ГОСТ 8.235-77
Группа Т88.5*
__________________________
* В указателе "Национальные
стандарты" 2004 год группа Т88.1 -
Примечание "КОДЕКС".
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
КОЛЕСА ЗУБЧАТЫЕ ИЗМЕРИТЕЛЬНЫЕ
Методы и средства поверки
State System for Ensuring the Uniformiti of measurements.
Measuring Rack Weels. Methods and means of Verification
Дата введения 1978-01-01
РАЗРАБОТАН Харьковским государственным научно-исследовательским институтом метрологии (ХГНИИМ)
Директор В.В.Кандыба
Руководитель темы Г.Я.Гафанович
Исполнитель Ф.Г.Симкина
ВНЕСЕН Управлением станкоинструментальной промышленности и межотраслевых производств Госстандарта СССР
Начальник В.П.Бергман
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом метрологической службы (ВНИИМС)
Директор В.В.Сычев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров от 21 марта 1977 г. N 675
ВЗАМЕН Методических указаний N 248
Настоящий стандарт распространяется на измерительные зубчатые колеса по ГОСТ 6512-74 (далее - колеса) и устанавливает методы и средства их первичной (при выпуске из производства) и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в табл.1.
Таблица 1
Наименование операции | Номера пунктов стандарта | Средства поверки и их нормативно-технические характеристики | Обязательность проведения операции при: | |
выпуске из производства | эксплуатации и хранении | |||
Внешний осмотр | 3.1 | Лупа типа ЛП1 2,5-4 | Да | Да |
Определение метрологических параметров | 3.2 | - | ||
Определение шероховатости поверхностей колес | 3.2.1 | Образцы шероховатости поверхности (сравнения) | Да | Нет |
Определение отклонений диаметра посадочного отверстая | 3.2.2 | Горизонтальный оптиметр типа ОГ-500-1 по ГОСТ 5405-75 или нутромер с ценой деления 0,001 мм по ГОСТ 9244-75. Плоскопараллельные концевые меры длины 2-го класса по ГОСТ 9038-73. Набор принадлежностей к плоскопараллельным концевым мерам по ГОСТ 4119-76 | Да | Да |
Определение радиального биения зубчатого венца | 3.2.3 | Прибор для контроля радиального биения зубчатого венца класса А, типоразмера СЦ-1 по ГОСТ 5368-73 (справочные приложения 1 и 2). Цилиндрическая оправка (справочное приложение 3) | Да | Да |
Определение значений биения окружности вершины зубьев | 3.2.4 | Приборы для контроля радиального биения зубчатого венца класса А, типоразмера СЦ-1 по ГОСТ 5368-73 (справочное приложение 1). Цилиндрическая оправка (справочное приложение 3) | Да | Нет |
Определение значений торцевого биения ступицы относительно оси отверстия | 3.2.5 | Поверочная плита класса I по ГОСТ 10905-75. Измерительная пружинная головка типа I-ИПМ по ГОСТ 14712-69. Штатив Щ-1 по ГОСТ 10197-70. Цилиндрическая оправка (справочное приложение 3) | Да | Нет |
Определение накопленной погрешности шага по колесу и накопленной погрешности | 3.2.6 | Приборы для контроля накопленной погрешности шага по колесу и накопленной погрешности К шагов класса А, типоразмера СЦ-1 по ГОСТ 5368-73, (справочные приложения 1 и 2). Цилиндрическая оправка (справочное приложение 3) | Да | Да |
Определение отклонения размера | 3.2.7 | Микрометры типа МК по ГОСТ 6507-60. Проволочки типа П-В 1-го класса, диаметрами 1,732; 2,020; 2,217; 2,311; 2,595; 3,106; 3,468; 4,091; 4,211; 4,773 и ролики типа Ш 1-го класса диаметрами 5,176; 5,493; 6,212; 6,585; 8,282; 8,767; 10,353; 10,950; 12,423; 16,565; 17,362 по ГОСТ 2475-62 | Да | Да |
Определение отклонения шага зацепления | 3.2.8 | Приборы для контроля шага зацепления класса А, типоразмера СЦ-1 по ГОСТ 5368-73 (справочное приложение 1). Плоскопараллельные концевые меры длины 2-го класса по ГОСТ 9038-73. Цилиндрическая оправка (справочное приложение 3) | Да | Нет |
Определение отклонений высоты головки зуба | 3.2.9 | Зубомер смещения типоразмера НЦ-1 класса АВ по ГОСТ 4446-74. Микрометры типа МК по ГОСТ 6507-60. Плоскопараллельные концевые меры длины 3-го класса по ГОСТ 9038-73. Биенимер класса А, типоразмера СЦ-1, по ГОСТ 8137-74. Цилиндрическая оправка (справочное приложение 3) | Да | Нет |
Определение погрешности профиля зуба | 3.2.10 | Приборы для контроля профиля зуба класса А, типоразмера СЦ-1 по ГОСТ 5368-73 (справочные приложения 1 и 2). Микрометр типа МК, диапазон измерения 25-50 мм по ГОСТ 6507-60. Цилиндрическая оправка (справочное приложение 3) | Да | Да |
Определение погрешности направления зуба | 3.2.11 | Приборы для контроля направления зуба класса А, типоразмера СЦ-1 по ГОСТ 5368-73 (справочное приложение 1). Цилиндрическая оправка (справочное приложение 3) | Да | Нет |
Определение колебания длины общей нормали | 3.2.12 | Прибор для контроля длины общей нормали класса А, типоразмера СЦ-1 по ГОСТ 5368-73, (справочное приложение 1). Цилиндрическая оправка (справочное приложение 3) | Да | Да |
Примечания:
1. Допускается аттестовывать колеса по результатам измерения кинематической погрешности на приборах класса А, типоразмера СЦ-1 по ГОСТ 5368-73.
2. При аттестации по нормам кинематической точности: колеса для однопрофильного контроля предпочтительно аттестовывать по кинематической погрешности или по накопленной погрешности шага; колеса для двухпрофильного контроля предпочтительно аттестовывать по радиальному биению зубчатого венца.
3. Приборы, удовлетворяющие требованиям ГОСТ 5368-73 класса А, указаны в справочных приложениях 1 и 2.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Условия поверки должны соответствовать нормальным условиям выполнения линейных измерений по ГОСТ 8.050-73:
IX ряду - для колес 3-й степени точности;
X ряду - для колес 4-й степени точности;
XI ряду - для колес 5-й степени точности.
2.2. Перед поверкой рабочие поверхности колес должны быть очищены от смазки, промыты авиационным бензином марки Б-70 по ГОСТ 1012-72 и протерты салфеткой из хлопчатобумажной бязи по ГОСТ 11680-65.
Перед проведением поверки колеса и средства поверки должны быть выдержаны на рабочем месте не менее 2 ч.
Для ускорения выравнивания температуры колеса помещают на металлическую плиту, постоянно находящуюся в помещении, где проводят поверку.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Внешний осмотр
При внешнем осмотре должно быть установлено соответствие колес требованиям ГОСТ 6512-74 в части внешнего вида, комплектности, упаковки, транспортирования и хранения.
В случаях выявления забоин, царапин, следов коррозии и других дефектов, влияющих на эксплуатационные качества или ухудшающих внешний вид, применяют лупу.
3.2. Определение метрологических параметров
3.2.1. Определение шероховатости поверхностей колес
Шероховатость поверхности посадочного отверстия, зубьев и торцевых поверхностей ступицы, поверхностей вершин и торцевых поверхностей зубчатого венца определяют визуальным сравнением с образцами шероховатости поверхности соответствующих классов или с аттестованными образцовыми деталями.
При возникновении спорных вопросов шероховатость поверхностей колес определяют на профилометре или профилографе.
Шероховатость поверхности посадочного отверстия, зубьев и торцевых поверхностей ступицы, поверхности вершин и торцевых поверхностей зубчатого венца - по ГОСТ 6512-74.
3.2.2. Определение отклонений диаметра посадочного отверстия
Диаметр посадочного отверстия колес определяют на горизонтальном оптиметре при использовании дуг или нутромером. Диаметр определяют в трех сечениях по оси посадочного отверстия (у торцев и посередине), в двух взаимно перпендикулярных направлениях в каждом сечении. Предельные отклонения диаметра посадочного отверстия не должны превышать значений, указанных в ГОСТ 6512-74.
3.2.3. Определение радиального биения зубчатого венца
Конусный измерительный наконечник прибора (см. справочные приложения 1 и 2), соответствующий модулю поверяемого колеса, вводят во впадину зуба. Поверку проводят по всем впадинам колеса. Наибольшая алгебраическая разность показаний по отсчетному устройству соответствует значению радиального биения зубчатого венца.
Измерения проводят при двух положениях колеса на оправке, повернутого на 180° вокруг оси. Среднее арифметическое значение радиального биения при двух положениях колеса не должно превышать значений , указанных в ГОСТ 1643-72.
Примечание. При проведении операций поверки по пп.3.2.3-3.2.6, 3.2.8, 3.2.10-3.2.12 колеса устанавливают на оправке в центрах прибора (см. справочное приложение 3).
3.2.4. Определение значений биения окружности вершин зубьев
Сферический наконечник прибора (см. справочное приложение 1) вводят в контакт с вершиной зуба и небольшими поворотами поверяемого колеса находят максимальное показание по шкале отсчетного устройства. Таким способом проводят измерения по всем зубьям поверяемого колеса. Наибольшая алгебраическая разность показаний по отсчетному устройству соответствует значению биения окружности вершин зубьев.
Значения биения окружности вершин зубьев должны соответствовать требованиям V степени точности по ГОСТ 10356-63.
3.2.5. Определение значений торцевого биения ступицы относительно оси отверстия
Колесо на оправке устанавливают в центрах на поверочной плите. Наконечник отсчетного устройства приводят в соприкосновение с торцем ступицы колеса, вращая колесо, снимают показания по отсчетному устройству. Наибольшая алгебраическая разность показаний отсчетного устройства равна значению торцевого биения ступицы.
Значения торцевого биения ступицы относительно оси отверстия должны соответствовать требованиям ГОСТ 10356-63: III степени точности - для колес 3-й степени точности и IV степени точности - для колес 4 и 5-й степеней точности.
3.2.6. Определение накопленной погрешности шага по колесу и накопленной погрешности шагов
При измерениях на приборах (см. справочное приложение 1) прибор настраивают на нуль по любому зубу колеса. Шаг поверяют по всем зубьям колеса по правым и левым профилям.
Алгебраическая разность максимального и минимального показаний прибора при измерении по всем зубьям колеса является накопленной погрешностью шага по колесу, а алгебраическая разность максимального и минимального показаний прибора при повороте колеса на целых угловых шагов является накопленной погрешностью
шагов.
Накопленная погрешность шага по колесу и накопленная погрешность шагов не должны превышать значений
и
, указанных в ГОСТ 1643-72.
3.2.7. Определение отклонений размера по роликам
Два ролика, диаметры которых выбраны в зависимости от модуля и числа зубьев по ГОСТ 6512-74, помещают в диаметрально противоположные впадины между зубьями колеса и микрометром измеряют размер по роликам. Измерение проводят по всему колесу, последовательно помещая ролики во все впадины.
Отклонения размера по роликам
не должны превышать значений, указанных в ГОСТ 6512-74.
В соответствии с ГОСТ 6512-74 на колесах должно быть замаркировано значение смешения* исходного контура , которое определяют по формуле
![]() , (1)
, (1)
где - разность между табличным значением
по ГОСТ 6512-74 и измеренным, мм.
__________________
* Текст соответствует оригиналу. Вероятно, следует читать "смещения". - Примечание "КОДЕКС".
Значение приведено в табл.2.
Таблица 2
Модуль | Число зубьев | Значение |
1,000 | 68 | 0,538 |
1,125 | 68 | 0,546 |
1,250 | 68 | 0,544 |
1,375 | 68 | 0,531 |
1,500 | 68 | 0,538 |
1,750 | 60 | 0,549 |
2,000 | 60 | 0,542 |
2,250 | 56 | 0,559 |
2,500 | 52 | 0,540 |
2,750 | 46 | 0,555 |
3,000 | 42 | 0,557 |
3,250 | 38 | 0,555 |
3,500 | 36 | 0,577 |
3,750 | 36 | 0,572 |
4,000 | 34 | 0,638 |
4,250 | 34 | 0,616 |
4,500 | 30 | 0,604 |
5,000 | 26 | 0,594 |
5,500 | 26 | 0,627 |
6,000 | 26 | 0,586 |
6,500 | 24 | 0,579 |
7,000 | 24 | 0,606 |
8,000 | 24 | 0,678 |
9,000 | 20 | 0,643 |
10,000 | 20 | 0,610 |
3.2.8. Определение отклонения шага зацепления колес
По рассчитанному блоку концевых мер настраивают измерительный наконечник прибора (см. справочное приложение 1) на номинальный размер шага зацепления:
![]() . (2)
. (2)
Шаг зацепления измеряют по всему поверяемому колесу по обоим профилям.
Необходимое число измерений каждого шага колес различных степеней точности приведено в табл.3.
Таблица 3
Степень точности по ГОСТ 6512-74 | Число измерений шага зацепления |
3 | 3 |
4 | 2 |
5 | 1 |
При каждом новом измерении отклонения шага зацепления повторяют установку наконечников по концевым мерам.
Отклонения шага зацепления колес не должны превышать значений , указанных в ГОСТ 1643-72.
3.2.9. Определение отклонений высоты головки зуба
Зубомер смещения устанавливают в исходное положение по установочному ролику, который укрепляют в призме, прилагаемой к зубомеру. Отклонения высоты головки измеряют по всем зубьям колеса.
Для определения действительного отклонения высоты головки зуба (![]() ) необходимо исключить значение биения окружности выступов и отклонения ее диаметра из расчетного значения:
) необходимо исключить значение биения окружности выступов и отклонения ее диаметра из расчетного значения:
![]() , (3)
, (3)
где ![]() - отклонение высоты головки первого зуба, мм;
- отклонение высоты головки первого зуба, мм;
![]() - отклонение высоты головки диаметрально противоположного зуба, мм;
- отклонение высоты головки диаметрально противоположного зуба, мм;
- число зубьев поверяемого колеса;
- диаметр поверяемого колеса, измеренный при помощи микрометра, установленного по концевым мерам длины, мм;
![]() - диаметр поверяемого колеса, определенный из соотношения
- диаметр поверяемого колеса, определенный из соотношения ![]() (
( - значения высоты головки зуба, указанные в ГОСТ 6512-74), мм.
В случаях, когда высота головки одного или нескольких зубьев поверяемого колеса находится на границе допуска, необходимо выполнять повторные измерения. Число повторных измерений высоты головки зуба колес 3, 4 и 5-й степеней точности должно быть не менее двух. При повторных измерениях следует проверять установку зубомера по ролику.
Среднее арифметическое значение из числа повторных измерений принимают за отклонение высоты головки зуба, оно не должно превышать предельных значений, указанных в ГОСТ 6512-74.
Примечание. Поскольку зубомер смещения предназначен для определения отклонения высоты головки зуба колес 2-10 мм, то для колес с
1-2 мм применяют биениемер. Биениемер настраивают по концевым мерам длины, устанавливаемым между торцем конического наконечника и цилиндрической оправкой, установленной в центрах прибора.
Номинальное расстояние от оси центров прибора до базового торца наконечника:
![]() , (4)
, (4)
где - радиус колеса;
- модуль колеса;
- расстояние от средней прямой наконечника до его базового торца.
Затем в центрах прибора устанавливают поверяемое колесо и определяют отклонения высоты головки по всем зубьям колеса. Наибольшее отклонение высоты головки зуба не должно превышать предельных значений, указанных в ГОСТ 6512-74.
3.2.10. Определение погрешности профиля зуба
Устанавливают прибор (см. справочные приложения 1 и 2) на радиус основной окружности поверяемого колеса, определяемый из соотношения
![]() , (5)
, (5)
где - модуль, мм;
- число зубьев колеса.
Профиль зуба измеряют не менее чем на трех зубьях, равномерно расположенных по окружности колеса, в направлении от ножки к головке зуба по правым и левым профилям.
Число повторных измерений каждого профиля зуба колес 3-й-степени - 3, а 4 и 5-й степеней точности - 2.
Наибольшая разность показаний прибора, полученных как среднеарифметические значения из числа повторных измерений, равна значению погрешности профиля зуба. Погрешность профиля зуба не должна превышать значений , указанных в ГОСТ 1643-72.
3.2.11. Определение погрешности направления зуба
Измерительный наконечник прибора (см. справочное приложение 1) перемещают вдоль образующей зуба от одного торца колеса к другому и снимают показания по отсчетному устройству.
Направление зуба необходимо проверять на трех зубьях, равномерно расположенных по окружности колеса по правым и левым профилям.
Число повторных измерений каждого профиля колес 3-й степени точности - 3, а 4 и 5-й степеней точности - 2. Наибольшая разность показаний прибора, полученных как среднеарифметические значения из числа повторных измерений, равна значению погрешности направления зуба. Погрешность направления зуба не должна превышать значений , указанных в ГОСТ 1643-72.
3.2.12. Определение колебания длины общей нормали
Прибор (см. справочное приложение 1) настраивают по группе зубьев, рассчитанной по формуле
![]() (6)
(6)
и проводят измерения по всему венцу колеса, поворачивая последнее каждый раз на один зуб.
Разность между наибольшим и наименьшим показаниями отсчетного устройства прибора не должна превышать значений , указанных в ГОСТ 1643-72.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. Результаты первичной поверки измерительных зубчатых колес предприятие-изготовитель оформляет отметкой в паспорте.
4.2. На колеса, признанные годными при поверке органами Госстандарта СССР, выдают свидетельство установленной формы.
4.3. Результаты периодической ведомственной поверки оформляют соответствующим документом, составленным ведомственной метрологической службой.
4.4. Колеса, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускаются.
ПРИЛОЖЕНИЕ 1
Справочное
ПРИБОРЫ, УДОВЛЕТВОРЯЮЩИЕ ТРЕБОВАНИЯМ ГОСТ 5368-73,
КЛАССА А, ТИПОРАЗМЕРА СЦ-1
Биениемер СЦ-1 по ГОСТ 8137-74;
универсальный прибор БВ-5015;
прибор для контроля направления зуба БВ-5055;
универсальный прибор БВ-5056;
универсальный эвольвентомер БВ-5062;
универсальный зубомерный прибор Народного предприятия К.Цейсс, каталог 24-365-1;
универсальный эвольвентомер Народного предприятия К.Цейсс, каталог 24-360-1.
Метрологические параметры, определяемые на зубоизмерительных приборах, приведены в таблице
Наименование поверяемого параметра | Номера пунктов настоящего стандарта | Типы применяемых приборов |
Радиальное биение зубчатого венца | 3.2.3 | Б-10; БВ-5015; БВ-5056; универсальный зубомерный прибор Народного предприятия К.Цейсс |
Значение биения окружности вершины зубьев | 3.2.4 | Биениемер СЦ-1; БВ-5015; БВ-5056; универсальный зубомерный прибор Народного предприятия К.Цейсс |
Накопленная погрешность шага по колесу и накопленная погрешность | 3.2.6 | БВ-5015; БВ-5056; универсальный зубомерный прибор Народного предприятия К.Цейсс |
Отклонение шага зацепления | 3.2.8 | БВ-5015; БВ-5056; универсальный зубомерный прибор Народного предприятия К.Цейсс |
Погрешность профиля зуба | 3.2.10 | БВ-5062; универсальный эвольвентомер Народного предприятия К.Цейсс |
Погрешность направления зуба | 3.2.11 | БВ-5055; БВ-5062; универсальный эвольвентомер Народного предприятия К.Цейсс |
Колебание длины общей нормали | 3.2.12 | БВ-5015; БВ-5056; универсальный зубомерный прибор Народного предприятия К.Цейсс |
ПРИЛОЖЕНИЕ 2
Справочное
ОПРЕДЕЛЕНИЕ МЕТРОЛОГИЧЕСКИХ ПАРАМЕТРОВ НА ЗУБОИЗМЕРИТЕЛЬНЫХ ПРИБОРАХ НАРОДНОГО ПРЕДПРИЯТИЯ К.ЦЕЙСС
1. Определение радиального биения зубчатого венца на универсальном зубомерном приборе
Для проведения поверки применяют измерительную головку со сферическим сменным наконечником, входящим в комплект прибора. Размер сферического наконечника подбирают с таким расчетом, чтобы его касание происходило в точках постоянных хорд впадин зуба
![]() . (1)
. (1)
Поверку радиального биения зубчатого венца проводят по п.3.2.3 настоящего стандарта.
2. Определение накопленной погрешности шага на универсальном зубомерном приборе
Для проведения поверки измеряют разность шагов поверяемого колеса в такой последовательности. Колесо насаживают на оправку и помещают в центрах зубомерного прибора. Разность шагов поверяют по всему венцу в среднем сечении по высоте зуба вблизи делительной окружности при помощи сферических наконечников.
Для исключения влияния биения оправки поверяемое колесо поворачивают на 180° и повторно измеряют разность шагов.
Число измерении разности шагов и число шагов, охватываемых измерительными наконечниками, для колес различных степеней точности приведено в табл.1.
Таблица 1
Число зубьев поверяемого колеса | Число шагов, охватываемых измерительными наконечниками | Число измерений каждого шага | Степени точности измерительных колес |
68 | 4 | 4 | 3 |
60 | 6 | 2 | |
56 | 6 | 2 | |
52 | 4 | 2 | |
46 | 2 | 4 | |
42 | 2 | 4 | |
38 | 2 | 4 | |
36 | 4 | 2 | |
34 | 2 | 4 | |
30 | 2 | 4 | |
26 | 2 | 4 | |
24 | 2 | 2 | |
20 | 2 | 2 | |
68 | 4 | 2 | 4 |
От 60 до 20 | 2 | 4 |
Разность шагов колес 5-й степени точности определяют из однократных измерений, а число шагов, охватываемых измерительными наконечниками, такое же как и у колес 4-й степени точности.
Расчет, связанный с определением накопленной погрешности шага, рекомендуется вести по форме, приведенной в табл.2.
Таблица 2
Показания отсчетного устройства | Среднее арифметическое значение | Отклонение шага от среднего значения | Накопленная погрешность шага | ||
Номера зубьев | 1-е измерение | 2-е измерение (оправка повернута на 180°) | |||
1-3 | +4 | +5 | +4,5 | -1,3 | -1,3 |
3-5 | +5 | +7 | +6,0 | +0,2 | -1,1 |
5-7 | +7 | +9 | +8,0 | +2,2 | +1,1 |
7-9 | +8 | +11 | +9,5 | +3,7 | +4,8 |
9-11 | +6 | +11 | +8,5 | +2,7 | +7,5 |
11-13 | +5 | +6 | +5,5 | -0,3 | +7,2 |
13-15 | +5 | +5 | +5,0 | -0,8 | +6,4 |
15-17 | +4 | +5 | +4,5 | -1,3 | +5,1 |
17-19 | +4 | +4 | +4,0 | -1,8 | +3,3 |
19-1 | +3 | +2 | +2,5 | -3,3 | 0 |
| |||||
Среднее значение отклонений шага в мкм определяют как частное от деления суммы средних арифметических значений на число измерений
![]() . (2)
. (2)
Наибольшую накопленную погрешность шага в мкм определяют как алгебраическую разность значений накопленных погрешностей шага
7,5-(-1,3)=8,8. (3)
3. Определение погрешности профиля зуба на универсальном эвольвентомере
Для проведения поверки применяют сферический наконечник.
Для шарика сферического наконечника любого диаметра размер в миллиметрах (см. чертеж) вычисляют по формуле
![]() . (4)
. (4)

Размер следует определять микрометром.
Отсчетное устройство прибора устанавливают на нулевую отметку. Во время обката колеса допускаются отклонения отсчетного устройства от нулевой отметки, не превышающее 0,5 деления (0,5 мкм).
Расчет радиуса основной окружности и установку по нему прибора проводят по п.3.2.10 настоящего стандарта.
Для исключения влияния биения оправки на измерительный профиль следует повторно измерить его при повороте оправки на 180°.
Запись и обработку результатов измерения погрешности профиля рекомендуется проводить по форме, приведенной в табл.3.
Таблица 3
Номер измерения | 1-е положение колеса на оправке | 2-е положение колеса на оправке | ||
Показания по шкале отсчетного устройства | Показания по шкале отсчетного устройства | |||
наибольшие | наименьшие | наибольшие | наименьшие | |
1 | +5 | -1 | +2 | -10 |
2 | +3 | -1 | +2 | -11 |
3 | +4 | -4 | +1 | -13 |
Среднее арифметическое | +4 | -2 | +1,7 | -11,3 |
В табл.3 приведены показания по отсчетному устройству при поверке одного профиля зуба колеса с 10 мм,
20.
Среднее арифметическое значение наибольших показаний, мкм:
![]() .
.
Среднее арифметическое значение наименьших показаний, мкм:
![]() .
.
Погрешность профиля зуба равна 2,85-(-6,65) =9,5 мкм.
ПРИЛОЖЕНИЕ 3
Справочное
ЦИЛИНДРИЧЕСКАЯ ОПРАВКА
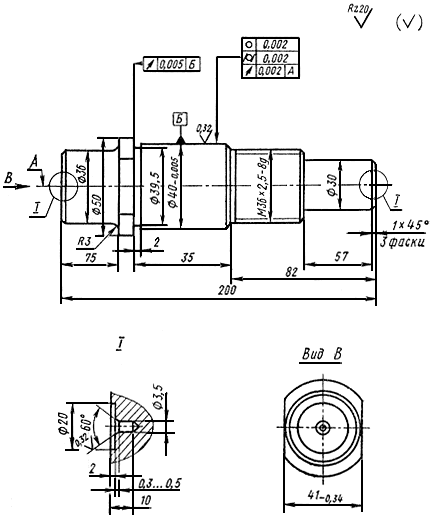
Материал: сталь марок У9 и У10 по ГОСТ 1435-74 HRC 58 ... 62.
ПРИЛОЖЕНИЕ 4
Справочное
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРИБОРОВ
Биениемер СЦ-1 - предназначен для контроля колес 3, 4 и 5-й степеней точности. | |||
Модули контролируемых колес, мм | 1-10 | ||
Диаметры контролируемых колес, мм | 20-320 | ||
Цена деления отсчетного устройства, мм | 0,001 | ||
Прибор БВ-5015 - предназначен для контроля радиального биения, колебания длины общей нормали и накопленной погрешности шага колес 5-й степени точности, а также для контроля накопленной погрешности шага колес 3 и 4-й степеней точности диаметрами более 125 мм. | |||
Модули контролируемых колес, мм | 1-10 | ||
Диаметры контролируемых колес, мм | 40-400 | ||
Цена деления отсчетного устройства, мм | 0,001 | ||
Прибор БВ-5055 - предназначен для контроля колес 3, 4 и 5-й степеней точности при ширине колеса более 100 мм. | |||
Модули контролируемых колес, мм | 1-8 | ||
Диаметры контролируемых колес, мм | 20-320 | ||
Максимальная ширина венца контролируемых колес, мм | 200 | ||
Прибор БВ-5056 - предназначен для контроля колес 3, 4 и 5-и степеней точности. | |||
Модули контролируемых колес, мм | 1-10 | ||
Диаметры контролируемых колес, мм | 20-400 | ||
Цена деления отсчетных устройств, мкм | 0,1; 0,5; 1,0 | ||
Прибор БВ-5062 - предназначен для контроля колес 3, 4 и 5-й степеней точности. | |||
Модули контролируемых колес, мм | 1-12 | ||
Диаметры контролируемых колес, мм | 20-340 | ||
Цена деления отсчетных устройств, мкм | 0,1; 0,2; 0,5; 1,0; 2,0 | ||
Цена деления отсчетного устройства, с | 1 | ||
Зубомерный прибор Народного предприятия К.Цейсс - предназначен для контроля радиального биения, колебания длины общей нормали колес 3, 4 и 5-й степеней точности, для контроля накопленной погрешности шага колес 5-й степени точности, а также для контроля накопленной погрешности шага колес 3 и 4-й степеней точности диаметрами более 125 мм. | |||
Модули контролируемых колес, мм | 1-10 | ||
Максимальный диаметр контролируемых колес, мм | 380 | ||
Предельные расстояния между центрами, мм | 50-355 | ||
Универсальный эвольвентомер Народного предприятия К.Цейсс - предназначен для контроля колес 3, 4 и 5-й степеней точности. | |||
Модули контролируемых колес, мм | 0,8-10 | ||
Максимальный диаметр контролируемых колес, мм | 450 | ||
Предельные расстояния между центрами, мм | 100-520 | ||
Цена деления отсчетного устройства, мм | 0,001 | ||
Текст документа сверен по:
М.: Издательство стандартов, 1977
{kind=link}