ГОСТ 28719-90
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФРЕЗЫ НАСАДНЫЕ ТОРЦОВО-ЦИЛИНДРИЧЕСКИЕ
С ВИНТОВЫМИ ЗУБЬЯМИ СО СМЕННЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
Технические условия
Shell-type helical end mills, with indexable carbide inserts.
Specifications
МКС 25.100.20
ОКП 39 1855
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 01.11.90 N 2778
3. Стандарт полностью соответствует СТ СЭВ 6675-89
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела, пункта |
ГОСТ 8.051-81 | 4.2 |
ГОСТ 2789-73 | 2.5 |
ГОСТ 4543-71 | 2.3 |
ГОСТ 9013-59 | 4.3 |
ГОСТ 9378-93 | 4.4 |
ГОСТ 9472-90 | 1.2 |
ГОСТ 14959-79 | 2.3 |
ГОСТ 18088-83 | 2.11; 2.12; 5 |
ГОСТ 23726-79 | 3 |
ГОСТ 25706-83 | 4.4 |
6. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
7. ПЕРЕИЗДАНИЕ. Май 2005 г.
Настоящий стандарт распространяется на насадные торцово-цилиндрические фрезы с винтовыми зубьями со сменными твердосплавными пластинами, предназначенные для фрезерования пазов, уступов и различных поверхностей в деталях из конструкционных, легированных и углеродистых сталей и сплавов.
Требования стандарта в части разд.1, 2, 4 и 5 являются обязательными.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры фрез должны соответствовать указанным на чертеже и в таблице.
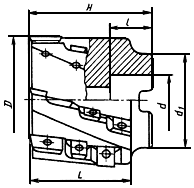
Размеры в мм
Обозна- | Приме- |
|
|
| Число рядов зубьев | |||
Не менее | ||||||||
2214-0501 | 50 | 22 | 40 | 58 | 49 | 20 | 6 | |
2241-0502 | 63 | 27 | 48 | 60 | 22 | |||
2214-0503 | 80 | 32 | 58 | 70 | 60 | 28 | ||
2214-0505 | 100 | 40 | 70 | 80 | 70 | 30 | 8 | |
2214-0506 | 12 | |||||||
2214-0507 | 125 | 50 | 90 | 92 | 80 | 45 | 8 | |
2214-0508 | 10 | |||||||
Пример условного обозначения фрезы диаметром 100 мм и с числом рядов зубьев 8:
Фреза 2214-0505 ГОСТ 28719-90
1.2. Шпоночный паз - по ГОСТ 9472.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. В качестве режущей части должны применяться сменные многогранные твердосплавные пластины. Форма и размеры пластин, а также технические требования на пластины должны соответствовать технической документации, утвержденной в установленном порядке.
2.3. Корпус фрезы должен быть изготовлен из стали марки 50ХФА по ГОСТ 14959.
Допускается изготовление корпуса из стали марки 50ХГФА по ГОСТ 14959 или стали марки 40Х по ГОСТ 4543.
2.4. Твердость корпуса фрез должна быть 26...34 HRC.
Поверхностная твердость корпуса (кроме резьбовых отверстий) - 49...54 HRC на глубине (0,2±0,1) мм.
2.5. Параметры шероховатости поверхностей корпуса по ГОСТ 2789 не должны быть более, мкм:
опорных поверхностей под сменные режущие пластины | 2,5 |
посадочного отверстия, торцовой опорной поверхности корпуса | 0,8 |
боковых поверхностей шпоночного паза | 3,2 |
2.6. Допуск радиального биения режущих кромок фрезы относительно оси посадочного отверстия, мм:
0,1 - на цилиндрической части кроме торцовой пластины
(0,06 - при контроле по эталонной пластине);
0,08 - на торцовой пластине
(0,04 - при контроле по эталонной пластине).
2.7. Допуск торцового биения вершин режущих кромок фрезы относительно оси посадочного отверстия - 0,1 мм (0,06 мм - при контроле по эталонной пластине).
2.8. Допуск биения опорного торца относительно оси посадочного отверстия - 0,01 мм.
2.9. Зазоры между опорными поверхностями пластины и корпуса под режущей кромкой не допускаются.
2.10. На корпусе фрезы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- обозначение фрезы (последние четыре цифры);
- диаметр фрезы;
- длина режущей части.
2.11. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
2.12. Упаковка - по ГОСТ 18088.
3. ПРИЕМКА
Правила приемки - по ГОСТ 23726.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида проводят визуально.
4.2. Контроль параметров фрез следует проводить средствами контроля, имеющими погрешность не более:
- при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
- при контроле формы и расположения поверхностей - 25% значений допуска на проверяемый параметр;
- при измерении углов - 35% значений на проверяемый параметр.
4.3. Контроль твердости - по ГОСТ 9013.
4.4. Контроль параметров шероховатости фрез проводят сравнением с контрольными образцами, имеющими указанные в п.2.5 значения параметров шероховатости или с образцами шероховатости поверхностей по ГОСТ 9378.
Сравнение проводят при помощи лупы ЛП-1-4 по ГОСТ 25706.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
Электронный текст документа
и сверен по:
, 2005
{kind=link}