ГОСТ Р 56578-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОЛОВКИ ШЛИФОВАЛЬНЫЕ
Технические условия
Mounted wheels. Specifications
ОКС 25.100.70
Дата введения 2016-07-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ФГУП "ВНИИНМАШ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 25 сентября 2015 г. N 1370-ст
4 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
ИСО 525:2013* "Абразивная продукция на связке. Общие требования" (ISO 525:2013 "Bonded abrasive products - General requirements", NEQ) в части обозначений шлифовальных головок;
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
ИСО 603-12:1999 "Абразивная продукция на связке. Размеры. Часть 12. Круги для снятия заусенцев и зачистки на прямых шлифовальных машинах" (ISO 603-12:1999 "Bonded abrasive products - Dimensions - Part 12: Grinding wheels for deburring and fetting on a straight grinder", NEQ) в части типов и размеров шлифовальных головок с резьбовым отверстием;
ИСО 13942:2000 "Абразивная продукция на связке. Предельные отклонения размеров и допуски биений" (ISO 13942:2000 Bonded abrasive products - Limit deviations and rum-out tolerances", NEQ) в части предельных отклонений размеров шлифовальных головок с резьбовым отверстием
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Февраль 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на шлифовальные головки (далее - головки) из электрокорундовых (А), карбидкремниевых (С) материалов на керамической связке (V).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 14192 Маркировка грузов
ГОСТ 24643 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 27595 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
_______________
Действует ГОСТ Р 52781-2007 (ИСО 525:1999, ИСО 603-1:1999, ИСО 603-2:1999, ИСО 603-3:1999, ИСО 603-4:1999, ИСО 603-5:1999, ИСО 603-6:1999, ИСО 13942:2000) "Круги шлифованные и заточные. Технические условия".
ГОСТ Р 52381 (ИСО 8486-1:1996, ИСО 6344-2:1998, ИСО 9138:1993, ИСО 9284:1992) Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 52587 Инструмент абразивный. Обозначения и методы измерения твердости
ГОСТ Р 52588 Инструмент абразивный. Требования безопасности
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Классификация и размеры
3.1 Головки следует изготовлять с резьбовым отверстием и с оправкой.
3.2 Головки с резьбовым отверстием следует изготавливать следующих типов:
- 16 - сводчатые;
- 18 - цилиндрические;
- 18R - шаровые с цилиндрической боковой поверхностью;
- 19 - конические.
3.3 Головки с оправкой следует изготавливать следующих типов:
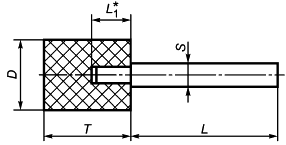
- 52(AW) - цилиндрические;
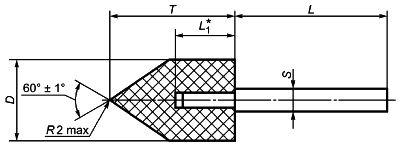
- 52(EW) - конические;
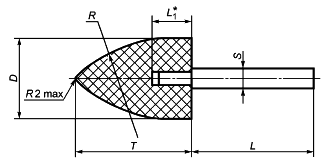
- 52(F-1W) - сводчатые;
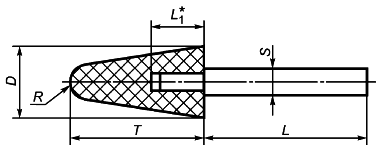
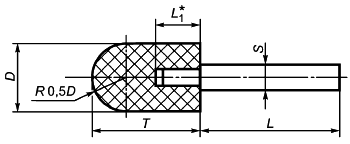
- 52(KW) - конические с закругленной вершиной;
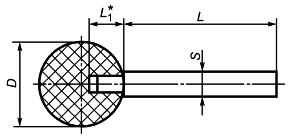
- 52(F-2W) - шаровые;
- 52(FW) - шаровые с цилиндрической боковой поверхностью;
- 52(DW) - угловые.
3.4 Размеры головок должны соответствовать указанным на рисунках 1-11 и в таблицах 1-10.
|
_______________
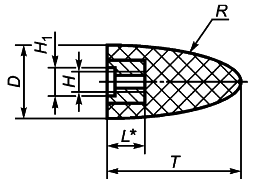
* Размер для справок.
Рисунок 1 - Тип 16
Таблица 1
В миллиметрах | |||||
D | Т | Н | Н | L | R |
40 | 63 | М12 | 14 | 20 | 190 |
63 | 80 | М16 | 18 | 25 | 165 |
80 | 150 | ||||
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | |||||
|
|
_______________ * Размер для справок. | _______________ * Размер для справок. |
Рисунок 2 - Тип 18 | Рисунок 3 - Тип 18R |
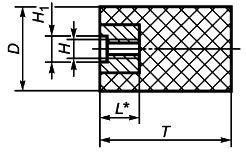
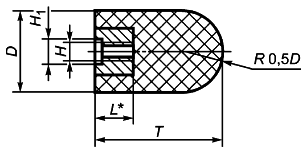
Таблица 2
В миллиметрах | ||||
D | Т | Н | H | L |
32 | 40, 50 | М10 | 12 | 16 |
40 | 40, 50, 63 | М12 | 14 | 16, 20 |
50 | 50, 80 | М12, М14 | 14, 16 | 20 |
63 | 63, 80 | М16 | 18 | 25 |
80 | 80 | |||
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | ||||
|
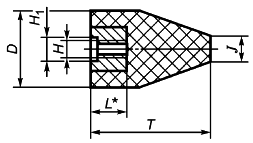
________________
* Размер для справок.
Рисунок 4 - Тип 19
Таблица 3
В миллиметрах | |||||
D | Т | Н | H | J | L |
32 | 50 | М10 | 12 | 10 | 16 |
40 | 63 | М12 | 14 | 10 | 20 |
50 | 80 | М12, М14 | 14, 16 | 13 | 25 |
63 | 63, 80, 100 | М16 | 18 | 16, 20 | 25, 30 |
80 | 80, 100 | 20 | |||
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | |||||
|
_______________
* Размер для справок.
Рисунок 5 - Тип 52(AW)
Таблица 4
В миллиметрах | ||||
D | Т | S | L | L |
3, 4, 5 | 6, 10, 13 | 2,4; 3,0; 6,0 | 30 | 3, 6 |
6 | 6, 10, 13, 20 | |||
8 | 10, 13, 20 | 3,0; 6,0 | 30, 40 | 6, 8, 13 |
10 | 10, 13, 20, 25, 32 | |||
13 | 13, 20, 25, 32, 40 | 6,0 | 8, 13, 20 | |
16 | 20, 25, 40, 50 | 8, 13, 20, 32 | ||
18 | 6, 10, 20 | 3, 6, 8, 13 | ||
20 | 10, 20, 25, 32, 40, 50 | 6, 8, 13, 20, 32 | ||
25 | 10, 16, 25, 32, 40, 50 | |||
32 | 10, 16, 25, 32, 40, 50 | |||
40 | 16, 20, 25, 32, 40, 50, 63 | 6,0; 8,0 | 13, 20, 32 | |
50 | 25, 32, 40, 50, 63 | 8,0 | ||
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | ||||
|
_______________
* Размер для справок.
Рисунок 6 - Тип 52(EW)
Таблица 5
В миллиметрах | ||||
D | Т | S | L | L |
6 | 10, 25 | 3 | 30 | 5, 15 |
10 | 25 | 15 | ||
16 | 50 | 6 | 40 | |
20 | 25, 32 | |||
32 | 50 | 20 | ||
Примечание - По заказу потребителя допускается изготавливать головки размерами отличными от указанных в таблице. | ||||
|
_______________
* Размер для справок.
Рисунок 7 - Тип 52(F-1W)
Таблица 6
В миллиметрах | |||||
D | Т | S | L | L | R |
6 | 10 | 3 | 30 | 6 | 12 |
10 | 20 | 10 | 25 | ||
25 | 40 | 6 | 16 | 45 | |
32 | 50 | 25 | 65 | ||
40 | 25 | 8 | 40 | 10 | |
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | |||||
|
_____________
* Размер для справок.
Рисунок 8 - Тип 52(KW)
Таблица 7
В миллиметрах | |||||
D | Т | S | L | L | R |
16 | 16 | 6 | 40 | 6 | 2 |
20 | 32 | 13 | 3 | ||
25 | 32 | 4 | |||
32 | 40 | 5 | |||
40 | 60 | 6, 8 | 32 | ||
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | |||||
|
.
_______________
* Размер для справок.
Рисунок 9 - Тип 52(F-2W)
Таблица 8
В миллиметрах | |||
D | S | L | L |
10 | 3 | 30 | 4 |
16 | 6 | 6 | |
20 | 30, 40 | 8 | |
25 | 10 | ||
32 | 8 | 13 | |
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | |||
|
_______________
* Размер для справок.
Рисунок 10 - Тип 52(FW)
Таблица 9
В миллиметрах | ||||
D | Т | S | L | L |
8 | 13 | 3, 6 | 30 | 4 |
10 | 16 | |||
12 | 6 | 6 | ||
16 | 20 | 40 | ||
20 | 25 | 8 | ||
25 | 10 | |||
Примечание - По заказу потребителя допускается изготавливать головки размерами, oтличными от указанных в таблице. | ||||
|
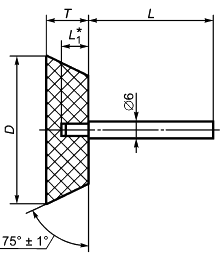
_______________
* Размер для справок.
Рисунок 11 - Тип 52(DW)
Таблица 10
В миллиметрах | |||
D | Т | L | L |
12 | 6 | 30 | 3 |
16; 20 | 8 | 30; 40 | 6 |
25; 40 | 10 | ||
Примечание - По заказу потребителя допускается изготавливать головки размерами, отличными от указанных в таблице. | |||
Пример условного обозначения шлифовальной головки типа 18, диаметром D=50 мм, высотой Т=80 мм, с резьбой М12, из зеленого карбида кремния марки 63С, зернистостью F60, твердостью Р, номером структуры 5, с предельной рабочей скоростью 40 м/с:
Головка шлифовальная 18 5080
М12 63С F60 Р 5 40 м/с ГОСТ Р 56578-2015
То же шлифовальной головки типа 52(F-1W) диаметром D=32 мм, высотой Т=50 мм, диаметром оправки S=6 мм, из белого электрокорунда марки 24А, зернистостью F54, твердостью N, номером структуры 6, с предельной рабочей скоростью 50 м/с:
Головка шлифовальная 52(F-1W) 3250
6 24А F54 N 6 50 м/с ГОСТ Р 56578-2015
То же шлифовальной головки типа 52(F-2W) диаметром D=32 мм, диаметром оправки S=8 мм из нормального электрокорунда марки 14А, зернистостью F90, твердостью О, номером структуры 7, с предельной рабочей скоростью 32 м/с:
Головка шлифовальная 52(F-2W) 328 14А F90 О 7 32 м/с ГОСТ Р 56578-2015
4 Технические требования
4.1 Головки следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Головки следует изготовлять зернистостями F46-F180 по ГОСТ Р 52381.
Примечание - По заказу потребителя допускается изготовлять головки других зернистостей.
4.3 Головки изготовляют твердостями от М до Р по ГОСТ Р 52587.
4.4 Оправки следует изготовлять из углеродистой качественной конструкционной стали с временным сопротивлением разрыву не менее 530 Н/мм.
4.5 Параметр шероховатости R по ГОСТ 2789 поверхности оправки не должен превышать 1,25 мкм.
4.6 Точность изготовления головок должна соответствовать нормам, указанным в таблице 11.
Таблица 11
В миллиметрах | ||
Наименование параметра | Предельное отклонение, допуск для головок | |
с резьбовым отверстием | с оправкой | |
Диаметр D, высота Т: | ||
До 6 включ. | ±0,3 | |
Св. 6 до 18 включ. | - | ±0,4 |
Св. 18 до 30 включ. | ±0,5 | |
Св. 30 до 50 включ. | ±0,6 | |
Св. 50 | ±0,7 | |
Диаметр D, высота Т | ||
До 40 включ. | +1,5 | - |
-0,5 | ||
Св. 40 до 50 включ. | +2,0 | |
-0,5 | ||
Св. 50 до 63 включ. | +3,0 | |
-0,5 | ||
Св. 63 до 80 включ. | +3,5 | |
-0,5 | ||
Св. 80 | +4,0 | |
-0,5 | ||
Диаметр Н | Н11 | |
Смещение оси резьбового отверстия относительно номинального расположения, не более | 0,2 | |
Радиальное биение, не более, для | ||
D |
| Не более 0,2 |
D>20 | Не более 0,3 | |
4.7 На головках не допускаются трещины, раковины, а также инородные включения размером более 1 мм.
4.8 На поверхности оправок не допускаются вмятины, трещины, забоины, заусенцы, следы коррозии.
4.9 Требования надежности
Надежностью головок могут быть коэффициент шлифования (отношение массы снятого материала к значению износа головки), шероховатость обработанной поверхности.
4.10 Маркировка
4.10.1 Маркировку головок наносят на этикетку, наклеиваемую на потребительскую тару, в соответствии с перечислениями: а, b, с, d, е, f, g, h, k, m по ГОСТ Р 52588.
Дополнительно маркируют количество головок в партии и размер оправки.
4.10.2 Транспортная маркировка - по ГОСТ 14192.
4.11 Упаковка
4.11.1 В качестве потребительской тары используют коробки или пакеты.
4.11.2 Головки в потребительской таре плотно укладывают в транспортную тару. При укладке в транспортную тару должны быть приняты меры, предохраняющие головки от атмосферных осадков, а также исключающие их перемещение и повреждение.
В качестве транспортной тары используют деревянные ящики, поддоны (европоддоны) или специальные поддоны.
4.11.3 Масса брутто транспортной тары с головками не должна превышать 60 кг.
5 Требования безопасности
5.1 Механическая прочность головок и прочность крепления их к оправкам должна обеспечивать их работу с предельными рабочими скоростями: 25, 35, 40, 50 м/с.
5.2 Остальные требования безопасности - по ГОСТ Р 52588.
6 Правила приемки
6.1 Для контроля соответствия головок требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль по ГОСТ 15.309.
6.2 Объем выборки при приемочном контроле должен составлять:
100% - по 4.7, 4.8; 10% от партии но не менее 5 шт. - по 3.4; 4.3; 4.5; 4.6.
7 Методы контроля
7.1 Контроль размеров головок проводят с применением универсальных средств измерений.
7.2 Размер для справок не контролируют.
7.3 Контроль по 4.7 и 4.8 проводят визуально; по 4.5 - сравнением с контрольным образцом, утвержденным в установленном порядке.
7.4 Контроль твердости - по ГОСТ Р 52587.
7.5 Радиальное биение контролируют индикатором часового типа по ГОСТ 577 с ценой деления 0,01 мм.
Допуск радиального биения цанги не должен превышать 4-й степени точности по ГОСТ 24643.
7.6 Испытания на механическую прочность головок и прочность крепления их к оправкам - по ГОСТ Р 52588.
8 Транспортирование и хранение
7.1 Транспортирование и хранение - по ГОСТ 27595.
7.2 Гарантийный срок хранения с момента изготовления:
- головок с резьбовым отверстием - не ограничен;
- головок с оправкой - 12 мес.
9 Гарантии изготовителя
Изготовитель должен гарантировать соответствие головок требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
УДК 621.922.02:006.354 |
|
| ОКС 25.100.70 |
Ключевые слова: шлифовальные головки из электрокорундовых, карбидкремниевых материалов, керамическая связка, зернистость, твердость | |||
Электронный текст документа
и сверен по:
, 2020
{kind=link}