ГОСТ 28933-91
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРИБОРЫ ЧЕРТЕЖНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ ИСПЫТАНИЙ
И мание официальное
ЬЗ 5-2004
ИИК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 744.3:006.354
Группа Т75
М Е Ж Г О С У Д Л Р С Т В Е Н II Ы Й С Г А Н Д А Р Г
ПРИБОРЫ ЧЕРТЕЖНЫЕ
Общие технические требования и методы испытаний
Drawing devices.
General technical requirements and lest methods
ГОСТ 28933-91
МКС 01.100.40
OKU 42 6512. 42 6513
Дата введения 01.01.92
Настоящий стандарт распространяется на чертежные приборы (далее — приборы), предназначенные для выполнения чертежно-графических работ.
Требования рам. I, пп. 9. 10 табл. 2. 2.2. 2.3, 2.5, 2.6. 2.11.2.12. 2.13 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. КЛАССИФИКАЦИЯ
1.1. Приборы классифицируют по:
механизму перемещения чертежной головки;
уравновешенности;
размеру чертежной доски согласно указанному в табл. I.
Таблица 1 | |||
Наименьшее значение размера чертежной лоеки. мм | Обозначение | Форматы чертежей по ГОСТ 2.301 | Применяемые приборы |
450 х 650 650 х 900 900х1250 1250x2000 1200x2600 Примечание. Другие документацией предприятия-и чертежной доски 500 х 750 мм о | 0406 0609 0912 1220 1226 значения размеров черт зготовитсля. обозначаютс бозначастся 0507. | А2 AI АО А0х2 АО х 3 ежных досок, предусмот я по фактическим разм | П. К 11. К П. К К к ренные конструкторской срам. Например, размер |
1.1.1. По механизму перемещения чертежной головки приборы подразделяются на: параллелограммный (П);
координатный (К).
1.1.2. По уравновешенности приборы подразделяют на:
уравновешенный (У);
неуравновешенный (Н).
Пример условного обозначения чертежного координатного уравновешенного прибора размером чертежной доски 500 х 750 мм (0507). модели 01:
Прибор чертежный ПЧК-У-0507-01 /У. . .
То же, параллелограммного неуравновешенного прибора размером чертежной доски 500 х х 750 мм (0507), модели 01:
_________________________Прибор чертежный ПЧП-Н-0507-01 ТУ. ■ ■_________________________ Издание официальное Перепечатка воспрещена
© Издательство стандартов. 1991
© ПИК Издательство стандартов. 2005
С. 2 ГОСТ 28933-91
1.2. Основные наименования деталей чертежной головки, применяемые в стандарте, при веде* ны в приложении I.
Примечание. Требования рала. I установлены для изделий, разработанных с 01.01.92.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Основные характеристики приборов должны соответствовать значениям, указанным в табл. 2.
Таблица 2
Основные характеристики | Значение показателя |
1. Допуск расположения отметок основной шкалы относительно отметок нониуса, мин | ± 5: ± 10 |
2. Допуск расположения отметок основной шкалы относительно элементов деления стопорного диска, мин | i5: i 10 |
3. Допуск расположения отметок основной шкалы, мин | 15:1 10 |
4. Допуск расположения элементов деления стопорного диска, мм | • 0.3 |
5. Допуск расположения масштабной линейки при параллельном перемещении чертежной головки параллелограммных приборов, мм | ±0.3 |
6. Допуск расположения масштабной линейки при горизонтальном и вертикальном перемещениях чертежной головки для координатных приборов, мм | ±0.3 |
7. Зазор между поверхностями контрольных масштабных линеек и чертежной доски, мм. не более | 0.3 |
8. Фиксация поворота чертежной головки: защелкой | На углах, крат- |
зажимом | ных 5‘ или 15' На любых углах |
9. Усилие перемещения чертежной головки с масштабными линейками по полю доски. И. не более | 3.0 (3.5) |
10. Момент силы поворота чертежной головки с масштабными линейками вокруг своей оси. Н-м. не более | 0.4 |
11. Минимальная величина отсчета ио нониусу, мин | 5: 10 |
12. Цена деления основной шкалы | Г |
13. Поворот чертежной головки вокруг своей оси | ± 90'; ± 180 • ± 360" |
Примечав и я:
I. Конкретные значения по пи. I. 2. 3. 13 устанавливают в ТУ на приборы конкретных моделей.
2. Значения в скобках устанавливают для приборов, разработанных до 01.01.92.
2.2. Чертежная головка в зафиксированном положении не должна проворачиваться от момента силы менее 1.5 Н м.
2.3. Не допускается самопроизвольное перемещение чертежной головки при наклоне чертежной доски относительно горизонтальной плоскости:
от 0" до 75* — для уравновешенных приборов:
от 0" до 15* — для неуравновешенных приборов.
2.4. Но устойчивости к воздействию климатических факторов внешней среды при эксплуатации прибор должен соответствовать исполнению УХЛ категории размещения 4.2 ГОСТ 15150.
2.5. Конструкция приборов должна предусматривать возможность регулирования линеек, обеспечивающих из взаимную установку под углом 90*.
2.6. В приборах координатной системы должно быть предусмотрено стопорное устройство для фиксации кареток от перемещений.
В зафиксированном положении каретки не должны перемешаться от усилия не менее 24 Н.
2.7. Полный средний срок службы приборов должен быть не менее 10 лет.
Критерием предельного состояния считать состояние приборов, при котором не выполняются требования настоящего стандарта.
2.8. Конструкция приборов должна удовлетворять общим требованиям безопасности по ГОСТ 12.2.003.
2.9. Общие эргономические требования к конструкции приборов должны соответствовать требованиям ГОСТ 12.2.049. ГОСТ 12.2.064.
ГОСТ 28933-91 С. 3
2.10. При приложении к свободному концу горизонтальной линейки усилия 2 Н отклонение не должно быть более 2 мм.
2.11. Конструкция уравновешенных приборов должна обеспечивать возможность подъема головки с линейками от плоскости доски на расстояние не менее 30 мм.
2.12. Цифры, отметки и другие обозначения должны быть четкими, не иметь пропусков и выполнены способом, обеспечивающим их чтение невооруженным глазом на расстоянии 300 мм при освещенности не менее 90 лк. Требования к начертанию шрифтов и основным размерам устанавливают в технических условиях на приборы конкретных моделей.
2.13. Штрихи основной шкалы и нониуса должны быть направлены радиально. Ширина штрихов должна быть не более 0.3 мм. Разница отдельных штрихов по ширине для одной шкалы должна быть не более 0.06 мм.
2.14. Лакокрасочные покрытия поверхностей приборов должны соответствовать II классу по ГОСТ 9.032.
2.15. Металлические детали, не имеющие лакокрасочных покрытий, должны быть предохранены от коррозии защитными покрытиями по ГОСТ 9.301. Выбор покрытий — по ГОСТ 9.303.
2.16. Трущиеся поверхности металлических деталей должны быть смазаны солидолом марки Ж по ГОСТ 1033.
2.17. Приборы в транспортной таре должны выдерживать воздействие на них механико-динамических нагрузок с ускорением 30 м/с2 при частоте уларов от 80 до 120 в минуту.
2.18. Приборы в транспортной таре должны выдерживать воздействие климатических факторов при условиях хранения 4 ГОС Т 15150.
2.19. Условия хранения должны соответствовать условиям 4 по ГОСТ 15150.
2.20. Рекомендуемые и дополнительные требования устанавливаются по согласованию с потребителем в технических условиях на приборы конкретных моделей.
2.21. Номенклатура показателей для включения в ТЗ на ОКР и ТУ на приборы конкретных моделей приведена в приложении 2.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Нормальные значения факторов внешней среды при испытаниях — по ГОСТ 15150.
Испытания проводят на контрольной чертежной лоске, требования к которой приведены в приложении 3.
3.2. Для проверки требований по п. 1 табл. 2 отметку основной шкалы совмещают с нулевой отметкой нониуса и измеряют разность между крайними отметками нониуса и соответствующими отметками основной шкалы. Проверку осуществляют в диапазоне ± 90" от нулевой отметки основной шкалы. Для оценки качества принимается наибольшее отклонение из всех измеренных значений. Средство измерения — приспособление с увеличением не менее 5х .
3.3. Для проверки требований по л. 2 табл. 2 чертежную головку последовательно поворачивают на углы, кратные 15*, освобождая и фиксируя ее при помощи стопорного диска. В каждом положении измеряют разность между нулевой отметкой нониуса и соответствующей отметкой основной шкалы, кратной 15". Средство измерения — приспособление с увеличением не менее 5х.
3.4. Для проверки требований по п. 3 табл. 2 собирают прибор на контрольной чертежной лоске, устанавливают горизонтальную контрольную масштабную линейку. Настраивают горизонтальную контрольную масштабную линейку до совпадения с горизонтальной контрольной линией и фиксируют ее положение. Освобождают стопорный диск и поворачивают чертежную головку так, чтобы горизонтальная контрольная масштабная линейка совпала с произвольной контрольной угловой линией. Измеряют разность между нулевой отметкой нониуса и соответствующей отметкой основной шкалы, кратной 15*. в пределах ± 90' от горизонтального положения контрольной масштабной линейки. Максимальная величина измерений принимается за значение отклонения. Средство измерения — приспособление с увеличением не менее 5х.
3.5. Для проверки требований по п. 4 табл. 2 чертежную головку с горизонтальной контрольной масштабной линейкой поворачивают в нулевую точку, при этом совмещают горизонтальную контрольную масштабную линейку с горизонтальной контрольной линией и фиксируют ее. Помещают чертежную головку в центр контрольных угловых линий и поворачивают ее на углы, кратные 15'. в пределах ± 90’ от горизонтального положения контрольной масштабной линейки, совмещают при этом нулевую отметку контрольной масштабной линейки с центром контрольных угловых линий. Измеряют отклонения между горизонтальной контрольной масштабной линейкой и контрольными угловыми линиями в концевой отметке масштабной линейки. Для оценки качества
С. 4 ГОСТ 28933-91
принимают наибольшее отклонение из всех измеренных значений. Средство измерения — приспособление с увеличением 5х. Контрольная масштабная линейка после проведения замеров должна точно вернуться в начальное положение.
3.6. Для проверки требований по п. 5 табл. 2 горизонтальную контрольную масштабную линейку устанавливают так. чтобы она совпала с горизонтальной контрольной линией. Перемешают чертежную головку в пределах полезной плошали доски на каждую горизонтальную контрольную линию, каждый раз измеряя отклонения между концевой отметкой горизонтальной контрольной масштабной линейки и горизонтальной контрольной линией. Для оценки качества принимают наибольшее значение отклонений из всех измеренных значений. Средство измерения — приспособление с увеличением не менее 5х.
3.7. Для проверки требований по п. 6 табл. 2 настраивают горизонтальную направляющую параллельно горизонтальной контрольной линии, обеспечив при этом совпадение горизонтальной контрольной масштабной линейки с горизонтальной контрольной линией. Чертежную головку перемешают в верхнюю часть контрольной чертежной доски, обеспечив при этом совпадение нулевой отметки на горизонтальной контрольной масштабной линейке с одной из вертикальных контрольных линий и блокируют рычаг тормоза горизонтального движения.
Чертежную головку перемешают по вертикальной направляющей в пределах полезной плошади и измеряют отклонение между нулевой отметкой горизонтальной контрольной масштабной линейки и вертикальной контрольной линией. То же повторяют в отношении других вертикальных контрольных линий. Поворачивают горизонтальную контрольную масштабную линейку в вертикальное положение и повторяют в отношении горизонтальных контрольных линий. Для оценки качества принимают наибольшее значение отклонений всех замеров. Средство измерения — приспособление с увеличением не менее 5х.
3.8. Для проверки зазора поверхностей контрольных масштабных линеек и чертежной доски (п. 7 табл. 2) прибор устанавливают на контрольной чертежной доске, контрольные масштабные линейки на держателях и перемешают прибор в полезной плошади. Замеряют зазор между поверхностями контрольных масштабных линеек и контрольной чертежной доски в нескольких точках щупом. Для опенки качества принимают наибольшее значение зазора всех измерений.
3.9. Фиксацию поворота чертежной головки (п. 8 табл. 2) проверяют опробыванием в работе. При этом зашелка должна обеспечивать фиксацию на углах, кратных 15“, а зажим на любых углах.
3.10. Усилия перемещения чертежной головки по полю доски (п. 9 табл. 2) проверяют на специальном стенде с погрешностью ± 0.2 Н в направлении перемещения чертежной головки в пределах полезной площади при угле наклона чертежной доски 15" от горизонтальной плоскости.
3.11. Значение момента силы поворота чертежной головки в незафиксированном положении (п. 10 табл. 2) измеряют специальным приспособлением с погрешностью ± 0.05 Н м при угле наклона чертежной доски 75' от горизонтальной плоскости.
3.12. Отсчет по нониусу (п. II табл. 2) и пены деления основной шкалы (п. 12 табл. 2) проверяют визуально.
3.13. Поворот чертежной головки вокруг своей оси (п. 13 табл. 2) проверяют опробыванием в работе.
3.14. Величину момента силы, выдерживаемого зажимом без поворота при выведенной из состояния фиксации защелки (п. 2.2), проверяют при помощи специального приспособления, отрегулированного на максимальный момент силы 1,5 Н м.
3.15. Отсутствие самопроизвольного перемещения чертежной головки (п. 2.3) проверяют установкой чертежной головки в разных точках в пределах полезной плошали, число которых должно быть не менее трех. Проверку следует проводить при наклоне чертежной доски от горизонтальной плоскости:
75’ — для уравновешенных приборов;
15' — для неуравновешенных приборов.
3.16. Проверку требований п. 2.5 следует проводить опробованием.
3.17. Проверку отклонения конца горизонтальной линейки (п. 2.10) следует проверять следующим образом: к рабочей кромке копна линейки, установленной горизонтально, следует приложить усилие 2 Н в поперечном направлении, при этом головка не должна перемещаться в направлении приложенного усилия. Величину отклонения замеряют линейкой 3(Ю по ГОСТ 427.
Допускается использовать другие методы проверки, обеспечивающие контроль с той же точностью.
ГОСТ 28933-91 С. 5
3.18. Проверку возможности головки приподниматься от поверхности доски (п. 2.11) следует проводить измерением расстояния от доски до центра основания головки линейкой 3(Ю по ГОСТ 427.
3.19. Усилие, выдерживаемое стопорным устройством кареток (п. 2.6). проверяют динамомет-ром по ГОСТ 13837 или специальным приспособлением. Усилие прикладывается к чертежной головке.
3.20. Показатели надежности (п. 2.7) проверяют по методике, установленной в технических условиях на приборы конкретных моделей.
3.21. Требования к приборам по (пп. 2.8. 2.9, 2.12. 2.13) проверяют внешним осмотром. Средство измерения по п. 2.13 — приспособление с увеличением не менее 5 х. Освещенность в зоне осмотра (п. 2.12) проверяют люксметром.
3.22. Требования п. 2.14 следует проверять по методике, установленной в технических условиях на приборы конкретных моделей.
3.23. Качество защитных покрытий (п. 2.15) проверяют в соответствии с требованиями ГОСТ 9.302.
3.24. Требования к смазке поверхностей (п. 2.16) проверяют внешним осмотром.
3.25. Устойчивость приборов к механико-динамических» нагрузкам (п. 2.17) проверяют на стенде, имитирующем транспортную тряску с ускорением 30 м/с2 и частотой ударов от 80 до 120 в минуту в течение 2 ч или транспортированием на автомобиле по грунтовой дороге на расстояние 200 км со средней скоростью 40 км/ч.
Упакованные приборы должны быть закреплены жестко, без дополнительной амортизации.
Результаты испытаний считают положительными, если после испытаний приборы соответствуют требованиям табл. 2, пп. 2.2. 2.3. 2.5. 2.6. 2.14. 2.15.
3.26. Устойчивость приборов к климатическим воздействиям (п. 2.4) проводят следующим образом:
приборы помещают в камеру с влажностью (95 ± 3) % и температурой (35 ± 3) "С и выдерживают в течение 4 ч. затем температуру в камере понижают до (10 ± 3) "С и выдерживают в течение 4 ч, затем приборы извлекают из камеры и выдерживают в течение 2 ч в условиях, указанных в п. 3.1.
Результаты испытаний считают положительными, если после испытаний приборы соответствуют требованиям табл. 2. пп. 2.2, 2.3. 2.5. 2.6. 2.12—2.15.
3.27. Устойчивость приборов к климатическим воздействиям при транспортировании (п. 2.18) следует проводить в следующей последовательности:
прибор, упакованный в тару, помещают в климатическую камеру, температуру в камере понижают до минус (50 ± 3) ’С и выдерживают прибор при этой температуре в течение 6 ч; температуру в камере повышают до (20 ± 3) "С и выдерживают прибор при этой температуре в течение 2 ч; температуру в камере повышают до (50 ± 3) 'С и выдерживают прибор при этой температуре в течение 6 ч; температуру в камере понижают до (25 ± 3) “С. при этом относительная влажность воздуха должна быть (95 ± 3) %, и выдерживают прибор при этих условиях в течение 4 ч.
Считают, что прибор выдержат испытания, если его параметры и характеристики соответствуют табл. 2. пп. 2.2, 2.3. 2.5, 2.6. 2.14. 2.15.
С. 6 ГОСТ 28933-91
ПРИЛОЖЕНИЕ. 1
Рекомендуемое
ОСНОВНЫЕ НАИМЕНОВАНИЯ ДЕТАЛЕЙ ЧЕРТЕЖНОЙ ГОЛОВКИ
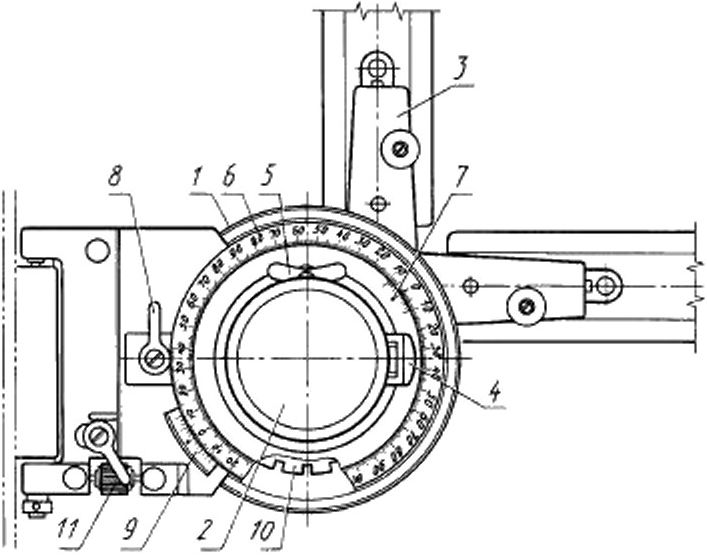
I — черкания голопк»: 2— ручка; 3— держатель масштабной линейки: 4- рычат фиксации стопорного писка: 5 — рыча! фиксации произвольного угла: 6— основная шкала; 7— нониус; X — рычат фиксации пополнительного поворота; 9- нониус дополнительного поворота; 10— стопорный ииск: II — регулятор точной настройки
Черт. 1
ГОСТ 28933-91 С. 7
ПРИЛОЖЕНИЕ 2 Рекомендуема
НОМЕНКЛАТУРА ОСНОВНЫХ ПОКАЗАТЕЛЕЙ. УСТАНАВЛИВАЕМЫХ ПРИ РАЗРАБОТКЕ ТЕХНИЧЕСКОГО ЗАДАНИЯ И ТЕХНИЧЕСКИХ УСЛОВИЙ НА ПРИБОРЫ КОНКРЕТНЫХ МОДЕЛЕЙ
Таблица 3
Наименование показателя | Применяемость п НТД | |
ТЗ на ОКР | ТУ | |
1. ПОКАЗАТЕЛИ НАЗНАЧЕНИЯ 1.1. Допуск расположения отметок основной шкалы относительно отметок нониуса, мин | + | + |
1.2. Допуск расположения отметок основной шкалы относительно элементов деления стопорною диска, мин | + | + |
1.3. Допуск расположения отметок основной шкалы, мин | + | + |
1.4. Допуск расположения элементов деления стопорного лиска, мм | + | 4- |
1.5. Допуск расположения масштабной линейки при параллельном перемещении чертежной головки параллслограммных приборов, мм | + | + |
1.6. Допуск расположения масштабной линейки при горизонтальном и вертикальном перемещениях чертежной готовки для координатных приборов, мм | + | + |
1.7. Зазор между поверхностями контрольных масштабных линеек и чертежной доски, мм | + | + |
1.8. Фиксация поворота чертежной головки: зашел кой | ||
зажимом | ± | |
1.9. Минимальная величина отсчета по нониусу, мин | + | + |
1.10. Цена деления основной шкалы | + | + |
1.11. Поворот чертежной готовки вокруг своей оси | + | + |
2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ 2.1. Полный средний срок службы, лег | - | |
3. ПОКАЗАТЕЛИ ЭКОНОМНОГО ИСПОЛЬЗОВАНИЯ СЫРЬЯ. МАТЕРИАЛОВ. | ||
ТОПЛИВА. ЭНЕРГИИ И ТРУДОВЫХ РЕСУРСОВ 3.1. Масса, кг | ||
4. ЭРГОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ 4.1. Усилие перемещения чертежной головки с масштабными линейками по полю доски. Н | + | + |
4.2. Момент силы поворота чертежной головки с масштабными линейками вокруг своей оси. Н м | + | + |
5. ПОКАЗАТЕЛИ УСТОЙЧИВОСТИ К ВНЕШНИМ ВОЗДЕЙСТВИЯМ | ||
5.1. Устойчивость к воздействию климатических факторов | + | + |
5.2. Устойчивость к воздействию механико-динамических нагрузок | — | + |
Прим е ч а и и с. В таблице обозначены: + применяемость, — неприменяемость, • ограниченная приме
няемость.
С. 8 ГОСТ 28933-91
ПРИЛОЖЕНИЕ 3
Рекомендуемое
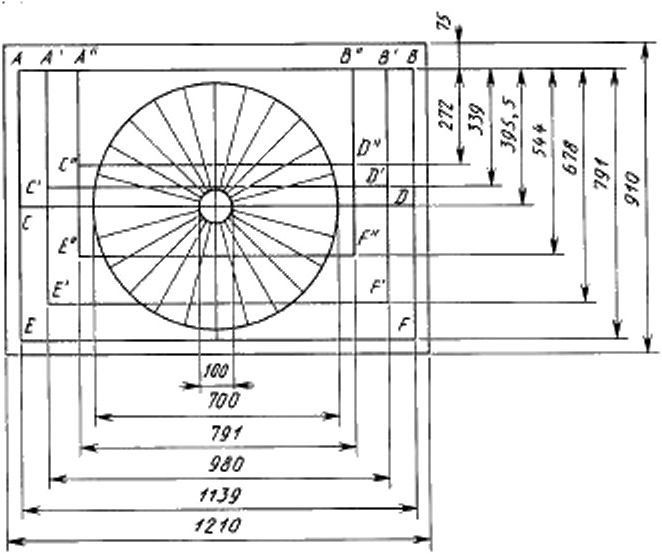
ТРЕБОВАНИЯ К КОНТРОЛЬНОЙ ЧЕРТЕЖНОЙ ДОСКЕ I! КОНТРОЛЬНЫМ МАСШТАБНЫМ ЛИНЕЙКАМ
Черт. 2
I. Буквы указывают горизонтальные контрольные линии, используемые для измерения точности параллельности путем перемещения контрольной масштабной линейки.
Например, для чертежных досок, обозначенных 0912. используются АВ. CD и £Г линии;
для чертежных досок, обозначенных 0609. используются А"В", C'D" н ГГлинии.
Для измерения точности проведения вертикальных линий с учетом их параллельности приборами координатной системы согласно п. 6 табл. 2 используются BF и вертикальная центральная линия для доски типа 0912. Например, для доски типа 0609 используются ВТ"и вертикальная центральная линии. Для измерения точности проведения горизонтальных линий с учетом их параллельности приборами координатной системы согласно п. 6 табл. 2 используются ЕЕн горизонтальная центральная линия CD для доски типа 0912. Для доски типа 0609 используются E'F~и горизонтальная центральная линия CD.
2. Ширина контрольных линий должна быть не более 0.25 мм для горизонтальных линий и 0.35 мм для других линий.
3. Допуск параллельности контрольных линий на длине 1000 мм — не более 0,15 мм.
4. Допуск прямолинейности контрольных линий на длине 1000 мм — нс более 0.15 мм.
5. Угловая погрешность угловых контрольных линий — нс более 1.5 мин.
6. Допуск плоскостности контрольной чертежной доски на длине 1000 мм — нс более 0,3 мм.
7. Конт рольная масштабная линейка должна быть длиной 300 мм.
8. Допуск прямолинейности контрольной масштабной линейки — нс более 0.05 мм.
9. Допуск плоскостности контрольной масштабной линейки — не более 0.1 мм.
10. Масса контрольной масштабной линейки должна соответствовать массе масштабной линейки, применяемой на приборе.
ГОСТ 28933-91 С. 9
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством радиопромышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 14.03.91 № 253
3. ВЗАМЕН ГОСТ 4.315-85 (в части чертежных приборов). ГОСТ 18864-82
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД. на который дана ссылка | Номер пункта |
ГОСТ 2.301-68 ГОСТ 9.032-74 ГОСТ 9.301-86 ГОСТ 9.302-88 ГОСТ 9.303-84 ГОСТ 12.2.003-91 ГОСТ 12.2.049-80 ГОСТ 12.2.064-81 ГОСТ 427-75 ГОСТ 1033-79 ГОСТ 13837-79 ГОСТ 15150-69 | 1.1 2.14 2.15 3.23 2.15 2.8 2.9 2.9 3.17; 3.18 2.16 3.19 2.4. 2.18. 2.19. 3.1 |
5. Ограничение срока действия снято по протоколу № 7—95 Межгосударственного совета по стандартизации. метрологии и сертификации (ИУС 11—95)
6. ПЕРЕИЗДАНИЕ. Декабрь 2004 г.
Редиктор Т.П. Шашина Техническим реликтор В.И. Прусакова Корректор В.И. Варенцова Компьютерная верстка Л.Л. Круговой
Изи. лии. № 02354 от 14.07.2000. Сдана в набор 24.01.2005. Подписана п печать 04.02.2005. Уса. печ. л. 1.40.
Уч.-им. л. 0.95. Тираж 49 аки. С 415. Зак. 63.
ИИК Издательство стандартов. 107076 Москва. Колодезный пер.. 14.
hltp://www.iTanilardi.ru e mail: infa4Ixlandardi.ru
Набрана в Издательстве на ПЭВМ Отпечатано в филиале ИПК И злательство стандартов — тип. «Московский печатник». 105062 Москва. Лялин пер.. 6. Плр \J O8O1O2

{kind=link}