ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТ Р 70910— 2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Аддитивные технологии
КОМПОЗИЦИИ МЕТАЛЛОПОРОШКОВЫЕ
Определение текучести с помощью воронки Холла
Издание официальное
Москва Российский институт стандартизации 2023
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Русатом — Аддитивные технологии» (ООО «РусАТ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 «Аддитивные технологии»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 5 сентября 2023 г. № 798-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2023
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Сущность метода
5 Аппаратура и вспомогательные материалы
6 Подготовка к проведению определения текучести
7 Порядок проведения определения текучести
8 Представление результатов измерений
9 Требования безопасности, охраны окружающей среды
10 Контроль качества результатов измерений
11 Протокол испытаний
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Аддитивные технологии
КОМПОЗИЦИИ МЕТАЛЛОПОРОШКОВЫЕ Определение текучести с помощью воронки Холла
Additive technologies. Metal powder compositions.
Flow rate determination by means of a Hall funnel
Дата введения — 2023—12—01
1 Область применения
Настоящий стандарт распространяется на металлопорошковые композиции (МПК) и устанавливает метод определения текучести с помощью воронки Холла (далее — воронка).
Метод распространяется на порошки, которые свободно протекают через воронки с отверстием установленного диаметра.
Настоящий стандарт допускается применять для определения текучести металлических порошков, не предназначенных для применения в аддитивных технологических процессах.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.0.004 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.4.009 Система стандартов безопасности труда. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 5632 Нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 8505 Нефрас-С 50/170. Технические условия
ГОСТ 19300 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 23148 (ИСО 3954—77) Порошки, применяемые в порошковой металлургии. Отбор проб
ГОСТ OIML R 76-1—2011 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 57558/ISO/ASTM 52900:2015 Аддитивные технологические процессы. Базовые принципы. Часть 1. Термины и определения
ГОСТ Р ИСО 3534-1 Статистические методы. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в теории вероятностей
ГОСТ Р ИСО 5725-1—2002 Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесяч-
Издание официальное нога информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 57558, ГОСТ Р ИСО 5725-1 и ГОСТ Р ИСО 3534-1, а также следующий термин с соответствующим определением:
3.1
металлопорошковая композиция; МПК: Объединенный в общую композицию металлический порошок, предназначенный для использования в аддитивном производстве.
[ГОСТ Р 59035—2020, пункт 3.1]
4 Сущность метода
Определение текучести с помощью воронки проводят путем измерения времени, необходимого для истечения пробы МПК массой 50 г через воронку с установленным диаметром отверстия. В зависимости от материала МПК и ее текучести используют воронки с диаметром 2,5; 4 или 5 мм.
5 Аппаратура и вспомогательные материалы
5.1 Воронка, размеры и параметры шероховатости которой приведены на рисунке 1.
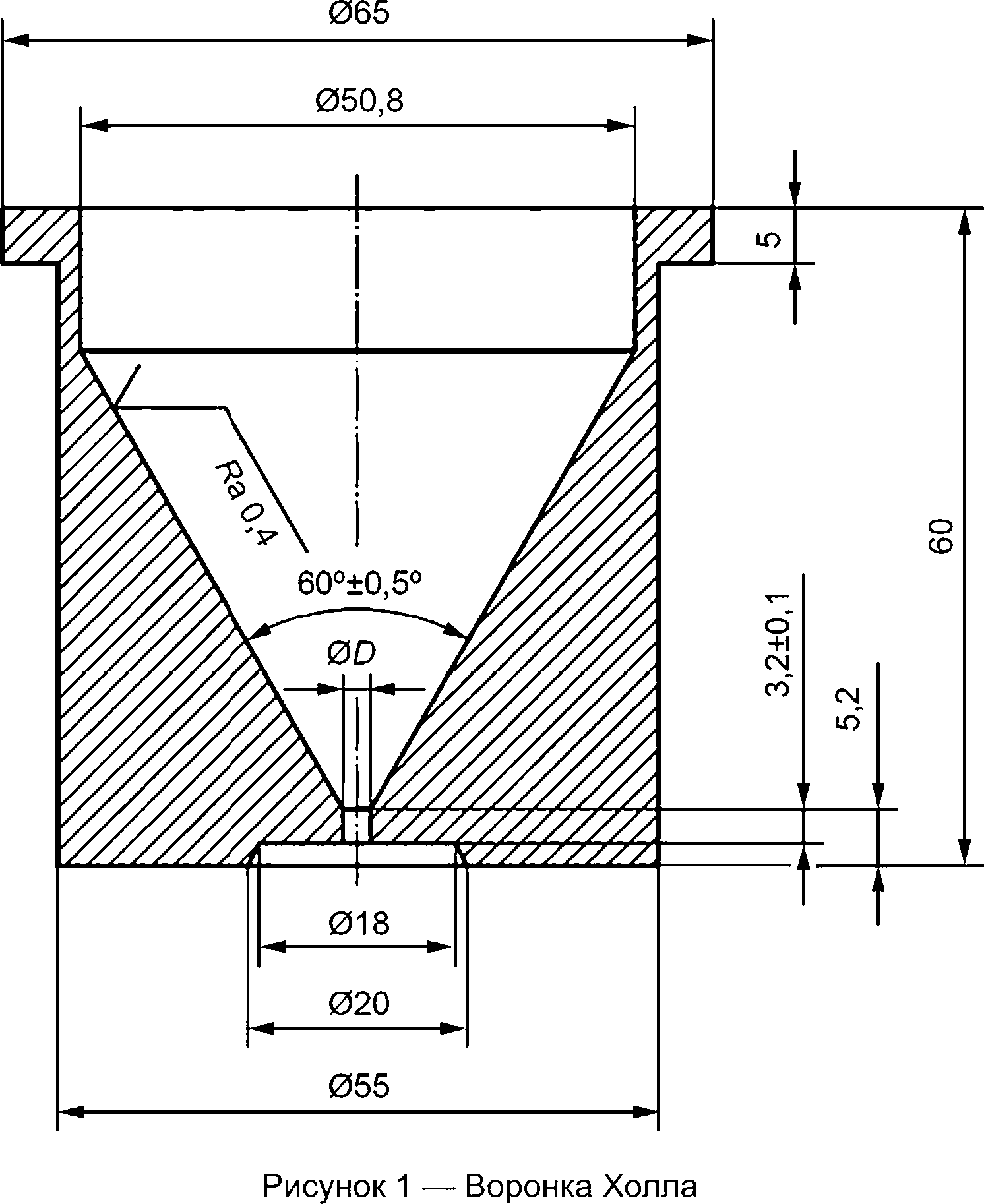
Размер D равен 2,5 мм. Для МПК из алюминиевых сплавов и МПК с насыпной плотностью менее 2,0 г/см3 допускается использовать воронку размером D, равным 4,0 мм.
Если течение МПК через отверстие 2,5 мм не происходит или прерывается, используют воронку размером D, равным 5,0 мм.
Верхнее предельное отклонение размера D составляет 0,05 мм, нижнее предельное отклонение равно нулю. Информацию об используемой воронке указывают в протоколе.
Воронка должна быть изготовлена из немагнитного коррозионно-стойкого металла. Рекомендуется использовать воронку, изготовленную из стали по ГОСТ 5632, марки 12Х18Н10Т.
5.2 Стойка с горизонтальным виброустойчивым основанием. Схема установки воронки на стойке приведена на рисунке 2.
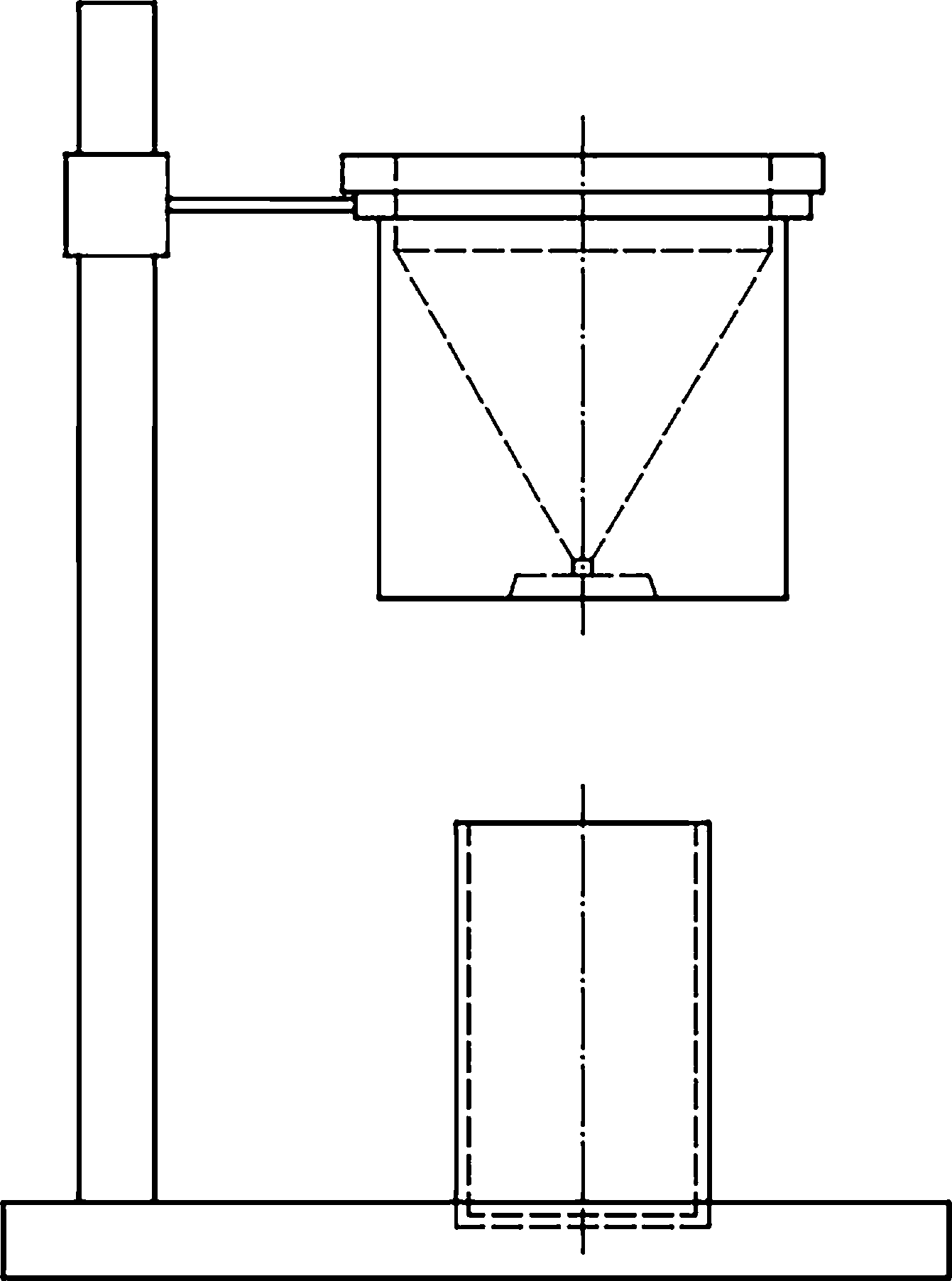
Рисунок 2 — Схема установки воронки на стойке
5.3 Весы неавтоматического действия по ГОСТ OIML R 76-1, обеспечивающие взвешивание с погрешностью не более 0,05 г.
5.4 Секундомер, обеспечивающий измерение фактического времени истечения, с погрешностью не более 0,2 с. Рекомендуется использовать электронный секундомер с возможностью настройки запуска при открытии перегородки.
5.5 Допускается использование автоматического прибора для определения текучести порошков, включающего воронку в соответствии с 5.1 и автоматизированные средства определения начала и завершения истечения пробы.
Пример схемы автоматического прибора для определения текучести порошков приведен на рисунке 3.
5.6 Штангенциркуль с цифровым отсчетным устройством с шагом дискретности 0,01 по ГОСТ 166.
5.7 Профилометр по ГОСТ 19300 с допускаемой основной погрешностью ±15 %.
5.8 Допускается применение других средств измерений с метрологическими характеристиками не ниже указанных в настоящем стандарте.
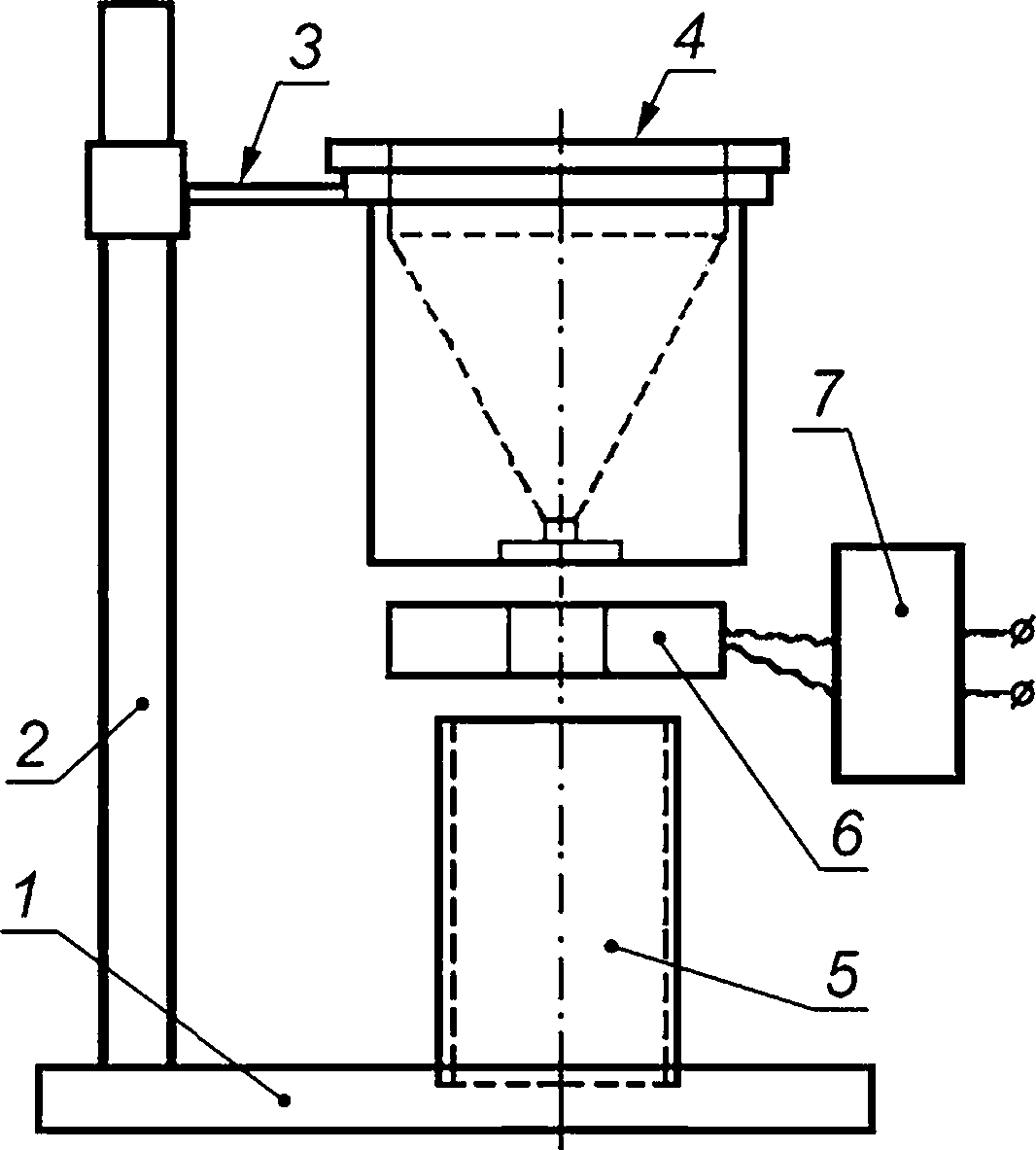
1 — основание; 2 — стойка; 3 — держатель воронки; 4 — воронка; 5 — чашка (контейнер) для сбора порошка; б — датчик определения времени истечения порошка; 7 — блок измерения и индикации
Рисунок 3 — Схема автоматического прибора для определения текучести порошков
6 Подготовка к проведению определения текучести
6.1 Отбор проб проводят по ГОСТ 23148. Масса пробы для одного определения должна составлять (50,0 ± 0,1) г. Допускается повторно использовать МПК для нескольких определений.
6.2 Испытания МПК проводят в состоянии поставки. В определенных случаях в соответствии с документами по стандартизации и технической документацией на конкретную МПК или по согласованию с потребителем МПК может быть высушена.
Если МПК имеет склонность к окислению, то сушку следует проводить в вакууме или в инертном газе.
6.3 Определение текучести проводят при температуре окружающей среды в пределах от 15 °C до 35 °C, относительной влажности — от 40 % до 60 % и атмосферном давлении — от 86 до 106 кПа, если иное не установлено в документах по стандартизации или технической документации на конкретную МПК.
6.4 Перед началом определения текучести рабочую поверхность воронки обезжиривают, протирая ватой, смоченной в растворителе по ГОСТ 8505. Допускается использование других растворителей, кроме случаев разногласия в оценке результатов определения. Когда воронка высохнет, через ее выходное отверстие протягивают тонкий жгутик сухой, не смоченной растворителем ваты. Операцию повторяют 2—3 раза. При этом следят, чтобы в отверстии не остались ворсинки ваты.
7 Порядок проведения определения текучести
7.1 Для проведения определения текучести используют воронку с установленным диаметром в соответствии с 5.1.
7.2 Предварительно (без регистрации времени истечения) через воронку пропускают от 50 до 60 г исследуемой пробы. Равномерное истечение МПК из воронки указывает на ее готовность к проведению определения. При неравномерном истечении МПК повторяют операцию протягивания через отверстие воронки сухого жгутика ваты в соответствии с 6.4 и предварительного пропускания указанного количества МПК.
7.3 Взвешивают навеску МПК массой (50,0 ± 0,1) г.
7.4 Высыпают навеску МПК в воронку, закрыв выходное отверстие пальцем, защищенным перчаткой или специальной перегородкой в том случае, если ей оборудована стойка для крепления воронки.
Следят, чтобы отверстие воронки было заполнено МПК. Запускают секундомер, одновременно открыв отверстие, и останавливают его в момент истечения; время истечения записывают с точностью до 0,2 с.
В случае использования электронного секундомера с возможностью настройки запуска при открытии перегородки, запуск секундомера осуществляют автоматически, при прекращении истечения МПК секундомер останавливают вручную.
Если МПК не течет при открытии отверстия, допускается одно легкое постукивание по воронке для начала ее истечения. Если после этого истечение не началось или прекратилось во время определения, то необходимо использовать воронку с диаметром выходного отверстия 5 мм. Если после этого истечение не началось или прекратилось, то считают, что МПК не обладает текучестью, соответствующей методу определения, описанному в настоящем стандарте.
7.5 Проводят не менее трех определений текучести МПК.
7.6 При использовании автоматического прибора время истечения порошка из воронки регистрируется автоматически.
8 Представление результатов измерений
8.1 За результат измерения принимают среднее арифметическое значение результатов трех измерений, при этом, если расхождение между наибольшим и наименьшим результатом измерения отличается более чем на 6 %, определение повторяют. При повторном невыполнении условия выясняют причины, приводящие к неудовлетворительным результатам контроля, и устраняют их.
8.2 Настоящий метод определения обеспечивает получение результатов измерений в диапазоне от 10,0 до 90,0 с включительно с показателем точности (границы относительной погрешности при доверительной вероятности 0,95), равным ±3,7 %1\
9 Требования безопасности, охраны окружающей среды
9.1 Помещение лаборатории должно соответствовать требованиям пожарной безопасности по ГОСТ 12.1.004 и иметь средства пожаротушения по ГОСТ 12.4.009.
9.2 Вентиляционная система помещения должна обеспечивать многократный обмен воздуха в соответствии с ГОСТ 12.4.021.
9.3 Организацию обучения безопасности труда персонала проводят в соответствии с ГОСТ 12.0.004.
9.4 При работе с растворителем следует применять индивидуальные средства защиты (хлопчатобумажный костюм, кожаные ботинки, рукавицы, защитные очки).
10 Контроль качества результатов измерений
10.1 Проводят следующие виды контроля качества результатов:
- контроль повторяемости результатов измерений непосредственно при проведении определения;
- контроль внутрилабораторной прецизионности при проведении повторного определения;
- контроль параметров применяемой воронки.
10.2 Контроль повторяемости результатов определения проводят в соответствии с 8.1.
10.3 При контроле внутрилабораторной прецизионности используют пробу МПК или пробу контрольного материала. В качестве контрольного материала может быть использован порошок корунда или оксида кремния с фракционным составом, близким к фракционному составу анализируемых проб.
Контроль внутрилабораторной прецизионности выполняют повторным измерением времени истечения пробы МПК в условиях внутрилабораторной прецизионности (анализ проводится в разное время, или разными исполнителями, или с применением разных воронок в одной лаборатории) и сравнением полученного результата с результатами, полученными ранее.
Если расхождение между полученным значением текучести и наименьшим определением отличается более чем на 5 %, определение повторяют. При повторном превышении допустимого расхождения выясняют причины, приводящие к неудовлетворительным результатам контроля, и устраняют их.
10.4 Контроль параметров применяемой воронки проводят путем измерения характеристик воронки и их сравнения со значениями, указанными на рисунке 1. Контроль характеристик применяемой воронки проводят по графику контроля не реже одного раза в год и при получении неудовлетворительного результата контроля внутрилабораторной прецизионности.
При контроле геометрических размеров измеряют и контролируют с помощью штангенциркуля по ГОСТ 166, 5.6, при необходимости используя соответствующую оснастку и профилометр по ГОСТ 19300, 5.7, следующие характеристики:
- диаметр выходного отверстия воронки (О = 2,5+0-05 мм или D = 4,О+0’05 мм или D = 5,О+0’05 мм);
- значение шероховатости Ra внутренней поверхности воронки (Ra < 0,4 мкм).
11 Протокол испытаний
Протокол испытаний по определению текучести с помощью воронки должен содержать:
- ссылку на настоящий стандарт;
- необходимые сведения для идентификации пробы (номер партии МПК, номер пробы, информация об отборе пробы и т. д.);
- диаметр выходного отверстия применяемой воронки;
- полученный результат;
- информацию обо всех операциях, не указанные в настоящем стандарте, или об операциях, рассматриваемых как необязательные (например, применение сушки или постукиваний по воронке для начала истечения МПК);
- условия проведения испытания (температура, относительная влажность, атмосферное давление);
- сведения о любом явлении, которое могло бы повлиять на результат;
- дату проведения определения;
- ФИО оператора.
УДК 621.762:006.354
ОКС 77.160
Ключевые слова: аддитивные технологии, металлопорошковые композиции, текучесть, время истечения, воронка Холла, прибор Холла
Редактор Л.С. Зимилова Технический редактор В.Н. Прусакова Корректор С.И. Фирсова Компьютерная верстка И.А. Налейкиной
Сдано в набор 06.09.2023. Подписано в печать 19.09.2023. Формат 60х841/8. Гарнитура Ариал. Усл. печ. л. 1,40. Уч.-изд. л. 0,70.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
1
) Соответствует расширенной неопределенности t/0TH (в относительных единицах) при коэффициенте охвата к = 2.
{kind=link}