ГОСТ 7250-60*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ ДЛЯ ДЮЙМОВОЙ РЕЗЬБЫ
Допуски на резьбу
Taps for inch threads. Thread tolerances
Дата введения 1961-01-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров Союза ССР 20 сентября 1960 г. Срок введения установлен с 01.01.61 г.
ВЗАМЕН ГОСТ 7250-54
* ПЕРЕИЗДАНИЕ (август 1981 г.) с Изменением N 1, утвержденным в январе 1981 г. (ИУС 3-1981 г.)
1. Настоящий стандарт распространяется на метчики для дюймовой резьбы по ОСТ НКТП 1260.
2. Метчики должны изготовляться четырех степеней точности: С, D, Е и Н.
1, 2. (Измененная редакция, Изм. N 1).
3. Предельные отклонения должны отсчитываться от линии теоретического профиля резьбы, приведенного в соответствующих чертежах, и должны соответствовать указанным на черт.2 и в табл.3, 4.
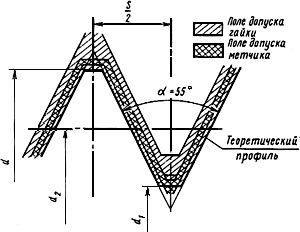
Черт.2*
_______________
* Черт.1 (Исключен, Изм.N 1).
а) Степени точности С и D - черт.2 и табл.3.
Таблица 3*
________________
* Табл.1, 2. (Исключены, Изм. N 1).
Номи- | Число ниток на 1" | Наружный диаметр | Средний диаметр | Внутрен- ний диаметр | Шаг резьбы | Допускаемое отклонение для | ||||
Предельные отклонения, мкм | ||||||||||
Нижнее | Верхнее | Нижнее | Верхнее | Верхнее | На длине до 25 мм | |||||
степени точности | степени точности | |||||||||
С | D | С | D | |||||||
20 | 70 | 106 | 16 | 31 | 38 | 96 | 10 | 15 | 25 | |
18 | 90 | 126 | 20 | 35 | 42 | 109 | ||||
16 | 118 | |||||||||
( | 14 | 110 | 153 | 38 | 47 | 131 | 20 | |||
12 | 130 | 173 | 151 | |||||||
153 | ||||||||||
11 | 160 | 203 | 25 | 43 | 52 | 172 | ||||
10 | 212 | 46 | 58 | 182 | ||||||
9 | 209 | |||||||||
1 | 8 | 200 | 252 | 30 | 51 | 63 | 236 | |||
7 | 240 | 292 | 261 | |||||||
302 | 55 | 69 | 266 | |||||||
( | 6 | 280 | 342 | 316 | 15 | |||||
321 | ||||||||||
( | 5 | 360 | 422 | 36 | 61 | 75 | 370 | |||
375 | ||||||||||
( | 4,5 | 413 | ||||||||
2 | 418 | |||||||||
б) Степени точности Е и Н - черт.2 и табл.4.
Таблица 4*
________________
* Табл.5 (Исключена, Изм. N 1).
Номи- нальный диаметр резьбы, дюймы | Число ниток на 1" | Наружный диаметр | Средний диаметр | Внутренний диаметр | Шаг резьбы | Допускаемое отклонение для | |||||
Предельные отклонения, мкм | |||||||||||
Нижнее | Верхнее | Нижнее | Верхнее | Верхнее | На длине | ||||||
степени точности | 10 мм | 25 мм | |||||||||
Е | Н | ||||||||||
20 | 70 | 118 | 16 | 46 | 64 | 96 | 30 | 50 | 35 | ||
18 | 90 | 148 | 20 | 56 | 78 | 109 | 30 | ||||
16 | 118 | ||||||||||
( | 14 | 110 | 180 | 63 | 90 | 131 | |||||
12 | 130 | 200 | 151 | 25 | |||||||
153 | |||||||||||
11 | 160 | 230 | 25 | 68 | 95 | 172 | |||||
10 | 244 | 77 | 109 | 182 | |||||||
9 | 209 | ||||||||||
1 | 8 | 200 | 284 | 30 | 82 | 114 | 236 | 20 | |||
7 | 240 | 324 | 261 | - | |||||||
340 | 92 | 130 | 266 | ||||||||
( | 6 | 280 | 380 | 316 | |||||||
( | 321 | ||||||||||
( | 5 | 360 | 460 | 36 | 98 | 136 | 370 | ||||
( | 375 | ||||||||||
( | 4,5 | 413 | 15 | ||||||||
2 | 418 | ||||||||||
4. Форма основания (дна) впадины профиля резьбы метчика.
По впадинам резьбы метчика закругления углов (см. черт.4) могут доходить до линии наименьшего внутреннего диаметра гайки по ОСТ НКТП 1261 и ОСТ НКТП 1262.
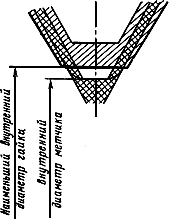
Черт.4*
________________
* Черт.3. (Исключен, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1981
{kind=link}