ГОСТ 7157-79
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Типы. Основные размеры и допуски
Gauges for pipe taper thread. Types. Basic dimensions and tolerances
МКС 17.040.30
ОКП 39 3153
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.05.79 N 1943
3. Стандарт полностью соответствует СТ СЭВ 606-77
4. ВЗАМЕН ГОСТ 7157-69
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 2533-88 | 1.3 |
ГОСТ 6211-81 | Вводная часть, 1.2, 1.3, приложение 2 |
ГОСТ 6357-81 | 1.3 |
СТ СЭВ 606-77 | Вводная часть, 1.1 |
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ИЗДАНИЕ с Изменением N 1, утвержденным в январе 1990 года (ИУС 4-90)
Настоящий стандарт распространяется на калибры для контроля трубной конической резьбы по ГОСТ 6211.
Настоящий стандарт полностью соответствует стандарту СТ СЭВ 606.
1. ТИПЫ
1.1. Типы калибров для контроля конической резьбы должны соответствовать указанным в табл.1.
Таблица 1
Тип калибра | Наименование типа калибра | Номер вида калибра |
Калибры для конической наружной резьбы | ||
Р-Р | Калибр-кольцо резьбовой конусный | 1 |
К-Р | Калибр-пробка резьбовой конусный контрольный для резьбового конусного и цилиндрического калибра-кольца | 2 |
Р-Г | Калибр-кольцо гладкий конусный | 3 |
К-Г | Калибр-пробка гладкий конусный контрольный для гладкого конусного калибра-кольца | 4 |
Калибры для конической внутренней резьбы | ||
Р-Р | Калибр-пробка резьбовой конусный | 5 |
Р-Г | Калибр-пробка гладкий конусный | 6 |
1.2. Для контроля конической наружной и цилиндрической внутренней резьб по ГОСТ 6211, предназначенных для взаимного свинчивания, должны применяться калибры в соответствии с табл.2.
Таблица 2
Тип калибра | Наименование типа калибра | Номер вида калибра по СТ СЭВ 606 |
Калибры для конической наружной резьбы, соединяемой с внутренней цилиндрической резьбой | ||
Р-РЦ | Калибр-кольцо резьбовой | 7 |
К-Р | Калибр-пробка резьбовой конусный контрольный | 2 |
Калибры для цилиндрической внутренней резьбы, соединяемой с наружной конической резьбой | ||
Р-Р | Калибр-пробка резьбовой конусный | 5 |
1.3. Для контроля цилиндрической внутренней резьбы по ГОСТ 6357 (класс точности А), соединяемой с наружной конической резьбой по ГОСТ 6211, должны применяться калибры видов 21, 22, 23 и 24 по ГОСТ 2533.
(Измененная редакция, Изм. N 1).
2. ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ
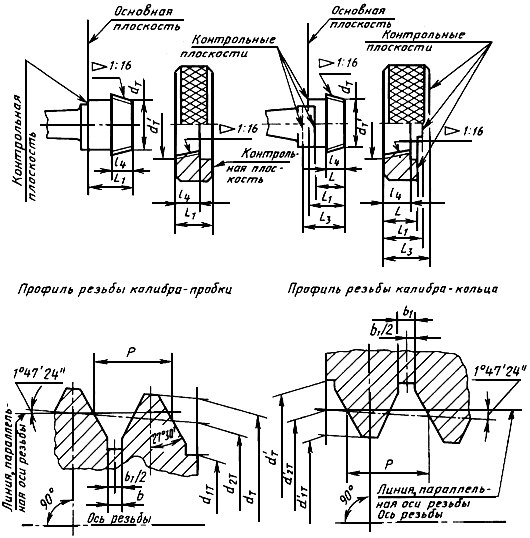
2.1. Основные размеры и предельные отклонения рабочих калибров должны соответствовать указанным на черт.1, 2, 3 и в табл.3, 4, 5.
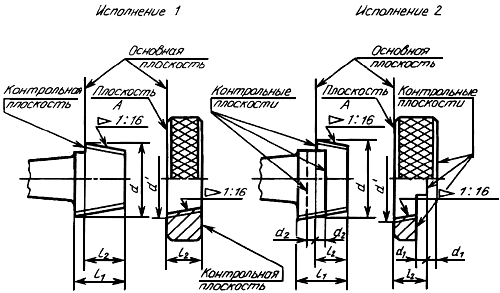
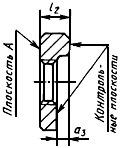
Калибры типа Р-Р
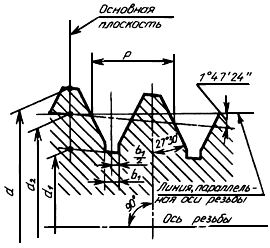
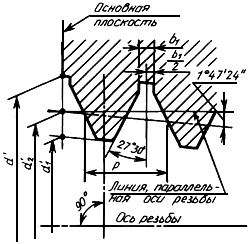
Профиль резьбы калибра-пробки | Профиль резьбы калибра-кольца |
|
|
_______________
* Номер чертежа в оригинале отсутствует. - Примечание "КОДЕКС".
Примечания:
1. Исполнение 1 - калибр (пробка или кольцо) с контрольной плоскостью, совпадающей с номинальным положением основной плоскости конической резьбы. Исполнение 2 - калибр (пробка или кольцо) с контрольными плоскостями, совпадающими с номинальным положением основной плоскости конической резьбы и с плоскостями, соответствующими наибольшему и наименьшему предельным размерам осевого смещения основной плоскости.
2. Исполнение 2 является предпочтительным.
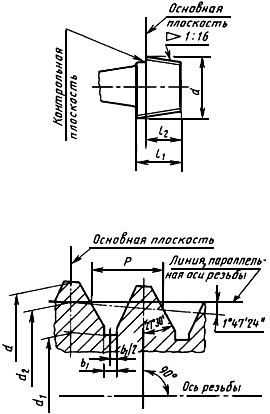
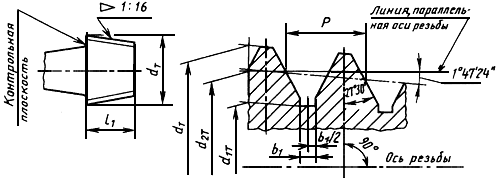
Калибры типа Р-Г
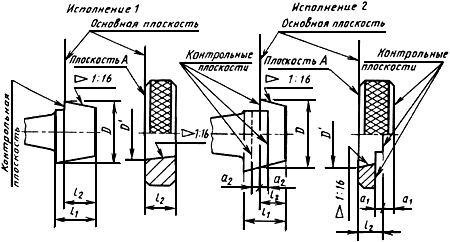
Черт.2
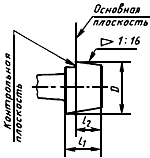
Калибры типа Р-РЦ
Черт.3
Таблица 3
Калибры типа Р-Р для контроля среднего диаметра на участке
Размеры в мм
Шаг резьбы | ||||||||||
Обозна- | Число шагов | Номин. | Допуск | Номин. | Пред. откл. | Номин. | Пред. откл. | Предельный размер изношенного калибра |
|
|
28 | 0,907 | 0,005 | 7,536 | -0,036 | 7,142 | ±0,006 | 7,124 | 6,561 | 7,723 | |
28 | 0,907 | 0,005 | 9,541 | -0,036 | 9,147 | ±0,006 | 9,129 | 8,566 | 9,728 | |
19 | 1,337 | 0,005 | 12,909 | -0,042 | 12,301 | ±0,007 | 12,280 | 11,445 | 13,157 | |
19 | 1,337 | 0,005 | 16,414 | -0,042 | 15,806 | ±0,007 | 15,785 | 14,950 | 16,662 | |
14 | 1,814 | 0,005 | 20,636 | -0,042 | 19,793 | ±0,007 | 19,772 | 18,631 | 20,955 | |
14 | 1,814 | 0,005 | 26,122 | -0,042 | 25,279 | ±0,007 | 25,258 | 24,117 | 26,441 | |
1 | 11 | 2,309 | 0,005 | 32,857 | -0,054 | 31,770 | ±0,009 | 31,743 | 30,391 | 33,249 |
11 | 2,309 | 0,005 | 41,518 | -0,054 | 40,431 | ±0,009 | 40,404 | 38,952 | 41,910 | |
11 | 2,309 | 0,005 | 47,411 | -0,054 | 46,324 | ±0,009 | 46,297 | 44,845 | 47,803 | |
2 | 11 | 2,309 | 0,005 | 59,222 | -0,054 | 58,135 | ±0,009 | 58,108 | 56,656 | 59,614 |
11 | 2,309 | 0,005 | 74,792 | -0,054 | 73,705 | ±0,009 | 73,678 | 72,226 | 75,184 | |
3 | 11 | 2,309 | 0,005 | 87,492 | -0,054 | 86,405 | ±0,009 | 86,378 | 84,926 | 87,884 |
11 | 2,309 | 0,005 | 99,938 | -0,054 | 98,851 | ±0,009 | 98,824 | 97,372 | 100,330 | |
4 | 11 | 2,309 | 0,006 | 112,638 | -0,054 | 111,551 | ±0,009 | 111,524 | 110,072 | 113,030 |
5 | 11 | 2,309 | 0,006 | 138,038 | -0,054 | 136,951 | ±0,009 | 136,924 | 135,472 | 138,430 |
6 | 11 | 2,309 | 0,006 | 163,438 | -0,054 | 162,351 | ±0,009 | 162,324 | 160,872 | 163,830 |
Продолжение табл.3
Размеры в мм
|
|
| ||||||||||||
Обозна- | Но- | Пред. откл. | Преде- | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Пред. откл. угла наклона боковой стороны профиля, мин | ||
7,142 | ±0,007 | 7,158 | 6,745 | +0,030 | 1,1 | -0,060 | 0,9 | -0,060 | 6,5 | 4,0 | ±0,024 | 0,23 | ±15 | |
9,147 | ±0,007 | 9,163 | 8,750 | +0,030 | 1,1 | -0,060 | 0,9 | -0,060 | 6,5 | 4,0 | ±0,024 | 0,23 | ±15 | |
12,301 | ±0,009 | 12,322 | 11,693 | +0,036 | 1,7 | -0,060 | 1,3 | -0,060 | 9,7 | 6,0 | ±0,024 | 0,35 | ±13 | |
15,806 | ±0,009 | 15,827 | 15,198 | +0,036 | 1,7 | -0,060 | 1,3 | -0,060 | 10,1 | 6,4 | ±0,029 | 0,35 | ±13 | |
19,793 | ±0,012 | 19,818 | 18,949 | +0,042 | 2,3 | -0,060 | 1,8 | -0,060 | 13,2 | 8,2 | ±0,029 | 0,45 | ±11 | |
25,279 | ±0,012 | 25,304 | 24,435 | +0,042 | 2,3 | -0,060 | 1,8 | -0,060 | 14,5 | 9,5 | ±0,029 | 0,45 | ±11 | |
1 | 31,770 | ±0,012 | 31,795 | 30,683 | +0,042 | 2,9 | -0,060 | 2,3 | -0,060 | 16,8 | 10,4 | ±0,035 | 0,60 | ±10 |
40,431 | ±0,012 | 40,456 | 39,344 | +0,042 | 2,9 | -0,060 | 2,3 | -0,060 | 19,1 | 12,7 | ±0,035 | 0,60 | ±10 | |
46,324 | ±0,012 | 46,349 | 45,237 | +0,054 | 2,9 | -0,060 | 2,3 | -0,060 | 19,1 | 12,7 | ±0,035 | 0,60 | ±10 | |
2 | 58,135 | ±0,012 | 58,160 | 57,048 | +0,054 | 2,9 | -0,060 | 2,3 | -0,060 | 23,4 | 15,9 | ±0,035 | 0,60 | ±10 |
73,705 | ±0,015 | 73,738 | 72,618 | +0,054 | 3,5 | -0,075 | 3,5 | -0,075 | 26,7 | 17,5 | ±0,035 | 0,60 | ±10 | |
3 | 86,405 | ±0,015 | 86,438 | 85,318 | +0,054 | 3,5 | -0,075 | 3,5 | -0,075 | 29,8 | 20,6 | +0,042 | 0,60 | ±10 |
98,851 | ±0,015 | 98,884 | 97,764 | +0,054 | 3,5 | -0,075 | 3,5 | -0,075 | 31,4 | 22,2 | ±0,042 | 0,60 | ±10 | |
4 | 111,551 | ±0,015 | 111,584 | 110,464 | +0,054 | 3,5 | -0,075 | 3,5 | -0,075 | 35,8 | 25,4 | ±0,042 | 0,60 | ±10 |
5 | 136,951 | ±0,015 | 136,984 | 135,864 | +0,054 | 3,5 | -0,075 | 3,5 | -0,075 | 40,1 | 28,6 | ±0,042 | 0,60 | ±10 |
6 | 162,351 | ±0,015 | 162,384 | 161,264 | +0,054 | 3,5 | -0,075 | 3,5 | -0,075 | 40,1 | 28,6 | ±0,042 | 0,60 | ±10 |
Таблица 4
Калибры типа Р-Г для контроля отклонений вершины резьбы от линии среднего диаметра
мм
|
|
| |||||||||
Обозна- | Номин. | Пре- | Номин. ±0,005 | Пре- | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. кольца | |
6,611 | 6,589 | 7,673 | 7,693 | 0,9 | -0,060 | 1,1 | -0,060 | 6,5 | 4,0 | ±0,024 | |
8,616 | 8,594 | 9,678 | 9,698 | 0,9 | -0,060 | 1,1 | -0,060 | 6,5 | 4,0 | ±0,024 | |
11,495 | 11,473 | 13,107 | 13,127 | 1,3 | -0,060 | 1,7 | -0,060 | 9,7 | 6,0 | ±0,024 | |
15,000 | 14,978 | 16,612 | 16,632 | 1,3 | -0,060 | 1,7 | -0,060 | 10,1 | 6,4 | ±0,029 | |
18,681 | 18,659 | 20,905 | 20,925 | 1,8 | -0,060 | 2,3 | -0,060 | 13,2 | 8,2 | ±0,029 | |
24,167 | 24,145 | 26,391 | 26,411 | 1,8 | -0,060 | 2,3 | -0,060 | 14,5 | 9,5 | ±0,029 | |
1 | 30,341 | 30,319 | 33,199 | 33,219 | 2,3 | -0,060 | 2,9 | -0,060 | 16,8 | 10,4 | ±0,035 |
39,002 | 38,980 | 41,860 | 41,880 | 2,3 | -0,060 | 2,9 | -0,060 | 19,1 | 12,7 | ±0,035 | |
44,895 | 44,873 | 47,753 | 47,773 | 2,3 | -0,060 | 2,9 | -0,060 | 19,1 | 12,7 | ±0,035 | |
2 | 56,706 | 56,684 | 59,564 | 59,584 | 2,3 | -0,060 | 2,9 | -0,060 | 23,4 | 15,9 | ±0,035 |
72,276 | 72,254 | 75,134 | 75,154 | 3,5 | -0,075 | 3,5 | -0,075 | 26,7 | 17,5 | ±0,035 | |
3 | 84,976 | 84,954 | 85,834 | 85,854 | 3,5 | -0,075 | 3,5 | -0,075 | 29,8 | 20,6 | ±0,042 |
97,422 | 97,400 | 100,280 | 100,300 | 3,5 | -0,075 | 3,5 | -0,075 | 31,4 | 22,2 | ±0,042 | |
4 | 110,122 | 110,100 | 112,980 | 113,000 | 3,5 | -0,075 | 3,5 | -0,075 | 35,8 | 25,4 | ±0,042 |
5 | 135,522 | 135,500 | 138,380 | 138,400 | 3,5 | -0,075 | 3,5 | -0,075 | 40,1 | 28,6 | ±0,042 |
6 | 160,922 | 160,900 | 163,780 | 163,800 | 3,5 | -0,075 | 3,5 | -0,075 | 40,1 | 28,6 | ±0,042 |
Таблица 5
Калибры Р-РЦ для контроля среднего диаметра наружной конической резьбы в основной плоскости
мм
|
| Средний диаметр | Внутренний диаметр | |||||||
Обозна- | Наруж- | Номин. | Пред. откл. | Предельный размер изношенного калибра | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
7,723 | 7,142 | ±0,007 | 7,158 | 6,748 | +0,030 | 1,8 | -0,014 | 4,9 | -0,018 | |
9,728 | 9,147 | ±0,007 | 9,163 | 8,753 | +0,030 | 1,8 | -0,014 | 4,9 | -0,018 | |
13,157 | 12,301 | ±0,009 | 12,322 | 11,693 | +0,036 | 2,6 | -0,014 | 7,3 | -0,022 | |
16,662 | 15,806 | ±0,009 | 15,827 | 15,198 | +0,036 | 2,6 | -0,014 | 7,7 | -0,022 | |
20,955 | 19,793 | ±0,012 | 19,818 | 18,950 | +0,042 | 3,6 | -0,018 | 10,0 | -0,022 | |
26,441 | 25,279 | ±0,012 | 25,304 | 24,436 | +0,042 | 3,6 | -0,018 | 11,3 | -0,027 | |
1 | 33,249 | 31,770 | ±0,012 | 31,795 | 30,683 | +0,042 | 4,6 | -0,018 | 12,7 | -0,027 |
41,910 | 40,431 | ±0,012 | 40,456 | 39,344 | +0,042 | 4,6 | -0,018 | 15,0 | -0,027 | |
47,803 | 46,324 | ±0,012 | 46,349 | 45,237 | +0,042 | 4,6 | -0,018 | 15,0 | -0,027 | |
2 | 59,614 | 58,135 | ±0,012 | 58,160 | 57,048 | +0,042 | 4,6 | -0,018 | 18,2 | -0,033 |
75,184 | 73,705 | ±0,015 | 73,738 | 72,618 | +0,054 | 7,0 | -0,022 | 21,0 | -0,033 | |
3 | 87,884 | 86,405 | ±0,015 | 86,438 | 85,318 | +0,054 | 7,0 | -0,022 | 24,1 | -0,033 |
100,330 | 98,851 | ±0,015 | 98,884 | 97,764 | +0,054 | 7,0 | -0,022 | 25,7 | -0,033 | |
4 | 113,030 | 111,551 | ±0,015 | 111,584 | 110,464 | +0,054 | 7,0 | -0,022 | 28,9 | -0,033 |
5 | 138,430 | 136,951 | ±0,015 | 136,984 | 135,864 | +0,054 | 7,0 | -0,022 | 32,1 | -0,033 |
6 | 163,830 | 162,351 | ±0,015 | 162,384 | 161,264 | +0,054 | 7,0 | -0,022 | 32,1 | -0,033 |
2.2. Основные размеры и предельные отклонения контрольных калибров должны соответствовать указанным на черт.4 и 5 и в табл.6 и 7.
Контрольные калибры К-Р
Черт.4
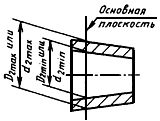
Контрольные калибры типа К-Г
Черт.5
Таблица 6
Контрольные калибры типа К-Р
Размеры в мм
Обозна- | Число шагов на длине 25,4 мм | Шаг резьбы |
|
| Пред. откл. угла наклона боковой стороны профиля, мин | |||||||
Но- | До- | Но- | Пред. откл. | Но- | Пред. откл. | |||||||
28 | 0,907 | 0,003 | 7,536 | -0,020 | 7,142 | ±0,004 | 6,561 | 6,5 | 4,0 | 0,23 | ±12 | |
28 | 0,907 | 0,003 | 9,541 | -0,020 | 9,147 | ±0,004 | 8,566 | 6,5 | 4,0 | 0,23 | ±12 | |
19 | 1,337 | 0,003 | 12,909 | -0,024 | 12,301 | ±0,005 | 11,445 | 9,7 | 6,0 | 0,35 | ±10 | |
19 | 1,337 | 0,003 | 16,414 | -0,024 | 15,806 | ±0,005 | 14,950 | 10,1 | 6,4 | 0,35 | ±10 | |
14 | 1,814 | 0,003 | 20,636 | -0,028 | 19,793 | ±0,006 | 18,631 | 13,2 | 8,2 | 0,45 | ±9 | |
14 | 1,814 | 0,003 | 26,122 | -0,028 | 25,279 | ±0,006 | 24,117 | 14,5 | 9,5 | 0,45 | ±9 | |
1 | 11 | 2,309 | 0,003 | 32,857 | -0,028 | 31,770 | ±0,006 | 30,291 | 16,8 | 10,4 | 0,60 | ±8 |
11 | 2,309 | 0,003 | 41,518 | -0,028 | 40,431 | ±0,006 | 38,952 | 19,1 | 12,7 | 0,60 | ±8 | |
11 | 2,309 | 0,003 | 47,411 | -0,028 | 46,324 | ±0,006 | 44,845 | 19,1 | 12,7 | 0,60 | ±8 | |
2 | 11 | 2,309 | 0,003 | 58,222 | -0,028 | 58,135 | ±0,006 | 56,656 | 23,4 | 15,9 | 0,60 | ±8 |
11 | 2,309 | 0,003 | 74,792 | -0,036 | 73,705 | ±0,008 | 72,226 | 26,7 | 17,5 | 0,60 | ±8 | |
3 | 11 | 2,309 | 0,003 | 87,492 | -0,036 | 86,405 | ±0,008 | 84,926 | 29,8 | 20,6 | 0,60 | ±8 |
11 | 2,309 | 0,003 | 99,939 | -0,036 | 98,851 | ±0,008 | 97,372 | 31,4 | 22,2 | 0,60 | ±8 | |
4 | 11 | 2,309 | 0,004 | 112,638 | -0,036 | 111,551 | ±0,008 | 110,072 | 35,8 | 25,4 | 0,60 | ±8 |
5 | 11 | 2,309 | 0,004 | 138,038 | -0,036 | 136,951 | ±0,008 | 135,472 | 40,1 | 28,6 | 0,60 | ±8 |
6 | 11 | 2,309 | 0,004 | 163,438 | -0,036 | 162,351 | ±0,008 | 160,872 | 40,1 | 28,6 | 0,60 | ±8 |
Таблица 7
Контрольные калибры типа К-Г
мм
Обозначение размера резьбы |
| ||
7,673 | 6,5 | 4,0 | |
9,678 | 6,5 | 4,0 | |
13,107 | 9,7 | 6,0 | |
16,612 | 10,1 | 6,4 | |
20,905 | 13,2 | 8,2 | |
26,391 | 14,5 | 9,5 | |
1 | 33,199 | 16,8 | 10,4 |
41,860 | 19,1 | 12,7 | |
47,753 | 19,1 | 12,7 | |
2 | 59,564 | 23,4 | 15,9 |
75,134 | 26,7 | 17,5 | |
3 | 85,834 | 29,8 | 20,6 |
100,280 | 31,4 | 22,2 | |
4 | 112,980 | 35,8 | 25,4 |
5 | 138,380 | 40,1 | 28,6 |
6 | 163,780 | 40,1 | 28,6 |
2.1, 2.2. (Измененная редакция, Изм. N 1).
2.3. Значения допуска шагов резьбы рабочих и контрольных калибров относятся к расстоянию между любыми витками резьбы.
Действительное отклонение может быть со знаком плюс или минус.
2.4. Отклонение конуса, включающее отклонение от угла конуса, отклонение от прямолинейности образующей (у резьбового калибра - линии среднего диаметра) и отклонение от круглости в любом сечении, должно быть:
для резьбовых калибров - в пределах зоны допуска среднего диаметра резьбы;
для гладких калибров - в пределах зоны допуска соответствующего диаметра в основной плоскости.
Зона допусков среднего диаметра резьбы калибра указана на черт.6.
![]() - наибольший средний диаметр калибра-кольца в основной плоскости,
- наибольший средний диаметр калибра-кольца в основной плоскости,
![]() - наименьший средний диаметр калибра-кольца в основной плоскости,
- наименьший средний диаметр калибра-кольца в основной плоскости,
![]() - наибольший средний диаметр калибра-пробки в основной плоскости,
- наибольший средний диаметр калибра-пробки в основной плоскости,
![]() - наименьший средний диаметр калибра-пробки в основной плоскости.
- наименьший средний диаметр калибра-пробки в основной плоскости.
Черт.6
У резьбовых калибров-колец предельные отклонения конусности в заданных пределах должны обеспечиваться резьбообразующим инструментом.
2.5. Предельные отклонения совпадения плоскости А калибров типов Р-Р и Р-РЦ с контрольной плоскостью контрольного калибра типа К-Р не должны быть более указанных в табл.8.
Таблица 8
Обозначение размера резьбы | Предельное отклонение, мм | |
нового | изношенного | |
±0,048 | +0,192 | |
±0,048 | +0,192 | |
±0,064 | +0,256 | |
±0,064 | +0,256 | |
±0,096 | +0,304 | |
±0,096 | +0,304 | |
1 | ±0,096 | +0,304 |
±0,096 | +0,304 | |
±0,096 | +0,304 | |
2 | ±0,096 | +0,304 |
±0,112 | +0,400 | |
3 | ±0,112 | +0,400 |
±0,112 | +0,400 | |
4 | ±0,112 | +0,400 |
5 | ±0,112 | +0,400 |
6 | ±0,112 | +0,400 |
2.6. Предельные отклонения совпадения плоскости А калибра типа Р-Г с контрольной плоскостью контрольного калибра типа К-Г не должны быть более для нового калибра ±0,056 и для предельно изношенного плюс 0,296 мм.
2.5, 2.6. (Измененная редакция, Изм. N 1).
2.7. К каждой партии колец (Р-Р, Р-Г и Р-РЦ) должна быть приложена соответствующая контрольная пробка, к которой припасованы кольца. Количество припасованных колец к одной контрольной пробке не должно превышать 15 шт.
2.8. Обозначение калибра должно состоять из наименования калибра (пробка или кольцо), обозначения типа калибра, размера резьбы и номера настоящего стандарта, например:
Калибр-пробка для контроля трубной конической резьбы :
Пробка Р-Р 1 1/2 ГОСТ 7157-79
Калибр-кольцо для контроля трубной конической резьбы :
Кольцо Р-Р ГОСТ 7157-79
2.9. Обозначение контрольного калибра должно состоять из обозначения типа калибра, размера резьбы и номера настоящего калибра, например:
Калибр-пробка контрольный для контроля трубной конической резьбы :
Контркалибр К-Р ГОСТ 7157-79
2.10. Основные размеры и допуски калибров для контроля среднего диаметра на участке указаны в приложении 1.
2.11. Правила применения калибров указаны в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
1. ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ КАЛИБРОВ ДЛЯ КОНТРОЛЯ
СРЕДНЕГО ДИАМЕТРА НА УЧАСТКЕ
1.1. Основные размеры и предельные отклонения рабочего калибра Р-СП должны соответствовать указанным на черт.1 и в табл.1.
Калибры типа Р-СП
Черт.1
Таблица 1
Калибры типа Р-СП для контроля среднего диаметра на участке
Размеры в мм
Шаг резьбы | ||||||||||
Обозна- | Число шагов на длине | Номин. | Допуск | Номин. | Пред. откл. | Номин. | Пред. откл. |
|
|
|
28 | 0,907 | 0,005 | 7,135 | -0,030 | 6,736 | ±0,003 | 6,155 | 7,879 | 7,298 | |
28 | 0,907 | 0,005 | 9,139 | -0,030 | 8,741 | ±0,003 | 8,160 | 9,884 | 9,303 | |
19 | 1,337 | 0,005 | 12,304 | -0,035 | 11,695 | ±0,004 | 10,839 | 13,388 | 12,532 | |
19 | 1,337 | 0,005 | 15,784 | -0,035 | 15,175 | ±0,004 | 14,319 | 16,893 | 16,037 | |
14 | 1,814 | 0,005 | 19,813 | -0,045 | 18,968 | ±0,004 | 17,806 | 21,267 | 20,106 | |
14 | 1,814 | 0,005 | 25,218 | -0,045 | 24,373 | ±0,004 | 23,211 | 26,753 | 25,592 | |
1 | 11 | 2,309 | 0,005 | 31,808 | -0,050 | 30,720 | ±0,004 | 29,241 | 33,649 | 32,170 |
11 | 2,309 | 0,005 | 40,326 | -0,050 | 39,237 | ±0,004 | 37,758 | 42,310 | 40,831 | |
11 | 2,309 | 0,005 | 46,219 | -0,050 | 45,130 | ±0,004 | 43,651 | 48,203 | 46,724 | |
2 | 11 | 2,309 | 0,005 | 57,761 | -0,060 | 56,672 | ±0,004 | 55,193 | 60,083 | 58,604 |
11 | 2,309 | 0,005 | 73,126 | -0,060 | 72,036 | ±0,005 | 70,557 | 75,759 | 74,280 | |
3 | 11 | 2,309 | 0,005 | 85,632 | -0,070 | 84,542 | ±0,005 | 83,063 | 88,459 | 86,980 |
11 | 2,309 | 0,005 | 97,975 | -0,070 | 96,888 | ±0,005 | 95,409 | 100,905 | 99,426 | |
4 | 11 | 2,309 | 0,006 | 110,404 | -0,070 | 109,313 | ±0,005 | 107,834 | 113,680 | 112,201 |
5 | 11 | 2,309 | 0,006 | 135,537 | -0,080 | 134,445 | ±0,005 | 132,966 | 139,149 | 137,670 |
6 | 11 | 2,309 | 0,006 | 160,938 | -0,080 | 159,845 | ±0,005 | 158,366 | 164,549 | 163,070 |
Продолжение табл.1
Размеры в мм
Обозна- | Номин. | Пред. откл. |
| Номин. | Пред. откл. пробки | Пред. откл. кольца |
|
| Пред. откл. | |
6,904 | +0,030 | 5,6 | 6,5 | ±0,10 | ±0,025 | 7,4 | 3,4 | - | ±15 | |
8,907 | +0,030 | 5,6 | 6,5 | ±0,10 | ±0,025 | 7,4 | 3,4 | - | ±15 | |
11,925 | +0,035 | 8,4 | 9,7 | ±0,10 | ±0,025 | 11,0 | 5,0 | 0,35 | ±13 | |
15,430 | +0,035 | 8,8 | 10,1 | ±0,10 | ±0,025 | 11,4 | 5,0 | 0,35 | ±13 | |
19,262 | +0,045 | 11,4 | 13,2 | ±0,10 | ±0,025 | 15,0 | 6,8 | 0,45 | ±11 | |
24,748 | +0,045 | 12,7 | 14,5 | ±0,10 | ±0,025 | 16,3 | 6,8 | 0,45 | ±11 | |
1 | 31,085 | +0,050 | 14,5 | 16,8 | ±0,10 | ±0,025 | 19,1 | 8,7 | 0,60 | ±10 |
39,746 | +0,050 | 16,8 | 19,1 | ±0,10 | ±0,025 | 21,4 | 8,7 | 0,60 | ±10 | |
45,639 | +0,050 | 16,8 | 19,1 | ±0,10 | ±0,025 | 21,4 | 8,7 | 0,60 | ±10 | |
2 | 57,520 | +0,060 | 21,1 | 23,4 | ±0,10 | ±0,025 | 25,7 | 9,8 | 0,60 | ±10 |
73,197 | +0,060 | 24,2 | 26,7 | ±0,15 | ±0,050 | 29,2 | 11,5 | 0,60 | ±10 | |
3 | 85,897 | +0,070 | 27,3 | 29,8 | ±0,15 | ±0,050 | 32,3 | 11,5 | 0,60 | ±10 |
98,339 | +0,070 | 27,9 | 31,4 | ±0,15 | ±0,050 | 34,9 | 12,7 | 0,60 | ±10 | |
4 | 111,119 | +0,070 | 33,3 | 35,8 | ±0,15 | ±0,050 | 38,3 | 12,7 | 0,60 | ±10 |
5 | 136,589 | +0,080 | 37,6 | 40,1 | ±0,15 | ±0,050 | 42,6 | 13,8 | 0,60 | ±10 |
6 | 161,990 | +0,080 | 37,6 | 40,1 | ±0,15 | ±0,050 | 42,6 | 13,6 | 0,60 | ±10 |
1.2. Основные размеры и предельные отклонения контрольного калибра К-СП должны соответствовать указанным на черт.2 и в табл.2.
Контрольные калибры типа К-СП
Черт.2
Таблица 2
Контрольные калибры типа К-СП
Размеры в мм | ||||||||||||
Обозна- | Число шагов на длине 25,4 мм | Шаг резьбы |
|
| Пред. откл. угла наклона боковой стороны профиля, мин | |||||||
Номин. | Допуск | Номин. | Пред. откл. | Номин. | Пред. откл. | Но- | Пред. откл. | |||||
28 | 0,907 | 0,005 | 7,696 | -0,030 | 7,298 | ±0,003 | 6,717 | 6,5 | ±0,05 | - | ±12 | |
28 | 0,907 | 0,005 | 9,701 | -0,030 | 9,303 | ±0,003 | 8,722 | 6,5 | ±0,05 | - | ±12 | |
19 | 1,337 | 0,005 | 13,141 | -0,035 | 12,532 | ±0,004 | 11,676 | 9,7 | ±0,05 | 0,35 | ±10 | |
19 | 1,337 | 0,005 | 16,646 | -0,035 | 16,037 | ±0,004 | 15,181 | 10,1 | ±0,05 | 0,35 | ±10 | |
14 | 1,814 | 0,005 | 20,951 | -0,045 | 20,106 | ±0,004 | 18,944 | 13,2 | ±0,05 | 0,45 | ±9 | |
14 | 1,814 | 0,005 | 26,437 | -0,045 | 25,592 | ±0,004 | 24,430 | 14,5 | ±0,05 | 0,45 | ±9 | |
1 | 11 | 2,309 | 0,005 | 33,258 | -0,050 | 32,170 | ±0,004 | 30,691 | 16,8 | ±0,05 | 0,60 | ±8 |
11 | 2,309 | 0,005 | 41,920 | -0,050 | 40,831 | ±0,004 | 39,352 | 19,1 | ±0,05 | 0,60 | ±8 | |
11 | 2,309 | 0,005 | 47,813 | -0,050 | 46,724 | ±0,004 | 45,245 | 19,1 | ±0,05 | 0,60 | ±8 | |
2 | 11 | 2,309 | 0,005 | 59,693 | -0,060 | 58,604 | ±0,004 | 57,125 | 23,4 | ±0,05 | 0,60 | ±8 |
11 | 2,309 | 0,005 | 75,370 | -0,060 | 74,280 | ±0,005 | 72,801 | 26,7 | ±0,07 | 0,60 | ±8 | |
3 | 11 | 2,309 | 0,005 | 88,070 | -0,070 | 86,980 | ±0,005 | 85,501 | 29,8 | ±0,07 | 0,60 | ±8 |
11 | 2,309 | 0,005 | 100,516 | -0,070 | 99,426 | ±0,005 | 97,947 | 31,4 | ±0,07 | 0,60 | ±8 | |
4 | 11 | 2,309 | 0,006 | 113,292 | -0,070 | 112,201 | ±0,005 | 110,722 | 35,8 | ±0,07 | 0,60 | ±8 |
5 | 11 | 2,309 | 0,006 | 138,762 | -0,080 | 137,670 | ±0,005 | 136,191 | 40,1 | ±0,07 | 0,60 | ±8 |
6 | 11 | 2,309 | 0,006 | 164,163 | -0,080 | 163,070 | ±0,005 | 161,591 | 40,1 | ±0,07 | 0,60 | ±8 |
1.1, 1.2. (Измененная редакция, Изм. N 1).
1.3. К каждой партии колец Р-СП должна быть приложена соответствующая контрольная пробка, к которой припасованы кольца. Количество припасованных колец к одной контрольной пробке не должно превышать 15 шт.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
1. Резьбовые конусные калибры (Р-Р) для контроля смещения основной плоскости конической резьбы.
При свинчивании резьбового конусного калибра исполнения 1 с конической резьбой его контрольная плоскость должна совпадать с торцом изделия.
Допускаемое отклонение не должно превышать величин, указанных в табл.2 ГОСТ 6211.
При свинчивании резьбового конусного калибра исполнения 2 с изделием торец изделия должен находиться между контрольными плоскостями калибра или совпадать с одной из них.
При использовании калибров в качестве приемных (у потребителя изделий) допускаются несовпадения торцов изделий с контрольной плоскостью калибров в исполнении 1 на ±1,5, для калибров в исполнения 2 допускаются выходы торца изделия за уступы калибра на 0,5
.
2. Гладкие конусные калибры (Р-Г) для контроля отклонений расстояний вершин конической резьбы от линии среднего диаметра.
Гладкие конусные калибры (Р-Г) применяют только в сочетании с резьбовыми конусными калибрами. При этом отклонение одноименных контрольных плоскостей резьбового конусного и гладкого конусного калибров не должно превышать ±0,8 мм.
3. Контрольный резьбовой конусный калибр-пробка (К-Р) для контроля резьбового конусного калибра-кольца (Р-Р) и резьбового калибра-кольца (Р-РЦ).
При свинчивании контрольного резьбового конусного калибра-пробки с калибрами-кольцами (Р-Р и Р-РЦ) контрольная плоскость контрольного калибра должна совпадать с поверхностью А калибров Р-Р и Р-РЦ. Предельные отклонения не должны превышать величин, указанных в табл.8.
4. Контрольный гладкий конусный калибр-пробка (К-Г) для контроля гладкого конусного калибра-кольца (Р-Г).
Контрольный калибр должен входить в калибр-кольцо. При этом их контрольные плоскости должны совпадать. Предельные отклонения не должны превышать величин, указанных в п.2.6.
5. Резьбовой калибр-кольцо (Р-РЦ) для контроля смещения основной плоскости конической наружной резьбы, предназначенной для свинчивания с внутренней цилиндрической резьбой.
При свинчивании калибра-кольца (Р-РЦ) с изделием торец изделия должен находиться между контрольными плоскостями калибра или совпадать с одной из них.
При использовании калибров в качестве приемных (у потребителя изделий) допускаются выходы торца изделий за уступы калибра на 0,5.
6. Резьбовой конусный калибр-пробка (Р-Р) исполнения 2 для контроля среднего диаметра цилиндрической резьбы, предназначенной для свинчивания с конической наружной резьбой.
При свинчивании калибра-пробки (Р-Р) с изделием, торец изделия должен находиться между контрольными плоскостями калибра или совпадать с одной из них.
7. Калибрами типа Р-СП контролируют средний диаметр резьбы изделий на участке .
Калибры типа Р-СП применяют только в сочетании с резьбовыми калибрами типа Р-Р. При этом положение одноименных контрольных плоскостей резьбовых калибров типов Р-Р и Р-СП по отношению к торцу изделия должно совпадать. Допускаемое несовпадение не должно превышать величин, указанных в таблице.
Допускаемое несовпадение одноименных контрольных плоскостей калибров | |||||||
Калибр | Обозначение размера резьбы | ||||||
| 1 | ||||||
Пробка | +0,10 | +0,15 | +0,15 | +0,25 | +0,25 | +0,25 | +0,25 |
-0,50 | -0,70 | -0,80 | -1,00 | -1,20 | -1,00 | -1,30 | |
Кольцо | ±0,20 | ±0,35 | ±0,35 | ±0,45 | ±0,50 | ±0,50 | +0,50 |
-0,60 | |||||||
Продолжение
| Допускаемое несовпадение одноименных контрольных плоскостей | ||||||
Калибр | Обозначение размера резьбы | ||||||
2 | 3, | 4 | 5 | 6 | |||
Пробка | +0,25 | +0,34 | +0,40 | +0,40 | +0,45 | +0,50 | +0,50 |
-1,30 | -1,60 | -1,80 | -2,10 | -2,60 | -2,90 | -2,90 | |
Кольцо | +0,50 | +0,60 | +0,75 | +0,75 | +0,85 | +1,00 | +1,00 |
-0,60 | -0,75 | -0,85 | -1,00 | -1,20 | -1,40 | -1,40 | |
Примечание. При контроле изделий повышенной точности предельные отклонения контрольных плоскостей калибров уменьшаются на 25%.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 3
Справочное
ИНФОРМАЦИОННЫЕ ДАННЫЕ О СООТВЕТСТВИИ ГОСТ 7157-79 и СТ СЭВ 606-77
ГОСТ 7157-79 | СТ СЭВ 606-77 |
Раздел 1 | Раздел 1 |
Раздел 2 | Разделы 3, 4, 5, 6 |
Рекомендуемое приложение 1 | Информационное приложение 1 |
Рекомендуемое приложение 2 | Информационное приложение 2 |
Текст документа сверен по:
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}