ГОСТ Р ИСО 17662-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка
КАЛИБРОВКА, ВЕРИФИКАЦИЯ И ВАЛИДАЦИЯ ОБОРУДОВАНИЯ, ПРИМЕНЯЕМОГО ДЛЯ СВАРКИ, ВКЛЮЧАЯ ВСПОМОГАТЕЛЬНЫЕ ОПЕРАЦИИ
Welding. Calibration, verification and validation of equipment used for welding, including ancillary activities
ОКС 25.160.30
Дата введения 2017-10-01*
________________
* Поправка (ИУС 10-2020)
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Национальная Экспертно-Диагностическая Компания" (ООО "НЭДК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2017 г. N 503-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 17662:2016* "Сварка. Калибровка, верификация и валидация оборудования, применяемого для сварки, включая вспомогательные операции" (ISO 17662:2016 "Welding - Calibration, verification and validation of equipment used for welding, including ancillary activities", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 10.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 10, 2020 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает требования к калибровке, верификации и валидации оборудования, предназначенного:
- для контроля параметров в производстве;
- для контроля характеристик оборудования для сварки и родственных процессов.
В том случае, когда результат не может быть легко или экономично подтвержден документально путем последующего контроля, проверки и испытаний, требования распространяются на параметры процессов, оказывающих влияние на соответствие продукции ее назначению и безопасности.
Примечание 1 - Настоящий стандарт основан на перечне параметров процессов, установленном в стандартах на технические требования к процедуре сварки и, в частности, в серии ИСО 15609. Изменение указанных стандартов может привести к добавлению или удалению параметров в перечне.
Руководящие указания по требованиям к калибровке, верификации и валидации при приемочных испытаниях оборудования, применяемого при сварке и родственных процессах, приведены в приложении В.
Требования к калибровке, верификации и валидации как части контроля, испытаний, неразрушающего контроля или измерений сварочной продукции, выполняемых в целях проверки соответствия продукции, не входят в область применения настоящего стандарта.
Применение настоящего стандарта ограничено калибровкой, верификацией и валидацией оборудования после его установки как части производственной схемы технического обслуживания и/или эксплуатации.
Примечание 2 - Настоящий стандарт не применяется при изготовлении и монтаже сварочного оборудования. Требования к новому оборудованию устанавливают при необходимости в технических регламентах и стандартах.
Приложение С содержит информацию об участии заинтересованных сторон в работах по калибровке, верификации и валидации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 669, Resistance welding - Resistance welding equipment - Mechanical and electrical requirements (Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам)
ISO 5171, Gas welding equipment - Pressure gauges used in welding, cutting and allied processes (Оборудование для газовой сварки. Манометры, применяемые при сварке, резке и родственных процессах)
ISO 5172:2006, Gas welding equipment - Blowpipes for gas welding, heating and cutting - Specifications and tests (Оборудование для газовой сварки. Горелки для газовой сварки, подогрева и резки. Технические требования и испытания)
ISO 5826, Resistance welding equipment - Transformers - General specifcations applicable to all transformers (Оборудование для контактной сварки. Трансформаторы. Общие технические требования для трансформаторов)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 класс точности (accuracy class): Класс средств измерений или измерительных систем, отвечающих установленным метрологическим требованиям, которые определены пределами допустимых основных и дополнительных погрешностей измерений при определенных условиях эксплуатации.
[Руководство ИСО/МЭК 99:2007, 4.25]
3.2 точность измерений (accuracy of measurement): Степень соответствия измеренного значения истинному значению измеряемой величины.
Примечание 1 - ТТермин "измеряемая величина" определен в VIM (Руководство ИСО/МЭК 99:2007, 2,3) как "величина, подлежащая измерению".
_______________
Примечание 1 добавлено в настоящем стандарте.
[Руководство ИСО/МЭК 99:2007, 2.13]
3.3 калибровка (calibration): Совокупность операций, устанавливающих при определенных условиях соотношение между значениями величин, полученных с помощью средств измерений или измерительной системы, либо значениями, представленными материальной мерой или справочным материалом, и соответствующими значениями величин, установленными с помощью эталона.
3.4 измерение (measurement): Процесс экспериментального получения одного или более значений величины, которые обоснованно могут быть отнесены к величине.
[Руководство ИСО/МЭК 99:2007, 2.1]
3.5 средство измерений (measuring instrument): Устройство, предназначенное для измерений отдельно или в сочетании с одним или несколькими дополнительными устройствами.
[Руководство ИСО/МЭК 99:2007, 3.1]
3.6 материальная мера (material measure): Устройство для воспроизведения или предоставления на постоянной основе в период его использования одного или нескольких известных значений данной величины.
3.7 измерительная система (measuring system): Одно или несколько средств измерений и других устройств, включая любые реактивы и источники питания, собранные и приспособленные для получения информации, используемой для формирования количественных значений измеряемых величин в установленных интервалах для величин определенного вида.
[Руководство ИСО/МЭК 99:2007, 3.2]
3.8 повторяемость (результатов изменений) [repeatability (of results of measurements)]: Близкое совпадение результатов последовательных измерений одной и той же измеряемой величины, выполненных в одних и тех же условиях измерений.
3.9 прослеживаемость (traceability): Свойство результата измерения или значения эталона, которое можно связать с установленными нормами, как правило, государственными или международными стандартами, путем ряда сравнений, каждое из которых имеет определенную погрешность.
3.10 валидация (validation): Подтверждение посредством представления объективных свидетельств того, что установленные требования, предназначенные для конкретного использования (например, технические требования заказчика) или применения (например, стандарт на продукцию), выполнены.
3.11 верификация (verification): Подтверждение посредством представления объективных свидетельств того, что установленные требования были выполнены.
Примечание 2 - Верификация также определяется как подтверждение того, что рассматриваемый процесс достиг ожидаемого результата.
4 Общие требования
4.1 Общие положения
Контрольно-измерительное и испытательное оборудование применяют в процессе сварочного производства для разных целей. Цели могут быть сгруппированы следующим образом:
1) демонстрация соответствия продукции установленным требованиям;
2) управление процессами, результаты которых не могут быть легко или экономично верифицированы в процессе последующего мониторинга, обследования и испытаний;
3) общий контроль процесса.
Контрольно-измерительное и испытательное оборудование, используемое для демонстрации соответствия продукта установленным требованиям [1], подлежит соответствующей калибровке, верификации или валидации. Например, этого требует ИСО 9001. Многие из процедур, применяемых для демонстрации проверки соответствия, предусмотрены в стандартах, которые включают в себя положения, касающиеся калибровки, верификации или валидации. Например, это стандарты, определяющие проведение неразрушающего контроля и/или разрушающих испытаний сварных швов. Требования к документированию таких показателей качества (например, неразрушающего контроля) изложены в применяемых стандартах и/или в договорах. Калибровка, верификация и валидация используемых измерительных приборов не рассматриваются в настоящем стандарте, за исключением нескольких положений по контролю и визуальному осмотру результатов выполнения сварки. Необходимо применять соответствующие стандарты по контролю и испытаниям.
Некоторые показатели качества (связанные с безопасностью) не могут быть проверены или испытаны на готовой конструкции или изделии. Например, это касается свойств металла сварного шва и зон термического влияния, прилегающих к сварному шву. Такие показатели качества должны отражать в соответствующей документации производственного процесса [2]. Указания, представленные в настоящем стандарте, ограничены в основном калибровкой, верификацией и валидацией измерительных приборов, используемых для документирования показателей качества, зависящих от сварки. Контрольно-измерительное и испытательное оборудование может представлять собой отдельные средства измерений или встроенные приборы, например в источники сварочного тока.
Контрольно-измерительное и испытательное оборудование, предназначенное для общего управления технологическим процессом, может также требовать калибровки, верификации или валидации [3]. Например, это отражено в ИСО 9004. Технические условия на эти требования устанавливает производитель. Эти требования не могут быть стандартизированы и не входят в область применения настоящего стандарта.
_______________
Следует отметить, что ИСО 9004 не предназначен для сертификации, нормативного регулирования или использования в договорах.
Целью настоящего стандарта является рассмотрение влияния различных параметров технологического процесса на конечный результат и, в частности, возможностей верификации выходных параметров путем последующего мониторинга, контроля и испытаний. Определить различия между параметрами технологического процесса в группе [2] и группе [3] не всегда просто, но это необходимо для договорных и/или юридических требований. Основой для выбора соответствующих параметров служат стандарты, которые определяют технические требования к процедуре сварки.
Специальные требования к калибровке, верификации и валидации конкретного прибора зависят из требуемых характеристики должны соответствовать допустимому диапазону, как указано в технических требованиях к процедуре сварки WPS для рассматриваемых параметров. Многие приборы, используемые для контроля сварки, такие как амперметры, вольтметры, термопары, секундомеры и т.д., используются для целей, не связанных со сваркой. Требования к точности при применении в сварке могут быть менее жесткими, чем для других областей применения приборов. "Нормальные" (стандартизированные) процедуры калибровки, верификации и валидации приборов могут оказаться слишком жесткими и дорогостоящими при применении в сварке.
Формальные требования к калибровке, верификации и валидации для контроля сварки и родственных процессов определены в сериях ИСО 3834 и ИСО 14554. Некоторые более конкретные дополнительные требования могут содержаться в нормах расчета конструкций и/или в условиях договора.
4.2 Периодичность
Если указана необходимость в калибровке, верификации или валидации оборудования, то такую калибровку, верификацию или валидацию проводят один раз в год, если не оговорено иное. При наличии подтвержденных сведений о достаточной повторяемости и надежности, частота калибровки, верификации и валидации может быть сокращена. Может возникнуть необходимость повторной калибровки, верификации или валидации с более коротким интервалом в зависимости от рекомендаций производителя прибора, требований пользователя, или при ухудшении характеристик оборудования. Оборудование должно быть отключено, а калибровка, верификация или валидация проведены до его возвращения в эксплуатацию в случае:
- наличия признаков того, что прибор не выполняет измерения должным образом;
- когда оборудование получает видимое повреждение, которое может повлиять на функционирование одного или нескольких приборов;
- когда оборудование было неправильно использовано, подвергнуто сильному воздействию (перегрузке и т.д.) или в результате любого другого события, которое может привести к повреждению одного или нескольких приборов;
- когда оборудование было восстановлено или отремонтировано.
4.3 Требования
Калибровку, верификацию и валидацию должны проводить для всех приборов, применяемых для контроля параметров технологического процесса сварки, указанных в технических требованиях к процедуре сварки/пайки. Стандарты с техническими требованиями к процедуре сварки/пайки содержат обширные перечни параметров, но не все они важны для применения. Далее приведены рекомендации по требованиям для общих применяемых процессов сварки/пайки.
Калибровка, верификация и валидация могут быть исключены в следующих случаях:
a) когда верификация процесса не требуется.
Калибровка, верификация и валидация может быть исключена для всех процессов, если отсутствуют юридические или договорные требования по верификации или валидации процесса.
Примечание 1 - Это, как правило, относится к таким процессам, как плазменная резка и воздушно-дуговая строжка;
b) массового производства.
Калибровка, верификация и валидация могут быть исключены:
- если производство контролируют путем проведения предварительных испытаний с последующим испытанием производственных образцов через регулярные промежутки времени;
- если контроль поддерживается соответствующей системой статистического контроля качества;
- если процесс стабилен в течение интервала между испытаниями образцов;
- если предварительные испытания перед производством и отборы контрольных образцов проводят отдельно для каждой производственной линии (сварочного модуля);
c) серийного и единичного производства.
Калибровка, верификация и валидация может быть исключена, если выполняются следующие условия:
- процедуры подтверждены испытаниями;
- фактическое производство выполняют тем же сварочным оборудованием, которое использовалось во время испытаний процедур сварки; или
технологический процесс сопровождается калиброванной системой онлайн-мониторинга параметров сварки.
Примечание 2 - Производитель может проводить расширенную калибровку, верификацию и валидацию. Основой для этого являются:
- более эффективное управление технологическими процессами, что приводит к высокой производительности и экономичной эксплуатации;
- возможность замены выполнения процедур сварки одним оборудованием на выполнение другим без корректировок, что поддерживает непрерывность производства;
- высокая стабильность технологического процесса и, следовательно, повышение экономической эффективности;
- совместимость данных для управления процессом с различными типами оборудования.
4.4 Параметры процесса
Для всех процессов сварки/пайки параметры технологических процессов, где необходимы калибровка, верификация или валидация, указаны в разделе 5. Для остальных параметров процесса калибровка, верификация или валидация не требуется.
4.5 Свойства материалов
При производстве с применением сварочных или вспомогательных операций используют различные виды материалов. В их состав входят основные металлы и припои, а также защитные газы, материалы, применяемые для формирования обратной стороны шва и т.д. Может потребоваться входной контроль и испытания или проверка хранимых материалов, например для идентификации материала. Такие мероприятия предусматривают применение приборов и процедур для химического анализа или подтверждения марки материала и т.д. Положения, касающиеся калибровки приборов, используемых для таких целей, выходят за рамки настоящего стандарта.
Чистоту газа для защиты обратной стороны шва могут проверять перед сваркой в порядке исключения.
5 Общие параметры для нескольких процессов сварки/пайки
5.1 Общие параметры для всех процессов сварки/пайки
Стандарты, устанавливающие технические требования к процедуре сварки, определяют параметры, общие для всех сварочных процессов. Требования к калибровке, верификации или валидации приведены в таблицах 1-8.
Таблица 1 - Требования к основному материалу и присадочному металлу
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Размер материала | Приборы, применяемые для измерения и/или верификации размеров материала, должны быть при необходимости откалиброваны. Требования зависят от установленных допусков и т.д. | Средства измерений, такие как штангенциркули, микрометры, концевые меры, линейки и угольники, определены стандартами |
Таблица 2 - Требования к соединениям
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Конструкция соединения | Приборы, применяемые для измерения и/или верификации размеров соединения, подлежат валидации | См. ИСО 17637 |
Положение при сварке | Требования к определению положения при сварке, как правило, не очень жесткие. Приборы, применяемые для измерения и/или проверки положения при сварке (например, уровни и приборы измерения углов) не требуют калибровки, верификации или валидации, если они не были повреждены или не поступили из ремонта | См. ИСО 6947 |
Подготовка соединения | Приборы, применяемые для измерения и/или верификации размеров и формы соединения, подлежат валидации | См. ИСО 17637 |
Таблица 3 - Сварочное оборудование
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Характерные размеры, форма и конфигурация сварочного оборудования, а также условия работы, такие как: | Приборы, применяемые для измерения и/или проверки размеров, формы, положения и т.д., подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры, концевые меры, линейки и угольники, определены стандартами |
Таблица 4 - Фиксаторы, крепления и зажимные приспособления
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Фиксаторы и крепления | Приборы, применяемые для измерения и/или проверки размеров, формы, положения и т.д. фиксаторов, креплений и зажимных приспособлений, подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры, концевые меры, линейки и угольники, определены стандартами |
Манипуляторы, координатные столы и т.д. | Приборы, применяемые для управления перемещениями, подлежат соответствующей калибровке, верификации или валидации | В качестве общего руководства применяют ИСО 14744-5 и ИСО 15616-2, (формально применение ограничено лучевой сваркой) |
Таблица 5 - Предварительная очистка
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Состояние поверхности | Приборы, применяемые для контроля состояния поверхности, подлежат валидации | Зависят от инструмента и характеристики поверхностей. Необходимо руководствоваться соответствующими стандартами на оборудование |
Методы | Приборы, применяемые для контроля технологического процесса, подлежат соответствующей калибровке, верификации или валидации в зависимости от характера и методов очистки: мойка, травление, абразивная обработка и т.д. | Необходимо руководствоваться соответствующими стандартами на оборудование |
5.2 Требования для некоторых процессов сварки/пайки
Таблица 6 - Защитный газ для обратной стороны шва
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Расход газа | Приборы подлежат валидации. Требуемая точность ±20% от уровня расхода газа | Валидация по контрольному прибору |
Чистота газа для защиты обратной стороны шва (содержание кислорода) | Приборы подлежат валидации. Требуемая точность составляет ±25% от фактического значения. Чистоту также можно контролировать путем осмотра цвета защищаемой стороны сварного шва в зоне термического влияния на поверхность | Калибровка с помощью эталонных газов известного состава, как минимум, в интервале от 10 до 30 промилле для аргона и от 50 до 150 промилле для защитно-формирующего газа |
Таблица 7 - Расходные материалы
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Условия хранения | Приборы, применяемые, например, для контроля условий хранения (температура, влажность и т.д.), подлежат калибровке, верификации или валидации. Требования: ±5% для прибора измерения влажности и ±5°С для термометра | Необходимо руководствоваться соответствующими стандартами на оборудование. Валидация по контрольному прибору |
Печь для обжига, печь для подогрева и термопеналы | Приборы для контроля температуры. Термометры и другие индикаторы температуры подлежат валидации. Требование: не более ±10°С | Необходимо руководствоваться соответствующими стандартами на оборудование |
Обработка перед сваркой/пайкой | Приборы, применяемые для управления технологическим процессом, подлежат соответствующей калибровке, верификации или валидации в зависимости от характера обработки: сушка, очистка и т.д. | Необходимо руководствоваться соответствующими стандартами на оборудование |
Таблица 8 - Защитные газы
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Расход защитного газа | Расходомеры подлежат валидации. Требование: не более ±20% от фактического значения | Необходимо руководствоваться соответствующими стандартами на оборудование |
5.3 Требования, предъявляемые к дуговой сварке (группа 1)
Во время дуговой сварки сварщик не может следить за средствами измерений и опирается на свой опыт. Он визуально контролирует процесс сварки. Этот навык проверяется путем проведения аттестационных испытаний сварщиков для применяемого сварочного процесса.
Погонная энергия управляется выбором длины прохода и/или поперечного сечения сварного шва (см. ИСО/ТО 18491).
Если подвод тепла является существенным параметром, все приборы подлежат калибровке, верификации или валидации.
Технические требования кпроцедуре сварки приведены в ИСО 15609-1. Калибровка, верификация или валидация могут потребоваться для параметров сварки указанных в таблицах 9-12.
Таблица 9 - Поперечные колебания электрода при ручной дуговой сварке (если применимо)
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Максимальная ширина слоя сварного шва | Приборы, применяемые для измерения, подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
Таблица 10 - Поперечные колебания электрода при механизированной или автоматической сварке (если применимо)
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Максимальное колебание или амплитуда | Приборы, применяемые для измерения, подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
Периодичность | Калибровка, верификация или валидация не требуется, если размер (проплавление) и расположение сварного шва могут быть определены с помощью неразрушающего контроля | - |
Время задержки колебаний | Калибровка, верификация или валидация не требуется, если размер (проплавление) и расположение сварного шва могут быть определены с помощью неразрушающего контроля | - |
Горелка, электрод и/или угол подачи проволоки | Приборы, применяемые для измерения, подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
Таблица 11 - Электрические параметры
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Ток (среднее значение) | Амперметры подлежат валидации | См. ЕН 50504. Среднее значение (выпрямленного) тока |
Напряжение дуги (среднее значение) | Вольтметры подлежат валидации | См. ЕН 50504. Среднее значение (выпрямленного) напряжения |
Ваттметр | Измерения мгновенной энергии или мгновенной мощности подлежат валидации | См. ISO/TR 18491 |
Примечание - Сигнал должен находиться под постоянным контролем. Время выборки должно быть достаточным для получения обоснованно устойчивого значения. Если для измерения тока используют электроизмерительные клещи, то следует учитывать разницу между средствами измерений средних и среднеквадратичных значений. | ||
Таблица 12 - Механизированная или автоматическая сварка
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Скорость прохода | Измерения с помощью секундомеров и рулеток/стальных линеек. Соответствующие стальные линейки не обязательно подлежат калибровке, верификации или валидации, если они не имеют видимых повреждений | Валидация секундомеров может быть выполнена путем сравнения с любыми достаточно точными часами. |
Скорость подачи проволоки | Измерения с помощью секундомеров и линеек. Соответствующие стальные линейки не подлежат обязательной калибровке, верификации или валидации, если они не имеют видимых повреждений | Валидация секундомеров может быть выполнена путем сравнения с любыми достаточно точными часами. |
6 Сварка дуговая плавящимся электродом без защитного газа (группа 11)
Примечание - Расшифровка номеров процессов приведена в ИСО 4063.
Технические требования к процедуре сварки приведены в ИСО 15609-1. Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблице 13.
Таблица 13 - Сварка ручная дуговая плавящимся электродом (группа 111)
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Длина прохода шва, которую можно получить при применении данного электрода | Калибровка, верификация и валидация не требуется, если используют соответствующие стальные линейки и они не имеют видимых повреждений | - |
7 Сварка дуговая плазменная (группа 15)
Технические требования к процедуре сварки приведены в ИСО 15609-1. Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблице 14.
Таблица 14 - Сварка дуговая плазменная (группа 15)
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Расход газа при плазменной сварке | Валидация с точностью до ±0,1 л/мин | Необходимо руководствоваться соответствующими стандартами на оборудование |
Диаметр плазменного сопла | Сварщик определяет износ сопла по изменениям в дуге | Замена сопла, если это необходимо |
Расстояние между электродом и плазменным соплом, а также между плазменным соплом и поверхностью заготовки | Как правило, расстояние от плазменного сопла до поверхности заготовки поддерживают на постоянном уровне за счет: | Эти приборы должны быть проверены, как правило, с помощью обычных средств измерений, таких как штангенциркуль, микрометр и т.д. |
8 Сварка контактная (группы 21, 22, 23, 24 и 25)
Контактную сварку применяют для массового производства, поэтому калибровка, верификация и валидация может быть исключена (см. 4.3).
В производстве контактную сварку применяют там, где контроль технологического процесса проводят путем проведения простых заводских испытаний. Измерение тока, давления и времени сварки проводят наладчики и специалисты по техническому обслуживанию для проверки оборудования или условий сварки.
Измерительное оборудование часто используют без специальной калибровки, верификации и/или валидации. Изменение измеренных значений зачастую более важно, чем абсолютные значения.
В случае приемки нового или отремонтированного сварочного оборудования при проверке фактических характеристик, определенных в ИСО 669 и ИСО 5826, указанных на заводской табличке оборудования, должны использовать калиброванные средства измерений.
Качество сварного шва зависит в основном от типа материала, состояния поверхности, электрических и механических характеристик сварочного оборудования, формы и размеров свариваемых элементов.
В случае точечной, рельефной и шовной сварки основными параметрами управления технологическим процессом являются: размеры, материал электродов, сварочный ток, усилие на электроде и время сварки, а для шовного метода - скорость сварки.
В случае сварки сопротивлением и оплавлением (контактной стыковой) необходимо следить за сварочным током, давлением и усилием на сопрягаемые поверхности.
Параметры электродов для точечной, рельефной и шовной сварки, а именно скорость осадки для сварки сопротивлением и оплавлением (контактной стыковой), являются важными параметрами, которые не могут настраиваться непосредственно на оборудовании.
Технические требования к процедуре сварки приведены в ИСО 15609-5. Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблицах 15 и 16.
Таблица 15 - Контактная сварка листов внахлестку [сварка точечная (21), сварка шовная (22) и сварка рельефная (23)]
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Форма,размер и материал электродов | Приборы, применяемые для измерения, подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
Усилие на электродах | Усилие на электродах измеряют с помощью специального прибора, который подлежит калибровке | Следует сверяться с процедурами калибровки, установленными производителем, или с соответствующими стандартами на оборудование |
Сварочный ток | Сварочный ток измеряют с помощью специального прибора, который подлежит калибровке | Следует сверяться с процедурами калибровки, установленными производителем, или с соответствующими стандартами на оборудование |
Время сварки | Время сварки измеряют по прибору для измерения силы тока или непосредственно с помощью таймера | Следует сверяться с процедурами калибровки, установленными производителем, или с соответствующими стандартами на оборудование |
Скорость шовной сварки | Как правило, скорость шовной контактной сварки определяют по скорости вращения электродных роликов и их диаметру. Приборы для определения этих параметров должны быть откалиброваны | Следует сверяться с процедурами калибровки, установленными производителем, или с соответствующими стандартами на оборудование |
Таблица 16 - Сварка контактная стыковая оплавлением (24) и сварка контактная стыковая сопротивлением (25)
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Прижимное усилие/дав- ление | Прижимное усилие измеряют с помощью специального датчика силы/манометра в гидравлической системе, который подлежит калибровке | Следует сверяться с процедурами калибровки, установленными производителем, или с соответствующими стандартами на оборудование |
Усилие/давление осадки | Усилие/давление осадки измеряют с помощью специального датчика силы/манометра в гидравлической системе, который подлежит калибровке | Следует сверяться с процедурами калибровки, установленными производителем, или с соответствующими стандартами на оборудование |
Сварочный ток | Сварочный ток измеряют с помощью специального прибора, который подлежит калибровке | Следует сверяться с процедурами калибровки, установленными производителем, или с соответствующими стандартами на оборудование |
Для мониторинга контроля качества и систем управления с обратной связью, основанной на измерении тока, напряжения на электродах, сопротивления обрабатываемой детали, ускорения электрода, скорости и смещения, используют различные виды встроенной калибровки, верификации и валидации.
9 Сварка газовая (группа 3)
Технические требования к процедуре сварки приведены в ИСО 15609-2. Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблице 17.
Таблица 17 - Параметры сварки
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Размер сопла | Маркировка сопла в соответствии с ИСО 5172:2006, приложение J | Размер сопла проверяют путем считывания отштампованного номера размера |
Давление горючего газа | Давление часто измеряют манометром. Тем не менее давление не используется в качестве основного параметра для контроля пламени. Манометры не подлежат обязательной калибровке, верификации или валидации, если этого не требуют специальные условия | При необходимости валидацию манометров проводят в соответствии с требованиями, изложенными в ИСО 5171 |
Давление кислорода | Давление часто измеряют манометром. Тем не менее давление не используется в качестве основного параметра для контроля пламени. Манометры не подлежат обязательной калибровке, верификации или валидации, если этого не требуют специальные условия | При необходимости валидацию манометров проводят в соответствии с требованиями, изложенными в ИСО 5171 |
Тип пламени | Не предусмотрено использование приборов. Тип пламени проверяют путем визуального наблюдения | - |
10 Сварка трением (группа 42)
Технические требования к процедуре сварки приведены в ИСО 15620. Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблице 18.
Таблица 18 - Параметры сварки
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Скорость вращения при сварке трением | Приборы подлежат калибровке или верификации. Скорость вращения измеряют на сварочном шпинделе | Необходимо руководствоваться соответствующими стандартами на оборудование |
Усилие прижима | Приборы подлежат калибровке или верификации. Для измерения используют соответствующий прибор. Измерение усилия производят по оси элемента или измеряют давление непосредственно у рабочего гидроцилиндра | Необходимо руководствоваться соответствующими стандартами на оборудование |
Укорачивание | Приборы, применяемые для измерения, подлежат калибровке или верификации. Укорачивание измеряют на рабочем ползуне | Необходимо руководствоваться соответствующими стандартами на оборудование |
Точность всех измерений для сварки трением подразделяют на три категории:
a) жесткие требования: точность ±10% от измеренного значения;
b) средние требования: точность ±20% от измеренного значения;
c) низкие требования: калибровка, верификация или валидация не требуется.
11 Сварка лазерная (группа 52)
Отклонения многих параметров приводят к неверному размеру (проплавлению) или расположению сварного шва, что может быть выявлено на швах неразрушающим контролем.
Размер (проплавление) и расположение сварного шва можно определить с помощью неразрушающего контроля; калибровка, верификация или валидация не требуется для следующих параметров сварки:
- мощность лазерного луча на обрабатываемой детали;
- пиковая мощность;
- частота повторения;
- длительность импульса;
- постепенное изменение мощности;
- параметры импульсов (если используются);
- F-число;
- форма импульса.
См. ИСО 15616-1, ИСО 15616-2, ИСО 15616-3 и ИСО 15616-4 (для лазеров СО). См. ИСО 22827-1 и ИСО 22827-2 (для лазеров Nd:YAG). ИСО 15616-1, ИСО 15616-4 и ИСО 22827-2 применяют для всех типов лазеров (в случае необходимости) для следующих параметров сварки:
- скорость хода;
- постепенное изменение скорости хода, если это необходимо.
Отклонения параметров, связанных с колебанием, могут привести к отклонениям свойств в зоне термического влияния, в составе металла шва и т.д., которые не могут быть обнаружены без неразрушающего контроля. Технические требования к процедуре сварки приведены в ИСО 15609-4 и ИСО 15614-11. Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблицах 19-22.
Таблица 19 - Параметры луча
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Прихватки | Требования такие же, как для обычной сварки | - |
Характер колебаний, амплитуда, частота и время задержки (если применимо, например, для наплавки и выравнивания поверхности) | Требуется валидация. | Средства измерений, такие как штангенциркули, микрометры, концевые меры, линейки и угольники, определены стандартами. Вопросы исследования макроструктуры шва см. в ИСО/ТО 16060 |
Ориентация, поляризация и положение лазерного луча по отношению к шву и направлению сварки. Углы (в двух направлениях). Положение в поперечном направлении (если применимо) | Калибровка, верификация или валидация не требуется, если размер (проплавление) и положение сварного шва могут быть определены с помощью неразрушающего контроля. | Средства измерений, такие как штангенциркули, микрометры, концевые меры, линейки и угольники, определены стандартами. Вопросы исследования макроструктуры шва см. в ИСО/ТО 16060 |
Таблица 20 - Механические параметры
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Электродная проволока, размер частиц порошка, скорость подачи проволоки, скорость подачи порошка, направление, положение, которое подлежит определению и угол (если применимо) | Измерения с помощью секундомеров и линеек. Соответствующие стальные линейки не подлежат валидации, если они не имеют видимых повреждений | Валидацию секундомеров производят путем сравнения с любыми достаточно точными часами. Также при необходимости применяют ЕН 50504 |
Таблица 21 - Газ подавления плазмы и защитный газ
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Расход газа | Приборы подлежат валидации | См. ИСО 15616-3 |
Таблица 22 - Прочие параметры
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Рабочее расстояние, мм | Приборы подлежат калибровке или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
Расположение сопла защитного газа по отношению к заготовке | Приборы подлежат калибровке или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
12 Сварка электронно-лучевая (группа 51)
Технические требования к процедуре сварки приведены в ИСО 15609-3.
Отклонения параметров приводят к неверному размеру (проплавлению) сварного шва, его расположению или физическим дефектам (например, усадочная раковина), что может быть обнаружено на готовых швах неразрушающим контролем. Некоторые отклонения параметров могут привести к изменениям свойств материала в зонах термического влияния, а также в составе металла и т.д., что можно обнаружить только в результате разрушающих испытаний.
Калибровка, верификация или валидация не требуется для следующих сварочных параметров, если размер (проплавление) и расположение сварного шва может быть определено с помощью неразрушающего контроля:
- ускоряющее напряжение;
- ток луча;
- ток(и) линзы;
- скорость хода;
- отклонение луча, отклонение постоянного тока, амплитуда отклонения;
- колебание луча, колебание переменного тока, форма сигнала;
- ориентация по отношению к направлению сварки;
- частота;
- амплитуда сигнала, частота сигнала.
Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблицах 23 и 24.
Таблица 23 - Механические параметры
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Скорость подачи проволоки/присадочного материала | Измерения с помощью секундомеров и линеек. Соответствующие стальные линейки не подлежат калибровке, верификации или валидации, если они не имеют видимых повреждений | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами. Валидацию секундомеров проводят путем сравнения с любыми достаточно точными часами |
Направление проволоки/присадочного материала, определяемое положение и угол | Приборы, применяемые для измерения, подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
Таблица 24 - Прочие параметры
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Давление в горелке | Приборы подлежат валидации, если контроль давления имеет важное значение для свойств сварного шва | Следует использовать контрольный прибор (манометр) |
Давление (вакуум) в камере | Приборы подлежат валидации, если контроль давления имеет важное значение для свойств сварного шва | Следует использовать контрольный прибор (манометр) |
13 Приварка дуговая шпилек (группа 78)
Приварка шпилек представляет собой процесс, в котором один или несколько параметров иногда не достигают заданных значений из-за короткого времени сварки. Из-за этого могут возникнуть отклонения от заданных значений. Это необходимо учитывать при проведении любой калибровки, верификации и валидации. Дополнительная информация о процессе приведена в приложении А.
Технические требования к процедуре сварки приведены в ИСО 14555. Калибровка, верификация или валидация могут потребоваться для параметров сварки, указанных в таблицах 25 и 26.
Таблица 25 - Приварка шпилек плавлением (группы 783 и 784)
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Сварочный ток | Приборы, применяемые для измерения, подлежат валидации. Сварочный ток является средним током, при этом не учитывается начальное повышение, понижение и короткое замыкание в конце сварочного цикла. Требуемая точность ±10% от номинального значения | Валидация с помощью датчика тока класса 2 |
Установка времени прохождения тока | Приборы, применяемые для измерения времени прохождения тока, подлежат валидации. Время прохождения тока измеряют в виде интервала между началом протекания сварочного тока (50% от заданного значения) и началом погружения шпильки в сварочную ванну (отключение соленоида). Требуемая точность составляет ±10% от номинального значения. | Валидация может быть выполнена при помощи запоминающего осциллографа с погрешностью не менее ±5% |
Примечание - Общее время сварки зависит от типа сварочной горелки, положения сварки, скорости погружения, подъема и т.д., и не используется для управления технологическим процессом (отсутствие валидации) | ||
Подъем | При отсутствии индикации контрольных точек подъема разброс между минимальным и максимальным показаниями в некоторой точке не должен превышать 1 мм при выполнении не менее 10 циклов подъема. | Измерение с помощью штангенциркулей, стальных линеек и т.д. Калибровка или верификация таких измерительных приборов определена стандартами |
Таблица 26 - Приварка шпилек конденсаторным разрядом (группы 785 и 786)
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Зарядное напряжение | Приборы, применяемые для измерения, подлежат валидации. Напряжение между выводами батареи конденсаторов по окончании зарядки. Требуемая точность: ±5 В | Следует использовать контрольный прибор (вольтметр) |
14 Пайка (группа 9)
14.1 Общие положения
Технические требования к процедуре пайки изложены в ИСО 13134. Калибровка, верификация или валидация могут потребоваться для параметров пайки, указанных в таблицах 27-42.
14.2 Пайка высокотемпературная газопламенная (ручная и механизированная) (группа 912)
Таблица 27 - Горючий газ
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Тип | Обычная практика не предусматривает применения приборов, если не требуется входной контроль поставляемого газа. Требуемая точность должна соответствовать составу газа | Следует использовать установленный метод анализа газов |
Расход | Приборы измерения расхода подлежат валидации, при их наличии. | Следует использовать контрольный прибор (расходомер) |
Давление | Манометры подлежат валидации. | Следует использовать контрольный прибор (манометр) |
Размер и номер сопла | Достаточно проверить тип и номера сопла. Приборы не требуются | - |
14.3 Пайка высокотемпературная индукционная (группа 916)
Таблица 28 - Временно-температурный цикл
Обозначение | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Измерение температуры | Не предусмотрено использование специальных приборов | - |
Измерение времени | Проверка с помощью секундомеров | Часы считаются достаточно точными при отсутствии явных дефектов |
Таблица 29 - Индукционная катушка
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Положение | Приборы, применяемые для измерения, подлежат соответствующей калибровке, верификации или валидации | Средства измерений, такие как штангенциркули, микрометры и т.д., определены стандартами |
14.4 Пайка высокотемпературная электросопротивлением (группа 918)
Применяют в соответствующих случаях положения раздела 8 для контактной сварки.
14.5 Пайка высокотемпературная в печи (группа 921)
Таблица 30 - Временно-температурный цикл
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Измерение температуры | Термопары являются стабильными и точными приборами и не требуют калибровки, верификации или валидации. Подключенные электрические приборы и вся измерительная система подлежат валидации. | Валидация всей измерительной системы может быть выполнена путем проверок, при достаточном количестве замеров температуры, с помощью контрольной термопары |
Измерение времени | Часы, регистрирующая аппаратура. | Приборы регистрации времени подлежат валидации с помощью часов |
Таблица 31 - Тип печи
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Тип печи | См. 5.1 | - |
Таблица 32 - Атмосфера в печи
Обозначение | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Тип | Обычная практика не предусматривает использования приборов, если не требуется входной контроль поставляемого газа. Требуемая точность должна соответствовать составу газа | Следует использовать установленный метод анализа газов |
Чистота | Не предусматривается использование специальных приборов | - |
Расход газа | Приборы подлежат валидации. Требуемая точность ±20% от расхода газа | Следует использовать контрольный прибор (расходомер) |
14.6 Пайка высокотемпературная в вакууме (группа 922)
Таблица 33 - Временно-температурный цикл
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Измерение температуры | Термопары являются стабильными и точными приборами и не требуют калибровки, верификации или валидации. Подключенные электрические приборы и вся измерительная система подлежат валидации. | Валидация всей измерительной системы может быть выполнена путем проверок при достаточном количестве замеров температуры с помощью контрольной термопары |
Измерение времени | Часы, регистрирующая аппаратура. | Приборы регистрации времени должны подлежать валидации с помощью часов |
Таблица 34 - Тип печи
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Тип печи | См. 5.1 | - |
Таблица 35 - Вакуумметрическое давление
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Давление в печи | Приборы подлежат валидации, если контроль давления имеет значение для целей выполнения соединения с помощью пайки | Следует использовать контрольный прибор (манометр) |
Таблица 36 - Ускоренное охлаждение газом
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Тип | Обычная практика не предусматривает использования приборов, если не требуется входной контроль поставляемого газа. Требуемая точность должна соответствовать составу газа | Следует использовать установленный метод анализа газов |
Давление | Манометры подлежат валидации | Следует использовать контрольный прибор (манометр) |
14.7 Пайка высокотемпературная в печи в открытой атмосфере (группа 921)
Таблица 37 - Временно-температурный цикл
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Измерение температуры | Термопары являются стабильными и точными приборами и не требуют калибровки, верификации или валидации. Подключенные электрические приборы и вся измерительная система подлежат валидации. | Валидация всей измерительной системы может быть выполнена путем проверок при достаточном количестве замеров температуры с помощью контрольной термопары |
Измерение времени | Часы, регистрирующая аппаратура. | Приборы регистрации времени подлежат валидации с помощью часов |
Таблица 38 - Тип печи
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Тип печи | См. 5.1 | - |
14.8 Пайка высокотемпературная погружением в расплавленный припой (группа 923), пайка высокотемпературная погружением в расплавленную соль (группа 924) и пайка высокотемпературная погружением в ванну с флюсом (группа 925)
Таблица 39 - Временно-температурный цикл
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Измерение температуры | Термопары являются стабильными и точными приборами и не требуют калибровки, верификации или валидации. Подключенные электрические приборы и вся измерительная система подлежат валидации. | Валидация всей измерительной системы может быть выполнена путем проверок при достаточном количестве замеров температуры с помощью контрольной термопары |
Измерение времени | Часы, регистрирующая аппаратура. | Приборы регистрации времени должны подлежать валидации с помощью часов |
Таблица 40 - Состав ванны
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Состав ванны | Не предусмотрено использование специальных приборов | - |
14.9 Пайка низкотемпературная инфракрасным лучом (группа 941)
Таблица 41 - Измерение температуры
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Измерение температуры | Термопары являются стабильными и точными приборами и не требуют калибровки, верификации или валидации. Подключенные электрические приборы и вся измерительная система подлежат валидации. | Валидация всей измерительной системы может быть выполнена путем проверок при достаточном количестве замеров температуры с помощью контрольной термопары |
Таблица 42 - Атмосфера
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Тип | Обычная практика не предусматривает использования приборов, если не требуется входной контроль поставляемого газа. Требуемая точность должна соответствовать составу газа | Следует использовать установленный метод анализа газов |
Чистота | Не предусмотрено использование специальных приборов | - |
Расход газа | Приборы подлежат валидации. Требуемая точность ±20% от расхода газа | Следует использовать контрольный прибор (расходомер) |
15 Предварительный подогрев и/или термообработка после сварки
15.1 Предварительный подогрев
Предварительный подогрев является важной операцией (при необходимости) и контроль предварительного подогрева имеет значение для свойств сварных швов. Калибровка, верификация или валидация могут потребоваться для параметров технологического процесса, указанных в таблице 43.
Таблица 43 - Измерение температуры
Наименование | Необходимость калибровки, верификации или валидации | Прибор и техническое средство |
Измерение температуры предварительного подогрева, температуры между проходами и температуры сопутствующего подогрева | Поверхностные контактные термометры, термопары, термочувствительные материалы (термохромные мелки и краски), оптические приборы для бесконтактного измерения и другие тепловые индикаторы температуры. | Для обычных температур предварительного подогрева валидацию можно проводить в двух контрольных точках: при температуре плавления льда и кипения воды. При высоких температурах предварительного подогрева и, в частности, после изменения диапазона измерения прибора валидацию проводят при более высокой температуре контрольной точки. Может быть использована контрольная термопара |
Измерение времени | Часы, регистрирующая аппаратура. | Часы считаются достаточно точными при отсутствии явных дефектов. Приборы регистрации времени должны подлежать валидации с помощью часов |
15.2 Термическая обработка после сварки
Термическая обработка после сварки является важной операцией (при необходимости) и надлежащий контроль имеет значение для свойств сварных швов и всей конструкции. Калибровка, верификация или валидация могут потребоваться для параметров технологического процесса, указанных в таблице 44.
Таблица 44 - Температурно-временное измерение
Наименование | Необходимость калибровки, верификации или валидации | Инструменты и технические средства |
Измерение температуры | Термопары являются стабильными и точными приборами и не требуют калибровки, верификации или валидации. Подключенные электрические приборы и вся измерительная система подлежат валидации. | Валидация всей измерительной системы может быть выполнена путем проверок при достаточном количестве замеров температуры с помощью контрольной термопары. |
Измерение времени термической обработки | Часы, регистрирующая аппаратура. | Приборы регистрации времени должны подлежать валидации с помощью часов |
Регистратор температуры | Регистратор температуры подлежит валидации или калибровке. Рекомендуемый класс точности - 0,5 | Для калибровки и валидации должен быть использован температурный симулятор |
16 Зачистка швов после сварки
Калибровка, верификация или валидация могут потребоваться для параметров технологического процесса, указанных в таблице 45.
Таблица 45 - Зачистка шва после сварки
Наименование | Необходимость калибровки, верификации или валидации | Инструменты и технические средства |
Состояние поверхности | Приборы, применяемые для контроля состояния поверхности, подлежат калибровке и валидации | Специальные приборы для измерения характеристик поверхности. Необходимо руководствоваться соответствующими стандартами на оборудование |
Методы | Приборы, применяемые для управления технологическим процессом, подлежат соответствующей калибровке, верификации или валидации в зависимости от характера методов очистки: мойка, травление, абразивная обработка и т.д. | Необходимо руководствоваться соответствующими стандартами на оборудование |
17 Резка кислородная (группа 81) и другие вспомогательные операции
Контроль работы аппаратов кислородной резки проводят путем наблюдения за качеством (внешним видом) поверхностей среза, а не по измерению давления и расхода газа. Калибровку, верификацию или валидацию не проводят, если того не требуют специальные условия.
Примечание - Испытание процедуры кислородной резки и других вспомогательных операций не требуется.
Приложение А
(справочное)
Детали процесса приварки шпилек
|
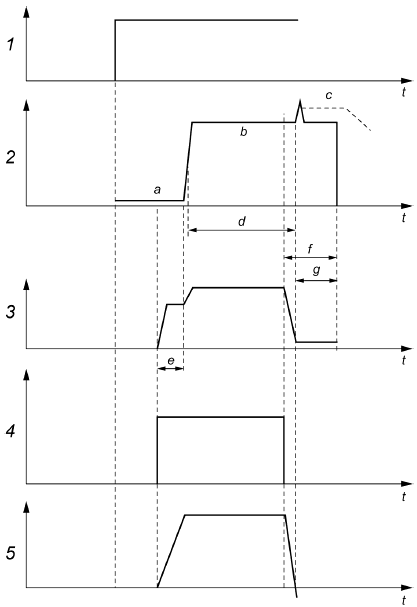
1 - триггер; 2 - ток; 3 - напряжение; 4 - напряжение на соленоиде (установленное время сварки); 5 - перемещение шпильки; а - сигнальный ток; b - основной ток; с - ток короткого замыкания; d - время сварки; е - дежурная дуга; f - время окончания сварки; g - время короткого замыкания
Рисунок А.1 - Схема дуговой приварки шпилек растягиваемой дугой (783)
Приложение В
(справочное)
Приемочные испытания оборудования
Калибровка, верификация и валидация измерительных приборов, используемых для производства и/или приемочных испытаний оборудования, выходят за рамки настоящего стандарта. Можно руководствоваться приведенными ниже рекомендациями:
Для многих типов оборудования определены требования к выходному контролю. Как правило, стандарты содержат положения о верификации, валидации или калибровке измерительных приборов, встроенных в оборудование.
Ряд стандартов определяют требования к приемочным испытаниям оборудования. Эти стандарты относятся к сложному оборудованию, когда стадия монтажа имеет решающее значение для качества всей установки и/или оборудование состоит из узлов, поставляемых более чем одним поставщиком. Часть окончательных приемочных испытаний выполняют после установки оборудования в сварочном цехе.
Международные стандарты для приемочных испытаний, например от ИСО 14744-1 до ИСО 14744-6 и от ИСО 15616-1 до ИСО 15616-3, содержат положения для проверки координатных столов, поворотных столов и т.д. Эти положения могут использоваться для приемочных испытаний аналогичного оборудования, установленного в сочетании со сложной аппаратурой для других процессов сварки.
Приложение С
(справочное)
Заинтересованные стороны
Производители должны быть осведомлены о том, что правовые, договорные или коммерческие требования могут ограничить выбор организации, выполняющей калибровку, верификацию или валидацию. Организации может потребоваться особый статус, например в качестве аккредитации третьей стороной. Требования зависят от характера продукции, а также от заказчика. Производитель должен учитывать все возможные требования для того, чтобы избежать ненужных повторных калибровок и т.д.
Калибровка, верификация и валидация требуют непрерывной цепи прослеживаемости на всем пути обратно к объекту или явлению, которые непосредственно отражают определение одной или нескольких физических величин с помощью более точных приборов. Немногие производители способны выполнять всю цепочку необходимых калибровок и верификаций и вынуждены полагаться на субподрядчиков (организации, специализирующиеся на фундаментальной калибровке и верификации). Производитель должен иметь в виду, что требования к статусу поверочной организации (при ее наличии) относятся ко всем субподрядчикам по всей цепочке прослеживаемости.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 669 | - | * |
ISO 5171 | - | * |
ISO 5172:2006 | - | * |
ISO 5826 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 3834-1 | Quality requirements for fusion welding of metallic materials - Part 1: Criteria for the selection of the appropriate level of quality requirements (Tребования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований) |
[2] | ISO 3834-2 | Quality requirements for fusion welding of metallic materials - Part 2: Comprehensive quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству) |
[3] | ISO 3834-3 | Quality requirements for fusion welding of metallic materials - Part 3: Standard quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству) |
[4] | ISO 3834-4 | Quality requirements for fusion welding of metallic materials - Part 4: Elementary quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству) |
[5] | ISO 4063 | Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов) |
[6] | ISO 8206 | Acceptance tests for oxygen cutting machines - Reproducible accuracy - Operational characteristics (Приемочные испытания машин для кислородной резки. Воспроизводимая точность. Эксплуатационные характеристики) |
[7] | ISO 9000 | Quality management systems - Fundamentals and vocabulary (Система менеджмента качества. Основные положения и словарь) |
[8] | ISO 10012 | Measurement management systems - Requirements for measurement processes and measuring equipment (Система менеджмента измерений. Требования к измерительным процессам и измерительному оборудованию) |
[9] | ISO 14744-1 | Welding - Acceptance inspection of electron beam welding machines - Part 1: Principles and acceptance conditions (Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 1. Правила и условия приемки) |
[10] | ISO 14744-2 | Welding - Acceptance inspection of electron beam welding machines - Part 2: Measurement of accelerating voltage characteristics (Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 2. Измерение характеристик ускоряющего напряжения) |
[11] | ISO 14744-3 | Welding - Acceptance inspection of electron beam welding machines - Part 3: Measurement of beam current characteristics (Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 3. Измерение характеристик тока луча) |
[12] | ISO 14744-4 | Welding - Acceptance inspection of electron beam welding machines - Part 4: Measurement of welding speed (Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 4. Измерение скорости сварки) |
[13] | ISO 14744-5 | Welding - Acceptance inspection of electron beam welding machines - Part 5: Measurement of run-out accuracy (Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 5. Измерение точности геометрии) |
[14] | ISO 14744-6 | Welding - Acceptance inspection of electron beam welding machines - Part 6: Measurement of stability of spot position (Сварка. Приемочный контроль машин для электронно-лучевой сварки. Часть 6. Измерение стабильности расположения сварной точки) |
[15] | ISO/TR 16060 | Destructive tests on welds in metallic materials - Etchants for macroscopic and microscopic examination (Разрушающие испытания сварных швов металлических материалов. Реактивы для макроскопических и микроскопических исследований) |
[16] | ISO/TR 18491 | Welding and allied processes - Guidelines for measurement of welding energies (Сварка и связанные с ней процессы. Рекомендации по измерению энергии сварки) |
[17] | IEC 62135-1 | Resistance welding equipment - Part 1: Safety requirements for design, manufacture and installation (Оборудование для контактной сварки. Часть 1. Требования безопасности к конструкции, изготовлению и установке) |
[18] | IEC 62135-2 | Resistance welding equipment - Part 2: Electromagnetic compatibility (EMC) requirements (Оборудование для контактной сварки. Часть 2. Требования к электромагнитной совместимости) |
[19] | EN 50505 | Basic standard for the evaluation of human exposure to electromagnetic fields from equipment for resistance welding and allied processes (Основной стандарт для оценки воздействия на человека электромагнитных полей от оборудования для контактной сварки и родственных процессов) |
[20] | EN 60974-1 | Arc welding equipment - Part 1: Welding power source (Оборудование для дуговой сварки. Часть 1. Источники питания) |
[21] | ISO 6947 | Welding and allied processes - Welding positions (Сварка и родственные процессы. Положения при сварке) |
[22] | ISO 14554-1 | Quality requirements for welding - Resistance welding of metallic materials - Part 1: Comprehensive quality requirements (Требования к качеству сварки. Контактная сварка металлических материалов. Часть 1. Общие требования к качеству) |
[23] | ISO 14554-2 | Quality requirements for welding - Resistance welding of metallic materials - Part 2: Elementary quality requirements (Требования к качеству сварки. Контактная сварка металлических материалов. Часть 2. Элементарные требования к качеству) |
[24] | ISO 14555 | Welding - Arc stud welding of metallic materials (Сварка. Дуговая приварка шпилек из металлических материалов) |
[25] | ISO 15609-1 | Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 1: Arc welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка) |
[26] | ISO 15609-2 | Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 2: Gas welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка) |
[27] | ISO 15609-3 | Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 3: Electron beam welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 3. Электронно-лучевая сварка) |
[28] | ISO 15609-4 | Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 4: Laser beam welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка) |
[29] | ISO 15609-5 | Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 5: Resistance welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка) |
[30] | ISO 15614-11 | Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 11: Electron and laser beam welding (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка) |
[31] | ISO 15616-1 | Acceptance tests for |
[32] | ISO 15616-2 | Acceptance tests for |
[33] | ISO 15616-3 | Acceptance tests for |
[34] | ISO 15616-4 | Acceptance tests for |
[35] | ISO 15620 | Welding - Friction welding of metallic materials (Сварка. Сварка трением металлических материалов) |
[36] | ISO 17637 | Non-destructive testing of welds - Visual testing of fusion-welded joints (Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением) |
[37] | ISO 22827-1 | Acceptance tests for Nd:YAG laser beam welding machines - Machines with optical fiber delivery - Part 1: Laser assembly (Приемочные испытания машин для сварки Nd:YAG лазерным лучом. Волоконно-оптические машины. Часть 1. Лазерный блок) |
[38] | ISO 22827-2 | Acceptance tests for Nd:YAG laser beam welding machines - Machines with optical fiber delivery - Part 2: Moving mechanism (Приемочные испытания машин для сварки Nd:YAG лазерным лучом. Волоконно-оптические машины. Часть 2. Передвижной механизм) |
[39] | EN 13134 | Brazing - Procedure approval (Пайка твердым припоем. Аттестация процедуры) |
[40] | EN 50504 | Validation of arc welding equipment (Валидация оборудования для дуговой сварки) |
[41] | ISO 9001 | Quality management systems - Requirements (Системы менеджмента качества. Требования) |
[42] | ISO 9004 | Managing for the sustained success of an organization - A quality management approach (Менеджмент для достижения устойчивого успеха организации. Подход на основе менеджмента качества) |
[43] | ISO/IEC Guide 99:2007 | International vocabulary of metrology - Basic and general concepts and associated terms (VIM) (Международный словарь по метрологии. Основные и общие понятия и соответствующие термины (VIM)) |
УДК 621.791.006.354 | ОКС 25.160.30 | ||
Ключевые слова: сварка, калибровка, верификация, валидация, сварочное оборудование | |||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}