ГОСТ 6637-80
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ЧЕРВЯЧНЫЕ ЧИСТОВЫЕ ДЛЯ ШЛИЦЕВЫХ
ВАЛОВ С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
Технические условия
Finishing involute spline hobs.Specifications
ОКП 39 1816
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н.Шевченко, И.Г.Лобанова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.05.80 N 2105
3. Срок проверки - 1992 г.
4. ВЗАМЕН ГОСТ 6637-53
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 8.051-81 | 4.3 |
ГОСТ 659-89 | 4.1 |
ГОСТ 1050-88 | 4.1 |
ГОСТ 2789-73 | 2.6 |
ГОСТ 4543-71 | 4.1 |
ГОСТ 6033-80 | Вводная часть, приложение 3 |
ГОСТ 6033-51 | То же |
ГОСТ 9013-59 | 4.4 |
ГОСТ 9378-93 | 4.5 |
ГОСТ 9472-90 | 1.4 |
ГОСТ 17336-80 | 4.3 |
ГОСТ 18088-83 | 2.1.4, 5.1 |
ГОСТ 19265-73 | 2.2 |
ГОСТ 20799-88 | 4.1 |
ГОСТ 23677-79 | 4.4 |
ГОСТ 23726-79 | 3.1 |
ГОСТ 25706-83 | 4.5 |
6. Постановлением Госстандарта СССР N 1735 от 13.11.91 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (май 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1987 г., ноябре 1991 г. (ИУС 6-87, 2-92)
Настоящий стандарт распространяется на червячные цельные чистовые фрезы для обработки зубчатых (шлицевых) валов с эвольвентным профилем по ГОСТ 6033-80 и ГОСТ 6033-51.
Требования стандарта в части разд.1, 2, 4, 5 и п.3.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
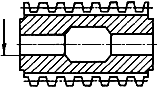
1.1. Фрезы следует изготовлять типов:
1 - для обработки валов с плоской впадиной;
2 - для обработки валов с закругленной впадиной.
1.2. Фрезы следует изготовлять правозаходными с левым направлением винтовых канавок классов точности А, В и С.
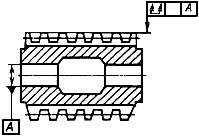
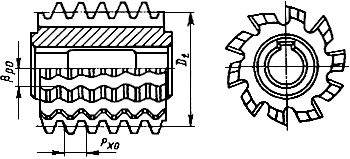
1.3. Основные размеры цельных фрез должны соответствовать указанным на чертеже и в табл.1.
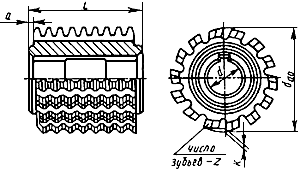
Таблица 1
мм
Фреза типа 1 | Фреза типа 2 | Модуль |
|
| Число зубьев | |||||||
Обозначение | При- | Обозначение | При- | Ряд | Номин. | Пред. откл. | ||||||
1 | 2 | |||||||||||
2520-0661 | 2520-0662 | 0,5 | 50 | 32 | 22 | 4 | 2,5 | -0,5 | 12 | |||
2520-0663 | 2520-0664 | 0,6 | ||||||||||
2520-0665 | 2520-0666 | 0,8 | ||||||||||
2520-0667 | 2520-0668 | 1,0 | ||||||||||
2520-0669 | 2520-0671 | 1,25 | 40 | |||||||||
2520-0672 | 2520-0673 | 1,5 | 56 | 45 | 3,0 | |||||||
2520-0674 | 2520-0675 | 2,0 | 63 | 50 | 27 | |||||||
2520-0676 | 2520-0677 | 2,5 | 71 | 63 | 4,0 | 10 | ||||||
2520-0678 | 2520-0679 | 3,0 | 80 | 71 | 32 | 4,5 | ||||||
2520-0681 | 2520-0682 | 3,5 | ||||||||||
2520-0683 | 2520-0684 | 4,0 | 90 | 80 | 5,0 | |||||||
2520-0685 | 2520-0686 | 5,0 | 90 | 6,0 | 9 | |||||||
2520-0687 | 2520-0688 | 6,0 | 112 | 112 | 40 | 5 | 7,0 | -1,0 | ||||
2520-0689 | 2520-0691 | (7,0) | ||||||||||
2520-0692 | 2520-0693 | 8,0 | 118 | 118 | 8,0 | |||||||
2520-0694 | 2520-0695 | 10,0 | 140 | 150 | 9,0 | |||||||
Примечания:
1. Фрезы по 1-му ряду модулей являются предпочтительными для применения.
2. Размер, взятый в скобки, применять не рекомендуется.
3. Для фрез, изготовляемых в централизованном порядке, - передний угол в нормальном сечении 0°.
Пример условного обозначения фрезы с модулем =5,0 мм, класса точности А, типа 1:
Фреза 2520-0685 5,0 А ГОСТ 6637-80
1.4. Шпоночный паз - по ГОСТ 9472.
Допускается изготовлять шпоночный паз фрез с полем допуска по ширине - В12, по высоте
- Н14.
(Измененная редакция, Изм. N 1).
1.5. Расчетные размеры фрез указаны в приложении 1.
1.6. Размеры профиля зубьев фрез указаны в приложении 2.
1.7. Назначение фрез указано в приложении 3.
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. Допускается изготовление фрез из других марок быстрорежущей стали, обеспечивающих стойкость фрез в соответствии с требованиями настоящего стандарта.
2.3. Твердость фрез из быстрорежущей стали - 63...66 HRC. Твердость фрез из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более - 64...66 HRC
.
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. На поверхности фрезы не должно быть трещин, волосовин, раковин, следов коррозии. Внешний вид фрезы, изготовляемой на экспорт, должен соответствовать контрольному образцу, согласованному с внешнеторговой организацией.
2.5. На рабочих поверхностях зубьев, на посадочной поверхности отверстия и торцовых поверхностях не должно быть забоин, заусенцев, следов дробления, поджогов.
2.5а. Шлифованная часть фрез, обеспечивающая требуемую точность профиля, должна быть не менее 1/2 длины зуба по наружному диаметру для фрез модулей до 4 мм и 1/3 длины зуба - для фрез модулей св. 4 мм.
Критерием затупления фрез считают износ по задней поверхности зубьев фрез. Износ не должен превышать значений, установленных в табл.2а.
Таблица 2а
Модуль, мм | Период стойкости, мин | Допускаемый износ, мм | |
средний | 95%-ный | ||
От 0,5 до 0,8 | 180 | 90 | 0,2 |
" 0,8 " 8,0 | 240 | 120 | 0,3 |
" 8,0 " 10,0 | 360 | 180 | 0,4 |
(Введен дополнительно, Изм. N 1, измененная редакция, Изм. N 2).
2.6. Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть не более, мкм:
- посадочное отверстие для классов точности:
А |
| |||
В, С |
| |||
- передняя поверхность зубьев для классов точности:
А |
| |||
В, С |
| |||
- поверхность торцов и цилиндрическая поверхность буртиков для классов точности:
А (модули от 0,5 до 3,5)* |
| |||
А (модули св. 3,5 до 10) |
| |||
В |
| |||
С |
| |||
________________
* По требованию потребителя допускается шероховатость поверхности торцов буртиков 0,63 мкм.
- задняя поверхность зубьев, на боковых сторонах, на вершине для классов точности:
А (модули от 0,5 до 3,5) |
| |||
А (модули св. 3,5 до 10) |
| |||
В |
| |||
С |
| |||
2.7. Неполные витки должны быть притуплены с таким расчетом, чтобы толщина верхней части зуба по всей его длине была не менее 0,5 модуля.
(Измененная редакция, Изм. N 1).
2.8. Неуказанные предельные отклонения размеров: Н16, h16, ![]() .
.
2.9. Допуски и предельные отклонения проверяемых параметров фрез не должны превышать значений, указанных в табл.2.
2.10. Средний и 95%-ный периоды стойкости фрез должны быть не менее установленных в табл.2а при соблюдении условий испытаний, приведенных в разд.4.
(Введен дополнительно, Изм. N 1).
(Измененная редакция, Изм. N 2).
Таблица 2
| Модуль, мм | ||||||
Наименование и обозначение проверяемых параметров | Обозна- | Класс точ- | До 1 | Св. 1 до 2 | Св. 2 до 3,5 | Св. 3,5 до 6 | Св. 6 |
Допуски и пред. откл., мкм | |||||||
1. Отклонение диаметра посадочного отверстия
| А | Н5 | |||||
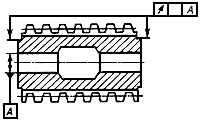
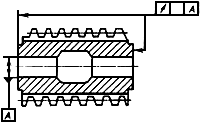
2. Радиальное биение цилиндрической поверхности буртиков | А | 5 | 5 | 6 | 8 | 10 | |
| В | 6 | 8 | 10 | 12 | 16 | |
С | 10 | 12 | 16 | 20 | 25 | ||
3. Торцовое биение поверхностей буртиков | A | 4 | 4 | 5 | 6 | 8 | |
| В | 5 | 5 | 6 | 8 | 10 | |
С | 8 | 8 | 10 | 12 | 16 | ||
4. Радиальное биение по наружному диаметру | A | 16 | 20 | 25 | 32 | 40 | |
| В | 25 | 32 | 40 | 50 | 63 | |
С | 50 | 63 | 80 | 100 | 125 | ||
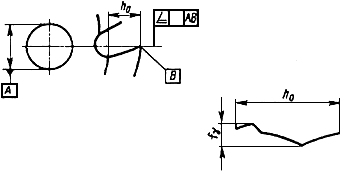
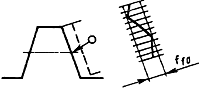
5. Отклонение от прямолинейности и наклона передней поверхности на рабочей высоте зуба | А | 16 | 20 | 25 | 32 | 40 | |
| В | 25 | 32 | 40 | 50 | 63 | |
С | 50 | 63 | 80 | 100 | 125 | ||
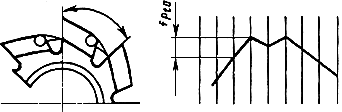
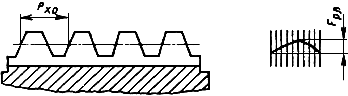
6. Наибольшая разность соседних окружных шагов стружечных канавок в пределах оборота | А | 16 | 20 | 25 | 32 | 40 | |
| В | 25 | 32 | 40 | 50 | 63 | |
С | 50 | 63 | 80 | 100 | 125 | ||
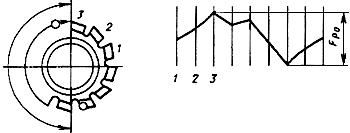
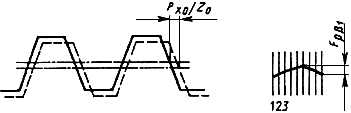
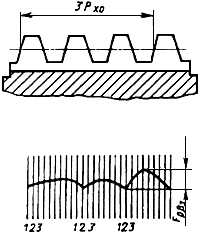
7. Накопленная погрешность окружного шага стружечных канавок | А | 32 | 40 | 50 | 63 | 80 | |
| В | 50 | 63 | 80 | 100 | 125 | |
Наибольшая разность отклонений действительных окружных шагов от номинального, измеренная по дуге окружности, близкой к делительной на одном обороте | С | 100 | 125 | 160 | 200 | 250 | |
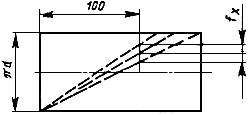
8. Отклонение направления стружечных канавок на 100 мм длины рабочей части фрезы | А | ±80 | |||||
| В | ±100 | |||||
С | ±125 | ||||||
9. Отклонения профиля зуба | А | 6 | 8 | 10 | 12 | 16 | |
| В | 10 | 12 | 16 | 20 | 25 | |
С | 20 | 25 | 32 | 40 | 50 | ||
10. Отклонение толщины зубьев в минус | А | 20 | 25 | 32 | 40 | 50 | |
| В | 25 | 32 | 40 | 50 | 63 | |
С | 50 | 63 | 80 | 100 | 125 | ||
11. Отклонение винтовой линии фрезы от зуба к зубу | А | 5 | 6 | 8 | 10 | 12 | |
| В | 8 | 10 | 12 | 16 | 20 | |
С | 16 | 20 | 25 | 32 | 40 | ||
12. Отклонение винтовой линии фрезы на одном обороте | А | 8 | 10 | 12 | 16 | 20 | |
| В | 12 | 16 | 20 | 25 | 32 | |
С | 25 | 32 | 40 | 50 | 63 | ||
13. Отклонение винтовой линии фрезы на трех оборотах | A | 18 | 20 | 25 | 32 | 40 | |
| В | 25 | 32 | 40 | 50 | 63 | |
С | - | - | - | - | - | ||
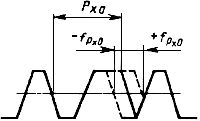
14. Предельные отклонения шага (расстояние между соседними одноименными профилями зубьев) | А | - | - | - | - | - | |
| В | ±10 | ±10 | ±15 | ±15 | ±25 | |
С | ±15 | ±15 | ±20 | ±20 | ±30 | ||
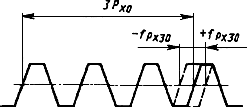
15. Накопленная погрешность шага на длине любых трех соседних шагов | А | - | - | - | - | - | |
| В | ±15 | ±15 | ±25 | ±25 | ±40 | |
С | ±25 | ±25 | ±32 | ±32 | ±48 | ||
Примечания:
1. Предельное отклонение посадочного отверстия должно быть выдержано на 60% длины каждого посадочного пояска. В зоне шпоночного паза на центральном угле, не превышающем 25% от оси симметрии в обе стороны, допускается разбивка отверстия для фрез с продольным шпоночным пазом.
2. Для контроля фрез рекомендуется две группы проверок:
1-я группа - ,
,
,
,
,
или
,
,
,
,
,
;
2-я группа - ,
,
,
;
;
или
,
,
,
,
,
.
Фрезы класса точности А аттестовывают по 1-й группе проверок; классов точности В, С - по 2-й группе проверок (для фрез класса В по согласованию с потребителем может применяться 1-я
группа проверок).
2.11. Средний и установленный периоды стойкости фрез должны быть не менее установленных в табл.2а при соблюдении условий испытаний, приведенных в разд.4.
(Введен дополнительно, Изм. N 1).
2.12. На торце каждой фрезы должны быть нанесены:
- товарный знак предприятия-изготовителя;
- обозначение фрезы (последние 4 цифры);
- модуль;
- угол профиля;
- обозначение класса точности;
- марка материала (допускается маркировать вместо марки стали буквы HSS, для марок стали, содержащих кобальт, - HSS Co);
- угол подъема витка;
- шаг винтовой канавки;
- год выпуска.
2.13. По согласованию с потребителем фреза класса А должна иметь паспорт с указанием отклонений от номинальных размеров.
2.14. Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
2.12-2.14. (Введены дополнительно, Изм. N 2).
3. ПРИЕМКА
3.1. Правила приемки - по ГОСТ 23726.
3.2. Испытания на средний период стойкости проводят один раз в три года, на 95%-ный период стойкости - один раз в два года не менее чем на трех фрезах.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания фрез должны проводиться на зубофрезерных станках, соответствующих установленным для них нормам точности и жесткости по ГОСТ 659.
Фрезы испытывают на заготовках из стали марки 45 по ГОСТ 1050 или из стали марки 40Х по ГОСТ 4543 твердостью 170...207 НВ.
В качестве смазочно-охлаждающей жидкости применяют 5%-ный по массе раствор эмульсола или масло индустриальное И-20А по ГОСТ 20799.
Испытания фрез должны проводиться в режимах, указанных в табл.3.
Таблица 3
Модуль, мм | Подача | Скорость резания | ||
по сплошному металлу | по прорезанному зубу | по сплошному металлу | по прорезанному зубу | |
От 0,5 до 0,8 | 0,5 | - | 40 | - |
От 0,8 до 3,5 | 1,5 | |||
От 3,5 до 6,0 | 2,0 | 35 | ||
От 6,0 до 8,0 | - | 2,5 | - | 35 |
От 8,0 до 10,0 | 30 | |||
Примечание. Скорость резания фрез, изготовленных из стали с содержанием ванадия 3% и более или кобальта 5% и более должна быть на 25% выше скорости, указанной в табл.3.
(Измененная редакция, Изм. N 1).
4.1a. Приемочные значения среднего и установленного периодов стойкости фрез должны быть не менее указанных в табл.4.
Испытания на средний и 95%-ный периоды стойкости проводят на фрезах двух типоразмеров в диапазоне модулей от 1 до 8 мм.
Таблица 4
Модуль, мм | Приемочные значения периодов стойкости, мин | |
среднего | 95%-ного | |
От 0,5 до 0,8 | 200 | 100 |
" 0,8 " 8,0 | 260 | 130 |
" 8,0 " 10,0 | 375 | 190 |
(Введен дополнительно, Изм. N 1, измененная редакция, Изм. N 2).
4.2. Работоспособность фрез проверяют в течение 10 мин машинного времени. После испытания фреза не должна иметь выкрошенных и смятых режущих кромок, должна сохранять свои режущие свойства и быть пригодна для дальнейшей работы.
(Измененная редакция, Изм. N 1).
4.3. Параметры фрез должны контролироваться измерительными средствами с погрешностью измерения не более:
а) при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
б) параметры по п.2.9 (таблица 2, пп.14, 15) проверяют на приборах, погрешность которых не превышает указанных в ГОСТ 17336;
в) при контроле формы и расположения поверхностей - не более 25% величины допуска на проверяемый параметр.
4.4. Контроль фрез по п.2.3 должен проводиться в соответствии с ГОСТ 9013 на приборах типа ТР по ГОСТ 23677.
4.5. Шероховатость поверхности (п.2.6) проверяют путем сравнения с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, поверхности которых имеют предельные значения параметров шероховатости; сравнение осуществляют визуально при помощи лупы ЛП-1-4 по ГОСТ 25706.
(Измененная редакция, Изм. N 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение фрез - по ГОСТ 18088.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Обязательное
РАСЧЕТНЫЕ РАЗМЕРЫ ФРЕЗ
Размеры, мм
Модуль | Шаг винтовой стружечной канавки | ||||
Ряд | |||||
1 | 2 | ||||
0,5 | 48,21 | 0°35'39" | 1,570 | 14596 | |
0,6 | 48,05 | 0°42'45" | 1,880 | 12084 | |
0,8 | 47,73 | 0°57'37" | 2,510 | 8942 | |
1,0 | 47,42 | 1°12'30" | 3,143 | 7059 | |
1,25 | 47,02 | 1°31'25" | 3,931 | 5552 | |
1,5 | 52,43 | 1°38'22" | 4,714 | 5752 | |
2,0 | 58,63 | 1°57'18" | 6,288 | 5393 | |
2,5 | 65,44 | 2°11'22" | 7,862 | 5375 | |
3,0 | 73,45 | 2°20'27" | 9,433 | 5642 | |
3,5 | 72,65 | 2°45'41" | 11,011 | 4730 | |
4,0 | 81,64 | 2°48'30" | 12,581 | 5226 | |
5,0 | 79,67 | 3°35'53" | 15,743 | 3975 | |
6,0 | 99,69 | 3°27'02" | 18,883 | 5191 | |
(7,0) | 98,11 | 4°05'29" | 22,056 | 4307 | |
8,0 | 109,12 | 4°12'16" | 25,202 | 4661 | |
10,0 | 120,55 | 4°45'30" | 31,525 | 4547 | |
Примечание. Фрезы с углом подъема витка 5° и менее могут быть изготовлены с прямыми осевыми канавками.
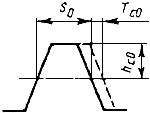
ПРИЛОЖЕНИЕ 2
Обязательное
РАЗМЕРЫ ПРОФИЛЯ ЗУБЬЕВ ФРЕЗ В НОРМАЛЬНОМ СЕЧЕНИИ
Тип 1
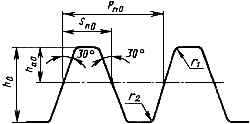
Черт.1
Таблица 1
мм
Модуль |
|
| |||||
Ряд | |||||||
1 | 2 | ||||||
0,5 | 1,570 | 0,785 | 0,70 | 0,35 | - | 0,15 | |
0,6 | 1,880 | 0,943 | 0,84 | 0,42 | - | 0,18 | |
0,8 | 2,510 | 1,256 | 1,12 | 0,56 | - | 0,24 | |
1,0 | 3,142 | 1,571 | 1,40 | 0,70 | 0,10 | 0,30 | |
1,25 | 3,927 | 1,963 | 1,75 | 0,88 | 0,13 | 0,38 | |
1,5 | 4,712 | 2,356 | 2,10 | 1,05 | 0,15 | 0,45 | |
2,0 | 6,283 | 3,141 | 2,80 | 1,40 | 0,20 | 0,60 | |
2,5 | 7,854 | 3,927 | 3,50 | 1,75 | 0,25 | 0,75 | |
3,0 | 9,425 | 4,712 | 4,20 | 2,10 | 0,30 | 0,90 | |
3,5 | 10,996 | 5,498 | 4,90 | 2,45 | 0,35 | 1,05 | |
4,0 | 12,566 | 6,283 | 5,60 | 2,80 | 0,40 | 1,20 | |
5,0 | 15,708 | 7,854 | 7,00 | 3,50 | 0,50 | 1,50 | |
6,0 | 18,849 | 9,425 | 8,40 | 4,20 | 0,60 | 1,80 | |
(7,0) | 21,991 | 10,995 | 9,80 | 4,90 | 0,70 | 2,10 | |
8,0 | 25,133 | 12,566 | 11,20 | 5,60 | 0,80 | 2,40 | |
10,0 | 31,416 | 15,708 | 14,00 | 7,00 | 1,00 | 3,00 | |
Тип 2
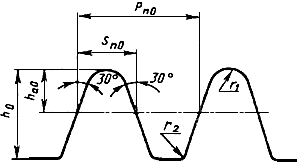
Черт.2
Таблица 2
мм
Модуль |
| ||||||
Ряд | |||||||
1 | 2 | ||||||
0,5 | 1,570 | 0,785 | 0,790 | 0,44 | 0,24 | 0,15 | |
0,6 | 1,880 | 0,943 | 0,950 | 0,53 | 0,28 | 0,15 | |
0,8 | 2,510 | 1,256 | 1,270 | 0,71 | 0,38 | 0,15 | |
1,0 | 3,142 | 1,571 | 1,585 | 0,89 | 0,47 | 0,20 | |
1,25 | 3,927 | 1,963 | 1,980 | 1,11 | 0,59 | 0,20 | |
1,5 | 4,712 | 2,356 | 2,380 | 1,33 | 0,71 | 0,30 | |
2,0 | 6,283 | 3,141 | 3,170 | 1,77 | 0,94 | 0,60 | |
2,5 | 7,854 | 3,927 | 3,960 | 2,21 | 1,18 | 0,70 | |
3,0 | 9,425 | 4,712 | 4,750 | 2,66 | 1,41 | 0,90 | |
3,5 | 10,996 | 5,498 | 5,550 | 3,10 | 1,65 | 1,00 | |
4,0 | 12,566 | 6,283 | 6,340 | 3,54 | 1,88 | 1,20 | |
5,0 | 15,708 | 7,854 | 7,930 | 4,43 | 2,35 | 1,50 | |
6,0 | 18,849 | 9,425 | 9,510 | 5,31 | 2,82 | 1,80 | |
(7,0) | 21,991 | 10,995 | 11,100 | 6,20 | 3,30 | 2,00 | |
8,0 | 25,133 | 12,566 | 12,680 | 7,08 | 3,76 | 2,40 | |
10,0 | 31,416 | 15,708 | 15,850 | 8,85 | 4,70 | 3,00 | |
Примечания:
1. Фрезы с модулем от 1,0 до 2,5 мм могут быть изготовлены без радиуса при вершине.
2. Форма впадины на участке ниже линии, определяемой номинальной высотой зуба, - произвольна.
3. Размеры и
- теоретические.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
НАЗНАЧЕНИЕ ФРЕЗ
Рекомендуемое назначение фрез по классам точности:
- класс точности фрез А - для шлицевых валов 8-й степени точности по ГОСТ 6033-80, для шлицевых валов с полями допусков толщины зуба вала SН, S
С, S
Х по ГОСТ 6033-51;
- класс точности фрез В - для шлицевых валов 9-й степени точности по ГОСТ 6033-80; для шлицевых валов с полями допусков толщины зуба вала SН, S
С, S
Х по ГОСТ 6033-51.
- класс точности фрез С - для шлицевых валов 10-й и 11-й степеней точности по ГОСТ 6033-80; для шлицевых валов с полями допусков толщины зуба вала SШ по ГОСТ 6033-51.
(Введено дополнительно, Изм. N 1, измененная редакция, Изм. N 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1996
{kind=link}