ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р 71522-
2024
Оптика и фотоника
ВИНТЫ ДЛЯ ОПТИЧЕСКОГО ПРИБОРОСТРОЕНИЯ
Конструкция и размеры
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71522—2024
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт «Центр» (ФГУП «ВНИИ «Центр»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 «Оптика и фотоника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 июля 2024 г. № 953-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71522—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оптика и фотоника
ВИНТЫ ДЛЯ ОПТИЧЕСКОГО ПРИБОРОСТРОЕНИЯ
Конструкция и размеры
Optics and photonics. Screws for optical instrument making.
Design and dimensions
Дата введения — 2025—01—01
1 Область применения
Настоящий стандарт распространяется на винты для оптического приборостроения и устанавливает их конструкцию и размеры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1759.0 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 10702 Прокат сортовой из конструкционной нелегированной и легированной стали для холодной объемной штамповки. Общие технические условия
ГОСТ 11738 (ИСО 4762—77) Винты с цилиндрической головкой и шестигранным углублением под ключ класса точности А. Конструкция и размеры
ГОСТ 15527 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16093 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с
зазором
ГОСТ 19256 Стержни под накатывание метрической резьбы. Диаметры
ГОСТ 21474 Рифления прямые и сетчатые. Форма и основные размеры
ГОСТ 24705 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 27148 Изделия крепежные. Выход резьбы, сбеги, недорезы и проточки. Размеры
ГОСТ ISO 898-5 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия установленных классов твердости с крупным и мелким шагом резьбы
ГОСТ ISO 4759-1 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С
ГОСТ ISO 6157-1 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт,
Издание официальное
1
ГОСТ Р 71522—2024
на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Общие положения
3.1 Настоящий стандарт устанавливает общие требования к конструкции и размерам винтов, используемых в оптическом приборостроении.
3.2 Конструкция и размеры
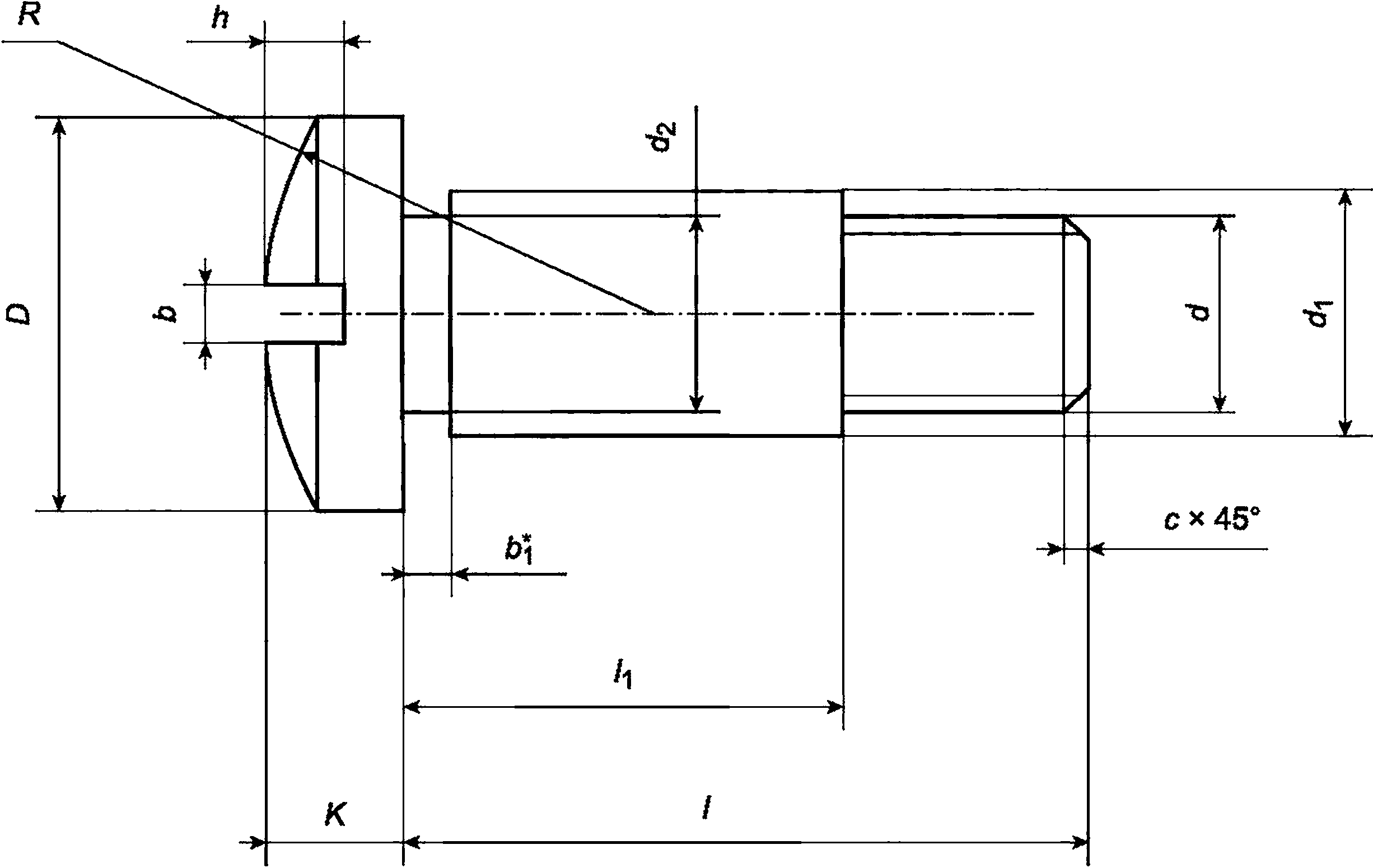
3.2.1 Винты с цилиндрической головкой и сферой с диаметром резьбы от 1,4 до 10,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
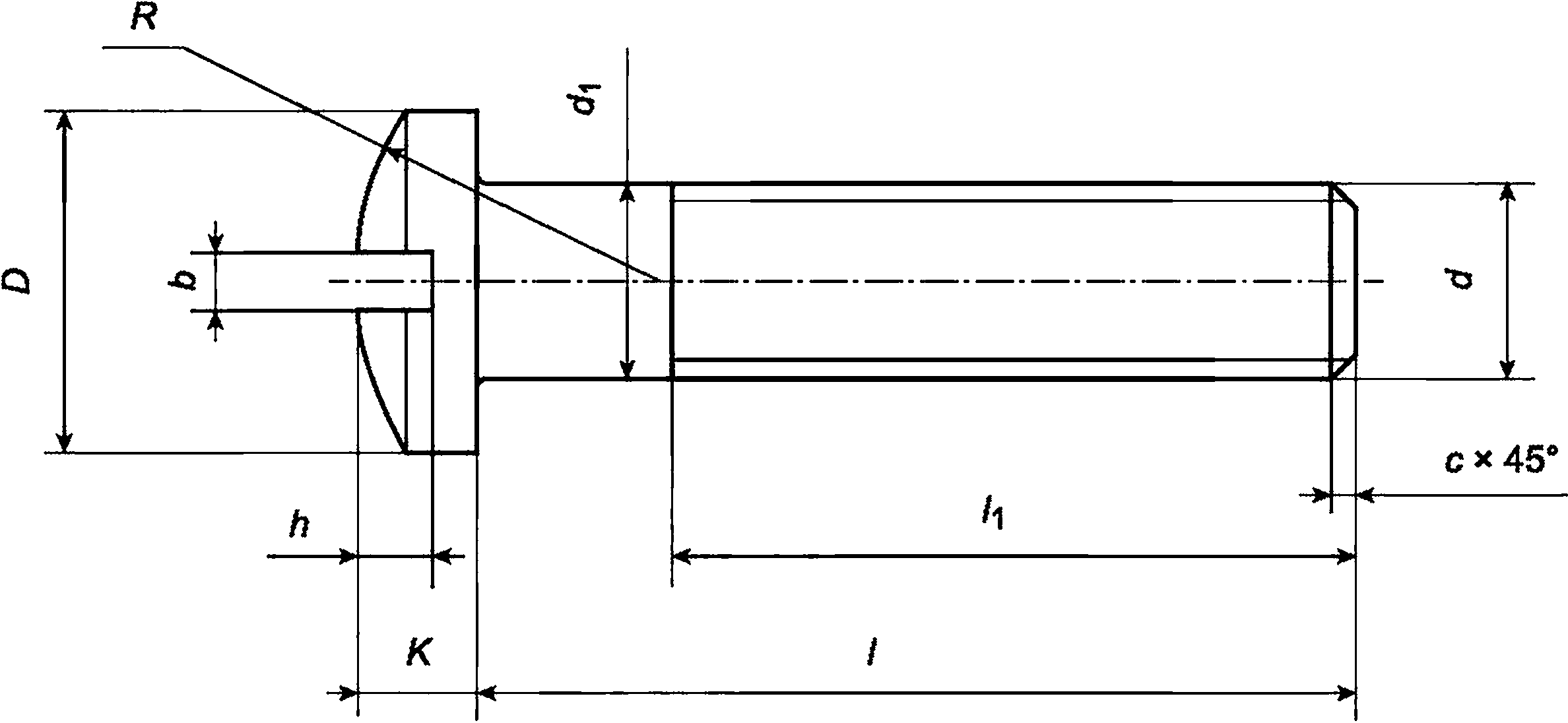
Примечание — Диаметр гладкой части стержня d^ должен быть равен наружному диаметру резьбы или равен диаметру стержня под накатывание, кроме винта М1,4, метрической резьбы по ГОСТ 19256.
Рисунок 1 — Конструкция винтов с цилиндрической головкой и сферой
Таблица 1 — Размеры винтов с цилиндрической головкой и сферой
В миллиметрах
Номинальный диаметр резьбы d | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | ||
Шаг резьбы Р | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | 1,25 | 1,50 | ||
Диаметр головки О | Номин. | 2,6 | 3,0 | 3,5 | 4,5 | 5,0 | 7,0 | 8,5 | 10,0 | 12,5 | 15,0 | |
Пред. откл. по h12 | -0,10 | -0,12 | -0,15 | -0,18 | ||||||||
Высота головки К | Номин. | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,5 | 3,0 | 3,5 | 5,0 | 6,0 | |
Пред. откл. по | d<5h12 | -0,10 | — | |||||||||
d>5h13 | — | -0,18 | -0,22 | |||||||||
Ширина шлица b | не менее | 0,36 | 0,46 | 0,56 | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | 2,56 | |
не более | 0,50 | 0,60 | 0,70 | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | 2,81 | ||
2
ГОСТ Р 71522—2024
Окончание таблицы 1 „
В миллиметрах
Глубина шлица h | не менее | 0,40 | 0,45 | 0,60 | 0,70 | 0,90 | 1,20 | 1,50 | 1,80 | 2,30 | 2,70 |
не более | 0,60 | 0,65 | 0,85 | 1,00 | 1,30 | 1,60 | 2,00 | 2,30 | 2.80 | 3,20 | |
Радиус сферы R, не более | 2,4 | 2,5 | 2,8 | 3,6 | 4,2 | 6,3 | 7,1 | 9,0 | 11,0 | 13,0 | |
Радиус под головкой | г, не менее | 0,10 | 0,20 | 0,25 | 0,40 | ||||||
dp не более | 1,8 | 2,0 | 2,6 | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | 11,2 | |
Фаска с | 0,2 | 0,3 | 0,5 | 1,0 | 1,4 | 1,6 | |||||
Таблица 2 — Предельные отклонения и применяемость материалов для винтов с цилиндрической головкой и сферой
В миллиметрах
Номинальный диаметр резьбы d | Длина винта 1 | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
1,4 | 2,0 | ±0,20 | X | 0,060 |
2,5 | X | 0,064 | ||
3,0 | X | 0,068 | ||
3,5 | ±0,24 | X | 0,072 | |
4,0 | X | 0,075 | ||
5,0 | X | 0,085 | ||
6,0 | X | 0,094 | ||
7,0 | ±0,29 | X | 0,103 | |
8,0 | X | 0,112 | ||
10,0 | 8 | 0,130 | ||
1,6 | 2,5 | ±0,20 | X | 0,098 |
3,0 | X | 0,104 | ||
3,5 | ±0,24 | X | 0,110 | |
4,0 | X | 0,116 | ||
5,0 | X | 0,128 | ||
6,0 | ±0,24 | X | 0,140 | |
7,0 | ±0,29 | X | 0,152 | |
8,0 | X | 0,164 | ||
9,0 | X | 0,188 | ||
10,0 | 8 | 0,212 | ||
12,0 | ±0,35 | 10 | 0,260 | |
2,0 | 2,0 | ±0,20 | X | 0,144 |
2,5 | X | 0,153 | ||
3,0 | X | 0,162 | ||
3
ГОСТ Р 71522—2024
Продолжение таблицы 2
В миллиметрах
Номинальный диаметр резьбы d | Длина винта 1 | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
2,0 | 3,5 | ±0,24 | X | 0,171 |
4,0 | X | 0,180 | ||
5,0 | X | 0,199 | ||
6,0 | X | 0,218 | ||
7,0 | ±0,29 | X | 0,237 | |
8,0 | X | 0,256 | ||
10,0 | X | 0,294 | ||
12,0 | ±0,35 | X | 0,332 | |
14,0 | 10 | 0,370 | ||
16,0 | 10 | 0,408 | ||
18,0 | 10 | 0,446 | ||
2,5 | 3,0 | ±0,20 | X | 0,274 |
3,5 | ±0,24 | X | 0,288 | |
4,0 | X | 0,301 | ||
5,0 | X | 0,328 | ||
6,0 | X | 0,355 | ||
7,0 | ±0,29 | X | 0,388 | |
8,0 | X | 0,421 | ||
10,0 | X | 0,479 | ||
12,0 | ±0,35 | X | 0,539 | |
14,0 | 10 | 0,608 | ||
16,0 | 10 | 0,662 | ||
18,0 | 10 | 0,722 | ||
20,0 | ±0,42 | 10 | 0,783 | |
22,0 | 10 | 0,843 | ||
3,0 | 3 | ±0,20 | X | 0,398 |
4 | ±0,24 | X | 0,442 | |
5 | X | 0,486 | ||
6 | X | 0,530 | ||
7 | ±0,29 | X | 0,574 | |
8 | X | 0,618 | ||
10 | X | 0,706 | ||
4
Продолжение таблицы 2
ГОСТ Р 71522—2024
В миллиметрах
Номинальный диаметр резьбы d | Длина винта 1 | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
3,0 | 12 | ±0,35 | X | 0,794 |
14 | X | 0,882 | ||
16 | 12 | 0,970 | ||
18 | 12 | 1,058 | ||
20 | ±0,42 | 12 | 1,146 | |
22 | 12 | 1,234 | ||
25 | 12 | 1,366 | ||
4,0 | 4 | ±0,24 | X | 0,867 |
5 | X | 0,944 | ||
6 | X | 1,021 | ||
7 | ±0,29 | X | 1,098 | |
8 | X | 1,175 | ||
10 | X | 1,329 | ||
12 | ±0,35 | X | 1,483 | |
14 | X | 1,637 | ||
16 | X | 1,791 | ||
18 | 14 | 1,945 | ||
20 | ±0,42 | 14 | 2,099 | |
22 | 14 | 2,253 | ||
25 | 14 | 2,484 | ||
30 | 14 | 2,869 | ||
35 | ±0,50 | 14 | 3,254 | |
5,0 | 6 | ±0,24 | X | 1,876 |
7 | ±0,29 | X | 2,000 | |
8 | X | 2,124 | ||
10 | X | 2,372 | ||
12 | ±0,35 | X | 2,620 | |
14 | X | 2,868 | ||
16 | X | 3,116 | ||
18 | X | 3,364 | ||
20 | ±0,42 | 16 | 3,612 | |
22 | 16 | 3,860 | ||
25 | 16 | 4,232 | ||
30 | 16 | 4,852 | ||
5
ГОСТ Р 71522—2024
Продолжение таблицы 2
В миллиметрах
Номинальный диаметр резьбы d | Длина винта 1 | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
5,0 | 35 | ±0,50 | 16 | 5,472 |
40 | 16 | 6,092 | ||
45 | 16 | 7,819 | ||
6,0 | 10 | ±0,35 | X | 3,635 |
12 | X | 3,987 | ||
14 | X | 4,339 | ||
16 | X | 4,691 | ||
18 | X | 5,043 | ||
20 | ±0,42 | X | 5,395 | |
22 | 18 | 5,747 | ||
25 | 18 | 6,275 | ||
30 | 18 | 7,155 | ||
35 | ±0,50 | 18 | 8,035 | |
40 | 18 | 8,905 | ||
45 | 18 | 9,895 | ||
50 | 18 | 10,670 | ||
8,0 | 12 | ±0,35 | X | 8,340 |
14 | X | 8,976 | ||
16 | X | 9,612 | ||
18 | X | 10,240 | ||
20 | ±0,42 | X | 10,880 | |
22 | X | 11,520 | ||
25 | 22 | 12,470 | ||
30 | 22 | 14,060 | ||
35 | ±0,50 | 22 | 15,650 | |
40 | 22 | 17,240 | ||
45 | 22 | 18,830 | ||
50 | 22 | 20,420 | ||
10,0 | 18 | ±0,35 | X | 18,060 |
20 | ±0,42 | X | 19,060 | |
22 | X | 20,060 | ||
25 | X | 21,560 | ||
30 | X | 24,060 | ||
6
Окончание таблицы 2
ГОСТ Р 71522—2024
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
10,0 | 35 | ±0,50 | 26 | 26,560 |
40 | 26 | 29,060 | ||
45 | 26 | 31,560 | ||
50 | 26 | 34,060 | ||
55 | ±0,60 | 26 | 36,560 | |
60 | 26 | 39,060 | ||
Примечание — Знаком «х» отмечены винты с резьбой на всей длине стержня.
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 2, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Сбег резьбы — нормальный, недорез — короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25, для класса прочности 6.6 — сталь марок 35, 40 и 45 по ГОСТ 10702, ГОСТ 1050.
3.2.2 Винты с потайной головкой с диаметром резьбы от 1,4 до 4 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 2 и в таблицах 3 и 4.
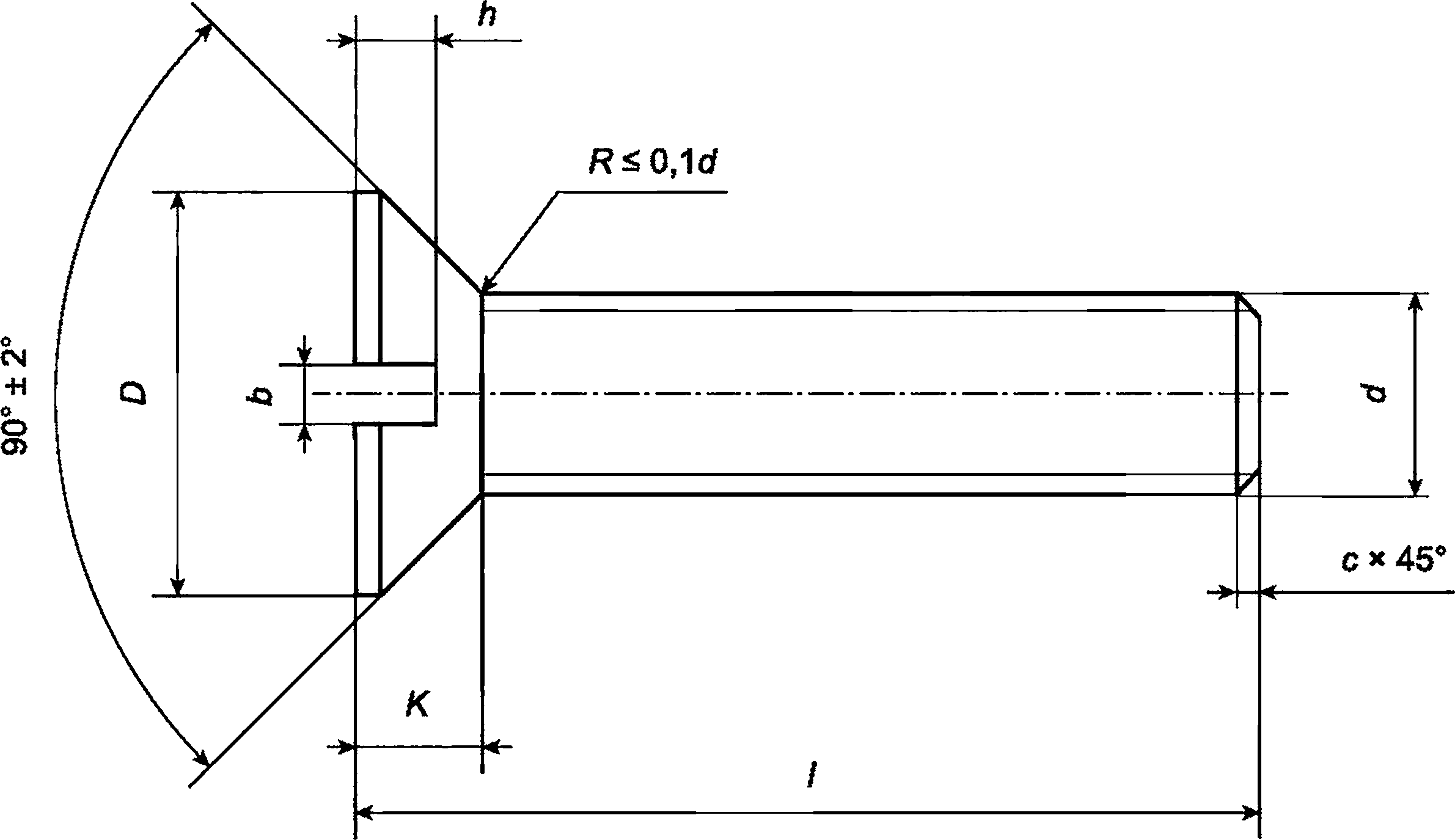
Рисунок 2 — Конструкция винтов с потайной головкой
7
ГОСТ Р 71522—2024
Таблица 3 — Размеры винтов с потайной головкой
В миллиметрах
Номинальный диаметр резьбы d | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | |
Шаг резьбы Р | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,70 | |
Диаметр головки D | Номин. | 2,6 | 3,0 | 3,8 | 4,7 | 5,6 | 7,4 |
Пред. откл. по h14 | -0,25 | -0,30 | -0,30 | ||||
Высота головки К, не более | 0,84 | 0,96 | 1,20 | 1,20 | 1,50 | 1,65 | |
Ширина шлица b | не менее | 0,36 | 0,46 | 0,56 | 0,66 | 0,86 | 1,06 |
не более | 0,50 | 0,60 | 0,70 | 0,80 | 1,00 | 1,20 | |
Глубина шлица h | не менее | 0,28 | 0,32 | 0,40 | 0,50 | 0,60 | 0,80 |
не более | 0,45 | 0,50 | 0,60 | 0,73 | 0,85 | 1,10 | |
Фаска с | 0,2 | 0,3 | — | — | — | ||
Таблица 4 — Предельные отклонения и применяемость материалов для винтов с потайной головкой
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | ||
1,4 | 2,0 | ±0,20 | 0,027 |
2,5 | 0,030 | ||
1,6 | 0,048 | ||
2,0 | 0,060 | ||
2,5 | 5 | 0,226 | |
6 | 0,258 | ||
3,0 | 0,346 | ||
8 | ±0,24 | 0,435 | |
4,0 | 0,822 | ||
10 | 0,899 | ||
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 4, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Недорез резьбы — короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25, для класса прочности 6.6 — сталь марок 35, 40 и 45 по ГОСТ 10702, ГОСТ 1050.
8
ГОСТ Р 71522—2024
3.2.3 Винты с полупотайной головкой с диаметром резьбы от 1,4 до 5,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке Зив таблицах 5 и 6.
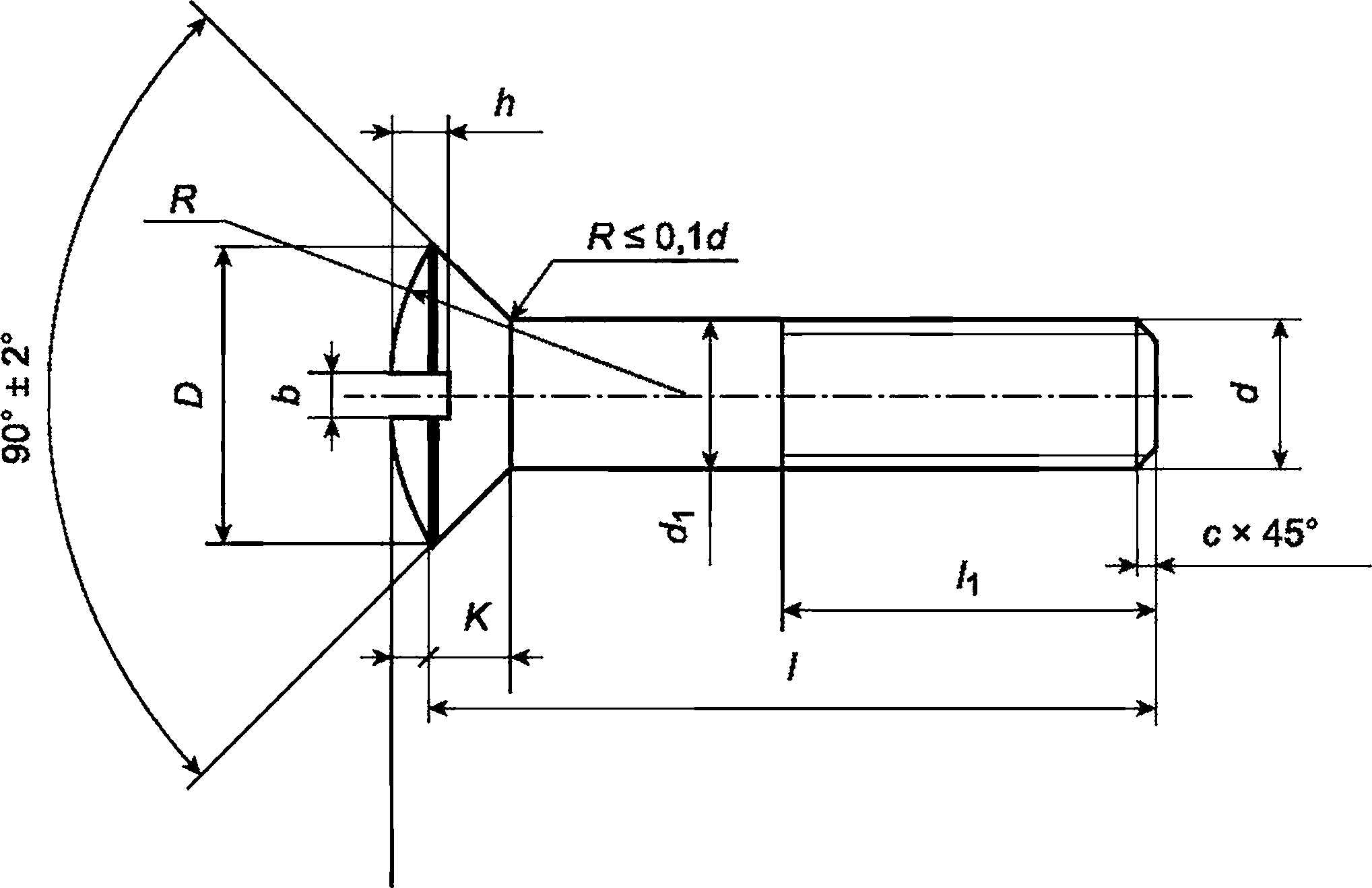
Примечание — Диаметр гладкой части стержня d^ должен быть равен наружному диаметру резьбы или равен диаметру стержня под накатывание, кроме винта М1,4, метрической резьбы по ГОСТ 19256.
Рисунок 3 — Конструкция винтов с полупотайной головкой
Таблица 5 — Размеры винтов с полупотайной головкой
В миллиметрах
Номинальный диаметр резьбы d | 1Д | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 | |
Шаг резьбы Р | 0,30 | 0,35 | 0,40 | 0,50 | 0,70 | 0,80 | |
Диаметр головки О | Номин. | 2,6 | 3,0 | 3,8 | 5,6 | 7,4 | 9,2 |
Пред. откл. по h14 | -0,25 | -0,30 | -0,36 | ||||
Высота потайной части головки К, не более | 0,84 | 0,96 | 1,20 | 1,65 | 2,20 | 2,50 | |
Высота сферы f~ | 0,35 | 0,40 | 0,50 | 0,75 | 1,00 | 1,25 | |
Радиус сферы R = | 2,9 | 3,4 | 4,2 | 6,0 | 8,0 | 9,4 | |
Ширина шлица b | не менее | 0,36 | 0,46 | 0,56 | 0,86 | 1,06 | 1,26 |
не более | 0,50 | 0,60 | 0,70 | 1,00 | 1,20 | 1,51 | |
Глубина шлица h | не менее | 0,56 | 0,64 | 0,80 | 1,20 | 1,60 | 2,00 |
не более | 0,73 | 0,80 | 1,00 | 1,45 | 1,90 | 2,30 | |
Фаска с | 0,2 | 0,3 | 0,5 | 1,0 | |||
9
ГОСТ Р 71522—2024
Таблица 6 — Предельные отклонения и применяемость материалов для винтов с полупотайной головкой
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
1,4 | 2,0 | ±0,20 | X | 0,045 |
2,5 | X | 0,049 | ||
1,6 | X | 0,074 | ||
2,0 | X | 0,110 | ||
3,0 | 40,0 | ±0,50 | 12 | 1,742 |
70,0 | ±0,60 | 26 | 2,600 | |
4,0 | 26 | 6,300 | ||
Примечание — Знаком «х» отмечены винты с резьбой на всей длине стержня. | ||||
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 6, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Сбег резьбы — нормальный, недорез — короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25, для класса прочности 6.6 — сталь марок 35, 40 и 45 по ГОСТ 10702, ГОСТ 1050.
3.2.4 Винты с увеличенной цилиндрической головкой с диаметром резьбы от 1,4 до 8,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 4 и в таблицах 7 и 8.
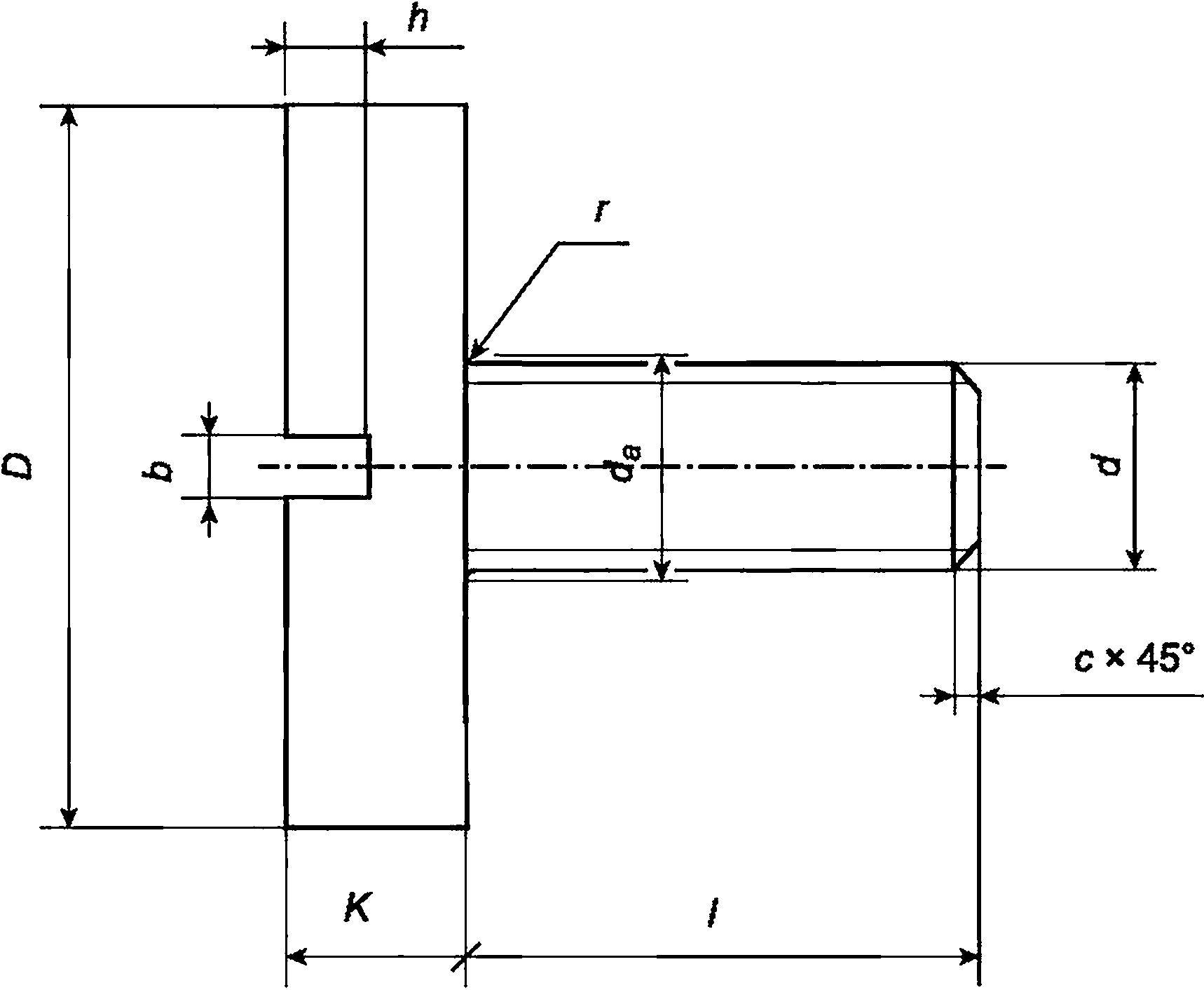
Рисунок 4 — Конструкция винтов с увеличенной цилиндрической головкой
10
ГОСТ Р 71522—2024
Таблица 7 — Размеры винтов с увеличенной цилиндрической головкой
В миллиметрах
Номинальный диаметр резьбы d | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | ||
Шаг резьбы Р | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | 1,25 | ||
Диаметр головки D | Номин. | 5 | 6 | 7 | 9 | 11 | 14 | 17 | 20 | 25 | |
Пред. откл. по Ь12 | -0,12 | -0,15 | -0,18 | -0,21 | |||||||
Высота головки К | Номин. | 1,2 | 1,5 | 1,8 | 2,2 | 2,5 | 3,5 | 4,0 | 5,0 | 6,0 | |
Пред. откл. по | сУ < 5 h12 | -0,10 | -0,12 | — | |||||||
d>5h13 | — | -0,18 | |||||||||
Ширина шлица b | не менее | 0,36 | 0,46 | 0,56 | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | |
не более | 0,50 | 0,60 | 0,70 | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | ||
Глубина шлица h | не менее | 0,40 | 0,45 | 0,60 | 0,70 | 0,90 | 1,20 | 1,50 | 1,80 | 2,30 | |
не более | 0,60 | 0,65 | 0,85 | 1,00 | 1,30 | 1,60 | 2,00 | 2,30 | 2,80 | ||
Радиус под головкой | г, не менее | 0,10 | 0,20 | 0,25 | 0,40 | ||||||
da, не более | 1,8 | 2,0 | 2,6 | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | ||
Фаска с | 0,2 | 0,3 | 0,5 | 1,0 | 1,4 | ||||||
Таблица 8 — Предельные отклонения и применяемость материалов для винтов с увеличенной цилиндрической головкой
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | ||
1,4 | 2,0 | ±0,20 | 0,182 |
3,0 | 0,190 | ||
4,0 | ±0,24 | 0,198 | |
1,6 | 2,0 | ±0,20 | 0,250 |
3,0 | 0,260 | ||
4,0 | ±0,24 | 0,270 | |
5,0 | 0,280 | ||
2,0 | 3,0 | ±0,20 | 0,460 |
4,0 | ±0,24 | 0,483 | |
5,0 | 0,506 | ||
6,0 | 0,529 | ||
2,5 | 3,0 | ±0,20 | 0,990 |
4,0 | ±0,24 | 1,040 | |
5,0 | 1,090 | ||
6,0 | 1,140 | ||
11
ГОСТ Р 71522—2024
Окончание таблицы 8
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | ||
3,0 | 4,0 | ±0,24 | 1,640 |
5,0 | 1,700 | ||
6,0 | 1,760 | ||
8,0 | ±0,29 | 1,880 | |
4,0 | 5,0 | ±0,24 | 3,450 |
6,0 | 3,540 | ||
8,0 | ±0,29 | 3,720 | |
10,0 | 3,900 | ||
5,0 | 5,0 | ±0,24 | 6,510 |
6,0 | 6,820 | ||
8,0 | ±0,29 | 7,130 | |
10,0 | 7,440 | ||
6,0 | 8,0 | 10,100 | |
10,0 | 10,500 | ||
12,0 | ±0,35 | 10,900 | |
16,0 | 11,500 | ||
8,0 | 10,0 | ±0,29 | 20,900 |
12,0 | ±0,35 | 21,700 | |
16,0 | 22,900 | ||
18,0 | 24,100 | ||
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 8, должны быть умножены на коэффициент 1,08.
2 Резьба--по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Недорез резьбы — короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25, для класса прочности 6.6 — сталь марок 35, 40 и 45 по ГОСТ 10702, ГОСТ 1050.
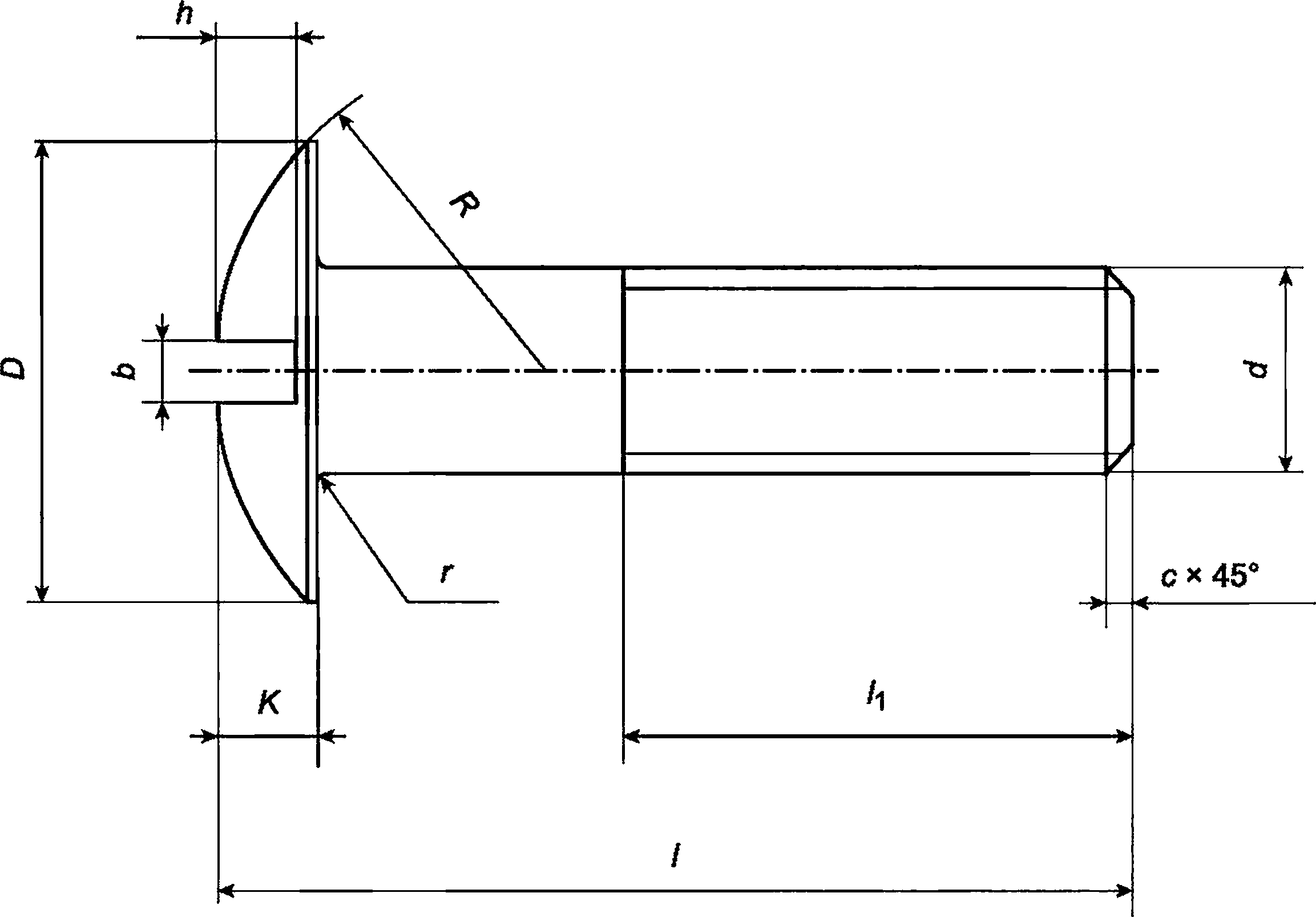
3.2.5 Винты с увеличенной цилиндрической головкой и сферой диаметром резьбы от 1,6 до 6,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке бив таблицах 9 и 10.
12
ГОСТ Р 71522—2024
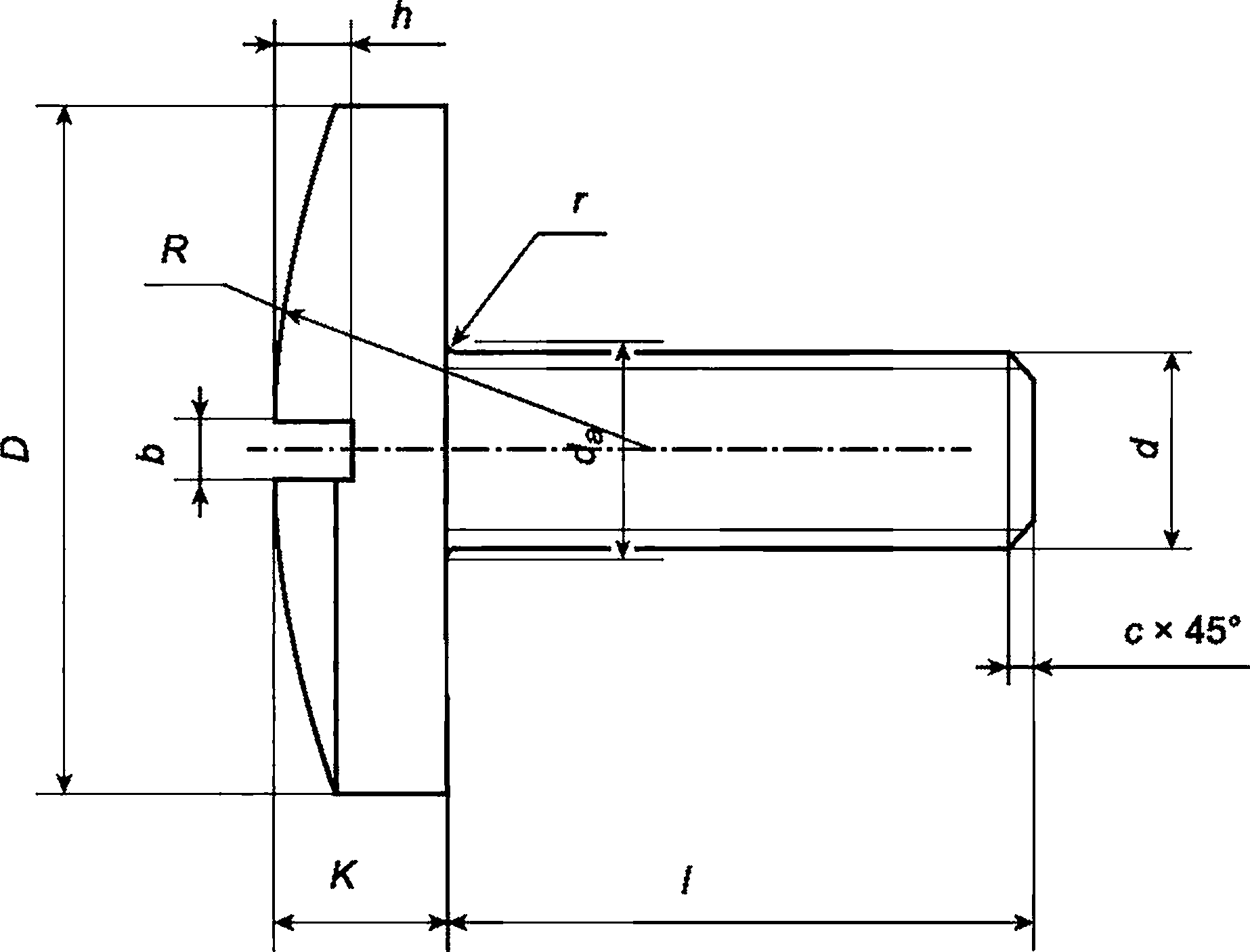
Рисунок 5 — Конструкция винтов с увеличенной цилиндрической головкой и сферой
Таблица 9 — Размеры винтов с увеличенной цилиндрической головкой и сферой
В миллиметрах
Номинальный диаметр резьбы d | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | ||
Шаг резьбы Р | 0,35 | 0,40 | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | ||
Диаметр головки D | Номин. | 6 | 7 | 9 | 11 | 14 | 17 | 20 | |
Пред. откл. по h12 | -0,12 | -0,15 | -0,18 | -0,21 | |||||
Высота головки К | Номин. | 1,5 | 1,8 | 2,2 | 2,5 | 3,5 | 4,0 | 5,0 | |
Пред. откл. по | d<5h12 | -0,10 | -0,12 | — | |||||
d>5 h13 | — | -0,18 | |||||||
Ширина шлица b | не менее | 0,46 | 0,56 | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | |
не более | 0,60 | 0,70 | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | ||
Глубина шлица h | не менее | 0,45 | 0,60 | 0,70 | 0,90 | 1,20 | 1,50 | 1,80 | |
не более | 0,65 | 0,85 | 1,00 | 1,30 | 1,60 | 2,00 | 2,30 | ||
Радиус сферы Р, не более | 6 | 9 | 12 | 15 | 20 | 25 | 30 | ||
Радиус под головкой | г, не менее | 0,10 | 0,20 | 0,25 | |||||
da, не более | 2,0 | 2,6 | 3,1 | 3,6 | 4,7 | 5,7 | 6,8 | ||
Фаска с | 0,3 | 0,5 | 1,0 | ||||||
13
ГОСТ Р 71522—2024
Таблица 10 — Предельные отклонения и применяемость материалов для винтов с увеличенной цилиндрической головкой и сферой
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | ||
1,6 | 2 | ±0,20 | 0,320 |
3 | 0.334 | ||
4 | ±0,24 | 0,348 | |
5 | 0,362 | ||
2,0 | 3 | ±0,20 | 0,490 |
4 | ±0,24 | 0,560 | |
5 | 0,580 | ||
6 | 0,600 | ||
8 | ±0,29 | 0,620 | |
2,5 | 4 | ±0,24 | 0,920 |
5 | 1,240 | ||
6 | 1,275 | ||
8 | ±0,29 | 1,310 | |
10 | 1,380 | ||
3,0 | 5 | ±0,24 | 1,950 |
6 | 2,000 | ||
8 | ±0,29 | 2,100 | |
10 | 2,200 | ||
4,0 | 5 | ±0,24 | 4,260 |
6 | 4,360 | ||
8 | ±0,29 | 4,530 | |
10 | 4,710 | ||
12 | ±0,35 | 4,890 | |
5,0 | 6 | ±0,24 | 7,200 |
8 | ±0,29 | 7,480 | |
10 | 7,760 | ||
12 | ±0,35 | 8,040 | |
6,0 | 10 | +0,29 | 14,000 |
12 | ±0,35 | 14,400 | |
16 | 15,000 | ||
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 10, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Недорез резьбы — короткий по ГОСТ 27148.
14
ГОСТ Р 71522—2024
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25, для класса прочности 6.6 — сталь марок 35, 40 и 45 по ГОСТ 10702, ГОСТ 1050.
3.2.6 Винты с цилиндрической головкой, боковыми отверстиями и закругленным концом диаметром резьбы от 2 до 6 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке бив таблицах 11 и 12.
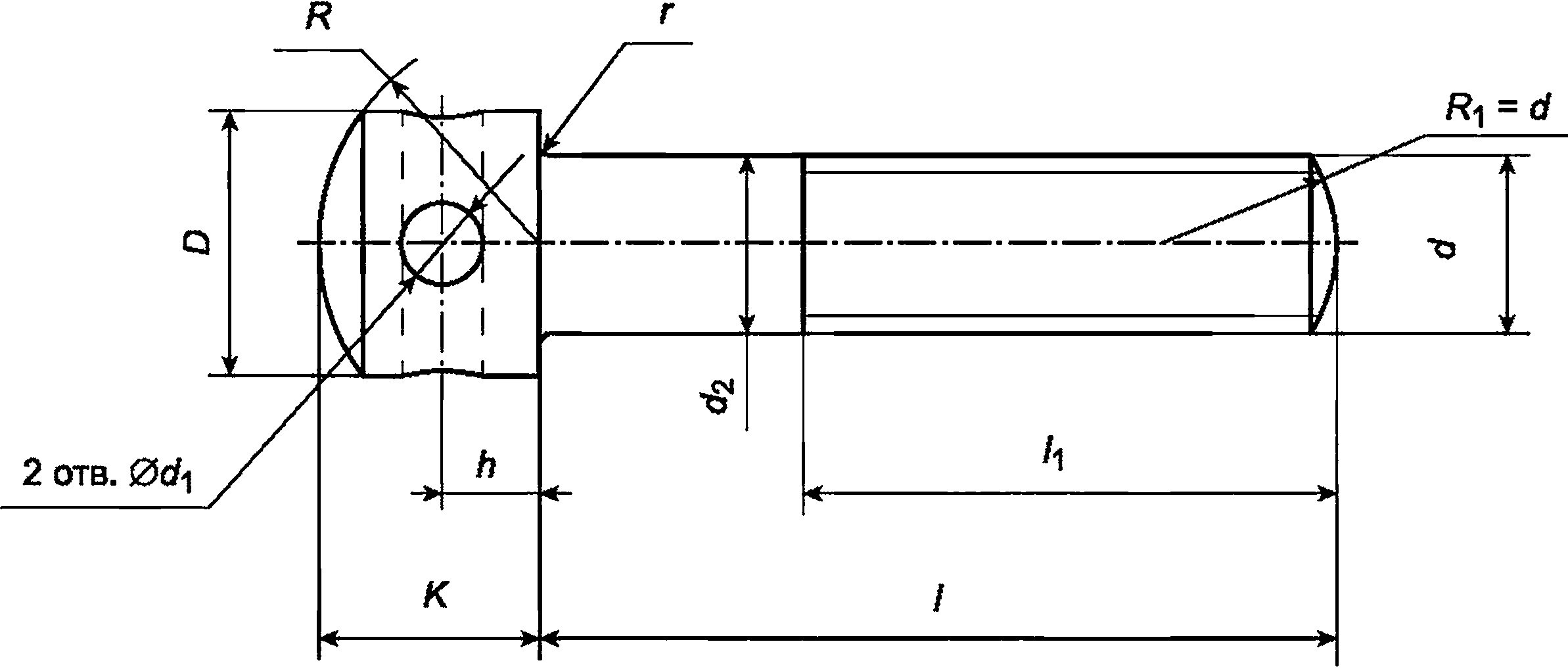
Примечание — Диаметр гладкой части стержня d2 должен быть равен наружному диаметру резьбы или равен диаметру стержня под накатывание метрической резьбы по ГОСТ 19256.
Рисунок 6 — Конструкция винтов с цилиндрической головкой, боковыми отверстиями и закругленным концом
Таблица 11 — Размеры винтов с цилиндрической головкой, боковыми отверстиями и закругленным концом
В миллиметрах
Номинальный диаметр резьбы d | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | ||
Шаг резьбы Р | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | ||
Диаметр головки О | Номин. | 3,5 | 4,5 | 5,0 | 6,0 | 7,5 | 9,0 | |
Пред. откл. по Ы2 | -0,12 | -0,15 | ||||||
Высота головки К | Номин. | 2,8 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | |
Пред. откл. по | c/<5h12 | -0,10 | -0,12 | — | ||||
d>5h13 | — | -0,18 | -0,22 | |||||
Расстояние от торца до оси отверстия ф h | Номин. | 1,2 | 1,5 | 1,8 | 2,2 | 2,5 | 3.0 | |
Пред. откл. по ЛИ 2 | ±0,125 | |||||||
Диаметр отверстия ф | Номин. | 1,2 | 1,5 | 1,8 | 2,0 | |||
Пред. откл. по Н14 | +0,25 | |||||||
Радиус сферы R, не более | 3,2 | 4,0 | 4,5 | 5,0 | 6,3 | 7,5 | ||
Радиус под головкой | г, не менее | 0,10 | 0,20 | 0,25 | ||||
ф, не более | 2,6 | 3,1 | 3,6 | 4,7 | 5,7 | 6.8 | ||
15
ГОСТ Р 71522—2024
Таблица 12 — Предельные отклонения и применяемость материалов для винтов с цилиндрической головкой, боковыми отверстиями и закругленным концом
В миллиметрах
Номинальный диаметр резьбы с/ | Длина винта / | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
2,0 | 4 | ±0,24 | X | 0,27 |
5 | X | 0,28 | ||
6 | X | 0,31 | ||
7 | ±0,29 | X | 0,33 | |
8 | 6 | 0,35 | ||
2,5 | 5 | ±0,24 | X | 0,58 |
6 | X | 0,62 | ||
7 | ±0,29 | X | 0,66 | |
8 | X | 0,70 | ||
10 | X | 0,78 | ||
3,0 | 6 | ±0,24 | X | 0,86 |
7 | ±0,29 | X | 0,91 | |
8 | X | 0,92 | ||
10 | X | 1,02 | ||
12 | ±0,35 | X | 1,12 | |
16 | X | 1,27 | ||
4,0 | 8 | ±0,29 | X | 1,66 |
10 | X | 1,86 | ||
12 | ±0,35 | X | 2,06 | |
16 | X | 2,40 | ||
18 | 15 | 2,66 | ||
5,0 | 10 | ±0,35 | X | 2,70 |
12 | X | 2,98 | ||
16 | X | 3,40 | ||
18 | 15 | 3,82 | ||
22 | ±0,42 | 15 | 4,38 | |
6,0 | 12 | ±0,35 | X | 5,51 |
16 | X | 6,20 | ||
18 | X | 6,83 | ||
22 | ±0,42 | 18 | 7,71 | |
25 | 18 | 8,37 | ||
30 | 18 | 9,47 | ||
Примечание — Знаком «х» отмечены винты с резьбой на всей длине стержня.
16
ГОСТ Р 71522—2024
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 12, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Сбег резьбы — нормальный, недорез — короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25, для класса прочности 6.6 — сталь марок 35, 40 и 45 по ГОСТ 10702, ГОСТ 1050.
3.2.7 Винты с цилиндрической головкой для отверстий из-под развертки диаметром резьбы от 1,4 до 10,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 7 и в таблицах 13 и 14.
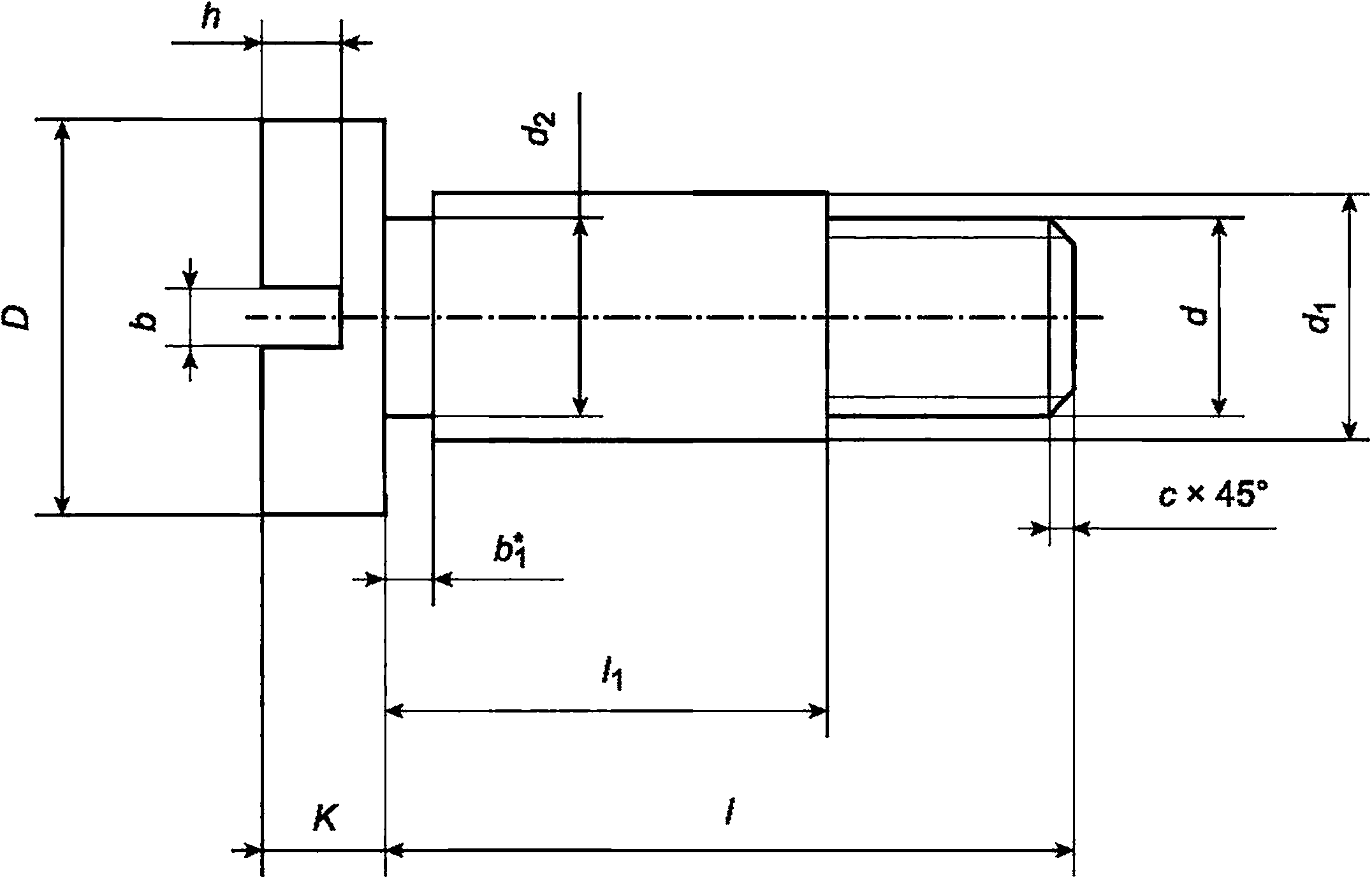
* Ширина канавки Ь1 должна быть:
при ^ < 1,5 — не более 0,5 мм;
при /1 >1,5 — не более 1 мм.
Рисунок 7 — Конструкция винтов с цилиндрической головкой для отверстий из-под развертки
Таблица 13 — Размеры винтов с цилиндрической головкой для отверстий из-под развертки
В миллиметрах
Номинальный диаметр резьбы d | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | |
Шаг резьбы Р | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | 1,25 | 1,50 | |
Диаметр цилиндрической части ф | Номин. | 2,0 | 2,5 | 3,0 | 3,5 | 4.0 | 5,0 | 6,0 | 8,0 | 10,0 | 12.0 |
Пред. откл. по f9 | -0,006 -0,031 | -0,010 -0,040 | -0,013 -0,049 | -0,016 -0,059 | |||||||
Диаметр головки D | Номин. | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20.0 |
Пред. откл. по h12 | -0,10 | -0,12 | -0,15 | -0,18 | -0,21 | ||||||
17
ГОСТ Р 71522—2024
Окончание таблицы 13
В миллиметрах
Высота головки К | Номин. | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,5 | 3,0 | 3,5 | 5,0 | 6,0 | |
Пред. откл. по | c/<5h12 | -0,1 | — | |||||||||
c/>5h13 | — | -0,18 | ||||||||||
Диаметр канавки d2 | Номин. | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 7,0 | 9,0 | 11,0 | |
Пред. откл. по h14 | -0,25 | -0,30 | -0,36 | -0,43 | ||||||||
Ширина шлица b | не менее | 0,36 | 0,46 | 0,56 | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | 2,56 | |
не более | 0,50 | 0,60 | 0,70 | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | 2,81 | ||
Глубина шлица h | не менее | 0,40 | 0,45 | 0,60 | 0,70 | 0,90 | 1,20 | 1,50 | 1,80 | 2,30 | 2,70 | |
не более | 0,60 | 0,65 | 0,85 | 1,00 | 1,30 | 1,60 | 2,00 | 2.30 | 2,80 | 3.20 | ||
Фаска с | 0,2 | 0,3 | 0,5 | 1,0 | 1,4 | 1,6 | ||||||
Таблица 14 — Предельные отклонения и применяемость материалов для винтов с цилиндрической головкой для отверстий из-под развертки
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |||
Номин. | Пред. откл. по js15 | Номин. | Пред. откл. по Н13 | ||
1,4 | 3,0 | ±0,20 | 1,0 | +0,14 | 0,084 |
3,5 | ±0,24 | 1,5 | 0,095 | ||
4,0 | 2,0 | 0,106 | |||
5,0 | 3,0 | 0,128 | |||
6,0 | 4,0 | +0,18 | 0,150 | ||
8,0 | ±0,29 | 6,0 | 0,194 | ||
1,6 | 3,5 | ±0,24 | 1,0 | +0,14 | 0,130 |
4,0 | 1,5 | 0,150 | |||
5,0 | 2,5 | 0,660 | |||
6,0 | 3,5 | +0,18 | 0,770 | ||
8,0 | ±0,29 | 6,5 | +0,22 | 0,800 | |
2,0 | 4,0 | ±0,24 | 1,0 | +0,14 | 0,261 |
5,0 | 2,0 | 0,331 | |||
6,0 | 3,0 | 0,401 | |||
8,0 | ±0,29 | 5,0 | +0,18 | 0,543 | |
10,0 | 7,0 | +0,22 | 0,670 | ||
2,5 | 4,0 | ±0,24 | 1,0 | +0,14 | 0,460 |
5,0 | 1,5 | 0,509 | |||
5,5 | 2,0 | 0,546 | |||
6,0 | 2,5 | 0,589 | |||
18
ГОСТ Р 71522—2024
Продолжение таблицы 14
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |||
Номин. | Пред. откл. по js15 | Номин. | Пред. откл. по Н13 | ||
2,5 | 6,5 | ±0,29 | 3,0 | +0,14 | 0,626 |
7,5 | 4,0 | +0,18 | 0,690 | ||
8,0 | 4,5 | 0,780 | |||
8,5 | 5,0 | 0,818 | |||
10,0 | 6,5 | +0,22 | 0,860 | ||
12,0 | ±0,35 | 8,5 | +0,22 | 0,920 | |
3,0 | 5,0 | ±0,24 | 1,0 | +0,14 | 0,720 |
6,0 | 2,0 | 0,810 | |||
6,5 | ±0,29 | 2,5 | 0,850 | ||
7,0 | 3,0 | 0,900 | |||
8,0 | 4,0 | +0,18 | 1,000 | ||
9,0 | 5,0 | 1,100 | |||
10,0 | 6,0 | 1,200 | |||
12,0 | ±0,35 | 8,0 | +0,22 | 1,400 | |
14,0 | 10,0 | 1,600 | |||
4,0 | 6,0 | ±0,24 | 1,0 | +0,14 | 1,070 |
7,0 | ±0,29 | 2,0 | 1,220 | ||
7,5 | 2,5 | 1,280 | |||
8,0 | 3,0 | 1,350 | |||
10,0 | 5,0 | +0,18 | 1,690 | ||
11,0 | ±0,35 | 6,0 | 1,770 | ||
12,0 | 7,0 | +0,22 | 1,900 | ||
13,0 | 8,0 | 2,050 | |||
14,0 | 9,0 | 2,300 | |||
5,0 | 8,0 | ±0,29 | 2,0 | +0,14 | 2,150 |
10,0 | 4,0 | +0,18 | 2,550 | ||
11,0 | ±0,35 | 5,0 | 2,650 | ||
12,0 | 6,0 | 2,750 | |||
14,0 | 8,0 | +0,22 | 3,350 | ||
16,0 | 10,0 | 3,750 | |||
18,0 | 12,0 | +0,27 | 4,150 | ||
6,0 | 10,0 | 2,0 | +0,14 | 3,410 | |
12,0 | 4,0 | +0,18 | 4,140 | ||
14,0 | 6,0 | 4,850 | |||
19
ГОСТ Р 71522—2024
Окончание таблицы 14
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |||
Номин. | Пред. откл. по js15 | Номин. | Пред. откл. по Н13 | ||
6,0 | 16,0 | ±0,35 | 8,0 | +0,22 | 5,600 |
18,0 | 10,0 | 6,350 | |||
20,0 | ±0,42 | 12,0 | +0,27 | 7,090 | |
8,0 | 12,0 | ±0,35 | 2,0 | +0,14 | 12,070 |
14,0 | 4,0 | +0,18 | 14,287 | ||
16,0 | 6,0 | 16,505 | |||
18,0 | 8,0 | +0,22 | 18,723 | ||
20,0 | ±0,42 | 10,0 | 20,941 | ||
22,0 | 12,0 | +0,27 | 23,159 | ||
10,0 | 14,0 | ±0,35 | 2,0 | +0,14 | 15,360 |
16,0 | 4,0 | +0,18 | 18,572 | ||
18,0 | 6,0 | 20,748 | |||
20,0 | 8,0 | +0,22 | 23,996 | ||
22,0 | 10,0 | 24,208 | |||
24,0 | 12,0 | +0,27 | 30,420 | ||
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 14, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6 — по ГОСТ 16093.
3 Недорез резьбы короткий — по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25 по ГОСТ 10702, ГОСТ 1050.
3.2.8 Винты с цилиндрической головкой и сферой для отверстий из-под развертки диаметром резьбы от 2 до 6 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 8 и в таблицах 15 и 16.
20
ГОСТ Р 71522—2024
* Ширина канавки Ьу должна быть:
при ^<1,5 — не более 0,5 мм;
при /-) > 1,5 — не более 1,5 мм.
Рисунок 8 — Конструкция винтов с цилиндрической головкой и сферой для отверстий из-под развертки
Таблица 15 — Размеры винтов с цилиндрической головкой и сферой для отверстий из-под развертки
В миллиметрах
Номинальный диаметр резьбы d | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | ||
Шаг резьбы Р | 0,40 | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | ||
Диаметр цилиндрической части ф | Номин. | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 8.0 | |
Пред. откл. по f9 | -0,006 -0,031 | -0,010 -0,040 | ||||||
Диаметр головки D | Номин. | 4 | 5 | 6 | 8 | 10 | 12 | |
Пред. откл. по h12 | -0,12 | -0,15 | -0,18 | |||||
Высота головки К | Номин. | 1,4 | 1,8 | 2,0 | 2,8 | 3,5 | 4,0 | |
Пред. откл. по | d<5h12 | -0,10 | -0,12 | — | ||||
d>5h13 | — | -0,18 | ||||||
Диаметр канавки d2 | Номин. | 2,0 | 2,5 | 3.0 | 4,0 | 5,0 | 7.0 | |
Пред. откл. по h14 | -0,25 | -0,30 | -0,36 | |||||
Ширина шлица b | не менее | 0,56 | 0,66 | 0,86 | 1,06 | 1,26 | 1.66 | |
не более | 0,70 | 0,80 | 1,00 | 1,20 | 1,51 | 1.91 | ||
Глубина шлица h | не менее | 0,60 | 0,70 | 0,90 | 1,20 | 1,50 | 1,80 | |
не более | 0,85 | 1,00 | 1,30 | 1,60 | 2,00 | 2,30 | ||
Радиус сферы Р, не более | 4 | 5 | 6 | 8 | 10 | 12 | ||
Фаска с | 0,3 | 0,5 | 1.0 | |||||
21
ГОСТ Р 71522—2024
Таблица 16 — Предельные отклонения и применяемость материалов для винтов с цилиндрической головкой и сферой для отверстий из-под развертки
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |||
Номин. | Пред. откл. по js15 | Номин. | Пред. откл. по Н13 | ||
2,0 | 4 | ±0,24 | 1,0 | +0,14 | 0,252 |
5 | 2,0 | 0,312 | |||
6 | 3,0 | 0,372 | |||
8 | ±0,29 | 5,0 | +0,18 | 0,514 | |
9 | 6,0 | 0,585 | |||
10 | 7,0 | +0,22 | 0,580 | ||
2,5 | 4 | ±0,24 | 1,0 | +0,14 | 0,450 |
5 | 1.5 | 0,485 | |||
6 | 2,5 | 0,555 | |||
8 | ±0,29 | 4,5 | +0,18 | 0,750 | |
10 | 6,5 | +0,22 | 0,900 | ||
12 | ±0,35 | 8,5 | 1,050 | ||
3,0 | 5 | ±0,24 | 1,0 | +0,14 | 0,710 |
6 | 2,0 | 0,800 | |||
8 | ±0,29 | 4,0 | +0,18 | 0,980 | |
10 | 6,0 | 1,160 | |||
12 | ±0,35 | 8,0 | +0,22 | 1,340 | |
14 | 10,0 | 1,520 | |||
4,0 | 6 | ±0,24 | 1,0 | +0,14 | 1,060 |
8 | ±0,29 | 3,0 | 1,340 | ||
10 | 5,0 | +0,18 | 1,620 | ||
12 | ±0,35 | 7,0 | +0,22 | 2,540 | |
14 | 9,0 | 3,100 | |||
16 | 11,0 | +0,27 | 3,400 | ||
5,0 | 8 | ±0,29 | 2,0 | +0,14 | 2,060 |
10 | 4,0 | +0,18 | 2,380 | ||
12 | ±0,35 | 6,0 | 2,700 | ||
14 | 8,0 | +0,22 | 3,020 | ||
16 | 10,0 | 3,340 | |||
18 | 12,0 | +0,27 | 3,660 | ||
6,0 | 10 | 2,0 | +0,14 | 3,420 | |
12 | 4,0 | +0,18 | 4,160 | ||
14 | 6,0 | 4,900 | |||
16 | 8.0 | +0,22 | 5,640 | ||
18 | 10,0 | 6,380 | |||
20 | ±0,42 | 12,0 | +0,27 | 7,120 | |
22
ГОСТ Р 71522—2024
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 16, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Недорез резьбы короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25 по ГОСТ 10702, ГОСТ 1050.
3.2.9 Винты установочные с потайной головкой и цилиндрическим концом диаметром резьбы от 2,5 до 8,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 9 и в таблицах 17 и 18.
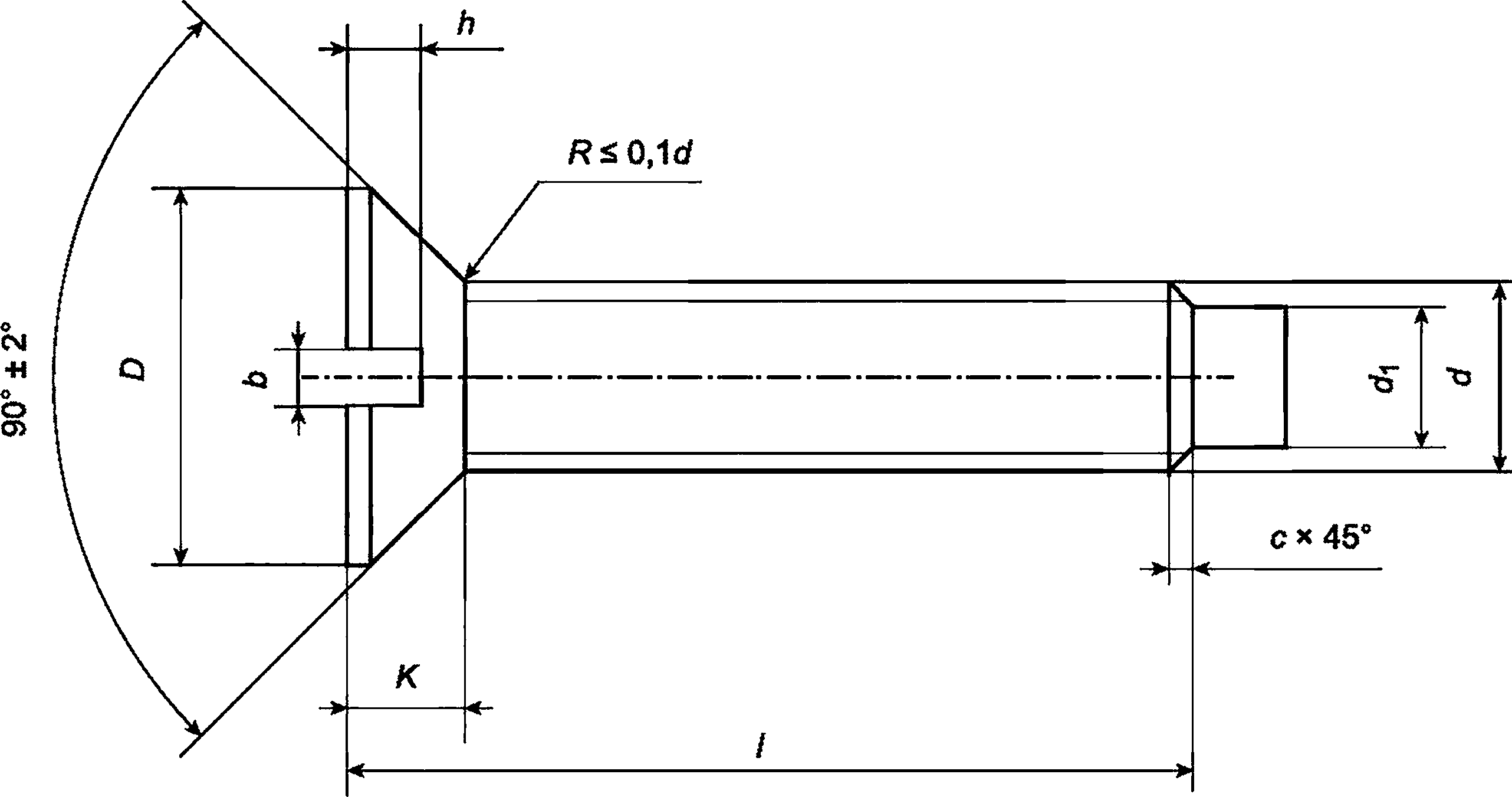
Рисунок 9 — Конструкция винтов с потайной головкой и цилиндрическим концом
Таблица 17 — Размеры винтов с потайной головкой и цилиндрическим концом
В миллиметрах
Номинальный диаметр резьбы d | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | |
Шаг резьбы Р | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | 1,25 | |
Диаметр головки D | Номин. | 4,7 | 5,6 | 7,4 | 9,2 | 11,0 | 14,5 |
Пред. откл. по h14 | -0,30 | -0,36 | -0,43 | ||||
Высота головки К | 1,50 | 1,65 | 2,20 | 2,50 | 3,00 | 4,00 | |
Диаметр нажимного конца винта ф | Номин. | 1,5 | 2,0 | 2,5 | 3,5 | 4,0 | 5,5 |
Пред. откл. по h14 | -0,25 | -0,30 | |||||
Длина нажимного конца /1 | Номин. | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 |
Пред. откл. по h14 | +0,25 | +0,30 | |||||
23
ГОСТ Р 71522—2024
Окончание таблицы 17
В миллиметрах
Ширина шлица b | не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2.06 |
не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2.31 | |
Глубина шлица h | не менее | 0,50 | 0,60 | 0,80 | 1,00 | 1,20 | 1,60 |
не более | 0,73 | 0,85 | 1,10 | 1,35 | 1,60 | 2,10 |
Таблица 18 — Предельные отклонения и применяемость материалов для винтов с потайной головкой и цилиндрическим концом
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | ||
2,5 | 5 | ±0,20 | 0,226 |
6 | 0,258 | ||
3,0 | 0,346 | ||
8 | 0,435 | ||
4,0 | ±0,24 | 0,822 | |
10 | 0,899 | ||
5,0 | 1,550 | ||
12 | 1,790 | ||
6,0 | 10 | 2,330 | |
12 | 2,690 | ||
14 | 3,100 | ||
16 | 3,540 | ||
18 | 3,880 | ||
8,0 | 12 | ±0,29 | 5,290 |
14 | 5,800 | ||
16 | 6,100 | ||
18 | 7,200 | ||
22 | 8,720 | ||
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 18, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Недорез резьбы — короткий по ГОСТ 27148.
4 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
5 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
6 Материалы, механические свойства и методы испытаний стальных винтов — по ГОСТ ISO 898-5, латунных— поГОСТ 1759.0.
7 Материалы латунных винтов — латунь марок ЛС59-1 и Л63 по ГОСТ 15527.
8 Покрытие и остальные технические требования — по ГОСТ 1759.0.
9 Для класса прочности 22Н применяется сталь марок 35, 40, 45 по ГОСТ 1050 и ГОСТ 10702, марок 35Х, 38ХА и 40Х по ГОСТ 4543 и ГОСТ 10702.
24
ГОСТ Р 71522—2024
10 Для класса прочности ЗЗН применяется сталь марок 40Х, 45Х, 40ХН, 40НХ2МА, ЗОХГСА по ГОСТ 4543 и ГОСТ 10702.
11 Для класса прочности 45Н применяется сталь марок 38Х, 45Х, 35ХГСА (предпочтительная марка стали), 40НХ2МА, 30ХН2МФА по ГОСТ 4543 и ГОСТ 10702.
3.2.10 Винты с накатанной головкой и закругленным концом диаметром резьбы от 1,6 до 6,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 10 и в таблицах 19 и 20.
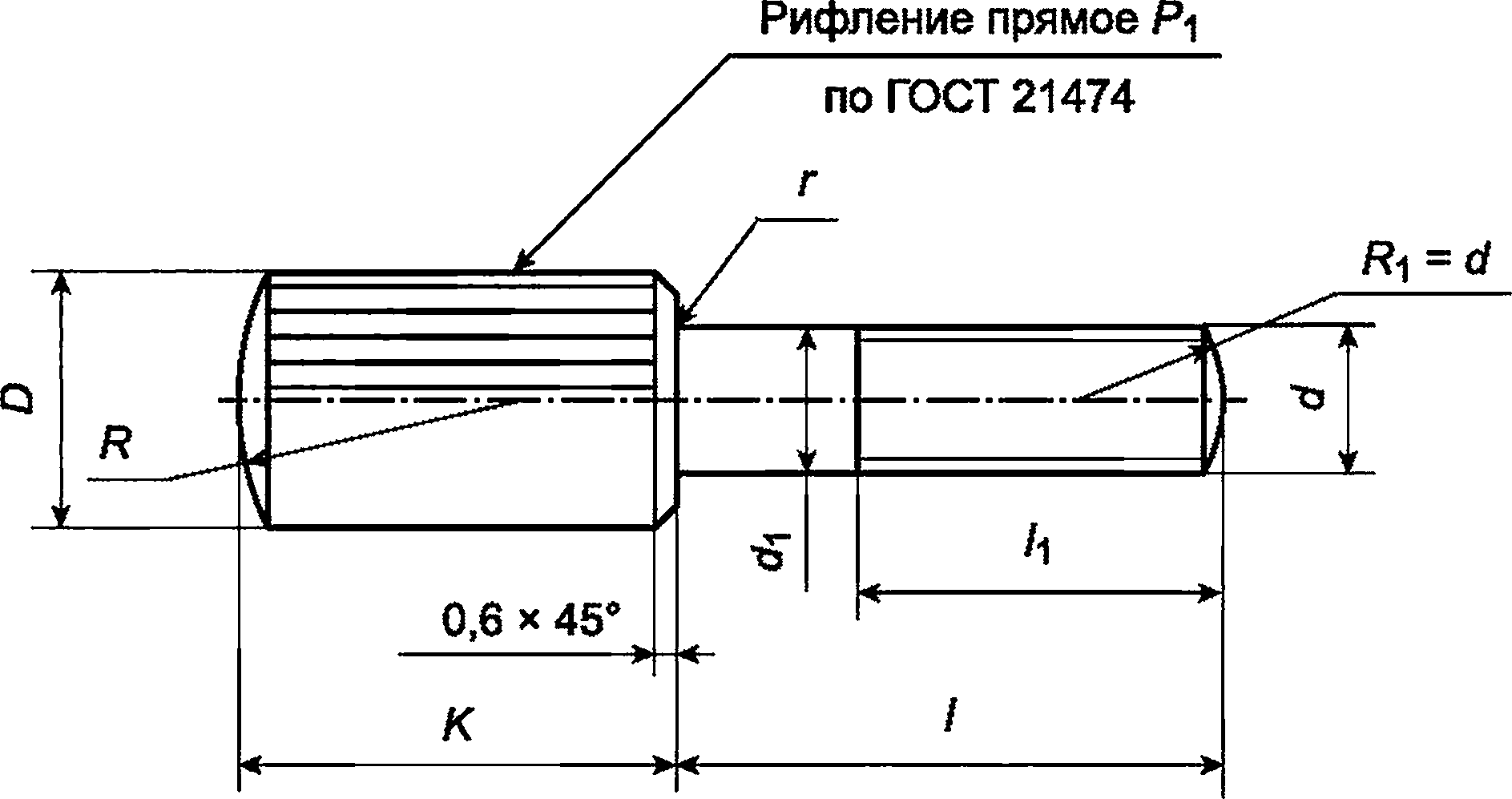
Примечание — Диаметр гладкой части стержня ф должен быть равен наружному диаметру резьбы или равен диаметру стержня под накатывание метрической резьбы по ГОСТ 19256.
Рисунок 10 — Конструкция винтов с накатанной головкой и закругленным концом
Таблица 19 — Размеры винтов с накатанной головкой и закругленным концом
В миллиметрах
Номинальный диаметр резьбы d | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | |
Шаг резьбы Р | 0,35 | 0,40 | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | |
Диаметр головки D | Номин. | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 10,0 |
Пред. откл. по h15 | -0,40 | -0,48 | ||||||
Высота головки К | Номин. | 10 | 11 | 12 | 13 | |||
Пред. откл. по h14 | -0,36 | -0,43 | ||||||
Радиус сферы R, не более | 4 | 5 | 6 | 8 | 10 | |||
Шаг рифления Р1 | 0,5 | 0,6 | ||||||
Радиус под головкой г, не менее | 0,10 | 0.20 | 0,25 | |||||
Таблица 20 — Предельные отклонения и применяемость материалов для винтов с накатанной головкой и закругленным концом
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
1,6 | 4 | ±0,24 | X | 0,713 |
6 | 5 | 0,715 | ||
25
ГОСТ Р 71522—2024
Продолжение таблицы 20
В миллиметрах
Номинальный диаметр резьбы d | Длина винта 1 | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
1,6 | 8 | ±0,29 | 7 | 0,719 |
10 | 9 | 0,723 | ||
12 | ±0,35 | 11 | 0,727 | |
15 | 14 | 0,732 | ||
2,0 | 4 | ±0,24 | X | 1.09 |
6 | X | 1,13 | ||
8 | ±0,29 | 7 | 1,17 | |
10 | 9 | 1,21 | ||
12 | ±0,35 | 11 | 1,25 | |
15 | 14 | 1,31 | ||
2,5 | 6 | ±0,24 | X | 1,75 |
8 | ±0,29 | X | 1,83 | |
10 | X | 1,91 | ||
12 | ±0,35 | 10 | 1,99 | |
15 | 13 | 2,11 | ||
20 | ±0,42 | 18 | 2,31 | |
25 | 23 | 2,51 | ||
3,0 | 8 | ±0,29 | X | 2,76 |
10 | X | 2,96 | ||
12 | ±0,35 | 10 | 3,06 | |
15 | 13 | 3,21 | ||
20 | ±0,42 | 18 | 3,36 | |
25 | ±0,42 | 23 | 3,61 | |
4,0 | 8 | ±0,29 | X | 3,86 |
10 | X | 4,04 | ||
12 | ±0,35 | X | 4,22 | |
15 | 12 | 4,49 | ||
18 | ±0,42 | 15 | 4,76 | |
22 | 19 | 5,12 | ||
25 | 22 | 5,39 | ||
5,0 | 10 | ±0,29 | X | 5,80 |
12 | ±0,35 | X | 6,08 | |
15 | X | 6,50 | ||
26
ГОСТ Р 71522—2024
Окончание таблицы 20
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
5,0 | 18 | ±0,42 | 15 | 6,92 |
22 | 19 | 7,56 | ||
25 | 22 | 7,98 | ||
30 | 27 | 8,68 | ||
6,0 | 12 | ±0,35 | X | 8,86 |
15 | ±0,42 | X | 9,31 | |
18 | 15 | 9,76 | ||
22 | 18 | 10,40 | ||
25 | 21 | 10,82 | ||
30 | 26 | 11,56 | ||
40 | ±0,50 | 36 | 13,10 | |
Примечание — Знаком «х» отмечены винты с резьбой на всей длине стержня.
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 20, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Сбег резьбы — нормальный, недорез — короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 4.8 применяется сталь марок 10 и 20, для класса прочности 5.8 — сталь марок 20 и 25 по ГОСТ 10702, ГОСТ 1050.
3.2.11 Винты со сферической головкой диаметром резьбы от 2 до 5 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 11 и в таблицах 21 и 22.
27
ГОСТ Р 71522—2024
Примечание — Диаметр гладкой части стержня d^ должен быть равен наружному диаметру резьбы или равен диаметру стержня под накатывание метрической резьбы по ГОСТ 19256.
Рисунок 11 — Конструкция винтов со сферической головкой
Таблица 21 — Размеры винтов со сферической головкой
В миллиметрах
Номинальный диаметр резьбы d | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | |
Шаг резьбы Р | 0,35 | 0,40 | 0,45 | 0,50 | 0,70 | 0,80 | 1,00 | |
Диаметр головки D | Номин. | 4,0 | 4,5 | 6,0 | 7,0 | 9,0 | 11,0 | 13,0 |
Пред. откл. по И14 | -0,30 | -0,36 | -0,43 | |||||
Высота головки К | Номин. | 1,2 | 1,4 | 1,5 | 1,6 | 2,0 | 2,4 | 3,0 |
Пред. откл. по h14 | -0,25 | |||||||
Ширина шлица b | не менее | 0,46 | 0,56 | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 |
не более | 0,60 | 0,70 | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | |
Глубина шлица h | не менее | 0,38 | 0,48 | 0,60 | 0,72 | 0,96 | 1,20 | 1,44 |
не более | 0,62 | 0,72 | 0,90 | 1,08 | 1,44 | 1,80 | 2,16 | |
Радиус сферы R, не более | 2,2 | 2,6 | 4,2 | 5,0 | 6,5 | 8,0 | 9,5 | |
Радиус под головкой г, не менее | 0,1 | 0,2 | 0,25 | |||||
Фаска с | 0,3 | 0,5 | 1,0 | |||||
28
ГОСТ Р 71522—2024
Таблица 22 — Предельные отклонения и применяемость материалов для винтов со сферической головкой
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Нормальная длина резьбы Z1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
1,6 | 2 | ±0,20 | X | 0,061 |
3 | X | 0,077 | ||
4 | ±0,24 | X | 0,093 | |
5 | X | 0,109 | ||
6 | X | 0,125 | ||
8 | ±0,29 | X | 0,157 | |
10 | X | 0,189 | ||
12 | ±0,35 | 10 | 0,221 | |
14 | 10 | 0,253 | ||
2,0 | 2 | ±0,20 | X | 0,110 |
3 | X | 0,128 | ||
4 | ±0,24 | X | 0,146 | |
5 | X | 0,164 | ||
6 | X | 0,182 | ||
8 | ±0,29 | X | 0,218 | |
10 | X | 0,254 | ||
12 | ±0,35 | 10 | 0,290 | |
14 | 10 | 0,326 | ||
2,5 | 3 | ±0,20 | X | 0.208 |
4 | ±0,24 | X | 0,235 | |
5 | X | 0,266 | ||
6 | X | 0,297 | ||
8 | ±0,29 | X | 0,357 | |
10 | X | 0,419 | ||
12 | ±0,35 | X | 0,479 | |
14 | 11 | 0,539 | ||
3,0 | 5 | ±0,24 | X | 0,419 |
8 | ±0,29 | X | 0,551 | |
10 | X | 0,639 | ||
12 | ±0,35 | X | 0,727 | |
16 | 12 | 0,903 | ||
18 | 12 | 0,991 | ||
20 | ±0,42 | 12 | 1,079 | |
25 | 12 | 1,299 | ||
29
ГОСТ Р 71522—2024
Окончание таблицы 22
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Нормальная длина резьбы /1 (пред. откл. + 2Р) | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | |||
4,0 | 4 | ±0,24 | X | 0,805 |
5 | X | 0,882 | ||
8 | ±0,29 | X | 1,113 | |
10 | X | 1,267 | ||
12 | ±0,35 | X | 1,421 | |
14 | X | 1,575 | ||
16 | 14 | 1,729 | ||
18 | 14 | 1,883 | ||
20 | ±0,42 | 14 | 2,037 | |
5,0 | 8 | ±0,29 | X | 1,813 |
10 | X | 2,061 | ||
12 | ±0,35 | X | 2,309 | |
16 | X | 2,805 | ||
18 | 16 | 3,053 | ||
20 | ±0,42 | 16 | 3,301 | |
6,0 | 8 | ±0,29 | X | 2,920 |
10 | X | 3,320 | ||
12 | ±0,35 | X | 3,820 | |
16 | X | 4,720 | ||
18 | X | 5,000 | ||
20 | ±0,42 | 16 | 5,400 | |
Примечание — Знаком «х» отмечены винты с резьбой на всей длине стержня.
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 22, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Сбег резьбы — нормальный, недорез — короткий по ГОСТ 27148.
4 Материалы и покрытия — по [1].
5 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 5.8 — сталь марок 20 и 25 по ГОСТ 10702, ГОСТ 1050.
3.2.12 Винты с коническим концом и прямым шлицем диаметром резьбы от 1,4 до 3,0 мм
Конструкция и размеры винтов должны соответствовать указанным на рисунке 12 и в таблицах 23 и 24.
30
ГОСТ Р 71522—2024
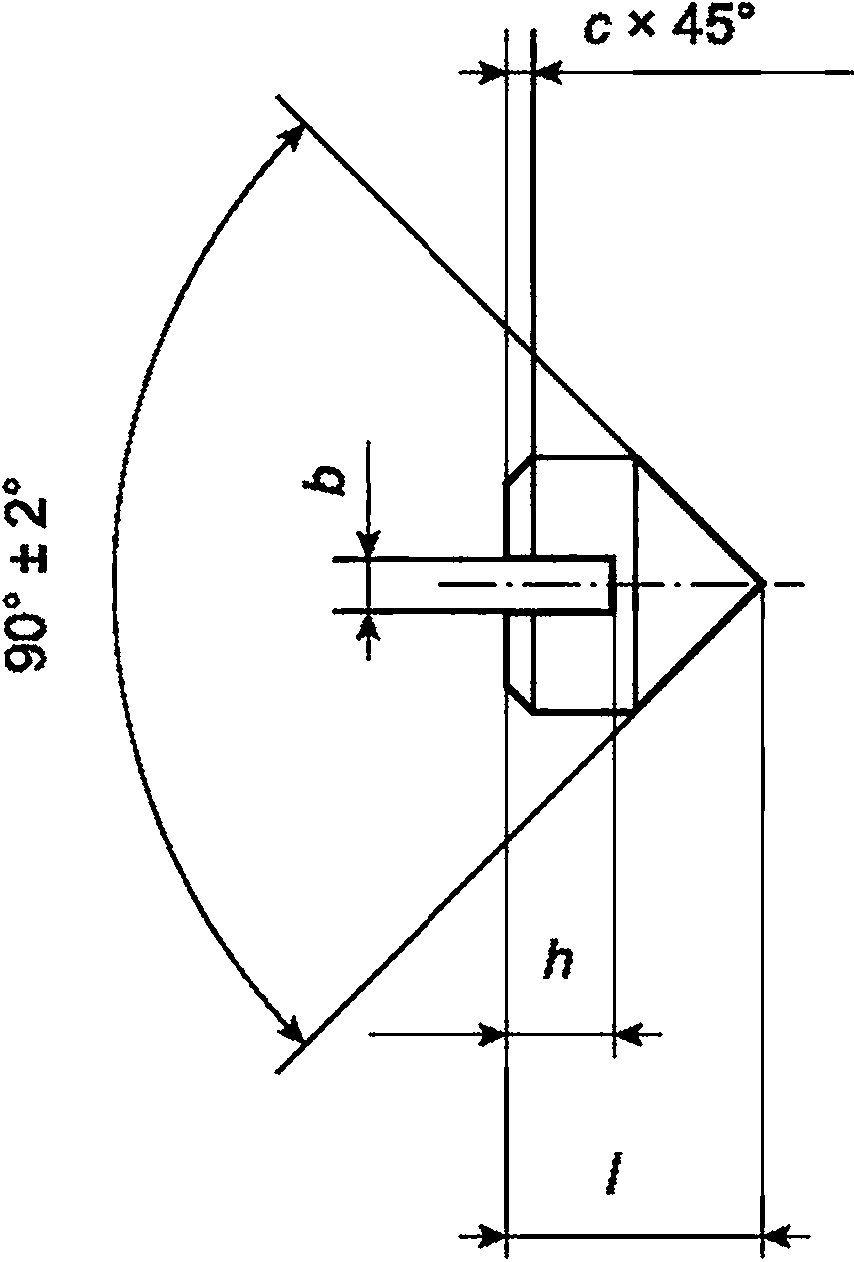
Рисунок 12 — Конструкция винтов с коническим концом и прямым шлицем
Таблица 23 — Размеры винтов с коническим концом и прямым шлицем
В миллиметрах
Номинальный диаметр резьбы d | 1,4 | 1,5 | 3,0 | |
Шаг резьбы Р | 0,30 | 0,35 | 0,50 | |
Ширина шлица b | не менее | 0,31 | 0,46 | |
не более | 0,45 | 0,60 | ||
Глубина шлица h | не менее | 0,75 | 0,88 | 1,25 |
не более | 0,94 | 1,06 | 1,50 | |
Фаска с | 0,2 | 0,3 | ||
Таблица 24 — Предельные отклонения и применяемость материалов для винтов с коническим концом и прямым шлицем
В миллиметрах
Номинальный диаметр резьбы d | Длина винта / | Теоретическая масса 1000 шт. стальных винтов, кг | |
Номин. | Пред. откл. по js15 | ||
1,4 | 2,0 | +0,2 | 0,014 |
3,0 | 0,022 | ||
1,6 | 1,5 | 0,014 | |
2,0 | 0,019 | ||
3,0 | 3,0 | 0,100 | |
Примечания
1 Для определения массы латунных винтов значения массы, указанные в таблице 24, должны быть умножены на коэффициент 1,08.
2 Резьба — по ГОСТ 24705, поле допуска 6g — по ГОСТ 16093.
3 Материалы, механические свойства и методы испытаний стальных винтов — по ГОСТ ISO 898-5, латунных— поГОСТ 1759.0.
31
ГОСТ Р 71522—2024
4 Допуски, методы контроля размеров и отклонения формы и расположения поверхностей — по ГОСТ ISO 4759-1.
5 Материалы латунных винтов — латунь марок ЛС59-1 и Л63 по ГОСТ 15527.
6 Дефекты поверхности и методы контроля — по ГОСТ ISO 6157-1.
7 Покрытие и остальные технические требования — по ГОСТ 1759.0.
8 Для класса прочности 22Н применяется сталь марок 35, 40, 45 по ГОСТ 1050 и ГОСТ 10702, марок 35Х, 38ХА и 40Х по ГОСТ 4543 и ГОСТ 10702.
9 Для класса прочности ЗЗН применяется сталь марок 40Х, 45Х, 40ХН, 40НХ2МА, ЗОХГСА по ГОСТ 4543 и ГОСТ 10702.
10 Для класса прочности 45Н применяется сталь марок 38Х, 45Х, 35ХГСА (предпочтительная марка стали), 40НХ2МА, 30ХН2МФА по ГОСТ 4543 и ГОСТ 10702.
3.2.13 Конструкция и размеры винтов с цилиндрической головкой и шестигранным углублением под ключ с номинальным диаметром резьбы от 2 мм указаны в ГОСТ 11738.
3.2.14 Условные обозначения
Пример условного обозначения винта диаметром резьбы с/= 1,4 мм, с крупным шагом резьбы, с полем допуска резьбы 6g, длиной / = 2 мм, класса прочности 4.8, без покрытия:
Винт М1,4-6д*2.4.8 ГОСТ Р 71522—2024
То же, с окисным покрытием:
Винт М1,4-6д*2.4.8.05 ГОСТ Р 71522—2024
То же, для винта из латуни марки Л63, группы 32, с покрытием 03 толщиной 3 мкм:
Винт М1,4-6д*2.32.ЛС63.033 ГОСТ Р 71522—2024
Пример условного обозначения винта диаметром резьбы d = 2,5 мм, с крупным шагом резьбы, с полем допуска резьбы 6g, длиной / = 5 мм, класса прочности 45Н, без покрытия:
Винт М2,5-6д*5.45Н ГОСТ Р 71522—2024
То же, с окисным покрытием:
Винт М2,5-6д*5.45Н.О5 ГОСТ Р 71522—2024
То же, для винта из латуни марки ЛС59-1, группы 32, с покрытием 03 толщиной 3 мкм:
Винт М2,5-6д*5.32.ЛС59-1.033 ГОСТ Р 71522—2024
32
ГОСТ Р 71522—2024
Библиография
[1] ОПП 3-027-92 Материалы, покрытия и поля допусков крепежных изделий
33
ГОСТ Р 71522—2024
УДК 621.778.8:621.88:006.354
ОКС 01.100
Ключевые слова: винты, оптическое приборостроение, конструкция, основные размеры
Редактор Л.В. Каретникова Технический редактор И.Е. Черепкова Корректор ЕД. Дульнева Компьютерная верстка Л.А. Круговой
Сдано в набор 25.07.2024. Подписано в печать 01.08.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 4,18. Уч.-изд. л. 3,55.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}