ГОСТ 28950-91
Группа Т75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИНСТРУМЕНТЫ ЧЕРТЕЖНЫЕ
Общие технические требования и методы испытаний
Drawing instruments.
General technical requrements and test methods
MКC 01.100.40
ОКП 42 6532, 42 6533
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством радиопромышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.03.91 N 362
3. ВЗАМЕН ГОСТ 4.315-85, в части чертежных инструментов - ГОСТ 21469-82
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.301-86 | 2.9, 3.21 |
ГОСТ 9.302-88 | 3.21 |
ГОСТ 9.303-84 | 2.9 |
ГОСТ 427-75 | 3.5 |
ГОСТ 597-73 | 3.6 |
ГОСТ 892-89 | 3.6 |
ГОСТ 2789-73 | 2.8.1, 2.10 |
ГОСТ 5378-88 | 3.8 |
ГОСТ 9378-93 | 3.18, 3.22 |
ГОСТ 15150-69 | Вводная часть, 2.11, 2.12, 3.1 |
ГОСТ 25706-83 | 2.4, 3.5, 3.14 |
5. ПЕРЕИЗДАНИЕ. Ноябрь 2004 г.
Настоящий стандарт распространяется на чертежные инструменты (далее - инструменты), предназначенные для выполнения чертежно-графических и копировальных работ, и устанавливает обязательные требования по пп.2.1 в части диаметров инструментов и сменных частей, 2.1 табл.2. Другие требования стандарта являются рекомендуемыми.
Вид климатического исполнения - УХЛ, категория размещения 4.2 по ГОСТ 15150.
Термины, применяемые в настоящем стандарте, и их пояснения приведены в приложении 1.
1. КЛАССИФИКАЦИЯ
1.1. Инструменты классифицируют по:
а) функциональному назначению - на циркули и рейсфедеры типов:
- чертежный циркуль (Ц);
- малый чертежный циркуль (ЦМ);
- чертежный кронциркуль с падающей иглой (КРИ);
- большой чертежный кронциркуль (КРБ);
- штангенциркуль (ШТ);
- комбинированный кронциркуль (КРК);
- кронциркуль с адаптором (вставкой) для автоматических трубчатых ручек (КРА);
- разметочный циркуль (РЦ);
- малый разметочный циркуль (РЦМ);
- разметочный кронциркуль (РКР);
- обыкновенный рейсфедер (Р);
- ножевидный рейсфедер (HP);
- широкий рейсфедер с делительной гайкой (ШРД);
- рейсфедер с делительной гайкой (РД);
- двойной рейсфедер (ДР);
- кривой рейсфедер (КР);
- двойной кривой рейсфедер (ДКР);
- узкий (катастерный) рейсфедер (УР).
Примечание. Циркули, рейсфедеры и их обозначения, отличные от установленных, определяются в нормативно-технической документации на инструменты конкретного типа;
б) области применения - на:
- прецизионные (П);
- технические (Т);
- школьные (Ш).
1.2. Сменными частями циркулей являются:
- карандашная вставка;
- рейсфедерная вставка;
- игольная вставка;
- малая игольная вставка;
- малая рейсфедерная вставка;
- малая карандашная вставка;
- адаптор (вставка) для автоматических трубчатых ручек;
- удлинитель;
- удлинитель для вычерчивания окружностей в сборе с большим чертежным кронциркулем.
Примечание. Комплектация циркулей сменными частями устанавливается по согласованию с потребителем.
Пример условного обозначения циркуля чертежного прецизионного длиной 160 мм:
Циркуль Ц-П-160 ГОСТ 28950-91
То же, рейсфедера обыкновенного прецизионного длиной 115 мм:
Рейсфедер Р-П-115 ГОСТ 28950-91
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
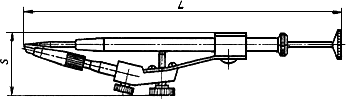
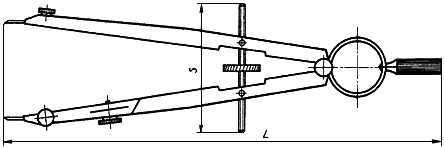
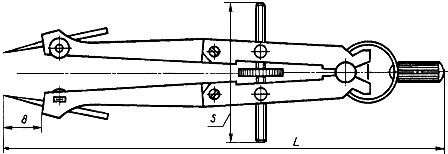
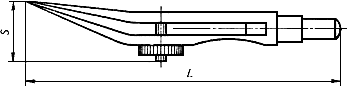
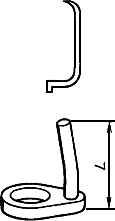
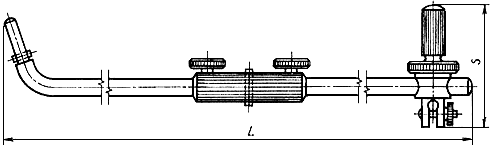
2.1. Основные размеры инструментов и сменных частей должны соответствовать указанным на черт.1-22 и в табл.1.
Чертежный и малый чертежный циркули

Черт.1
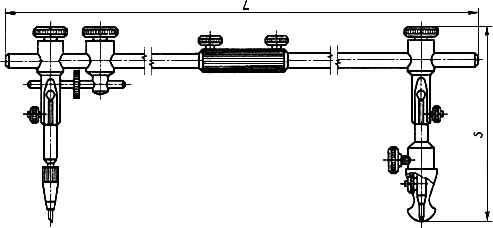
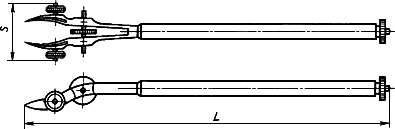
Большой чертежный кронциркуль
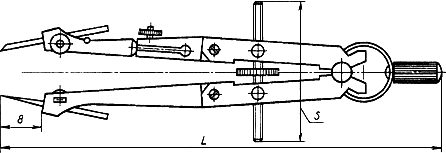
Черт.2
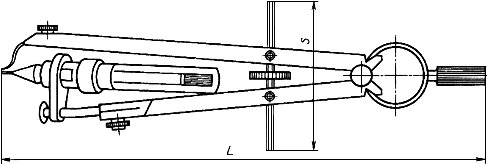
Чертежный кронциркуль с падающий иглой
Черт.3
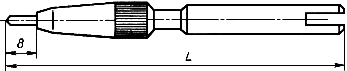
Примечание. Чертежи не определяют конструкцию инструментов; размер 8 мм дан как справочный.
Комбинированный кронциркуль
Черт.4
Разметочный и малый разметочный циркули
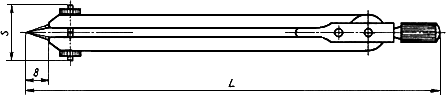
Черт.5
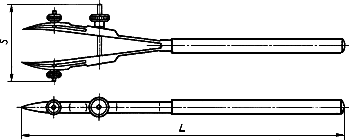
Разметочный кронциркуль
Черт.6
Штангенциркуль
Черт.7
Кронциркуль с адаптором (вставкой) для автоматических трубчатых ручек
Черт.8
Обыкновенный рейсфедер

Черт.9
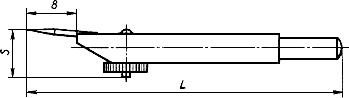
Ножевидный рейсфедер

Черт.10
Широкий рейсфедер с делительной гайкой

Рейсфедер с делительной гайкой

Черт.12
Кривой рейсфедер
Черт.13
Двойной кривой рейсфедер
Черт.14
Двойной рейсфедер
Черт.15
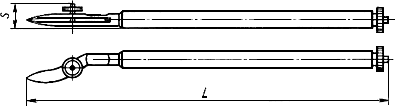
Узкий (катастерный) рейсфедер

Черт.16
Игольная и малая игольная вставки
Черт.17
Карандашная и малая карандашная вставки
Черт.18
Рейсфедерная и малая рейсфедерная вставки
Черт.19
Адаптор (вставка) для автоматических трубчатых ручек
Черт.20
Удлинитель для вычерчивания окружностей в сборе с большим чертежным кронциркулем
Черт.21
Удлинитель

Черт.22
Таблица 1
В миллиметрах
Наименование инструмента |
|
|
Чертежный циркуль | 160 | 18 |
Малый чертежный циркуль | 125 | 15 |
Большой чертежный кронциркуль | 165 | 53 |
Чертежный кронциркуль с падающей иглой | 115 | 25 |
Комбинированный кронциркуль | 110 | 38 |
Разметочный циркуль | 160 | 20 |
Малый разметочный циркуль | 125 | 15 |
Разметочный кронциркуль | 110 | 38 |
Штангенциркуль | 580 | 85 |
Кронциркуль с адаптором (вставкой) для автоматических трубчатых ручек | 110 | 38 |
Рейсфедер обыкновенный | 115 | 9 |
Рейсфедер ножевидный | 115 | 8 |
Широкий рейсфедер с делительной гайкой | 160 | 16 |
Рейсфедер с делительной гайкой | 130 | 12 |
Двойной рейсфедер | 125 | 22 |
Кривой рейсфедер | 120 | 8 |
Двойной кривой рейсфедер | 140 | 22 |
Узкий (катастерный) рейсфедер | 115 | 9 |
Игольная вставка | 57 | 8 |
Карандашная вставка | 57 | |
Рейсфедерная вставка | 57 | 8 |
Малая игольная вставка | 41 | 8 |
Малая карандашная вставка | 41 | |
Малая рейсфедерная вставка | 41 | 8 |
Адаптор (вставка) для автоматических трубчатых ручек | 25 | |
Удлинитель для вычерчивания окружностей в сборе с большим чертежным кронциркулем | 345 | 42 |
Удлинитель | 112 | 12 |
Номинальные диаметры инструментов и сменных частей в местах соединений должны быть 3,5 мм или 4,0 мм с полями допусков:
H8/f8 или Н8/h8 - для прецизионных;
Н9/f9 или H9/h9 - для технических;
Н10/f10 или Н10/h10 - для школьных.
2.2. Основные показатели инструмента должны соответствовать значениям, указанным в табл.2.
Таблица 2
Наименование показателя | Группа инструментов | ||
П | Т | Ш | |
1. Циркули | |||
1.1. Номинальные усилия, необходимые для вывода из устойчивого положения ножек циркуля, Н | 2,0-4,0 | 2,0-5,5 | 2,0-5,5 |
1.2. Допускаемое отклонение номинального усилия, Н, не более | 1,3 | 2,5 | 2,5 |
1.3. Просвет между остриями игл при сведенных ножках, мм, не более; | |||
- разметочных циркулей | 0,3 | 0,3 | 0,4 |
- чертежных циркулей со сменными игольными вставками | 0,5 | 0,6 | 0,8 |
- кронциркулей | 0,2 | 0,3 | 0,3 |
1.4. Наибольший диаметр вычерчиваемой окружности, мм, не менее: | |||
- чертежным циркулем | 400,0 | 400,0 | 400,0 |
- малым чертежным циркулем | 270,0 | 270,0 | 270,0 |
- чертежным кронциркулем с падающей иглой | 10,0 | 10,0 | 6,0 |
- большим чертежным кронциркулем | 260,0 | 260,0 | 260,0 |
- комбинированным кронциркулем | 110,0 | 110,0 | 110,0 |
1.5. Наименьший диаметр вычерчиваемой окружности, мм, не более: | |||
- чертежным циркулем | 3,0 | 3,0 | 3,0 |
- малым чертежным циркулем | 2,0 | 2,0 | 2,0 |
- чертежным кронциркулем с падающей иглой | 0,7 | 0,7 | 1,0 |
- большим чертежным кронциркулем | 2,5 | 2,5 | 2,5 |
- комбинированным кронциркулем | 2,0 | 2,0 | 2,0 |
2. Рейсфедеры | |||
2.1. Диапазон толщин вычерчиваемых линий тушью, мм: | |||
- обыкновенным рейсфедером | 0,17-1,50 | 0,17-1,50 | 0,17-1,50 |
- ножевидным рейсфедером | 0,08-1,00 | 0,08-1,00 | 0,08-1,00 |
- широким рейсфедером с делительной гайкой | 0,1-1,5 | 0,1-1,5 | 0,1-1,5 |
- рейсфедером с делительной гайкой | 0,17-1,50 | 0,17-1,50 | 0,17-1,50 |
- двойным рейсфедером с расстоянием между линиями от 0,5 до 8,0 мм | 0,17-1,20 | 0,17-1,20 | 0,17-1,20 |
- кривым рейсфедером | 0,08-1,00 | 0,08-1,00 | 0,08-1,00 |
- двойным кривым рейсфедером с расстоянием между линиями от 0,5 до 5,0 мм | 0,1-1,0 | 0,1-1,0 | - |
- циркульным рейсфедером | 0,17-1,50 | 0,17-1,50 | 0,17-1,50 |
- малым циркульным рейсфедером | 0,17-1,50 | 0,17-1,50 | 0,17-1,50 |
2.2. Наименьшая ширина линий, вычерчиваемых узким рейсфедером, мм | 0,10 | 0,12 | 0,15 |
2.3. Требования к циркулям
2.3.1. Конструкция карандашной вставки должна обеспечивать возможность легкого удаления и перемещения грифеля.
2.3.2. Шарнир короткой ножки должен иметь поворот во внутреннюю сторону на угол не менее 60°.
2.3.3. Смещение закрепленного иглодержателя от усилий менее 3 Н не допускается.
2.3.4. Полный средний ресурс циркулей типов Ц, ЦМ, РЦ, РЦМ должен быть не менее 12750 циклов.
Циклом считают однократное разведение и сведение ножек циркулей на угол 70°. Предельным состоянием циркуля с регулируемыми соединениями следует считать невозможность дальнейшей регулировки усилий, необходимых для вывода ножек циркуля из устойчивого положения, с нерегулируемыми соединениями - несоответствие заданному диапазону усилий, необходимых для вывода ножек из устойчивого положения.
2.3.5. В незафиксированном положении держатели вставок и муфта для циркулей типов ШТ и КРБ с удлинителем должны перемещаться по штангам и удлинителю под действием собственной массы.
2.3.6. В зафиксированном положении не допускается перемещение держателей вставок и муфты по штангам и удлинителю при приложении к ним осевого усилия менее 10 Н.
2.4. Требования к кронциркулям
2.4.1. Вращение раздвижного винта должно быть плавным при приложении крутящего момента не более 0,02 Н·м для комбинированных и разметочных кронциркулей и не более 0,04 Н·м - для чертежного кронциркуля с падающей иглой.
2.4.2. Перемещение ножки кронциркуля вдоль падающей иглы должно осуществляться под действием собственной массы.
2.4.3. Кронциркуль должен описывать концентрические окружности. При повороте падающей иглы проводимые окружности должны совпадать. Допустимое несовпадение - в пределах толщины линии.
2.5. Элементы крепления вставок и игл должны удовлетворять следующим требованиям:
- в зафиксированном положении вставка или игла не должна перемещаться при приложении к ним осевого усилия менее 10 Н;
- в незафиксированном положении вставки или игла должны легко выниматься из гнезда. Допускается неразъемное соединение иглы со вставкой.
2.6. Иглы для чертежных циркулей и штангенциркулей групп П и Т должны быть заострены с двух концов, при этом один из концов должен иметь упорную заточку. Допускается для инструментов группы Т с нерегулируемыми иглами заострение с одной стороны.
2.7. Закрепленный графитовый стержень не должен перемещаться вдоль оси вставки при приложении к нему осевого усилия менее 5 Н.
2.8. Требования к рейсфедерам
2.8.1. Параметр шероховатости поверхности внутренних сторон щечек рейсфедеров должен быть 1,25 мкм по ГОСТ 2789 на длине 6 мм от конца щечек.
Твердость концов щечек рейсфедеров должна быть не менее 50 ![]() .
.
2.8.2. Щечки рейсфедеров должны пружинить. В освобожденном от зажима положении расстояние между концами щечек рейсфедеров и между внутренними концами щечек двойных рейсфедеров должно превышать максимальные значения параметров, указанных в п.2.1 табл.2, на значения не менее 0,5 мм.
2.8.3. Рейсфедеры должны обеспечивать без переточки проведение линий длиной не менее 2200 м.
2.9. Металлические детали инструментов должны иметь защитно-декоративное покрытие. Общие требования к выбору покрытия - по ГОСТ 9.303. Общие требования к поверхности основного металла и покрытиям - по ГОСТ 9.301.
Допускается для инструментов групп Т и Ш изготовление винтов, гаек, игл, дуг и пружин кронциркулей и лезвий отверток оксидированными, а закаленных деталей с полированной поверхностью - без защитно-декоративных покрытий.
2.10. Шероховатость поверхности пластмассовых деталей должна быть не более 2,5 мкм по ГОСТ 2789.
Шероховатость поверхности пластмассовых деталей после механической обработки должна быть не более 5 мкм по ГОСТ 2789.
2.11. Инструменты в транспортной таре должны выдерживать воздействие на них механико-динамических нагрузок с ускорением 30 м/с при частоте ударов от 80 до 120 в минуту и климатических факторов при условиях хранения 4 по ГОСТ 15150.
2.12. Хранение инструментов в части воздействия климатических факторов внешней среды должно соответствовать условиям 1 по ГОСТ 15150, а упакованных и законсервированных - условиям 4 по ГОСТ 15150.
2.13. Номенклатуру показателей в нормативно-технической документации устанавливают по согласованию с потребителем.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Нормальные значения факторов внешней среды при испытаниях - по ГОСТ 15150.
3.2. Основные размеры по п.2.1 измеряют мерительным инструментом.
3.3. Усилие, прикладываемое к концам ножек для вывода их из устойчивого положения, и его допускаемое отклонение (пп.1.1; 1.2 табл.2) контролируют на специальном стенде или приспособлении. Погрешность контроля должна быть не более ±5% от максимального значения каждого диапазона.
Методику проверки устанавливают в технических условиях на инструменты конкретного типа.
3.4. Просвет между остриями игл при сведенных ножках (п.1.3 табл.2) проверяют измерением просвета набором щупом или измерением расстояния между наколами игл измерительной лупой по ГОСТ 25706 с погрешностью измерения не более 0,1 мм.
3.5. Диаметры вычерчиваемых окружностей (пп.1.4, 1.5 табл.2) проверяют измерением наименьших диаметров измерительной лупой по ГОСТ 25706 с погрешностью измерения не более 0,1 мм и наибольших диаметров металлической линейкой по ГОСТ 427. Диаметры определяют относительно внутренней линии окружности.
3.6. Для проверки требований п.2.1 табл.2 проводят линии тушью на бумажной натуральной кальке по ГОСТ 892 или на чертежной бумаге по ГОСТ 597 длиной не менее 80 мм для максимальных толщин и длиной не менее 500 мм для минимальных толщин линий. Диапазон толщин вычерчиваемых линий проверяют внешним осмотром и сравнением с образцами-эталонами.
3.7. Наименьшую ширину линии, вычерчиваемую узким рейсфедером (п.2.2 табл.2), проверяют средством измерений с погрешностью измерения ±0,01 мм.
3.8. Угол поворота шарнира короткой ножки циркуля (п.2.3.2) проверяют угломером с нониусом по ГОСТ 5378 или шаблоном с погрешностью показаний ±15 мин.
3.9. Устойчивость закрепленного иглодержателя (п.2.3.3) проверяют приложением усилия перпендикулярно к игле на специальном приспособлении.
3.10. Показатели надежности (п.2.3.4) проверяют на специальном стенде. Результаты испытаний считают положительными, если после испытаний ни один из испытуемых циркулей не достиг предельного состояния, предусмотренного п.2.3.4.
3.11. Требования п.2.3.5 проверяют визуально при вертикальном положении штанги и удлинителя.
3.12. Требования п.2.3.6 проверяют специальным приспособлением при приложении осевого усилия (10±1) Н к держателям и муфте.
3.13. Требования п.2.3.1 проверяют опробыванием без применения специальных средств, п.2.4.2 - опробыванием, п.2.6 - внешним осмотром.
3.14. Правильность проводимых окружностей (п.2.4.3) проверяют вычерчиванием окружностей линией толщиной 0,2 мм. Несовпадение проводимых окружностей в пределах толщины линии проверяют измерительной лупой по ГОСТ 25706.
3.15. Крутящий момент на винте кронциркуля (п.2.4.1) проверяют на специальном приспособлении с погрешностью измерения ±0,01 Н·м.
3.16. Крепление вставок или игл (п.2.5) проверяют в специальном приспособлении путем приложения осевого усилия к вставке или игле. В процессе проверки допускается регулировка крепления вставок и игл. Погрешность контроля должна быть ±0,5 Н.
3.17. Отсутствие перемещения закрепленного графитового стержня (п.2.7) проверяют в специальном приспособлении путем приложения к концу стержня осевого усилия. В процессе проверки допускается регулировка крепления стержня. Погрешность контроля должна быть ±0,5 Н.
3.18. Шероховатость обработки сторон щечек рейсфедеров (п.2.8.1) проверяют внешним осмотром и сличением с утвержденными образцами-эталонами или образцами шероховатости поверхности по ГОСТ 9378. Проверку твердости концов щечек рейсфедеров проводят твердомерами по методу Роквелла и Виккерса.
3.19. Расстояние между освобожденными щечками рейсфедеров и щечками двойных рейсфедеров (п.2.8.2) проводят набором щупов.
3.20. Износоустойчивость рейсфедеров (п.2.8.3) проверяют проведением линии длиной 2200 м без наполнения рейсфедеров тушью. После каждых 1000 м рейсфедеры проверяют по п.3.6.
3.21. Качество защитно-декоративных покрытий (п.2.9) проверяют в соответствии с требованиями ГОСТ 9.302, требования к контролю качества основного металла и покрытий - по ГОСТ 9.301.
3.22. Шероховатость поверхностей пластмассовых деталей (п.2.10) проверяют по образцам шероховатости поверхности по ГОСТ 9378, или сличением с образцами-эталонами, или приборами, обеспечивающими заданную точность.
3.23. Устойчивость инструментов к транспортной тряске и климатическим воздействиям при транспортировании (п.2.11) проверяют следующим образом:
- упакованные в тару инструменты должны быть помещены на специальный стенд, имитирующий транспортную тряску с ускорением 30 м/с и частотой ударов от 80 до 120 в минуту в течение 2 ч, или их следует транспортировать на автомобиле по грунтовой дороге на расстояние 200 км со средней скоростью 40 км/ч.
Ящики должны быть закреплены жестко, без дополнительной амортизации. Затем упакованные в тару инструменты должны быть помещены в климатическую камеру температурой минус (50±3) °С и выдержаны в течение 6 ч. Затем температуру повышают до (20±3) °С и выдерживают в течение 2 ч;
- температуру в камере повышают до (50±3) °С и выдерживают в течение 6 ч. Затем температуру понижают до (20±3) °С и выдерживают в течение 2 ч;
- инструменты, упакованные в тару, помещают в камеру с влажностью (95±3)% и температурой (25±3) °С или выдерживают в течение 2 ч в условиях, указанных в п.3.1.
Результаты испытаний считают положительными, если инструменты соответствуют требованиям стандарта.
ПРИЛОЖЕНИЕ 1
Справочное
ПОЯСНЕНИЯ ТЕРМИНОВ, ИСПОЛЬЗУЕМЫХ В НАСТОЯЩЕМ СТАНДАРТЕ
прецизионный чертежный инструмент: Инструмент, предназначенный для выполнения профессиональных особо точных чертежно-графических работ.
технический чертежный инструмент: Инструмент, предназначенный для выполнения чертежно-графических работ инженерно-техническими работниками.
школьный чертежный инструмент: Инструмент, предназначенный для выполнения чертежно-графических работ учащимися учебных заведений.
Электронный текст документа сверен по:
М.: ИПК Издательство стандартов, 2004
{kind=link}