ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР
МЭК 60974-1— 2023
Оборудование для дуговой сварки Часть 1
СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ
(IEC 60974-1:2021, IDT)
Издание официальное
Москва Российский институт стандартизации 2023
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемся организацией Ассоциация «Национальное Агентство Контроля Сварки» (СРО Ассоциация «НАКС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 31 августа 2023 г. № 783-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 60974-1:2021 «Оборудование для дуговой сварки. Часть 1. Сварочные источники питания» (IEC 60974-1:2021 «Аге welding equipment — Part 1: Welding power sources», IDT).
Международный стандарт разработан Техническим комитетом по стандартизации ТК 26 «Электрическая сварка» Международной электротехнической комиссии (МЭК).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
5 ВЗАМЕН ГОСТ Р МЭК 60974-1—2012
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© IEC, 2021 © Оформление. ФГБУ «Институт стандартизации», 2023
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
3.1 Общие термины и определения
3.2 Термины и определения, относящиеся к аккумуляторным системам
3.3 Термины и определения, относящиеся к эффективности и измерению мощности в режиме холостого хода
4 Условия окружающей среды
5 Испытания
5.1 Условия испытаний
5.2 Измерительные инструменты
5.3 Соответствие комплектующих
5.4 Типовые испытания
5.5 Приемо-сдаточные испытания
6 Защита от поражения электрическим током
6.1 Изоляция
6.2 Защита от поражения электрическим током при нормальной эксплуатации (прямой контакт) . .22
6.3 Защита от поражения электрическим током в условиях отказа (непрямой контакт)
7 Тепловые требования
7.1 Тепловые испытания
7.2 Измерение температуры
7.3 Пределы роста температуры
7.4 Испытания под нагрузкой
7.5 Коммутаторы и токосъемные кольца
8 Тепловая защита
8.1 Общие требования
8.2 Конструкция
8.3 Расположение
8.4 Эксплуатационные возможности
8.5 Функционирование
8.6 Сброс
8.7 Индикация
9 Аварийный режим работы
9.1 Общие требования
9.2 Испытание в режиме остановки вентилятора
9.3 Проверка в режиме короткого замыкания
9.4 Испытание на перегрузку
9.5 Короткое замыкание конденсаторов
10 Подключение к сети электропитания
10.1 Напряжение питания
10.2 Электропитание от источников различных напряжений
10.3 Средства подключения к цепи питания
10.4 Маркировка подключений
10.5 Защитный контур
10.6 Анкерное крепление кабеля
10.7 Входные отверстия
10.8 Устройство включения/выключения цепи питания
10.9 Кабели питания
10.10 Сетевое соединительное устройство (штепсельная розетка)
11 Выходная мощность
11.1 Номинальное напряжение холостого хода
11.2 Значения стандартного напряжения нагрузки при типовом испытании
11.3 Устройства механического переключения, применяемые для регулировки выходной мощности
11.4 Соединения сварочной цепи
11.5 Электропитание внешних устройств, подключенных к сварочной цепи
11.6 Вспомогательный источник питания
11.7 Сварочные кабели
12 Цепи управления
12.1 Общие требования
12.2 Изоляция цепей управления
12.3 Рабочие напряжения цепей дистанционного управления
13 Устройство обеспечения безопасности
13.1 Общие требования
13.2 Типы устройств обеспечения безопасности
13.3 Требования к устройствам обеспечения безопасности
14 Механические характеристики
14.1 Общие требования
14.2 Корпус
14.3 Перемещение оборудования
14.4 Стойкость к падению
14.5 Стойкость к опрокидыванию
15 Заводская табличка
15.1 Общие требования
15.2 Описание
15.3 Содержание
15.4 Допуски
15.5 Направление вращения
16 Регулировка выходной мощности
16.1 Тип регулировки
16.2 Маркировка регулирующего устройства
16.3 Индикация регуляторов тока или напряжения
17 Инструкции и маркировка
17.1 Инструкции
17.2 Маркировка
Приложение А (обязательное) Номинальные напряжения сетей питания
Приложение В (справочное) Пример комбинированного диэлектрического испытания
Приложение С (обязательное) Несимметричная нагрузка при сварке вольфрамовым электродом в среде инертных газов на переменном токе. Сварочные источники питания
Приложение D (справочное) Экстраполяция температуры в момент останова
Приложение Е (обязательное) Конструкция клемм цепи питания
Приложение F (справочное) Сопоставление единиц, не входящих в систему СИ
Приложение G (справочное) Соответствие сети питания для измерения фактического среднеквадратического значения тока питания
Приложение Н (справочное) Построение статических характеристик
Приложение I (обязательное) Методы испытаний на удар 10 Н ■ м
Приложение J (обязательное) Толщина листового металла для корпусов
Приложение К (справочное) Примеры заводских табличек
Приложение L (справочное) Графические обозначения для оборудования дуговой сварки
Приложение М (справочное) Измерение эффективности и мощности в режиме холостого хода
Приложение N (обязательное) Измерение тока прикосновения
Приложение О (обязательное) Сварочные источники питания, запитанные от аккумулятора
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Библиография
Введение
Международная электротехническая комиссия (МЭК) является всемирной организацией по стандартизации, включающей в себя национальные комитеты (национальные комитеты МЭК). Целью МЭК является развитие международного сотрудничества по вопросам стандартизации в области электрической и электронной аппаратуры.
Серия стандартов МЭК 60974 состоит из 12 частей под общим наименованием «Оборудование для дуговой сварки»:
- часть 1. Сварочные источники питания;
- часть 2. Системы жидкостного охлаждения;
- часть 3. Устройства зажигания и стабилизации дуги;
- часть 4. Периодическая проверка и испытание;
- часть 5. Механизм подачи проволоки;
- часть 6. Оборудование для работы в ограниченном режиме;
- часть 7. Горелки;
- часть 8. Пульты подачи газа для сварочных систем и систем плазменной резки;
- часть 9. Монтаж и эксплуатация;
- часть 10. Требования и методы испытаний;
- часть 11. Электрододержатели;
- часть 12. Соединительные устройства для сварочных кабелей.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оборудование для дуговой сварки Часть 1
СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Arc welding equipment. Part 1. Welding power sources
Дата введения — 2023—09—01
1 Область применения
Настоящий стандарт применим к источникам питания для дуговой сварки и родственных процессов, предназначенным для промышленного и профессионального применения с питающим напряжением не более 1000 В, аккумуляторным питанием или приводимым в действие механическими средствами.
Настоящий стандарт устанавливает требования безопасности и требования к рабочим характеристикам сварочных источников питания и систем плазменной резки.
Настоящий стандарт не распространяется на источники питания для дуговой сварки и резки с ограниченным режимом работы, которые предназначены для применения непрофессионалами и разработаны в соответствии с МЭК 60974-6.
Настоящий стандарт включает требования к сварочным источникам питания, запитанным от аккумулятора и аккумуляторных блоков, которые приведены в приложении О.
Настоящий стандарт не устанавливает требования к испытаниям источников питания при проведении периодического обслуживания или ремонта.
Примечание 1 — Родственными процессами являются электродуговая резка и дуговое напыление.
Примечание 2 — Системы переменного тока с номинальным напряжением от 100 до 1000 В включительно приведены в таблице 1 МЭК 60038:2009.
Примечание 3 — В настоящий стандарт не включены требования к электромагнитной совместимости (ЭМС).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
IEC 60050-151, International Electrotechnical Vocabulary — Part 151: Electrical and magnetic devices [Международный электротехнический словарь. Часть 151. Электрические и магнитные устройства (доступно по адресу http://www.electropedia.org/)]
IEC 60050-851, International Electrotechnical Vocabulary — Part 851: Electrical welding [Международный электротехнический словарь. Глава 851. Электрическая сварка (доступно по адресу http://www.electropedia.org/)]
IEC 60245-6, Rubber insulated cables — Rated voltages up to and including 450/750 V — Part 6: Arc welding electrode cables (Кабели с резиновой изоляцией. Номинальное напряжение до 450/750 В включительно. Часть 6. Кабели для дуговой сварки электродами)
IEC 60417, Graphical symbols for use on equipment [Обозначения графические, применяемые на оборудовании (доступно по адресу http://www.graphical symbols.info/equipment)]
Издание официальное
IEC 60445, Basic and safety principles for man-machine interface, marking and identification — Identification of equipment terminals, conductor terminations and conductors (Основные принципы и правила обеспечения безопасности для интерфейса «человек—машина». Маркировка и идентификация. Идентификация выводов электрооборудования, оконечных устройств проводников и проводников)
IEC 60529, Degrees of protection provided by enclosures (IP Code) [Степени защиты, обеспечиваемые оболочками (код IP)]
IEC 60664-1:2020, Insulation coordination for equipment within low-voltage systems — Part 1: Principles, requirements and tests (Применение изоляции для оборудования в низковольтных системах. Часть 1. Принципы,требования и испытания)
IEC 60664-3, Insulation coordination for equipment within low-voltage systems — Part 3: Use of coating, potting or moulding for protection against pollution (Применение изоляции для оборудования низковольтных систем. Часть 3. Использование покрытий, герметизации и формовки для защиты от загрязнения)
IEC 60695-11-10, Fire hazard testing — Part 11-10: Test flames — 50 W horizontal and vertical flame test methods (Испытание на пожароопасность. Часть 11-10. Методы испытаний горизонтального и вертикального горения с использованием пламени мощностью 50 Вт)
IEC 60974-7, Arc welding equipment — Part 7: Torches (Оборудование для дуговой сварки. Часть 7. Горелки)
IEC 60974-10, Arc welding equipment — Part 10: Electromagnetic compatibility (EMC) requirements [Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС)]
IEC 61140, Protection against electric shock — Common aspects for installation and equipment (Защита от поражения электрическим током. Общие положения безопасности установок и оборудования)
IEC 61558-2-4, Safety of transformers, reactors, power supply units and similar products for supply voltages up to 1 100 V — Part 2-4: Particular requirements and tests for isolating transformers and power supply units incorporating isolating transformers (Безопасность трансформаторов, катушек, источников питания и аналогичных изделий с напряжением питания до 1100 В. Часть 2-4. Дополнительные требования и методы испытаний разделительных трансформаторов и блоков питания с разделительными трансформаторами)
IEC 61558-2-6, Safety of transformers, reactors, power supply units and similar products for supply voltages up to 1 100 V — Part 2-6: Particular requirements and tests for safety isolating transformers and power supply units incorporating safety isolating transformers (Безопасность силовых трансформаторов, источников питания, электрических катушек и аналогичных изделий. Часть 2-6. Дополнительные требования и методы испытаний безопасных разделительных трансформаторов и источников питания с безопасными разделительными трансформаторами)
IEC 62133-1:2017, Secondary cells and batteries containing alkaline or other non-acid electrolytes — Safety requirements for portable sealed secondary cells, and for batteries made from them, for use in portable applications — Part 1: Nickel systems (Элементы и аккумуляторные батареи, содержащие щелочной или другие некислотные электролиты. Требования безопасности для портативных герметичных аккумуляторов и батарей из них при портативном применении. Часть 1. Системы на основе никеля)
IEC 62133-2:2017, Secondary cells and batteries containing alkaline or other non-acid electrolytes — Safety requirements for portable sealed secondary cells, and for batteries made from them, for use in portable applications — Part 2: Lithium systems (Элементы и аккумуляторные батареи, содержащие щелочной или другие некислотные электролиты. Требования безопасности для портативных герметичных аккумуляторов и батарей из них при портативном применении. Часть 2. Системы на основе лития)
IEC 62301:2011, Household electrical appliances — Measurement of standby power (Приборы бытовые электрические. Измерение потребляемой мощности в режиме ожидания)
ISO 7010:2019, Graphical symbols — Safety colours and safety signs — Registered safety signs (Обозначения графические. Цвета и знаки безопасности. Зарегистрированные знаки безопасности)
3 Термины и определения
В настоящем стандарте применены термины по МЭК 60050-151, МЭК 60050-851, МЭК 60664-1, а также следующие термины с соответствующими определениями.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО: доступна по адресу http://www.iso.org/obp;
- Электропедия МЭК: доступна по адресу http://www.electropedia.org/.
В таблице 1 приведен алфавитный перечень терминов с перекрестными ссылками.
Таблица 1 — Алфавитный перечень терминов1)
Термин | Пункт термина | Термин | Пункт термина | Термин | Пункт термина |
Активная мощность (active power) | 3.3.3 | Оборудование класса II (class II equipment) | 3.1.49 | Цикл нагрузки (duty cycle) | 3.1.37 |
Полная мощность (apparent power) | 3.3.4 | Класс изоляции (class of insulation) | 3.1.64 | Электронный компонент (electronic component) | 3.2.17 |
Базовая изоляция (basic insulation) | 3.1.50 | Изоляционный промежуток (clearance) | 3.1.38 | Среда с повышенной опасностью поражения электрическим током (environment with increased risk of electric shock) | 3.1.46 |
Базовая защита (basic protection) | 3.2.18 | Последовательный рабочий цикл (consecutive operating cycle) | 3.2.22 | Эксперт (expert) | 3.1.3 |
Аккумулятор (battery) | 3.2.1 | Цепь управления (control circuit) | 3.1.12 | Взрыв (explosion) | 3.2.23 |
Аккумуляторная система (battery system) | 3.2.5 | Стандартная нагрузка (conventional load) | 3.1.18 | Стационарная установка (fixed installation) | 3.1.62 |
Напряжения аккумулятора класса A (battery voltage class А) | 3.2.19 | Стандартное напряжение нагрузки (conventional load voltage) | 3.1.20 | Жесткая характеристика (flat characteristic) | 3.1.9 |
Напряжения аккумулятора класса В (battery voltage class В) | 3.2.20 | Стандартное значение (conventional value) | 3.1.16 | Полностью заряженный ХИТ (fully charged cell) | 3.2.10 |
Номинальная емкость С5 (С5 rate) | 3.2.6 | Стандартный режим сварки (conventional welding condition) | 3.1.17 | Полностью разряженный ХИТ (fully discharged cell) | 3.2.11 |
Химический источник тока (cell) | 3.2.7 | Стандартный сварочный ток (conventional welding current) | 3.1.19 | Специальная изоляция (functional insulation) | 3.1.65 |
Зарядное устройство (charger) | 3.2.8 | Длина пути утечки (creepage distance) | 3.1.39 | Универсальные аккумуляторы (general purpose batteries) | 3.2.12 |
Система зарядки (charging system) | 3.2.9 | Съемный аккумулятор (detachable battery pack) | 3.2.3 | Устройство обеспечения безопасности(hazard reducing device) | 3.1.47 |
Обгорание (charring) | 3.2.21 | Двойная изоляция (double insulation) | 3.1.52 | Режим холостого хода (idle state) | 3.1.66 |
Оборудование класса I (class I equipment) | 3.1.48 | Падающая характеристика (drooping characteristic) | 3.1.8 | Промышленное и профессиональное применение (industrial and professional use) | 3.1.2 |
1) Термины даны по порядку английского алфавита.
Продолжение таблицы 1
Термин | Пункт термина | Термин | Пункт термина | Термин | Пункт термина |
Проинструктированное лицо (instructed person) | 3.1.4 | Номинальные сниженные обороты (rated idle speed) | 3.1.36 | Номинальное коммутируемое напряжение холостого хода (rated switched no-load voltage) | 3.1.28 |
Встроенный аккумулятор (integral battery) | 3.2.2 | Номинальные обороты под нагрузкой (rated load speed) | 3.1.34 | Номинальное значение (rated value) | 3.1.21 |
Напряжение нагрузки (load voltage) | 3.1.14 | Номинальный максимальный ток питания (rated maximum supply current) | 3.1.32 | Заводская табличка (rating plate) | 3.1.22 |
Группа материала (material group) | 3.1.42 | Номинальный максимальный сварочный ток (rated maximum welding current) | 3.1.24 | Усиленная изоляция (reinforced insulation) | 3.1.53 |
Максимальный ток зарядки (maximum charging current) | 3.2.13 | Номинальный минимальный сварочный ток (rated minimum welding current) | 3.1.25 | Дистанционное управление (remote control) | 3.1.60 |
Максимальный эффективный ток питания (maximum effective supply current) | 3.1.33 | Номинальные обороты на холостом ходу (rated no-load speed) | 3.1.35 | Приемо-сдаточные испытания (routine test) | 3.1.6 |
Микросреда (microenvironment) | 3.1.41 | Номинальный ток питания при холостом ходе (rated no-load supply current) | 3.1.31 | Безопасное сверхнизкое напряжение (safety extra-low voltage) | 3.1.56 |
Напряжение холостого хода (no-load voltage) | 3.1.15 | Номинальное напряжение холостого хода (rated no-load voltage) | 3.1.26 | Отдельный аккумулятор (separable battery pack) | 3.2.4 |
Источник питания плазменной резки (plasma cutting power source) | 3.1.55 | Номинальная мощность (rated output) | 3.1.23 | Условие единичного отказа (single-fault condition) | 3.1.61 |
Система плазменной резки (plasma cutting system) | 3.1.54 | Номинальное пониженное напряжение холостого хода (rated reduced no-load voltage) | 3.1.27 | Заданный рабочий диапазон (specified operating region) | 3.2.14 |
Степень загрязнения (pollution degree) | 3.1.40 | Номинальный ток питания (rated supply current) | 3.1.30 | Заданный рабочий диапазон зарядки (specified operating region for charging) | 3.2.14.1 |
Коэффициент мощности (power factor) | 3.3.5 | Номинальная частота питания (rated supply frequency) | 3.3.1 | Статическая характеристика (static characteristic) | 3.1.10 |
Защитный контур (protective circuit) | 3.1.63 | Номинальное напряжение питания (rated supply voltage) | 3.1.29 | Дополнительная изоляция (supplementary insulation) | 3.1.51 |
Окончание таблицы 1
Термин | Пункт термина | Термин | Пункт термина | Термин | Пункт термина |
Цепь питания (supply circuit) | 3.1.57 | Ток прикосновения (touch current) | 3.1.59 | Сварочная цепь (welding circuit) | 3.1.11 |
Рост температуры (temperature rise) | 3.1.43 | Типовое испытание (type test) | 3.1.5 | Сварочный ток (welding current) | 3.1.13 |
Тепловое равновесие (thermal equilibrium) | 3.1.44 | Верхний предел напряжения зарядки (upper limit charging voltage) | 3.2.15 | Сварочный источник питания (welding power source) | 3.1.1 |
Тепловая защита (thermal protection) | 3.1.45 | Сброс давления (venting) | 3.2.16 | Эффективность сварочного источника питания (welding power source effi-ciency) | 3.3.2 |
Коэффициент нелинейных искажений (total harmonic distortion) | 3.3.6 | Визуальный контроль (visual inspection) | 3.1.7 | Рабочее напряжение (working voltage) | 3.1.58 |
3.1 Общие термины и определения
3.1.1 сварочный источник питания; источник питания для дуговой сварки (welding power source, arc welding power source): Оборудование для подачи тока и напряжения, имеющее требуемые характеристики для дуговой сварки и родственных процессов.
Примечание 1 — Сварочный источник питания может обеспечивать питание другого оборудования и вспомогательных устройств, например подачу энергии на внутренние потребности, подачу охлаждающей жидкости, подачу плавящегося электрода для дуговой сварки и газа для защиты дуги и зоны сварки.
Примечание 2 — Данный термин пересматривает 851-13-01 МЭК 60050-851:2008, который будет обновлен.
3.1.2 промышленное и профессиональное применение (industrial and professional use): Область применения, рассчитанная только на экспертов или проинструктированных лиц.
[МЭК 60050-851:2008, 851-11-12]
3.1.3 эксперт; компетентное лицо; квалифицированное лицо (expert, competent person, skilled person): Лицо, способное к вынесению заключения в отношении порученной ему работы и к распознаванию потенциальных опасностей за счет полученной профессиональной подготовки, знаний и опыта, а также знания соответствующего оборудования.
Примечание 1 — При оценке уровня профессиональной подготовки допускается учитывать многолетний стаж работы в соответствующей технической сфере.
[МЭК 60050-851:2008, 851-11-10]
3.1.4 проинструктированное лицо (instructed person): Лицо, проинформированное о поставленных задачах и потенциальных опасностях, связанных с небрежным поведением.
Примечание 1 — Лицо, прошедшее, при необходимости, определенную подготовку.
[МЭК 60050-851:2008, 851-11-13]
3.1.5 типовое испытание (type test): Испытание одного или нескольких устройств, имеющих заданную конструкцию, в целях проверки соответствия требованиям стандарта.
[МЭК 60050-851:2008, 851-12-05]
3.1.6 приемо-сдаточные испытания (routine test): Испытание, проводимое на каждом конкретном устройстве в процессе изготовления или после него, с целью проверки его соответствия требованиям соответствующего стандарта или заданным критериям.
[МЭК 60050-851:2008, 851-12-06]
3.1.7 визуальный контроль (visual inspection): Визуальный контроль, проводимый в целях проверки отсутствия явных отклонений от положений соответствующего стандарта.
[МЭК 60050-851:2008, 851-11-11]
3.1.8 падающая характеристика (drooping characteristic): Внешняя статическая характеристика сварочного источника питания, которая в своем нормальном сварочном диапазоне является таковой, что при увеличении тока нагрузки напряжение уменьшается на 7 В/100 А или более.
Примечание 1 — Данный термин пересматривает 851-12-34, МЭК 60050-851:2008, который будет обновлен.
3.1.9 жесткая характеристика (flat characteristic): Внешняя статическая характеристика сварочного источника питания, которая в своем нормальном сварочном диапазоне является таковой, что при увеличении тока нагрузки напряжение уменьшается менее чем на 7 В/100 А, или увеличивается менее чем на 10 В/100 А.
[МЭК 60050-851:2008, 851-12-35]
3.1.10 статическая характеристика (static characteristic): Соотношение между напряжением и током на выходных зажимах сварочного источника питания при его подсоединении к стандартной нагрузке.
Примечание 1 — Данный термин пересматривает 851-12-32 МЭК 60050-851:2008, который будет обновлен.
3.1.11 сварочная цепь (welding circuit): Набор проводящих элементов, через которые проходит сварочный ток.
Примечание 1 — При дуговой сварке дуга является частью сварочной цепи.
Примечание 2 — В некоторых процессах дуговой сварки дуга может возникать между двумя электродами. В этом случае свариваемая деталь не обязательно является частью сварочной цепи.
[МЭК 60050-851:2008, 851-14-10]
3.1.12 цепь управления (control circuit): Внутренняя или внешняя цепь для оперативного управления оборудованием и (или) для защиты силовых цепей.
Пример 1 — Цепи управления, предназначенные для взаимодействия между сварочным источником питания и внешним оборудованием, разработанным производителем.
Пример 2 — Цепи управления, предназначенные для взаимодействия между сварочным источником питания и другими типами вспомогательного оборудования.
Примечание 1 — Данный термин пересматривает 851-14-11 МЭК 60050-851:2008, который будет обновлен.
3.1.13 сварочный ток (welding current): Ток, генерируемый сварочным источником питания в процессе сварки.
3.1.14 напряжение нагрузки (load voltage): Напряжение между выходными зажимами в момент подачи сварочного тока сварочным источником питания.
[МЭК 60050-851:2008, 851-12-04]
3.1.15 напряжение холостого хода (no-load voltage): Напряжение, за исключением любого напряжения зажигания или стабилизации дуги, на выходных зажимах сварочного источника питания, когда сварочная цепь разомкнута, но находится под напряжением.
Примечание 1 — Данный термин пересматривает 851-12-24 МЭК 60050-851:2008, который будет обновлен.
3.1.16 стандартное значение (conventional value): Стандартизированное значение, которое применяют при измерении параметров для целей сравнения, калибровки, испытаний и т. д.
Примечание 1 — Применение стандартных значений во время реального процесса сварки не обязательно.
[МЭК 60050-851:2008, 851-12-07]
3.1.17 стандартный режим сварки (conventional welding condition): Режим сварочного источника питания, подключенного к питающей сети и находящегося в условиях тепловой стабилизации, определяемый стандартным сварочным током и соответствующим стандартным напряжением нагрузки при подключении к стандартной нагрузке с номинальными напряжением питания и частотой или скоростью вращения.
[МЭК 60050-851:2008, 851-12-26]
3.1.18 стандартная нагрузка (conventional load): Практически безындукционная, постоянная, активная нагрузка с коэффициентом мощности не менее 0,99.
[МЭК 60050-851:2008, 851-12-27]
3.1.19 стандартный сварочный ток /2 (conventional welding current /2): Ток сварочного источника питания в режиме стандартной нагрузки при соответствующем стандартном напряжении нагрузки.
Примечание 1 — Значения /2 приводят в виде среднеквадратических значений для переменного тока и среднеарифметических значений для постоянного тока.
3.1.20 стандартное напряжение нагрузки U2 (conventional load voltage U2)' Напряжение нагрузки сварочного источника питания, определяемое линейной зависимостью от стандартного сварочного тока.
Примечание 1 — Значения U2 приводят в виде среднеквадратических значений для переменного тока и среднеарифметических значений для постоянного тока.
Примечание 2 — Заданное линейное соотношение изменяется в зависимости от типа технологического процесса (см. 11.2).
Примечание 3 — Данный термин пересматривает 851-12-30 МЭК 60050-851:2008, который будет обновлен.
3.1.21 номинальное значение (rated value): Значение, заданное, как правило, производителем для определенных условий работы компонента, устройства или оборудования.
3.1.22 заводская табличка; паспортная табличка (rating plate, name plate): Табличка, постоянно прикрепленная к электрическому устройству, на которой нестираемым способом указаны номинальные характеристики и другая информация в соответствии с настоящим стандартом.
[МЭК 60050-151:2001, 151-16-12]
3.1.23 номинальная мощность (rated output): Номинальные значения мощности оборудования.
Примечание 1 — Данный термин пересматривает 851-12-17 МЭК 60050-851:2008, который будет обновлен.
3.1.24 номинальный максимальный сварочный ток /2тах (rated maximum welding current /2тах): Максимальное значение стандартного сварочного тока, которое может быть получено при стандартном режиме сварки от сварочного источника питания при максимальных значениях настройки.
[МЭК 60050-851:2008, 851-12-14]
3.1.25 номинальный минимальный сварочный ток /2mjn (rated minimum welding current /2min): Минимальное значение стандартного сварочного тока, которое может быть получено при стандартном режиме сварки от сварочного источника питания при минимальных значениях настройки.
[МЭК 60050-851:2008, 851-12-15]
3.1.26 номинальное напряжение холостого хода UQ (rated no-load voltage Uo): Напряжение холостого хода при номинальном напряжении питания и частоте или номинальной скорости вращения на холостом ходу.
Примечание 1 — Если сварочный источник питания оснащен устройством обеспечения безопасности, то это напряжение, измеренное до срабатывания устройства обеспечения безопасности.
3.1.27 номинальное пониженное напряжение холостого хода Ur (rated reduced no-load voltage Ur): Напряжение холостого хода сварочного источника питания, оснащенного устройством снижения напряжения холостого хода, измеренное непосредственно после его срабатывания.
3.1.28 номинальное коммутируемое напряжение холостого хода Us (rated switched no-load voltage (Js): Напряжение холостого хода постоянного тока сварочного источника питания, оснащенного устройством переключения из режима переменного в режим постоянного тока.
3.1.29 номинальное напряжение питания Щ (rated supply voltage U^): Среднеквадратическое значение напряжения питающей сети, на которое рассчитано оборудование.
3.1.30 номинальный ток питания (rated supply current ^): Среднеквадратическое значение тока питания сварочного источника питания при номинальном стандартном режиме сварки.
3.1.31 номинальный ток питания при холостом ходе /0 (rated no-load supply current /0): Среднеквадратическое значение тока питания сварочного источника питания при номинальном напряжении холостого хода.
3.1.32 номинальный максимальный ток питания /1тах (rated maximum supply current /1тах): Максимальное значение номинального тока питания.
Примечание 1 — Данный термин пересматривает 851-12-13 МЭК 60050-851:2008, который будет обновлен.
3.1.33 максимальный эффективный ток питания /1eff (maximum effective supply current /1eff): Максимальное значение эффективного тока питания, рассчитанное на основе номинального тока питания (/-0, соответствующего цикла нагрузки (X) и тока питания на холостом ходу (/0) по формуле
/1еЛ =^12-Х+^-(1-Х).
Примечание 1 — Максимальный эффективный ток питания не всегда соответствует циклу нагрузки при номинальном максимальном токе питания.
[МЭК 60050-851:2008, 851-12-39]
3.1.34 номинальные обороты под нагрузкой п (rated load speed л): Частота вращения двигателя сварочного источника питания при работе в режиме номинального максимального сварочного тока.
Примечание 1 — Данный термин пересматривает 851-12-12 МЭК 60050-851:2008, который будет обновлен.
3.1.35 номинальные обороты на холостом ходу п0 (rated no-load speed л0): Частота вращения двигателя сварочного источника питания при разомкнутой внешней сварочной цепи.
Примечание 1 — Если двигатель оснащен устройством понижения скорости вращения тогда, когда сварка не ведется, то п0 измеряют до срабатывания данного устройства.
Примечание 2 — Данный термин пересматривает 851-12-16 МЭК 60050-851:2008, который будет обновлен.
3.1.36 номинальные сниженные обороты n-t (rated idle speed n-): Сниженная скорость вращения двигателя при напряжении холостого хода сварочного источника питания с механическим приводом.
[МЭК 60050-851:2008 851-12-18]
3.1.37 цикл нагрузки X (duty cycle X): Отношение для заданного промежутка времени продолжительности непрерывной работы под нагрузкой к полному времени цикла.
Заменено: коэффициент нагрузки.
Примечание 1 — Указанное отношение находится в пределах от 0 до 1 и выражается в процентах.
Примечание 2 — В настоящем стандарте за продолжительность одного полного цикла работы принимают 10 мин. Например, при цикле нагрузки 60 % нагрузка подается непрерывно в течение 6 мин, после чего в течение 4 мин следует период работы на холостом ходу.
3.1.38 изоляционный промежуток (clearance): Кратчайшее расстояние по воздуху между двумя токопроводящими частями.
[МЭК 60050-581:2008, 581-27-76]
3.1.39 длина пути утечки (creepage distance): Кратчайшее расстояние по поверхности изоляционного материала между двумя токопроводящими частями.
[МЭК 60050-151:2001, 151-15-50]
3.1.40 степень загрязнения (pollution degree): Число, характеризующее прогнозируемое загрязнение микросреды.
Примечание 1 — Для оценки длины пути утечки и изоляционного промежутка предусмотрены следующие четыре степени загрязнения микросреды в соответствии с 4.5.2 МЭК 60664-1:2020:
а) степень загрязнения 1: загрязнение отсутствует или наблюдается только загрязнение сухими непроводящими веществами. Данное загрязнение не оказывает негативного воздействия;
Ь) степень загрязнения 2: возникает только загрязнение непроводящими веществами и лишь время от времени предполагается возникновение временной проводимости, вызываемой конденсацией.
с) степень загрязнения 3: возникает загрязнение проводящими веществами или сухими непроводящими веществами, которые со временем становятся проводящими в случае образования конденсата.
d) степень загрязнения 4: возникает постоянная проводимость за счет загрязнения такими проводящими веществами, как пыль, дождь или снег.
[МЭК 60050-581:2008, 581-21-07, изменение примечания]
3.1.41 микросреда (micro-environment): Состояние изоляции электрической системы, оказывающее непосредственное влияние на изоляционный промежуток и длину пути утечки.
[МЭК 60664-1:2020, 3.1.23]
3.1.42 группа материала (material group): Материалы делятся на четыре группы в зависимости от значения соответствующего сравнительного индекса (CTI) в соответствии с МЭК 60664-1.
Примечание 1 — В соответствии с 5.3.2.4 МЭК 60664-1:2020 определены следующие четыре группы:
- материалы группы I: 600 < CTI;
- материалы группы II: 400 < CTI < 600;
- материалы группы Ша: 175 < CTI < 400;
- материалы группы lllb: 100 < CTI < 175.
3.1.43 рост температуры (temperature rise): Разность между температурой какой-либо части оборудования и температурой окружающего воздуха.
3.1.44 тепловое равновесие (thermal equilibrium): Состояние, достигаемое тогда, когда скорость роста температуры любой части оборудования не превышает 2 К/ч.
3.1.45 тепловая защита (thermal protection): Система, предназначенная для защиты части и, следовательно, всего оборудования от чрезмерных температур, возникающих при определенных условиях тепловой перегрузки.
Примечание 1 — Если температура упадет до значений перезагрузки, то система должна быть перезагружена (вручную или автоматически).
Примечание 2 — Данный термин пересматривает 851-15-03 МЭК 60050-851:2008, который будет обновлен.
3.1.46 среда с повышенной опасностью поражения электрическим током (environment with increased risk of electric shock): Среда, в которой вероятность поражения электрическим током при дуговой сварке выше, чем при нормальных условиях дуговой сварки.
Примечание 1 — Такие среды могут встречаться, например:
а) в местах с ограниченной свободой передвижения, т. е. там, где оператор вынужден проводить сварочные работы в неудобном положении (например, стоя на коленях, сидя или лежа) и при физическом контакте с токопроводящими частями;
Ь) в местах, полностью или частично ограниченных токопроводящими элементами, и там, где высока опасность прямого или случайного контакта оператора с указанными элементами;
с) во влажных местах или в местах с повышенной температурой там, где влажность или потоотделение значительно снижают электрическое сопротивление кожных покровов человеческого тела, а также изолирующие свойства дополнительных принадлежностей.
3.1.47 устройство обеспечения безопасности (hazard reducing device): Устройство, предназначенное для снижения опасности поражения электрическим током, которое может быть вызвано напряжением холостого хода.
[МЭК 60050-851:2008, 851-15-01]
3.1.48 оборудование класса I (class I equipment): Оборудование с базовой изоляцией, обеспечивающее базовую защиту, защитное заземление и защиту от короткого замыкания.
[МЭК 60050-851:2008, 851-15-10]
3.1.49 оборудование класса II (class II equipment): Оборудование с базовой изоляцией, обеспечивающее базовую защиту, а также с дополнительной изоляцией, обеспечивающей защиту от короткого замыкания, или оборудование, у которого базовая защита и защита от короткого замыкания обеспечиваются усиленной изоляцией.
[МЭК 60050-851:2008, 851-15-11]
3.1.50 базовая изоляция (basic insulation): Изоляция опасных токоведущих частей, обеспечивающая базовую защиту.
[МЭК 60050-851:2008, 851-15-04]
3.1.51 дополнительная изоляция (supplementary insulation): Независимая изоляция, применяемая в дополнение к базовой изоляции для защиты от короткого замыкания.
[МЭК 60050-851:2008, 851-15-05]
3.1.52 двойная изоляция (double insulation): Изоляция, состоящая из базовой и дополнительной изоляций.
[МЭК 60050-851: 2008, 851-15-06]
3.1.53 усиленная изоляция (reinforced insulation): Изоляция токоведущих частей, обеспечивающая степень защиты от поражения электрическим током, эквивалентную двойной изоляции.
Примечание 1 — Усиленная изоляция может состоять из нескольких слоев, испытание которых по отдельности не предусмотрено, как, например, базовая или дополнительная изоляции.
[МЭК 60050-851:2008, 851-15-07]
3.1.54 система плазменной резки (plasma cutting system): Комбинация источника питания, горелки и соответствующих предохранительных устройств для выполнения плазменной резки/строжки.
[МЭК 60050-851:2008, 851-13-03]
3.1.55 источник питания плазменной резки (plasma cutting power source): Оборудование для подачи тока и напряжения, имеющее требуемые характеристики для выполнения плазменной резки/ строжки и способное подавать газ и охлаждающую жидкость.
Примечание 1 — Источник питания плазменной резки может обслуживать иное оборудование и вспомогательные устройства, например осуществлять подачу питания, охлаждающей жидкости и защитного газа.
Примечание 2 — Данный термин пересматривает 851-13-04 МЭК 60050-851:2008, который будет обновлен.
3.1.56 безопасное сверхнизкое напряжение; SELV (safety extra-low voltage, SELV): Напряжение, не превышающее 50 В переменного тока или 120 В постоянного тока, без пульсаций между проводниками или между проводником и заземлением, которое изолировано от питающей сети с помощью безопасного разделительного трансформатора.
Примечание 1 — Максимальное напряжение ниже 50 В переменного тока или ниже 120 В постоянного тока без пульсаций могут указывать в конкретных требованиях, как правило, если допускается прямой контакт с токоведущими частями.
Примечание 2 — Если источником служит безопасный разделительный трансформатор, то напряжение не должно превышать при любой нагрузке установленного предела от полной нагрузки до нагрузки на холостом ходу.
Примечание 3 — Напряжением без пульсаций условно считают среднеквадратическое значение напряжения с пульсациями не более 10 % от постоянной составляющей; максимальное пиковое значение напряжения не превышает 140 В для системы постоянного тока с номинальным напряжением 120 В без пульсаций и 70 В для системы постоянного тока с номинальным напряжением 60 В без пульсаций.
Примечание 4 — Данный термин пересматривает 851-15-08 МЭК 60050-851:2008, который будет обновлен.
3.1.57 цепь питания, входная цепь (supply circuit, input circuit): Проводящий элемент в оборудовании, предназначенный для прохождения через него тока питания.
3.1.58 рабочее напряжение (working voltage): Максимальное среднеквадратическое значение напряжения переменного или постоянного тока между определенными изолированными проводниками, которое может возникать, если оборудование запитано от номинального напряжения.
Примечание 1 — Переходные процессы не учитывают.
Примечание 2 — В расчет принимают как режим разомкнутой цепи, так и нормальные рабочие условия.
[МЭК 60050-851:2008, 851-12-31]
3.1.59 ток прикосновения (touch current): Электрический ток, проходящий через тело человека или животного во время прикосновения к одной или нескольким открытым частям установки или оборудования.
Примечание 1 — Измерение тока прикосновения проводят с помощью измерительной системы, которая имитирует полное сопротивление тела человека.
[МЭК 60050-195:1998, 195-05-21, добавление к примечанию]
3.1.60 дистанционное управление (remote control): Устройство или цепь, внешняя по отношению к оборудованию, применяемому для контроля или управления работой.
3.1.61 условие единичного отказа (single-fault condition): Условие, при котором одно из средств обеспечения безопасности неисправно.
Примечание 1 — Если условие единичного отказа неизбежно ведет к другому условию единичного отказа с такой же неисправностью, то эти два отказа рассматривают как одно условие единичного отказа.
3.1.62 стационарная установка (fixed installation): Определенная комбинация нескольких типов аппаратов, которые собирают и устанавливают для постоянной работы в заранее определенном месте.
3.1.63 защитный контур (protective circuit): Цепь, предназначенная для подключения к защитному заземлению для защиты от поражения электрическим током.
3.1.64 класс изоляции (class of insulation): Стандартная классификация, относящаяся к изоляционному материалу, который применяют в электрических приборах и машинах, и определяющая свойства материала и рекомендуемую предельную температуру.
[МЭК 60050-811:2017, 811-13-33, изменено — исключено примечание 1]
3.1.65 специальная изоляция (functional insulation): Изоляция между токоведущими частями, необходимая для нормального функционирования оборудования.
[МЭК 60050-195:1998, 195-02-41]
3.1.66 режим холостого хода (idle state): Режим работы, при котором питание подано, а ток в сварочной цепи отсутствует.
Примечание 1 — Некоторые типы оборудования не имеют режима холостого хода, но есть состояние сварки, предшествующее зажиганию дуги.
Примечание 2 — Для источников питания в механизированной системе конфигурация перевода устройства в режим холостого хода определяется изготовителем.
Примечание 3 — Режим холостого хода может включать в себя состояние низкого энергопотребления, при котором процесс сварки не будет запущен без автоматической или ручной настройки.
3.2 Термины и определения, относящиеся к аккумуляторным системам
3.2.1 аккумулятор (battery): Комплект одного или нескольких химических источников тока, предназначенный для подачи электрического тока к сварочному источнику питания.
3.2.2 встроенный аккумулятор (integral battery): Аккумулятор, который встраивается в сварочный источник питания с аккумуляторным питанием и не извлекается из него для зарядки.
Примечание 1 — Аккумулятор, который можно извлечь из сварочного источника питания только для утилизации или переработки, является встроенным аккумулятором.
3.2.3 съемный аккумулятор (detachable battery pack): Аккумулятор, который имеет собственный корпус, отдельный от сварочного источника питания с аккумуляторным питанием, и извлекается из сварочного источника питания для зарядки.
3.2.4 сменный аккумулятор (separable battery pack): Аккумулятор, который имеет собственный корпус, отдельный от сварочного источника питания с аккумуляторным питанием, и подключается к сварочному источнику питания с аккумуляторным питанием при помощи кабеля.
3.2.5 аккумуляторная система (battery system): Аккумулятор, система зарядки, сварочный источник питания и согласующие их устройства, применяемые во время работы сварочного источника питания или зарядки.
3.2.6 номинальная емкость С5 (С5 rate): Ток в амперах, при котором химический источник тока или аккумулятор может разрядиться в течение 5 ч до значений напряжения, указанных производителем химического источника тока.
3.2.7 химический источник тока; ХИТ (cell): Основное функциональное устройство, состоящее из блока электродов, электролита, бака, выводов и, как правило, разделителей и являющееся источником электрической энергии, полученной путем прямого преобразования химической энергии.
[МЭК 60050-482:2004, 482-01-01]
3.2.8 зарядное устройство (charger): Система зарядки или ее часть, находящиеся в отдельном корпусе.
Примечание 1 — Как минимум, зарядное устройство включает в себя некоторые схемы преобразования мощности. Не все системы зарядки включают в себя отдельное зарядное устройство, как в случае, когда сварочный источник питания может заряжаться с помощью сетевого кабеля или может иметь вилку для подключения к сетевой розетке.
3.2.9 система зарядки (charging system): Совокупность схем, предназначенных для зарядки, балансировки и (или) поддержания состояния заряда аккумулятора.
3.2.10 полностью заряженный ХИТ; полностью заряженный аккумулятор (fully charged cell, fully charged battery): ХИТ или аккумулятор, заряженные до максимального уровня заряда, предусмотренного системой зарядки аккумулятора, для которого предназначена система зарядки аккумулятора, применяемая со сварочным источником питания.
3.2.11 полностью разряженный ХИТ; полностью разряженный аккумулятор (fully discharged cell, fully discharged battery): Аккумулятор или ХИТ работает до тех пор, пока не произойдет одно из следующих условий: работа прекратится из-за срабатывания защитной схемы или аккумулятор (или ХИТ) достигнет суммарного напряжения, равного средней сумме напряжений конечного разряда всех составляющих его ХИТ, если производителем аккумулятора или ХИТ не указано иное конечное напряжение разрядки.
Примечание 1 — Конечное напряжение разрядки стандартного ХИТ приведено в 0.5.1.209.
3.2.12 универсальные аккумуляторы; универсальные ХИТ (general purpose batteries, general purpose cells): Аккумуляторы или ХИТ различных производителей, реализуемые через различные торговые точки и предназначенные для продукции различных производителей.
Примечание 1 — Автомобильные аккумуляторы 12 В и щелочные ХИТ типов АА, С и D являются примерами универсальности.
3.2.13 максимальный ток зарядки (maximum charging current): Максимальный ток, проходящий через ХИТ во время зарядки в заданном диапазоне температур в соответствии с указаниями производителя ХИТ и установленный в соответствии с МЭК 62133-1:2017 или МЭК 62133-2:2017.
3.2.14 заданный рабочий диапазон (specified operating region): Допустимый диапазон работы ХИТ, определенный предельными параметрами ХИТ.
3.2.14.1 заданный рабочий диапазон зарядки (specified operating region for charging): Параметры напряжения и тока во время зарядки, при которых может работать ХИТ, указанные производителем ХИТ и установленные в соответствии с МЭК 62133-1:2017 или МЭК 62133-2:2017.
3.2.15 верхний предел напряжения зарядки (upper limit charging voltage): Максимально допустимое напряжение, до которого зарядится ХИТ при нормальной зарядке в заданном диапазоне температур в соответствии с указаниями производителя ХИТ, и определенное в соответствии с МЭК 62133-1:2017 или МЭК 62133-2:2017.
3.2.16 сброс давления (venting): Высвобождение ХИТ избыточного внутреннего давления, предусмотренное конструкцией для предотвращения взрыва.
3.2.17 электронный компонент (electronic component): Элемент, в котором проводимость достигается главным образом электронами, движущимися через вакуум, газ или полупроводник, за исключением неоновых индикаторов.
Примечание 1 — Примерами электронных компонентов являются диоды, транзисторы, симисторы и монолитные интегральные схемы. Резисторы, конденсаторы и катушки индуктивности не считаются электронными компонентами.
3.2.18 базовая защита (basic protection): Защита от поражения электрическим током в условиях безотказной работы.
[МЭК 60050-195:1998, 195-06-01]
3.2.19 напряжения аккумулятора класса A (battery voltage class А): Классификация электрических компонентов или цепей с максимальным рабочим напряжением аккумулятора 60 В постоянного тока.
3.2.20 напряжения аккумулятора класса В (battery voltage class В): Классификация электрических компонентов или цепей с максимальным рабочим напряжением аккумулятора 60-1500 В постоянного тока.
3.2.21 обгорание (charring): Почернение хлопчатобумажной ткани в результате горения.
Примечание 1 — Изменение цвета хлопчатобумажной ткани, вызванное дымом, допускается.
3.2.22 последовательный рабочий цикл (consecutive operating cycle): Цикл, следующий после перезагрузки устройством термоконтроля.
3.2.23 взрыв (explosion): Резкое повышение давления и температуры из-за окисления или другой экзотермической реакции (взрывоопасная атмосфера).
[МЭК 60050-426: 2008, 426-02-13]
3.3 Термины и определения, относящиеся к эффективности и измерению мощности в режиме холостого хода
3.3.1 номинальная частота питания (rated supply frequency): Среднеквадратическое значение частоты питания сварочного источника питания, указанное производителем.
3.3.2 эффективность сварочного источника питания (welding power source efficiency): Коэффициент, выраженный в процентах, полученный путем деления выходной активной мощности на потребляемую активную мощность сварочного источника питания при номинальной нагрузке.
Примечание 1 — В регламенте комиссии (EU) 2019/1784 соответствующий термин — «эффективность источника питания» («power source efficiency»).
3.3.3 активная мощность Р (active power Р): В цикличных условиях среднее значение мгновенной мощности р за один период Т.
а P = yfpdt. ' о
Примечание 1 — В синусоидальных условиях активная мощность является действительной частью комплексной мощности S, следовательно, Р = Re • S.
Примечание 2 — Единицей СИ активной мощности является Вт.
[МЭК 60050-131:2013, 131-11-42]
3.3.4 полная мощность S (apparent power S): Произведение среднеквадратического значения напряжения U между клеммами двухполюсного элемента или двухполюсной цепи и среднеквадратического электрического тока / в элементе или цепи.
Примечание 1 — В синусоидальных условиях полная мощность равна модулю комплексной мощности S, S = |S|.
Примечание 2 — Единицей СИ полной мощности является ВА.
[МЭК 60050-131:2013, 131-11-41]
3.3.5 коэффициент мощности л (power factor/.): В периодических условиях отношение абсолютного значения активной мощности Р к полной мощности S.
Примечание 1 — В синусоидальных условиях коэффициент мощности представляет собой абсолютное значение активного коэффициента.
[МЭК 60050-131:2002, 131-11-46]
3.3.6 коэффициент гармонических искажений; коэффициент нелинейных искажений; THD (total harmonic ratio, total harmonic distortion, THD): Отношение среднеквадратического значения всех гармоник сигнала к среднеквадратическому значению основной составляющей или эталонной основной составляющей переменной величины.
Примечание 1 — Коэффициент гармонических искажений зависит от выбора основной составляющей. Если из контекста неясно, какая составляющая применяется, то следует дать разъяснение.
Примечание 2 — Коэффициент гармонических искажений может быть ограничен определенным гармоническим порядком. Это должно быть заявлено.
[МЭК 60050-551:2001, 551-20-13].
4 Условия окружающей среды
Сварочные источники питания должны обеспечивать номинальную мощность при номинальных циклах нагрузки при следующих условиях окружающей среды:
а) диапазон температур окружающего воздуха:
- при эксплуатации: от минус 10 °C до плюс 40 °C,
Ь) относительная влажность воздуха:
- до 50 % при температуре 40 °C;
- до 90 % при температуре 20 °C,
с) окружающий воздух без чрезмерного содержания пыли, кислот, агрессивных газов или веществ и т. д., за исключением веществ, образующихся в процессе сварки;
d) высота над уровнем моря до 1000 м;
е) наклон основания сварочного источника питания до 10°.
Сварочные источники питания должны выдерживать хранение и транспортирование при температуре окружающего воздуха от минус 20 °C до плюс 55 °C без снижения работоспособности и производительности.
Примечание 1 — Между производителем и потребителем может быть согласована эксплуатация сварочного источника питания в различных условиях окружающей среды, в результате чего изготовленный источник маркируется соответствующим образом (см. 15.1). Примерами таких условий являются: высокая влажность, необычайно агрессивные пары, дым, чрезмерное количество паров масла, аномальная вибрация или ударная нагрузка, чрезмерная запыленность, неблагоприятные погодные условия, прибрежные или морские условия, условия нашествия вредителей и паразитов, условия воздушной среды, способствующей образованию плесени.
Примечание 2 — Требования к изоляционному промежутку и длине пути утечки согласно настоящему стандарту допускают применение на высоте до 2000 м над уровнем моря.
5 Испытания
5.1 Условия испытаний
Испытания проводят на новых, просушенных и полностью собранных сварочных источниках питания.
Испытания на нагрев, приведенные в 7.1, а также испытания тепловой защиты в соответствии с 8.5, проводят при температуре окружающей среды 40 °C [см. допуски, перечисленные в 7.1.2, е)], за исключением источников сварочного тока с механическим приводом и стационарных установок, которые подвергают испытаниям в соответствии с инструкцией по эксплуатации производителя.
Другие испытания проводят при температуре окружающего воздуха (25 ±10) °C.
Испытания сварочных источников питания с системами жидкостного охлаждения проводят в условиях работы, указанных производителем.
При отсутствии специальных указаний оборудование должно быть запитано при номинальном напряжении питания с допуском не более ±5 %.
5.2 Измерительные инструменты
Точность средств измерений устанавливают:
а) для электрических средств измерений: класс I (±1 % от полной шкалы), за исключением измерений сопротивления изоляции и диэлектрической прочности, где точность средств измерений не указывают, но учитывают;
Ь) термометров: ±2 К;
с) тахометров: ±1 % от полной шкалы.
Все электрические измерения выполняют с относительной погрешностью, не превышающей 5 %.
5.3 Соответствие комплектующих
Комплектующие и узлы, такие как блоки питания и встроенное информационно-техническое оборудование, из-за отказа которых может возникнуть угроза безопасной эксплуатации, следует применять в соответствии с их установленными параметрами, если отсутствуют специальные исключения. Они должны соответствовать одному из следующего:
а) требованиям безопасности соответствующего стандарта МЭК. Соответствие другим требованиям стандарта на комплектующие не требуется. Если необходимо, то комплектующие подвергают испытаниям, приведенным в настоящем стандарте, кроме случаев, когда эти испытания идентичны или эквивалентны испытаниям для проверки соответствия стандарту на комплектующие.
Например, если комплектующие соответствуют требованиям безопасности МЭК 60950-1, но рассчитаны на менее суровые условия окружающей среды, чем условия раздела 4 и 6.1.1, то они также должны соответствовать дополнительным требованиям настоящего стандарта;
Ь) требованиям настоящего стандарта и, если необходимо, любым дополнительным требованиям безопасности соответствующего стандарта МЭК на комплектующие;
с) требованиям настоящего стандарта, если нет соответствующего стандарта МЭК;
d) требованиям безопасности стандарта, не являющегося стандартом МЭК, требования которого не ниже требований соответствующего стандарта МЭК, и при условии, что комплектующие были одобрены полномочным испытательным органом в соответствии со стандартом, не являющимся стандартом МЭК.
Примечание — Испытания, проведенные полномочным испытательным органом, которые подтверждают соответствие требованиям безопасности, не повторяют, даже если испытания проводились с использованием стандарта, отличного от стандарта МЭК.
На рисунке 1 представлена блок-схема методов оценки соответствия.
Соответствие проверяют визуальным контролем и, при необходимости, испытанием.
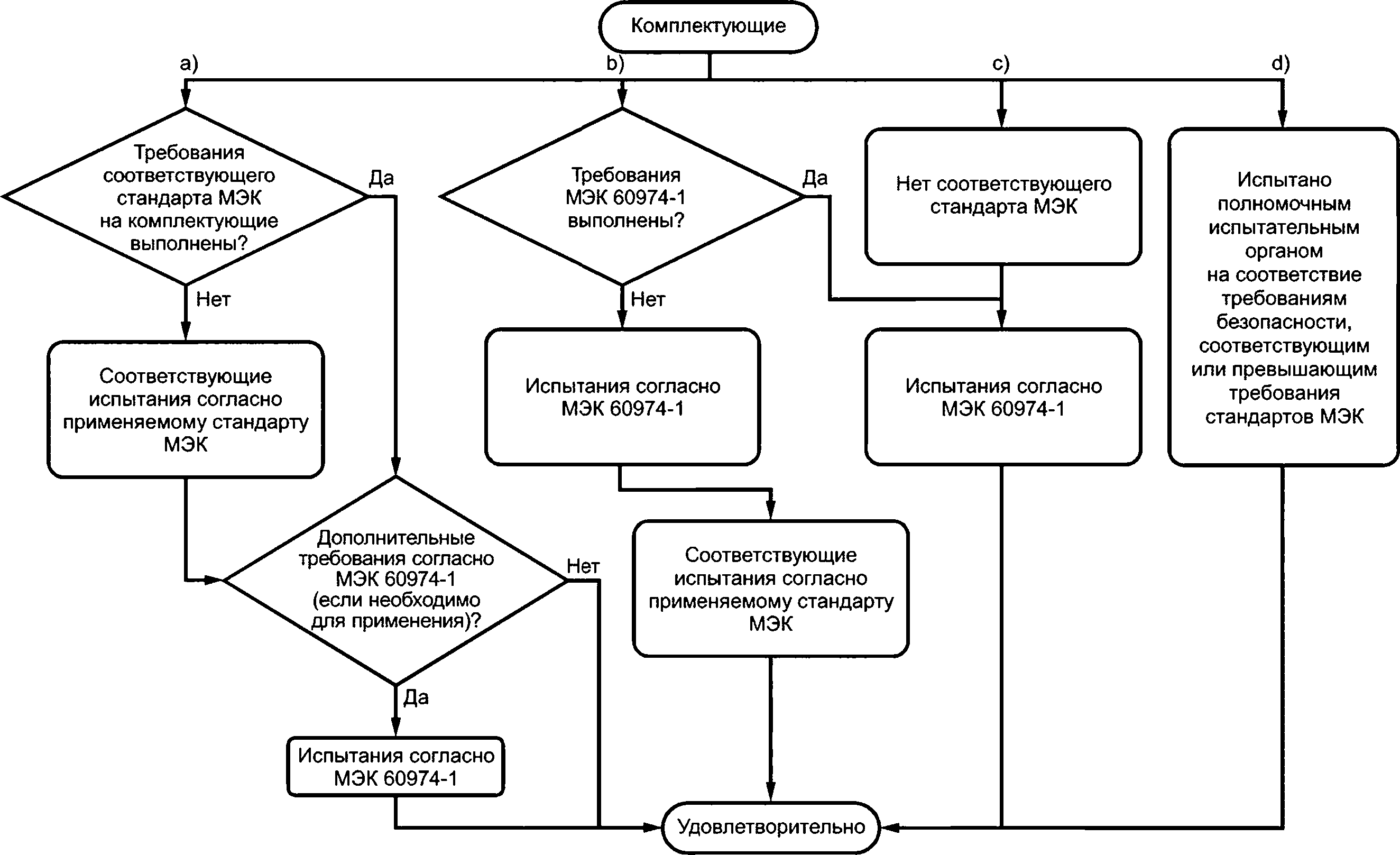
Рисунок 1 — Блок-схема методов оценки соответствия 5.3
5.4 Типовые испытания
При отсутствии специальных указаний испытания, изложенные в настоящем стандарте, являются типовыми.
Сварочный источник питания испытывают с установленным вспомогательным оборудованием, которое может повлиять на результаты испытаний.
Все типовые испытания проводят на одном и том же сварочном источнике питания, за исключением случаев, когда указано, что испытание может проводиться на другом сварочном источнике питания.
В качестве условия соответствия требованиям представленные ниже типовые испытания проводят в указанной последовательности без перерыва на просушку между операциями f), g) и h):
а) общий визуальный контроль, см. 3.1.7;
Ь) сопротивление изоляции, см. 6.1.4 (предварительная проверка);
с) корпус, см. 14.2;
d) погрузо-разгрузочные средства, см. 14.3;
е) устойчивость к падению, см. 14.4;
f) защита, обеспечиваемая корпусом, см. 6.2.1;
д) сопротивление изоляции, см. 6.1.4;
h) диэлектрическая прочность, см. 6.1.5;
i) общий визуальный контроль, см. 3.1.7.
Прочие испытания, приведенные в настоящем стандарте, но не вошедшие в перечень, проводят в любой последовательности.
5.5 Приемо-сдаточные испытания
Приемо-сдаточные испытания проводят на каждом сварочном источнике питания. Рекомендуется следующая последовательность:
а) визуальный контроль в соответствии с инструкцией по эксплуатации;
Ь) отсутствие обрывов в защитном контуре, см. 10.5.3;
с) диэлектрическая прочность, см. 6.1.5;
d) напряжение холостого хода:
1) номинальное напряжение холостого хода, см. 11.1, только измерением или
2) если применимо, номинальное пониженное напряжение холостого хода, см. 13.2.1, или
3) если применимо, номинальное коммутируемое напряжение холостого хода, см. 13.2.2;
е) испытание для определения номинальных минимальных и максимальных выходных значений в соответствии с 15.4 Ь) и 15.4 с). Производитель может выбрать стандартную нагрузку, нагрузку короткого замыкания или другие условия испытаний.
Примечание 1 — При коротком замыкании или других условиях испытаний выходные значения могут отличаться от значений стандартной нагрузки.
Примечание 2 — Если предусмотрено конструкцией, измеренные значения могут быть компенсированы изменениями питающей сети.
6 Защита от поражения электрическим током
6.1 Изоляция
6.1.1 Общие положенияБольшинство сварочных источников питания относятся к категории III перенапряжения в соответствии с МЭК 60664-1; сварочные источники питания с механическим приводом относятся к категории II. Все сварочные источники питания должны быть рассчитаны на применение в условиях окружающей среды, как минимум, со степенью загрязнения 3.
Допустимы комплектующие или узлы с изоляционными промежутками и длинами путей утечки, соответствующие степени загрязнения 2, если микросреда комплектующих или узлов улучшена (с помощью таких средств, как очистка, нанесение покрытий, герметизация, заливка компаундом) таким образом, что возникают только непроводящее загрязнение или случайное проводящее загрязнение, вызванное конденсацией.
Комплектующие или узлы с изоляционными промежутками и длинами путей утечки, соответствующие степени загрязнения 1, допускаются к использованию при условии, что они полностью покрыты, загерметизированы или залиты компаундом в соответствии с МЭК 60664-3.
Длины путей утечки для печатных плат приведены в таблице 3.
Оборудование класса I, предназначенное для подключения к заземленной трехфазной трехпроводной системе, проектируют с изоляцией, расчет которой основан на значениях напряжения между фазами. Оборудование класса I, спроектированное с изоляцией, расчет которой основан на значении напряжения между фазой и нейтралью, должно иметь предупреждающую надпись о том, что данное оборудование следует использовать только с трехфазной четырехпроводной системой электроснабжения с заземленной нейтралью или с однофазной трехпроводной системой с заземленной нейтралью.
Применение изоляции в различных конфигурациях показано на рисунке 2, но возможны и другие конфигурации и решения. Если конкретная компоновка не представлена на рисунке 2, то требуемую изоляцию определяют исходя из результатов, которые могут возникнуть вследствие единичного отказа.
Цепь питания, см. 6.2.4, или вспомогательная выходная мощность, см. 11.6, или цепь управления, подключенная к цепи питания.
Цепь управления, см. 12.2, отделенная от питающей и сварочной цепей и защитного контура с напряжением выше, чем в 11.1.1.
Сварочная цепь, см. 6.2.4, или
- цепь управления, или - цепь дистанционного управления, см. 12.3, или
- питание внешних устройств, см. 11.5 а), Ь), подключенных к сварочной цепи.
Цепь управления, см. 12.2, отделенная от питающей и сварочной цепей и защитного контура с напряжением ниже, чем в 11.1.1.
Защитный контур или - цепь управления, или - цепь дистанционного управления, см. 12.3, подключенная к защитному контуру, см. 10.5
Аналогичные цепи
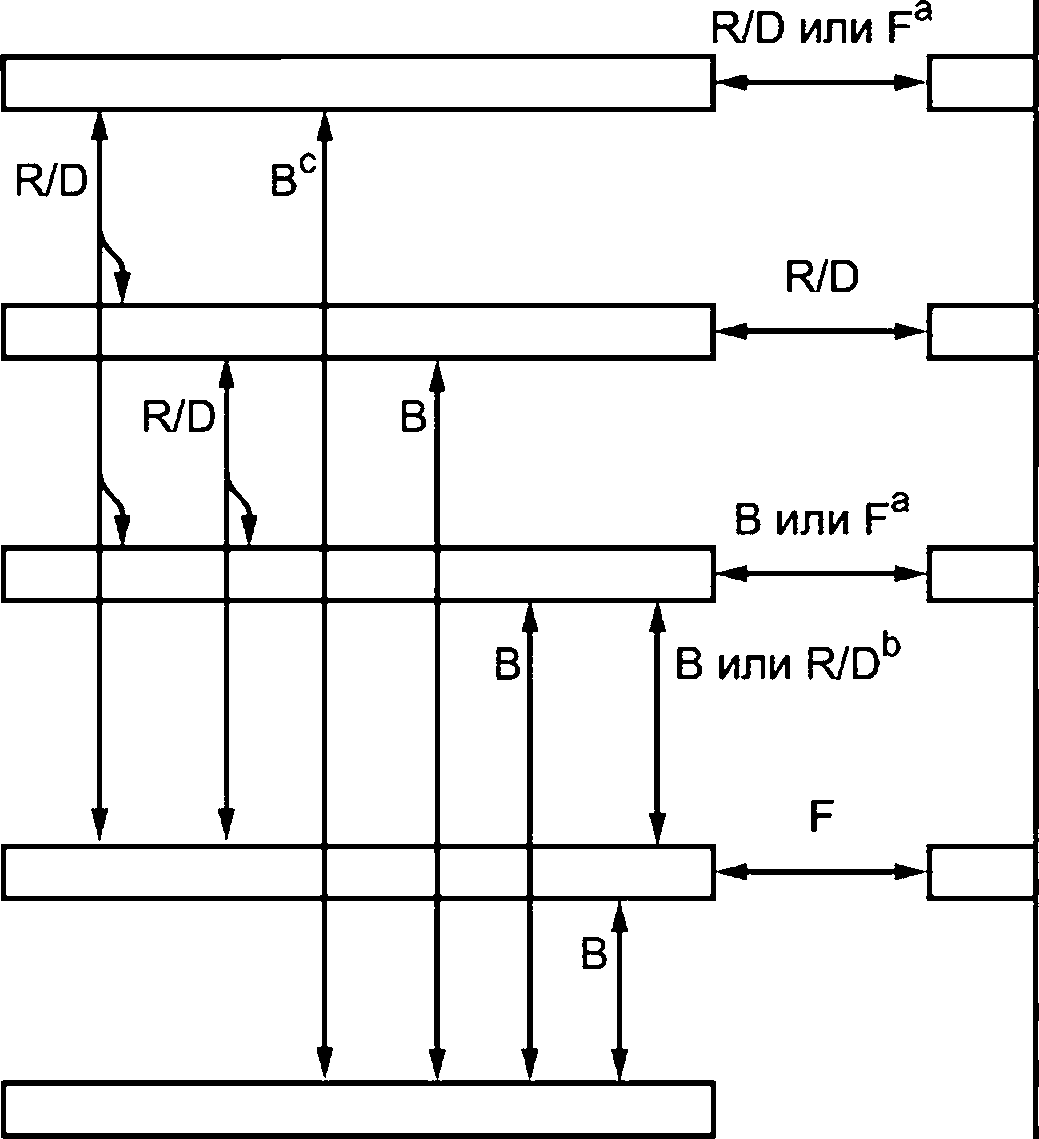
I I - цепь; В - базовая изоляция;
R/D - усиленная или двойная изоляция; F - специальная изоляция а Решение принимает производитель с учетом компоновки.
b R/D, если сварочная цепь с напряжением выше, чем в 11.1.1.
с Цепи управления, подключенные к защитному контуру, требуют R/D, если только цепь управления не соответствует требованиям 10.5 в условиях неисправности.
Рисунок 2 — Пример компоновки изоляции для оборудования класса I
6.1.2 Изоляционный промежуток
Для цепей, непосредственно подключенных к сети, напряжение между фазой и нейтралью определяют по таблице А.1. При наличии базовой и дополнительной изоляций, а также усиленной изоляции, минимальные изоляционные промежутки должны соответствовать значениям, приведенным в таблице 2 для перенапряжений категории III. Для других категорий перенапряжений минимальные изоляционные промежутки должны соответствовать МЭК 60664-1.
Значения, приведенные в таблице 2, также применяют к сварочной цепи в сварочном источнике питания и к цепям управления, если они отделены от цепи питания, например, трансформатором.
Таблица 2 — Минимальные изоляционные промежутки для перенапряжений категории III
Напряжение среднеквадратическое между фазой и нейтралью, полученное из номинальных напряжений переменного или постоянного тока, меньше или равное указанным значениям3, В | Базовая или дополнительная изоляция | Усиленная изоляция | ||||||||
Номинальное импульсное напряжение испытания, амплитудное, В | Напряжение среднеква-дратическое переменного тока при испытании, В | Степень загрязнения | Номинальное импульсное напряжение испытания, амплитудное, В | Напряжение среднеква-дратическое переменно-го тока при испытании, В | Степень загрязнения | |||||
2 | 3 | 4 | 2 | 3 | 4 | |||||
Изоляционный промежуток, мм | Изоляционный промежуток, мм | |||||||||
50 | 800 | 566 | 0,2 | 0,8 | 1,6 | 1500 | 1061 | 0,5 | 0,8 | 1,6 |
100 | 1500 | 1061 | 0,5 | 2500 | 1768 | 1,5 | ||||
150 | 2500 | 1768 | 1,5 | 4000 | 2828 | 3 | ||||
300 | 4000 | 2828 | 3 | 6000 | 4243 | 5,5 | ||||
600 | 6000 | 4243 | 5,5 | 8000 | 5657 | 8 | ||||
1000 | 8000 | 5657 | 8 | 12 000 | 8485 | 14 | ||||
Примечание 1 — Значения основаны на таблицах F.1 и F.2 МЭК 60664-1:2020.
Примечание 2 — Для иных степеней загрязнения и категорий перенапряжения см. МЭК 60664-1.
Примечание 3 — Если к цепи питания подключен автотрансформатор, который является составной частью сварочного источника питания, то напряжение питания определяет изоляционный промежуток.
а См. таблицу А.1.
При определении изоляционных промежутков до доступных непроводящих поверхностей, такие поверхности рассматривают как покрытые металлической фольгой везде, где до них можно дотронуться стандартным измерительным щупом в соответствии с МЭК 60529.
Интерполяция в отношении изоляционных промежутков не допускается.
Информацию о клеммах цепи питания см. в Е.2.
Изоляционные промежутки между частями сварочного источника питания (например, электронными цепями или комплектующими), которые защищены устройством ограничения перенапряжения (например, металлооксидным варистором), могут быть отнесены к категории I перенапряжения, см. МЭК 60664-1.
Если цепь управления напрямую подключена к цепи питания, то учитывают значение напряжения питания.
Соответствие требованиям проверяют проведением измерений в соответствии с 6.8 МЭК 60664-1:2020, а если это невозможно, проведением импульсного испытания сварочного источника питания с значениями напряжения, приведенными в таблице 2.
Для импульсного испытания подают не менее трех импульсов каждой полярности при напряжении согласно таблице 2, с интервалом между импульсами не менее 1 с и с использованием генератора с формой выходного сигнала 1,2/50 мкс и выходным полным сопротивлением менее 500 Ом.
Напряжение переменного тока при испытании согласно таблице 2 может быть приложено в течение трех циклов, или может быть приложено три раза в течение 10 медля каждой полярности напряжение постоянного тока без пульсаций, которое равно импульсному напряжению.
6.1.3 Длина пути утечки
Основой для определения длины пути утечки является установившееся среднеквадратическое значение напряжения, имеющееся на этом расстоянии. Это напряжение является максимальным значением установившегося рабочего напряжения (согласно 4.2.5 МЭК 60664-1:2020), номинального напряжения изоляции или номинального напряжения. Для определения номинальных напряжений изоляции допускается использовать таблицы А.2 и А.З.
Длину пути утечки для базовой и дополнительной изоляций выбирают по таблице 3.
Длина пути утечки для двойной изоляции представляет собой сумму значений базовой и дополнительной изоляций, составляющих двойную изоляцию.
Длина пути утечки для усиленной изоляции должна быть в два раза больше длины пути утечки для базовой изоляции.
При использовании таблицы 3 допускается интерполяция значений промежуточных напряжений. При интерполяции следует использовать линейную интерполяцию, значения округляют до того знака, что и значения, взятые из таблицы.
Для определения длины пути утечки до доступных непроводящих поверхностей такие поверхности рассматривают как покрытые металлической фольгой везде, где до них можно дотронуться стандартным измерительным щупом в соответствии с МЭК 60529.
Информацию о клеммах цепи питания см. в Е.2.
Значения в таблице 3 также применяют к сварочной цепи в сварочном источнике питания и к цепям управления, если они отделены от цепи питания, например, трансформатором.
Длина пути утечки не может быть меньше соответствующего изоляционного промежутка, поэтому наименьшая длина пути утечки равна требуемому изоляционному промежутку.
Если цепь управления подключена непосредственно к цепи питания, то применяют значения напряжения питания.
Соответствие проверяют линейным измерением в соответствии с 6.8 МЭК 60664-1:2020.
Таблица 3 — Минимальные длины путей утечки
Рабочее напряже-ние | Длина пути утечки, мм | ||||||||
Базовая или дополнительная изоляция | |||||||||
Материал печатной схемы | Степень загрязнения | ||||||||
Среднеквадратическое, В | Степень загрязнения | ||||||||
1 | 2 | 1 | 2 | 3 | |||||
а | b | а | Группа материала | Группа материала | |||||
I | II | III | I | II | III | ||||
мм | мм | мм | мм | мм | мм | мм | мм | мм | |
10 | 0,025 | 0,04 | 0,08 | 0,4 | 0,4 | 0,4 | 1 | 1 | 1 |
12,5 | 0,025 | 0,04 | 0,09 | 0,42 | 0,42 | 0,42 | 1,05 | 1,05 | 1,05 |
16 | 0,025 | 0,04 | 0,1 | 0,45 | 0,45 | 0,45 | 1,1 | 1,1 | 1,1 |
20 | 0,025 | 0,04 | 0,11 | 0,48 | 0,48 | 0,48 | 1,2 | 1,2 | 1,2 |
25 | 0,025 | 0,04 | 0,125 | 0,5 | 0,5 | 0,5 | 1,25 | 1,25 | 1,25 |
32 | 0,025 | 0,04 | 0,14 | 0,53 | 0,53 | 0,53 | 1,3 | 1,3 | 1,3 |
40 | 0,025 | 0,04 | 0,16 | 0,56 | 0,8 | 1,1 | 1,4 | 1,6 | 1,8 |
50 | 0,025 | 0,04 | 0,18 | 0,6 | 0,85 | 1,2 | 1,5 | 1,7 | 1,9 |
63 | 0,04 | 0,063 | 0,2 | 0,63 | 0,9 | 1,25 | 1,6 | 1,8 | 2 |
80 | 0,063 | 0,1 | 0,22 | 0,67 | 0,95 | 1,3 | 1,7 | 1,9 | 2,1 |
100 | 0,1 | 0,16 | 0,25 | 0,71 | 1 | 1,4 | 1,8 | 2 | 2,2 |
125 | 0,16 | 0,25 | 0,28 | 0,75 | 1,05 | 1,5 | 1,9 | 2,1 | 2,4 |
160 | 0,25 | 0,4 | 0,32 | 0,8 | 1,1 | 1,6 | 2 | 2,2 | 2,5 |
200 | 0,4 | 0,63 | 0,42 | 1 | 1,4 | 2 | 2,5 | 2,8 | 3,2 |
250 | 0,56 | 1 | 0,56 | 1,25 | 1,8 | 2,5 | 3,2 | 3,6 | 4 |
320 | 0,75 | 1,6 | 0,75 | 1,6 | 2,2 | 3,2 | 4 | 4,5 | 5 |
400 | 1 | 2 | 1 | 2 | 2,8 | 4 | 5 | 5,6 | 6,3 |
500 | 1,3 | 2,5 | 1,3 | 2,5 | 3,6 | 5 | 6,3 | 7,1 | 8 |
Окончание таблицы 3
Рабочее напряже-ние | Длина пути утечки, мм | ||||||||
Базовая или дополнительная изоляция | |||||||||
Материал печатной схемы | Степень загрязнения | ||||||||
Средне-квадратическое, В | Степень загрязнения | ||||||||
1 | 2 | 1 | 2 | 3 | |||||
а | b | а | Группа материала | Группа материала | |||||
I | II | III | I | II | III | ||||
мм | мм | мм | мм | мм | мм | мм | мм | мм | |
630 | 1,8 | 3,2 | 1,8 | 3,2 | 4,5 | 6,3 | 8 | 9 | 10 |
800 | 2,4 | 4 | 2,4 | 4 | 5,6 | 8 | 10 | 11 | 12,5 |
1000 | 3,2 | 5 | 3,2 | 5 | 7,1 | 10 | 12,5 | 14 | 14 |
1250 | 4,2 | 6,3 | 9 | 12,5 | 16 | 18 | 20 | ||
1600 | 5,6 | 8 | 11 | 16 | 20 | 22 | 25 | ||
2000 | 7,5 | 10 | 14 | 20 | 25 | 28 | 32 | ||
2500 | 10 | 12,5 | 18 | 25 | 32 | 36 | 40 | ||
3200 | 12,5 | 16 | 22 | 32 | 40 | 45 | 50 | ||
4000 | 16 | 20 | 28 | 40 | 50 | 56 | 63 | ||
5000 | 20 | 25 | 36 | 50 | 63 | 71 | 80 | ||
6300 | 25 | 32 | 45 | 63 | 80 | 90 | 100 | ||
8000 | 32 | 40 | 56 | 80 | 100 | 110 | 125 | ||
10 000 | 40 | 50 | 71 | 100 | 125 | 140 | 160 | ||
а Группы материалов I, II, Illa и lllb.
ь Группы материалов I, II и Ша.
Примечание — В соответствии с МЭК 60664-1 длины путей утечки не могут быть указаны при наличии постоянно проводящих загрязнений (степень загрязнения 4).
6.1.4 Сопротивление изоляции
Сопротивление изоляции не должно быть менее значений согласно таблице 4.
Таблица 4 — Сопротивление изоляции
Измерения3 | Сопротивление | Изоляция |
Между цепью питания и сварочной цепью | 5,0 МОм | Двойная или усиленная |
Между сварочной цепью и защитным контуром | 2,5 МОм | Базовая |
Между цепью питания и защитным контуром | 2,5 МОм | Базовая |
Между цепью питания оборудования класса II и доступными поверхностями13 | 5,0 МОм | Двойная или усиленная |
а Проверку цепей управления проводят вместе с цепью, к которой они гальванически подключены. Доступные цепи управления, отделенные от других цепей, проверяют в соответствии с инструкцией по эксплуатации производителя. ь При измерении с доступными непроводящими поверхностями, указанные поверхности рассматривают как покрытые металлической фольгой. | ||
Любую цепь управления или вспомогательную цепь, подключенную к клемме защитного провода заземления, рассматривают для данного испытания в качестве открытой электропроводящей части.
Соответствие требованиям проверяют проведением стабильных измерений сопротивления изоляции при напряжении постоянного тока 500 В при комнатной температуре.
В процессе проведения измерений горелки должны быть отключены, твердотельные электронные компоненты и их устройства защиты должны быть замкнуты накоротко, а проверку блоков жидкостного охлаждения проводят без жидкости.
6.1.5 Диэлектрическая прочность
Изоляция должна выдерживать следующие значения напряжения испытаний без искрового разряда или пробоя:
а) значения напряжений испытания согласно таблице 5 при первом испытании сварочного источника питания;
Ь) напряжения испытаний, составляющие 80 % от значений согласно таблице 5, при повторных испытаниях того же сварочного источника питания:
Таблица 5 — Напряжение испытания изоляции
Максимальное номинальное напряжение среднеквадратическое, В | Напряжение испытания переменного тока при испытании на диэлектрическую прочность среднеквадратическое, В | |||
Цепи питания3, сварочная цепьь или цепь управления13 | Между всеми цепями и токопроводящими частями, цепями питания и всеми другими цепями, кроме сварочной цепи | Между всеми цепями, кроме участка между цепями питания и сварочной цепью | Между цепью питания и сварочной цепью | |
Оборудование класса I | Оборудование класса II | |||
До 50 | 500 | 1000 | 500 | 1000 |
220 | 1100 | 2200 | 1100 | 2200 |
450 | 1875 | 3750 | 1875 | 3750 |
700 | 2500 | 5000 | 2500 | 5000 |
1000 | 2750 | 5500 | 2750 | 5500 |
Примечание 1 — Максимальное номинальное напряжение действительно для заземленных и неза-земленных систем. Примечание 2 — В настоящем стандарте испытание цепей управления на диэлектрическую прочность ограничено проверкой любой цепи, которая входит или выходит из корпуса, за исключением цепей питания и сварочной цепи. а Допускается интерполяция промежуточных значений для всех сетей питания (цепей питания), работающих в диапазоне напряжений от 220 до 450 В, а также во всех трехфазных, трехпроводных заземленных системах без снятия напряжения (см. приложение А). ь Для промежуточных значений в цепях управления и сварочных цепях допускается использовать интерполяцию. | ||||
Напряжение испытания переменного тока должно иметь примерно синусоидальную форму с пиковым значением, не превышающим среднеквадратическое значение более чем в 1,45 раза и с частотой около 50 или 60 Гц.
Максимально допустимое значение тока отключения должно составлять 100 мА. Высоковольтный трансформатор должен выдавать заданное напряжение до момента срабатывания тока отключения. Отключение означает искровой разряд или пробой.
Примечание — Для обеспечения безопасности оператора рекомендуется применять низкое значение тока отключения (10 мА или менее).
Вариант проверки: допускается использовать напряжение испытания постоянного тока, в 1,4 раза превышающее среднеквадратическое напряжение испытания.
Комплектующие или узлы не должны отсоединяться или закорачиваться, если не соблюдены следующие условия а), Ь) или с):
а) комплектующие или узлы спроектированы и испытаны в соответствии со стандартами, в которых установлены значения напряжения ниже уровня напряжения испытаний. Эти комплектующие или узлы не подключаются между цепями питания и сварочными цепями, их отключение или короткое замыкание не препятствуют проверке части этой цепи. Примером являются двигатели вентиляторов и насосов;
Ь) компоненты или узлы включены в цепь питания или сварочную цепь и их отсоединение не препятствует испытаниям части этой цепи. Например, электронные схемы;
с) сети подавления помех или защитные конденсаторы между цепью питания или сварочной цепью и любой открытой проводящей частью соответствуют действующим стандартам.
Цепи управления, подключенные к клемме защитного провода заземления, не отключают во время испытаний, а затем их испытывают как открытые проводящие части.
По решению производителя напряжение испытания может медленно повышаться до полного значения.
Напряжения испытания между цепью питания, открытыми токопроводящими частями и сварочной цепью могут прикладываться одновременно. Пример приведен в приложении В.
Сварочные источники питания с приводом от двигателя подвергают тому же испытанию.
Соответствие проверяют путем приложения напряжения испытания:
а) в течение 60 с (типовые испытания);
Ь) 5 с (приемо-сдаточные испытания) или
с) 1 с (приемо-сдаточное испытание с увеличением напряжения испытания на 20 %).
6.2 Защита от поражения электрическим током при нормальной эксплуатации
(прямой контакт)
6.2.1 Защита, обеспечиваемая корпусом
Сварочные источники питания, специально спроектированные для эксплуатации внутри помещений, должны иметь минимальную степень защиты IP21S в соответствии с процедурами и условиями испытаний МЭК 60529.
Сварочные источники питания, специально спроектированные для эксплуатации вне помещений, должны иметь минимальную степень защиты IP23S в соответствии с процедурами и условиями испытаний МЭК 60529.
Сварочные источники питания со степенью защиты IP23S допускается хранить, но не эксплуатировать на открытом воздухе при атмосферных осадках, если они не находятся в укрытии.
Корпус оборудования должен обеспечивать достаточный дренаж. Вода, не ушедшая через дренаж, не должна влиять на работу оборудования или снижать безопасность. Количество воды, попадающее в корпус, не ограничено.
Соединения сварочной цепи должны быть защищены в соответствии с 11.4.1.
Дистанционное управление сварочными источниками питания должно иметь минимальную степень защиты IP2X с использованием процедур и условий испытаний МЭК 60529.
Соответствие требованиям проверяют следующим испытанием: сварочный источник питания подвергают гидравлическим испытаниям в обесточенном состоянии. Сразу же после окончания данного испытания сварочный источник питания необходимо перенести в безопасную среду и подвергнуть испытанию на сопротивление изоляции в соответствии с 5.4 д) и испытанию на диэлектрическую прочность изоляции в соответствии с 5.4 h).
6.2.2 Конденсаторы
Каждый конденсатор, входящий в состав сварочного источника питания и подключенный через цепь питания или через обмотку трансформатора, обеспечивающего подачу сварочного тока:
а) должен содержать не более 1 л легковоспламеняющейся жидкости;
Ь) иметь конструкцию, обеспечивающую герметичность при нормальной эксплуатации;
с) быть встроенным в корпус сварочного источника питания или корпус, отвечающий требованиям настоящего стандарта.
Соответствие проверяют визуальным контролем.
Испытания конденсатора на короткое замыкание — 9.5.
6.2.3 Автоматическая разрядка конденсаторов в цепи питания
Каждый конденсатор оснащают средством автоматического разряда для понижения напряжения в конденсаторе до 60 В и менее в течение времени, необходимого для доступа к любой из токопроводящих частей, подключенных к конденсатору, или соответствующей предупредительной табличкой. Для любого вывода конденсатора, находящегося под напряжением, время доступа принимают равным 1 с.
Конденсаторы с номинальной емкостью не более 0,1 мкФ не считают опасными для поражения электрическим током.
Соответствие проверяют визуальным контролем и проведением следующего испытания.
Сварочный источник питания работает при максимальном номинальном напряжении питания. Затем сварочный источник питания отключают от сети электропитания, а напряжение измеряют приборами, которые не оказывают существенного влияния на измеряемые значения.
6.2.4 Изоляция сварочной цепи
Сварочная цепь должна быть изолирована от цепи питания и от цепей, напряжение в которых выше, чем допустимое напряжение холостого хода в соответствии с 11.1.1 (например, вспомогательной цепи питания), с помощью усиленной или двойной изоляции или аналогичных средств, отвечающих требованиям 6.1. При подключении цепи к сварочной цепи подачу электропитания в такую цепь осуществляют с помощью разделительного трансформатора или аналогичного оборудования.
Не следует выполнять внутреннее подключение сварочной цепи к соединительным элементам внешнего провода защитного заземления, корпуса, рамы или сердечника сварочного источника питания, за исключением случаев подключения к устройству подавления сетевых помех или защитному конденсатору, при необходимости.
Соответствие требованиям проверяют по 6.1.
6.2.5 Ток прикосновения в сварочной цепи
Значение тока прикосновения между выводами сварочной цепи и клеммой провода заземления не должно превышать 14,1 мА пикового значения тока.
Соответствие требованиям проверяют визуальным контролем и измерением тока прикосновения в цепи, как показано на рисунке 3, при номинальном напряжении питания и в режиме холостого хода.
Схему измерений на рисунке 2 выполняют в соответствии с рисунком 3.
О О О
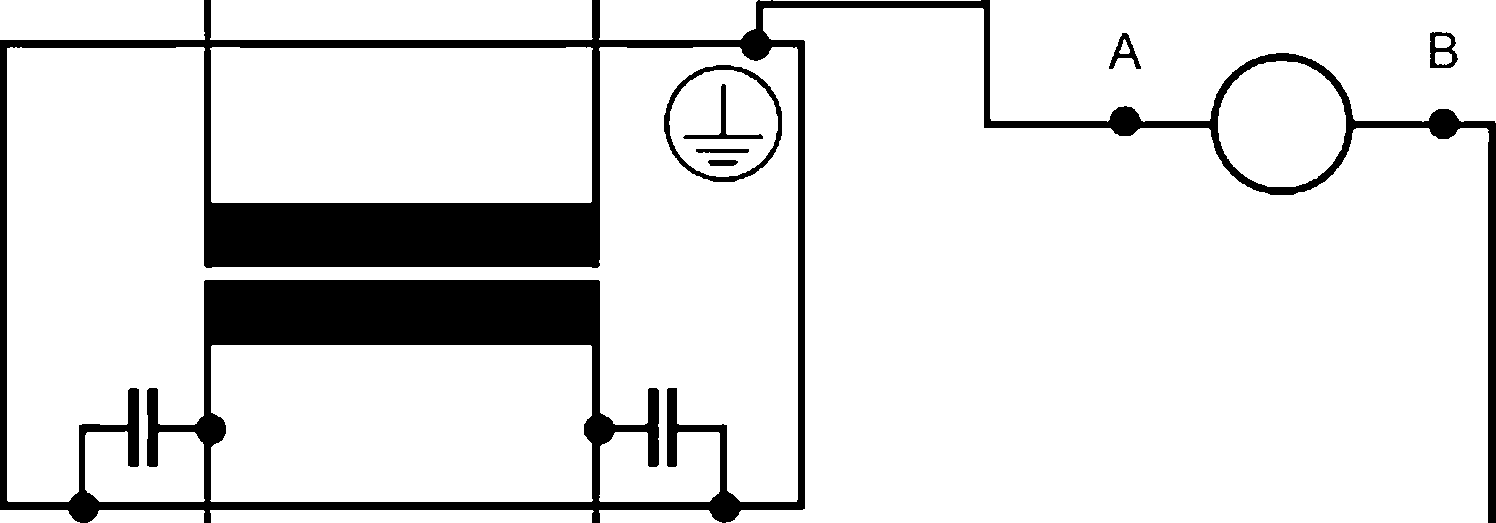
■о ю
А, В — точки цепи подключения измерительного прибора
Рисунок 3 — Измерение тока прикосновения сварочной цепи
Примечание — Для оборудования класса II применяют клемму РЕ заземленной сети электропитания.
6.2.6 Ток прикосновения в нормальных условиях
Ток прикосновения для открытых токопроводящих поверхностей, не подключенных к защитному контуру, не должен превышать 0,7 мА пикового значения при нормальных условиях.
Соответствие требованиям проверяют измерением тока прикосновения с использованием схемы, приведенной на рисунке 4, и схемы измерений рисунка 1 без имитации неисправности и при следующих условиях:
а) сварочный источник питания:
- изолирован от земли;
- питается от максимально возможного номинального напряжения питания плюс соответствующий рабочий допуск, указанный производителем, не менее +10 % для любого источника питания, за исключением +6 % для систем питания напряжением 600 В или более;
Ь) сварочная цепь находится в режиме холостого хода; с) конденсаторы подавления помех не отключены.

Рисунок 4 — Измерение тока прикосновения в нормальных условиях
6.3 Защита от поражения электрическим током в условиях отказа (непрямой контакт)
6.3.1 Защитные мерыВ соответствии с МЭК 61140 сварочные источники питания, за исключением сварочных цепей, относятся к оборудованию класса I или II.
6.3.2 Изоляция между обмотками цепи питания и сварочной цепью
Обмотки цепей питания и сварочной цепи должны быть изолированы:
а) усиленной или двойной изоляцией или
Ь) базовой изоляцией по отношению к металлическому экрану, который находится между обмотками и соединен с проводом защитного заземления.
Между обмотками цепей питания и сварочной цепью должна быть изоляция, соответствующая значениям согласно таблице 6. Применяют другие средства согласно МЭК 61558-1 при условии выполнения требований МЭК 61558-1.
Таблица 6 — Минимальное расстояние проходной изоляции
Номинальное напряжение питания среднеквадратическое, В | Минимальное расстояние проходной изоляции, мм | |
Однослойная изоляция | Три отдельных слоя изоляции и более | |
До 440 | 1,3 | 0,35 |
441—690 | 1,5 | 0,4 |
691—1000 | 2,0 | 0,5 |
При наличии между обмотками металлического экрана, толщина изоляции между каждой обмоткой и экраном должна быть не менее половины значений согласно таблице 6.
Соответствие проверяют визуальным контролем и измерениями.
6.3.3 Внутренние электрические провода и соединения
Внутренние электрические провода и соединения должны быть закреплены или расположены таким образом, чтобы исключить их случайное ослабление, при котором может возникнуть электрический контакт:
а) между цепью питания или другими цепями и сварочной цепью, когда значение напряжения на выходе может превысить допустимое значение напряжения холостого хода;
Ь) между сварочной цепью и проводом защитного заземления, корпусом, рамой или сердечником.
Места прохождения изолированных электрических проводов через металлические детали снабжают втулками из изоляционного материала или выполняют отверстия с радиусом закругления кромок не менее 1,5 мм.
Неизолированные электрические провода должны быть закреплены таким образом, чтобы между ними и электропроводящими деталями сохранялись изоляционные промежутки и длины путей утечки, см. 6.1.2 и 6.3.2.
Электрические провода различных цепей допускается укладывать бок о бок в один и тот же канал (например, в кабельный короб, в систему кабельной магистрали) или объединять в один многожильный кабель при условии, что выбранная схема размещения не оказывает негативного влияния на работу соответствующих цепей. Там, где указанные цепи работают при различных значениях напряжения, электрические провода следует отделять друг от друга соответствующими изолирующими перегородками или снабжать изоляцией, выдерживающей самое высокое напряжение, на которое рассчитан каждый из электрических проводов этого же канала.
Соответствие проверяют визуальным контролем и измерениями.
6.3.4 Дополнительные требования к системам плазменной резки
Горелка плазменной резки, комплектующие (например, подлежащие замене в связи с износом) и источник питания для плазменной резки: рекомендованные производителем, должны образовывать безопасную систему.
Плазменные наконечники, которые по техническим причинам не могут быть защищены от прямого контакта, считают в достаточной степени защищенными при нормальных условиях эксплуатации и при возникновении условий единичного отказа в случае выполнения следующих требований:
а) при отсутствии тока дуги:
- значение напряжения между плазменным наконечником и заготовкой и/или землей не выше значений согласно 11.1.1 или
- источник питания плазменной резки оснащен устройством обеспечения безопасности в соответствии с разделом 13 и
Ь) для ручных систем при наличии тока дуги:
- к сторонам плазменного наконечника, если он расположен на плоской поверхности с перпендикулярной к ней центральной осью, невозможно притронуться испытательным щупом в соответствии с МЭК 60529 или
- значение напряжения нагрузки постоянного тока между плазменным наконечником и заготовкой и/или землей не выше значений согласно 11.1.1.
Примечание — Единичным отказом является аномальный режим работы, при котором электрод контактирует с плазменным наконечником из-за отсутствия изоляции, прилипания плазменного наконечника к электроду, наличия проводящего материала между плазменным наконечником и электродом, неправильного подбора деталей, ослабления деталей, абразивного износа электрода, неправильной вставки деталей, чрезмерной нагрузки или повышенного расхода газа.
Соответствие требованиям проверяют в соответствии с 11.1, моделированием неисправности горелки и проверкой в соответствии с разделом 13. Испытание горелки проводят в соответствии с МЭК 60974-7.
6.3.5 Съемные катушки и сердечники
Если для регулировки сварочного тока применяют съемные катушки или сердечники, то требуется наличие конструкции, при которой заданные изоляционные промежутки и длины путей утечки остаются неизменными с учетом электрических и механических нагрузок.
Соответствие требованиям проверяют пятисоткратным включением механизма при его полном перемещении из минимального в максимальное положение со скоростью, заданной производителем, и визуальным контролем.
6.3.6 Ток прикосновения при возникновении неисправности
Значение тока прикосновения под нагрузкой для оборудования класса I при повреждении или отсоединении от внешнего защитного провода не должно превышать пиковое значение 14,1 мА, за исключением оборудования с постоянным соединением с помощью провода защитного заземления в соответствии с МЭК 61140.
Оборудование для неразъемного соединения с защитным проводом заземления может иметь ток утечки до 5 % значения номинального тока питания для одной фазы.
Проверку соответствия требованиям проводят с использованием конфигураций в соответствии с приложением N, схемы измерения в соответствии с рисунком 2 и при соблюдении следующих условий:
1) сварочный источник питания:
- изолирован от заземления;
- полностью собран и готов к использованию в максимальной комплектации;
- запитан от максимально возможного номинального напряжения питания плюс соответствующий рабочий допуск, указанный производителем, не менее +10 % для любого источника питания, за исключением +6 % для систем питания напряжением 600 В или выше;
- не подключен к защитному заземлению, за исключением подключения через измерительные устройства;
2) сварочная цепь находится в режиме холостого хода;
3) конденсаторы подавления помех не должны отключаться.
Примечание 1 — Если ток прикосновения близок к предельному значению, то учитывают влияние допусков конденсаторов подавления помех и особое внимание уделяют точности измерений и калибровке.
Примечание 2 — Как правило, ток прикосновения максимален при самом высоком напряжении питания. Электронные сварочные источники питания не всегда будут обеспечивать максимальный ток прикосновения при таких условиях питания. Ток прикосновения может быть максимальным при самом низком напряжении, то есть при максимальном потреблении тока, или при некоторых других условиях. Защита от поражения электрическим током обеспечивается при самых неблагоприятных условиях эксплуатации.
7 Тепловые требования
7.1 Тепловые испытания
7.1.1 Условия испытанийПри подключении измерительных приборов доступ должен осуществляться через отверстия, оснащенные защитными крышками, смотровые дверцы или легкосъемные панели. Вентиляция зоны проведения испытаний и измерительные приборы не должны препятствовать нормальной вентиляции сварочного источника питания или вызывать чрезмерную передачу тепла к нему или от него.
Сварочный источник питания должен работать при номинальном напряжении питания на постоянном токе и при времени цикла (10 ± 0,2) мин:
а) при номинальном сварочном токе (/2) и цикле нагрузки 60 % и/или 100 % в зависимости от ситуации;
Ь) при номинальном максимальном значении сварочного тока (^тах) ПРИ соответствующем цикле нагрузки.
Если известно, что при условиях а) или Ь) не обеспечивается максимальный нагрев, то испытание проводят в пределах номинального диапазона, при котором обеспечивается максимальный нагрев.
Если сварочный источник питания спроектирован для выполнения сварки вольфрамовым электродом в среде инертного газа на переменном токе, то несимметричная нагрузка может создавать максимальный нагрев. В этом случае испытание следует проводить в соответствии с приложением С.
Необходимо поддерживать температуру окружающей среды в соответствии с 5.1.
Примечание 1 — Данный максимальный нагрев возможен в режиме холостого хода.
Примечание 2 — Испытания, если возможно, следуют одно за другим без паузы на выравнивание температуры сварочного источника питания и температуры окружающего воздуха.
7.1.2 Допуски параметров испытаний
В течение последних 60 мин тепловых испытаний в соответствии с 7.1.3 необходимо соблюдать следующие допуски:
а) напряжение нагрузки: % от соответствующего стандартного напряжения нагрузки;
Ь) сварочный ток: % от соответствующего стандартного сварочного тока;
с) напряжение питания: ±5 % от соответствующего номинального напряжения питания;
d) частота вращения двигателя: ±5 % от соответствующей номинальной частоты вращения;
е) температура: +J0 К от температуры окружающей среды.
7.1.3 Продолжительность испытания
Испытания на нагрев проводят до тех пор, пока скорость роста температуры не превысит 2 К/ч для любого из компонентов за период не менее 60 мин.
7.2 Измерение температуры
7.2.1 Условия измеренийТемпературу следует определять в середине последнего цикла нагрузки следующим образом: а) для обмоток — измерением сопротивления или с помощью датчиков температуры поверхности или встроенных датчиков температуры.
Примечание 1 — Метод измерения температуры поверхности не является предпочтительным.
Примечание 2 — Если обмотки с малым сопротивлением снабжены переключающими контактами, расположенными последовательно, то измерение сопротивления может давать ошибочные результаты;
Ь) для прочих деталей — с помощью датчиков температуры поверхности.
7.2.2 Датчик температуры поверхности
Температуру измеряют приложением датчика температуры к открытым поверхностям обмоток или иных деталей в соответствии с условиями, обозначенными ниже.
Примечание 1 — Типичными температурными датчиками являются термопары, термометры сопротивления и т. д.
Ртутный термометр не применяют для измерения температуры обмоток и поверхностей.
Датчики температуры размещают в легкодоступных местах, где вероятность достижения максимальной температуры самая высокая. Рекомендуется выявлять предположительные участки максимального нагрева путем проведения предварительной проверки.
Примечание 2 — Размер и площадь участков максимального нагрева обмоток зависят от конструкции сварочного источника питания.
Необходимо обеспечить эффективную теплопередачу от точки измерения к датчику температуры, а также предусмотреть защиту датчика температуры от воздушных потоков и излучения.
7.2.3 Метод сопротивления
Рост температуры обмоток определяют путем увеличения их сопротивления и для медных обмоток рассчитывают по формуле
_(235+t,)(R2-R.)
f2_fa ------о------+ V1_M’
где — температура обмотки на момент измерения Rv °C;
£2 — расчетная температура обмотки в конце испытания, °C;
ta — температура окружающего воздуха в конце испытания, °C;
/?1 — начальное сопротивление обмотки, Ом;
R2 — сопротивление обмотки в конце испытания, Ом.
Для алюминия число 235 в приведенной выше формуле заменяют числом 225. Температура t1 должна быть в пределах ±3 К температуры окружающего воздуха.
7.2.4 Встроенный датчик температуры
Температуру измеряют термопарами или иными предназначенными для измерения температуры приборами сопоставимого размера, встроенными в подверженные наибольшему нагреву части.
Термопары прикладывают непосредственно к обмоткам и катушкам. Любую изоляцию на самих проводниках удалять не требуется.
Термопару, приложенную к наиболее нагретой точке отдельного слоя обмотки, считают встроенной.
7.2.5 Определение температуры окружающего воздуха
Температуру окружающего воздуха измеряют не менее чем тремя приборами. Их следует равномерно разместить вокруг сварочного источника питания на высоте, равной примерно половине высоты источника, и на расстоянии 1—2 м от его поверхности. Приборы следует защищать от сквозняков и перегрева. Температуру окружающего воздуха определяют как среднее значение температурных показаний.
Если сварочный источник питания имеет систему принудительного воздушного охлаждения, то одно измерительное устройство размещают в месте забора воздуха в систему охлаждения. Температуру окружающего воздуха принимают равной среднему значению показаний, полученных через равные промежутки времени в течение последней четверти времени испытаний.
7.2.6 Регистрация значений температур
Температуру регистрируют при работающем оборудовании и после его остановки. Для тех деталей, регистрация температуры которых невозможна при работающем оборудовании, значения температуры регистрируют после остановки оборудования в соответствии с описанием, приведенным ниже.
Когда проходит определенное количество времени с момента остановки до момента последнего измерения температуры, то есть когда температура уже упала, применяют соответствующие поправки для получения точного значения той температуры, которая была на момент остановки. Это может быть сделано построением кривой в соответствии с приложением D. Необходимо использовать не менее четырех показаний температуры, полученных в пределах 5 мин с момента остановки. Если при последовательных измерениях получают повышение температуры после остановки, то применяют наибольшее значение.
Для поддержания температуры во время остановки необходимо принимать меры предосторожности, направленные на сокращение периода остановки сварочного источника питания, работающего от двигателя.
7.3 Пределы роста температуры
7.3.1 Обмотки, коммутаторы и токосъемные кольцаРост температуры обмоток, коммутаторов и токосъемных колец не должен превышать значений, представленных в таблице 7, независимо от применяемого метода измерений температуры.
Таблица 7 — Пределы роста температуры для обмоток, коммутаторов и токосъемных колец
Класс изоляции, °C | Максимальная температура,°C | Максимальный рост температуры, К | |||
Обмотки | Коммутаторы и токосъемные кольца | ||||
Датчик температуры поверхности | Сопротивление | Встроенный датчик температуры | |||
105 (А) | 150 | 55 | 60 | 65 | 60 |
120(Е) | 165 | 70 | 75 | 80 | 70 |
130(В) | 175 | 75 | 80 | 90 | 80 |
155(F) | 190 | 95 | 105 | 115 | 90 |
180(Н) | 210 | 115 | 125 | 140 | 100 |
200 (N) | 230 | 130 | 145 | 160 | Не установлено |
220 (R) | 250 | 150 | 160 | 180 | |
Примечание 1 — Использование датчика температуры поверхности подразумевает измерение температуры датчиком, который не является встроенным, на самых доступных участках максимального нагрева внешней поверхности обмоток. Примечание 2 — Как правило, температура на поверхности самая низкая. Температура, определяемая измерением сопротивления, представляет собой усредненное значение температуры той или иной обмотки. Измерение наиболее высокой температуры в обмотках (на участках максимального нагрева) возможно с помощью встроенных датчиков температуры. Примечание 3 — Допустимы другие классы изоляции с более высокими значениями, чем указанные в таблице 7, см. МЭК 60085. | |||||
При соответствии какой-либо детали требованиям таблицы 7 не допускается нагревать данную деталь до температуры, при которой может быть нанесено повреждение соседней детали.
Для испытаний при любом цикле нагрузки, отличном от 100 %, температура, наблюдаемая во время любого полного цикла, не должна выходить за максимальные пределы согласно таблице 7.
Соответствие требованиям проверяют проведением измерений в соответствии с 7.2.
7.3.2 Внешние поверхности
Рост температуры внешних поверхностей не должен превышать значений, представленных в таблице 8. Предельные значения роста температуры приведены:
- для непреднамеренного контакта длительностью 1 с для корпусов;
- контакта длительностью 4 с для кнопок;
- контакта длительностью 60 с для рукояток.
Таблица 8 — Температурные пределы для внешних поверхностей
Внешние поверхности | Максимальный рост температуры, К | Предельное значение продолжительности контакта3, с |
Металлический корпус без покрытия | 25 | 1 |
Металлические корпуса с лакокрасочным покрытием | 35 | 1 |
Пластмассовые корпуса | 45 | 1 |
Металлические кнопки без покрытия | 18 | 4 |
Металлические кнопки с лакокрасочным покрытием | 22 | 4 |
Пластмассовые кнопки | 35 | 4 |
Металлические рукоятки | 10 | 60 |
Пластмассовые рукоятки | 20 | 60 |
а Справочные значения в соответствии с ИСО 13732-1. | ||
Для сварочных источников питания с приводом от двигателя предельные значения таблицы 8 могут быть выше для следующих поверхностей:
а) узнаваемых по внешнему виду или функционально, или
Ь) обозначенных номером МЭК 60417-5041:2002-10, или
с) локализованных или имеющих ограждение для предотвращения непреднамеренного контакта в нормальном режиме эксплуатации.
Примечание — К поверхностям, узнаваемым по внешнему виду или функционально, относят такие детали, как элементы выхлопной системы, глушители, искрогасители или головки блока цилиндров.
Соответствие требованиям проверяют проведением измерений в соответствии с 7.2 и визуальным контролем.
7.3.3 Прочие компоненты
Максимальная температура прочих компонентов не должна превышать значений номинальной максимальной температуры согласно соответствующему стандарту.
7.4 Испытания под нагрузкой
Сварочные источники питания должны выдерживать циклическую нагрузку без повреждений или функциональных отказов. Данное испытание может быть проведено на любом исправном сварочном источнике питания.
Соответствие требованиям проверяют проведением следующих испытаний и установлением того, что во время испытаний у сварочного источника питания не возникли повреждения или функциональные отказы.
Начиная с непрогретого состояния в сварочный источник питания подается нагрузка при номинальном максимальном сварочном токе до момента, пока не произойдет одно из следующего:
а) сработает тепловая защита;
Ь) будет достигнут допустимый предел максимальной температуры обмоток;
с) будет достигнут период в 10 мин.
Непосредственно после сброса тепловой защиты в состояние а) или после Ь) или с) проводят одно из следующих испытаний.
1) В случае использования сварочного источника питания с падающей характеристикой органы управления настраивают на обеспечение подачи номинального максимального сварочного тока. Затем 60 раз подается нагрузка в виде короткого замыкания с внешним сопротивлением от 8 до 10 мОм в течение 2 с, после чего следует пауза 3 с.
2) В случае использования сварочного источника питания с жесткой характеристикой однократно в течение 15 с подается нагрузка, превышающая в 1,5 раза значение номинального максимального сварочного тока при максимально доступном напряжении нагрузки. Для сварочного источника питания, оснащенного устройством защиты, которое ограничивает значение сварочного тока до значения менее 150 % от номинального максимального сварочного тока, испытание проводят при максимальном сварочном токе, допустимом при соответствующем напряжении на нагрузке.
Сразу после проведения испытания 1) или 2), пока оборудование находится в нагретом состоянии, его проверяют на соответствие требованиям 6.1.5.
7.5 Коммутаторы и токосъемные кольца
Коммутаторы, токосъемные кольца и их электрощетки не должны иметь признаков опасного искрения или повреждения на протяжении всего периода работы сварочного источника питания, работающего от двигателя.
Соответствие проверяют визуальным контролем в процессе:
а) испытаний на нагрев в соответствии с 7.1 и
Ь) под нагрузкой в соответствии с 1) или 2) 7.4.
8 Тепловая защита
8.1 Общие требования
Работающий от сети сварочный источник питания оснащается тепловой защитой, если цикл нагрузки при номинальном максимальном сварочном токе:
а) ниже 35 % — в случае падающей характеристики или
Ь) ниже 60 % — в случае жесткой характеристики.
Примечание — Падающую характеристику, как правило, применяют для ручной дуговой сварки покрытым электродом, а также сварки вольфрамовым электродом в среде инертных газов, тогда как жесткую характеристику, как правило, применяют для сварки металла плавящимся электродом в среде инертного/активного газа.
Если сварочный источник питания оснащен тепловой защитой, то она должна соответствовать требованиям 8.2—8.7.
Соответствие проверяют визуальным контролем.
8.2 Конструкция
Конструкция тепловой защиты должна предотвращать возможность изменения настроек температуры или режима работы.
Соответствие требованию проверяют визуальным контролем.
8.3 Расположение
Устройство тепловой защиты должно всегда располагаться внутри сварочного источника питания с целью обеспечения надежной передачи тепла.
Соответствие требованию проверяют визуальным контролем.
8.4 Эксплуатационные возможности
Тепловая защита должна срабатывать в момент, когда сварочный источник питания выдает номинальный максимальный сварочный ток:
а) 100 раз, если цикл нагрузки составляет 35 % и более, или
Ь) 200 раз, если цикл нагрузки составляет менее 35 %.
Соответствие требованиям проверяют приложением подходящей избыточной нагрузки, создающей требуемое количество последовательных отключений цепи и обладающей теми же электрическими характеристиками, особенно по току и реактивному сопротивлению, которые характерны и для цепи, в которой применяется тепловая защита.
После данного испытания необходимо обеспечить выполнение требований 8.5 и 8.6.
8.5 Функционирование
Тепловая защита должна предотвращать рост максимальной температуры обмоток сварочного источника питания, приведенный в таблице 7.
Тепловая защита не должна срабатывать тогда, когда сварочный источник питания нагружен номинальным максимальным сварочным током при соответствующем номинальном цикле нагрузки, указанном на табличке.
Соответствие требованиям проверяют в процессе работы в соответствии с 7.1 при номинальном максимальном сварочном токе в условиях температуры окружающей среды, обозначенной в 5.1, и без срабатывания тепловой защиты. После этого сварочный источник питания перезагружают в соответствии с требованиями 9.4. Если температурные условия согласно 5.1 не приводят к максимальному нагреву обмоток, то испытание проводят при температуре окружающей среды, обеспечивающей максимальный нагрев обмоток.
8.6 Сброс
Сброс тепловой защиты в исходное состояние не должен проводиться автоматически или вручную до тех пор, пока температура не снизится до значения, которое соответствует определенному классу изоляции согласно таблице 7.
Соответствие требованиям проверяют проведением функциональной проверки и измерением температуры.
8.7 Индикация
Сварочный источник питания, оснащенный тепловой защитой, должен иметь индикацию понижения или отключения устройством тепловой защиты выходной мощности сварочного источника питания. Если сброс тепловой защиты предусмотрен в автоматическом режиме, то индикация должна иметь желтый свет (или желтый флажок в окне) или буквенно-цифровое отображение на дисплее сварочного источника питания, механизме подачи проволоки или вспомогательном оборудовании, обозначений или слов, значения которых приведены в инструкции по эксплуатации.
Соответствие проверяют визуальным контролем.
9 Аварийный режим работы
9.1 Общие требования
Сварочный источник питания не должен выходить из строя и повышать риск поражения электрическим током или возгорания в условиях эксплуатации по 9.2—9.5. Указанные испытания проводят без учета температуры любой из деталей или продолжительности надежного функционирования сварочного источника питания. Единственным критерием является отсутствие угрозы безопасности со стороны сварочного источника питания. Данное испытание может быть проведено на любом исправном сварочном источнике питания.
Сварочные источники питания, имеющие внутреннюю защиту, например автоматический выключатель, или тепловую защиту, соответствуют указанному требованию при условии срабатывания устройства защиты до момента возникновения угрозы безопасности.
Соответствие требованиям проверяют следующими испытаниями:
а) слой сухой абсорбирующей хирургической ткани помещают под сварочный источник питания с выступом за край с каждой стороны на 150 мм;
Ь) начиная с непрогретого состояния сварочный источник питания запускают в работу в соответствии с 9.2—9.4;
с) в процессе испытания сварочный источник питания не должен искрить, выбрасывать частицы расплавленного металла и прочие частицы, которые воспламеняют тканевый индикатор;
d) по завершении данного испытания не позднее чем через 5 мин сварочный источник питания должен выдержать испытание на диэлектрическую прочность в соответствии с 6.1.5 Ь).
9.2 Испытание в режиме остановки вентилятора
Для проверки на соответствие испытаниям согласно 7.1 сварочный источник питания, оснащенный вентилятором(ами) с двигателем, запускают в работу при номинальном напряжении питания или номинальных оборотах под нагрузкой на 4 ч, в течение которых двигатель вентилятора механически останавливается, а сварочный источник питания работает в режиме выходной мощности согласно 7.1.
Примечание — Испытание предназначено для проверки безопасности работы, как сварочного источника питания, так и вентилятора при их эксплуатации с неподвижным вентилятором.
9.3 Проверка в режиме короткого замыкания
Сварочный источник питания закорачивают горелкой и сварочными кабелями, как правило поставляемыми производителем, или, если они не поставляются, проводом 1,2 м, имеющим поперечное сечение согласно таблице 9.
Примечание — Поперечные сечения проводов, выраженные не в единицах системы СИ, приведены в таблице F.1.
Сварочный источник питания при максимальной настройке выходной мощности подключают к номинальному напряжению питания, которое обеспечивает наибольший номинальный ток питания при номинальном максимальном сварочном токе. Цепь питания защищена внешними предохранителями или автоматическим выключателем класса и типа, который определены производителем.
Таблица 9 — Поперечное сечение закорачивающего выходного провода
Номинальный максимальный сварочный ток, А | Минимальное поперечное сечениеа, мм2 |
До 199 | 25 |
200—299 | 35 |
300—499 | 50 |
500 и более | 70 |
а См. приложение F. | |
Короткое замыкание сварочного источника питания не должно вызывать срабатывание предохранителя или автоматического выключателя:
а) в течение 15 с в случае падающей характеристики;
Ь) в течение 1 мин три раза по 1 с в случае жесткой характеристики.
Затем короткое замыкание поддерживают в течение 2 мин или до момента срабатывания предохранителя или автоматического выключателя.
Во время данного испытания напряжение электропитания не должно снижаться более чем на 10 %.
Сварочные источники питания с механическим приводом закорачиваются на 2 мин при работе с максимальной выходной мощностью и настраиваются для работы при номинальных оборотах под нагрузкой.
9.4 Испытание на перегрузку
Сварочный источник питания запускается в работу в течение 4 ч по 7.1.1 Ь) при полуторакратном соответствующем цикле нагрузки.
Если сварочный источник питания рассчитан на цикл нагрузки более 67 %, то это испытание проводят при 100 % цикле нагрузке.
Если сварочный источник питания оснащен регуляторами выходной мощности, то применяют регуляторы, обеспечивающие наибольший ток питания.
Если цикл нагрузки при номинальном максимальном сварочном токе составляет 100 %, то сварочный источник питания не испытывают.
9.5 Короткое замыкание конденсаторов
Каждый конденсатор, входящий в состав сварочного источника питания и подключенный через цепь питания или через обмотку трансформатора, обеспечивающего сварочный ток, не должен приводить к опасному электрическому пробою сварочного источника питания или создавать риск возгорания в случае отказа.
Соответствие требованиям проверяют следующим испытанием.
Сварочный источник питания работает на холостом ходу при номинальном напряжении питания с предохранителем или автоматическим выключателем, рассчитанным на значение номинального максимального тока питания не более 200 %, при этом все или любой из конденсаторов закорочены до тех пор, пока:
1) не сработал какой-либо предохранитель или устройство защиты от перегрузки по току в сварочном источнике питания или
2) не перегорел предохранитель или сработал автоматический выключатель цепи питания, или
3) элементы цепи питания сварочного источника питания достигнут установленной температуры, не выше допустимой в 7.3.
Если появляется какой-либо чрезмерный нагрев или плавление, то сварочный источник питания должен соответствовать требованиям 9.1 а), с) и d).
При типовых испытаниях в соответствии с настоящим стандартом не должно быть утечки жидкости.
Для конденсаторов подавления помех классов X и Y или конденсаторов, имеющих внутренний предохранитель или автоматический выключатель, это испытание не требуется.
10 Подключение к сети электропитания
10.1 Напряжение питания
Сварочные источники питания должны работать при номинальном напряжении питания ±10 %. Возможны отклонения от номинальных значений.
Соответствие требованиям проверяют проведением следующего испытания.
Сварочный источник питания подключают к стандартной нагрузке и настраивают на максимальное и минимальное значения выходной мощности. Проверку каждой настройки проводят при номинальном значении напряжения питания ±10 %. Проверяют наличие стабильного тока в сварочной цепи при соблюдении этих четырех условий.
10.2 Электропитание от источников различных напряжений
Сварочные источники питания, предназначенные для работы от различных напряжений питания, должны быть оснащены одним из следующих компонентов:
а) внутренней панелью выбора напряжения с регулировкой напряжения питания с помощью клеммных перемычек. Схема расположения клеммных перемычек для каждого напряжения питания должна иметь маркировку;
Ь) внутренней клеммной коробкой или панелью, на клеммах которой четко обозначены напряжения питания;
с) переключателем для выбора ступеней трансформатора, который должен быть снабжен системой блокировки, препятствующей перемещению переключателя в неправильное положение. Система блокировки должна регулироваться только с помощью инструмента;
d) двумя сетевыми кабелями, каждый из которых снабжен собственной вилкой и многопозиционным переключателем, препятствующим подаче напряжения в штыри неприменяемой вилки;
е) системой автоматической настройки сварочного источника питания под соответствующее напряжение питания.
Примечание — Сварочные источники питания могут быть оснащены внешней индикацией выбранного напряжения питания.
Соответствие проверяют визуальным контролем и следующими испытаниями.
В случае d) дополнительно проверяют многопозиционный переключатель в соответствии с 10.8.
10.3 Средства подключения к цепи питания
Средствами подключения к цепи питания являются:
а) клеммы, предназначенные для постоянного подключения гибких сетевых кабелей;
Ь) клеммы, предназначенные для подключения сетевых кабелей к стационарному оборудованию;
с) входные разъемы подсоединения к сварочному источнику питания.
Примечание — Выполнение данного требования возможно применением клемм на таких устройствах, как переключатель, контактор и т. д.
Средства подключения к цепи питания следует выбирать в зависимости от максимального эффективного тока питания /1eff и максимального напряжения питания, также они должны отвечать требованиям соответствующих стандартов или иметь конструкцию в соответствии с приложением Е.
Соответствие проверяют визуальным контролем.
10.4 Маркировка подключений
Клеммы для подключения провода внешнего заземления должны иметь маркировку ( )
(МЭК 60417-5019:2006-08). KSZ
Допускается добавлять следующее:
а) буквы РЕ или
Ь) двухцветную маркировку провода — зеленую и желтую.
Клеммы трехфазного оборудования должны иметь четкую маркировку в соответствии с МЭК 60445 или другими соответствующими стандартами на комплектующие. Идентификационную маркировку наносят непосредственно на клемму или располагают рядом с ней.
Соответствие проверяют визуальным контролем.
10.5 Защитный контур
10.5.1 Требования к целостности цепиВнутренний защитный контур должен выдерживать токи, которые могут возникать в случае неисправности.
Сварочные источники питания класса I должны иметь подходящий разъем, совместимый с разъемами фазовых проводов, размеры которых соответствуют приложению Е и таблице Е.1, для соединения с внешним защитным проводом. Этот разъем не должен использоваться по иному назначению (например, для фиксации двух частей корпуса).
На сварочном источнике питания и внутри него, если в нем есть разъем нулевого провода, этот разъем не должен находиться в электрическом контакте с разъемом для подсоединения защитного провода.
Внутри и снаружи сварочного источника питания изолированные защитные провода должны иметь два цвета — зеленый и желтый. Если сварочный источник поставляется с гибким многожильным кабелем, то у этого кабеля должен быть защитный провод двух цветов — зеленого и желтого.
В некоторых странах применяют только зеленый цвет для идентификации защитного провода и его разъема.
Если сварочный источник питания снабжен защитным проводом, то этот провод должен быть подсоединен таким образом, чтобы в случае его отсоединения от клемм фазовые провода отсоединялись раньше защитного.
Соответствие проверяют визуальным контролем и испытаниями согласно 10.5.2 и 10.5.3.
Во время проведения визуального контроля следует оценивать крепления токопроводящих частей к защитному контуру, например шайбы и саморезы, проходящие через окрашенные или неокрашенные поверхности.
10.5.2 Типовое испытание
Ток равный 200 % от максимального эффективного тока питания, указанного на табличке, подается из корпусной части, которая может находиться под напряжением, через клемму внешнего защитного провода заземления в течение времени согласно таблице 10, при использовании внешнего защитного провода заземления наименьшего сечения — по таблице 11.
Примечание — Форма волны тока при испытании не задана, в сравнительных целях применяется эффективное значение.
Таблица 10 — Требования по току и по времени к защитному контуру
Ток, А | Время, мин |
До 30 | 2 |
31—60 | 4 |
61—100 | 6 |
101—200 | 8 |
Более 200 | 10 |
Таблица 11 — Минимальная площадь поперечного сечения внешнего защитного медного провода заземления
Площадь поперечного сечения фазных проводов электропитания оборудования S, мм2 | Минимальная площадь поперечного сечения внешнего защитного медного провода заземления Sp, мм2 |
S< 16 | S |
16 < S< 35 | 16 |
S> 35 | S/2 |
При проведении испытания не должно наблюдаться расплавления металла, нарушения соединения со сварочным источником питания, нагрева, способного вызвать возгорание, а также падения измеренного среднеквадратического напряжения между корпусной частью и клеммой свыше 4 В.
10.5.3 Приемо-сдаточные испытания
Испытание заключается в проверке непрерывности защитного контура пропусканием тока не менее 10 А частотой 50 или 60 Гц от источника SELV. Испытания необходимо проводить между клеммой РЕ и точками, являющимися частью защитного контура. Продолжительность испытания — 1с.
Напряжение, измеренное между клеммой РЕ и контрольными точками, не должно превышать значений по таблице 12.
Таблица 12 — Проверка непрерывности защитного контура
Минимальная полезная площадь защитного провода заземления проверяемой линии, мм2 | Максимальное измеренное падение напряжения (значения приведены для тока при испытании 10 А), В |
1,0 | 3,3 |
1,5 | 2,6 |
2,5 | 1,9 |
4,0 | 1,4 |
>6,0 | 1,0 |
10.6 Анкерное крепление кабеля
Сварочные источники питания, оснащенные зажимами для подключения гибких сетевых кабелей, должны иметь анкерные крепления кабеля, ослабляющие нагрузку от натяжения в электрических соединениях.
Анкерное крепление кабеля должно соответствовать следующему:
а) размеры крепления рассчитаны на гибкие кабели с площадью поперечного сечения жилы согласно таблице Е.1;
Ь) способ анкерного крепления легко определяем;
с) кабель легко заменяем;
d) кабель не соприкасается с электропроводящими зажимными винтами анкерного крепления кабеля, если эти винты доступны или находятся в электрическом контакте с открытыми электропроводящими деталями;
е) кабель не удерживается прижимающим его металлическим винтом;
f) по крайней мере одна часть анкерного крепления кабеля надежно закреплена на сварочном источнике питания;
д) любые винты, которые необходимо ослабить или затянуть в процессе замены кабеля, не служат для закрепления иных компонентов;
h) при установке на сварочный источник питания класса II анкерное крепление кабеля выполнено из изолирующего материала или изолировано таким образом, чтобы в случае нарушения изоляции открытые электропроводящие части не оказались под напряжением.
Соответствие проверяют визуальным контролем и проведением следующего испытания.
Гибкий сетевой кабель с электрическим проводом, имеющим заданную минимальную площадь поперечного сечения, подсоединяют в месте силового соединения к источнику питания. Анкерное крепление устанавливают на кабель и затягивают.
После этого невозможно продвинуть кабель в сварочный источник питания без повреждения самого кабеля и внутренних деталей сварочного источника питания.
Далее анкерное крепление кабеля ослабляют и повторно затягивают 10 раз.
Затем кабель натягивают без рывков в течение 1 мин согласно таблице 13.
Таблица 13 — Сила натяжения
Номинальная площадь поперечного сечения электрического провода, мм2 | Сила натяжения, Н |
1,5 | 150 |
2,5 | 220 |
4,0 | 330 |
6 и более | 440 |
В конце данного испытания смещение кабеля не должно превышать 2 мм, а смещение концов электрических проводов в зажимах не должно быть заметным. Для измерения смещения до начала испытания на кабель необходимо нанести отметку на расстоянии 20 мм от анкерного крепления кабеля, в момент нанесения отметки кабель должен находиться в натянутом состоянии.
После окончания испытания измеряют смещение указанной отметки относительно анкерного крепления кабеля, в момент измерения кабель должен находиться в натянутом состоянии.
Во время проведения испытания кабель не должен получить видимых повреждений (например, трещин, срезов или разрывов оболочки).
Испытания повторяют с использованием электрического провода с заданной максимальной площадью поперечного сечения.
10. 7 Входные отверстия
В местах, где сетевой кабель проходит через металлические детали, он должен быть снабжен втулкой из изоляционного материала, а кромки отверстия должны быть плавно закруглены с радиусом не менее 1,5 мм.
Соответствие проверяют визуальным контролем.
10. 8 Устройство включения/выключения цепи питания
Встроенное устройстве включения/выключения цепи питания (например, переключателя, контактора или автоматического выключателя) должно:
а) переключать все незаземленные сетевые провода и
Ь) четко отображать, разомкнута или замкнута цепь и
с) иметь одно из двух:
- напряжение не менее значений, указанных на паспортной табличке;
- ток не менее максимального эффективного тока питания, указанного на паспортной табличке, или
d) подходить для конкретной области применения.
Соответствие проверяют визуальным контролем: для с) — в соответствии с другими стандартами, а для d) — проведением следующих испытаний.
Для испытаний коммутационные устройства включения/выключения цепи питания могут быть установлены вне источника питания.
На сварочный источник питания подается номинальное напряжение питания, соответствующее номинальному максимальному току питания, а для оборудования класса I дополнительно устанавливается предохранитель 10—20 А:
- при использовании заземленной цепи питания — в заземляющий соединитель;
- при использовании незаземленной цепи питания — между фазным проводом и защитным контуром.
В процессе проведения испытаний напряжение питания поддерживают не менее его номинального значения.
Перегрузка: выход сварочного источника питания закорачивают в соответствии с 9.3. Коммутационное устройство работает в течение ста циклов со скоростью 6—10 циклов/мин с минимальным временем включения 1 с.
Коммутационное устройство не требует проверки, если его номинальные значения в два раза превышают номинальный максимальный ток питания сварочного источника питания.
Ресурс: стандартную нагрузку подключают к выходу и регулируют до получения номинального сварочного тока при цикле нагрузки 100 %. Коммутационное устройство запускают для работы на протяжении 1000 циклов при скорости 6—10 циклов/мин с минимальным временем включения 1 с.
Сварочный источник питания, рассчитанный для работы при нескольких величинах номинального напряжения питания, также испытывают при номинальном максимальном напряжении питания.
Не должно наблюдаться электрических или механических отказов, а у оборудования класса I — дополнительного срабатывания предохранителя.
Примечание — Устройство, успешно прошедшее данные испытания, может использоваться в других аналогичных областях применения, если требования в этих областях являются одинаковыми или менее жесткими.
10. 9 Кабели питания
При подключении кабелей питания к сварочному источнику питания должно выполняться следующее:
а) кабели подходят для данной конкретной области применения и соответствуют национальным и региональным нормам;
Ь) сечение кабеля соответствует максимальному эффективному току питания /1eff и
с) длина кабеля не менее 2 м при измерении от точки выхода из корпуса.
Соответствие проверяют визуальным контролем.
Примечание — Примеры местных норм приведены в библиографии, например, ЕН 50525-2-21, электрический код NFPA 70 (SE, SO, ST, STO или другой кабель для особо тяжелых условий эксплуатации) или CSA С22.1. ПВХ изоляция не подходит для данного применения.
10.1 0 Сетевое соединительное устройство (штепсельная розетка)
Если в состав оборудования для дуговой сварки входит сетевое соединительное устройство, то его номинальные значения должны быть не менее:
а) номинального тока предохранителя, необходимого для проведения испытаний согласно 9.3, вне зависимости от того, встроен или нет переключатель цепи питания;
Ь) максимального эффективного тока питания /1eff.
Дополнительно для сетей питания до 125 В номинальный ток должен быть не менее значений согласно с) или d):
с) 70 % номинального максимального тока питания для оборудования со встроенным переключателем питания;
d) 70 % тока питания, измеренного в режиме короткозамкнутого выхода при заданном максимальном значении для оборудования без переключателя питания.
Соединительное устройство должно быть промышленного назначения.
Примечание — Примеры соединительных устройств промышленного назначения приведены в МЭК 60309-1.
Соответствие проверяют визуальным контролем и проведением измерений и расчетов.
11 Выходная мощность
11.1 Номинальное напряжение холостого хода
11.1.1 Номинальное напряжение холостого хода при эксплуатации в средах с повышенной опасностью поражения электрическим током
Если сварочный источник питания не оснащен устройством обеспечения безопасности в соответствии с разделом 13, то номинальное напряжение холостого хода не должно превышать следующих значений:
а) для постоянного тока 113 В амплитудного значения;
Ь) для переменного тока 68 В амплитудного и 48 В среднеквадратического значений.
Указанные сварочные источники питания могут иметь обозначение 84 согласно приложению 1_ПТ].
Соответствие требованиям проверяют проведением измерений и проверкой цепи и/или имитацией отказа в соответствии с 11.1.5.
11.1.2 Номинальное напряжение холостого хода при эксплуатации в средах без повышенной опасности поражения электрическим током
Если сварочный источник питания не оснащен устройством обеспечения безопасности в соответствии с разделом 13, то номинальное напряжение холостого хода не должно превышать следующих значений:
а) для постоянного тока 113 В амплитудного значения;
Ь) для переменного тока 113 В амплитудного и 80 В среднеквадратического значений.
Соответствие требованиям проверяют проведением измерений в соответствии с 11.1.5.
11.1.3 Номинальное напряжение холостого хода при эксплуатации с механически удерживаемыми горелками с повышенной защитой оператора
Номинальное напряжение холостого хода не должно превышать следующих значений:
а) для постоянного тока 141 В амплитудного значения;
Ь) для переменного тока 141 В амплитудного и 100 В среднеквадратического значений.
Указанные значения применяют только при выполнении следующих требований:
1) горелка не ручного типа;
2) напряжение холостого хода автоматически отключается при остановке сварки; и
3) защита от прямого контакта с находящимися под напряжением деталями обеспечивается:
- минимальной степенью защиты IP2X или
- устройством обеспечения безопасности, см. раздел 13.
Соответствие требованиям проверяют проведением измерений в соответствии с 11.1.5, а также функциональной проверкой и визуальным контролем.
11.1.4 Номинальное напряжение холостого хода для специальных процессов, например плазменной резки
Номинальное напряжение холостого хода не должно превышать 500 В амплитудного значения напряжения постоянного тока.
Соответствие требованиям проверяют измерениями в соответствии с 11.1.5, функциональной проверкой и визуальным контролем, за исключением того, что последовательная комбинация постоянных резисторов сопротивлением 200 Ом и переменных резисторов 5 кОм может быть заменена постоянным сопротивлением 5 кОм.
Номинальное напряжение холостого хода, превышающее 113 В амплитудного значения напряжения постоянного тока, допускается применять при выполнении следующих требований:
а) источники питания плазменной резки с соответствующими горелками предотвращают подачу напряжения холостого хода при демонтаже или отсоединении горелки от источника питания плазменной резки;
Ь) напряжение холостого хода менее 68 В амплитудного значения напряжения не позднее, чем через 2 с после размыкания цепи управления (например, пусковым переключателем);
с) напряжение между наконечником горелки и заготовкой или землей менее 68 В амплитудного значения напряжения не позднее, чем через 2 с после гашения как вспомогательной, так и основной дуги.
Условия для выполнения указанных требований должны быть представлены в инструкциях.
Указанные источники питания плазменной резки могут иметь обозначение 84 приложения L.
Соответствие требованиям проверяют измерением с помощью измерительного прибора или осциллографа, подключенного параллельно с минимальным сопротивлением 5 кОм.
11.1.5 Дополнительные требования
Номинальное напряжение холостого хода при всех возможных вариантах настройки не должно превышать значений, приведенных в 11.1.1—11.1.4 и таблице 14.
Во время измерений действительное напряжение питания не должно иметь отклонение от значения номинального напряжения питания более ±6 %. Если напряжение холостого хода зависит от напряжения питания, то при изменении напряжения питания более ±1 %, напряжение холостого хода необходимо линейно корректировать в соответствии с действительным значением напряжения питания.
Таблица 14 — Допустимые значения номинального напряжения холостого хода
Пункт | Условия эксплуатации | Номинальное напряжение холостого хода |
11.1.1 | Среда с повышенной опасностью поражения электрическим током | Для постоянного тока 113 В амплитудного значения. Для переменного тока 68 В амплитудного, 48 В среднеквадратического значения |
11.1.2 | Среда без повышенной опасности поражения электрическим током | Для постоянного тока 113 В амплитудного значения. Для переменного тока 113 В амплитудного, 80 В среднеквадратического значения |
11.1.3 | Механически удерживаемые горелки с усиленной защитой оператора | Для постоянного тока 141 В амплитудного значения. Для переменного тока 141 В амплитудного, 100 В среднеквадратического значения |
11.1.4 | Плазменная резка | Для постоянного тока 500 В амплитудного значения |
Сварочные источники питания должны быть:
а) спроектированы таким образом, чтобы напряжения на выходе согласно таблице 14 не могли быть превышены в случае отказа в какой-либо части цепи (например, обрыв цепи или короткое замыкание) или
Ь) оснащены системой защиты, отключающей подачу напряжения на выходные зажимы в течение 0,3 с, для которой возможность повторного подключения не предусмотрена.
Указанные значения не применимы к напряжениям зажигания или стабилизации дуги, которые могут накладываться друг на друга.
Соответствие требованиям проверяют проведением измерений, анализом цепи и/или имитацией отказа.
11.1.6 Измерительные цепи
Для измерения среднеквадратических значений необходимо использовать прибор для измерения среднеквадратического значения напряжения, а также резистор сопротивлением (5 ± 0,25) кОм, подключаемый к сварочной цепи, как показано на рисунке 5.
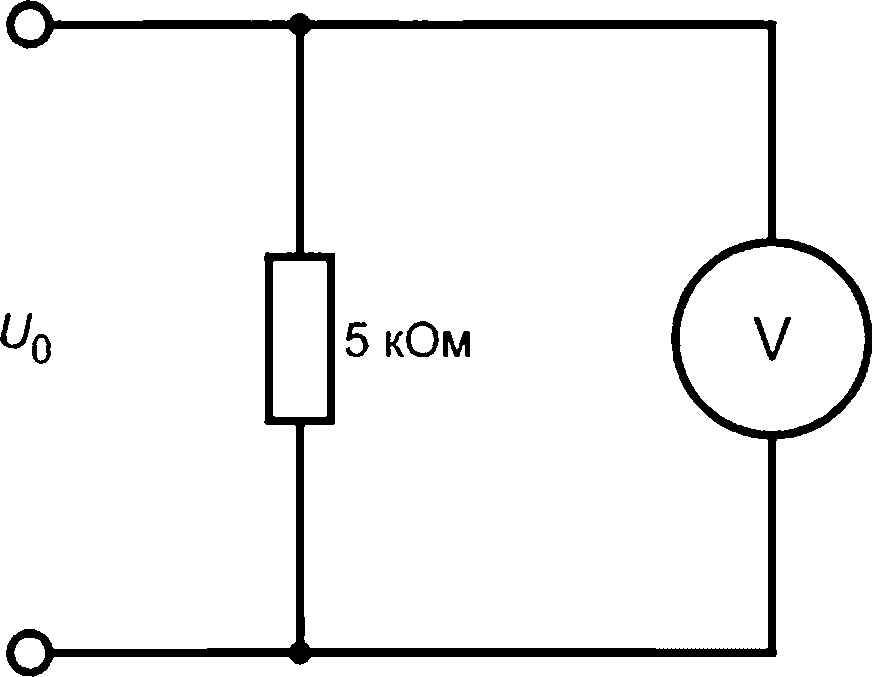
UQ — напряжение холостого хода; V — вольтметр среднеквадратического значения
Рисунок 5 — Измерение среднеквадратических значений
Для получения воспроизводимых измерений амплитудных значений, исключая некритичные импульсы, следует использовать цепь, изображенную на рисунке 6.
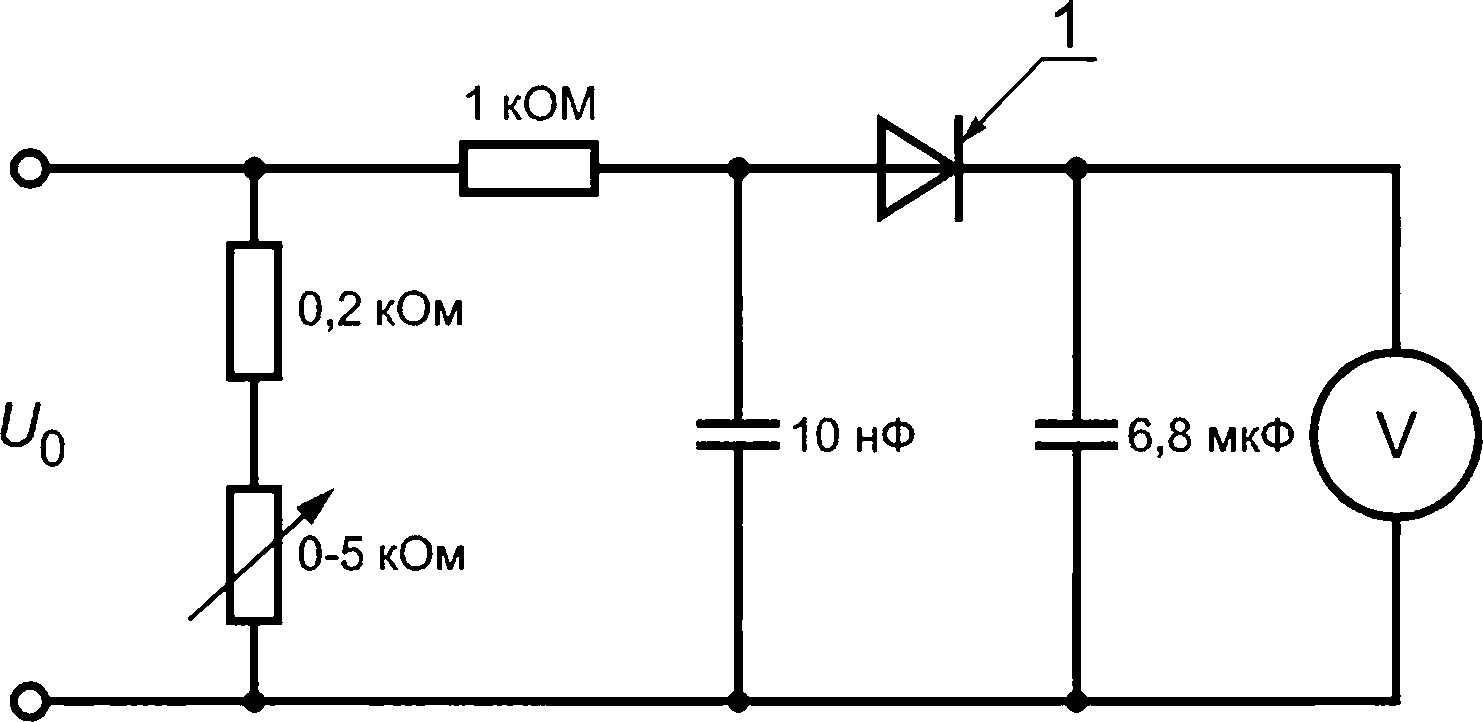
Uo — напряжение холостого хода; V — вольтметр; 1 — диод 1N4007 или его аналог
Рисунок 6 — Измерение амплитудных значений
Вольтметр должен показывать средние значения. Выбранный диапазон измерений должен быть как можно ближе к фактическому значению напряжения холостого хода. Вольтметр должен иметь внутреннее сопротивление не менее 1 МОм.
Допуск значений параметров в измерительной цепи не должен быть более ±5 %.
При проведении типовых испытаний сопротивление реостата регулируется от 0 до 5 кОм для получения наибольшего амплитудного значения напряжения, измеряемого под нагрузкой от 200 Ом до 5,2 кОм. Процедуру измерения повторяют, поменяв местами два подключения к измерительному прибору.
Сопротивление реостата и соединение, обеспечивающее наибольшее значение напряжения, определяют во время типового испытания. Значения сопротивления и сведения о полярности концов обмотки могут быть использованы при проведении приемо-сдаточных испытаний.
11.2 Значения стандартного напряжения нагрузки при типовом испытании
11.2.1 Ручная дуговая сварка покрытыми электродами/2 < 600 A: U2 = (20 + 0,04 • /2) В.
/2 > 600 A: U2 = 44 В.
11.2.2 Сварка вольфрамовым электродом в инертном газе
/2 < 600 A: U2 = (10 + 0,04 • /2) В.
/2 > 600 A: U2 = 34 В.
11.2.3 Дуговая сварка в инертном/активном газе проволокой сплошного сечения и порошковой проволокой
/2 < 600 A: U2 = (14 + 0,05 • /2) В.
/2 > 600 A: U2 = 44 В.
11.2.4 Дуговая сварка под флюсом
/2 < 600 A: U2 = (20 + 0,04 • /2) В.
/2 > 600 A; U2 = 44 В.
11.2.5 Плазменная резка
/2 < 170 A: U2 = (80 + 0,4 • /2) В.
170 А < /2< 500 A: U2 = (131 + 0,1 • /2) В.
/2 > 500 A: U2 = 181 В.
Для плазменной резки производитель может дополнительно указать напряжение нагрузки, установленное для типовых условий резки.
Примечание —Указываемое производителем напряжение нагрузки применяется ввиду характера плазменного процесса. Факторы, которые могут влиять на напряжение, при котором обеспечивается удовлетворительная работа, включают взаимодействие конструкции плазменной горелки, рекомендуемого плазмообразующего газа и расстояния от сопла до поверхности обрабатываемой детали.
11.2.6 Плазменная сварка
/2 < 600 A: U2 = (25 + 0,04 • /2) В.
/2 > 600 A: U2 = 49 В.
11.2.7 Плазменная строжка
/2 < 300 А: и2 =(100 + 0,4 • /2) В.
/2 > 300 A: U2 = 220 В.
Для плазменной строжки производитель может дополнительно указывать напряжение нагрузки, установленное для типовых условий строжки.
Примечание —Указываемое производителем напряжение нагрузки применяется ввиду характера плазменного процесса. Факторы, которые могут влиять на напряжение, при котором обеспечивается удовлетворительная работа, включают взаимодействие конструкции плазменной горелки, рекомендуемого плазмообразующего газа и расстояния от сопла до поверхности обрабатываемой детали.
11.2.8 Дополнительные требования
Сварочные источники питания с электрическим питанием в пределах всего диапазона регулировки должны обеспечивать подачу стандартного сварочного тока /2 при стандартном напряжении нагрузки U2 в соответствии с требованиями 11.2.1—11.2.7.
Соответствие требованиям проверяют необходимым количеством измерений, см. приложение Н.
11.3 Устройства механического переключения, применяемые для регулировки выходной мощности
Переключатель, контактор, автоматический выключатель или иное устройство управления, применяемое для регулировки или управления выходными параметрами сварочного источника питания, должны иметь срок службы, соответствующий области применения.
Соответствие требованиям проверяют проведением следующего испытания.
Устройство устанавливают в испытуемый сварочный источник питания и подвергают работе на протяжении 6000 циклов в полном диапазоне механических переключений в режиме холостого хода. Если устройство находится в цепи питания, то сварочный источник питания настраивается для работы при максимальном номинальном напряжении питания. Следует убедиться в отсутствии электрических или механических неисправностей устройства или повреждения сварочного источника питания.
Примечание — Устройство, успешно прошедшее данные испытания, может применяться в других аналогичных областях применения, если требования в этих областях являются одинаковыми или менее жесткими.
11.4 Соединения сварочной цепи
11.4.1 Защита от непреднамеренного прикосновенияСоединения сварочной цепи с подсоединенными сварочными кабелями или без них необходимо защитить от случайного контакта с лицом или с металлическими предметами, например с подвижным составом, крановыми крюками и т. д.
Ниже приведены примеры обеспечения указанной защиты:
а) любая находящаяся под напряжением деталь соединительного устройства не должна быть доступна. Устройства согласно МЭК 60974-12, соответствуют данному требованию;
Ь) предусматривают откидную крышку или защитный кожух.
Соответствие проверяют визуальным контролем.
11.4.2 Расположение соединительных устройств
Незакрытые соединительные устройства должны располагаться таким образом, чтобы их отверстия не были направлены вверх.
Примечание — Соединительные устройства, оборудованные автоматическим затворным механизмом, могут быть направлены вверх.
Соответствие проверяют визуальным контролем.
11.4.3 Выходные отверстия
В местах, где сварочные кабели проходят через металлические детали, края отверстий должны быть плавно закруглены с радиусом не менее 1,5 мм.
Соответствие проверяют визуальным контролем.
11.4.4 Трехфазный многопостовой сварочный трансформатор
В сварочном источнике питания должны быть взаимосвязаны все сварочные выходные соединения, предназначенные для подключения к изделию.
Сварочные выходные соединения одной фазы должны иметь одинаковую маркировку.
Соответствие проверяют визуальным контролем.
11.4.5 Маркировка
Соединения, предназначенные для соединения с деталью или электродом, должны быть обозначены соответствующим образом.
У сварочных источников питания постоянного тока полярность обозначается четкой маркировкой на сварочных выходных соединениях или на многопозиционном переключателе полярности. Данное требование не относится к источникам питания плазменной резки.
Соответствие проверяют визуальным контролем.
11.4.6 Соединения для горелок плазменной резки
Подсоединение и отсоединение горелки от источника питания плазменной резки проводят одним из способов:
а) в корпусе источника питания плазменной резки с помощью инструмента, винтов или соединительных устройств или
Ь) снаружи корпуса источника питания плазменной резки соединительным устройством, которое:
1) спроектировано для предотвращения подключения несовместимых горелок или
2) предназначено для подсоединения с помощью инструмента.
При отсоединении соединительного устройства не допускается напряжение, значение которого более допустимого SELV для оператора.
Соответствие проверяют визуальным контролем и проведением измерений.
11.5 Электропитание внешних устройств, подключенных к сварочной цепи
Когда сварочный источник питания подает электроэнергию на внешнее устройство при подключенной сварочной цепи, для подачи питания применяют:
а) сварочную цепь;
Ь) разделительный трансформатор в соответствии с МЭК 61558-2-6 или аналогичные средства, встроенные в сварочный источник питания;
с) разделительный трансформатор в соответствии с МЭК 61558-2-4 с номинальным вторичным среднеквадратическим напряжением до 120 В, если все открытые электропроводящие детали внешнего устройства в соответствии с рекомендациями производителя подсоединены к защитному проводу заземления, т. е. защита от сварочного тока обеспечена, например токочувствительным реле, или за счет изоляции соответствующих металлических деталей, например корпусом.
К внешним устройствам относят механизмы подачи проволоки, устройства зажигания и стабилизации дуги, горелки, системы слежения за швом и другие устройства, имеющие соединение со сварочной цепью.
Соответствие проверяют визуальным контролем и имитацией отказа.
11.6 Вспомогательный источник питания
Если сварочные источники питания рассчитаны для питания внешних устройств, не являющихся частью сварочной цепи (например, для освещения, системы охлаждения или электроинструмента), то эти вспомогательные цепи и принадлежности должны соответствовать стандартам и нормам, относящимся к эксплуатации этих внешних устройств.
Сварочная цепь должна быть изолирована от подобного рода цепей питания в соответствии с 6.2.4 и 6.3.2.
Рядом со штепсельным разъемом вспомогательного источника питания должна быть четкая и нестираемая маркировка с фактическими значениями тока, напряжения, данными о цикле нагрузки, если он менее 100 %, о переменном или постоянном токе, о состоянии нейтрали (например, обеспечено заземление или нет), в зависимости от ситуации.
Соответствие проверяют визуальным контролем в процессе испытаний в соответствии с 6.1.4, 6.1.5, 6.2.4 и 6.3.2 и истиранием маркировки в соответствии с 15.1.
11.7 Сварочные кабели
Если в комплект поставки сварочного источника питания входят сварочные кабели, то они должны соответствовать требованиям МЭК 60245-6 или национальным и местным нормам.
Если в комплект поставки источника питания плазменной резки входят сварочные кабели, то они должны соответствовать номинальным значениям тока и напряжения холостого хода и национальным и местным нормам.
Примечание 1 — Примеры местных норм приведены в библиографии, например ЕН 50525-2-81:2011. Дополнительная информация о токопроводящей способности сварочных кабелей приведена в ЕН 50565-1:2014.
Примечание 2 — Изоляция из ПВХ не подходит для применения и не указывается в стандартах на сварочные кабели МЭК или CENELEC.
Примечание 3 — Номинальное напряжение сварочных кабелей в соответствии с МЭК 60245-6 не подходит для плазменной резки.
12 Цепи управления
12.1 Общие требования
Все входы и выходы цепей управления испытывают при максимальной нагрузке, указанной производителем. Цепи дистанционного управления могут испытывать без подключения к сети электропитания при условии, что такая сеть может быть смоделирована.
Соответствие требованиям проверяют измерением или проведением анализа, в зависимости от ситуации.
12.2 Изоляция цепей управления
Цепь управления, выходящая за корпус с напряжением ниже допустимого напряжения холостого хода в соответствии с 11.1.1 и отделенная от сварочной цепи и цепи питания, должна быть:
а) изолирована от цепи питания двойной или усиленной изоляцией;
Ь) изолирована от всех других цепей, напряжение в которых выше, чем допустимое напряжение холостого хода в соответствии с 11.1.1 (например, цепи питания вспомогательного оборудования, цепи плазменной резки), двойной или усиленной изоляцией;
с) изолирована от сварочной цепи, напряжение в которой ниже напряжения холостого хода в соответствии с 11.1.1, базовой изоляцией.
Примечание — Пример компоновки изоляции для оборудования класса I приведен в 6.1.1.
Соответствие требованиям проверяют измерением или проведением анализа, в зависимости от ситуации.
12.3 Рабочие напряжения цепей дистанционного управления
Рабочее напряжение без пульсаций в цепях дистанционного управления, предназначенных для ручного управления, не должно быть более 50 В переменного тока или 120 В постоянного тока между проводами или между каким-либо проводом и защитным контуром при нормальных условиях эксплуатации и после единичного отказа.
Примечание — Требования к рабочему напряжению в локальных или глобальных компьютерных сетях приведены в МЭК 60950-1.
Соответствие требованиям проверяют измерением или проведением анализа, в зависимости от ситуации.
13 Устройство обеспечения безопасности
13.1 Общие требования
Устройство обеспечения безопасности предназначено для снижения степени тяжести поражения электрическим током ввиду наличия напряжения холостого хода, превышающего допустимое значение номинального напряжения холостого хода для данной среды. Типы устройств обеспечения безопасности приведены в 13.2.
Требования приведены в таблице 15.
Таблица 15 — Требования к устройствам обеспечения безопасности
Непониженное напряжение холостого хода в соответствии с пунктами | Пониженное напряжение холостого хода в соответствии с пунктом | Время срабатывания, с |
11.1.2, 11.1.3 | 11.1.1 | 0,3 |
11.1.1, 11.1.2 | 11.1.1 | 2 |
Для сварочного источника питания, работающего на постоянном токе с напряжением выше 113 В, время срабатывания должно составлять 0,3 с. | ||
13.2 Типы устройств обеспечения безопасности
13.2.1 Устройство снижения напряжения
Устройство снижения напряжения должно автоматически понижать номинальное напряжение холостого хода до уровня, не превышающего значений, указных в 11.1.1, в момент, когда сопротивление внешней сварочной цепи превышает 200 Ом. Время срабатывания устройства приведено в таблице 15.
Указанные сварочные источники питания имеют обозначение 84 согласно приложению L.
Соответствие требованиям проверяют путем подключения резистора переменной нагрузки к выходным клеммам сварочного источника питания. Напряжение и время срабатывания измеряют при увеличении сопротивления.
13.2.2 Устройство переключения из режима переменного в режим постоянного тока
Устройство переключения из режима переменного в режим постоянного тока должно автоматически переключать номинальное напряжение холостого хода на переменном токе на номинальное напряжение холостого хода на постоянном токе, не превышающее значений согласно 11.1.1, в момент, когда сопротивление внешней сварочной цепи превышает 200 Ом. Время срабатывания устройства приведено в таблице 15.
Указанные сварочные источники питания имеют обозначение 84 согласно приложению L.
Соответствие требованиям проверяют согласно 13.2.1.
13.3 Требования к устройствам обеспечения безопасности
13.3.1 Блокировка устройства обеспечения безопасностиКонструкция должна исключать возможность блокировки или шунтирования устройства обеспечения безопасности оператором без помощи специального инструмента.
Соответствие проверяют визуальным контролем.
13.3.2 Влияние на работу устройств обеспечения безопасности
Предусмотренные изготовителем устройства дистанционного управления и устройства зажигания или стабилизации дуги сварочного источника питания не должны оказывать влияния на функционирование устройства обеспечения безопасности, то есть значения напряжений холостого хода не должны выходить за допустимые пределы.
Соответствие требованиям проверяют проведением повторных испытаний согласно 13.2.1 с любым из устройств, которые могут повлиять на работу устройства обеспечения безопасности.
13.3.3 Индикация удовлетворительной работы
Необходимо обеспечить наличие надежного устройства, например, сигнальной лампы, которое применялось бы для индикации удовлетворительной работы устройства обеспечения безопасности. Сигнальная лампа должна загораться в момент снижения напряжения или перехода в режим постоянного тока.
Соответствие проверяют визуальным контролем в процессе проведения испытания в соответствии с 13.1.
13.3.4 Сбой при переходе в безопасный режим
Если устройство обеспечения безопасности не срабатывает согласно 13.1, то напряжение на выходных зажимах должно быть снижено до уровня, не превышающего значений 11.1.1 в соответствии с таблицей 15, автоматический сброс не допускается.
Соответствие проверяют путем имитации отказа устройства обеспечения безопасности и измерения времени возврата в безопасный режим после отказа устройства обеспечения безопасности.
14 Механические характеристики
14.1 Общие требования
Оборудование должно быть сконструировано и собрано таким образом, чтобы в режиме обычной эксплуатации обеспечивалась его достаточная прочность и жесткость без увеличения риска поражения электрическим током или иных рисков при соблюдении требований к минимальным изоляционным промежуткам. Оборудование комплектуется кожухом или корпусом, в котором расположены все находящиеся под напряжением и опасные подвижные части (например, шкивы, ремни, вентиляторы, редуктора и т. д.), за исключением перечисленных ниже элементов, необходимость в полном закрытии которых отсутствует:
а) силовые, сварочные кабели и кабели управления;
Ь) выходные зажимы для подключения сварочных кабелей.
После проведения испытаний по 14.2—14.5 оборудование должно соответствовать требованиям настоящего стандарта. Допускается некоторая деформация элементов конструкции или корпуса при условии, что это не влечет за собой снижения уровня безопасности.
Открытые для доступа детали не должны иметь острых краев, шероховатых поверхностей или выступающих частей, которые могут причинить травму.
Соответствие проверяют визуальным контролем после выполнения требований 14.2—14.5.
14.2 Корпус
14.2.1 Материалы корпусаНеметаллические материалы, предназначенные для защиты от контакта с токоведущими частями, за исключением сварочных цепей и цепей SELV, должны иметь класс пожарной опасности V-1 или выше в соответствии с МЭК 60695-11-10.
Соответствие проверяют контролем технических требований на неметаллические материалы.
14.2.2 Прочность корпуса
В соответствии с приложением I, корпус, включая вентиляционные жалюзи, должен выдерживать энергию удара 10 Н • м.
Ручки, кнопки, регуляторы шкал и т. д. не следует испытывать маятниковым молотком.
Допускается выполнение корпуса из листового металла с минимальной толщиной в соответствии с приложением J.
Соответствие требованиям проверяют в соответствии с а) или Ь):
а) испытанием на удар с применением маятникового молотка в соответствии с 1.1 или свободно падающего груза в соответствии с I.2 или аналогичными способами следующим образом:
1) испытывают один образец;
2) во время испытания питание на сварочный источник не подают;
3) для удара выбирают по одной точке с каждой стороны, где риск поражения электрическим током или возникновения неисправности наиболее высок;
4) наносят по три удара по каждой из выбранных точек;
Ь) измерением толщины листового металла.
14.3 Перемещение оборудования
14.3.1 Механизированное перемещениеЕсли предусмотрены элементы механизированного перемещения (например, петли или проушины) для подъема оборудования в сборе, то они должны выдерживать механическое напряжение статического натяжения с усилием, рассчитанным исходя из массы собранного оборудования следующим образом:
а) для оборудования массой до 150 кг применяют усилие, рассчитанное исходя из десятикратной массы;
Ь) для оборудования массой более 150 кг применяют усилие, рассчитанное исходя из четырехкратной массы или не менее 15 кН.
Если предусмотрен один подъемный элемент, то его конструкция должна быть таковой, чтобы крутящий момент, возникающий во время подъема, не мог привести к его разрушению.
Соответствие проверяют визуальным контролем и проведением следующего испытания.
Оборудование оснащают всем соответствующим вспомогательным оборудованием (за исключением газовых баллонов, отдельных прицепных тележек, ручных тележек и колесных ходовых устройств), рекомендованным к установке, а сварочные источники питания с приводом от двигателя должны быть укомплектованы и готовы к работе. Оборудование жестко закрепляют к основанию, а к его подъемным элементам прикрепляют цепь или трос в соответствии с рекомендациями производителя, после чего поднимают и удерживают в течение 10 с.
При наличии двух и более подъемных элементов цепи или тросы располагают таким образом, чтобы усилие между ними распределялось равномерно под углом не более 15° к вертикальной плоскости.
14.3.2 Ручное перемещение
Если предусмотрены элементы для перемещения вручную (например, ручки или ремни), то указанные элементы должны выдерживать статическое натяжение с усилием, рассчитанным исходя из массы собранного оборудования следующим образом.
Следует использовать усилие, рассчитанное на четырехкратную массу, или величиной не менее 600 Н.
Соответствие проверяют визуальным контролем и проведения следующего испытания.
Оборудование оснащают всем соответствующим вспомогательным оборудованием (за исключением газовых баллонов, отдельных прицепных тележек, ручных тележек и колесных ходовых устройств), рекомендованным к установке. Оборудование жестко закрепляют к основанию, а к его ручкам или ремням прикрепляют цепь или трос в соответствии с рекомендациями производителя, после чего поднимают и удерживают в течение 10 с.
14.4 Стойкость к падению
Оборудование должно выдерживать испытание на стойкость к падению. Для этого испытания оборудование оснащают всем соответствующим вспомогательным оборудованием, блоком охлаждения, механизмом подачи (за исключением газовых баллонов, отдельных прицепов, тележек и колесных ходовых устройств, если эти элементы не входят в стандартную комплектацию и являются несъемными), рекомендованными к установке.
Высота, на которой проводят испытании на стойкость к падению:
а) оборудование массой до 25 кг включительно должно выдерживать падение с высоты 250 $10 мм;
Ь) оборудование массой более 25 кг должно выдерживать падение с высоты 100 J10 мм.
Примечание 1 — Масса оборудования включает массу вспомогательного оборудования, блока охлаждения, механизма подачи.
Соответствие требованиям проверяют трехкратным сбрасыванием оборудования на твердую и жесткую поверхность. Данное испытание необходимо проводить таким образом, чтобы каждый раз при падении удар приходился на различные нижние края оборудования.
Примечание 2 — На практике один угол касается поверхности первым.
Сварочные источники питания с приводом от двигателя должны быть заправлены и готовы к применению.
14.5 Стойкость к опрокидыванию
Оборудование в наиболее неустойчивом положении не должно опрокидываться при наклоне до 10°. Вспомогательные устройства, предусмотренные производителем для того или иного типа оборудования, такие как газовые баллоны, механизм подачи проволоки или блок охлаждения, могут влиять на устойчивость, что необходимо учитывать.
Если производитель предусмотрел иные вспомогательные устройства и невозможно выполнить требование данного подраздела, то должны быть представлены инструкции по креплению или иным необходимым средствам.
Соответствие требованиям проверяют проведением следующего испытания.
Оборудование размещают на плоскости и отклоняют от горизонтального уровня.
15 Заводская табличка
15.1 Общие требования
Оснащенная четкой и нестираемой маркировкой, заводская табличка надежно крепится или непосредственно печатается на каждом сварочном источнике питания.
Примечание — Заводская табличка предназначена для предоставления пользователю информации об электрических характеристиках, что позволяет сравнивать и правильно выбирать сварочный источник питания.
Соответствие проверяют визуальным контролем и протиранием маркировки вручную в течение 15 с тканью, смоченной в воде, а затем в течение 15 с тканью, смоченной в бензине.
После данного испытания маркировка должна быть легко читаемой. Заводская табличка не должна сниматься без усилий и не должна быть изогнута.
15.2 Описание
Заводская табличка должна иметь следующие разделы:
а) идентификационные данные;
Ь) сварочные выходные параметры;
с) потребляемая мощность.
Расположение и последовательность данных должны соответствовать принципу, приведенному на рисунке 7 (см. примеры в приложении К).
Размеры заводской таблички не регламентированы и могут быть выбраны произвольно.
Допускается отделять указанные выше разделы друг от друга и размещать их в более доступных и удобных для пользователя местах.
Для сварочных источников питания, предназначенных для выполнения нескольких сварочных процессов или работающих от привода, допускается использование одной общей или нескольких отдельных заводских табличек.
Примечание — Допускается внесение дополнительной информации. Дополнительная полезная информация, например класс изоляции, степень загрязнения или коэффициент мощности, может быть дана в технической документации, предоставляемой производителем, см. 17.1.
а) Идентификационные данные | ||||||||
1) | ||||||||
2) | 3) | |||||||
4) Не обязательно | 5) | |||||||
Ь) Сварочные выходные параметры | ||||||||
6) | 8) | 10) | ||||||
11) | 11а) | 11b) | 11с) | |||||
7) | 9) | 12) | 12а) | 12b) | 12с) | |||
13) | 13а) | 12b) | 13с) | |||||
с) Потребляемая мощность | ||||||||
14) | 15) или 18) | 16) | 17) | |||||
или 19) | или 20) Если применимо | или 21) Если применимо | ||||||
22) Не обязательно | 23) Если применимо | |||||||
Рисунок 7 — Принцип оформления заводской таблички
15.3 Содержание
Следующие пояснения относятся к пронумерованным полям, показанным на рисунке 7.
а) Идентификационные данные
Поле 1 — наименование и адрес производителя, дистрибьютора или импортера и, если требуется, товарный знак и страна происхождения.
Поле 2 — тип (идентификационные данные), указанный производителем.
Поле 3 — указание на вариант исполнения и производственные данные, например, серийный номер.
Примечание 1 — Национальное или местное законодательство (например, Регламент комиссии (ЕС) 2019/1784) могут потребовать указания года изготовления на заводской табличке. Альтернативные методы, такие как расшифровка номера или определение года изготовления путем ввода номера прослеживаемости в вебприложении производителя, считают соответствующими требованиям.
Поле 4 — обозначение сварочного источника питания (не обязательно), например:
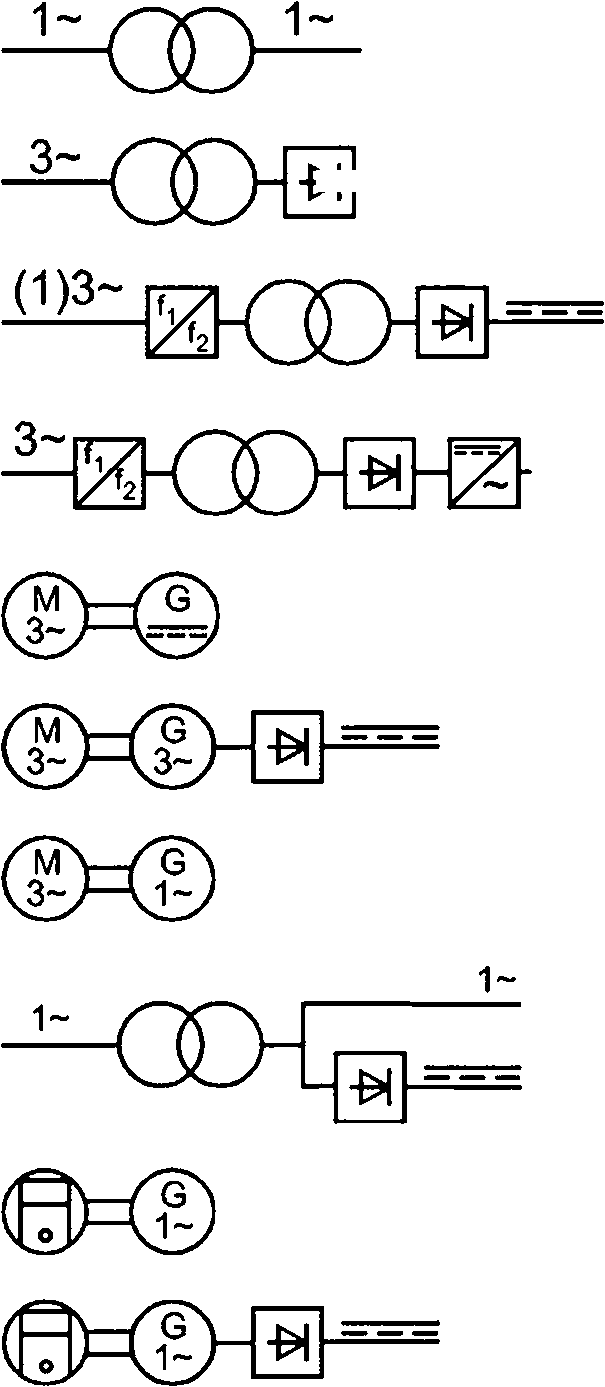
однофазный трансформатор;
трехфазный трансформатор-выпрямитель;
однофазный или трехфазный статический преобразователь частоты — трансформатор-выпрямитель;
инверторный источник питания с выходом переменного и постоянного тока;
трехфазный двигатель-генератор;
трехфазный двигатель-генератор-выпрямитель;
трехфазный преобразователь частоты вращения;
однофазный комбинированный источник питания переменного и постоянного тока;
двигатель-генератор переменного тока;
двигатель-генератор-выпрямитель
Поле 5 — ссылка на стандарты, подтверждающие, что сварочный источник питания соответствует их требованиям.
Ь) Сварочные выходные параметры
Поле 6 — обозначение технологического процесса сварки, например:
ручная дуговая сварка покрытыми электродами;
сварка вольфрамовым электродом в среде инертного газа;
сварка плавящимся электродом в среде инертных и активных газов, в том числе с применением порошковой проволоки;
дуговая сварка самозащитной порошковой проволокой;
— дуговая сварка под флюсом;
— плазменная резка;
— плазменная строжка;
— плазменная сварка
Поле 7 — s — обозначение сварочных источников питания, которые предназначены для подачи питания при сварочных работах, выполняемых в среде с повышенной опасностью поражения электрическим током (при необходимости).
Примечание 2 — Рекомендуется располагать данное обозначение требуемого размера на лицевой панели сварочного источника питания.
Поле 8 — обозначение сварочного тока, например:
постоянный ток;
переменный ток и дополнительно номинальная частота в Гц, например ~ 50 Гц;
z"\_z постоянный и переменный ток на одном выходе и дополнительно номинальная частота в Гц J
Поле 9 — Uq... В — номинальное напряжение холостого хода, см. 11.1.
1) амплитудное значение при постоянном токе;
2) среднеквадратическое значение при переменном токе.
Примечание 3 — Если сварочной источник питания оснащен устройством обеспечения безопасности, то это напряжение, измеренное до того, как устройство обеспечения безопасности сработает.
Если возможна регулировка нескольких значений напряжений холостого хода, то их диапазон определяется номинальными минимальным и максимальным напряжениями холостого хода.
Дополнительно указывают следующее:
3) Ur... В — пониженное номинальное напряжение холостого хода при использовании устройства понижения напряжения;
4) Us... В — коммутируемое номинальное напряжение холостого хода при использовании устройства переключения из режима переменного в режим постоянного тока.
Поле 10 — ...А/... В до...А/...В — диапазон выходных параметров, минимальный сварочный ток и соответствующее ему стандартное напряжение нагрузки или ниже, максимальный сварочный ток и соответствующее ему стандартное напряжение нагрузки или выше.
Поле 11 — X — обозначение цикла нагрузки.
Поле 12 — /2 — обозначение номинального сварочного тока.
Поле 13 — U2 — обозначение стандартного напряжения нагрузки.
Поля 11а, 11b, 11с ... % — значения цикла нагрузки при температуре окружающей среды 40 °C.
Поля 12а, 12b, 12с ...А—значения номинального сварочного тока.
Поля 13а, 13b, 13с ... В — значения стандартного напряжения нагрузки.
Указанные поля оформлены в виде таблицы, где приведены соответствующие значения трех заданных вариантов настройки:
1) ...% — цикл нагрузки при номинальном максимальном сварочном токе;
2) 60 % — цикл нагрузки и
3) 100 % — цикл нагрузки, если применимо.
Не применяют ячейку а), если цикл нагрузки при номинальном максимальном сварочном токе составляет 60 % или 100 %.
Не применяют ячейку Ь), если цикл нагрузки при номинальном максимальном сварочном токе составляет 100 %.
с) Потребляемая мощность
Поле 14 — обозначение потребляемой мощности, например:
цепь питания, количество фаз (например, 1 или 3), обозначение переменного тока и номинальной частоты (например, 50 Гц или 60 Гц);
двигатель;
— двигатель внутреннего сгорания;
ременной привод
Поле | Сварочные источники питания с электропитанием | Поле | Сварочные источники питания с механизированным приводом | ||
15 | Щ...В | Номинальное напряжение питания | 18 | л...мин-1 | Номинальные обороты под нагрузкой |
16 | 1 А 1тах“ | Номинальный максимальный ток питания | 19 | л0...мин-1 | Номинальные обороты на холостом ходу |
17 | /-letr-A | Максимальный эффективный ток питания | 20 | Пр..мин-1 | Номинальные сниженные обороты, если применимо |
Поля 15—17 оформлены в виде таблицы с соответствующими значениями | 21 | ^1тах",к^т | Максимальная потребляемая мощность, если применимо | ||
Поле 22 — IP... — степень защиты, например IP21 или IP23.
Поле 23 — Q — обозначение для оборудования класса II, если применимо.
Соответствие проверяют визуальным контролем и сверкой полноты данных.
15.4 Допуски
Производителям необходимо обеспечить соответствие значениям, указанным на заводской табличке, в пределах следующих допусков путем контроля комплектующих и производственных допусков: a) Uo — номинальное напряжение холостого хода ±5 % в вольтах, измеренное в соответствии с 11.1, не допускается превышение значений, приведенных в таблице 14;
b) /2т|П — номинальный минимальный сварочный ток, А.
t/2min — минимальное стандартное напряжение нагрузки, В;
Значения Ь) должны быть не более 102 % от значений, указанных на заводской табличке;
с) /2тах — номинальный максимальный сварочный ток, А.
(J2max — максимальное стандартное напряжение нагрузки, В.
Значения с) должны составлять не менее 98 % от значений, указанных на заводской табличке;
d) л0 — номинальные обороты на холостом ходу ±5 %, мин-1;
е) Р1тах— максимальная потребляемая мощность +10 %, кВт;
f) /1тах— номинальный максимальный ток питания ±10 %, А;
д) эффективность, измеренная на любом оборудовании, подключенном к сети питания, не должна быть менее указанных величин. Потребляемая мощность в режиме холостого хода не должна превышать указанные значения.
Соответствие требованиям проверяют проведением измерений при стандартном режиме сварки.
15.5 Направление вращения
На сварочных источниках питания, работающих от привода, направление вращения указывают при необходимости.
Соответствие проверяют визуальным контролем.
16 Регулировка выходной мощности
16.1 Тип регулировки
Если сварочный источник питания имеет средства для регулировки выходного тока, выходного напряжения или того и другого, то регулировка может быть непрерывной, пошаговой или той и другой.
При непрерывной регулировке в нескольких диапазонах между диапазонами не должно быть разрыва.
Соответствие требованиям проверяют проведением измерений.
16.2 Маркировка регулирующего устройства
Выходные параметры сварочного источника питания, соответствующие различным настройкам управления, должны быть представлены в виде четкой и нестираемой маркировки на устройствах управления или рядом с ними, или отображаться в цифровом виде.
За исключением сварочных источников питания, настройка или регулировка которых проводится с помощью средства цифрового считывания или посредством цифрового считывания, применяют следующие требования:
а) установленные на шкалах или в контрольных таблицах значения должны учитывать взаимосвязь между стандартным напряжением нагрузки и стандартным сварочным током;
Ь) каждая позиция в случае пошаговой регулировки или каждое основное деление в случае непрерывной регулировки, должны быть отмечены четкой маркировкой, такой как:
1) числовая индикация регулируемых параметров или, где это невозможно,
2) буквенно-цифровая маркировка.
В случае 2) в таблице на аппарате или в инструкциях для каждого контрольного положения должно быть указано номинальное значение (контрольного) параметра.
с) в случае регулировки нескольких диапазонов должны быть указаны максимальные и минимальные значения для каждого диапазона;
d) сварочные источники питания, предназначенные для выполнения нескольких процессов с различными величинами стандартного напряжения нагрузки, должны иметь маркировку в виде отдельной контрольной шкалы по каждому процессу. Если это невозможно, то следует использовать буквенноцифровую маркировку, указанную в Ь);
е) если сварочный источник питания спроектирован для работы при различных величинах номинального напряжения питания и для одного и того же контрольного положения цифровые значения сварочных параметров различные, то применяют отдельные шкалы или отдельные наборы буквенноцифровых маркировок.
Соответствие проверяют визуальным контролем.
16.3 Индикация регуляторов тока или напряжения
16.3.1 Общие положенияПри наличии регуляторов тока или напряжения значения выходных параметров следует указывать в вольтах, амперах или в произвольных единицах измерения.
16.3.2 Установленное значение
Точность индикации величин напряжения или тока следующая:
а) между 100 % и 25 % максимального значения ±10 % фактического значения;
Ь) менее 25 % максимального значения ±2,5 % максимального значения.
Соответствие требованиям проверяют измерениями и визуальным контролем.
16.3.3 Отображаемое значение
Если производитель комплектует оборудование аналоговым амперметром или вольтметром, то он должен соответствовать классу 2,5 и иметь надлежащее демпфирование.
Погрешность цифровых амперметров не должна превышать ±2,5 % от максимального номинального значения сварочного тока в соответствии с заводской табличкой.
Погрешность цифровых вольтметров должна быть в пределах ±1,5 В.
Соответствие требованиям проверяют измерениями и визуальным контролем.
Примечание — Если предусмотрен дисплей, то регламент комиссии (ЕС) 2019/1784 требует указывать использование сварочной проволоки или присадочного материала в г/мин или эквивалентных стандартных единицах измерения, обеспечивая скорость подачи проволоки в м/мин, или опционально в дюймах/мин, что считается соответствующим требованию.
17 Инструкции и маркировка
17.1 Инструкции
Каждый сварочный источник питания должен поставляться в комплекте с инструкциями, которые должны включать, если применимо, следующую информацию:
а) общее описание;
Ь) массу сварочного источника питания и его отдельных деталей, рекомендуемые методы их перемещения, например, вилочным погрузчиком или краном, меры предосторожности при работе с газовыми баллонами, механизмами подачи проволоки и т. д.;
с) расшифровку индикаций, маркировки и графических обозначений;
d) информацию по выбору и подключению к сети питания (например, необходимые силовые кабели, соединительные устройства или патронные штепсельные розетки, в том числе тип и номинальные значения для устройства защитного отключения (УЗО), предохранителя или автоматического выключателя, также см. меры предосторожности в 6.1.1) для квалифицированного лица в соответствии с национальными и местными нормами.
Примечание — Некоторые национальные и местные нормы требуют применения УЗО. Типы УЗО и их применение приведены в приложении В МЭК 60755:2017. Только УЗО типа В обеспечивает защиту там, где могут возникнуть токи короткого замыкания в цепи питания постоянного тока;
е) указания по правильному применению сварочного источника питания (например, требования к охлаждению, расположению, устройству управления, индикаторам, типу топлива);
f) производительность сварки, статическую характеристику (падающая и/или жесткая), ограничения цикла нагрузки (коэффициент нагрузки), а также, при необходимости, поясняющую информацию по тепловой защите;
д) эксплуатационные ограничения, относящиеся к обеспечиваемой степени защиты, например, информацию о том, что сварочные источники питания не предназначены для эксплуатации в условиях дождя или снегопада;
h) основные указания, относящиеся к защите операторов и персонала от опасности, характерной для рабочей зоны (например, поражение электрическим током, дымы, аэрозоли, газы, излучение дуги, расплавленный металл, искры, шум, травмы спины при ручном обращении);
i) условия, при которых необходимо соблюдать дополнительные меры предосторожности при сварке или резке (например, среда с повышенной опасностью поражения электрическим током, огнеопасная внешняя среда, легковоспламеняющиеся изделия, закрытые резервуары, расположенные на высоте рабочие места и т. д.);
j) указания по техническому обслуживанию сварочного источника тока, например, рекомендуемая периодичность проведения частичной и полной проверки, а также прочие операции (например, очистка);
к) перечень деталей, которые необходимо заменить из-за износа;
I) информацию о подаче электроэнергии на внешние устройства, например, на освещение или электроинструменты;
т) меры предосторожности против опрокидывания, если сварочный источник питания подлежит установке на наклонную плоскость;
п) предупреждение о недопустимости использования сварочного источника питания для оттаивания замерзших труб;
о) тип (идентификационные данные) горелок для плазменной резки, предназначенных для использования с источником питания плазменной резки;
р) давление, расход и тип плазмообразующего газа и, при необходимости, тип охлаждающего газа или охлаждающей жидкости;
q) скачки или диапазон тока на выходе и данные по соответствующему плазмообразующему газу в виде набора величин;
г) классификацию электромагнитной совместимости в соответствии с МЭК 60974-10;
s) для сварочного источника питания с приводом от двигателя внутреннего сгорания — предупреждение о содержании угарного газа в выхлопных газах двигателя (пример национальных правил маркировки приведен в Своде федеральных правил США, раздел 16, часть 1407).
Может быть приведена иная необходимая информация, например, класс изоляции, степень загрязнения, эффективность (см. приложение М) и т. д.
Соответствие требованиям проверяют чтением инструкций.
17.2 Маркировка
Каждый сварочный источник питания должен иметь четкую и несмываемую маркировку на передней панели, рядом с ней или с устройством включения/выключения со следующей комбинацией обозначений, обозначающей «Осторожно! Прочтите инструкцию по эксплуатации»:
Указанная маркировка также должна располагаться рядом с разъемом горелки источников питания плазменной резки для указания того, что оператор должен прочитать инструкцию по эксплуатации перед выбором и подключением горелки. Допускается единая легко различимая маркировка в зоне видимости оператора на передней панели переключающего устройства ВКЛ./ВЫКЛ. и разъема горелки.
Допускается использовать следующую соответствующую формулировку:
«Внимание! Перед эксплуатацией и обслуживанием данного оборудования прочтите инструкцию по эксплуатации».
Дополнительные сведения по маркировке представлены в приложении L.
Примечание — Предупредительные ярлыки на источниках питания могут состоять из текста, текста и обозначений или только из обозначений. Предупредительные ярлыки, содержащие только обозначения, приведены в ИСО 17846.
Соответствие проверяют визуальным контролем и проведением испытаний на долговечность в соответствии с 15.1.
Приложение А (обязательное)
Номинальные напряжения сетей питания
Таблица А.1 — Номинальные напряжения для сетей питания с защитой от перенапряжения
Напряжение «фаза—нейтраль», выведенное из номинальных напряжений переменного или постоянного токас, В | Номинальные напряжения, применяемые в настоящее время в мире | |||||
Трехфазные четырехпроводные системы с заземленной нейтралью,В Е | Трехфазные трехпроводные системы с заземлением или без заземления, В (Е) | Однофазные двухпроводные системы переменного или постоянного тока, В | Однофазные трехпроводные системы переменного или постоянного тока, В | |||
i i i | ||||||
<50 | — | — | 12,5; 24; 25; 30; 42; 48; | 30—60 | ||
< 100 | 66/115 | 66 | 60 | — | ||
<150 | 120/208а, 127/220 | 115, 120, 127 | 100ь, 110, 120 | 100—200ь, 110—220, 120—240 | ||
< 300 | 220/380, 230/400, 240/415, 260/440, 277/480 | 200ь, 220, 230, 240, 260, 277 | 220 | 220—440 | ||
<600 | 347/600, 380/660, 400/690, 417/720, 480/830 | 347, 380, 400,415, 440, 480, 500, 577, 600 | 480 | 480—960 | ||
< 1000 | — | 660, 690, 720, 830, 1000 | 1000 | — | ||
Примечание 1 — Значения взяты из таблицы В.2 МЭК 60664-1:2020.
Примечание 2 — «Е» — заземленный.
а Общая практика США и Канады.
ь Общая практика Японии.
с Напряжение между фазой и нейтралью, которое применяется в таблице 2.
Таблица А.2 — Однофазные трехпроводные или двухпроводные системы переменного или постоянного тока
Номинальное напряжение сети питания,В | Напряжение, нормированное для таблицы 3, В | |
Для межфазной изоляции3 | Для изоляции «фаза—земля3» | |
Все системы | Трехпроводные системы с заземлением в средней точке | |
12,5 | 12,5 | — |
24; 25 | 25 | — |
30 | 32 | — |
Окончание таблицы А. 2
Номинальное напряжение сети питания,В | Напряжение, нормированное для таблицы 3, В | |
Для межфазной изоляции3 | Для изоляции «фаза—земля3» | |
Все системы | Трехпроводные системы с заземлением в средней точке | |
42; 48; 50ь | 50 | — |
60 | 63 | — |
От 30 до 60 | 63 | 32 |
100ь | 100 | — |
110; 120 | 125 | — |
150ь | 160 | — |
200 | 200 | — |
От 100 До 200 | 200 | 100 |
220 | 250 | — |
От 110 до 220; От 120 до 240 | 250 | 125 |
300ь | 320 | — |
От 220 до 440 | 500 | 250 |
600ь | 630 | — |
От 480 до 960 | 1000 | 500 |
1000ь | 1000 | — |
Примечание — Значения взяты из таблицы F.3 МЭК 60664-1:2020.
а Уровень изоляции «фаза—земля» для незаземленных систем или систем с импедансным заземлением такой же, как и для межфазных, поскольку рабочее напряжение относительно земли любой линии на практике может приближаться к полному межфазному напряжению. Это связано с тем, что фактическое напряжение относительно земли определяется сопротивлением изоляции и емкостным сопротивлением каждой линии относительно земли; таким образом, низкое (но приемлемое) сопротивление изоляции одной линии может фактически заземлить ее и повысить два других до полного межфазного напряжения относительно земли.
ь Эти значения соответствуют приведенным в таблице А. 1.
Таблица А.З — Трехфазные четырехпроводные или трехпроводные системы переменного тока
Номинальное напряжение сети питания, В | Напряжение, нормированное для таблицы 3, В | ||
Для межфазной изоляции | Для изоляции «фаза—земля» | ||
Все системы | Трехфазные четырехпроводные системы с заземленной нейтралью6 | Трехфазные трехпроводные системы без заземления3 или с угловым заземлением | |
60 | 63 | 32 | 63 |
110; 120; 127 | 125 | 80 | 125 |
150е | 160 | — | 160 |
Окончание таблицы А.З
Номинальное напряжение сети питания, В | Напряжение, нормированное для таблицы 3, В | ||
Для межфазной изоляции | Для изоляции «фаза—земля» | ||
Все системы | Трехфазные четырехпроводные системы с заземленной нейтральюь | Трехфазные трехпроводные системы без заземления3 или с угловым заземлением | |
200 | 200 | — | 200 |
208 | 200 | 125 | 200 |
220; 230; 240 | 250 | 160 | 250 |
300е | 320 | — | 320 |
380; 400; 415 | 400 | 250 | 400 |
440 | 500 | 250 | 500 |
480; 500 | 500 | 320 | 500 |
575 | 630 | 400 | 630 |
600е | 630 | — | 630 |
660; 690 | 630 | 400 | 630 |
720; 830 | 800 | 500 | 800 |
960 | 1000 | 630 | 1000 |
1000е | 1000 | — | 1000 |
Примечание — Значения взяты из таблицы F.4 МЭК 60664-1:2020. а Уровень изоляции «фаза—земля» для незаземленных систем или систем с импедансным заземлением такой же, как и для межфазных, т. к. рабочее напряжение относительно земли любой линии на практике может приближаться к полному межфазному напряжению. Это связано с тем, что фактическое напряжение относительно земли определяется сопротивлением изоляции и емкостным сопротивлением каждой линии относительно земли; т. о., низкое (но приемлемое) сопротивление изоляции одной линии может фактически заземлить ее и повысить два других до полного межфазного напряжения относительно земли. ь Для оборудования, предназначенного для эксплуатации как с трехфазным четырехпроводным, так и с трехфазным трехпроводным питанием, заземленным и незаземленным, должны использоваться значения только для трехпроводных систем. е Эти значения соответствуют приведенным в таблице А.1. | |||
Пример комбинированного диэлектрического испытания
Два высоковольтных трансформаторов допускается соединять последовательно с соблюдением синхронизации по фазам.
Стандартное соединение выполняют с открытыми электропроводящими частями, см. рисунок В.1.
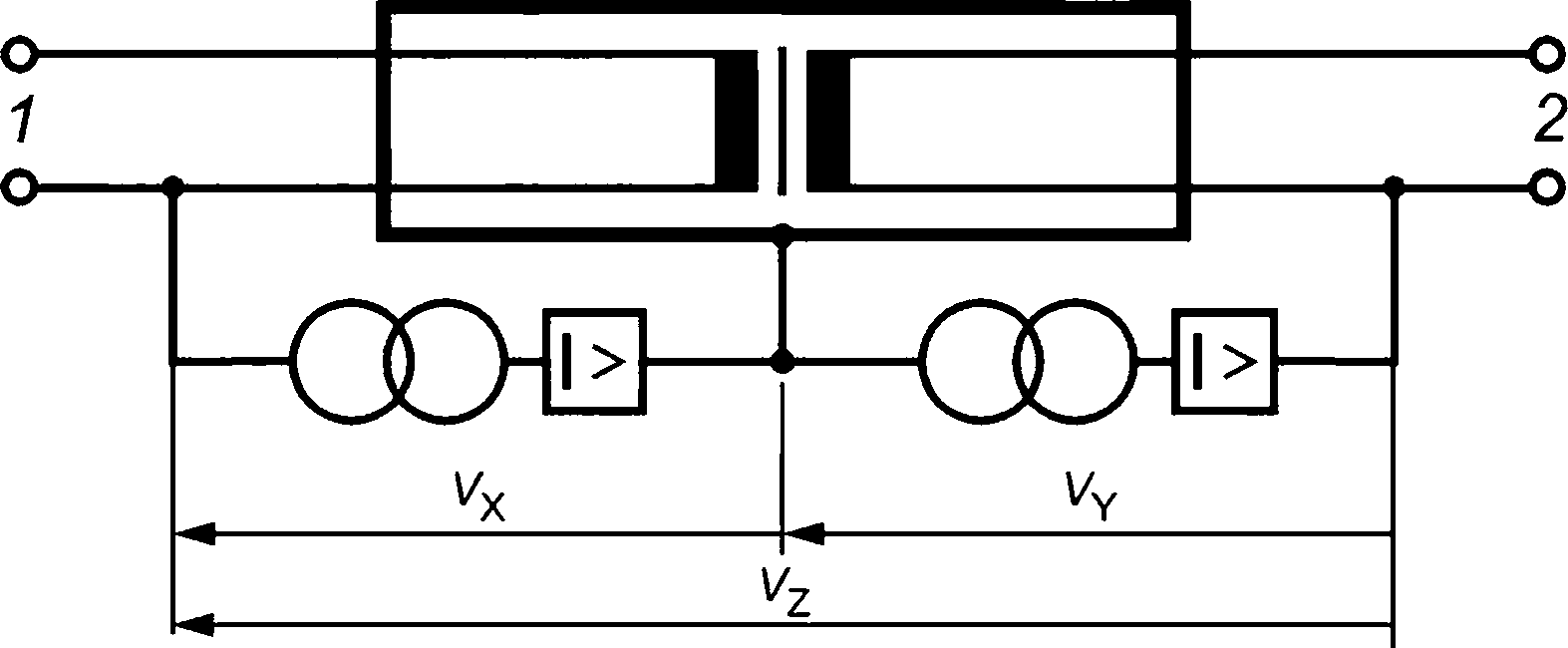
— токовый датчик срабатывания; 1 — цепь питания; 2 — сварочная цепь; Vx — между цепью питания и открытыми электропроводящими деталями; Vy — между сварочной цепью и открытыми электропроводящими деталями; — между цепью
питания и сварочной цепью
Рисунок В.1 — Комбинированные высоковольтные трансформаторы
Приложение С (обязательное)
Несимметричная нагрузка при сварке вольфрамовым электродом в среде инертных газов на переменном токе. Сварочные источники питания
С.1 Общие сведения
Различие в коэффициентах эмиссии электронов между электродом и заготовкой при сварке вольфрамовым электродом в среде защитных газов на переменном токе приводит к образованию несимметричного сварочного напряжения и соответствующей асимметрии в сварочном токе.
Указанная асимметрия называется постоянной составляющей тока и может вызывать насыщение трансформатора трансформаторного типа сварочного источника питания. Указанное насыщение приводит к чрезмерно высокому току питания, что может привести к значительному перегреву.
На рисунке С.1 показано, что сварочный ток имеет постоянную составляющую 72, которая может вызвать перегрев обмотки сварочного источника питания.
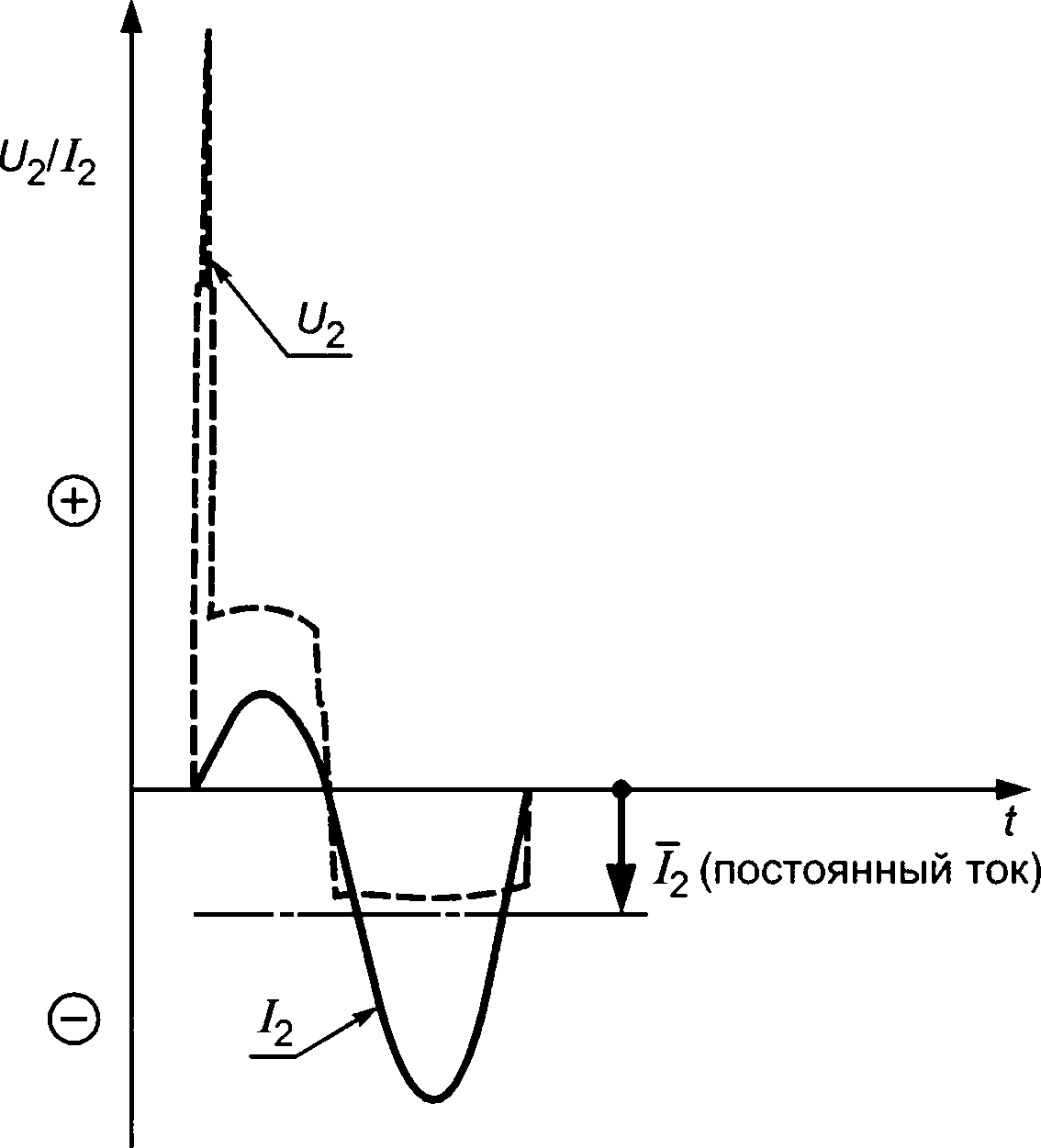
U2 — сварочное напряжение; /2 — сварочный ток; /2— среднеарифметическое значение сварочного тока Рисунок С.1 — Напряжение и ток при сварке вольфрамовым электродом в среде инертных газов на переменном токе
С.2 Несимметричная нагрузка
Для имитации необходимого для испытания на нагрев сварочного тока следует использовать стандартную нагрузку с частичной характеристикой выпрямления, чтобы в условиях прямой полярности, минус на электроде, величина напряжения полупериода составляла бы на (12 ± 1) В меньше, чем напряжение полупериода в условиях обратной полярности, плюс на электроде, см. рисунок С.2.
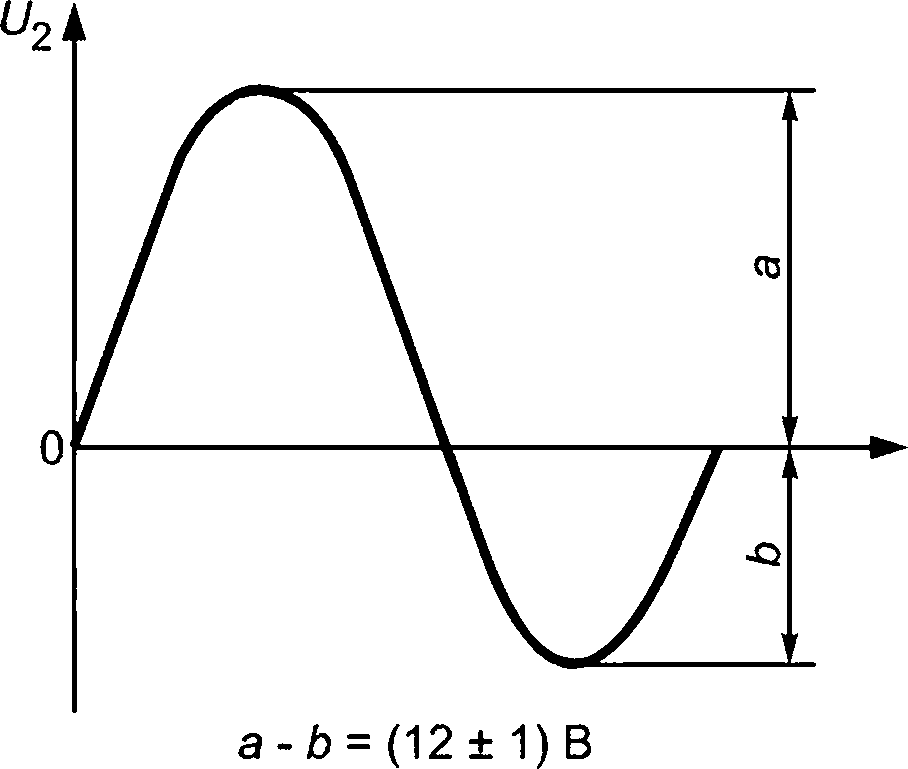
а — значение амплитудного напряжения, плюс на электроде; b — значение амплитудного напряжения, минус на электроде Рисунок С.2 — Несимметричное напряжение в процессе сварки вольфрамовым электродом в среде инертных газов на переменном токе
Указанная разность сварочных напряжений полупериода определяется пропусканием постоянного тока при испытании через несимметричную нагрузку в обоих направлениях и измерением напряжения нагрузки постоянного тока.
Сварочные источники питания, имеющие встроенный регулятор симметрии, испытывают с применением стандартной нагрузки, но с регулятором симметрии, настроенным на режим создания максимальной асимметрии, не превышающей 12 В.
С.З Пример несимметричной нагрузки
Характеристика выпрямления нагрузки достигается при помощи диодной цепи в соответствии с рисунком С.З.
Требуемая разность между напряжениями полупериода регулируется количеством диодов в ряду.
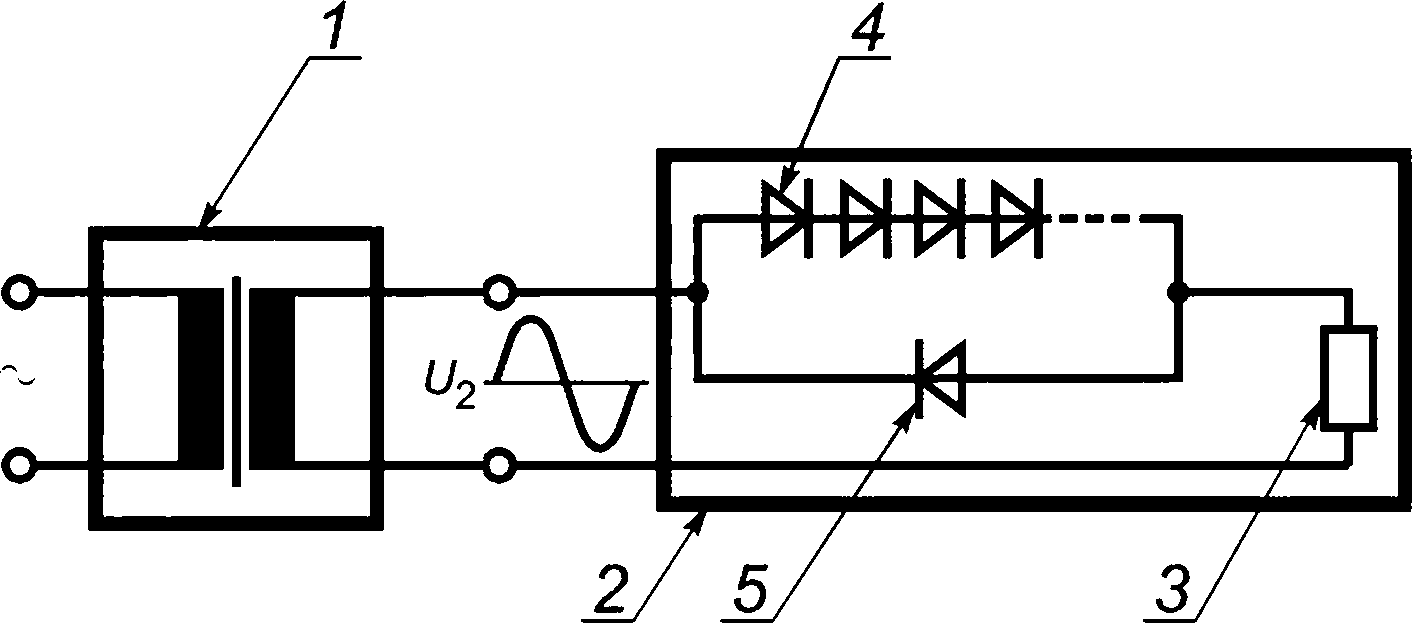
1 — трансформатор; 2 — несимметричная нагрузка; 3 — стандартная нагрузка; 4 — диодный ряд; 5 — одиночный диод Рисунок С.З — Сварочный источник питания переменного тока с несимметричной нагрузкой
Экстраполяция температуры в момент останова
Если нет возможности регистрации температуры в момент останова, то необходимо применить экстраполяцию для расчета указанной температуры. Порядок экстраполяции следующий:
а) фиксируется время в момент останова;
Ь) снимают последовательные показания температуры с регистрацией времени, прошедшего с момента останова;
с) для каждой экстраполируемой величины температуры снимают не менее четырех показаний;
d) применяя логарифмическую/линейную диаграмму, показания наносятся таким образом, чтобы температура отображалась по логарифмической шкале, а время останова по линейной шкале. Прямая линия, идущая до t = 0, показывает экстраполированную температуру в момент останова.
В качестве альтернативы графическому методу допускается использовать математический регрессионный анализ. Если выбрана линейная регрессия, то применяются логарифмы температур с линейными значениями времени считывания с момента останова. Применяется регрессионный анализ для момента времени t = 0, для нахождения истинной температуры применяется антилогарифмический метод.
Приложение Е (обязательное)
Конструкция клемм цепи питания
Е.1 Размер клемм
Клеммы должны иметь размеры соответствующие максимальному эффективному току питания /1eff> и должна быть возможность подключения гибких электрических проводов с приведенными в таблице Е.1 значениями площади поперечного сечения. Указанные значения соответствуют проводу, рассчитанному для работы при температуре 60 °C.
Таблица Е.1 — Диапазон размеров электрических проводов, подходящих для клемм цепи питания
Максимальный эффективный ток питания, А | Диапазон площади поперечного сечения электрического провода, мм2 |
10 | 1,5—2,5 |
16 | 1,5—4 |
25 | 2,5—6 |
35 | 4—10 |
50 | 6—16 |
63 | 10—25 |
80 | 16—35 |
100 | 25—50 |
125 | 35—70 |
160 | 50—95 |
200 | 70—120 |
250 | 95—150 |
315 | 120—240 |
400 | 150—300 |
Допускаются альтернативные диапазоны сечений, если производитель указывает в инструкции тип и размер применяемого провода.
Соответствие проверяют проведением расчетов и измерений.
Е.2 Соединения на клеммах
Соединения на клеммах должны быть выполнены с помощью винтов, гаек или иных аналогичных средств и должны соответствовать требованиям 5.3.
Примечание — Электрические быстроразъемные клеммы считаются эквивалентными, если они снабжены двумя независимыми креплениями, одно из которых зажимает изоляцию, а другое проводник.
Винты или гайки клемм не должны применяться для крепления других деталей или для подсоединения других проводов.
Соответствие проверяют визуальным контролем.
Е.З Конструкция клемм
Электрические провода или их наконечники должны быть зажаты между металлическими частями и не должны освобождаться после затяжки зажимных средств.
Токоведущие части, которые могут проворачиваться, сокращая тем самым изоляционный промежуток, не должны зависеть от истирания между монтажными поверхностями, предотвращающими проворачивание. Необходимо использовать соответствующую стопорную шайбу, установленную соответствующим образом. Для выводов или шин, закрепленных иным способом, не следует использовать стопорные шайбы.
Нелегированную или плакированную сталь не следует использовать при изготовлении токоведущих частей.
Соответствие проверяют визуальным контролем и временным подключением электрических проводов с заданной минимальной и максимальной площадью поперечного сечения.
Е.4 Крепление клемм
Клеммы должны быть надежно закреплены таким образом, чтобы отсутствовала возможность их ослабления при затяжке или ослаблении крепежа. Если для предотвращения проворачивания или сдвига клемм на опорной поверхности служит только трение, то сокращение величины изоляционных промежутков при сдвиге или проворачивании ниже значений согласно таблице 2, не допускается. Проворачивание прижимного соединителя клемм допускается при условии, что при повороте зажимов на 30° в направлении друг к другу или по направлению к иным неизолированным деталям противоположной полярности, или в направлении заземленных металлических деталей, не образуются изоляционные промежутки с размерами меньше указанных.
Соответствие проверяют визуальным контролем и десятикратным затягиванием и ослаблением зажимных приспособлений, удерживающих электрический провод с заданной максимальной площадью поперечного сечения.
Испытание необходимо выполнить повторно с использованием электрического провода с минимальной заданной площадью поперечного сечения.
Сопоставление единиц, не входящих в систему СИ
Сопоставление единиц, не входящих в систему СИ, для испытаний на короткое замыкание, см. 9.3, приведены в таблице F.1.
Таблица F.1 — Соответствие мм2 американским единицам классификации проводов (AWG)
мм2 | AWG |
1,5 | 15 |
2,5 | 13 |
4 | 11 |
6 | 9 |
10 | 7 |
16 | 5 |
25 | 3 |
35 | 1 |
50 | 1/0 |
70 | 2/0 |
95 | 3/0 |
120 | 250 МСМ |
150 | 350 МСМ |
240 | 600 МСМ |
300 | 700 МСМ |
Соответствие сети питания для измерения фактического среднеквадратического значения тока питания
На амплитудное и среднеквадратическое значения тока питания /1 может существенно влиять полное сопротивление сети питания Rs. Для получения достоверных результатов измерения полное сопротивление сети питания должно быть не более 4 % от входного полного сопротивления сварочного источника питания:
Rg < 0,04-у^-, Ом (G.1)
где Rs — полное сопротивление сети питания, Ом;
U1 — номинальное напряжение питания, В;
/1 — номинальный ток питания, А.
Для определения полного сопротивления сети питания подается стандартная нагрузка, способная понизить напряжение питания не менее чем на 1 % ниже значения без нагрузки.
Примечание 1 — Если номинальное напряжение данной стандартной нагрузки ниже напряжения питания, то допускается использование трансформатора.
Примечание 2 — Автоматические регуляторы напряжения сети питания выключены.
Примечание 3 — Если применяется трансформатор, то /1 без нагрузки представляет собой ток холостого хода этого трансформатора, в противном случае /1 без нагрузки = 0 А.
Полное сопротивление сети питания рассчитывают по формуле
r _ без нагрузки-под нагрузкой h под нагрузкой — без нагрузки
где Rs — полное сопротивление сети питания, Ом;
С/1 под нагрузкой — напряжение питания при стандартной нагрузке, В;
U1 без нагрузки — напряжение питания без нагрузки, В;
/1 под нагрузкой — ток питания ПРИ стандартной нагрузке, А;
/1 без нагрузки — номинальный ток питания без нагрузки, А.
Пример — Сеть питания: LL б Haaov3KU - 230 В; L б HaaDV3KU = 1 А. I wo пасруопи I wo Fiacfjy*fnu
Н — 227 Я' / " Д
под нагрузкой ~ ’ '1 под нагрузкой " '
230 -227..пп RS= „ , 0,10 Ом.
31-1
Сварочный источник питания: U1 = 230 В; макс = 30 А.
При вышеперечисленных значениях выполняется условие в соответствии с формулой (G.1):
МО
Rs= 0,10 Ом <0,04— = 0,31 Ом.
Построение статических характеристик
Н.1 Общие сведения
Путем изменения сопротивления стандартной нагрузки, подключенной к выходным клеммам сварочного источника питания, можно получить набор значений сварочного тока /2 и соответствующего напряжения нагрузки U2 для данной настройки выходных параметров сварочного источника питания. Статическую характеристику получают путем нанесения указанных величин на график, где сварочный ток представлен по горизонтальной оси, а напряжение нагрузки по вертикальной.
Наклон статической характеристики определяется касательной в рабочей точке.
Н.2 Методика
Количество измеренных значений должно быть достаточным для построения плавной кривой. В любом случае регистрируют значения напряжения холостого хода и номинальных значений, соответствующих каждому циклу нагрузки (коэффициенту нагрузки), указанному на заводской табличке. Также регистрируют ток короткого замыкания для сварочных источников питания с падающей характеристикой.
Если сварочный источник питания имеет пошаговую настройку, то значения следует измерять в каждом положении регулятора. Если сварочный источник питания рассчитан на несколько напряжений питания, то измерение следует проводить при каждом напряжении питания.
Для каждой точки регистрируют напряжение питания Uv ток питания мощность, подаваемую на сварочный источник питания Рг
Для сварочных источников питания без цепи обратной связи (например, простых трансформаторов) значения U2 и /2 умножают на поправочный коэффициент U^/U^, если измеренное напряжение питания U^' отличается от номинального напряжения питания Uv Значение мощности умножают на (U^IU^)2.
Н.З Анализ результатов
Ряд полученных кривых для статических характеристик сварочного источника питания, допускается использовать для подтверждения соответствия определенным требованиям, указанным в настоящем стандарте. Если величина отрицательного наклона в рабочей точке равна 7 В на 100 А или более, то статическая характеристика считается падающей.
Приложение I (обязательное)
Методы испытаний на удар 10 Н ■ м
1.1 Маятниковый копер
Сварочный источник питания устанавливают к жесткой вертикальной поверхности, а удар приходится на противоположную сторону.
Угол отклонения 0, см. рисунок 1.1, регулируется, см. таблицу 1.1, с учетом допусков на копер и маятник с целью обеспечения требуемой энергии удара 10 Н • м.
Таблица 1.1 — Угол отклонения 0 для получения удара 10 Н • м
Масса копра, кг | 1 | 1,5 | 2 | 2,5 | 3 |
Угол отклонения 0, град | 90 | 71 | 60 | 53 | 48 |
ОО ОО
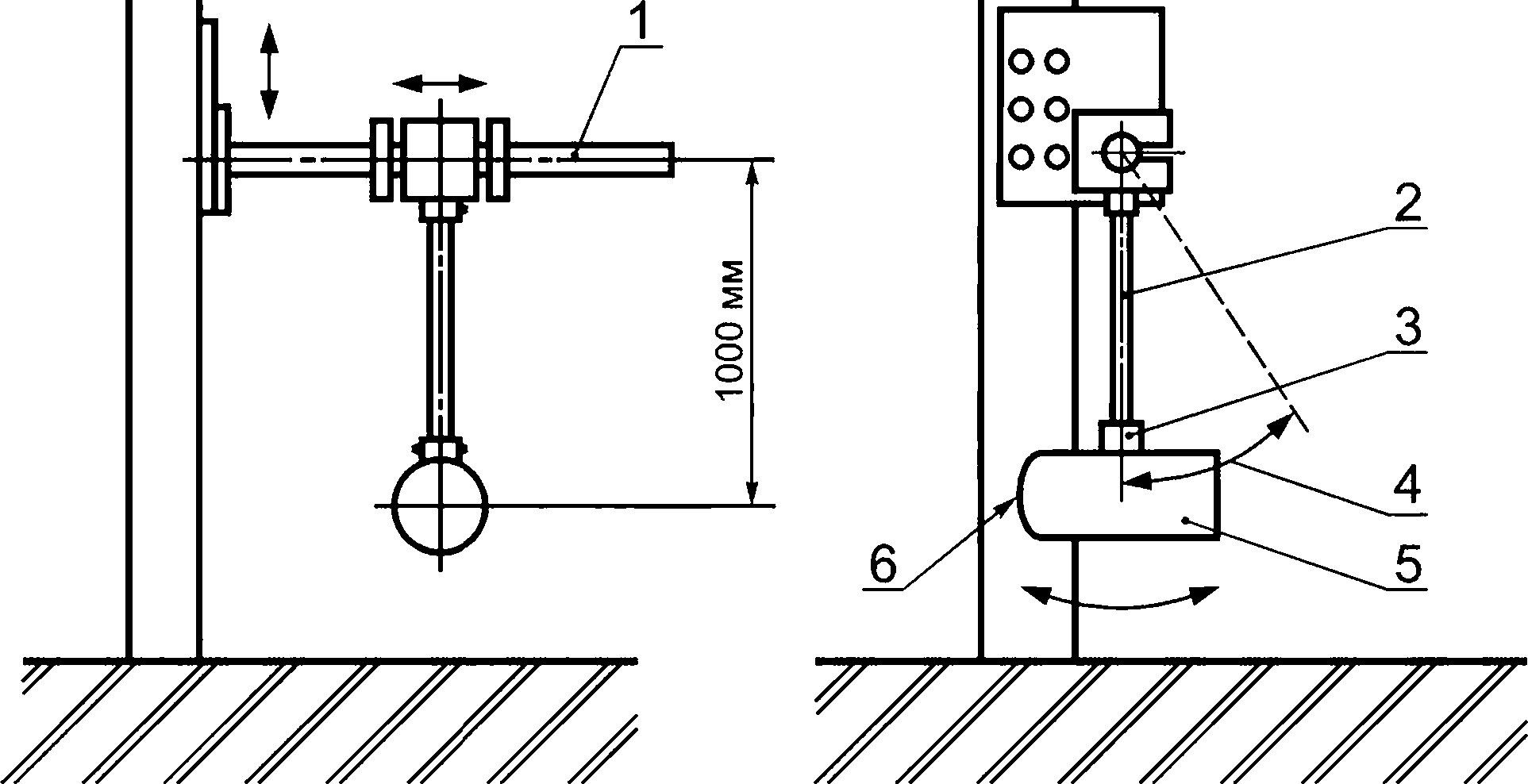
1 — опорный вал (не должен прогибаться более чем на 1,5 мм); 2 — поворотный рычаг, стальная труба (его масса незначительна); 3 — обойма копра (масса до 100 г); 4 — угол отклонения 9; 5 — стальной копер; б — радиус (50 ± 2) мм
Рисунок 1.1 — Схема испытаний
I.2 Свободно падающий сферический стальной груз
Сварочный источник питания устанавливают на жесткую горизонтальную поверхность. Масса свободно падающего груза и высота свободного падения приведена в таблице I.2.
Таблица I.2 — Масса свободно падающего груза и высота свободного падения
Масса, кг | 0,50 | 0,75 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 |
Высота, м | 2,04 | 1,36 | 1,02 | 0,82 | 0,68 | 0,58 | 0,51 |
Приложение J (обязательное)
Толщина листового металла для корпусов
Минимальная толщина листового металла для корпусов должна составлять:
а) для стали в соответствии с таблицей J.1;
Ь) для алюминия, латуни или меди в соответствии с таблицей J.2.
Значения толщин основаны на размере равномерного прогиба листового металла в условиях, когда нагрузка приходится на центр их поверхности.
Допускается толщина корпуса менее, чем приведенная в таблицах J.1 и J.2, при условии, что корпус имеет тот же прогиб, что и корпус с требуемой толщиной того же размера.
Таблица J.1 — Минимальная толщина листового металла для корпусов из стали
Минимальная толщина стали без покрытия9, мм | Без несущего каркаса6 | С несущим каркасом0 | ||
Максимальная ширина, мм | Максимальная длина, мм | Максимальная ширина, мм | Максимальная длина, мм | |
0,50 | 105 125 | Без ограничений 150 | 160 175 | Без ограничений 210 |
0,65 | 155 180 | Без ограничений 225 | 245 255 | Без ограничений 320 |
0,80 | 205 230 | Без ограничений 300 | 305 330 | Без ограничений 410 |
1,00 | 320 360 | Без ограничений 460 | 500 535 | Без ограничений 635 |
1,35 | 460 510 | Без ограничений 635 | 690 740 | Без ограничений 915 |
1,50 | 560 635 | Без ограничений 790 | 840 890 | Без ограничений 1095 |
1,70 | 635 740 | Без ограничений 915 | 995 1045 | Без ограничений 1295 |
2,00 | 840 890 | Без ограничений 1200 | 1295 1375 | Без ограничений 1680 |
2,35 | 1070 1200 | Без ограничений 1500 | 1630 1730 | Без ограничений 2135 |
2,70 | 1325 1525 | Без ограничений 1880 | 2035 2135 | Без ограничений 2620 |
3,00 | 1600 1860 | Без ограничений 2290 | 2470 2620 | Без ограничений 3230 |
а 1) для нержавеющей стали 80 % от указанных значений; 2) для стали с цинковым покрытием толщина корректируется на толщину покрытия, как правило, от 0,05 мм до 0,1 мм. ь Примеры конструкций без несущего каркаса:
| ||||
Таблица J.2 — Минимальная толщина листового металла для корпусов из алюминия, латуни или меди
Минимальная толщина металла, мм | Без несущего каркаса3 | С несущим каркасом6 | ||
Максимальная ширина, мм | Максимальная длина, мм | Максимальная ширина, мм | Максимальная длина, мм | |
0,55 | 80 90 | Без ограничений 110 | 180 220 | Без ограничений 245 |
0,70 | 105 130 | Без ограничений 155 | 260 270 | Без ограничений 345 |
0,90 | 155 165 | Без ограничений 205 | 360 385 | Без ограничений 460 |
1,10 | 205 245 | Без ограничений 295 | 485 535 | Без ограничений 640 |
1,45 | 305 360 | Без ограничений 410 | 715 765 | Без ограничений 940 |
1,90 | 460 510 | Без ограничений 635 | 1070 1145 | Без ограничений 1400 |
2,40 | 635 740 | Без ограничений 915 | 1525 1630 | Без ограничений 1985 |
3,10 | 940 1070 | Без ограничений 1350 | 2210 2365 | Без ограничений 2900 |
3,85 | 1325 1525 | Без ограничений 1880 | 3125 3305 | Без ограничений 4065 |
а Примеры конструкций без несущего каркаса:
| ||||
Примеры заводских табличек
Примеры заводских табличек приведены на рисунках К.1 — К.7.
а) Идентификационные данные
1) Производитель Адрес | Товарный знак |
2) Тип | 3) Серийный номер |
4) 1- QQ 1~ | 5) МЭК 60974-1. МЭК 60974-10, класс А |
Ь) Параметры сварки
6) Г-1----1 | 8)-50 Гц | 10) От 15 А/20,6 В до 160 А/27 В | |||
11) X | 11а) 35% | 11b) 60 % | 11с) 100% | ||
7)Ш | 9) Uo = 48 В | 12)/2 | 12а) 160А | 12b) 130 А | 12с) 100 А |
13) и2 | 13а)26 В | 13b) 25 В | 13с) 24 В | ||
с) Параметры сети питания
L1~50 Гц”1 | 15) =230 В | 16) /1тах = 37А | 17) /1эфф = 22А | |||
22)IP23 | 23) | | | | ||||
Рисунок К.1 — Однофазный трансформатор
а) Идентификационные данные
1) Производитель Адрес | Товарный знак |
2) Тип | 3) Серийный номер |
4) АГ\—/сГ\ | 5) МЭК 60974-1. МЭК 60974-10, класс А |
Ь) Параметры сварки
6) yj___I | 8)-450 Гц | 10) От 60 А/22,4 В до 500 А/40 В | |||
11) X | 11а) 35% | 11b) 60 % | 11с) 100 % | ||
7) | 9) Uo = 78 В | 12)/2 | 12а)500 А | 12b)400 А | 12с) 320 А |
13) и2 | 13а)40 В | 13b)36 В | 13с) 33 В | ||
с) Параметры сети питания
14) L3~50 Гц-1 | 18) л = 2800 мин 1 | ||
15) U, =400 В | 16) /1тах = 68А | 17) /1эфф = 40 А | |
22)IP23 | 23) | ||
Рисунок К.2 — Трехфазный двигатель-генератор
Табличка для дистрибьютора
а) Идентификационные данные
1) Производитель Адрес | Товарный знак |
2) Тип | 3) Серийный номер |
Табличка производителя
а) Идентификационные данные | |
4)JL_Q£}®= | 5) МЭК 60974-1. МЭК 60974-10, класс А |
Ь) Параметры сварки | |
6) yj___I | 8)г__п J | 10) От 20 А/20,8 В до 250 А/30 В | |||
11) X | 11а) 35 % | 11b) 60 % | 11с) 100 % | ||
7)ш | 9) UQ = 105 В | 12)/2 | 12а)250 А | 12b) 200 А | 12с) 160 А |
13) и2 | 13а)30 В | 13b) 28 В | 13с) 27 В | ||
с) Параметры сети питания
14) г_^ •> L J 1(3)~50 Гц | 15) Щ =230 В; U-i = 400 В | 16) /imax = 57A; 7|max ” 64 А | 17) /1Эфф = 34А; 7|эфф _ 26 А |
22)IP23 | 23) |—। | ||
Рисунок К.З — Составная заводская табличка: однофазный/трехфазный трансформаторный выпрямитель
а) Идентификационные данные
1) Производитель Адрес | Товарный знак |
2) Тип | 3) Серийный номер |
5) МЭК 60974-1 |
Ь) Параметры сварки
6) yj___I | 8)г—2 L J | 10) От 40 А/21,6 В до 400 А/36 В | |||
11)Х | 11а) 35% | 11b) 60% | 11с) 100 % | ||
7)Ш | 9) Uo= 110 В | 12)/2 | 12а)400 А | 12b) 320 А | 12с) 255 А |
13) и2 | 13а)36 В | 13b) 33 В | 13с) 30 В | ||
с) Параметры сети питания
14) г | п | 18) л = 3150 мин-1 | ||
чо, |_ | j | 19)л0 = 3300 мин 1 | 20) rij = 980 мин-1 | 21) Я... =34 кВт ' । мах |
22) IP23 | 23) | |||
Рисунок К.4 — Двигатель—генератор—выпрямитель
а) Идентификационные данные | ||||||||||
^Производитель Товарный знак Адрес | ||||||||||
2) Тип | 3) Серийный номер | |||||||||
5) МЭК 60974-1. МЭК 60974-10, класс А | ||||||||||
b) 11араметры сварки | ||||||||||
6) yj___I | 8)r_J |_ J | 10) От 20 А/20,8 В до 250 А/32 В | ||||||||
11) X | 11а) 35% | 11Ь) 60 % | 11с) 100 % | |||||||
7>Ш | 9)(У0= 105 В | 12)/2 | 12а)250 А | 12b) 200 А | 12с) 160 А | |||||
13) и2 | 13а)30 В | 13b) 28 В | 13с) 27 В | |||||||
с) Параметры сети питания | ||||||||||
14)Г-]О l”(3)~50 Гц | 15) 230 В 400 В | 1®) ^1тах 57 А 34 А | 17) ^1эфф 34 А 20 А | |||||||
22)IP23S | 23) | | | | ||||||||
Рисунок К.5 — Однофазный/трехфазный источник питания инверторного типа
а) Идентификационные данные | ||||||
^Производитель Товарный знак Адрес | ||||||
2) Тип | 3) Серийный номер | |||||
4) Литий-ионный | 5) МЭК 60974-1. МЭК 60974-10, класс А | |||||
Ь) Параметры сварки | ||||||
6) yj___I | 8)г_? L J | 10) От 10 А/20,4 В до 120 А/24,8 В | ||||
7>И | 9) Uo = 58 В | 12) /2тах = 120 А | ||||
13) U2 = 24,8 В | ||||||
с) Параметры сети питания | ||||||
14) ____2 |_ J | 15) Ub = 57,6 В | 16)Е=5Ач 17)/ь = 10А | ||||
19) Для использования только с___________зарядным устройством | ||||||
22)IP23 | ||||||
Рисунок К.6 — Сварочный источник питания, запитанный от встроенного аккумулятора
Заводская табличка сварочного источника питания
а) Идентификационные данные
1) Производитель Адрес | Товарный знак |
2) Тип | 3) Серийный номер |
4) Литий-ионный | 5) МЭК 60974-1. МЭК 60974-10, класс А |
Ь) Параметры сварки
6) yj___I | 8)г—2 I- J | 10) От 10 А/20,4 В до 120 А/24,8 В | ||
/) | S | 9) Uo = 58 В | 12) /2тах= 120 А | |
13) и2 = 24,8 В | ||||
с) Параметры сети питания
14)^____; | 15) Ub = 57,6 В | ||
19) Для использования только с___________батареей | |||
22)IP23 | |||
Заводская табличка аккумулятора
d) Съемные и сменные аккумуляторные батареи
1) Тип (идентификационные данные), указанные производителем | |
Литиево-ионный | Год и дата |
Ub = 57,6 В | Е=5А•ч |
Рисунок К.7 — Сварочный источник питания, запитанный от съемного/сменного аккумулятора
Графические обозначения для оборудования дуговой сварки
L.1 Общие сведения
В настоящем приложении приведены условные обозначения, некоторые из них не стандартизованы на международном уровне, но все имеют практическое применение в сварочном производстве. Технический комитет МЭК 26 и подкомитет ЗС приняли решение взять на рассмотрение подобного рода условные обозначения для включения их в дальнейшем в МЭК 60417. Когда этот процесс будет завершен, в настоящее приложение будут внесены соответствующие изменения.
Настоящее приложение содержит графические обозначения для оборудования дуговой сварки и родственных процессов для обозначения элементов управления, индикаторов, точек подключения, функций и выбора процессов.
Обозначения предназначены для использования на панели, заводской табличке и в любой документации оборудования для дуговой сварки и родственных процессов.
В настоящем приложении не представлены графические обозначения, применяемые для предупреждения персонала о прямых или потенциальных опасностях для человека, связанных с применением данного оборудования.
Примечание 1 — Обозначения, относящиеся к безопасности, см. ИСО 3864-1.
Примечание 2 — Инструкции по установке см. МЭК 60974-9.
L.2 Применяемые условные обозначения
L.2.1 Общие сведения
Условные обозначения наносятся на оборудование для указания области его применения и методов эксплуатации. Примеры оформления панели управления приведены в L.5.
L.2.2 Подбор условных обозначений
Для соответствия области применения согласно L.3 условные обозначения могут применяться как по отдельности, так и в виде комбинаций. Примеры комбинаций приведены в L.4.
L.2.3 Размер обозначений
Для нанесения может потребоваться как уменьшение, так и увеличение размера оригинала условных обозначений до необходимого размера. При использовании обозначений, состоящих из нескольких графических элементов, или при уменьшении высоты обозначений до минимума необходимо проверить четкость идентификации и достаточную разборчивость. Следует также учитывать имеющееся освещение, расстояние до пользователя, возможные эксплуатационные условия.
Рекомендуемый минимальный размер условных обозначений 6 мм.
L.2.4 Применяемая цветовая гамма
Для распознавания условных обозначений достаточно обеспечить их графическое представление черным шрифтом на белом фоне или наоборот.
Наиболее важным для указанных условных обозначений является обеспечение контрастности между обозначением и фоном. Если обозначение четко очерчено и полностью разборчиво, то подбор цвета необязателен. Следует помнить, что определенные цвета, такие как красный, оранжевый и желтый, традиционно являются цветами для выделения предупреждений, относящихся к безопасности.
L.3 Обозначения
L.3.1 Общие сведения
В настоящем разделе представлены условные обозначения вместе с их справочными номерами, функциональным ключевым словом или фразой, областью применения и источником.
L.3.2 Буквенные условные обозначения
В таблице L.1 приведены буквы, которые могут использоваться в качестве условных обозначений.
Таблица L.1 — Буквы, применяемые как условные обозначения
Функция, ключевое слово или фраза | Буква | Единица измерения |
Сила тока | / | А |
Стандартный сварочный ток | Z2 | А |
Стандартное сварочное напряжение | U2 | В |
Окончание таблицы L. 1
Функция, ключевое слово или фраза | Буква | Единица измерения |
Диаметр | 0 | мм |
Цикл нагрузки; коэффициент нагрузки | X | % |
Эффективность | п | % |
Частота | F | ГЦ |
Мощность | Р | Вт |
Номинальная емкость аккумулятора | Q | Ач |
Номинальное напряжение холостого хода | ио | В |
Номинальное пиковое напряжение | UP | В |
Номинальный ток питания | ^1 | А |
Номинальное напряжение питания | В | |
Номинальное пониженное напряжение холостого хода | Ч | В |
Частота вращения | п | мин-1 |
Потребляемая активная мощность | Вт | |
Номинальное коммутируемое напряжение холостого хода | us | В |
Температура (изменение) | Т | °C (К) |
Время | t | с, мин, ч |
Напряжение | и | В |
Выходная активная мощность при сварке | р2 | Вт |
L.3.3 Графические условные обозначения
L.3.3.1 Условные обозначения для переключения или регулировки
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения |
1 | МЭК 60417-5004:2002-10 | Регулировка | Для обозначения непрерывного увеличения/ уменьшения количества. Примечание — Данное обозначение может быть изогнуто. |
L.3.3.2 Условные обозначения для положений переключателя или регулировки
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | ||
2 | МЭК 60417-5007:2002-10 | Включено (питание) | Для обозначения подключения к сети питания, как минимум для сетевых переключателей или их положений, а также для всех случаев, связанных с обеспечением безопасности | |||
3 | МЭК 60417-5008:2002-10 | Выключено (питание) | Для обозначения отключения от сети питания, как минимум, для сетевых переключателей или их положений, а также для всех случаев, связанных с обеспечением безопасности | |||
4 | МЭК 60417-5268:2002-10 | Рабочее (нажатое) положение двухпозиционного нажимного регулятора | Для обозначения соответствующего рабочего (нажатого) положения двухпозиционного нажимного регулятора. Примечание 1 — Для использования со смежным обозначением. | |||
5 | МЭК 60417-5269:2002-10 | Нерабочее (отжатое) положение двухпозиционного нажимного регулятора | Для обозначения соответствующего нерабочего (отжатого) положения двухпозиционного нажимного регулятора. Примечание 2 — Для использования со смежным обозначением. | |||
6 | МЭК 60417-5569:2005-08 | Заблокировано, основное | Для обозначения на регуляторе, что данная функция заблокирована, или для отображения заблокированного состояния. Примечание 3 — Для использования со смежным обозначением. | |||
7 | МЭК 60417-5570:2002-10 | Разблокировано | Для обозначения на регуляторе, что данная функция разблокирована, или для отображения разблокированного состояния. Примечание 4 — Для использования со смежным обозначением. | |||
1 | ||||||
L.3.3.3 Условные обозначения функций переключателя или регулятора
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | |||
8 | МЭК 60417-6302:2015-01 | Продолжительность сварки, непрерывный режим | Для обозначения непрерывной сварки | ||||
9 | МЭК 60417-6303:2015-01 | Продолжительность сварки, прерывистый режим (шов) | Для обозначения прерывистой сварки (шва) | ||||
10 | ИСО 7000-0468:2004-01 | • • • • | Дуговая точечная сварка | Для обозначения дуговой точечной сварки | |||
11 | ИСО 7000-0096:2004-01 | Ручное управление | Для обозначения ручного управления. Чтобы обозначить положение переключателя в режиме ручного (в отличие от автоматического) управления. Чтобы обозначить элемент управления, активирующий ручное управление. Для обозначения того, что оборудование находится в ручном режиме управления | ||||
12 | МЭК 60417-6318:2015-03 | Iv | Бесконтактное зажигание дуги | Для обозначения функции бесконтактного зажигания дуги при сварке вольфрамовым электродом в среде инертных газов (TIG) | |||
13 | МЭК 60417-6319:2015-03 | Контактное зажигание дуги | Для обозначения функции контактного зажигания дуги при сварке вольфрамовым электродом в среде защитных газов (TIG) | ||||
14 | — | I I | Возбуждение начальной дуги | Для обозначения возбуждения начальной дуги плазменной горелки | |||
15 | ИСО 7000-0474:2004-01 | $ | Продувка воздухом (газом) | Для обозначения продувки воздухом (газом) | |||
16 | ИСО 7000-0823:2004-01 | Механическая подача проволоки | Для обозначения механизма подачи проволоки или управления подачей проволоки | ||||
17 | МЭК 60417-6377:2017-10 | Контроль прижигания проволоки | Для обозначения контроля прижигания проволоки в конце операции сварки | ||||
18 | ИСО 7000-0004:2004-01 | Направление непрерывного вращения (по ходу часовой стрелки) | Для обозначения регулировки или того, что объект с помощью регулировки можно перемещать вращательным движением по часовой стрелке | ||||
19 | ИСО 7000-0004:2004-01 | Направление непрерывного вращения (против хода часовой стрелки) | Для обозначения регулировки или того, что объект с помощью регулировки можно перемещать вращательным движением против часовой стрелки | ||||
L.3.3.4 Условные обозначения для электрических соединений
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | ||
20 | МЭК 60417-5005:2002-10 | Плюс, прямая полярность | Для обозначения положительной клеммы оборудования, которое работает на постоянном токе или вырабатывает его | |||
21 | МЭК 60417-5006:2002-10 | Минус, обратная полярность | Для обозначения отрицательной клеммы оборудования, которое работает на постоянном токе или вырабатывает его | |||
22 | МЭК 60417-5017:2006-08 | — | Заземление, замыкание на землю | Для обозначения клеммы заземления (замыкания на землю), в случаях, когда обозначения 5018, 5019 не требуются однозначно. Примечание 1—Не применяется для соединений с защитным заземлением. | ||
23 | МЭК 60417-5019:2006-08 | Защитное заземление, защитное замыкание на землю | Для обозначения любой клеммы, предназначенной для подключения к внешнему проводнику для защиты от поражения электрическим током в случае неисправности, или клеммы защитного заземления (зануления) | |||
24 | МЭК 60417-5020:2002-10 | Рама или шасси | Для обозначения соединения с рамой или шасси. Примечание 2 — Не применяется для обозначения соединения с защитным заземлением. | |||
25 | МЭК 60417-5939:2002-10 | у/ | Тип источника питания электрического устройства | Для устройства или оборудования, например, оборудования для дуговой сварки. Для обозначения типа источника питания, например, трехполюсной штепсельной розетки | ||
26 | ИСО 7000-0453:2004-01 | Соединение с заготовкой | Для обозначения соединения с заготовкой | |||
27 | ИСО 7000-0483:2004-01 | Соединение с соплом плазменной горелки, положительный вывод | Для обозначения соединения с плазменной горелкой — соединения сопла с положительным выводом | |||
28 | ИСО 7000-0482:2004-01 | Соединение с электродом плазменной горелки, отрицательный вывод | Для обозначения соединения с плазменной горелкой — соединения электрода с отрицательным выводом | |||
L.3.3.5 Условные обозначения гидравлических соединений или регулировок
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | ||||
29 | МЭК 60417-6315:2015-02 | Расход воздуха, общий | Для обозначения направления потока воздуха | |||||
30 | ИСО 7000-0536:2004-01 | Вода, жидкость | Для обозначения воды или жидкости на водной основе, например хладагента | |||||
31 | Подача газа | Для обозначения подключения или регулировки подачи газа | ||||||
32 | ИСО 7000-0481:2004-01 | Плазменный защитный газ | Для обозначения подключения или регулировки подачи плазменного защитного газа | |||||
33 | ИСО 7000-0480:2004-01 | >1 | А | Плазмообразующий газ | Для обозначения подключения или регулировки подачи плазмообразующего газа | |||
34 | МЭК 60417-6316:2015-02 | Давление воздуха | Для обозначения использования сжатого воздуха или регулировки давления воздуха | |||||
L.3.3.6 Условные обозначения для вспомогательных устройств, соединений или функций
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | ||
35 | МЭК 60417-5034:2014-06 | — | Вход | Для обозначения входного соединения или регулятора | ||
36 | МЭК 60417-5035:2014-06 | Выход | Для обозначения выходного соединения или регулятора | |||
37 | ИСО 7000-0093:2004-01 | Дистанционное управление | Для обозначения функции дистанционного управления, например, точки подключения провода дистанционного управления | |||
38 | МЭК 60417-6378:2017-10 | Педаль управления | Для обозначения устройства педального управления, педального соединения или функции | |||
39 | МЭК 60417-6379:2017-10 | Панельное/локальное управление | Для обозначения панель-ной/локальной функции управления или регулятора | |||
40 | ИСО 7000-0466:2004-01 | Бункер (порошковый, флюсовый) | Для обозначения флюсового (порошкового) бункера | |||
41 | ИСО 7000-0027:2004-01 | Охлаждение | Для обозначения охлаждающего устройства, подключения или регулировки | |||
42 | ИСО 7000-0089:2004-01, модифицированный | Вентилятор, вентилятор циркуляции воздуха | Для обозначения регулятора, который включает вентилятор и обеспечивает циркуляцию воздуха. Для индикации рабочего состояния функции вентилятора | |||
43 | МЭК 60417-6317:2015-02 | Воздушный фильтр | Для обозначения воздушного фильтра | |||
L.3.3.7 Условные обозначения для регулировки величины сварочного тока/напряжения
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | |
44 | МЭК 60417-6005:2006-12 | ги | Основание импульса | Для обозначения регулировки основания импульса. Примечание 1 — Регулировка обозначается одной буквой по таблице L.1. | |
45 | МЭК 60417-6006:2006-12 | ги | Вершина импульса | Для обозначения регулировки вершины импульса. Примечание 1 — Регулировка обозначается одной буквой по таблице L.1. | |
46 | МЭК 60417-6007:2006-12 | Р- | Горячий старт | Для обозначения регулятора или регулировки увеличением мощности в начале сварки. Примечание 1 — Регулировка обозначается одной буквой по таблице L.1. | |
47 | МЭК 60417-6008:2006-12 | Наклон, на увеличение | Для обозначения регулятора или регулировки, отвечающей за увеличение значения. Примечание 1 — Регулировка обозначается одной буквой по таблице L.1. | ||
48 | МЭК 60417-6009:2006-12 | Наклон, на уменьшение | Для обозначения регулятора или регулировки, отвечающей за уменьшение значения. Примечание 1 — Регулировка обозначается одной буквой по таблице L.1. | ||
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения |
49 | МЭК 60417-6380:2017-07 | Электрододержа-тель, ручной | Для обозначения электродо-держателя для ручной дуговой сварки | |
50 | МЭК 60417-6313:2015-01 | Электрододержа-тель для воздушнодуговой строжки угольным электродом | Для обозначения держателя угольного электрода для воздушно-дуговой строжки | |
51 | МЭК 60417-6381:2017-07 | Горелка для дуговой сварки MIG/MAG | Для обозначения горелки для сварки в инертном газе (MIG) и сварки в активном газе (MAG) плавящимся электродом | |
52 | МЭК 60417-6382:2017-07 | Горелка для дуговой сварки самоза-щитной порошковой проволокой | Для обозначения горелки для дуговой сварки самозащитной порошковой проволокой без газовой защиты | |
53 | МЭК 60417-6383:2017-07 | Горелка для дуговой сварки, TIG | Для обозначения горелки для сварки неплавящимся электродом в среде инертного газа (TIG) | |
54 | МЭК 60417-6384:2017-07 | Горелка для дуговой сварки, плазменная | Для обозначения плазменной горелки для сварки, резки и/или строжки | |
55 | МЭК 60417-6385:2017-07 | Механизированный сварочный пистолет | Для обозначения сварочного пистолета со встроенной системой подачи проволоки | |
56 | МЭК 60417-6386:2017-07 | Механизированный сварочный пистолет с подачей присадочной проволоки | Для обозначения сварочного пистолета со встроенной системой подачи проволоки, в которую входит и механизм подачи присадочной проволоки | |
57 | МЭК 60417-6387:2017-07 | V | Горелка для дуговой сварки под флюсом | Для обозначения горелки для дуговой сварки под флюсом |
L.3.3.9 Условные обозначения для технологических процессов
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения |
58 | МЭК 60417-6306:2015-01 | I 1 1 | Сварочные выходные параметры, ММА | Для обозначения на заводской табличке сварочных выходных параметров ручной дуговой сварки покрытым электродом (ММА) |
59 | МЭК 60417-6314:2015-01 | /_____ 1 1 1 | Воздушно-дуговая строжка угольным электродом | Для обозначения воздушнодуговой строжки угольным электродом |
60 | МЭК 60417-6308:2015-01 | Сварочные выходные параметры, MIG/MAG | Для обозначения на заводской табличке сварочных выходных параметров сварки в среде инертного газа (MIG) и в активном газе (MAG), включая использование порошковой проволоки | |
61 | МЭК 60417-6309:2015-01 | Сварочные выходные параметры дуговой сварки самоза-щитной порошковой проволокой | Для обозначения на заводской табличке сварочных выходных параметров дуговой сварки самозащитной порошковой проволокой (без защитного газа) | |
62 | МЭК 60417-6307:2015-01 | Сварочные выходные параметры, TIG | Для обозначения на заводской табличке сварочных выходных параметров ручной дуговой сварки неплавящимся электродом в среде инертного газа (TIG) | |
63 | МЭК 60417-6312:2015-01 | Сварочные выходные параметры плазменной сварки | Для обозначения на заводской табличке сварочных выходных параметров плазменной дуговой сварки | |
64 | МЭК 60417-6310:2015-01 | ф 1 | Сварочные выходные параметры плазменной резки | Для обозначения на заводской табличке сварочных выходных параметров плазменной дуговой резки |
65 | МЭК 60417-6311:2015-01 | Сварочные выходные параметры плазменной строжки | Для обозначения на заводской табличке сварочных выходных параметров плазменной дуговой строжки | |
66 | МЭК 60417-6305:2015-01 | у | Сварочные выходные параметры дуговой сварки под флюсом | Для обозначения на заводской табличке сварочных выходных параметров дуговой сварки под флюсом |
L.3.3.10 Условные обозначения для регулировки сварочных характеристик
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | ||||
67 | ИСО 7000-0455:2004-01 | Жесткая характеристика | Для обозначения фактически ровной характеристики напряжения нагрузки | |||||
68 | ИСО 7000-0454:2004-01 | Падающая характеристика | Для обозначения существенно падающей характеристики напряжения | |||||
69 | МЭК 60417-6388:2017-07 | Форсирование дуги, наброс | Для обозначения регулятора или регулировки увеличением тока в случае регистрации низкого уровня напряжения дуги | |||||
70 | МЭК 60417-6389:2017-07 | Импульсный режим | Для обозначения величины импульса в контрольной точке процесса сварки | |||||
71 | МЭК 60417-6390:2017-07 | Переменная индуктивность | Для обозначения переменной индуктивности или ее регулировки | |||||
72 | МЭК 60417-6391:2017-07 | Высокая индуктивность | Для обозначения подключения высокой индуктивности или ее регулировки | |||||
73 | МЭК 60417-6392:2017-07 | Средняя индуктивность | Для обозначения подключения средней индуктивности или ее регулировки | |||||
74 | МЭК 60417-6393:2017-07 | _п_ | Низкая индуктивность | Для обозначения подключения низкой индуктивности или ее регулировки | ||||
L.3.3.11 Условные обозначения типа источника питания
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | ||||
75 | МЭК 60417-5031:2002-10 | - - - | Постоянный ток (DC) | Для обозначения источника питания, обеспечивающего подачу постоянного тока | ||||
76 | МЭК 60417-5032:2002-10 | Переменный ток (АС) | Для обозначения источника питания, обеспечивающего подачу переменного тока. Примечание — Обозначение может сопровождаться цифрой для указания количества фаз. | |||||
77 | МЭК 60417-5033:2002-10 | Постоянный и переменный ток | Для обозначения источника питания, обеспечивающего подачу как постоянного, так и переменного тока | |||||
78 | МЭК 60417-5156:2003-08 | Трансформатор | Для обозначения трансформатора | |||||
79 | ИСО 7000-1153:2004-01 | Электрогенератор вращающегося типа общего назначения | Для обозначения генератора | |||||
80 | МЭК 60417-6304:2015-01 | о | Сварочный источник питания от двигателя внутреннего сгорания | Для обозначения сварочного источника питания с приводом от двигателя внутреннего сгорания | ||||
81 | ИСО 7000-0147:2004-01 | Электродвигатель | Для обозначения электродвигателя | |||||
82 | МЭК 60417-5970:2003-08 | Преобразователь частоты | Для обозначения преобразования частоты | |||||
83 | МЭК 60417-5194:2002-10 | Преобразователь постоянного/пере-менного тока | Для обозначения преобразователя постоянного/переменного тока и связанных с ним клемм и устройств управления | |||||
L.3.3.12 Условные обозначения элементов защиты и класса защиты
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | ||
84 | МЭК 60417-6395:2017-12 | S | Сварочный источник питания, тип S | Для обозначения сварочного источника питания, пригодного для выполнения сварочных работ в среде с повышенной опасностью поражения электрическим током | ||
85 | МЭК 60417-5172:2003-02 | Оборудование класса II | Для обозначения оборудования, отвечающего требованиям безопасности, указанным для оборудования класса II согласно МЭК 61140 | |||
86 | МЭК 60417-5016:2002-10 | Предохранитель | Для идентификации блоков предохранителей или их расположения | |||
L.3.3.13 Информационные условные обозначения для пользователей
№ | Источник | Условное обозначение | Функция, ключевое слово или фраза | Область применения | |||
87 | МЭК 60417-5036:2002-10 | Опасное напряжение | Для обозначения рисков, связанных с опасным напряжением | ||||
88 | ИСО 7000-0228:2004-01 | L | Нарушение | Для обозначения нарушений штатного режима эксплуатации | |||
89 | ИСО 7000-0434А:2004-01 | Внимание | Для внимания при работе с устройством или органом управления рядом с местом размещения обозначения, или для обозначения, что текущая ситуация требует осведомленности оператора или действий оператора во избежание нежелательных последствий | ||||
90 | МЭК 60417-5041:2002-10 | /й\ | Внимание, горячая поверхность | Для обозначения, что элемент может нагреваться и к нему нельзя прикасаться без соблюдения мер предосторожности | |||
91 | ИСО 7000-0790:2004-01 | ■ | Прочитайте инструкцию по эксплуатации | Для указания на необходимость прочтения инструкции по эксплуатации перед продолжением операций | |||
92 | ИСО 7000-0034:2004-01 | 1 | Индикация температуры | Для индикации температуры или повышения температуры (например, сигнального индикатора перегрева) | |||
L.4 Примеры комбинаций условных обозначений
В настоящем разделе представлены примеры комбинаций условных обозначений, которые могут быть нанесены на оборудование для дуговой сварки и родственных процессов.
Условное обозначение | Функция, ключевое слово или фраза | Область применения | |||
МЭК 60417-5010:2002-10 | Переключатель «ВКЛ/ВЫКЛ» (нажимного действия) | Для обозначения подключения к сети питания или отключения от нее, для сетевых выключателей или их положений, а также для всех случаев, связанных с обеспечением безопасности. Каждое из положений «ВКЛ» или «ВЫКЛ» является стационарным | |||
МЭК 60417-6024:2009-11 | Подача жидкости, вход жидкости | Для обозначения входных соединений подачи охлаждающей жидкости | |||
— | Трехфазный трансформатор-выпрямитель | Для условного обозначения сварочного источника питания на заводской табличке | |||
Инверторный источник питания переменного/постоянно-го тока | Для условного обозначения сварочного источника питания на заводской табличке | ||||
ж | - | - ~ | |||
Медленный запуск подачи проволоки | Для обозначения медленной подачи проволоки к рабочей зоне в начале сварки | ||||
Д| | ш | Внимание! Прочитайте инструкцию по эксплуатации | Для отображения предупреждения об опасности и о необходимости прочтения инструкции по эксплуатации | ||
ИСО 7000-0544:2004-01 | Водяное охлаждение | Для обозначения системы водяного охлаждения (например, элементы управления, включающие или выключающие водяное охлаждение) | |||
МЭК 60417-6394:2017-10 | Настраиваемая поворотная регулировка с положением «ВЫКЛ» | Для обозначения как непрерывного увеличения и уменьшения величины, так и выключенного положения | |||
ИСО 7000-0469:2004-01, модифицированный | Точечная сварка MIG/MAG | Для обозначения точечной сварки MIG/MAG | |||
if- | Время возрастания | Для обозначения управления временем нарастания | |||
L.5 Примеры панелей управления
В настоящем разделе, см. рисунки L.1—L.8, приведены примеры оформления панелей управления оборудования для дуговой сварки и родственных процессов.
Рисунок L.1 — Силовой переключатель входного напряжения
Рисунок L.2 — Потенциометр для регулировки мощности дуги
Рисунок L.3 — Дистанционный разъем и многопозиционные переключатели
Рисунок L.4 — Клеммы с переключателем индуктивности для сварки MIG/MAG

Рисунок L.5— Переключатель процесса ММА, TIG, MIG

Рисунок L.6 — Многопозиционный переключатель на оборудовании переменного/постоянного тока
Рисунок L.7 — Световые индикаторные панели (перегрев, неисправность, зажигание дуги, выходное напряжение)
Рисунок L.8 — Настройка параметров импульса с помощью цифрового дисплея
Приложение М (справочное)
Измерение эффективности и мощности в режиме холостого хода
М.1 Общие условия измерения
М.1.1 Общие положения
Измерения проводят в условиях испытаний и с применением оборудования согласно МЭК 62301, если не указано иное.
Примечание — Настоящее приложение разработано в развитие EU 2019/1784. В приложении содержится подробная ссылка на МЭК 62301 «Бытовые электроприборы. Измерение мощности в режиме ожидания», который был подготовлен в соответствии с мандатом ЕС согласно ЕН 50564 в поддержку директивы по экодизайну.
Испытания проводят на новых, просушенных и полностью собранных сварочных источниках питания.
М.1.2 Помещение для испытаний
Испытания проводят в помещении со скоростью движения воздуха вблизи испытуемого изделия < 0,5 м/с. Температуру окружающей среды поддерживают на уровне 23 ± 5°С в течение всего испытания.
Если изделие оснащено датчиком внешней освещенности, влияющим на потребляемую мощность, испытание проводят при контролируемых условиях внешней освещенности. Если уровни освещенности определяются извне (в инструкциях по эксплуатации), то должны использоваться эти значения. В противном случае применяют эталонные уровни освещенности более 300 лк и менее 10 лк.
Информацию о методе, применяемом для достижения вышеуказанных уровней освещенности, где это уместно, записывают в протоколе испытания, см. М.4. Там, где приведены значения освещенности, они должны быть измерены как можно ближе к датчику освещенности изделия.
Примечание 1 — На измеряемую мощность некоторых изделий могут влиять условия окружающей среды, например освещенность, температура.
Во время испытаний источник питания для дуговой сварки не должен принудительно охлаждаться внешними средствами.
Примечание 2 — Размещение источника питания для дуговой сварки на металлической поверхности во время испытаний является примером охлаждения внешними средствами.
М 1.3 Источник питания
М.1.3.1 Напряжение и частота питания
Если напряжение и частота питания не определены иными стандартами или нормами, то напряжение и частота питания должны находиться в диапазоне для номинального напряжения ± 5 % и номинальной частоты ± 1 %, в зависимости от страны, в которой проводится измерение, см. таблицу М.1.
Таблица М.1 — Типичные данные о номинальном электроснабжении для некоторых регионов
Страна/регион | Номинальное напряжение и частота | |
Однофазная система | Двухфазные или трехфазные системы | |
Европа | 230 В, 50 Гц | 400 В, 50 Гц |
Северная Америка | 120 В, 60 Гц | 208 В, 60 Гц; 240 В, 60 Гц; 480 В, 60 Гц; 600 В, 60 Гц |
Япония3 | 100 В, 50/60 Гц | 200 В, 50/60 Гц; 220 В, 50/60 Гц; 400 В, 50/60 Гц |
Китай | 220 В, 50 Гц | 380 В, 50 Гц |
Австралия и Новая Зеландия | 230 В, 50 Гц | 400 В, 50 Гц |
а 50 Гц применимо для восточной и 60 Гц для западной частей. | ||
М.1.3.2 Форма сигнала напряжения питания
Для измерения потребляемой мощности в режиме холостого хода, равной или менее 5 Вт, все высшие гармоники сигнала напряжения питания при запитывании испытуемого изделия не должны превышать 2 % (до 13-й гармоники включительно); гармоники сигнала определяют, как суммирование среднеквадратических (RMS) значений отдельных компонентов с принятием основной гармоники как 100 %.
При измерении потребляемой мощности в режиме холостого хода более 5 Вт и при измерении эффективности сварочного источника питания все высшие гармоники сигнала в напряжении питания могут превышать 2 %.
Значение всех высших гармоник сигнала напряжения питания регистрируют во время испытания и отражают в отчете, см. М.4.
Отношение пикового значения к среднеквадратическому значению напряжения питания (т. е. коэффициент амплитуды) при подаче питания на испытуемое изделие должно составлять от 1,34 до 1,49.
Примечание — Источники питания, соответствующие МЭК 61000-3-2, скорее всего будут соответствовать вышеуказанным требованиям.
М.1.4 Приборы для измерения мощности
Требования МЭК 62301:2011,4.4 применяют к измерению питающей и выходной мощностей.
М.2 Измерения
М.2.1 Общие положения
Эффективность источника питания для дуговой сварки определяют при нагрузке, которая обеспечивает максимальную выходную мощность, как указано производителем в инструкции по эксплуатации или на заводской табличке. Потребляемую мощность измеряют в режиме холостого хода, если режим холостого хода существует и описан в инструкции по эксплуатации.
Измерения на сварочных источниках питания для дуговой сварки проводят без учета мощности, потребляемой внешними устройствами или вспомогательными источниками питания, см. 11.5 и 11.6, и если они являются частью сварочного источника питания:
- система жидкостного охлаждения;
- механизм подачи проволоки;
- устройства зажигания и стабилизации дуги;
- газовая консоль;
- горелка;
- воздушный компрессор.
В инструкции по эксплуатации производитель должен указать процедуру выключения или отключения исключенных устройств.
Если для полноценной работы сварочного источника питания необходимо внешнее устройство, то оно должно быть подключено к сварочному источнику питания.
Испытания проводят с измерением питающей и выходной мощности.
М .2.2 Подготовка источника питания для дуговой сварки
Процедуру измерения выполняют на одном и том же источнике питания для дуговой сварки.
Выполняют и документируют в отчете об испытаниях, если возможно, следующее:
- измерения выходной мощности выполняют на соединениях сварочной цепи сварочного источника питания. Для сварочных источников питания, оснащенных неразъемными сварочными кабелями, измерения напряжения нагрузки выполняют на выходе из корпуса источника питания;
- для измерения эффективности выбирают процесс, обеспечивающий максимальную выходную мощность;
- для источника питания для дуговой сварки, работающего на переменном токе: измеряют при постоянном токе и оценивают по пределу переменного тока или если работа на постоянном токе не предусмотрена, выбирают настройку самой низкой частоты, но не ниже 50 Гц, и устанавливают прямоугольную форму волны или указанную производителем,
- для источника питания для дуговой сварки на постоянном токе с быстрым отключением тока с использованием дополнительного переключателя для прерывания сварочного тока применяют ограничение переменного тока;
- применяют стандартный режим сварки, приведенный в 3.1.17, и стандартное напряжение нагрузки, установленное в 11.2;
- измеряют напряжение питания подключенного к питающей сети сварочного источника питания в точке подключения сварочного источника питания к питающей сети. Если источник питания поставляется без кабеля питания, то подсоединяют кабель в соответствии с техническими требованиями производителя, длиной 2+0,1 м от точки выхода из корпуса, как указано в 10.9.
М.2.3 Условия стандартной нагрузки
Источник питания для дуговой сварки испытывают в условиях нагрузки, указанных в таблице М.2.
Таблица М.2 — Условия нагрузки источника питания для дуговой сварки
Установленные условия | |
Условие нагрузки | Описание |
1 | Режим холостого хода |
2 | Номинальный цикл нагрузки (при номинальной температуре 40 °C) при максимальной выходной мощности |
Применяют допуски ± 2 % для напряжения нагрузки и сварочного тока. Если допуск по напряжению нагрузки и сварочному току не может быть соблюден из-за ограничений по нагрузке, необходимо провести два измерения, максимально приближенные к условиям стандартной нагрузки, одно выше и одно ниже, результаты должны быть линейно интерполированы с учетом условий стандартной нагрузки и использованы для расчета эффективности по М.2.8.
М.2.4 Нагрузка испытания
Условия нагрузки, указанные в таблице М.2, должны быть достигнуты с помощью резистивной нагрузки. Резистивной нагрузкой может быть переменный резистор, электронная нагрузка испытания или их комбинация согласно 3.1.18.
М.2.5 Настройки испытания
Измерения выходной мощности источника питания для дуговой сварки, имеющего выход переменного тока, выполняют с помощью измерителя мощности.
Измерения выходной мощности источника питания для дуговой сварки, имеющего выход постоянного тока с размахом пульсаций напряжения менее 5 % от среднеквадратического значения напряжения при полной нагрузке, могут быть выполнены с помощью подходящего измерителя мощности или с помощью отдельных вольтметра и амперметра. Применяя отдельные вольтметр и амперметр, напряжение должно быть отфильтровано путем применения фильтра нижних частот для сглаживания сигнала с частотой среза от 2 до 10 кГц или в соответствии с рекомендациями производителя. Характеристика фильтра может быть встроена в вольтметр или может использоваться отдельный фильтр. Если применяется отдельный фильтр, то затухание, вызванное фильтром, учитывают при измерении.
Измерения выходной мощности источника питания для дуговой сварки, имеющего выход постоянного тока с размахом пульсаций напряжения, превышающим или равным 5 % от среднеквадратического значения напряжения при полной нагрузке, выполняют с помощью измерителя мощности со связью по постоянному току.
Нагрузка регулируется для достижения стандартной нагрузки согласно 11.2.
М.2.6 Погрешность измерений
Погрешность измерений при определении мощности питания, обусловленная измерительным прибором Ue, приведена в МЭК 62301:2011,4.4.1 и МЭК 62301:2011, приложение D.
Измерение выходной мощности проводят таким образом, чтобы расчетная или измеренная мощность, полученная с помощью измерительного прибора, имела погрешность < 2 % со степенью достоверности 95 %.
М.2.7 Процедура измерения
М.2.7.1 Потребляемая мощность в режиме холостого хода
Убедитесь, что оборудование находится в рабочем состоянии, соответствующем режиму холостого хода, как указано в инструкции по эксплуатации, см. примечание. Источники питания для дуговой сварки механизированных систем могут потребовать внешней настройки для перехода в режим холостого хода. Дождитесь завершения периода охлаждения источника питания, например, после остановки вентилятора и охлаждающего насоса, и подождите, пока источник питания не перейдет в режим холостого хода с низким энергопотреблением, если такой предусмотрен. Активную мощность источника питания контролируют в течение 5 мин для оценки стабильности. Если активная мощность источника питания не изменяется более чем на 5 % в течение этих 5 мин, то измерение считают стабильным и измерения фиксируют через 5 мин. Если активная мощность источника питания нестабильна в течение 5 мин, стабильность определяют в соответствии с МЭК 62301:2011, 5.3.2.
Примечание — Если в режиме холостого хода превышено предельное значение мощности питания, то сварочная выходная мощность не является режимом холостого хода. Выбирают сварочные настройки, при которых сварочная цепь не запитана, то есть отсутствует сварочное напряжение, см. 3.1.66.
М.2.7.2 Эффективность сварочного источника питания
Мощность сварочного источника питания должна поддерживаться при цикле нагрузки 100 %, при номинальной температуре 40 °C в течение не менее 20 мин, это период прогрева. После периода прогрева мощность источника питания контролируют 5 мин для оценки стабильности согласно М.2.7.1. Если уровень мощности источника питания стабилен, настраивают сварочный источник питания для достижения максимальной выходной мощности. Измерения проводят сразу после достижения максимальной выходной мощности, но не позднее, чем через 60 с после окончания периода оценки стабильности в течение 5 мин. Для машин, рассчитанных на цикл нагрузки в 100 %, это измерение может быть произведено в конце пятиминутного периода оценки стабильности. Процедуру измерения см. на рисунке М.1.
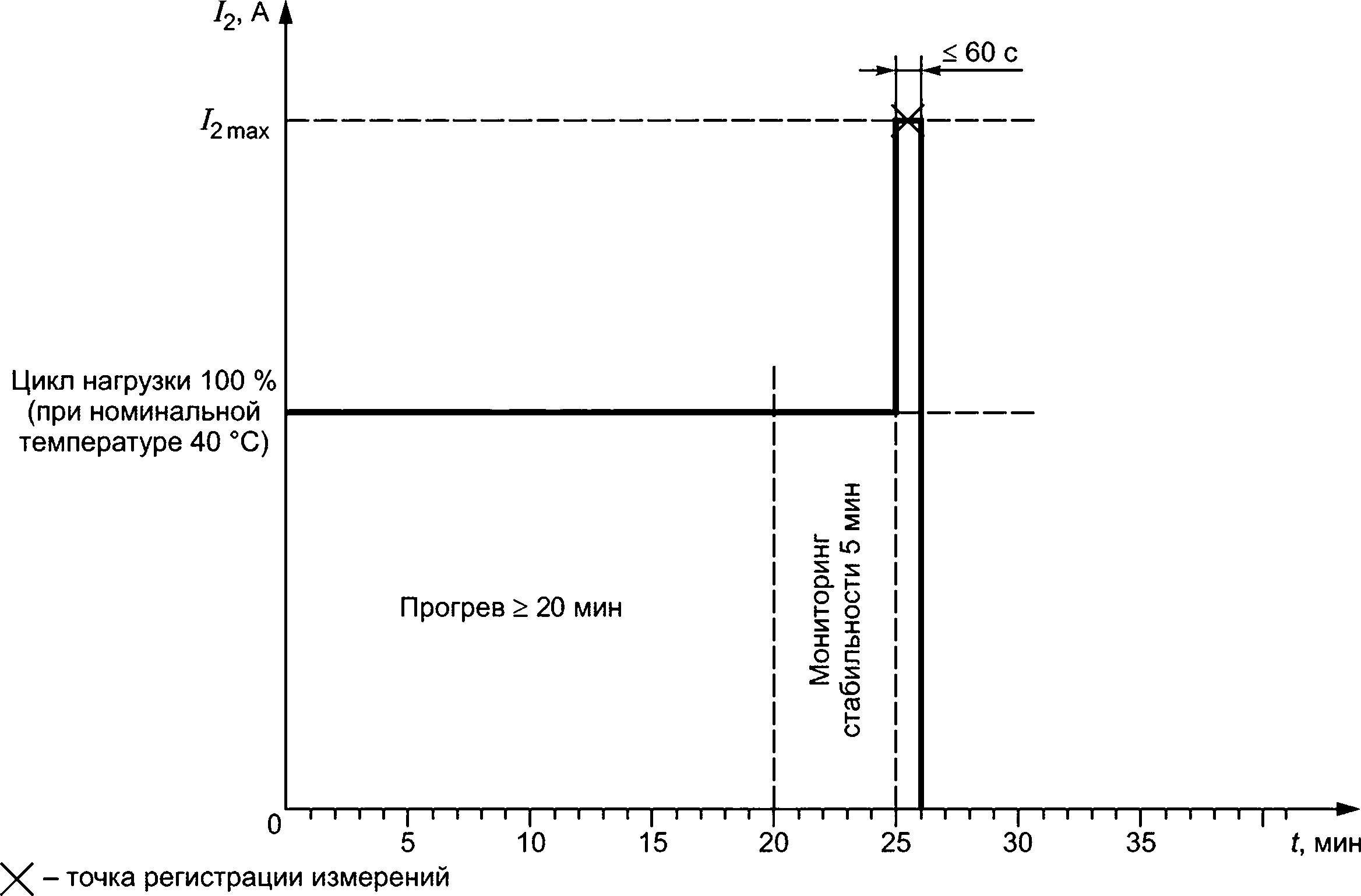
Рисунок М.1 — Процедура измерения
М.2.8 Расчет эффективности
Коэффициент полезного действия рассчитывают делением измеренной выходной активной мощности при заданном режиме нагрузки на потребляемую активную мощность, измеренную при этом режиме нагрузки.
М.З Протокол испытаний
М.3.1 Сведения о продукте
Следующую информацию заносят в протокол испытаний:
- сведения об организации, несущей ответственность за продукт (например, производитель);
- марку, номер модели, версию или серийный номер;
- описание продукта, в зависимости от обстоятельств;
- номинальное напряжение питания и номинальную частоту питания. Условия стандартной нагрузки, указанные в спецификации или на заводской табличке.
М.3.2 Параметры испытаний
Должна быть запротоколирована следующая информация:
- температура окружающей среды;
- напряжение и частота питания;
- коэффициент нелинейных искажений формы сигнала напряжения системы электроснабжения (%UTHD);
- информация для описания тестовой настройки при нагрузке (например, режим холостого хода, режим стандартной нагрузки 11.2, настройка постоянного тока, тип и настройка формы сигнала переменного тока, сечение и длина питающего кабеля, информация об уровнях освещенности, если необходимо, другие важные параметры).
Если какое-либо из указанных значений меняется во время испытания, то регистрируют минимальное и максимальное значения.
Примечание — Для трехфазной системы питания указывают среднее значение всех трех измерений напряжения между фазами.
М.3.3 Сведения об испытаниях и лабораториях
Всю нижеследующую информацию заносят в протокол испытаний:
- номер протокола испытаний/ссылка;
- дату испытания;
- наименование и адрес лаборатории;
- лицо, проводящее испытания;
- применяемое при испытаниях оборудование;
- дату выполнения калибровки.
М.3.4 Данные испытаний
Всю нижеследующую информацию заносят в протокол испытаний:
- измеренные и рассчитанные данные, как описано в таблице М.З;
- эффективность в процентах, округленную до двух значимых цифр;
- среднюю мощность в ваттах, округленную до трех значимых цифр;
- измеренный выходной ток и напряжение;
- идентификацию применяемого метода измерений, см. МЭК 62301:2011, 5.3.2, или МЭК 62301:2011, 5.3;
- расчетную погрешность результата, обусловленную измерительным прибором (Ue), см. МЭК 62301:2011, приложение D, соответствие результата МЭК 62301:2011,4.4.1.
Таблица М.З — Требуемые заявленные данные (измеренные и рассчитанные)
Заявленные величины | Описание |
Выходной ток, А (среднее значение при постоянном токе или среднеквадратическое значение при переменном токе) | Измерено при режиме нагрузки 2 |
Выходное напряжение, В (среднее значение при постоянном токе или среднеквадратическое значение при переменном токе) | |
Выходная активная мощность, Вт | |
Среднеквадратическое напряжение питания, В | Измерено при режимах нагрузки 1 и 2 |
Активная мощность питания, Вт | |
Коэффициент нелинейных искажений напряжения питания, %UTHD | |
Потребляемая мощность источником питания для дуговой сварки в режиме холостого хода, Вт | Измерено при режиме нагрузки 1 |
Эффективность | Рассчитано при режиме нагрузки 2, см. М.2.8 |
М.4 Форма отчета об испытаниях
Испытуемый источник питания для дуговой сварки | |||||
Фирменное наименование, указанное на источнике питания для дуговой сварки | |||||
Организация, несущая ответственность за источник питания для дуговой сварки (например, производитель или импортер) | Наименование | Адрес | |||
Идентификация модели | |||||
Версия или серийный номер | |||||
Описание продукта | Количество фаз питания | ||||
Номинальное питание | Напряжение, В | Ток, А | Частота, Гц | ||
Номинальная мощность | Напряжение. В | Ток, А | AC/DC | ||
Сведения о лаборатории | |||||
Наименование лаборатории | |||||
Адрес | |||||
Номер протокола испытаний | Дата испытания | ||||
Кем подготовлен | Кем одобрен | ||||
Условия испытаний | |||||
Температура окружающей среды, °C | |||||
Информация, описывающая настройки для проведения испытаний в режиме нагрузки | ||||
Оборудование для испытаний | Производитель прибора для испытаний | Обозначение модели | Серийный номер | Дата калибровки |
Источник напряжения | ||||
Прибор, применяемый для измерения мощности питания | ||||
Прибор(ы), применяемый(е) для измерения выходной мощности | ||||
Конфигурация испытаний | ||||
Номинальное напряжение питания при испытаниях, В | ||||
Частота питания, Гц | ||||
Настройки, применяемые при испытаниях | ||||
Длина и сечение питающего кабеля | ||||
Способ измерения потребляемой мощности в режиме холостого хода в соответствии с 5.3.2 МЭК 62301:2011 или 5.3.4 МЭК 62301:2011 | ||||
Результаты | ||||
Условия нагрузки | ||||
Режим холостого хода | Цикл нагрузки | |||
Выходной ток, А (среднее значение при постоянном токе или среднеквадратическое значение при переменном токе) | ||||
Выходное напряжение, В (среднее значение при постоянном токе или среднеквадратическое значение при переменном токе) | ||||
Выходная активная мощность, Вт | ||||
Среднеквадратическое напряжение питания, В | ||||
Активная мощность питания, Вт | ||||
Коэффициент нелинейных искажений напряжения питания (%UTHD) | ||||
Эффективность | ||||
Расчетная погрешность измерения | ||||
Примечание — Для трехфазного источника питания указывают среднее значение всех трех измерений напряжения между фазами.
Заключение | |||
Потребляемая мощность в режиме холостого хода, Вт | |||
Применяемый предел режима холостого хода, Вт | Нормативная ссылка | ||
Заключение по режиму холостого хода (прошел/ не прошел) | |||
Эффективность, % | |||
Применяемый предел эффективности, % | Нормативная ссылка | ||
Заключение по эффективности (прошел/не прошел) | |||
Приложение N (обязательное)
Измерение тока прикосновения
Для измерения тока прикосновения в нормальных условиях применяют измерительную схему в соответствии с рисунком N.1. Для измерения тока прикосновения в условиях неисправности применяют измерительную схему в соответствии с рисунком N.2 и варианты компоновок, приведенные на рисунках N.3 и N.4 с соответствующим измерительным устройством.
Примечание 1 — Руководство по разработке и применению приборов с током прикосновения могут основываться на МЭК 60990:2016, приложение G. Измерение производительности сети и калибровка могут основываться на МЭК 60990:2016, приложение К.
Примечание 2 — Определения порогов ощущения, неотпускания, восприятия и физиологической реакции даны в МЭК 60479-1:2018.
Внимание! Данную проверку должен проводить опытный специалист. При проведении испытания провод защитного заземления отключен.
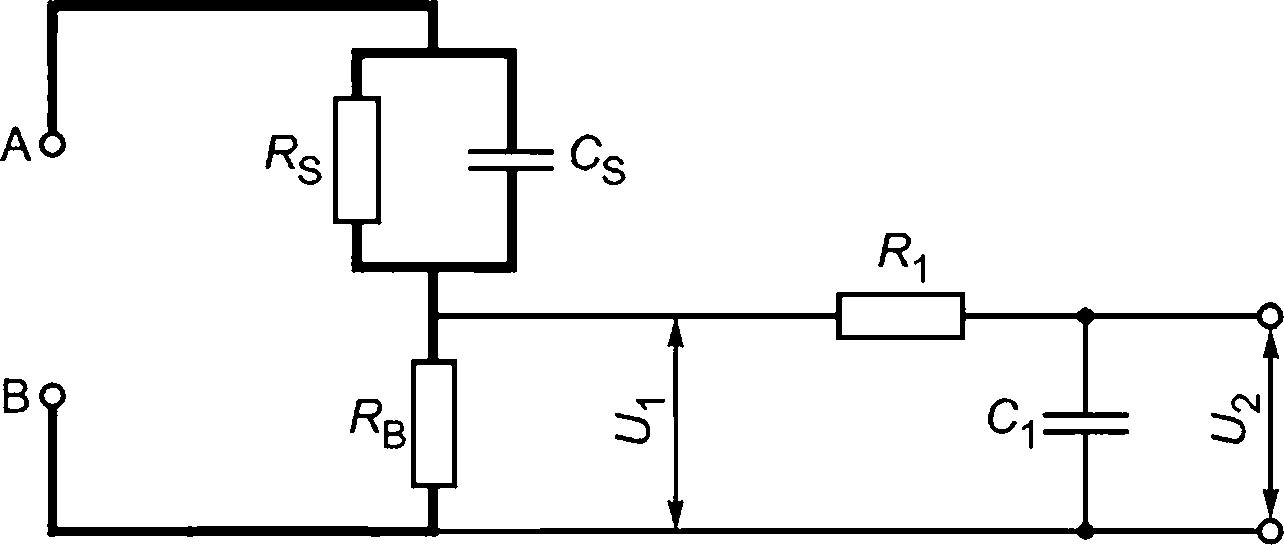
А, В — контрольные выводы; Cs — 0,22 мкФ; Rs — 1500 Ом; Ry — 10 000 Ом; RB — 500 Ом; Су — 0,022 мкФ; Uy — среднеквадратическое напряжение; U2 — пиковое напряжение
У2
Взвешенный ток прикосновения (ощущение/физиологическая реакция) = (пиковое значение) эии
Рисунок N.1 — Измерительная схема, взвешенный ток прикосновения для ощущения и физиологической реакции
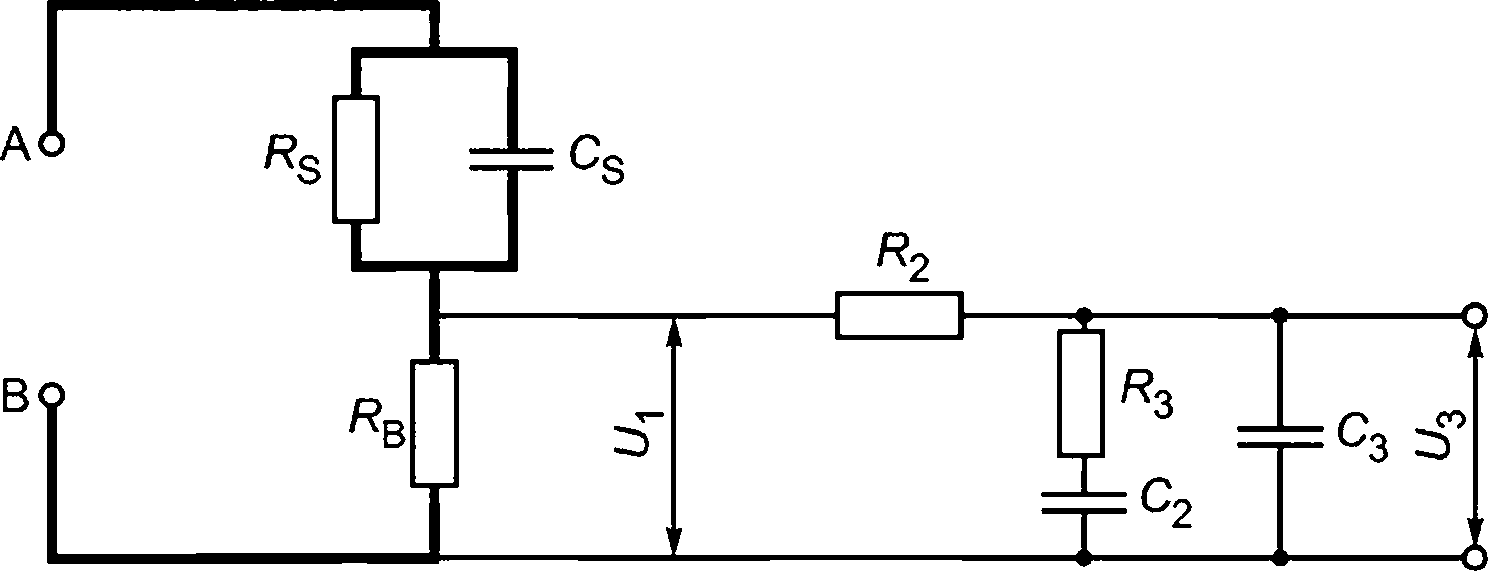
А, В — контрольные выводы; R2 — 10 000 Ом; R3 — 1500 Ом; R3 — 20 000 Ом; RB — 500 Ом; С2 — 0,0062 мкФ; Cs — 0,22 мкФ; С3 — 0,0091 мкФ; Uy — среднеквадратическое напряжение; U3 — пиковое напряжение
Взвешенный ток прикосновения (неотпускание) = (пиковое значение)
Рисунок N.2 — Измерительная схема. Ток прикосновения, взвешенный для неотпускания
В трехфазном оборудовании измерение тока прикосновения при возникновении неисправности проводят при замкнутом положении переключателей I и л и разомкнутом положении выключателя е. Затем измерения повторяют при последовательном размыкании переключателей I и п один за другим и замкнутом положении остальных выключателей, кроме выключателя е. Для однофазного оборудования измерения проводят аналогично, за исключением того, что их выполняют в каждом из положений переключателя полярности р.
Производитель должен указать конфигурацию электросети с системой заземления (TN, ТТ, звезда IT и т. д.), к которой планируется подключить оборудование при его эксплуатации. Проверяемое оборудование подвергают испытаниям при указанных конфигурациях или при худшей конфигурации.
Использование разделительного трансформатора Т является необязательным. Если такой трансформатор не применяется, то для защиты оператора от опасных напряжений на корпусе и других открытых токоведущих частях оборудования следует соблюдать меры предосторожности.
Точка подключения к источнику
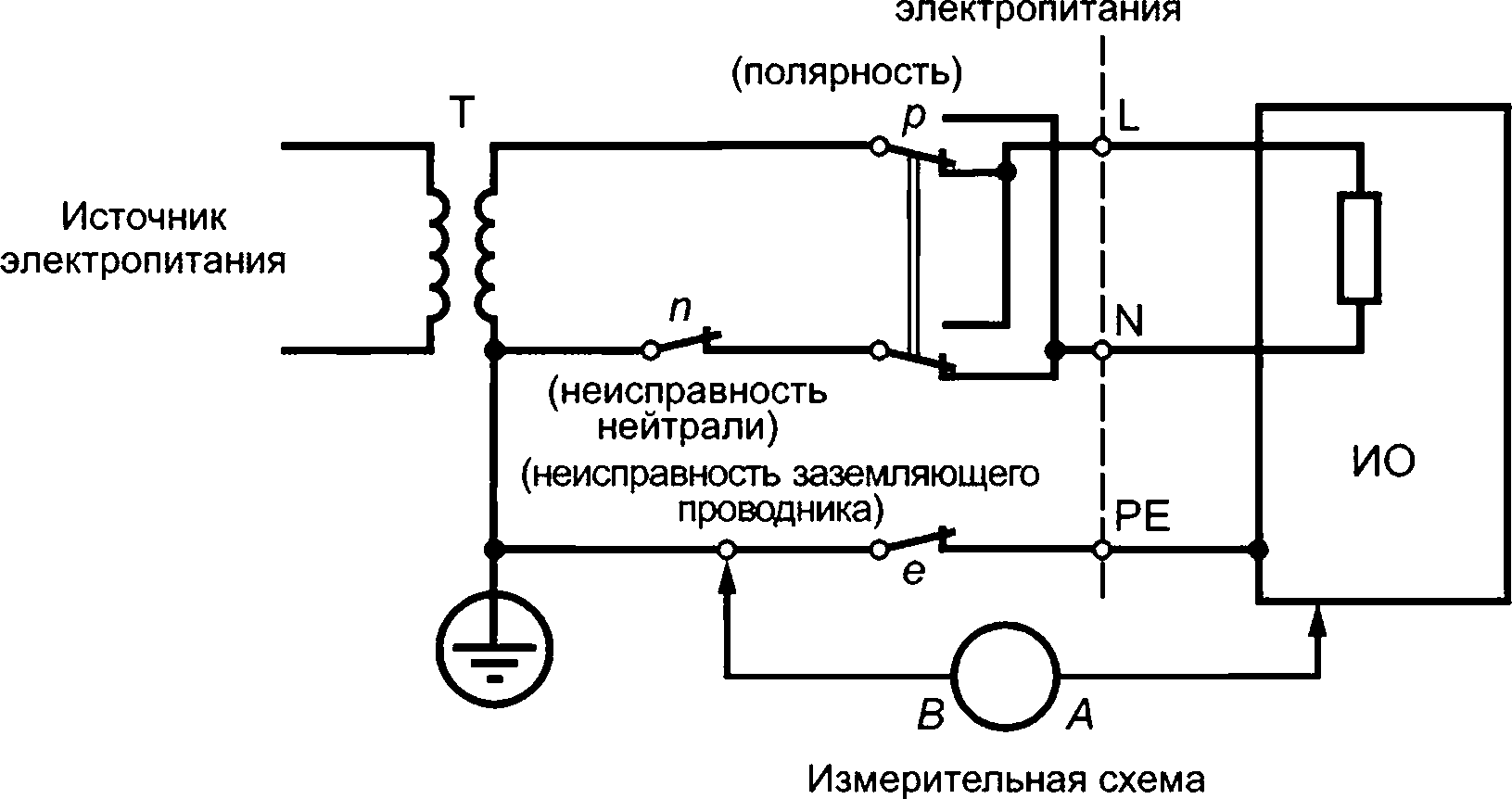
ИО — испытываемое оборудование
а) Однофазное оборудование в системе с типами заземления TN или ТТ с соединением звездой
Точка подключения к источнику
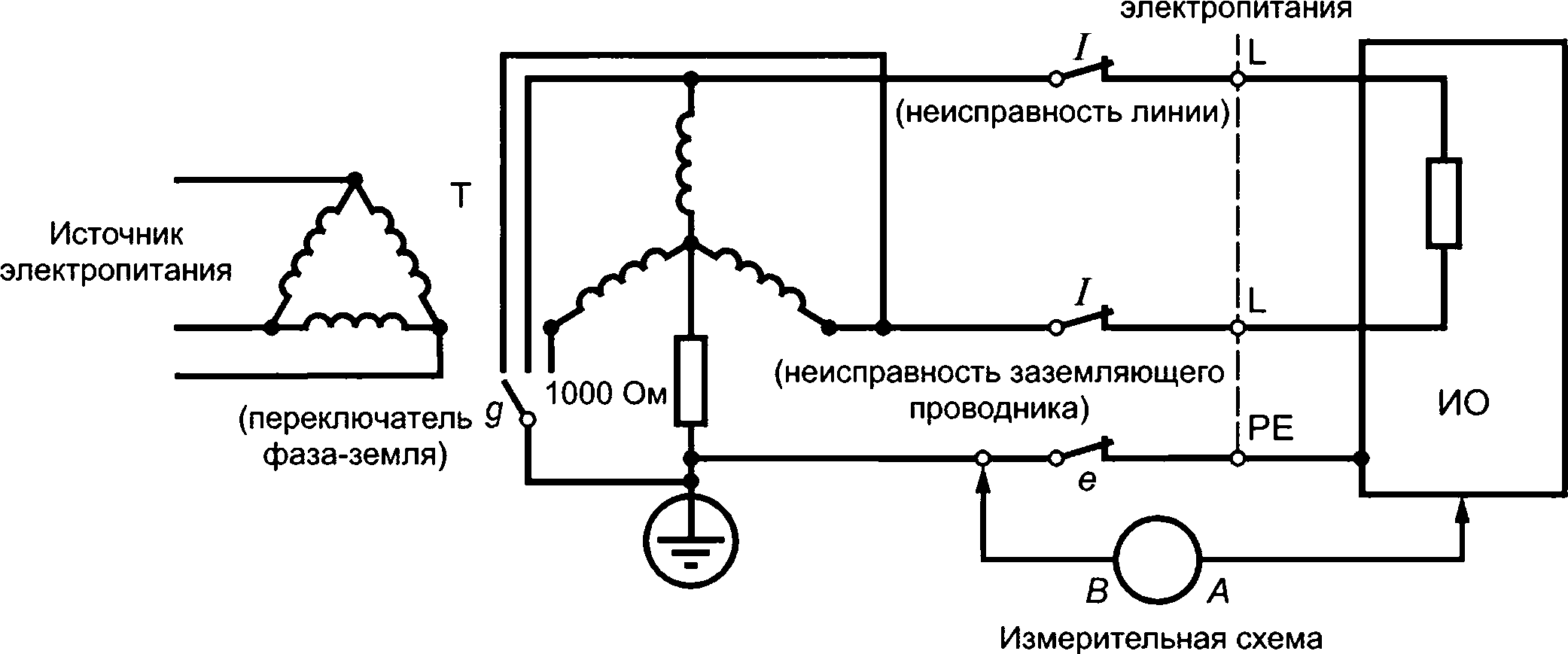
ИО — испытываемое оборудование
Ь) Однофазное оборудование подключают между фазами в системе с типами заземления TN или ТТ с соединением звездой
Точка подключения
к источнику
электропитания
Источник электропитания
(полярность)
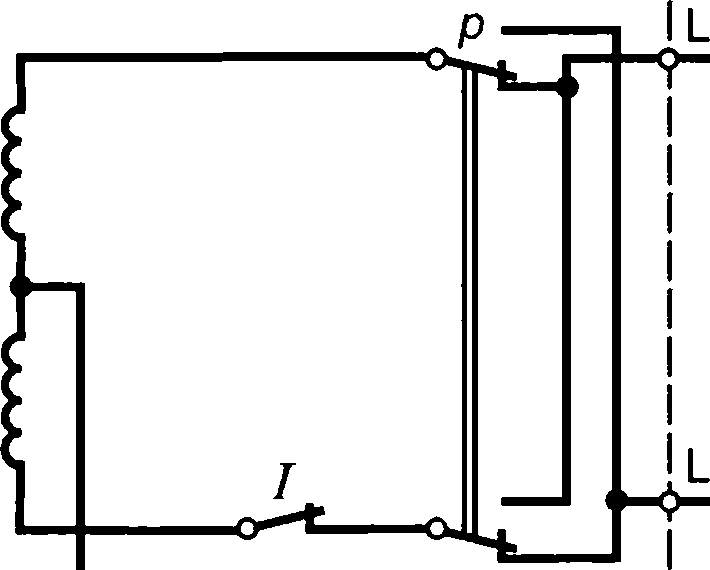
(неисправность линии) |
/Л.
I. О^-Ь------
(неисправность нейтрали)
(неисправность заземляющего | проводника)
<?—-о-<
Измерительная схема
ИО — испытываемое оборудование
с) Однофазное оборудование в системе с типами заземления TN или ТТ с заземлением средней точки
Точка подключения к источнику
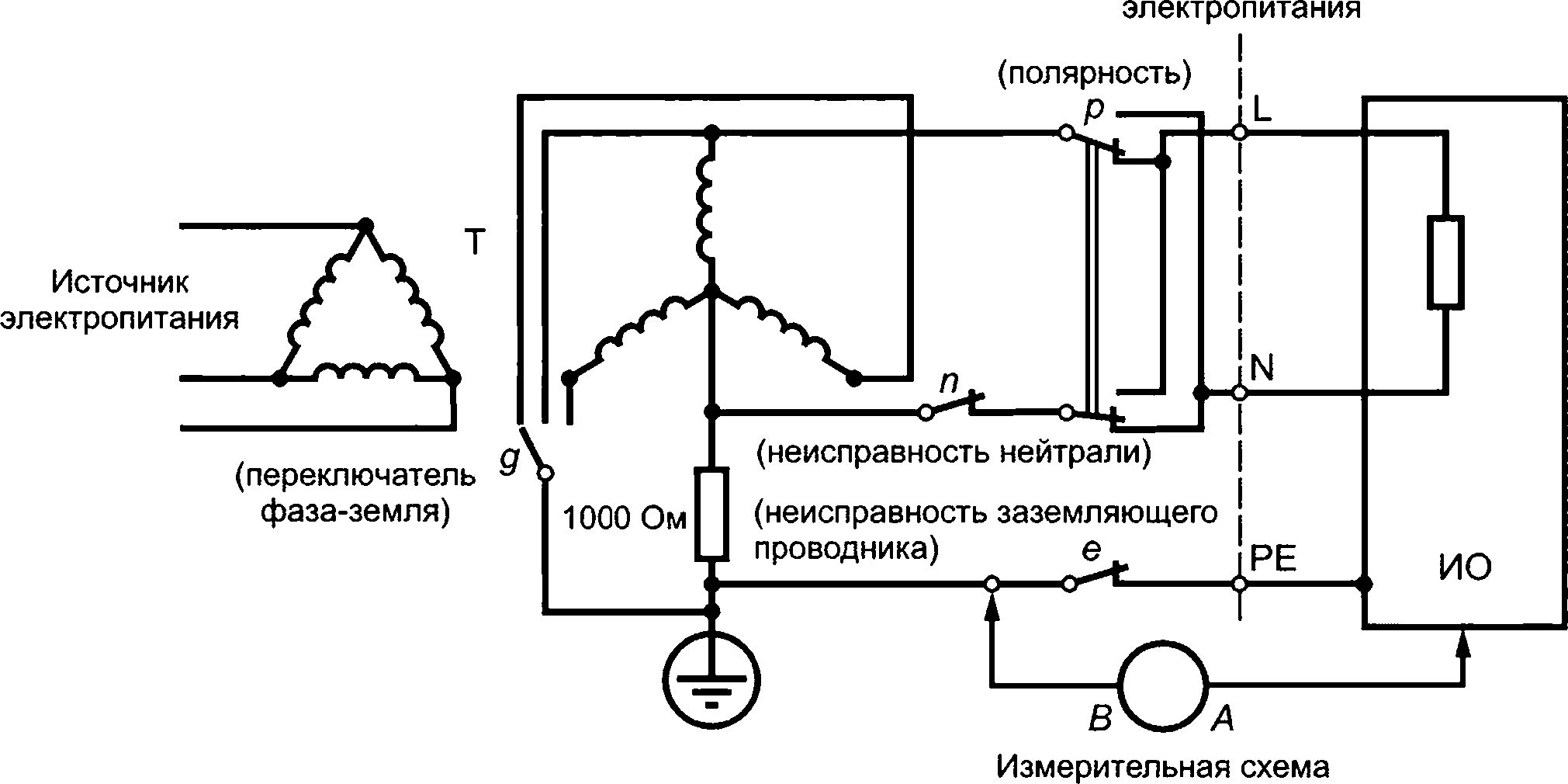
ИО — испытываемое оборудование
d) Однофазное оборудование подключают между фазой и нейтралью в системе с типом заземления IT с соединением звездой
Рисунок N.3 — Схема измерения тока прикосновения при возникновении неисправности и рабочей температуре для однофазного подключения аппаратов, не относящихся к классу II
Источник электропитания
Точка подключения к источнику электропитания
I U
.
с (неисправность линии)
(неисправность
, нейтрали)
(неисправность заземляющего | проводника) j РЕ
Т
■о
Измерительная схема
ИО — испытываемое оборудование
а) Трехфазное оборудование в системе с типами заземления TN или ТТ с соединением звездой
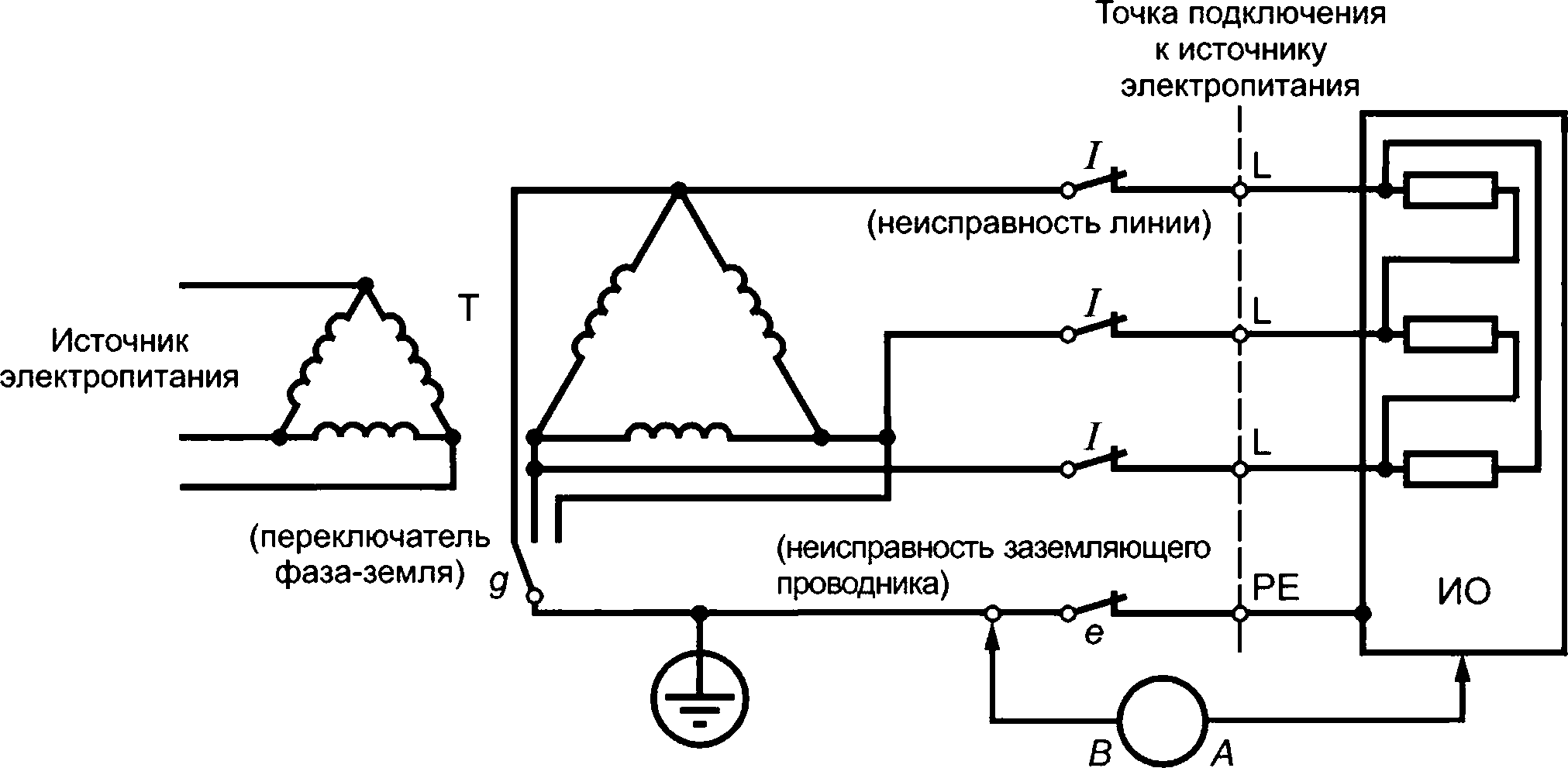
Измерительная схема
ИО — испытываемое оборудование
Ь) Трехфазное оборудование в системе соединения треугольником без заземления
Точка подключения к источнику
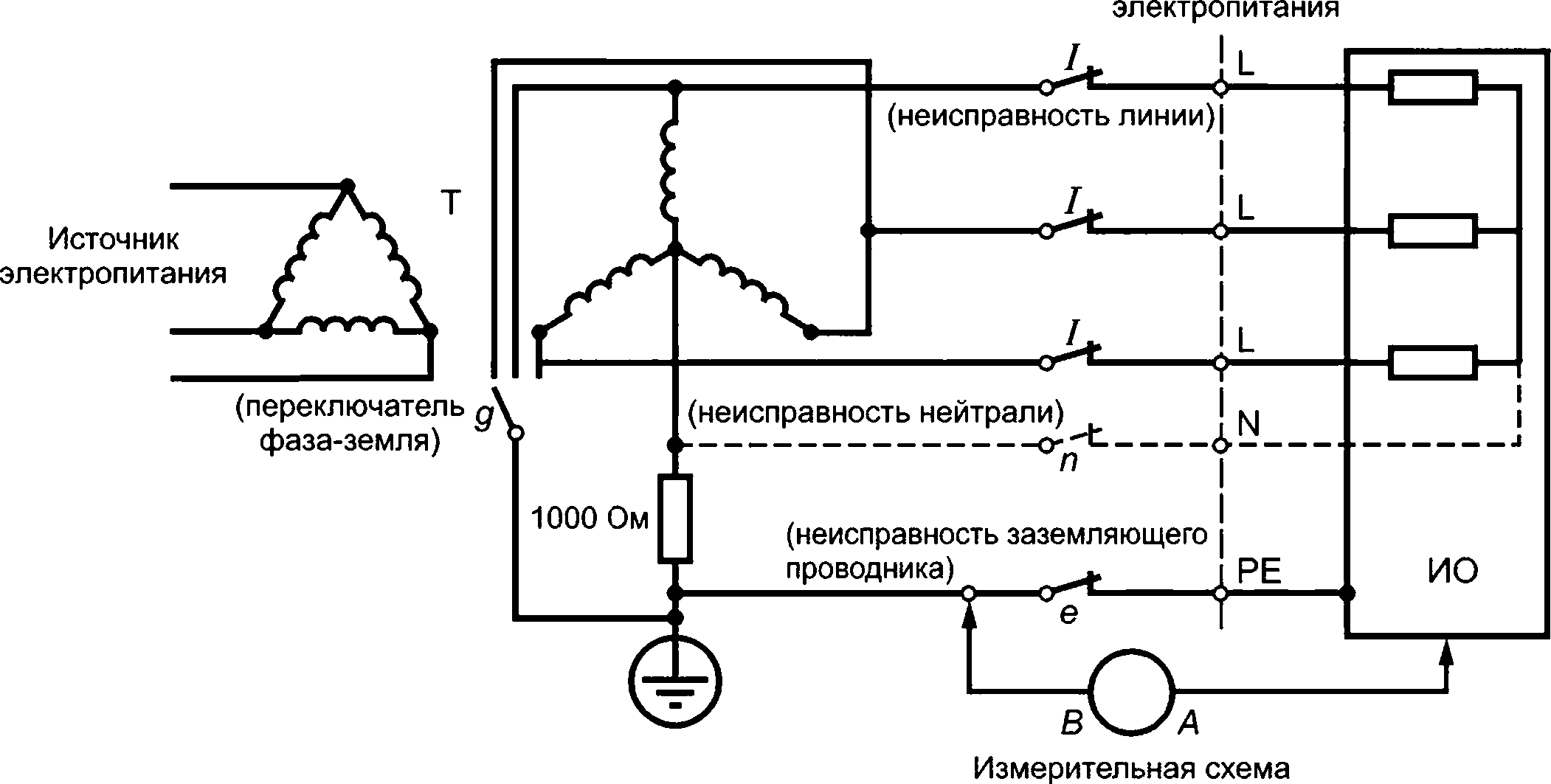
ИО — испытываемое оборудование
с) Трехфазное оборудование в системе с типом заземления IT с соединением звездой
Точка подключения к источнику электропитания

Измерительная схема
ИО — испытываемое оборудование
d) Трехфазное оборудование в системе с треугольным соединением и заземлением средней точки
Рисунок N.4 — Схема измерения тока прикосновения при возникновении неисправности для трехфазного четырехпроводного подключения аппаратов, не относящихся к классу II
Сварочные источники питания, запитанные от аккумулятора
0.1 Общие положения
Приложение О применяется к сварочным источникам питания с перезаряжаемыми аккумуляторами для дуговой сварки и родственных процессов, а также к аккумуляторным блокам для такого оборудования.
Сварочные источники питания с питанием от аккумуляторной батареи работают:
- от встроенного аккумулятора;
- съемного аккумулятора;
- сменного аккумулятора.
Все требования настоящего стандарта применяются, если в приложении О не приведено иное. Если в приложение О включен пункт, то пронумерованные требования приложения О заменяют или дополняют к пронумерованным пунктам настоящего стандарта. Если не указано иное, то содержание разделов и пунктов в приложении О заменяет содержание соответствующих разделов и пунктов основной части. Дополнительные пункты пронумерованы О.х.201, О.х.202 и т. д.
Приведенные в приложении О сварочные источники питания, запитанные от аккумулятора, и аккумуляторы могут работать:
- полностью отключенными и изолированными от сети питания;
- подключенными к сети питания с помощью сварочной цепи, изолированной от сети питания.
Требования к защите от поражения электрическим током зависят от конкретной схемы электрических соединений.
Если сварочный источник питания, запитанный от аккумулятора, может использоваться во время зарядки, то при проектировании зарядного устройства необходимо учитывать требования к изоляции.
Поскольку аккумуляторы для сварочных источников питания представлены для различных моделей (например, неаккуратное использование, высокие зарядные и разрядные токи), их безопасность может быть оценена только приложением О, а не применением других стандартов для аккумуляторов, таких как серия МЭК 62133, если иное не приведено в приложении О. Все соответствующие требования МЭК 62133-1:2017 и МЭК 62133-2:2017 рассматриваются в приложении О.
При оценке риска возгорания, связанного со съемными аккумуляторами, учитывался тот факт, что эти аккумуляторы являются необслуживаемыми источниками энергии и оцениваются как таковые в настоящем стандарте. Таким образом, требования иных стандартов относительно риска возгорания при зарядке этих съемных аккумуляторов считаются выполненными.
В приложении О также рассматриваются требования, касающиеся использования литиево-ионных химических источников тока, применяемых в аккумуляторных системах в сварочных источниках питания. В контексте этих требований следует учитывать следующее:
- требования касаются безопасности аккумуляторов во время хранения и использования, включая разрядку и зарядку, но не возможных аварийных ситуаций, связанных с токсичностью и потенциальными авариями при транспортировании или утилизации.
Примечание 1 — МЭК 62281 учитывает аспекты безопасности литиево-ионных аккумуляторов во время транспортирования;
- аккумуляторные системы, на которые распространяются эти требования, не предназначены для обслуживания конечным пользователем;
- требования предназначены для всесторонней оценки аккумуляторов в том случае, если они применяются в изделиях, на которые распространяется настоящий стандарт;
- требования касаются безопасности аккумуляторных систем при хранении и использовании, включая разрядку и зарядку. Эти требования рассматриваются как дополнительные требования в отношении возгорания зарядного устройства аккумулятора и поражения электрическим током;
- требования относятся к параметрам ХИТ, которые устанавливают требования для безопасного использования ХИТ. Эти параметры составляют основу критериев приемки для ряда испытаний, содержащихся в настоящем стандарте. Настоящий стандарт не проводит независимую оценку безопасности ХИТ. Эти параметры, взятые как набор, составляют «заданный рабочий диапазон» для ХИТ. Существует несколько наборов заданных рабочих диапазонов.
Приложение О не относится к безопасности зарядных устройств аккумулятора. Тем не менее охватывает безопасное функционирование аккумуляторных систем. Оборудование, включая зарядное устройство, аккумуляторный блок и сварочный источник питания, должны соответствовать требованиям настоящего стандарта относительно зарядного устройства.
Примечание 2 — МЭК 60335-2-29 охватывает различные зарядные устройства.
Приложение О не содержит исчерпывающей информации по безопасности для производственного, обслуживающего и ремонтного персонала.
0.4 Условия окружающей среды
Дополнение к разделу 4 настоящего стандарта.
Условия работы аккумулятора не должны превышать заданный рабочий диапазон аккумулятора. В зависимости от применяемой технологии могут потребоваться различные условия окружающей среды и соответствующий сварочный источник питания и/или аккумулятор должны быть промаркированы соответствующим образом, см. 15.1.
Примечание — Подробнее см. МЭК 62133-2:2017, рисунок А.1.
О.5 Испытания
0.5.1 Условия испытаний
Последовательное испытание, проводимое на аккумуляторе, может привести к накапливаемому механическому напряжению, которое может служить причиной необратимых повреждений аккумулятора, чего следует избегать. При необходимости могут использоваться дополнительные образцы, за исключением типовых испытаний, в которых применяется один образец.
Испытания проводят на новых, просушенных и полностью собранных сварочных источниках питания.
Испытание на нагрев, приведенное в 0.7.1, и испытание на тепловую защиту, приведенное в 8.5, проводят при температуре окружающей среды 40 °C с допусками, приведенными в 7.1.2 е).
Другие испытания проводят при температуре окружающего воздуха 25 ± 10 °C.
Если не указано иное, испытания проводят с полностью заряженным аккумулятором.
Некоторые испытания могут привести к возгоранию или взрыву. Поэтому рекомендуется, чтобы персонал был защищен от летящих фрагментов, взрывной силы, внезапного выделения тепла, химических ожогов, интенсивного света и шума, которые могут возникнуть в результате таких взрывов. Зона испытаний должна хорошо проветриваться, чтобы защитить персонал от возможных вредных аэрозолей или газов.
Дополнение к 5.1 настоящего стандарта.
0.5.1.201 При измерении напряжения должно учитываться пиковое значение любой накладываемой пульсации, превышающее 10 % от среднего значения. Переходные напряжения игнорируются, такие как временное увеличение напряжения, например, после извлечения аккумулятора из зарядного устройства.
0.5.1.202 Измерения напряжений ХИТ при испытаниях литиево-ионных систем проводят с использованием однополюсного резистивно-емкостного фильтра низких частот с частотой среза 5 кГц ± 500 Гц. Если превышены предельные значения напряжения зарядки, то применяют пиковое значение напряжения, измеренного после этого. Измерение должно иметь погрешность в пределах ± 1 % для комбинированной цепи фильтра и вольтметра.
0.5.1.203 Если не указано иное, все аккумуляторы должны полностью соответствовать следующим условиям: аккумуляторы должны быть полностью разряжены и после двухчасового отдыха заряжены в соответствии с инструкциями производителя.
0.5.1.204 Расположение термопар для измерения температуры ХИТ проводят на внешней поверхности, посередине наибольшего размера ХИТ, что приводит к значению самой высокой температуры.
0.5.1.205 Токи, измеренные во время зарядки аккумулятора, должны быть средними токами с периодом усреднения от 1 до 5 с. Ограничения по току, установленные техническими требованиями производителя аккумулятора, не должны превышаться.
0.5.1.206 Если не указано иное, применяют полностью заряженный аккумулятор.
0.5.1.207 При применении аккумулятора, состоящего из одного ХИТ, не применяется инструкция настоящего стандарта, относящаяся к специальным ХИТ с последовательной конфигурацией.
0.5.1.208 Для конструкций аккумуляторов, где имеется последовательное расположение параллельных кластеров ХИТ, кластер следует рассматривать как единичный ХИТ для тех испытаний, которые требуют изменения количества заряда в одной ХИТ до проведения испытаний.
0.5.1.209 Если производитель не указывает иное напряжение, то конечное напряжение разрядки для обычных ХИТ составляет:
- 0,9 В на ХИТ для никель-кадмиевых или никель-металлогидридных аккумуляторов;
-1,75 В на ХИТ для свинцово-кислотных аккумуляторов;
- 2,5 В на ХИТ для литиево-ионных аккумуляторов.
0.5.3 Соответствие комплектующих
Дополнение к 5.3 настоящего стандарта.
ХИТ, применяемые в сварочных источниках питания или ХИТ, применяемых в аккумуляторах, должны соответствовать МЭК 62133-1:2017 или МЭК 62133-2:2017, за исключением свинцово-кислотных аккумуляторов.
Примечание — Приведенное выше требование для испытаний в соответствии с МЭК 62133-1:2017 или МЭК 62133-2:2017 не распространяется на сам аккумулятор.
0.6 Защита от поражения электрическим током
0.6.1 Изоляция
0.6.1.1 Общие положения
Дополнение к 6.1.1 настоящего стандарта.
Защита от поражения электрическим током в цепях с напряжением аккумулятора класса В должна состоять:
- из базовой защиты от прямого контакта с токоведущими частями;
- мер защиты в условиях единичного отказа.
Меры защиты должны соответствовать требованиям, приведенным в а) и Ь) или а) и с).
а) Степени базовой защиты.
Персонал должен быть защищен от прямого контакта с токоведущими частями электрических цепей с напряжением аккумулятора класса В. Меры защиты от прямого контакта должны быть обеспечены одним из следующих способов:
- базовая изоляция токоведущих частей;
- корпуса, предотвращающие доступ к токоведущим частям.
Корпуса могут быть электропроводящими или непроводящими.
Ь) Защита при условии единичного отказа.
Уравнивание потенциалов.
Открытые проводящие части электрооборудования напряжения аккумулятора класса В, включая открытые проводящие корпуса, соединяются вместе для выравнивания потенциалов в соответствии с 0.10.5.201.
Изоляционное сопротивление.
Электрические цепи с напряжением аккумулятора класса В, предназначенные для непроводящего подключения к питающей сети, должны иметь достаточное сопротивление изоляции в соответствии с требованиями 0.6.1.4.
Требования к сопротивлению изоляции для электрических цепей с напряжением аккумулятора класса В, предназначенных для токопроводящего подключения к сети питания, должны соответствовать 6.1.4.
с) Альтернативный подход к защите от поражения электрическим током.
В качестве альтернативы Ь) производитель оборудования должен провести соответствующую оценку риска и установить комплекс мер, обеспечивающих достаточную защиту от поражения электрическим током при условии единичного отказа.
0.6.1.4 Сопротивление изоляции
Дополнение к 6.1.4 настоящего стандарта:
Минимальное сопротивление изоляции от цепей с напряжением аккумулятора класса В до доступных поверхностей должно составлять не менее 100 Ом/В. Указывают максимальное рабочее напряжение.
Примечание — Опасность поражения электрическим током в зависимости от величины и продолжительности возникает при прохождении электрического тока через тело человека. Вредного воздействия можно избежать, если ток находится в зоне DC-2 для постоянного тока или в зоне АС-2 для переменного тока согласно МЭК 60479-1:2018, рисунки 20 и 22 соответственно. Воздействие электрического тока на тело человека с другими формами и частотой волны приведено в МЭК 60479-2:2019. Требования к сопротивлению изоляции 100 Ом/В для постоянного тока, протекающего через тело человека, соответствуют току 10 мА.
Чтобы соответствовать вышеуказанному требованию для всей цепи, необходимо иметь более высокое сопротивление изоляции для каждого компонента в зависимости от количества компонентов и структуры цепи, к которой они принадлежат.
Соответствие проверяют по следующей методике.
а) Предварительная выдержка и выдержка.
Перед измерением испытуемое устройство (ИУ) должно быть подвергнуто предварительной выдержке в течение не менее 8 ч при температуре 5 ± 2 °C, после чего следует выдержка в течение 8 ч при температуре 23 ± 5 °C, влажности 90+1° % и атмосферном давлении от 86 до 106 кПа.
Другие параметры предварительной выдержки и выдержки могут быть выбраны при условии, что переход через точку росы происходит вскоре после начала периода выдержки.
Сопротивление изоляции измеряют в течение периода выдержки с периодичностью, по которой можно определить наименьшее значение.
Ь) Измерение сопротивления изоляции.
Сопротивление изоляции всех токопроводящих электрических цепей с напряжением аккумулятора класса В может быть измерено с использованием методики испытаний аккумуляторной системы хранения энергии (RESS), приведенной в ИСО 6469-1:2009, 6.1.3.
Если система имеет несколько диапазонов напряжения, например из-за повышающего преобразователя в проводящей цепи, а некоторые из компонентов не выдерживают максимального рабочего напряжения всей цепи, то сопротивление изоляции компонентов можно измерять отдельно, применяя их собственные максимальные рабочие напряжения после отсоединения этих компонентов.
Измерения проводят с применением соответствующих приборов, в которых может использоваться постоянное напряжение, например мегаомметр, при условии, что они обеспечивают требуемое тестовое напряжение.
0.6.1.5 Диэлектрическая прочность
Дополнение к 6.1.5 настоящего стандарта.
а) Цепи с напряжением аккумулятора класса В, не подключенные к сети питания.
Для напряжений аккумулятора класса В напряжение испытаний переменного или постоянного тока должно быть больше, чем самое высокое напряжение, которое может фактически возникнуть на элементе устройства. Напряжение испытания должно быть получено из соответствующих перенапряжений электрической цепи, к которой подключен элемент устройства. Учитывают возможные переходные перенапряжения, которые могут произойти, с учетом влияния от других подключений к сети питания, если таковые имеются. Напряжение испытания и его продолжительность должны быть указаны производителем, с учетом требований разделов МЭК 60664.
Это испытание показывает соответствие мер защиты для изоляции токоведущих частей электрических цепей напряжений аккумулятора класса В.
Ь) Цепи напряжения аккумулятора класса В, подключенные к сети питания.
Должны соответствовать 6.1.5.
Дополнение к 6.1 настоящего стандарта.
0.6.1.201 Определение длины пути утечки (6.1.3) и изоляционного промежутка (6.1.2) не применяют к конструкции ХИТ аккумулятора или соединений между ХИТ в блоке аккумуляторов.
0.6.1.202 При оценке аккумуляторного блока на предмет защиты от поражения электрическим током, путей утечки, изоляционного промежутка и пробоя через изоляцию аккумуляторный блок должен быть подключен к зарядному устройству.
0.6.2 Защита от поражения электрическим током при нормальной эксплуатации
Дополнение к 6.2 настоящего стандарта.
0.6.2.201 Аккумуляторы, встроенные в сварочные источники питания, и аккумуляторные блоки должны быть сконструированы и размещены в корпусе так, чтобы обеспечивалась необходимая защита от поражения электрическим током.
Соответствие проверяют визуальным контролем и испытаниями по 0.6.2.202—0.6.2.205, если применимо.
0.6.2.202 Для съемных и сменных аккумуляторов не должно быть двух проводящих и в то же время доступных частей с напряжением между ними, превышающим 60 В постоянного тока.
0.6.2.203 Аккумуляторная система должна быть защищена от короткого замыкания устройством перегрузки по току. Устройство для перегрузки по току должно соответствовать данному применению.
0.6.2.204 Аккумуляторы, напряжение которых превышает 113В постоянного тока, должны быть изолированы в соответствии с 6.2.4 (изоляция сварочной цепи).
0.6.2.205 Цепи с напряжением аккумулятора класса В до 113 В постоянного тока могут быть подключены к сварочной цепи при условии, что напряжение холостого хода не превышает 60 В постоянного тока в условиях единичного отказа.
Примечание — Прерыватель в соответствии с МЭК 60947-3, имеющий соответствующие номинальные характеристики, считается отвечающим условиям единичного отказа.
0.7 Тепловые требования
0.7.1 Испытание на нагрев
0.7.1.1 Условия испытаний
При размещении измерительных приборов доступ должен осуществляться через отверстия с крышками, смотровые люки или легкосъемные панели, предусмотренные производителем. Вентиляция в зоне испытаний и применяемые измерительные приборы не должны препятствовать нормальной вентиляции сварочного источника питания или вызывать внештатную теплопередачу к нему или от него.
Сварочный источник питания работает от стабильного тока полностью заряженного аккумулятора:
а) с номинальным максимальным сварочным током /2мах и с последовательными рабочими циклами;
Ь) с номинальным сварочным током /2, обеспечивающим непрерывную работу;
пока сварочный источник питания не перестанет работать из-за разрядки аккумулятора.
Для сварочных источников питания со съемными или сменными аккумуляторами испытание выполняют три раза на одном сварочном источнике питания сразу после полной зарядки аккумулятора.
Если известно, что при а) и Ь) не достигается максимального нагрева, то испытание проводят при установке в пределах номинального диапазона, при котором достигается максимальный нагрев.
Для сварочных источников питания, где возможна непрерывная зарядка во время сварки, проводят испытание на нагрев согласно 7.1, заряд аккумулятора в конце испытания должен быть таким же, как и в начале испытания.
Температурные условия окружающей среды согласно 0.5.1 должны быть выполнены до начала испытания, а аккумуляторы должны соответствовать 0.5.1.203.
Примечание 1 — Максимальный нагрев возможен в режиме холостого хода.
Примечание 2 — Время работы сварочного оборудования зависит от температуры аккумулятора, что может привести к повышению температуры элементов устройства при различных температурах окружающей среды, например при 20 °C.
0.7.1.3 Продолжительность испытания
Испытание на нагрев для непрерывной работы проводят на максимальном сварочном токе и стандартном напряжении нагрузки, которое полностью разряжает аккумулятор без прерывания, например, тепловой защитой или автоматическими средствами.
0.7.2 Измерение температуры
0.7.2.1 Условия измерения
Температуру определяют следующим образом:
а) для обмоток— измерением сопротивления, поверхностными или встроенными датчиками температуры.
Примечание 1 — Метод определения поверхностным датчиком температуры не является предпочтительным.
Примечание 2 — В случае обмоток с низким сопротивлением, имеющих последовательно с ними переключающие контакты, измерение сопротивления может дать ошибочные результаты;
Ь) для других деталей — поверхностными датчиками температуры.
0.7.4 Нагрузочное испытание
Сварочные источники питания должны выдерживать повторяющиеся циклы нагрузки без повреждений или функциональных отказов. Это испытание проводят на любом сварочном источнике питания, который функционирует правильно.
Соответствие проверяют следующими испытаниями и установлением того, что во время испытаний не произошло повреждений или функциональных отказов сварочного источника питания.
Начиная с непрогретого состояния, сварочный источник питания нагружается с номинальным максимальным сварочным током до тех пор, пока не произойдет одно из следующего:
а) сработает тепловая защита;
Ь) будет достигнут предел максимальной температуры обмоток;
с) аккумулятор полностью разрядится.
Сразу после сброса тепловой защиты а) или после Ь), или с) проводят следующее испытание.
Пока оборудование находится в прогретом состоянии, его проверяют в соответствии с 6.1.5 и 0.6.1.5, если это применимо.
Дополнение к разделу 7 настоящего стандарта.
0.7.201 Нормальная зарядка литиево-ионных систем
Зарядка литиево-ионных аккумуляторов при нормальных условиях не должна превышать заданного рабочего диапазона зарядки ХИТ.
Соответствие проверяют следующими испытаниями.
Аккумулятор заряжают в соответствии с инструкциями системы зарядки, начиная с полностью разряженного аккумулятора. Испытание проводят при температуре окружающей среды (40 ± 5) °C и
- если рекомендуется эксплуатация сварочного источника питания при минимальной температуре ниже 4 °C, то испытание проводят при этой минимальной температуре °C;
- если рекомендуется эксплуатация сварочного источника питания при максимальной температуре выше 40 °C, то испытание также проводят при этой максимальной температуре °C.
Для отдельных ХИТ контролируют напряжение, температуру, измеренную в соответствии с 0.5.1.205, и ток зарядки, чтобы гарантировать, что точка перегрева аккумулятора находится в допустимых пределах. В случае параллельного соединения может быть проведен анализ, чтобы избежать измерения токов отдельных ветвей. Результат не должен превышать их заданный рабочий диапазон зарядки (например, пределы напряжения и тока, зависящие от температуры).
Примечание 1 — Ниже приведен пример результатов такого анализа: ток зарядки для каждой ветви параллельного соединения не контролируется, если максимальный выходной ток зарядного устройства не превышает максимальный ток зарядки единичного ХИТ.
Для аккумуляторов с последовательным соединением, испытание повторяют с преднамеренно разбалансированным аккумулятором. Дисбаланс возникает при полностью разряженном аккумуляторе и при зарядке одного ХИТ приблизительно до 50 % от полного заряда.
Если возможно посредством испытаний и/или оценки конструкции продемонстрировать, что дисбаланс менее 50 % действительно возникнет при нормальном использовании, то допускается использовать этот более низкий дисбаланс.
Примечание 2 — Примерами являются конструкции, в которых применяются схемы, предназначенные для поддержания баланса между ХИТ в блоке аккумулятора. Системы с небольшим количеством последовательно соединенных ХИТ на практике показывают ограниченный дисбаланс, нежели изделие перестающее работать с аккумулятором, который был подготовлен с меньшим начальным дисбалансом.
Примечание 3 — Примером испытания является повторная зарядка и разрядка аккумулятора в соответствии с инструкциями производителя до тех пор, пока его емкость не снизится до 80 % номинальной емкости с наличием дисбаланса в конце испытания.
0.8 Тепловая защита
0.8.1 Общие требования
Сварочный источник питания, запитанный от аккумулятора, должен быть оснащен тепловой защитой. Тепловая защита должна соответствовать требованиям 8.2, 8.3, 0.8.4 и 8.5—8.7.
Соответствие проверяют визуальным контролем.
0.8.4 Рабочая мощность
Тепловая защита должна срабатывать 200 раз, когда сварочный источник питания выдает номинальный максимальный сварочный ток.
Соответствие проверяется соответствующей перегрузкой цепи, имеющей те же электрические характеристики, особенно по току и реактивному сопротивлению, что и цепь, в которой применяется тепловая защита.
0.9 Аварийный режим работы
0.9.1 Общие требования
Все сварочные источники питания и их аккумуляторные блоки не должны выходить из строя и повышать риск поражения электрическим током или возгорания в условиях операций 0.9.2—0.9.207.
Соответствие проверяют следующими испытаниями.
0.9.2 Испытание с выключенным вентилятором
Сварочный источник питания, который оснащен вентилятором(ами), управляемым двигателем для соответствия испытаниям по разделу 7, работает с полностью заряженным аккумулятором, в то время как двигатель(и) вентилятора механически остановлен, а сварочный источник питания работает при выходных параметрах согласно 0.7.1.
0.9.3 Испытание на короткое замыкание
Сварочный источник питания, запитанный от аккумулятора, закорачивают с помощью горелки и сварочных кабелей, как правило, поставляемых производителем, или, если они не поставляются, то кабелем длиной 1,2 м с поперечным сечением согласно таблице 9.
Примечание — Сечения, не входящие в систему СИ, приведены в таблице F.1
Сварочный источник питания, запитанный от аккумулятора при максимальной выходной мощности с полностью заряженным аккумулятором не должен отключать плавкие предохранители или автоматические выключатели при коротком замыкании:
а) в течение 15 с в случае падающей характеристики;
Ь) три раза по 1 с в течение 1 мин в случае жесткой характеристики.
Затем короткое замыкание подается в течение 2 мин или до срабатывания защитного устройства.
0.9.4 Испытание на перегрузку
Этот пункт не применяется.
Дополнение к разделу 9 настоящего стандарта:
0.9.201 Сварочный источник питания — аварийные условия
Сварочный источник питания, запитанный от аккумулятора, аккумуляторный блок и кабели Ь) и с), по мере необходимости, помещают на слой сухой абсорбирующей хирургической хлопчатобумажной ткани, выступающей за край с каждой стороны на расстояние 150 мм. Испытание проводят до отказа или до тех пор, пока испытуемый образец не достигнет температуры окружающей среды в пределах 5 К, или, если ни то, ни другое не произойдет, то до истечения 3 ч. Новый образец может быть использован для каждой неисправности, указанной ниже. Во время или после испытания не должно происходить взрыва. Должна быть обеспечена соответствующая защита от поражения электрическим током согласно 0.6.2. Не должно произойти обгорания или горения хлопчатобумажной ткани. Разрешается сброс давления ХИТ.
Сопротивление короткого замыкания в а), Ь) и с) не должно превышать 10 мОм. Обгорание или воспламенение хлопка от средств короткого замыкания не считается неисправностью.
Плавкие предохранители, термовыключатели, термоперемычки, ограничители температуры, электронные устройства или любой компонент(ы) или проводник(и), прерывающий(е) разрядный ток, могут срабатывать во время вышеуказанных испытаний. Если предполагается, что эти устройства выдержат испытание, то испытание должно быть повторено два раза с использованием двух дополнительных образцов устройств, и цепь должна размыкаться таким же образом, если иным образом испытание не будет завершено удовлетворительно. В качестве альтернативы тест можно повторить с шунтированием устройства с разомкнутой цепью.
а) Комбинации открытых клемм съемного аккумулятора закорочены таким образом, чтобы обеспечить наихудший результат. Клеммы аккумулятора, к которым можно прикоснуться с помощью испытательного щупа В по МЭК 61032:1997 или с помощью испытательного щупа 13 по МЭК 61032:1997, считают открытыми. Средства замыкания должны быть выбраны или расположены таким образом, чтобы не влиять на обгорание или воспламенение хлопка.
Ь) Любой кабель между сменным аккумулятором и сварочным источником питания с питанием от аккумулятора должен быть закорочен в точке, которая может привести к наиболее неблагоприятным последствиям.
с) Любой кабель между аккумулятором или сварочным источником питания с питанием от аккумулятора и зарядным устройством должен быть закорочен в точке, которая может привести к наиболее неблагоприятным последствиям.
0.9.202 Элементы сварочной цепи — аварийные условия
Рассматривают следующие условия неисправной работы для цепи питания сварочного источника питания и, при необходимости, применяют по одному условию, учитывая последующие неисправности:
а) обрыв цепи на клеммах любого элемента;
Ь) короткое замыкание конденсаторов, если они не соответствуют МЭК 60384-14;
с) короткое замыкание любых двух клемм электронного компонента, кроме монолитной интегральной схемы. Эту неисправность не применяют между двумя цепями фотоэлемента;
d) отказ симисторов в диодном режиме;
е) отказ интегральной монолитной схемы или других схем, которые не могут быть оценены по условиям отказа а)—d). В этом случае оцениваются возможные опасные ситуации сварочного источника питания, чтобы гарантировать, что безопасность не зависит от правильного функционирования такого элемента. Все возможные выходные сигналы рассматривают в условиях отказа в интегральной схеме. Если можно показать, что возникновение определенного выходного сигнала маловероятно, то соответствующая неисправность не рассматривается.
Такие элементы, как тиристоры и симисторы, не подвергаются отказам согласно е).
Резисторы с положительным температурным коэффициентом (PTCs) не закорачивают, если они применяются в соответствии с заявленными производителем техническими требованиями.
Для моделирования условий сварочный источник питания работает в режиме холостого хода, настроенном на максимальные выходные параметры.
Испытание проводят до отказа или до тех пор, пока не произойдет одно из следующего:
- достигается тепловое равновесие или
- испытуемые образцы имеют температуру окружающей среды в пределах 5 К, или
- истек трехчасовой период испытаний.
Примечание — Проверка сварочного источника питания и его принципиальной схемы выявит условия сбоя, которые моделируются анализом схемы, так что испытания могут быть ограничены теми случаями, которые, как ожидается, дадут наиболее неблагоприятный результат.
0 .9.203 Литиево-ионные системы зарядки — аварийные условия
Этот пункт применяют к литиево-ионным аккумуляторам.
Система зарядки и аккумулятор литиево-ионной системы должны быть сконструированы таким образом, чтобы риск возгорания и взрыва в результате аварийных условий работы во время зарядки был устранен, насколько это практически возможно.
Соответствие проверяют следующим испытанием.
Испытуемый образец, состоящий из аккумулятора и соответствующих узлов системы зарядки, помещают на слой сухой абсорбирующей хирургической хлопчатобумажной ткани, выступающей за край с каждой стороны на 150 мм. Аккумуляторная система работает согласно 0.17.1 t) и 1) со всеми категориями аварийных условий работы, перечисленных ниже в а)—d).
а) Элементы системы зарядки выходят из строя согласно 0.9.202 а)—е), по одному, если результат такой неисправности неясен на основе анализа. Для каждого указанного состояния неисправности состояние аккумулятора перед зарядкой выглядит следующим образом:
- аккумулятор с последовательным соединением должен иметь заранее подготовленную несбалансированность. Несбалансированность вводится в полностью разряженный аккумулятор путем зарядки одного ХИТ примерно до 50 % от полного заряда; или
- если испытание по 0.7.201 проводится с дисбалансом менее 50 %, то аккумулятор с последовательным соединением должен иметь заранее подготовленную несбалансированность, установленную в 0.7.201; или
- аккумулятор с одним ХИТ или аккумулятор с параллельным соединением должны быть полностью разряжены.
Ь) Если испытание 0.7.201 проводится с дисбалансом менее 50 % из-за функционирования цепи (цепей) и если показано, что единичная неисправность любого элемента в этой цепи (цепях) приводит к потере этой функции, то аккумулятор с исходной последовательной конфигурацией должен заряжаться с преднамеренным дисбалансом. Несбалансированность возникает в полностью разряженном аккумуляторе при зарядке одного ХИТ примерно до 50 % от полного заряда;
с) Для аккумулятора с последовательной схемой все ХИТ заряжены приблизительно на 50 %, за исключением одного, который закорочен. Затем аккумулятор заряжается.
d) При полностью заряженном аккумуляторе, подключенном к зарядному устройству, короткое замыкание осуществляется через элемент системы зарядки или между соседними дорожками печатной платы в месте, которое, как ожидается, приведет к наиболее неблагоприятным результатам для оценки эффекта обратного питания от аккумулятора. Для зарядного устройства с кабелем, который подключается к аккумулятору, короткое замыкание должно быть в точке, которая может вызвать наиболее неблагоприятные последствия. Сопротивление короткого замыкания не должно превышать 10 мОм.
Во время испытаний постоянно контролируют напряжение каждого элемента ХИТ, чтобы определить, превышает ли оно предельные условия. Разрешается сброс давления ХИТ.
Испытание проводят до тех пор, пока испытуемый образец не выйдет из строя и (или) не вернется к температуре окружающей среды в пределах 5 К или пока не пройдет по крайней мере 7 ч или удвоенный период нормального заряда, в зависимости от того, что дольше.
Испытания считают выполненными, если соблюдены следующие условия:
- во время испытания не было взрыва;
- обгорание или воспламенение хлопка не произошло. Обгорание или воспламенение хлопка от средств короткого замыкания не считается неисправностью.
- ХИТ не превысили верхний предел напряжения зарядки более чем на 150 мВ или, если они превышают, система зарядки должна быть отключена от подзарядки аккумулятора. Чтобы определить, отключена ли подзарядка, аккумулятор необходимо разрядить, применяя испытуемый сварочный источник питания (в случае встроенной системы) или с использованием другого сварочного источника питания (в случае съемной аккумуляторной системы) до приблизительно 50 % заряда, с последующей попыткой зарядить аккумулятор в обычном режиме. Ток зарядки не должен подаваться после 10 мин или после подачи 25 % номинальной емкости, в зависимости от того, что произойдет раньше;
- не должно быть признаков повреждения сброса давления ХИТ, нарушающего соответствие требованиям 0.14.204.
0.9.204 Короткое замыкание литиево-ионного аккумулятора
Этот пункт применяется к литиево-ионным аккумуляторам.
Не должно быть риска возгорания или взрыва, когда основные разрядные контакты при последовательном соединении встроенного аккумулятора, съемного аккумулятора или сменного аккумулятора закорачиваются в условиях экстремального дисбаланса.
Соответствие проверяют следующим испытанием.
Испытание проводят со всеми ХИТ полностью заряженного аккумулятора и одним полностью разряженным ХИТ.
Съемный аккумулятор или отдельный аккумулятор помещают на слой сухой абсорбирующей хирургической хлопчатобумажной ткани, выступающей за край с каждой стороны на расстояние 150 мм.
Сварочный источник питания с встроенным аккумулятором помещают на слой сухой абсорбирующей хирургической хлопчатобумажной ткани, выступающей за край с каждой стороны на расстояние 150 мм.
Базовые разрядные соединения аккумулятора закорочены с сопротивлением не более 10 мОм. Испытание проводят до тех пор, пока испытуемый образец не выйдет из строя или температура испытуемого образца не вернется к температуре окружающей среды в пределах 5 К. Во время или после испытания не должно быть взрывов. В результате проведения испытания не должно произойти обгорания или горения хлопка. Сброс давления ХИТ допустим.
Обгорание или воспламенение хлопка от короткого замыкания не считают неисправностью.
Плавкие предохранители, термовыключатели, термоперемычки, ограничители температуры, электронные устройства или любые элементы или проводники, прерывающие ток разрядки, могут работать во время вышеуказанных испытаний. Если предполагается, что эти устройства выдержат испытание, то испытание повторяют еще два раза с использованием двух дополнительных образцов и размыкают цепь таким же образом, если иным образом испытание не завершено удовлетворительно. В качестве альтернативы тест можно повторить с шунтированием устройства с разомкнутой цепью.
0.9.205 Аккумуляторы, отличные от литиево-ионных — избыточная зарядка
Аккумуляторы, состоящие из ХИТ, отличных от литиево-ионных, должны выдерживать избыточную зарядку без риска возгорания или взрыва.
Соответствие проверяют следующим испытанием.
Аккумулятор помещают на слой сухой абсорбирующей хирургической хлопчатобумажной ткани, выступающей за край с каждой стороны на 150 мм, и заряжают со скоростью, в десять раз превышающей скорость зарядки аккумулятора с номинальной емкостью С5 для 85 мин. Не должно быть никакого взрыва и обгорания или воспламенения хлопка. Сброс давления ХИТ допустим.
0.9.206 Отключение аккумуляторного блока
Штепсельные разъемы и переключатели в цепи электрического тока аккумуляторных блоков должны быть подходящими для этого применения и должны обеспечивать отключение аккумуляторного блока от сварочных источников питания, запитанных от аккумулятора, без риска возгорания и без риска поражения электрическим током.
Это положение не распространяется на сварочный источник питания со встроенным аккумулятором.
Соответствие должно быть проверено визуальным контролем в соответствии с 0.6.1.202 после следующих испытаний.
Полностью заряженный аккумулятор, питающий сварочный источник питания, выход которого подключен к стандартной нагрузке и настроен на подачу номинального максимального сварочного тока, отключается 10 раз.
0.9.207 Универсальные аккумуляторы
Для универсальных аккумуляторов, заменяемых пользователем, дополнительный анализ риска выполняет производитель.
0.10 Подключение к сети питания
Раздел 10 применим для цепей с напряжением аккумулятора класса В, подключенных к питающей сети, за исключением следующего.
0.10.5 Защитный контур
Дополнение к 10.5 настоящего стандарта:
0.10.5.201 Проверка целостности системы уравнивания потенциалов для цепей с напряжением аккумулятора класса В
Все элементы, образующие токопроводящую цепь системы уравнивания потенциалов (проводники, соединения), должны выдерживать максимальный ток в ситуации единичного отказа.
Сопротивление системы уравнивания потенциалов между любыми двумя открытыми токопроводящими частями электрической цепи с напряжением аккумулятора класса В, к которым человек может одновременно прикоснуться, не должно превышать 0,1 Ом.
Сопротивление системы уравнивания потенциалов должно быть проверено путем подачи тока не менее 10 А частотой 50 Гц или 60 Гц от источника SELV, который должен быть пропущен через путь потенциального тока между любыми двумя открытыми токопроводящими частями в течение не менее 5 с. Этот путь должен быть изолирован от других непреднамеренных потенциальных путей измерения. Эти токопроводящие части должны включать в себя составную часть корпуса с напряжением аккумулятора класса В, соединения со сварочным источником питания, запитанного от аккумулятора, и его корпус.
Измеряют падение напряжения между любыми двумя доступными открытыми токопроводящими частями на расстоянии до 2,5 м, а сопротивление рассчитывают по току и этому падению напряжения.
Примечание — 2,5 м — типичное расстояние зоны доступа человека.
0.10.8 Коммутационное устройство включения/выключения цепи питания
Дополнение к 10.8 настоящего стандарта:
Там, где предусмотрено встроенное устройство включения/выключения аккумулятора (например, выключатель, контактор или автоматический выключатель), оно должно:
а) ясно указывать, разомкнута или замкнута цепь, и
Ь) оценивать следующим образом:
- напряжение не менее номинального напряжения аккумулятора,
- ток не менее тока аккумулятора при стандартном режиме сварки с номинальным максимальным сварочным током;
или
с) подходить для этого применения.
Соответствие проверяют визуальным контролем для Ь) в соответствии с другими соответствующими стандартами и для с) следующими испытаниями.
Перегрузка: выход сварочного источника питания, запитанного от полностью заряженного аккумулятора, закорачивается в соответствии с 0.9.3. Коммутационное устройство работает в течение 100 циклов со скоростью от 6 до 10 циклов в минуту с минимальным временем включения 1 с.
Ресурс: выход подключается к стандартной нагрузке и регулируется для получения номинального максимального сварочного тока. Коммутационное устройство работает на 1000 циклов со скоростью от 6 до 10 циклов в минуту с минимальным временем включения 1 с.
Дополнение к разделу 10 настоящего стандарта:
0.10.201 Для сварочных источников питания, запитанных от сменных аккумуляторов, внешний гибкий кабель должен иметь крепления, обеспечивающие защиту от деформации токоведущих проводов, в том числе скручивания, в местах их соединения со сварочным источником питания внутри корпуса, а также защиту от абразивного износа.
Соответствие должно быть проверено испытанием в соответствии с 10.6.
0.14 Механические характеристики
0.14.1 Общие требования
Дополнение к разделу 14.1 настоящего стандарта:
После испытания сварочные источники питания, запитанные от аккумулятора, и аккумуляторы не должны возгораться или взрываться.
Для литиево-ионных аккумуляторов после испытаний по 0.14.2.2 и 0.14.4 должно выполняться следующее:
- напряжение холостого хода аккумулятора должно быть не менее 90 % напряжения, измеренного непосредственно перед испытанием;
- аккумулятор должен производить нормальную разрядку и перезарядку после испытания;
- не должно быть ухудшений способности сброса давления ХИТ, нарушающих соответствие требованиям 0.14.204.
0.14.2 Корпус
0.14.2.2 Прочность корпуса
Дополнение к разделу 14.2.2 настоящего стандарта.
Съемные аккумуляторы должны быть установлены во время испытания корпуса на прочность.
Для съемных аккумуляторов или сменных аккумуляторов массой более или равной 3 кг испытание повторяют на аккумуляторах по отдельности.
0.14.4 Устойчивость к опрокидыванию
Оборудование с любым съемным аккумулятором должно выдерживать испытание на опрокидывание. Для этого испытания оборудование должно быть оснащено всеми соответствующими приспособлениями, блоком с охлаждающей жидкостью и механизмом подачи проволоки (за исключением газовых баллонов, отдельных прицепов, тележек и колесных шасси, если эти элементы не являются стандартным оборудованием и не закреплены на постоянной основе), которые рекомендуется установить.
Высота для испытания на опрокидывание должна быть следующей:
а) оборудование массой до 25 кг должно выдерживать опрокидывание с высоты 250 мм;
Ь) оборудование массой более 25 кг должно выдерживать опрокидывание с высоты 100 мм.
Примечание 1 — Масса оборудования включает массу соответствующих приспособлений, блока с охлаждающей жидкостью и механизма подачи проволоки.
Соответствие проверяют трехкратным опрокидыванием оборудования на твердую и жесткую поверхность. Это испытание проводят так, чтобы каждый раз опрокидывание приходилось на другой край оборудования.
Примечание 2 — На практике только один из углов первым коснется поверхности.
Для съемных или сменных аккумуляторов массой менее 3 кг испытание повторяют отдельно по три раза с высоты 1 м. Испытуемый экземпляр должен располагаться так, чтобы менялась точка удара.
Дополнение к разделу 14 настоящего стандарта:
0.14.201 Должно быть невозможным установить съемный аккумулятор или сменный аккумулятор в обратной полярности.
Соответствие проверяют визуальным контролем.
0.14.202 Испытание на герметичность корпуса литиево-ионных аккумуляторов
Настоящий пункт применим к литиево-ионным аккумуляторам.
Корпус для литиево-ионных аккумуляторов должен быть сконструирован таким образом, чтобы он безопасно выводил газы, которые могут образовываться в результате сброса давления.
Соответствие проверяют путем измерения в случае а) или путем испытания в случае Ь):
а) общая площадь отверстий в корпусе, позволяющая выводить газы без препятствий, должна быть не менее 20 мм2 или
Ь) корпус должен быть испытан следующим образом.
В общей сложности (21 ± 2,1) мл воздуха должно подаваться при начальном давлении (2070 ± 207) кПа через отверстие диаметром (2,87 ± 0,05) мм в корпус сварочного источника питания со встроенным аккумулятором или к корпусу со съемным аккумулятором или отдельным аккумулятором. Давление в корпусе должно опуститься ниже 70 кПа за 30 с. Не должно быть разрывов, которые могут привести к тому, что корпус не будет соответствовать требованиям настоящего стандарта. Допускается добавление дополнительного объема, не превышающего 3 мл, к объему корпуса, который может потребоваться для приборов.
0.14.203 Производитель должен проинструктировать пользователя о том, что только универсальные аккумуляторы, указанные производителем, должны использоваться в качестве основного источника энергии для сварочных источников питания, запитываемых от аккумуляторов.
Соответствие проверяют визуальным контролем.
0.14.204 Дренажные отверстия ХИТ аккумуляторов не должны закрываться таким образом, чтобы нарушить их работу, если безопасность основана на сбросе давления.
Соответствие проверяют визуальным контролем или путем проверки ХИТ после завершения нештатных испытаний по 0.9.201 а), Ь) и с), чтобы убедиться, что ХИТ не разряжаются каким-либо другим способом, кроме как через отверстия ХИТ.
0.14.205 Доступные пользователю интерфейсы между элементами аккумуляторной системы не должны использовать разъемы следующих типов:
- стандартные сетевые входные разъемы, за исключением сетевых подключений;
- цилиндрические соединители с наружным диаметром 6,5 мм или менее;
- телефонные разъемы диаметром 3,5 мм или менее.
Соответствие проверяют визуальным контролем.
0.15 Заводская табличка
0.15.3 Содержание
а) Идентификационные данные:
Поле 4 — обозначение сварочного источника питания, если применимо (опция) и тип встроенного аккумулятора, например:
NiCd — никель-кадмиевые аккумуляторы;
NiMH — никель-металлогидридные аккумуляторы;
Li-ion — литиево-ионные аккумуляторы.
Ь) Сварочные выходные параметры:
Поле 12 — /2мах = ... А— обозначение и значение номинального максимального сварочного тока.
Поле 13 — U2 = ... В — обозначение и значение стандартного напряжения нагрузки.
Поля 11а, 11b, 11с — неприменимо.
12а, 12b, 12с — не применимо.
13а, 13b, 13с — не применимо.
В качестве альтернативы для сварочных источников питания, где возможна непрерывная зарядка во время сварки в соответствии с 0.7.1.1, допускается использовать цикл нагрузки согласно 15.3 Ь).
с) Потребляемая мощность:
Поле 14 — обозначение потребляемой мощности, например:
___— постоянный ток
Поле | Сварочный источник питания со встроенным аккумулятором | Поле | Сварочный источник питания со съемным или отдельным аккумулятором |
15 | Ub... В — номинальное напряжение аккумулятора | 15 | Ub... В — номинальное напряжение аккумулятора |
16 | Q...A • ч — номинальная емкость аккумулятора в зависимости от номинальной емкости установленных ХИТ | ||
17 | /ь... А— номинальный зарядный ток | ||
19 | Зарядное устройство — зарядное устройство, указанное производителем | 19 | Аккумулятор — аккумулятор, указанный производителем |
Поля 15—17 образуют таблицу с соответствующими значениями. | |||
Дополнение к разделу 15.3 настоящего стандарта:
d) сменные и съемные аккумуляторы должны маркироваться следующей дополнительной информацией:
- тип (идентификация) по данным производителя;
- год изготовления и код даты, определяющий как минимум месяц изготовления;
- номинальное напряжение аккумулятора;
- емкость, указанная производителем в А’Ч, в зависимости от номинальной емкости установленных ХИТ;
- для аккумуляторов со щелочным или другим некислотным электролитом тип аккумулятора, такой как Li-Ion, NiCd и NiMH.
Примечание — В Канаде и Соединенных Штатах Америки применяют следующие дополнительные требования.
Для сварочного источника питания с аккумуляторным питанием, снабженного съемным или сменным аккумулятором, должно быть указано: «Для использования только с___аккумулятором» или аналогично, где под
черкнутое место заполнено наименованием или товарным знаком производителя, номером в каталоге, идентификационным номером серии или аналогом аккумулятора. Или надпись «Аналогичные аккумуляторы см. в инструкции по эксплуатации», также может быть дополнительно указан аналог, по меньшей мере, к одному аккумулятору по каталогу.
Съемный, сменный аккумуляторы или сварочный источник питания с аккумуляторным питанием, снабженные встроенным аккумулятором, должны иметь маркировку «Для использования только с___зарядным устройством» или аналогичную маркировку, где подчеркнутое место заполнено наименованием или товарным знаком производителя, номером в каталоге, идентификационным номером серии или аналогом зарядного устройства. Или надпись «Аналогичные зарядные устройства см. в инструкции по эксплуатации», также аналог может быть дополнительно указан, по меньшей мере, к одному зарядному устройству по каталогу.
0.17 Инструкции и маркировка
0.17.1 Инструкции
Дополнение к разделу 17.1 настоящего стандарта:
t) Для сварочных источников питания с аккумуляторным питанием:
1) инструкции по зарядке аккумулятора, информация о диапазоне температур окружающей среды для использования и хранения сварочного источника питания и аккумулятора, а также рекомендуемый диапазон температур окружающей среды для системы зарядки во время зарядки аккумулятора;
2) для сварочного источника питания с аккумуляторным питанием, предназначенного для использования со съемным аккумулятором или отдельным аккумулятором: инструкции с указанием соответствующих аккумуляторов, например по номеру в каталоге, идентификационному номеру серии или аналога;
3) инструкции с указанием подходящего зарядного устройства, например, по номеру в каталоге, идентификационному номеру серии или аналога;
4) информация об износостойкости и сроке службы аккумулятора, стандартном диапазоне сварки для полностью заряженного аккумулятора и стандартном времени зарядки;
5) предупреждения применительно к сварочным источникам питания, запитанным от аккумулятора: - заряжайте только с помощью зарядного устройства, указанного производителем. Зарядное устройство, подходящее для аккумуляторов одного типа, может создать риск возгорания при использовании с другим типом аккумуляторов;
- применяйте сварочные источники питания только со специально предназначенными аккумуляторами. Использование любых других аккумуляторов может привести к травмам и возгоранию;
- когда аккумулятор не применяется, держите его подальше от других металлических предметов, таких как скрепки, монеты, ключи, гвозди, винты или другие мелкие металлические предметы, которые могут замкнуть один разъем с другим. Замыкание контактов аккумулятора может привести к ожогам или возгоранию;
- в неблагоприятных условиях из аккумулятора может вытекать жидкость; избегайте контакта. При случайном контакте промойте водой. При попадании жидкости в глаза дополнительно обратитесь за медицинской помощью. Жидкость, вытекающая из аккумулятора, может вызвать раздражение или ожоги;
- не применяйте поврежденные или измененные аккумуляторы или сварочные источники питания. Использование поврежденных или измененных аккумуляторов приводит к непредсказуемому результату и может быть причиной возгорания, взрыва или риска получения травмы;
- не подвергайте аккумулятор или сварочный источник питания воздействию пламени или чрезмерной температуры. Воздействие пламени или температуры выше 130 °C может привести к взрыву.
Примечание 1 — Температура 130 °C может быть заменена температурой 265 °F.
- соблюдайте все инструкции по зарядке и не заряжайте аккумулятор или сварочный источник питания вне диапазона температур, приведенного в инструкциях. Зарядка ненадлежащим образом или при температурах за пределами указанного диапазона может привести к повреждению аккумулятора и увеличению риска возгорания.
Примечание 2 — В Европе (ЕН 60974-1) применяют следующие дополнительные требования.
Для сварочных источников питания со встроенным аккумулятором: инструкции, как встроенный аккумулятор может быть безопасно извлечен из сварочного источника питания после окончания срока службы сварочного источника питания, а также информация о типе аккумулятора, таком как Li-Ion, NiCd и NiMH.
0.17.2 Маркировка
Дополнение к разделу 17.2 настоящего стандарта:
Маркировка электрических элементов с напряжением аккумулятора класса В:
Обозначение W012:2011-05 в соответствии с ИСО 7010:2019, приведенное на рисунке О.1, должно наноситься на источнике питания (предпочтительно) или рядом с источником питания с напряжением аккумулятора класса В.
Ж
Рисунок 0.1 — Маркировка электрических элементов с напряжением аккумулятора класса В
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
IEC 60050-151 | IDT | ГОСТ IEC 60050-151—2014 «Международный электротехнический словарь. Часть 151. Электрические и магнитные устройства» |
IEC 60050-851 | — | * |
IEC 60245-6 | IDT | ГОСТ IEC 60245-6—2011 «Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки» |
IEC 60417 | — | * |
IEC 60445 | MOD | ГОСТ 33542—2015 (IEC 60445:2010) «Основополагающие принципы и принципы безопасности для интерфейса «человек-машина», выполнение и идентификация. Идентификация выводов электрооборудования, концов проводников и проводников» |
IEC 60529 | MOD | ГОСТ 14254—2015 (IEC 60529:2013) «Степени защиты, обеспечиваемые оболочками (Код IP)» |
IEC 60664-1:2020 | — | ГОСТ Р МЭК 60664.1—2012 «Координация изоляции для оборудования в низковольтных системах. Часть 1. Принципы, требования и испытания» |
IEC 60664-3 | IDT | ГОСТ IEC 60664-3—2015 «Координация изоляции для оборудования низковольтных систем. Часть 3. Использование покрытий, герметизации и формовки для защиты от загрязнения» |
IEC 60695-11-10 | — | * |
IEC 60974-7 | IDT | ГОСТ IEC 60974-7—2015 «Оборудование для дуговой сварки. Часть 7. Горелки» |
IEC 60974-10 | IDT | ГОСТ IEC 60974-10—2017 «Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС)» |
IEC 61140 | MOD | ГОСТ Р 58698—2019 (МЭК 61140:2016) «Защита от поражения электрическим током. Общие положения для электроустановок и оборудования» |
IEC 61558-2-4 | — | * |
IEC 61558-2-6 | IDT | ГОСТ IEC 61558-2-6—2012 «Безопасность силовых трансформаторов, источников питания, электрических катушек и аналогичных изделий. Часть 2-6. Дополнительные требования и методы испытаний безопасных разделительных трансформаторов и источников питания с безопасными разделительными трансформаторами» |
IEC 62133-1:2017 | IDT | ГОСТ Р МЭК 62133-1—2019 «Аккумуляторы и аккумуляторные батареи, содержащие щелочной или другие некислотные электролиты. Требования безопасности портативных герметичных аккумуляторов и батарей из них при портативном применении. Часть 1. Системы на основе никеля» |
Окончание таблицы ДА. 1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
IEC 62133-2:2017 | IDT | ГОСТ Р МЭК 62133-2—2019 «Аккумуляторы и аккумуляторные батареи, содержащие щелочной или другие некислотные электролиты. Требования безопасности портативных герметичных аккумуляторов и батарей из них при портативном применении. Часть 2. Системы на основе лития» |
IEC 62301:2011 | — | ГОСТ IEC 62301—2016 «Электроприборы бытовые. Измерение потребляемой мощности в режиме ожидания» |
ISO 7010:2019 | — | * |
Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов:
| ||
Библиография | |
IEC 60038:2009 | IEC standard voltages (Стандартные напряжения, рекомендуемые IEC) |
IEC 60050-131:2002 | International Electrotechnical Vocabulary — Part 131: Circuit theory (Международный электротехнический словарь. Часть 131. Теория цепей) |
IEC 60050-195:1998 | International Electrotechnical Vocabulary — Part 195: Earthing and protection against electric shock. IEC 60050-195:1998/AMD1:2001 (Международный электротехнический словарь. Часть 195. Заземление и защита от поражения электрическим током) |
IEC 60050-426:2020 | International Electrotechnical Vocabulary — Part 426: Explosive atmospheres (Международный электротехнический словарь. Часть 426. Взрывоопасные среды) |
IEC 60050-551:1998 | International Electrotechnical Vocabulary — Part 551: Power electronics (Международный электротехнический словарь. Часть 551. Силовая электроника) |
IEC 60050-482:2004 | International Electrotechnical Vocabulary — Part 482: Primary and secondary cells and batteries (Международный электротехнический словарь. Часть 482. Первичные и вторичные ячейки и батареи) |
IEC 60050-581:2008 | International Electrotechnical Vocabulary — Part 581: Electromechanical components for electronic equipment (Международный электротехнический словарь. Часть 581. Электромеханические компоненты для электронного оборудования) |
IEC 60050-811:2017 | International Electrotechnical Vocabulary — Chapter 811: Electric Traction (Международный электротехнический словарь. Глава 811. Электрическая тяга) |
IEC 60050-826:2004 | International Electrotechnical Vocabulary — Part 826: Electrical Installations (Международный электротехнический словарь. Часть 826. Электрические установки) |
IEC 60076-12 | Power transformers — Part 12: Loading guide for dry-type power transformers (Трансформаторы силовые. Часть 12. Руководство по нагрузке сухих силовых трансформаторов) |
IEC 60085 | Electrical insulation — Thermal evaluation and designation (Изоляция электрическая. Термическая оценка и обозначение) |
IEC 60204-1 | Safety of machinery — Electrical equipment of machines — Part 1: General requirements (Безопасность машин. Электрооборудование машин. Часть 1. Общие требования) |
IEC 60309-1 | Plugs, socket-outlets and couplers for industrial purposes — Part 1: General requirements (Вилки, штепсельные розетки и соединительные устройства промышленного назначения. Часть 1. Общие требования) |
IEC 60335-2-29 | Household and similar electrical appliances — Safety — Part 2-29: Particular requirements for battery chargers (Бытовые и аналогичные электрические приборы. Безопасность. Часть 2-29. Дополнительные требования к зарядным устройствам батарей) |
IEC 60384-14 | Fixed capacitors for use in electronic equipment — Part 14: Sectional specification — Fixed capacitors for electromagnetic interference suppression and connection to the supply mains (Конденсаторы постоянной емкости для электронной аппаратуры. Часть 14. Технические требования для группы. Конденсаторы постоянной емкости для подавления электромагнитных помех и подключения к питающей магистрали) |
IEC 60479-1:2018 | Effects of current on human beings and livestock — Part 1: General aspects (Воздействие электрического тока на людей и домашний скот. Часть 1. Общие аспекты) |
IEC 60479-2:2019 | Effects of current on human beings and livestock — Part 2: Special aspects (Воздействие электрического тока на людей и домашний скот. Часть 2. Специальные аспекты) |
IEC 60755:2017 | General requirements for residual current operated protective devices (Общие требования к защитным устройствам, работающим по принципу остаточного тока) |
IEC 60947-3 | Low-voltage switchgear and controlgear — Part 3: Switches, disconnectors, switchdisconnectors and fuse-combination units (Низковольтные распределительные устройства и устройства управления. Часть 3. Выключатели, разъединители, выключатели-разъединители и комбинированные блоки предохранителей) |
IEC 60950-1 | Information technology equipment — Safety — Part 1: General requirements (Оборудование информационных технологий. Безопасность. Часть 1. Основныее требования) |
IEC 60974-3 | Arc welding equipment — Part 3: Arc striking and stabilizing devices (Оборудование для дуговой сварки. Часть 3. Устройства зажигания и стабилизации дуги) |
IEC 60974-4 | Arc welding equipment — Part 4: Periodic inspection and testing (Оборудование для дуговой сварки. Часть 4. Периодическая проверка и испытание) |
IEC 60974-6 | Arc welding equipment — Part 6: Limited duty equipment (Оборудование для дуговой сварки. Часть 6. Оборудование для работы в ограниченном режиме) |
IEC 60974-9 | Arc welding equipment — Part 9: Installation and use (Оборудование для дуговой сварки. Часть 9. Монтаж и эксплуатация) |
IEC 60974-12 | Arc welding equipment — Part 12: Coupling devices for welding cables (Оборудование для дуговой сварки. Часть 12. Соединительные устройства для сварочных кабелей) |
IEC 60990:2016 | Methods of measurement of touch current and protective conductor current (Методы измерения тока прикосновения и тока защитного проводника) |
IEC 61000-3-2 | Electromagnetic compatibility (EMC) — Part 3-2: Limits — Limits for harmonic current emissions (equipment input current < 16 A per phase) [Электромагнитная совместимость (ЭМС). Часть 3-2. Допуски. Допуски выбросов гармонического тока (входной ток оборудования < 16 А на фазу)] |
IEC 61032:1997 | Protection of persons and equipment by enclosures — Probes for verification (Защита людей и оборудования, обеспечиваемая оболочками. Щупы испытательные) |
IEC 61558-1 | Safety of power transformers, power supplies, reactors and similar products — Part 1: General requirements and tests (Безопасность трансформаторов, катушек, блоков питания и их комбинаций. Часть 1. Общие требования и испытания) |
IEC 62281 | Safety of primary and secondary lithium cells and batteries during transport (Безопасность первичных и вторичных литиевых элементов и аккумуляторных батарей при транспортировке) |
IEC 62841-1 | Electric motor-operated hand-held tools, transportable tools and lawn and garden machinery — Safety — Part 1: General requirements (Ручные инструменты с электроприводом, переносные инструменты и техника для газонов и садов. Безопасность. Часть 1. Общие требования) |
IEC Guide 116 | Guidelines for safety related risk assessment and risk reduction for low voltage equipment (Руководство по оценке рисков, связанных с безопасностью, и снижению рисков для низковольтного оборудования) |
ISO 3864-1 | Graphical symbols — Safety colours and safety signs — Part 1: Design principles for safety signs and safety markings (Обозначения графические. Цвета и знаки безопасности. Часть 1. Принципы проектирования знаков безопасности и предупредительной разметки) |
ISO 6469-1:20091) | Electrically propelled road vehicles — Safety specifications — Part 1: On-board rechargeable energy storage system (RESS) [Транспорт дорожный электрический. Требования безопасности. Часть 1. Бортовая перезаряжающаяся система аккумулирования энергии (RESS)] |
ISO 6469-3:20112) | Electrically propelled road vehicles — Safety specifications — Part 3: Protection of persons against electric shock (Транспорт дорожный электрический. Требования безопасности. Часть 3. Защита людей от поражения электрическим током) |
ISO 7000 | Graphical symbols for use on equipment (available at: http://www.graphicalsymbols. info/ equipment) (Обозначения условные графические, наносимые на оборудование. Доступны по адресу: http://www.graphicalsymbols.info/equipment) |
ISO 13732-1 | Ergonomics of the thermal environment — Methods for the assessment of human responses to contact with surfaces — Part 1: Hot surfaces (Эргономика температурной среды. Методы оценки реакции человека при контакте с поверхностями. Часть 1. Горячие поверхности) |
ISO 17846 | Welding and allied processes — Health and safety — Wordless precautionary labels for equipment and consumables used in arc welding and cutting (Сварка и родственные процессы. Здоровье и безопасность. Предупредительные наклейки без надписей для оборудования и материалов, применяемых при дуговой сварке и резке) |
CSA С22.1 | Canadian electrical code (Электротехнические нормы Канады) |
EN 50525-1 | Electric cables— Low voltage energy cables of rated voltages up to and including 450/750 V (Uo/U) — Part 1: General requirements (Кабели электрические. Силовые кабели низкого напряжения на номинальное напряжение до 450/750 В (Uo/U) включительно. Часть 1. Общие требования) |
EN 50525-2-21 | Electric cables— Low voltage energy cables of rated voltages up to and including 450/750 V (Uo/U) — Part 2-21: Cables for general applications — Flexible cables with crosslinked elastomeric insulation (Кабели электрические. Силовые кабели низкого напряжения на номинальное напряжение до 450/750 В (UQ/U) включительно. Часть 2-21. Кабели общего назначения. Гибкие кабели с изоляцией из сшитого эластомера) |
EN 50525-2-81 | Electric cables — Low voltage energy cables of rated voltages up to and including 450/750 V (Uq/U) — Part 2-81: Cables for general applications — Cables with crosslinked elastomeric covering for arc welding (Кабели электрические. Силовые кабели низкого напряжения на номинальное напряжение до 450/750 В (U0IU) включительно. Часть 2-81. Кабели общего назначения. Кабели в оболочке из сшитого эластомера для дуговой сварки) |
EN 50565-1 | Electric cables — Guide to use for cables with a rated voltage not exceeding 450/750 V (Uq/U) — Part 1: General guidance (Электрические кабели. Руководство по использованию для кабелей с номинальным напряжением, не превышающим 450/750 В (UQIU). Часть 1. Общие указания) |
CENELEC GUIDE 32 | Guidelines for Safety Related Risk Assessment and Risk Reduction for Low Voltage Equipment (Руководство по оценке рисков, связанных с безопасностью, и снижению рисков для низковольтного оборудования) |
NFPA 70 | National Electrical code (Национальные электротехнические нормы) |
US Code of Federal Regulations, Title 16 | Commercial Practices — Parts 1407: Portable Generators: Requirements to provide performance and technical data by labelling (Коммерческая практика — Часть 1407. Портативные генераторы: Требования для обеспечения производительности и технических данных путем маркировки) |
COMMISSION REGULATION (EU) 2019/1784 — of 1 October 2019 | Laying down ecodesign requirements for welding equipment pursuant to Directive 2009/125/ EC of the European Parliament and of the Council (Установление требований к экодизайну для сварочного оборудования в соответствии с Директивой 2009/125/ЕС Европейского парламента и Совета) |
УДК 621.791:006.354
ОКС 25.160.30
Ключевые слова: оборудование для дуговой сварки, сварочные источники питания, дуговая сварка, сварочное оборудование
Редактор Л. В. Каретникова Технический редактор В.Н. Прусакова Корректор М.И. Першина Компьютерная верстка И.Ю. Литовкиной
Сдано в набор 05.09.2023. Подписано в печать 15.09.2023. Формат 60*8478. Гарнитура Ариал. Усл. печ. л. 14,42. Уч-изд. л. 13,05.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
1
) Второе издание (2009 г.). Это второе издание было заменено в 2019 году третьим изданием ISO 6469-1:2019 «Дорожные транспортные средства с электроприводом. Требования безопасности. Часть 1. Аккумуляторная система накопления энергии (RESS)».
2
) Второе издание (2011 г.). Это второе издание было заменено в 2019 году третьим изданием ISO 6469-3:2019 «Дорожные транспортные средства с электроприводом. Требования безопасности. Часть 3. Электробезопасность».
{kind=link}