркало; 6 — микрообъектив; 7 — измерительный осевой СГОЭ; 8 — линза с контролируемыми поверхностями; 9 — нож Фуко; 10, 15 — объективы; 14 — расширитель пучка; 16 — экран (плоскость регистрации); 17—щуп (датчик положения); 18 — плоское зеркало; О — вершина контролируемой поверхности; О1 — точечный источник излучения; О2 — изображение точечного источника излучения О^ сформированное оптической системой «Измерительный осевой СГОЭ «плюс» линза с контролируемыми поверхностями»; О3 — точка заднего фокуса объектива 15
Рисунок 5 — Оптическая схема контроля линзы с одной или двумя асферическими поверхностями в проходящем свете
6.2 При сборке схемы контроля необходимо, чтобы оптические длины сигнальной и опорной ветвей интерферометра были равны (с погрешностью ±20 мм).
Измерение длин сигнальной и опорной ветвей необходимо проводить от светоделительной пластины 4 до светоделительной пластины 11 (см. рисунки 2—5).
Примечания
1 Для оптических схем контроля, приведенных на рисунках 2 и 4, опорная ветвь состоит из отрезков от светоделительной пластины 4 до поворотного зеркала 12, далее до поворотного зеркала 13 и от поворотного зеркала 13 до светоделительной пластины 11.
10
ГОСТ Р 71711—2024
2 Для оптических схем контроля, приведенных на рисунках 3 и 5, опорная ветвь состоит из отрезков от светоделительной пластины 4 до поворотного зеркала 13 и от поворотного зеркала 13 до светоделительной пластины 11.
Для оптических схем контроля, приведенных на рисунках 3 и 5, поворотное зеркало 12 отсутствует.
3 Для оптической схемы контроля, приведенной на рисунке 2, сигнальная ветвь состоит из отрезков от светоделительной пластины 4 до малого поворотного зеркала 5, от малого поворотного зеркала 5 до измерительного осевого СГОЭ 7, от измерительного осевого СГОЭ 7 до контролируемой поверхности оптической детали 8, от контролируемой поверхности оптической детали 8 до поворотного зеркала 19, от поворотного зеркала 19 до светоделительной пластины 11.
4 Для оптической схемы контроля, приведенной на рисунке 3, сигнальная ветвь состоит из отрезков от светоделительной пластины 4 до малого поворотного зеркала 5, от малого поворотного зеркала 5 до измерительного осевого СГОЭ 7, от измерительного осевого СГОЭ 7 до контролируемой поверхности оптической детали 8, от контролируемой поверхности оптической детали 8 до светоделительной пластины 11.
Для оптической схемы контроля, приведенной на рисунке 3, поворотное зеркало 19 отсутствует
5 Для оптической схемы контроля, приведенной на рисунке 4, сигнальная ветвь состоит из отрезков от светоделительной пластины 4 до малого поворотного зеркала 5, далее до измерительного осевого СГОЭ 7, от измерительного осевого СГОЭ 7 до вспомогательного сферического зеркала (ВСЗ) 20, от ВСЗ 20 до контролируемой поверхности оптической детали 8 и далее до поворотного зеркала 19 и светоделительной пластины 11.
6 Для оптической схемы контроля, приведенной на рисунке 5, сигнальная ветвь состоит из отрезков от светоделительной пластины 4 до малого поворотного зеркала 5, от малого поворотного зеркала 5 до измерительного осевого СГОЭ 7, от измерительного осевого СГОЭ 7 до линзы с контролируемыми поверхностями 8, от линзы с контролируемыми поверхностями 8 до светоделительной пластины 11.
Для оптической схемы контроля, приведенной на рисунке 5, поворотное зеркало 19 отсутствует.
6.3 Выполненная (собранная) схема контроля должна быть откалибрована по методу, приведенному в приложении Б, и отъюстирована в соответствии с положениями приложения В или приложения Г.
6.4 Допускается использовать иные схемы контроля (например, с интерферометром Физо) согласно ГОСТ Р 8.743, ГОСТ Р 8.745.
7 Проведение контроля
7.1 Технологический контроль
7.1.1 Закрепляют оптическую деталь с контролируемой поверхностью в оправу юстировочного стола.
7.1.2 Используя подвижку юстировочного стола, на котором расположена оптическая деталь, при помощи ЮГ и щупа (датчика положения) устанавливают оптическую деталь на расчетном расстоянии от измерительного осевого СГОЭ и выводят предварительно отмеченную вершину контролируемой поверхности оптической детали на оптическую ось измерительного осевого СГОЭ.
7.1.3 Путем совмещения в фокальной плоскости объектива 15 НКР, соответствующих опорному и сигнальному пучкам лучей, получают интерференционную картину на экране (плоскости регистрации) 16. Совмещение обеспечивают угловыми подвижками узла оптической детали.
7.1.4 Если интерференционная картина, полученная после выполнения операций по 7.1.3, содержит менее пяти колец, то контроль следует проводить при настройке интерферометра на полосы конечной ширины угловыми подвижками светоделительной пластины 11 для достижения требуемой ориентации и периода интерференционных полос. Критерии выбора настройки интерферометра приведены в приложении Д.
7.1.5 Если интерференционная картина, полученная после выполнения операций по 7.1.3, содержит более пяти колец, то контроль проводят по полученной картине (настройка интерферометра на бесконечно широкую полосу).
7.1.6 Для контроля по теневой картине перекрывают опорный пучок излучения и вводят нож Фуко 9 до оптической оси оптической детали.
Примечание — Допускается применение других типов визуализирующих диафрагм (нить, щель, дифракционная решетка со сбоем).
7.1.7 Если допуски на точность изготовления контролируемой поверхности оптической детали заданы в угловой мере, то необходимо измерить диаметр НКР (см. приложение Д).
7.1.8 Местоположение отступлений контролируемой поверхности от расчетной формы отмечают на контролируемой поверхности по искажению полос интерференционной картины или по границам темных и светлых зон теневой картины.
11
ГОСТ Р 71711—2024
7.1.9 Обработку измерений (расшифровка теневых и интерференционных картин и пересчет измеренного значения диаметра НКР в значение местного отклонения контролируемой поверхности оптической детали в угловой мере) проводят согласно приложению Д или при помощи СПО.
7.1.10 Выполнением операции, описанной в 7.1.9, заканчивается единичный цикл технологического контроля. Следующий цикл проводят в таком же порядке согласно 7.1.1—7.1.9. Циклы технологического контроля выполняют до тех пор, пока отклонения формы контролируемой поверхности оптической детали от заданной (с учетом погрешности контроля) не окажутся меньше допусков на точность ее изготовления.
7.2 Аттестационный контроль
7.2.1 Для проведения аттестационного контроля контролируемой поверхности оптической детали выполняют операции в соответствии с 7.1.1—7.1.5.
7.2.2 Регистрируют на цифровом носителе (или фотографируют) интерферограммы при настройке схемы на кольца и на полосы конечной ширины, ориентированные в трех различных направлениях, отличающихся друг от друга на 45°.
7.2.3 По полученному изображению в цифровом виде, по негативу или фотографии проводят расшифровку этих интерферограмм согласно положениям приложения Д или при помощи СПО.
7.2.4 Фиксируют полученные отклонения формы контролируемой поверхности оптической детали от заданной и затем по формулам (Д.З) и (Д.4) вычисляют отклонение контролируемой поверхности оптической детали в угловой мере.
7.2.5 Измеряют диаметр НКР и вычисляют по формуле (Д.5) максимальное числовое значение отклонения контролируемой поверхности оптической детали в угловой мере.
7.2.6 Измерения по 7.2.5 проводят при размере НКР в угловой мере не менее 10“4 рад.
В случае малых отклонений контролируемой поверхности оптической детали от расчетной формы применяют критерий Релея или Марешаля в зависимости от требований на точность изготовления контролируемой поверхности оптической детали.
7.2.7 Измеряют отклонение фактического положения плоскости НКР от расчетного Ru и сопоставляют его с допуском на данный параметр.
8 Обработка и оформление результатов контроля
8.1 Обработку результатов контроля проводят по методике, приведенной в приложении Д, или при помощи СПО.
8.2 Результаты контроля оформляют в виде паспорта, в который записывают результаты аттестационного контроля в форме, соответствующей требованиям чертежа оптической детали с контролируемой поверхностью.
12
ГОСТ Р 71711—2024
Приложение А (рекомендуемое)
Выбор типа схемы контроля с использованием измерительного осевого СГОЭ и определение исходных данных
А.1 Выбор варианта схемы контроля
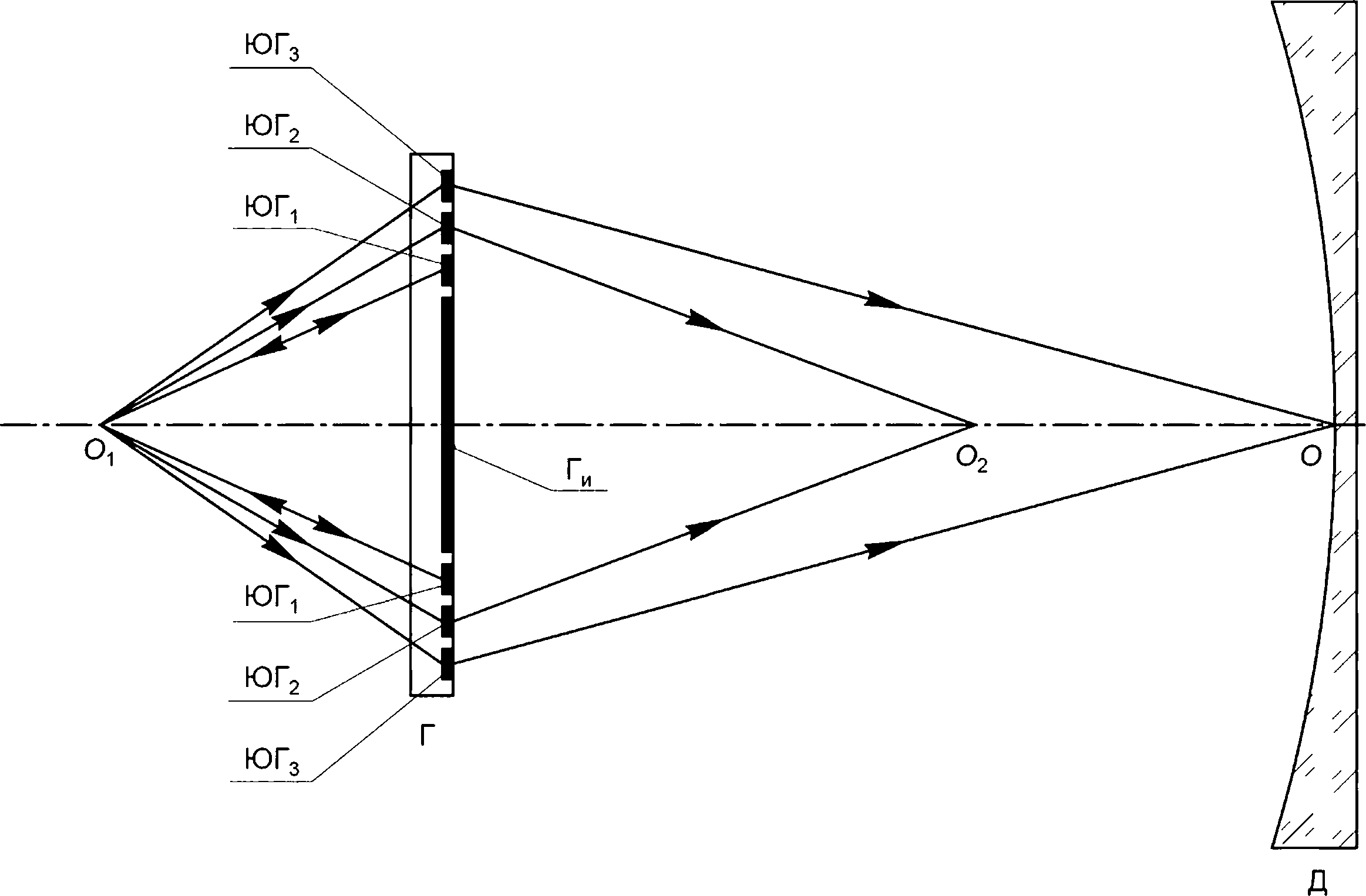
А.1.1 В зависимости от формы и параметров контролируемой поверхности типы схем контроля представлены на рисунках А.1—А.4, на которых расположены основные оптические элементы сигнальной ветви схемы контроля: измерительный осевой СГОЭ (Г) и оптическая деталь с контролируемой поверхностью (Д), формирующие изображение О2 точечного источника излучения Ог Кроме измерительного осевого СГОЭ и оптической детали для формирования изображения О2 точечного источника излучения О1 используют вогнутое ВСЗ (см. рисунок А.З).
Когда используют отражательный измерительный осевой СГОЭ, расположение точечного источника излучения переносят симметрично относительно плоскости измерительного осевого СГОЭ. На рисунках А.1—А.4 точечный источник излучения для пропускающего измерительного осевого СГОЭ обозначен О^ а на отражение — Оф Для уменьшения габаритов схемы контроля целесообразно использовать отражательный измерительный осевой СГОЭ.
На основе расположений данных основных оптических элементов сигнальной ветви схемы контроля (см. рисунки А.1—А.4) строят конкретную рабочую схему контроля (см. рисунки 2—5) в зависимости от формы контролируемой поверхности. В связи с этим к схеме контроля, выбранной из представленных на рисунках А.1—А.4, добавляют осветительную ветвь, которая формирует точечный источник излучения О^ регистрирующую (измерительную) ветвь и опорное плечо. Осветительная ветвь состоит из источника излучения (лазера) 1, поворотного зеркала 2, светоделительной пластины 4, малого поворотного зеркала 5 и микрообъектива 6. Регистрирующая (измерительная) ветвь состоит из ножа Фуко 9, установленного в точке О2 (изображение точечного источника излучения Ор сформированное системой «Измерительный осевой СГОЭ «плюс» контролируемая поверхность»), поворотного зеркала 19, объективов 10 и 15, светоделительной пластины 77 и экрана 16 (плоскости регистрации). Опорное плечо состоит из светоделительных пластин 4 и 11, поворотных зеркал 12 и 13v\ расширителя пучка 14. В рабочей схеме для ее юстировки используют плоское зеркало 18 и для воспроизводимости размещения детали — щуп 17 (датчик положения).
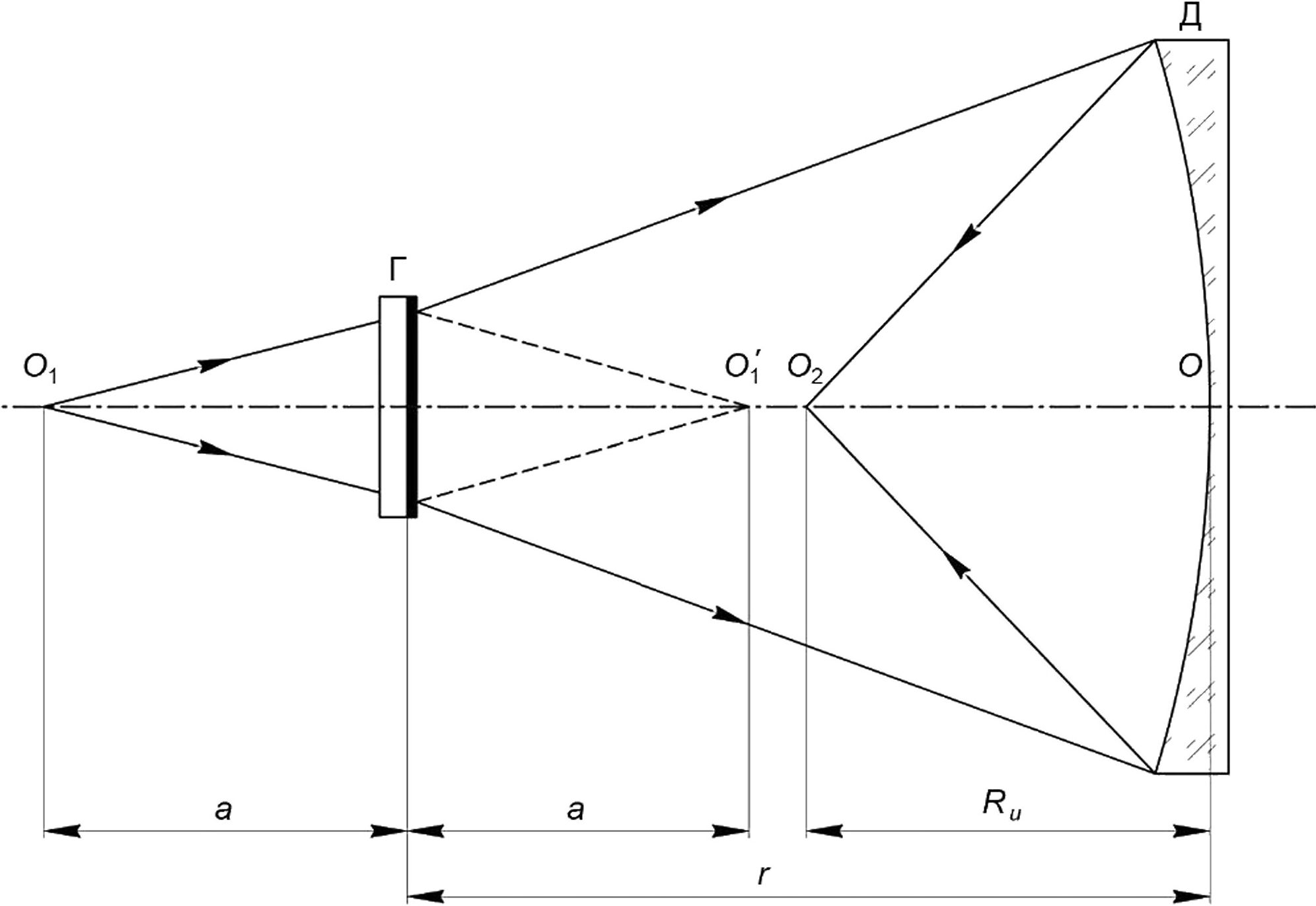
Г — измерительный осевой СГОЭ; Д — оптическая деталь с контролируемой поверхностью; О — вершина контролируемой поверхности; О1 (Оф — точечный источник излучения; О2 — изображение точечного источника излучения О1 (Оф, сформированное оптической системой «Измерительный осевой СГОЭ «плюс» контролируемая поверхность»; а — расстояние от точечного источника излучения О1 (Оф до измерительного осевого СГОЭ Г; г— расстояние от измерительного осевого СГОЭ Г до вершины контролируемой поверхности О; Ru — расстояние от вершины контролируемой поверхности О до изображения точечного источника излучения О2
Рисунок А.1 — Сигнальная ветвь схемы контроля вогнутой асферической поверхности оптической детали в отраженном свете (исполнение 1)
13
ГОСТ Р 71711—2024
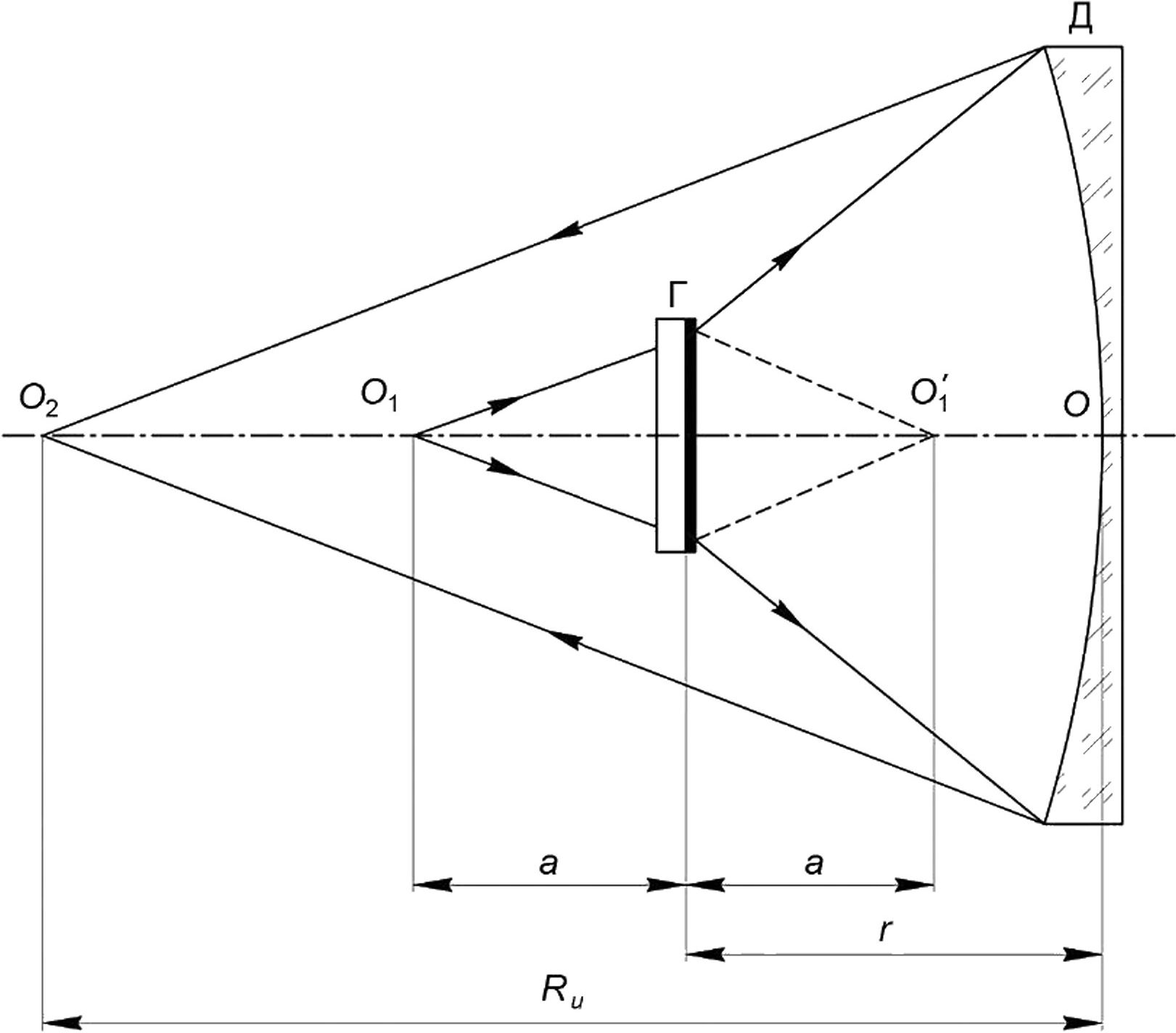
Г — измерительный осевой СГОЭ; Д — оптическая деталь с контролируемой поверхностью; О — вершина контролируемой поверхности; О1 (О^) — точечный источник излучения; О2 — изображение точечного источника излучения О1 (О^), сформированное оптической системой «Измерительный осевой СГОЭ «плюс» контролируемая поверхность»; а — расстояние от точечного источника излучения О1 (O'J до измерительного осевого СГОЭ Г; г— расстояние от измерительного осевого СГОЭ Г до вершины контролируемой поверхности О; Ru — расстояние от вершины контролируемой поверхности О до изображения точечного источника излучения О2
Рисунок А.2 — Сигнальная ветвь схемы контроля вогнутой асферической поверхности оптической детали в отраженном свете (исполнение 2)
14
ГОСТ Р 71711—2024
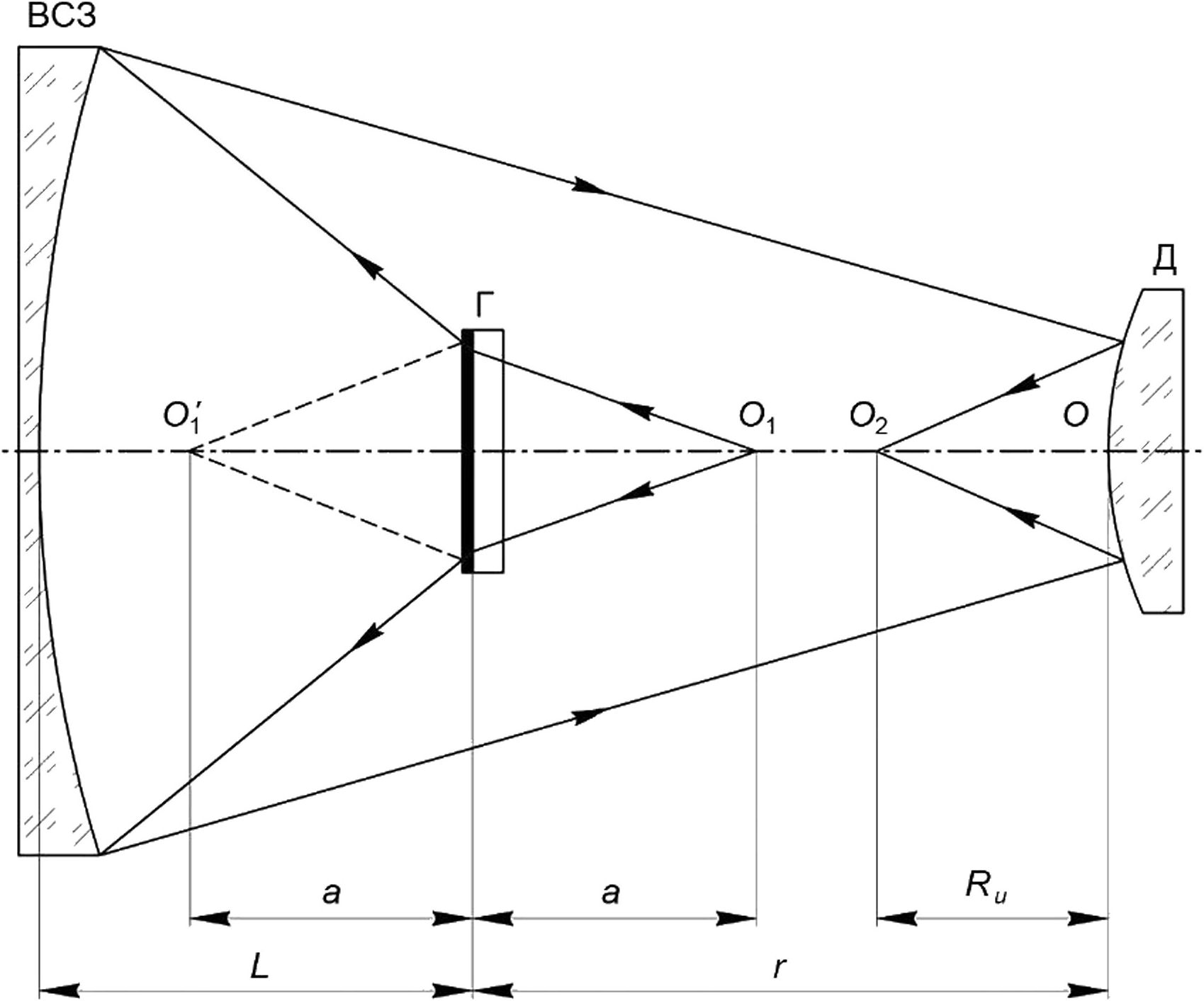
ВСЗ — вспомогательное сферическое зеркало; Г — измерительный осевой СГОЭ; Д — оптическая деталь с контролируемой поверхностью; О — вершина контролируемой поверхности; О1 (О^) — точечный источник излучения; О2 — изображение точечного источника излучения О1 (О^), сформированное оптической системой «Измерительный осевой СГОЭ «плюс» ВСЗ «плюс» контролируемая поверхность»; а — расстояние от точечного источника излучения О1 (О^) до измерительного осевого СГОЭ Г; г — расстояние от измерительного осевого СГОЭ Г до вершины контролируемой поверхности О; Ru — расстояние от вершины контролируемой поверхности Одо изображения точечного источника излучения О2; L — расстояние от измерительного осевого СГОЭ Г до вершины рабочей поверхности ВСЗ
Рисунок А.З — Сигнальная ветвь схемы контроля выпуклой асферической поверхности оптической детали в отраженном свете
15
ГОСТ Р 71711—2024
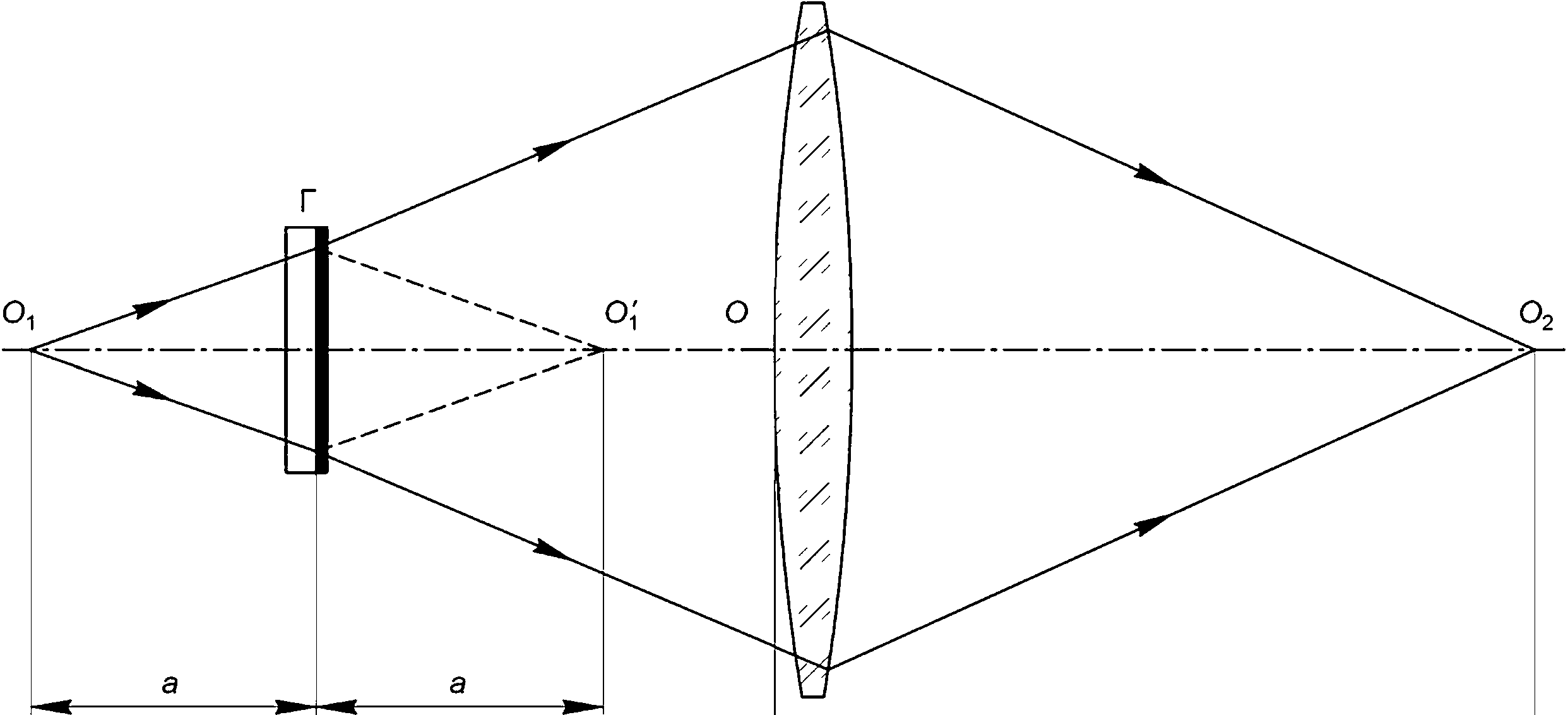
Г — измерительный осевой СГОЭ; Д — линза с контролируемой поверхностью (контролируемыми поверхностями); О — вершина контролируемой поверхности (вершина одной из контролируемых поверхностей, которую используют в качестве базовой точки для касания щупом (датчиком положения) 17, щуп (датчик положения) 77 на рисунке не показан); О1 (О^) — точечный источник излучения; О2 — изображение точечного источника излучения О1 (О^), сформированное оптической системой «Измерительный осевой СГОЭ «плюс» линза с контролируемыми поверхностями»; а — расстояние от точечного источника излучения О1 (О^) до измерительного осевого СГОЭ Г; г— расстояние от измерительного осевого СГОЭ Г до вершины контролируемой поверхности О;
Ru — расстояние от вершины контролируемой поверхности О до изображения точечного источника излучения О2
Рисунок А.4 — Сигнальная ветвь схемы контроля линзы с одной или двумя асферическими поверхностями в проходящем свете
Представленные на рисунках А.1, А.2 схемы предназначены для контроля вогнутых асферических поверхностей второго и более высокого порядка. На указанных рисунках: О1 (О^) — точечный источник излучения, который в реальной схеме формируют с помощью микрообъектива 6; Г — измерительный осевой СГОЭ, преобразующий сферический фронт волны в асферический; Д — оптическая деталь с вогнутой контролируемой поверхностью; О2— изображение точечного источника излучения О1 (0^), сформированное системой «Измерительный осевой СГОЭ «плюс» контролируемая поверхность». В этой точке устанавливают нож Фуко 9 для получения теневой картины, но, т. к. при этом рабочая зона контролируемой поверхности экранизируется, такое расположение ножа Фуко 9 часто на практике не реализуется. Тогда нож Фуко 9 устанавливают в фокальной плоскости объектива 15, служащего для достижения сопряжения детали с плоскостью регистрации.
Отличие данных двух схем (см. рисунки А.1 и А.2) друг от друга в том, что в первом случае (см. рисунок А.1) измерительный осевой СГОЭ расположен таким образом, чтобы изображение О2 точечного источника излучения 01 (О^) формировалось между плоскостью измерительного осевого СГОЭ и вершиной контролируемой поверхности оптической детали. Во втором случае (см. рисунок А.2) измерительный осевой СГОЭ расположен таким образом, чтобы изображение О2 точечного источника излучения 01 (О^) формировалось дальше от вершины контролируемой поверхности, чем плоскость измерительного осевого СГОЭ. При контроле контролируемых поверхностей с достаточно большой центральной нерабочей зоной — такой, чтобы не было экранирования измерительным осевым СГОЭ рабочего пучка, предпочтительнее использовать расположение элементов, представленное на рисунке А.2, при котором уменьшаются габариты схемы, а также появляется возможность поместить нож Фуко 9 непосредственно в точку изображения О2.
А.1.2 Схема, приведенная на рисунке А.З, предназначена для контроля выпуклых асферических поверхностей второго и более высокого порядка. В отличие от схем контроля, представленных на рисунках А.1 и А.2, в данной схеме изображение О2 точечного источника излучения 01 (О^) формируется системой «Измерительный осевой СГОЭ, контролируемая поверхность «плюс» ВСЗ». Световой диаметр ВСЗ превосходит в 1,5—2 раза световой диаметр контролируемой поверхности, причем жесткие требования предъявляются лишь к местному отклонению ВСЗ — △Мвсз tB соответствии с необходимой точностью контроля выпуклой контролируемой поверхности △^всз < О.^, где X — длина волны используемого источника излучения (лазера)], а допуск на радиус кривизны при изготовлении этого ВСЗ практически отсутствует.
16
ГОСТ Р 71711—2024
А.1.3 Представленная на рисунке А.4 схема предназначена для контроля линз с асферическими поверхностями второго и более высокого порядка. Обозначения на этой схеме соответствуют обозначениям, приведенным на схемах рисунков А.1 и А.2, с той разницей, что вместо вогнутой контролируемой поверхности оптической детали контролируют линзу с одной или двумя асферическими поверхностями.
В схемах для контроля линз с асферическими поверхностями используют пропускающий измерительный осевой СГОЭ, т. к. для контроля линз в отличие от вогнутых и выпуклых зеркал значимой является центральная часть, и ее экранирование недопустимо.
А.2 Выбор расстояний между основными оптическими элементами во всех вариантах схем контроля (см. рисунки А.1—А.4)
А.2.1 Расстояния между основными оптическими элементами [а — расстояние от точечного источника излучения О1 (О^) до измерительного осевого СГОЭ; г— расстояние от измерительного осевого СГОЭ Г до вершины контролируемой поверхности О; Ru — расстояние от вершины контролируемой поверхности О до изображения точечного источника излучения О2; L — расстояние от измерительного осевого СГОЭ Г до вершины рабочей поверхности ВСЗ] выбирают исходя из габаритов установочной плиты интерферометра, практических возможностей технологического оборудования для изготовления измерительных осевых СГОЭ, размеров, форм, крутизны контролируемой поверхности, стремления уменьшить влияние вибраций и воздушных тепловых потоков и увеличить допуски на продольное и поперечное смещения элементов схемы от расчетного положения. Оптимальный вариант схемы контроля определен соблюдением вышеперечисленных условий для каждой конкретной оптической детали с контролируемой поверхностью.
А.2.2 Выбор расстояния между основными оптическими элементами определяют согласно схеме, приведенной на рисунке А.5.
Примечание — Расчетная схема, приведенная на рисунке А.5, соответствует второму варианту схемы контроля, представленному на рисунке А.2, причем с измерительным осевым СГОЭ в проходящем свете. Критерии выбора расстояний между основными оптическими элементами схемы контроля и алгоритм расчета измерительного осевого СГОЭ приведены в настоящем стандарте для варианта схемы контроля, представленного на рисунке А.2. Все приведенные критерии выбора расстояний между основными оптическими элементами схемы контроля и алгоритм расчета измерительного осевого СГОЭ аналогичны для вариантов схемы контроля, представленных на рисунках А.1, А.З и А.4.
17
ГОСТ Р 71711—2024
y=f(x)
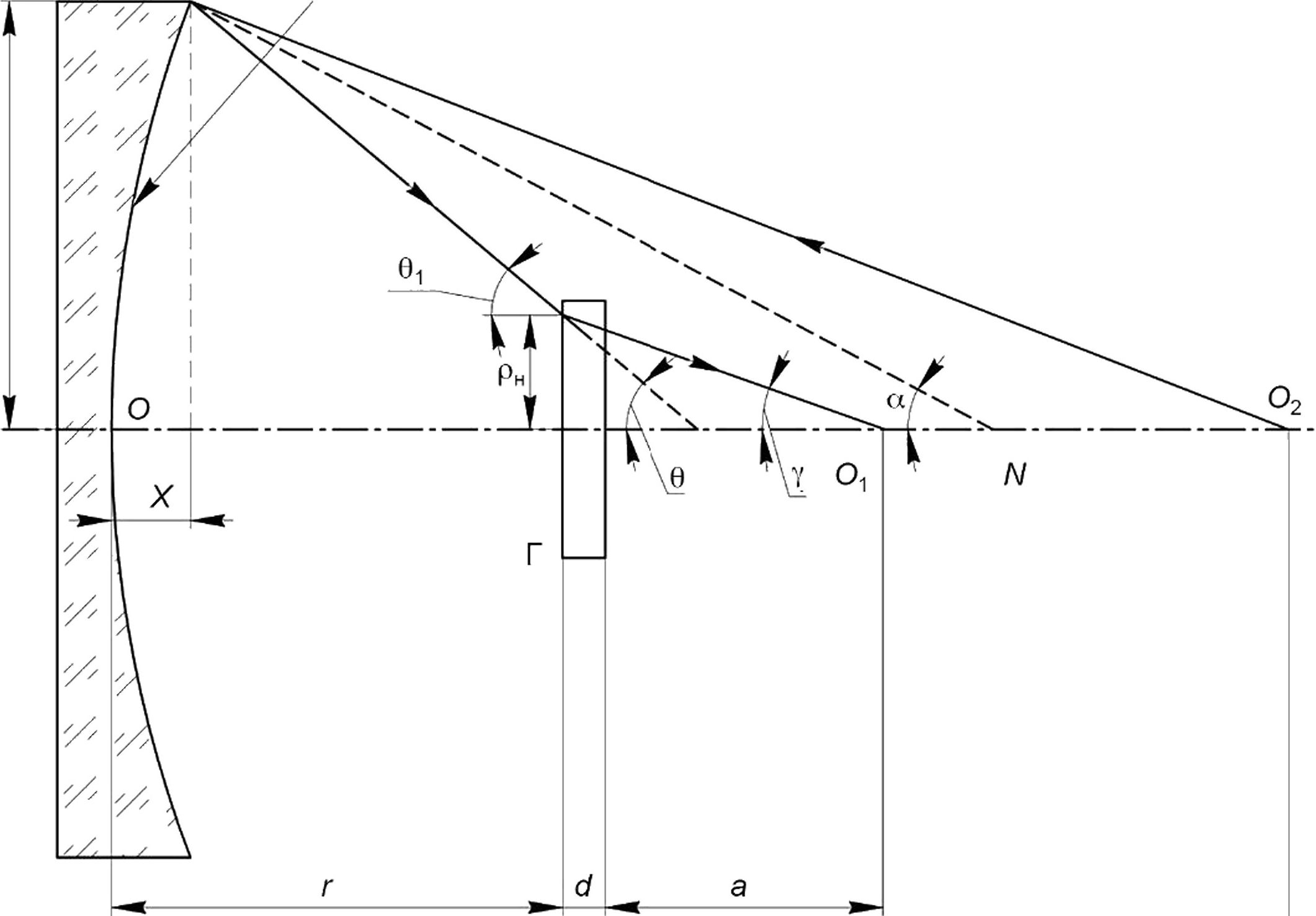
Г — измерительный осевой СГОЭ; Д — оптическая деталь с контролируемой поверхностью; О — вершина контролируемой поверхности; О1 — точечный источник излучения; О2 — изображение точечного источника излучения Сф сформированное оптической системой «Измерительный осевой СГОЭ «плюс» контролируемая поверхность»; а — расстояние от точечного источника излучения О1 до измерительного осевого СГОЭ Г; г— расстояние от измерительного осевого СГОЭ Г до вершины контролируемой поверхности О; Ru — расстояние от вершины контролируемой поверхности О до изображения точечного источника излучения О2; d — толщина подложки измерительного осевого СГОЭ Г по оптической оси; у = f(x) — уравнение меридионального сечения контролируемой поверхности оптической детали; Y, X — декартовы координаты точки пересечения луча с контролируемой поверхностью оптической детали в ее краевой (начальной) зоне; рн — радиус начальной полосы измерительного осевого СГОЭ Г (полосы отсчитывают от внешнего края светового диаметра измерительного осевого СГОЭ Г); 01 — угол падения на измерительный осевой СГОЭ Г луча, отраженного от контролируемой поверхности оптической детали, соответствующего полосе с радиусом рн; у — угол дифракции луча, соответствующего полосе с радиусом рн; 9 — угол преломления луча (в «нулевом» порядке измерительного осевого СГОЭ Г), прошедшего через подложку измерительного осевого СГОЭ Г и рассчитанного для зоны, соответствующей полосе с радиусом рн; а — угол между оптической осью контролируемой поверхности и нормалью к этой же поверхности, построенной в точке с декартовыми координатами Y, X
Рисунок А.5 — Расчетная схема к выбору расстояний между основными оптическими элементами в сигнальной ветви (в обратном ходе лучей)
А.2.3 Расстояние Ru от вершины контролируемой поверхности О до точки О2 выбирают исходя из габаритов установочной плиты таким образом, чтобы точка О2 располагалась вблизи одного из фокусов поверхности, описываемой первыми двумя коэффициентами уравнения контролируемой поверхности, причем отступление точки О2 от фокуса определяют таким образом, чтобы волновой фронт, отраженный от контролируемой поверхности и падающий на измерительный осевой СГОЭ, был сходящимся.
А.2.4 Расстояния тиа выбирают исходя из конструктивных размеров и пространственной частоты полос измерительного осевого СГОЭ, которые определены возможностями технологического оборудования для изготовления данных измерительных осевых СГОЭ.
Локальную пространственную частоту полосу, мм-1, измерительного осевого СГОЭ вычисляют по формуле
sin б!-sin у /л ..
v =----ф(А.1)
18
ГОСТ Р 71711—2024
где 01 — угол падения на измерительный осевой СГОЭ луча, отраженного от контролируемой поверхности оптической детали, °;
Y — угол дифракции, °;
X — длина волны используемого источника излучения (лазера), мм.
Углы 01 и у определяют путем расчета хода лучей через систему «Контролируемая поверхность «плюс» измерительный осевой СГОЭ» [см. формулы (А.5) и (А.7)].
А.З Алгоритм расчета измерительного осевого СГОЭ
А.3.1 Расчет измерительного осевого СГОЭ сводится к вычислению координат его полос, имеющих вид концентрических колец или прямых линий, положение которых соответствует положению полос интерференционной картины, которая наблюдалась бы при суперпозиции сферической опорной волны, сходящейся в точке Ov и сигнальной волны, сформированной точечным источником излучения, расположенным в точке О2, и деформированной заданной расчетной асферической поверхностью (см. рисунок А.5). При этом, как правило, используют двухуровневое (бинарное) отображение интерференционной картины в плоскости измерительного осевого СГОЭ.
А.З.2 Координаты начала Рй и конца pj) каждой m-й полосы измерительного осевого СГОЭ вычисляют исходя из условия
(А.2)
где Л^т[р+ — оптическая разность хода между соответствующими лучами сигнального и опорного пучков,
определяемая уравнением меридионального сечения контролируемой поверхности у = f(x) и геометрией выбранной схемы контроля, мм;
рт — текущий радиус т-й полосы измерительного осевого СГОЭ, мм;
Q — скважность — параметр, определяющий соотношение между шириной прозрачных (отражающих) и непрозрачных (неотражающих) полос измерительного осевого СГОЭ.
Для схемы контроля, приведенной на рисунке А.5, явное выражение A£mI рт | имеет следующий вид:
COS0 COS©! cosy
I 1
-R,.-r-dn-a =X m?—
I 2Q
(A.3)
где у = f(x)
уравнение меридионального сечения контролируемой поверхности, мм;
d — толщина подложки измерительного осевого СГОЭ по оптической оси, мм;
показатель преломления материала подложки измерительного осевого СГОЭ;
cos 6 =
(y’2-l)(Ku-x) + 2y/
(А.4)
где 01 — угол падения луча на измерительный осевой СГОЭ, °;
19
ГОСТ Р 71711—2024
sin 9 = nsinG^
(А.6)
у — угол дифракции, °.
При расчете отражательного измерительного осевого СГОЭ d = 0, п = 1 и формулы (А.З)—(А.7) упрощаются, причем тогда cos 9 = cos 9r
А.3.3 Задавая в уравнение (А.З) последовательно m = 0, 1, 2, 3,... и решая его относительно х, находят для каждой т-й полосы измерительного осевого СГОЭ пару чисел ^ и х^.
А.3.4 Используя формулу, связывающую р и х,
р = у - (г - х) tg 9 - d tg 91,
(А.8)
вычисляют координаты начала Pm и конца р^, каждой m-й полосы измерительного осевого СГОЭ.
А.З.5 Согласно указанному алгоритму расчета измерительного осевого СГОЭ составляют программу для ЭВМ по вычислению значений Pm и р^ . Полученные значения р^ и р^ используют как исходные данные для управления процессом изготовления измерительного осевого СГОЭ в рамках типового технологического процесса с применением конкретного физического метода и соответствующего технологического оборудования в соответствии с технической и конструкторской документацией изготовителя.
Примечание — При расчете измерительного осевого СГОЭ вычисляют допуски на отступление положения основных оптических элементов схемы контроля. Допуски, как и в случае типовых оптических систем, определяют на ЭВМ путем расчета хода нескольких лучей через оптическую систему схемы контроля с измененными параметрами. Отличие состоит в том, что в голографических схемах при расчете луча через измерительный осевой СГОЭ используют формулы (А.4)—(А.7). По рассчитанным значениям продольной и поперечной аберраций определяют волновые аберрации, обусловленные нарушением геометрии схемы контроля, и приводят в паспорте измерительного осевого СГОЭ.
20
ГОСТ Р 71711—2024
Приложение Б (обязательное)
Метод калибровки оптической системы
Б.1 Общие положения
Б. 1.1 Сущность калибровки заключается в определении приборной погрешности оптической системы интерферометра, вызывающей отступление результатов контроля контролируемой поверхности оптической детали от фактических, характеризующих только показатели оптического качества изготовленной контролируемой поверхности оптической детали.
Б. 1.2 Приборную погрешность определяют путем суммирования погрешностей изготовления отдельных оптических элементов оптической системы интерферометра, погрешностей изготовления измерительного осевого СГОЭ и погрешностей юстировки, возникающих вследствие неточного размещения отдельных элементов.
Б.1.2.1 Погрешности изготовления элементов оптической системы указывают в документации на интерферометр (справочный материал на комплектующие оптические элементы интерферометра, оформляемый при его калибровке).
Б. 1.2.2 Допустимые погрешности юстировки приводят в паспорте на измерительный осевой СГОЭ. Таким образом, задачей юстировки является соблюдение допусков на размещение оптических элементов интерферометра в соответствии с выбранной схемой контроля.
Б. 1.2.3 Погрешности изготовления измерительного осевого СГОЭ также приведены в его паспорте.
Примечание — Погрешности, указанные в Б.1.2.1 и Б. 1.2.3, могут быть учтены при расшифровке результатов контроля.
Б.2 Определение приборной погрешности, вызванной погрешностями изготовления оптических элементов
Б.2.1 Суммарную приборную погрешность, вносимую совокупно всеми элементами (кроме измерительного осевого СГОЭ и оптической детали с контролируемой поверхностью), определяют по интерференционной картине с использованием калибровочной схемы контроля (см. рисунок Б.1).
Б.2.2 Калибровочная схема включает в себя все элементы схемы контроля, за исключением контролируемой поверхности и измерительного осевого СГОЭ. В схеме, представленной на рисунке Б.1, объектив 10 установлен таким образом, чтобы его фокус был совмещен с точечным источником О^ формируемым с помощью микрообъектива 6.
21
ГОСТ Р 71711—2024
1 — источник излучения (лазер); 2, 12, 13, 19 — поворотные зеркала; 3 — диафрагма; 4, 11 — светоделительные пластины; 5 — малое поворотное зеркало; 6 — микрообъектив; 9 — нож Фуко; 10, 15 — объективы; 14 — расширитель пучка; 16 — экран (плоскость регистрации); 18 — плоское зеркало; О1 — точечный источник излучения; О3 — точка заднего фокуса объектива 15
Примечание — При контроле оптических поверхностей по схемам, приведенным на рисунках 3 и 5, поворотные зеркала 12, 19 в калибровочной схеме так же, как и в указанных схемах контроля, не использованы. Микрообъектив 6 и объектив 10 в данном случае расположены на одной оси.
Рисунок Б.1 — Калибровочная схема контроля для определения приборной погрешности, вызванной погрешностями изготовления оптических элементов интерферометра
Б.2.3 Установив за объективом 15 в точке О3 нож Фуко и перекрывая последовательно сигнальную и опорную ветви, теневым методом контролируют погрешности, вносимые отдельно опорной и сигнальной ветвями интерферометра.
Б.2.4 Методика определения приборной погрешности теневым или интерференционным методами аналогична описанной в приложении Д. При определении приборной погрешности допускается использовать СПО.
Б.2.5 Когда погрешности оптической системы интерферометра превышают допустимую погрешность контроля, рекомендуется для их компенсации использовать корригирующую голограмму.
Примечание — Корригирующая голограмма представляет собой аналоговую голограмму.
Б.2.5.1 Корригирующую голограмму получают путем регистрации интерференционной картины на фотопластинке, установленной между светоделительной пластиной 11 и объективом 15 (на рисунке Б.1 показано пунктиром). Перед установкой фотопластинки необходимо настроить интерферометр на полосы конечной ширины (с пространственной частотой не менее 30 линий на миллиметр) разворотом светоделительной пластины 11.
22
ГОСТ Р 71711—2024
Б.2.5.2 После экспонирования и обработки фотопластинку устанавливают в исходное положение.
Не изменяя положения устройств 10, 11, 14—16, 18, 19, устанавливают элементы 2—9, 12, 13, 17 в соответствии с выбранной схемой контроля (см. рисунки 2—5).
Б.2.5.3 При проведении контроля в соответствии с разделом 7 для фильтрации выбранной пары волн, дифрагированных на корригирующей голограмме, в фокальной плоскости объектива 15 устанавливают диафрагму размером не более 2 мм.
23
ГОСТ Р 71711—2024
Приложение В (обязательное)
Типовой процесс юстировки с использованием осевых СГОЭ
В.1 Предварительная юстировка
В.1.1 Тип схем, предназначенных для контроля вогнутых поверхностей, выпуклых поверхностей и линз соответственно, следует выбирать согласно приведенным на рисунках 2—5. Критерий выбора типа схемы контроля описан в приложении А.
Целью этапа предварительной юстировки схемы контроля является размещение узлов оптических элементов выбранной схемы на установочной плите интерферометра, обеспечивающее выполнение требований оптической схемы контроля, разработанной применительно к конкретной оптической детали с контролируемой поверхностью.
В.1.2 Включают источник излучения (лазер) 1 согласно ТД на него.
В.1.3 Устанавливают на установочной плите интерферометра поворотное зеркало 2 и светоделительную пластину 4. Пользуясь юстировочными подвижками указанных элементов, направляют пучок излучения, прошедший через светоделительную пластину 4 и отраженный от светоделительной пластины 4, параллельно плоскости установочной плиты путем выравнивания с точностью ±1 мм высоты хода пучка излучения над ней вблизи юстируемого элемента (поворотное зеркало 2 и светоделительная пластина 4) и на расстоянии от него, приблизительно равном 0,5 ± 1 м. Контроль проводят с помощью измерительной линейки.
Аналогичным способом устанавливают и юстируют малое поворотное зеркало 5.
В.1.4 В промежутке между поворотным зеркалом 2 и светоделительной пластиной 4 устанавливают диафрагму 3 по размеру пучка излучения.
В.1.5 Выставляют микрообъектив 6 по ходу распространения пучка излучения таким образом, чтобы пучок излучения, прошедший через светоделительную пластину 4 и отраженный малым поворотным зеркалом 5, попадал в центр оправы микрообъектива 6 с точностью до ±1 мм посредством поперечных линейных подвижек узла микрообъектива 6, обеспечивая таким образом необходимую точность. Контроль проводят с помощью измерительной линейки.
Совмещают оптическую ось микрообъектива 6 с направлением распространения пучка излучения.
Контроль совпадения оптической оси микрообъектива 6 с направлением распространения пучка излучения проводят визуально по расположению на одной линии бликов от различных поверхностей линз — компонентов микрообъектива 6. Совпадение обеспечивают угловыми подвижками микрообъектива 6.
Примечание — Совмещение оптической оси микрообъектива 6 с направлением распространения пучка излучения можно проводить и с помощью плоского зеркала. Плоское зеркало прижимают к оправе микрообъектива 6 со стороны падения на него пучка излучения таким образом, чтобы падающий пучок излучения отражался от него. Используя угловые подвижки узла микрообъектива б, обеспечивают попадание пучка излучения, отраженного зеркалом, в отверстие диафрагмы. Контроль проводят визуально.
Аналогичным образом осуществляют контроль по бликам, полученным от линз микрообъектива 6. Если блики можно наблюдать на диафрагме 3, то с помощью угловых подвижек узла микрообъектива 6 обеспечивают попадание бликов на диафрагму 3.
При окончании указанных операций в фокальной плоскости микрообъектива 6 формируется точечный источник излучения О1.
В.1.6 Устанавливают на расстоянии а (числовое значение а задано в паспорте на измерительный осевой СГОЭ 7) от точечного источника излучения Ор сформированной микрообъективом 6, по ходу распространения пучка излучения на позицию 7 измерительный осевой СГОЭ таким образом, чтобы плоскость измерительного осевого СГОЭ была равномерно и полностью освещена пучком излучения, сформированным микрообъективом 6, и отраженный измерительным осевым СГОЭ фронт волны излучения был концентричен с падающим.
Равномерность освещенности обеспечивают поперечными линейными подвижками узла измерительного осевого СГОЭ 7. Контроль проводят визуально.
Концентричность отраженного пучка с падающим обеспечивают угловыми подвижками узла измерительного осевого СГОЭ 7. Контроль осуществляют визуально на матовом экране, располагая его между точечным источником излучения О1 и измерительным осевым СГОЭ 7 и частично перекрывая фронт волны излучения, исходящий из точечного источника излучения Ог
Расстояние а контролируют с помощью измерительной линейки.
Примечание — В случае схемы контроля, приведенной на рисунке 4, на позицию 20 устанавливают ВСЗ радиусом кривизны R и световым диаметром, указанным в паспорте на измерительный осевой СГОЭ. Используя линейные поперечную и вертикальную подвижки узла 20, обеспечивают равномерное освещение поверхности ВСЗ 20. Контроль выполняют визуально. Посредством использования угловых подвижек узла 20 обеспечивают концентричность падающего и отраженного пучков излучения. Контроль осуществляют визуально способом, аналогич-
24
ГОСТ Р 71711—2024
ным описанному в В.1.6 и В.1.13. Расстояние L от измерительного осевого СГОЭ 7 до ВСЗ 20 (числовое значение L указано в паспорте на измерительный осевой СГОЭ 7) контролируют с помощью измерительной линейки.
У юстировочного узла ВСЗ 20 допускается наличие только двух угловых подвижек; в этом случае настройку схемы контроля проводят с помощью остальных оптических узлов (узел оптической детали с контролируемой поверхностью 8, узел микрообъектива 6, узел измерительного осевого СГОЭ 7, которые приведены на рисунке 4.
В.1.7 Устанавливают на оптической оси измерительного осевого СГОЭ 7 в точке О2 на расстоянии |RU - /j (значения ги Ru заданы в паспорте на измерительный осевой СГОЭ 7) от плоскости измерительного осевого СГОЭ 7 визуализирующую диафрагму в виде двух лезвий, скрещенных, например, под углом 90° (позиция 9). Контроль расстояния |RU - /j выполняют с помощью измерительной линейки.
В.1.8 Устанавливают на установочной плите интерферометра поворотное зеркало 12.
Примечание — Поворотное зеркало 12 приведено в схемах контроля, соответствующих рисункам 2 и 4.
Направляют пучок излучения, отраженный от поворотного зеркала 12, параллельно поверхности установочной плиты путем выравнивания высоты хода пучка излучения над установочной плитой с точностью ±1 мм способом, аналогичным описанному в В. 1.3. Контроль проводят с помощью измерительной линейки.
Аналогичным способом устанавливают и юстируют поворотное зеркало 13.
В.1.9 Устанавливают расширитель пучка 14. Совмещают оптическую ось расширителя пучка 14 с направлением распространения пучка излучения, отраженного от поворотного зеркала 13. Линейными и угловыми подвижками расширителя пучка 14 можно достичь равномерной освещенности по диаметру выходного объектива расширителя пучка 14.
Контроль равномерности освещенности проводят визуально.
В.1.10 Для того чтобы получить на выходе расширителя пучка 14 параллельный пучок излучения, устанавливают на выходе расширителя пучка 14 плоское зеркало 18 перпендикулярно оси расширителя. С помощью угловых юстировочных подвижек плоского зеркала 18 в плоскости диафрагмы 3 появляется блик, сформированный пучком излучения, отраженным от плоского зеркала 18, прошедшим через расширитель пучка 14 и отраженным от поворотных зеркал 12, 13 и светоделительной пластины 4 в обратном направлении. Путем продольного перемещения (вдоль оптической оси расширителя пучка 14) окуляра расширителя пучка 14 можно достичь того, чтобы сечение блика было равно сечению пучка излучения, проходящего через диафрагму 3 в прямом ходе излучения, что обеспечивает необходимую параллельность хода пучка излучения на выходе расширителя пучка 14.
Закрепляют расширитель пучка 14 на установочной плите интерферометра и фиксируют стопорные винты.
В.1.11 Светоделительную пластину устанавливают в позицию 11 под углом около 45° к направлению распространения пучка излучения, вышедшего из расширителя пучка 14, таким образом, чтобы светоделительная поверхность была со стороны, обратной падению пучка излучения, полученного расширителем пучка 14, и этот пучок излучения попадал в центр светоделительной пластины 11.
В.1.12 Объектив устанавливают в позицию 15 по ходу распространения пучка излучения таким образом, чтобы пучок излучения, сформированный расширителем пучка 14, попадал в центр оправы объектива с точностью ±1 мм с помощью поперечных линейных подвижек узла объектива 15. Контроль проводят с помощью измерительной линейки.
Оптическую ось объектива 15 совмещают с направлением распространения пучка излучения, контролируют визуально способом, описанным в В.1.5.
После выполнения указанных операций в точке заднего фокуса объектива 15 О3 формируется пятно излучения.
В. 1.13 Устанавливают вспомогательное плоское зеркало в точке О3. Путем использования угловых и линейных подвижек вспомогательного плоского зеркала обеспечивают такой ход пучка излучения, чтобы отраженный от него пучок излучения был концентричен с падающим и диаметры отраженного и падающего пучков равнялись друг другу в одном и том же сечении. Концентричность отраженного пучка излучения с падающим обеспечивают угловыми подвижками узла вспомогательного плоского зеркала. Равенство диаметров отраженного и падающего пучков излучения в одном и том же сечении обеспечивают продольной подвижкой узла вспомогательного плоского зеркала. Контроль концентричности и равенства диаметров отраженного и падающего на вспомогательное плоское зеркало пучков излучения проводят визуально на матовом экране, располагая его между вспомогательным плоским зеркалом и объективом 15 и частично перекрывая пучок излучения, исходящий из объектива 15.
Примечание — Все изложенное в В. 1.13 действительно для общего случая, т. е. когда фронт волны излучения, исходящей из расширителя пучка 14, может быть как плоским, так и сферическим (расходящийся пучок). Юстировочное вспомогательное плоское зеркало на рисунках 2—5 не показано. Если фронт волны излучения, исходящей из расширителя пучка 14, строго плоский, то указанное вспомогательное плоское зеркало целесообразно устанавливать в позицию 18 и все операции с ним проводят согласно В. 1.13.
В.2 Окончательная юстировка
В.2.1 Целью этапа окончательной юстировки схемы контроля является точное выставление всех оптических элементов схемы контроля на расчетные расстояния на общей оптической оси схемы. Отклонение положения
25
ГОСТ Р 71711—2024
оптических элементов схемы контроля от расчетного не должно превышать допусков, приведенных в паспорте измерительного осевого СГОЭ.
В.2.2 Окончательную установку измерительного осевого СГОЭ 7 осуществляют с помощью ЮГ^ нанесенной концентрично с измерительным осевым СГОЭ 7 Ги на общей подложке. ЮГ1 формирует автоколлимационное изображение точечного источника излучения О1 и предназначена для выставления измерительного осевого СГОЭ 7 Ги относительно точечного источника излучения О1 на расстоянии, равном а от него (см. рисунок В.1).
Совмещения точки, сформированной автоколлимационной ЮГ^ с точечным источником излучения Ор сформированным микрообъективом 6, можно добиться линейным перемещением узла измерительного осевого СГОЭ 7 вдоль оптической оси и угловыми подвижками узла измерительного осевого СГОЭ 7. Контроль проводят визуально, наблюдая на диафрагме 3 ее автоколлимационное изображение точечного источника излучения Ор сформированное автоколлимационной ЮГр и совмещая его с отверстием диафрагмы 3.
Закрепляют узел с измерительным осевым СГОЭ 7 на установочной плите интерферометра и фиксируют стопорные винты.
С помощью ЮГ2, нанесенной так же, как и автоколлимационная ЮГ1, концентрично с измерительным осевым СГОЭ 7 Ги и расположенной на общей подложке с измерительным осевым СГОЭ 7 Ги, фиксируют на расстоянии |Ry - г| от измерительного осевого СГОЭ 7 светящуюся точку, сформированную ЮГ2 и совпадающую с рассчитанным положением изображения О2 точечного источника излучения оптической системы, образованной измерительным осевым СГОЭ 7 Ги совместно с контролируемой поверхностью (плоскость ножа Фуко 9).
Посредством ЮГ3, нанесенной так же, как и ЮГ1 и ЮГ2, концентрично с измерительным осевым СГОЭ 7 Ги и расположенной на общей подложке с измерительным осевым СГОЭ 7 Ги, формируют на расстоянии гот измерительного осевого СГОЭ 7 светящуюся точку, совпадающую с вершиной контролируемой поверхности О.
Примечание — Изготовление, аттестацию и применение ЮГр ЮГ2, ЮГ3 проводят согласно ГОСТ Р 59737.
Г — осевой СГОЭ, на общей подложке которого нанесены Ги, ЮГр ЮГ2 и ЮГ3; Ги — измерительный осевой СГОЭ; ЮГр ЮГ2, ЮГ3 — юстировочные голограммы; Д — оптическая деталь с контролируемой поверхностью; О — вершина контролируемой поверхности, с которой совмещают светящуюся точку, сформированную с помощью ЮГ3, для визуализации вершины контролируемой поверхности О и точного размещения по оптической оси схемы контроля измерительного осевого СГОЭ Ги на указанном расстоянии до вершины контролируемой поверхности О; О1 — точечный источник излучения, с которым совмещают его автоколлимационное изображение, сформированное с помощью ЮГ1, для точного размещения на оптической оси схемы контроля измерительного осевого СГОЭ Ги на указанном расстоянии до точечного источника излучения Ор О2 — изображение точечного источника излучения Ор сформированное оптической системой «Измерительный осевой СГОЭ Ги «плюс» контролируемая поверхность», причем с точкой О2 совмещают светящуюся точку, сформированную с помощью ЮГ2, для точного размещения на оптической оси схемы контроля измерительного осевого СГОЭ Ги на указанном расстоянии до точки О2
Рисунок В.1 —Дополнения к описанию типового процесса окончательной юстировки схемы контроля
26
ГОСТ Р 71711—2024
В.2.3 Визуализирующую диафрагму совмещают со светящейся точкой, сформированной ЮГ2, совпадающей с рассчитанным положением изображения О2 точечного источника излучения О1 (см. В.2.2), с помощью линейных подвижек узла визуализирующей диафрагмы (позиция 9). Контроль проводят визуально на экране по получаемой теневой картине, добиваясь одновременного перекрывания пучка излучения вертикальным и горизонтальным лезвиями при небольшом поперечном и вертикальном смещениях скрещенного ножа соответственно.
Закрепляют узел ножа Фуко 9 на установочной плите интерферометра и фиксируют стопорные винты.
В.2.4 Для того чтобы выставить юстировочное вспомогательное плоское зеркало, установленное в точку О3, по пучку излучения опорной ветви интерферометра используют угловые и продольную подвижки узла юстировочного вспомогательного плоского зеркала и получают автоколлимационное изображение диафрагмы 3 на ней, совмещая его с отверстием диафрагмы 3. Контроль осуществляют визуально.
Примечание — Юстировочное вспомогательное плоское зеркало на рисунках 2—5 не показано.
В.2.5 Устанавливают объектив 10 таким образом, чтобы пучок излучения опорной волны, отразившийся от юстировочного вспомогательного плоского зеркала в точке О3, прошедший через объектив 15 и повторно отразившийся от светоделительной пластины 11, попадал в центр оправы объектива 10 с точностью ±1 мм, что можно достичь посредством поперечных линейных подвижек узла объектива 10. Контроль проводят с помощью измерительной линейки.
Совмещают оптическую ось объектива 10 с направлением распространения пучка излучения и контролируют визуально способом, описанным в В.1.5.
В.2.6 Устанавливают поворотное зеркало 19 таким образом, чтобы пучок излучения, прошедший объектив 10, попадал в его центр и поворотное зеркало 19 располагалось на оптической оси измерительного осевого СГОЭ 7 под углом 45° к направлению распространения пучка излучения.
Примечание — В случае схем контроля, приведенных на рисунках 3 и 5, поворотное зеркало 19 отсутствует.
В.2.7 Совмещают светящуюся точку, сформированную объективом 10 и поворотным зеркалом 19, со светящейся точкой, т. е. с выставленной по ЮГ2 визуализирующей диафрагмой, с помощью угловых подвижек узла поворотного зеркала 19 и продольной линейной подвижки узла объектива 10. Контроль проводят визуально на экране по получаемой теневой картине способом, описанным в В.2.3, чтобы достичь мгновенного перекрывания пучка излучения. Закрепляют узлы поворотного зеркала 19 и объектива 10 на установочной плите интерферометра и фиксируют стопорные винты.
В.2.8 Устанавливают оптическую деталь с контролируемой поверхностью в позицию 8. Для этого вершину контролируемой поверхности О оптической детали 8, помеченную при изготовлении заготовки детали, совмещают со светящейся точкой, сформированной ЮГ3 (см. В.2.2), посредством линейных продольных и поперечных подвижек узла оптической детали 8. Закрепляют узел оптической детали 8 на установочной плите интерферометра и фиксируют стопорные винты.
В.2.9 Оценку показателей оптического качества контролируемой поверхности оптической детали проводят по полученной интерференционной (теневой) картине и согласно приложению Д или при помощи СПО.
27
ГОСТ Р 71711—2024
Приложение Г (справочное)
Юстировка с помощью дополнительного измерительного осевого СГОЭ
Г.1 Назначение дополнительного измерительного осевого СГОЭ
Г.1.1 Описанная в приложении В юстировка схемы контроля обеспечивает высокую точность выставления всех оптических элементов схемы на расчетном расстоянии и совмещения их оптических осей и, как правило, удовлетворяет требованиям, предъявляемым к схемам с точки зрения точности контроля. Однако в тех случаях, когда значения показателей оптического качества формирующей оптики (Л/, АЛ/) интерферометра ниже, чем требуемая точность контроля, возможно использование дополнительного измерительного осевого СГОЭ, который имитирует изготавливаемую оптическую деталь с контролируемой поверхностью, восстанавливая эталонный волновой фронт.
Изготовление, аттестацию и применение дополнительного измерительного осевого СГОЭ проводят согласно ГОСТ Р 59737.
Теневая или интерференционная картины, получаемые с помощью дополнительного измерительного осевого СГОЭ, позволяют определить функцию распределения отклонений волнового фронта, обусловленных дефектами формирующей оптики.
Учет значений этих отклонений при обработке результатов контроля изготавливаемой оптической детали позволяет достичь предельной точности теневых или интерференционных измерений.
Г.2 Предварительная юстировка
Г.2.1 Выполняют операции, изложенные в В.1.2—В.1.7.
Г.2.2 Устанавливают дополнительный измерительный осевой СГОЭ в позицию 8 на расстоянии г от плоскости измерительного осевого СГОЭ 7 по ходу распространения пучка излучения. Расстояние г указывают в паспорте измерительного осевого СГОЭ 7. Плоскость дополнительного измерительного осевого СГОЭ должна быть равномерно и полностью освещена пучком излучения, сформированным микрообъективом 6 и продифрагировавшим на измерительном осевом СГОЭ 7. Пучок излучения, дифрагированный на дополнительном измерительном осевом СГОЭ, должен быть концентричен с падающим.
Равномерности освещенности плоскости дополнительного измерительного осевого СГОЭ можно достичь поперечной и вертикальной линейными подвижками узла дополнительного измерительного осевого СГОЭ (оптической детали) 8. Контроль проводят визуально.
Концентричность отраженного пучка с падающим можно достичь посредством угловых подвижек узла дополнительного измерительного осевого СГОЭ (оптической детали) 8. Контроль осуществляют визуально способом, аналогичным описанному в В.1.6. и В.1.13.
Контроль расстояния г выполняют с помощью измерительной линейки.
Г.2.3 Устанавливают поворотное зеркало 19 на оптической оси дополнительного измерительного осевого СГОЭ под углом 45° к нему таким образом, чтобы пучок излучения от дополнительного измерительного осевого СГОЭ попадал в центр поворотного зеркала 19 и не экранировался этим зеркалом. Контроль проводят визуально.
Примечание — В случае схем контроля, приведенных на рисунках 3 и 5, необходимость использовать поворотное зеркало 19 отсутствует.
Г.2.4 Устанавливают объектив 10 на расстоянии, равном рабочему отрезку объектива 10 (числовое значение рабочего отрезка задано в паспорте на объектив), от точки О2, сформированной дополнительным измерительным осевым СГОЭ по ходу распространения пучка излучения таким образом, чтобы входной диаметр объектива 10 был равномерно и полностью освещен, что можно достичь посредством линейных поперечных подвижек узла объектива 10. Контроль проводят визуально.
Совмещают оптическую ось объектива 10 с направлением распространения пучка излучения с помощью угловых подвижек узла объектива 10 и контролируют визуально способом, изложенным в В. 1.5.
Необходимо получить на выходе объектива 10 плоский волновой фронт. Для этого, перемещая объектив 10 вдоль оптической оси, следует достичь равенства диаметров сечений пучка излучения, выходящего из объектива 10 вблизи и на максимальном расстоянии от него, которое можно обеспечить в условиях данного интерферометра. Контроль диаметров сечений пучка излучения выполняют с помощью измерительной линейки.
Г.2.5 Выполняют операции, изложенные в В.1.8—В.1.10.
Г.2.6 Помещают в области пересечения пучков излучения, излучаемых из объектива 10 и расширителя пучка 14, светоделительную пластину 11 под углом 45° к пучку излучения из расширителя пучка 14 таким образом, чтобы на светоделительную поверхность пластины 11 попадал пучок излучения, идущий от объектива 10.
Совмещают на светоделительной поверхности пластины 11 пучки излучения, идущие от объектива 10 и расширителя пучка 14, что можно достичь посредством линейных подвижек узла светоделительной пластины 11. Контроль совмещения осуществляют визуально.
28
ГОСТ Р 71711—2024
Используя угловые подвижки узла светоделительной пластины 11, получают наложение пучков излучения вблизи и на расстоянии ориентировочно 1 м от светоделительной пластины 11. Контроль проводят визуально.
Г.2.7 Устанавливают объектив в позицию 15 по ходу распространения пучка излучения таким образом, чтобы пучок излучения, сформированный расширителем пучка 14, попадал в центр оправы объектива 15 с точностью ±1 мм посредством поперечных линейных подвижек узла объектива 15. Контроль выполняют с помощью измерительной линейки.
Совмещают оптическую ось объектива 15 с направлением распространения пучка излучения, идущего от расширителя пучка 14, и контролируют визуально способом, описанным в В.1.5.
Г.2.8 После выполнения операций, указанных в Г.2.7, в точке заднего фокуса объектива 15 О3 формируется пятно излучения.
Г.З Окончательная юстировка
Г.3.1 Выполняют операции, изложенные в В.2.2 и В.2.3.
Г.3.2 Совмещают со светящейся точкой, сформированной ЮГ3 (см. В.2.2), центр О дополнительного измерительного осевого СГОЭ в позиции 8, помеченный при изготовлении дополнительного измерительного осевого СГОЭ с точностью ±2 мкм, что можно достичь путем применения продольной, вертикальной и поперечной линейных подвижек узла дополнительного измерительного осевого СГОЭ (оптической детали) 8.
Примечание — Центр О дополнительного измерительного осевого СГОЭ в позиции 8 имитирует вершину контролируемой поверхности О оптической детали в позиции 8.
Окончательно выставляют дополнительный измерительный осевой СГОЭ, пользуясь автоколлимационной ЮГ, выполненной концентрично с дополнительным измерительным осевым СГОЭ на общей подложке. Автоколли-мационная ЮГ формирует автоколлимационное изображение точечного источника излучения О1 и предназначена для выставления дополнительного измерительного осевого СГОЭ относительно точечного источника излучения О1 на расстоянии, равном а + гот него.
Совмещение точек, сформированных микрообъективом 6 и автоколлимационной ЮГ, обеспечивают способом, аналогичным описанному в В.2.2, посредством применения продольной и угловых подвижек узла дополнительного измерительного осевого СГОЭ (оптической детали) 8. Закрепляют узел оптической детали с контролируемой поверхностью 8 в установочной плите интерферометра и фиксируют стопорные винты.
После выполнения указанных операций вторая ЮГ, выполненная концентрично с дополнительным измерительным осевым СГОЭ на общей подложке, формирует светящуюся точку на расстоянии, равном Ru от плоскости дополнительного измерительного осевого СГОЭ, совпадающей с рассчитанным положением изображения О2 точечного источника излучения О^
Примечание — Изготовление, аттестацию и применение автоколлимационной ЮГ и второй ЮГ, выполненных концентрично с дополнительным измерительным осевым СГОЭ на общей подложке, проводят согласно ГОСТ Р 59737.
Г.3.3 Получают интерференционную картину на матовом экране, установленном в плоскости регистрации 16, путем совмещения в фокальной плоскости объектива 15 пятен излучения, сформированных из пучков излучения от расширителя пучка 14 и объектива 10, посредством продольного перемещения объектива 10 и угловых подвижек узла светоделительной пластины 11. Контроль совмещения пятен излучения осуществляют визуально сначала на экране в фокальной плоскости объектива 15, затем для более точного их совмещения по интерференционной картине на матовом экране, установленном в плоскости регистрации 16. Продольным перемещением объектива 10 обеспечивают прямолинейность интерференционных полос, угловыми подвижками узла светоделительной пластины 11 — настройки на бесконечно широкую полосу.
Г.3.4 Устанавливают нож Фуко 9 в точке О3 для получения теневых картин, для этого перекрывают сигнальный пучок, и с помощью продольной и поперечной подвижек узла ножа Фуко 9 одновременно перекрывается опорный пучок ножом Фуко 9 при его небольших поперечных смещениях.
Совмещение пятен излучения, сформированных объективом 15 из пучков излучения от расширителя пучка 14 и от объектива 10, можно контролировать по одинаковому виду теневых картин, полученных с помощью ножа Фуко 9 от опорного и сигнального пучков излучения.
После этой операции плоскости фокусировки объективом 15 опорной и сигнальной волн совпадают.
Г.3.5 Отмечают положение центра дополнительного измерительного осевого СГОЭ щупом (датчиком положения) 17, для чего необходимо прикоснуться к его центру головкой рычага щупа (датчика положения) 17. Момент касания регистрируют по отклонению стрелки микроамперметра щупа (датчика положения) 17.
Закрепляют узел щупа (датчика положения) 7 7 на установочной плите интерферометра и фиксируют стопорные винты.
Г.3.6 Устанавливают в точке О3 точечную диафрагму — пространственный фильтр с целью увеличения в плоскости регистрации отношения «сигнал/шум». Точечная диафрагма — пространственный фильтр на рисунках 2—5 не показана.
29
ГОСТ Р 71711—2024
Г.3.7 Устанавливают фотоприемник в плоскости регистрации 16, оптически сопряженной посредством объектива 15 с поверхностью дополнительного измерительного осевого СГОЭ. Фотоприемником может служить фоточувствительная матрица цифрового аппарата или фоточувствительная матрица телевизионной камеры (которая должна соответствовать требованиям, изложенным в 5.9), передающая изображение (интерференционную или теневую картину) на экран монитора ЭВМ с последующим захватом кадра в целях выполнения расшифровки интерференционной или теневой картины. Допускается в качестве фотоприемника применять фотопластинку (фотопленку), которая должна соответствовать требованиям, изложенным в 5.9.
Г.3.8 Удаляют дополнительный измерительный осевой СГОЭ, предварительно проверив касание с его поверхностью головки рычага щупа (датчика положения) 17.
Г.3.9 Устанавливают оптическую деталь с контролируемой поверхностью в позицию 8. Для этого необходимо прикоснуться вершиной контролируемой поверхности оптической детали 8, отмеченной при изготовлении заготовки детали, к головке рычага щупа (датчика положения) 17. Соприкосновение осуществляют посредством продольной, поперечной и вертикальной линейными подвижками узла оптической детали 8. Момент касания регистрируют по отклонению стрелки микроамперметра щупа (датчика положения) 17. Закрепляют узел оптической детали 8 на установочной плите интерферометра и фиксируют стопорные винты.
Г.3.10 Оценку показателей оптического качества контролируемой поверхности оптической детали осуществляют по полученной интерференционной (теневой) картине (когда в позиции 8 установлена оптическая деталь с контролируемой поверхностью) и согласно приложению Д или при помощи СПО.
30
ГОСТ Р 71711—2024
Приложение Д (рекомендуемое)
Методика расшифровки интерференционных и теневых картин и измерения наименьшего кружка рассеяния
Расшифровку интерференционных и теневых картин, получаемых в схемах с использованием измерительных осевых СГОЭ, выполняют по любой из известных методик, которые применяют при контроле оптических деталей с контролируемыми поверхностями с помощью соответствующих классических теневых или интерференционных устройств либо при помощи СПО.
Д.1 Расшифровка интерференционных картин
Д.1.1 Интерферограмма требуемого вида
Д.1.1.1 При отступлении контролируемой поверхности оптической детали от заданной формы не более трех—пяти интерференционных полос настраивают интерферометр на интерференционную полосу конечной ширины, причем период интерференционных полос должен быть не более ширины наименьшего зонального или местного отклонения контролируемой поверхности.
Интерференционные полосы ориентированы горизонтально.
Д.1.1.2 При проверке контролируемой поверхности оптической детали на астигматизм необходимо дополнительно представить интерференционную картину с ориентацией интерференционных полос 45° к горизонтали либо настроить интерферометр на интерференционные кольца.
Д.1.1.3 При отступлениях контролируемой поверхности оптической детали от заданной формы более чем на пять интерференционных полос настраивают интерферометр на бесконечно широкую интерференционную полосу. В этом случае интерференционная картина должна состоять из концентрических интерференционных колец различной ширины, причем положение наиболее широких интерференционных колец (при осесимметричном характере зональных отклонений) соответствует перегибам функции распределения отклонений по профилю контролируемой поверхности оптической детали.
Д.1.2 Определяют знаки зональных отклонений контролируемой поверхности оптической детали по направлению локального искривления интерференционных полос, вызываемого тест-объектом, введенным в сигнальное или опорное плечо интерферометра. В качестве такого тест-объекта могут быть использованы плоскопараллельная стеклянная пластина с указанным значением местного отклонения от плоскостности LN или поток от нагретого предмета с температурой от 100 °C до 300 °C (например, жала электропаяльника) размером от 1/2 до 1/3 диаметра пучка излучения в месте размещения тест-объекта. Плоскопараллельную стеклянную пластину следует вводить в параллельный пучок излучения сигнальной или опорной ветви. Поток теплого воздуха допускается вводить как в параллельный, так и в сходящийся пучок.
При настройке на горизонтальные интерференционные полосы «яма» плоскопараллельной стеклянной пластины и поток теплого воздуха, введенные в сигнальную ветвь, вызывают искривление интерференционных полос интерференционной картины подобно «бугру» на контролируемой поверхности оптической детали. Таким образом, искривление интерференционных полос в любом участке интерференционной картины, совпадающее по направлению с искривлением интерференционных полос, вызванным тест-объектом, обусловлено «бугром» контролируемой поверхности; противоположное направление соответствует «яме». Определение знака отклонения с помощью тест-объекта показано на рисунке Д.1.
31
ГОСТ Р 71711—2024
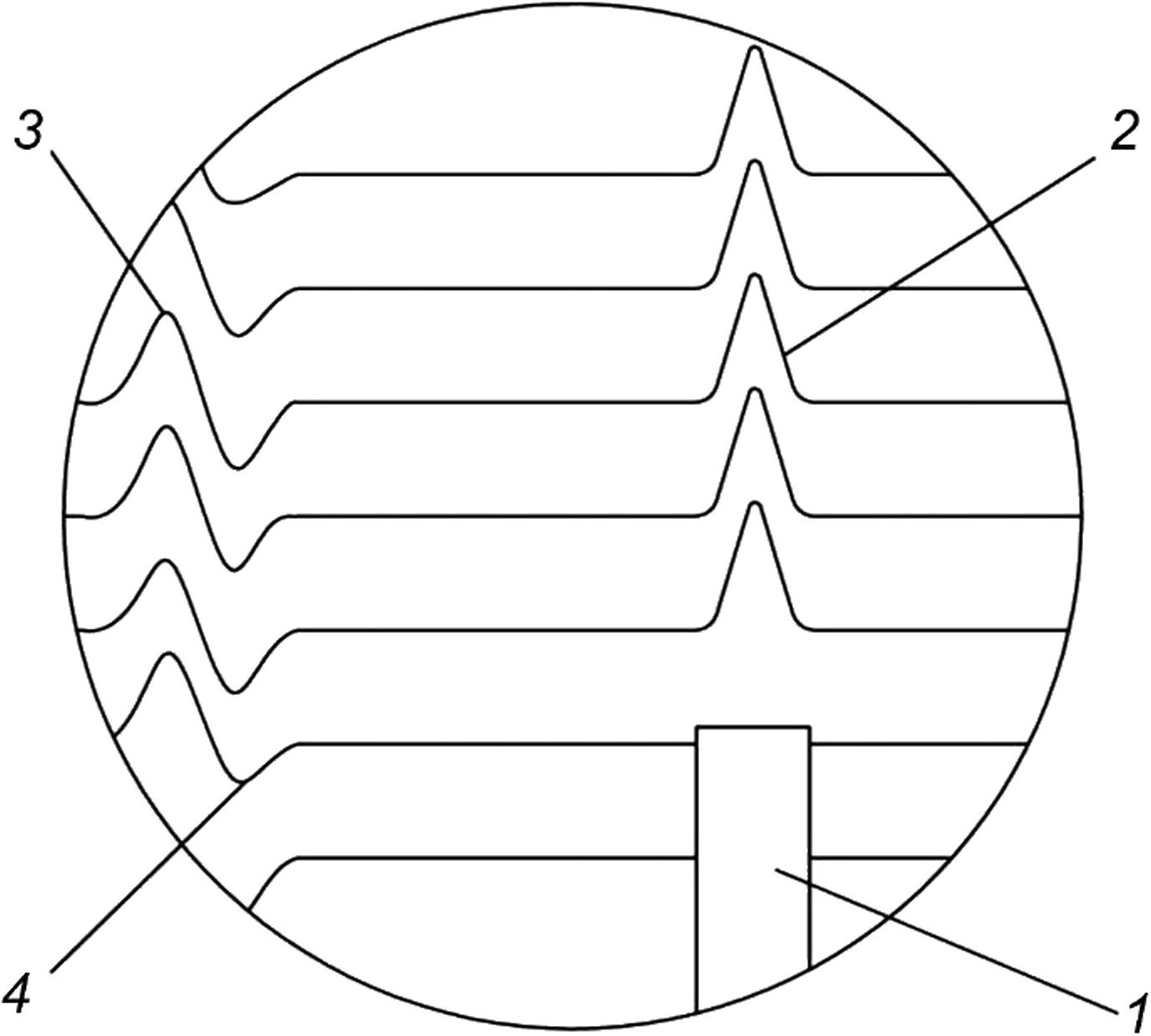
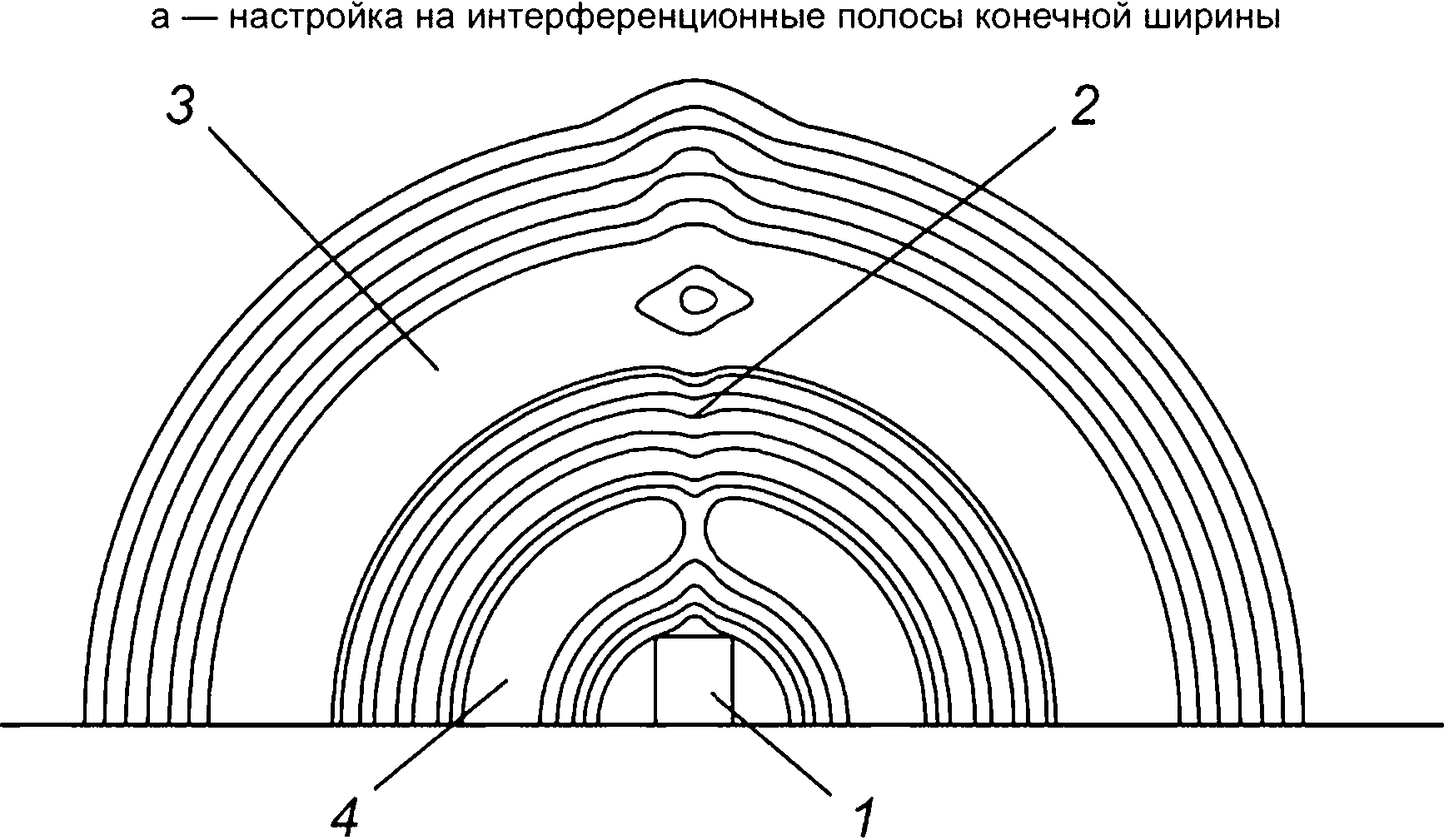
б — настройка на бесконечно широкую интерференционную полосу
1 — тень от нагретого тела; 2 — изгиб интерференционных полос, вызванный потоком теплого воздуха; 3 — изменение интерференционной картины, вызванное «бугром» на контролируемой поверхности; 4 — изменение интерференционной картины, вызванное «ямой» на контролируемой поверхности
Рисунок Д.1 — Схематичный пример для определения знака отклонения контролируемой поверхности оптической детали с помощью тест-объекта
При настройке на интерференционные кольца поток теплого воздуха в сигнальной ветви вызывает такое искривление интерференционных полос, что в местах, соответствующих «бугру» на контролируемой поверхности оптической детали, интерференционные полосы становятся реже, а в местах, соответствующих «яме», — сгущаются (см. рисунок Д.1).
Примечание — При контроле в проходящем свете фазовый объект вызывает противоположное по знаку искривление интерференционных полос.
Д.1.3 Местоположение зональных и местных отклонений отмечают на контролируемой поверхности оптической детали по искажению интерференционных полос.
Д.1.4 Для определения числового значения отклонения контролируемой поверхности оптической детали Д при настройке на интерференционные полосы конечной ширины измеряют отклонение h интерференционных полос в соответствующих зонах от прямолинейности (см. рисунок Д.2). Числовое значение отклонения контролируемой поверхности оптической детали Д, мм, вычисляют по формуле
32
А =
ЛХ
d
L sin © nJ1--- COSp
V n
ГОСТ Р 71711—2024
(Д.1)
где h — величина деформации интерференционной полосы, мм;
к — длина волны используемого источника излучения (лазера), мм;
d — период интерференционных полос, мм;
п — показатель преломления материала оптической детали с контролируемой поверхностью (при контроле в отраженном свете л = -1);
Ф — угол падения луча в данной зоне контролируемой поверхности оптической детали (угол между падающим лучом и нормалью в данной зоне), °.
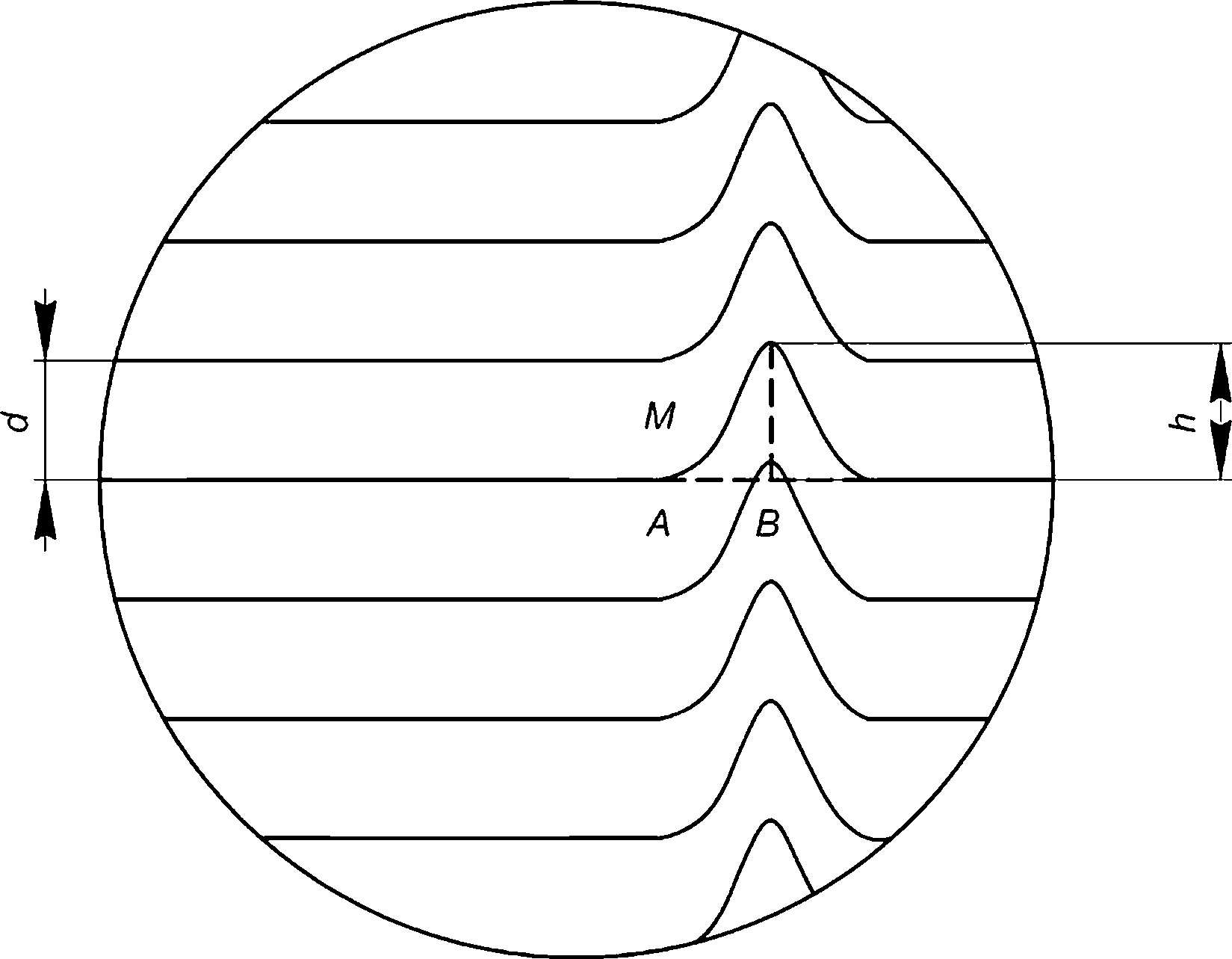
d— период интерференционных полос конечной ширины, мм; h— величина деформации интерференционной полосы конечной ширины, мм
Рисунок Д.2 — К расчету числового значения отклонения контролируемой поверхности оптической детали Л при настройке на интерференционные полосы конечной ширины
Угол ф вычисляют по формуле
’“^Щ-ЦЭ ■ (Д1а)
гдеу = Г(х) — уравнение меридионального сечения (профиля) контролируемой поверхности оптической детали, мм;
Ru — расстояние от вершины контролируемой поверхности оптической детали до изображения точечного источника излучения (плоскость ножа Фуко), мм;
у, х — декартовы координаты точки пересечения луча с контролируемой поверхностью оптической детали в данной зоне, мм.
Д.1.5 Для определения числового значения зонального отклонения при настройке схемы на бесконечно широкую интерференционную полосу (см. рисунок Д.З) необходимо определить количество интерференционных полос Nz в каждой зоне. Числовое значение зонального отклонения Az, мм, вычисляют по формуле
33
ГОСТ Р 71711—2024
^Z“
Щ
L sin ф nJ1--к-5- ~ СО5ф
V гг
(Д-2)
Примечание — Под зоной в данном случае следует понимать кольцевой участок контролируемой поверхности оптической детали от перегиба до соседнего перегиба функции распределения отклонений по профилю, что соответствует на интерференционной картине кольцевым участкам между наиболее широкими интерференционными полосами.
Д.1.6 Отклонение контролируемой поверхности оптической детали ам в угловой мере (рад) при настройке на интерференционные полосы конечной ширины в окрестности точки М(см. рисунок Д.2) вычисляют по формуле
«м
ЙХ
Id
пАХ-
, 2
Sin ф
--СОЭф
п£
^инт ^дет
(Д-З)
где \ — расстояние АВ, мм (см. рисунок Д.2);
Оинт, Одет — диаметр интерференционной картины, мм, и световой диаметр контролируемой поверхности оптической детали, мм, соответственно.
При настройке на бесконечно широкую интерференционную полосу числовое значение зонального отклонения az в угловой мере (рад) в данной зоне контролируемой поверхности оптической детали вычисляют по формуле
X
L sin2 Ф л.1--СОЭф
V гг
Ринг
°дет
(Д-4)
где dz — расстояние, мм, между двумя соседними интерференционными полосами в данной зоне интерферограммы (см. рисунок Д.З).
Примечания
1 Измерение значений /, h, d, dz проводят с помощью средств измерений, указанных в 5.4.
2 Результаты, полученные по формулам (Д.1)—(Д.4), округляют до 6-го знака после запятой.
3 При углах ср < 20° вместо формул (Д.1)—(Д.4) допустимо пользоваться следующими упрощенными формулами:
ЙХ d|n-l|’
М Йр^одет’
„ - Л ^НТ z dz\n-l\ Одет'
(Д-1*)
(Д-2*)
(Д-З*)
(Д-4*)
34
При этом погрешность при расчете, вызванная упрощением, не превышает 10 %.
ГОСТ Р 71711—2024
dz — расстояние между двумя соседними интерференционными полосами в указанной зоне интерферограммы, мм; X — длина волны используемого источника излучения (лазера), мм
Рисунок Д.З — К расчету числового значения зонального отклонения az при настройке на бесконечно широкую интерференционную полосу
Д.2 Расшифровка теневых картин
Д.2.1 Получают с помощью ножа Фуко теневую картину.
Д.2.2 Определяют знак зонального отклонения и для этого вводят нож Фуко до оптической оси контролируемой поверхности оптической детали, прослеживая ход распространения пучка излучения от контролируемой поверхности до ножа. По указанному расположению ножа относительно оси (слева—справа) устанавливают знак зонального отклонения («бугор» — «яма»).
Д.2.3 Измеряют, пользуясь индикатором или микрометром, отклонение положения плоскости НКР от расчетного Ru и сопоставляют с допуском на данный параметр, указанным в паспорте измерительного осевого СГОЭ.
Д.2.4 Если отклонение параметра не превышает допустимого значения, перемещают нож Фуко вдоль оптической оси до плоскости НКР.
Д.2.5 Отмечают на контролируемой поверхности оптической детали положение экстремумов зональных и местных отклонений.
Д.З Измерение диаметра наименьшего кружка рассеяния
Д.3.1 Устанавливают в плоскости НКР полностью открытую измерительную щель, пользуясь поперечной подвижкой узла щели, и постепенно уменьшают ширину щели для того, чтобы ее небольшое смещение вызывало
35
ГОСТ Р 71711—2024
появление первых признаков теневой картины. При этом ширина щели будет равна диаметру НКР, которую определяют по шкале микрометра щели или с помощью измерительного микроскопа с погрешностью не более 1 мкм.
Примечание — Более оперативно, но менее точно диаметр НКР измеряют с помощью ножа Фуко. В этом случае нож Фуко вводят в сигнальный пучок излучения в плоскости НКР до появления первых признаков теневой картины и фиксируют результат первого отсчета по микрометру поперечной подвижки ножа. Далее нож продвигают до оптической оси контролируемой поверхности оптической детали. Это положение определяют по виду теневой картины: когда нож достигает оптической оси, соответствующие светлые и темные зоны теневой картины начинают соприкасаться. При этом положении отмечают результат второго отсчета. Удвоенная разность отсчетов равна диаметру НКР.
Д.3.2 Оценку максимального числового значения отклонения атах контролируемой поверхности оптической детали в угловой мере (рад) определяют отношением
атах -
(Д-5)
где ОНКР — измеренное значение диаметра НКР, мм;
Ru — расстояние между ножом Фуко и вершиной контролируемой поверхности оптической детали, мм.
36
ГОСТ Р 71711—2024
УДК 535.4:006.354
ОКС 37.020
Ключевые слова: оптика и фотоника, детали оптические с асферическими поверхностями, метод контроля асферических поверхностей с использованием осевых синтезированных голограммных оптических элементов
37
Редактор Л. С. Зимилова
Технический редактор И.Е. Черепкова
Корректор Е.Д- Дульнева
Компьютерная верстка И.Ю. Литовкиной
Сдано в набор 21.10.2024. Подписано в печать 01.11.2024. Формат 60><84%. Гарнитура Ариал.
Усл. печ. л. 4,65. Уч-изд. л. 3,95.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}