ГОСТ Р ИСО 13703-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
ПРОЕКТИРОВАНИЕ И МОНТАЖ ТРУБОПРОВОДНЫХ СИСТЕМ НА МОРСКИХ ДОБЫВАЮЩИХ ПЛАТФОРМАХ
Petroleum and natural gas industries. Design and installation of piping systems on offshore production platforms
ОКС 75.200
Дата введения 2019-04-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Нефтяная компания "Роснефть" (ОАО "НК "Роснефть") и Обществом с ограниченной ответственностью "Научно-исследовательский институт природных газов и газовых технологий - Газпром ВНИИГАЗ" (ООО "Газпром ВНИИГАЗ") на основе русской версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 ноября 2018 г. N 1007-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 13703:2000 "Нефтяная и газовая промышленность. Проектирование и монтаж трубопроводных систем на морских добывающих платформах" (ISO 13703:2000 "Petroleum and natural gas industries - Design and installation of piping systems on offshore production platforms", IDT), включая техническую поправку Cor.1:2002.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Сведения о соответствии применяемых в стандарте марок стали российским приведены в дополнительном приложении ДА.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт разработан на основе требований морской нефтегазодобывающей промышленности по определению гармонизированных и совместимых методов проектирования и монтажа трубопроводных систем на морских добывающих платформах.
В настоящем стандарте определяются требования на проектирование и монтаж трубопроводных систем на морских добывающих платформах нефтяной и газовой промышленности; приведены требования к материалам, выбору клапанов, фитингов и фланцев.
Международный стандарт разработан техническим комитетом ISO/TC 67 "Материалы, оборудование и морские платформы для нефтяной, нефтехимической и газовой промышленности", подкомитетом SC 6 "Технологическое оборудование и системы".
В приложении A приводятся некоторые практические примеры решения проблем проектирования трубопроводов. Это приложение рекомендуется использовать вместе с основной частью настоящего стандарта. Нумерация разделов в приложении А соответствует нумерации разделов в основной части стандарта для облегчения использования перекрестных ссылок.
В приложении B приведен перечень таблиц труб, клапанов и фитингов.
В приложении C приведена приемлемая конструкция сварных соединений встык для труб с разной толщиной стенки.
В настоящем стандарте была сохранена оригинальная система нумерации рисунков, таблиц и уравнений.
1 Область применения
Настоящий стандарт устанавливает минимальные требования и является руководством по проектированию и монтажу новых трубопроводных систем на морских добывающих платформах в нефтяной и газовой промышленности. Он предназначен для трубных систем с максимальным давлением до 69 МПа в пределах диапазона температур материалов, соответствующих требованиям ASME B31.3.
Примечания
1 Настоящий стандарт могут применять за пределами данных диапазонов давлений и температур, но в этом случае особое внимание уделяют свойствам материала.
2 Настоящий стандарт не распространяется на вопросы обеспечения пожарной безопасности.
В приложении A приведены некоторые практические примеры решения проблем проектирования трубопроводов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 13623, Petroleum and natural gas industries. Pipeline transportation systems (Нефтяная и газовая промышленность. Трубопроводные системы транспортировки)
API RP 520-2, Recommended practice for design and installation of pressure-relieving systems in refineries - Part 2 (Рекомендации по проектированию и монтажу систем сброса давления на нефтеперерабатывающих заводах. Часть 2)
ASME, Boiler and pressure vessel code: Section VIII: Pressure vessels, Division 1 (Нормы по котлам и сосудам высокого давления. Раздел VIII. Емкости под давлением. Часть 1)
ASME B 31.3, Process piping (Технологические трубопроводы)
NACE MR0175, Sulfide stress cracking resistant metallic materials for oil field equipment (Металлические материалы, стойкие к сульфидному растрескиванию под напряжением, используемые в нефтепромысловом оборудовании)
NACE TM0177, Laboratory testing of metals for resistance to specific forms of environmental cracking in ![]() environments (Лабораторные испытания стойкости металлов к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в
environments (Лабораторные испытания стойкости металлов к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в ![]() -содержащих средах)
-содержащих средах)
NACE TM0284, Evaluation of pipeline and pressure vessel steels for resistance to hydrogen-induced cracking (Оценка стойкости к водородному растрескиванию сталей для трубопроводов и сосудов под давлением)
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 выкидной трубопровод (flowline): Трубопровод, по которому транспортируется флюид от устья скважины к манифольду или к первому технологическому резервуару.
3.1.2 давление на устье скважины (wellhead pressure): Максимальное статическое давление на устье скважины, которое может иметь место в скважине.
3.1.3 датчик давления (pressure sensor): Устройство, предназначенное для контроля заданного давления.
3.1.4 запорный клапан (shutdown valve): Клапан c автоматическим приводом для отсоединения технологического компонента или технологической системы.
3.1.5 коллектор (header): Часть распределительного манифольда, который направляет флюид в определенную технологическую систему.
Примечание - См. рисунки 5 и 6.
3.1.6 компонент технологического процесса (process component): Отдельный функциональный компонент добычного оборудования и связанной с ним трубной системы.
Примеры - Сосуд, работающий под давлением, нагреватель, насос и т.д.
3.1.7 коррозионный газ (corrosive gas): Газ, который при растворении в воде или в другой жидкости вызывает коррозию металла.
Примечание - Коррозионные газы обычно содержат сероводород (![]() ), углекислый газ (
), углекислый газ (![]() ) и/или кислород (
) и/или кислород (![]() ).
).
3.1.8 коррозионная эрозия (corrosion-erosion): Эрозия защитной пленки продукта от коррозии в результате воздействия технологического потока, открывающего не корродированный металл, который, в свою очередь, подвергается коррозионному воздействию.
Примечание - В этих условиях возможна особо высокая интенсивность потери массы металла.
3.1.9 манифольд (manifold): Система труб, клапанов и фитингов, при помощи которых флюид от одного или нескольких источников избирательно направляется в различные технологические системы.
3.1.10 номинальное давление (pressure rating): Значение, на которое рассчитана система.
Примечание - Это значение может напрямую относиться к номинальному рабочему давлению (например, по [1] номинальное давление равно 13,8 МПа и по API номинальное давление равно 2000 psi) или связано косвенно (например, класс 300 по ASME).
3.1.11 номинальный размер трубы (NPS), номинальный размер (DN) (nominal pipe size, nominal size): Обозначение размера в дюймах, который является общим для всех компонентов трубной системы, за исключением тех элементов, которые обозначаются наружным диаметром.
Примечание - Номинальный размер трубы обозначается буквами NPS (при использовании дюймов) или DN (при использовании миллиметров) и следующим за ними числом; такое обозначение используется для удобства ссылок и, как правило, лишь приблизительно отражает заводские размеры.
3.1.12 нормальные условия (normal conditions): Абсолютное давление 0,101325 МПа при температуре 0°C.
3.1.13 работа в условиях сульфидного растрескивания под напряжением (sulfide stress-cracking service): Работа в условиях, при которых технологический поток содержит воду или соляной раствор и сероводород (![]() ) в концентрации, достаточной для того, чтобы вызвать сульфидное растрескивание под напряжением восприимчивых к этому материалов.
) в концентрации, достаточной для того, чтобы вызвать сульфидное растрескивание под напряжением восприимчивых к этому материалов.
3.1.14 работа в условиях хлоридного коррозионного растрескивания под напряжением (chloride stress-corrosion cracking service): Работа в условиях, при которых технологический поток содержит воду и хлориды в достаточной концентрации и его температура достаточно высокая для того, чтобы вызвать коррозионное растрескивание под напряжением восприимчивых к этому материалов.
Примечание - Наличие других компонентов, таких как кислород (![]() ), может способствовать хлоридному коррозионному растрескиванию под напряжением.
), может способствовать хлоридному коррозионному растрескиванию под напряжением.
3.1.15 работа с коррозионным углеводородом (corrosive hydrocarbon service): Работа в условиях, при которых технологический поток содержит воду или соляной раствор, углекислый газ (![]() ), сероводород (
), сероводород (![]() ), кислород (
), кислород (![]() ) или другие коррозионные компоненты, в условиях, которые вызывают коррозию металла.
) или другие коррозионные компоненты, в условиях, которые вызывают коррозию металла.
3.1.16 работа с некоррозионным углеводородом (non-corrosive hydrocarbon service): Работа в условиях, при которых технологический поток не вызывает значительных потерь массы металла, избирательной коррозии, хлоридного коррозионного растрескивания или сульфидного растрескивания под напряжением.
3.1.17 режим потока (flow regime): Условия течения многофазного технологического потока.
Пример - Глобулярное течение, смешанный режим или расслоенный режим потока.
3.1.18 сильфонный компенсатор (expansion bellows): Гофрированное устройство на трубопроводе, предназначенное для компенсации его расширения и сжатия.
3.1.19 соединительный патрубок (nipple): Секция трубы с резьбой или с приварным раструбом длиной не более 300 мм, используемая в качестве дополнительного соединения.
3.1.20 стояк (riser): Вертикальная часть трубопровода (включающая донный его отвод), подходящая к платформе или отходящая от нее.
3.1.21 температурный компенсатор (expansion bend): Конфигурация трубопровода, предназначенная для компенсации его расширения и сжатия.
3.1.22 трубная обвязка платформы (platform piping): Любая трубная система, предназначенная для содержания или транспортировки флюидов на платформе.
3.1.23 углеводородная смачиваемость (hydrocarbon wettability): Способность технологического потока создавать защитную углеводородную пленку на металлических поверхностях.
3.1.24 флюид (fluid): Газ, пар, жидкость или их комбинация.
3.1.25 штуцер (choke): Устройство, специально предназначенное для ограничения расхода флюидов.
3.2 Обозначения и сокращения
3.2.1 В настоящем стандарте применены следующие обозначения:
A | - | минимальная площадь поперечного сечения трубы на единицу объемного расхода флюида, мм |
B | - | среднее значение коэффициента теплового расширения при обычных рабочих температурах, мм/К; |
C | - | эмпирическая постоянная; |
| - | суммарная коррозия, которую допускает механическая прочность и трубная резьба, мм; |
| - | коэффициент расхода клапана. |
Примечание 1 - Это значение равно расходу воды в галлонах США в минуту при 60°F, необходимое для падения давления на 1 psi (единицы измерения США используются в этом случае только для того, чтобы обеспечить соответствие с другими опубликованными данными);
| - | внутренний диаметр трубы, м; |
| - | наружный диаметр трубы, мм; |
| - | внутренний диаметр трубы, мм; |
| - | относительная плотность газа (для воздуха равная 1); |
| - | относительная плотность жидкости (для воды равная 1); |
E | - | продольный фактор сварного соединения; |
| - | модуль упругости материала труб в холодных условиях, Н/мм |
| - | коэффициент трения Муди (Moody); |
g | - | ускорение свободного падения, м/с |
| - | напор жидкости, вызванный ускорением, м; |
| - | потери напора жидкости на трение, м; |
| - | абсолютный напор жидкости, м; |
| - | статический напор жидкости, м; |
| - | скоростной напор жидкости, м; |
| - | абсолютное давление жидкости насыщенного пара, м; |
| - | потери давления, кПа; |
K | - | коэффициент ускорения; |
L | - | осевая длина труб, м; |
| - | длина труб, км; |
m | - | заводской допуск на толщину стенки,%; |
NPSHa | - фактический допускаемый кавитационный запас жидкости, м; | |
p | - | абсолютное рабочее давление, кПа. |
Примечание 2 – В тексте также используется термин "гидродинамическое давление";
| - | манометрическое расчетное внутреннее давление, кПа; |
| - | расход газа в нормальных условиях, м |
| - | расход жидкости, м |
| - | суммарный расход жидкости плюс масса пара, кг/ч; |
R | - | объемное соотношение газ/жидкость; |
| - | число Рейнольдса; |
| - | скорость вращения насоса, об/мин; |
S | - | допустимое напряжение, Н/мм |
T | - | рабочая температура, К. |
Примечание 3 - В тексте также используется термин "температура потока";
t | - | расчетная толщина с учетом давления, мм; |
| - | минимальная номинальная толщина стенки трубы, мм; |
U | - | анкерное расстояние (расстояние по прямой между анкерами), м; |
| - | эрозионная скорость флюида, м/с; |
| - | средняя скорость газа, м/с. |
Примечание 4 - В тексте также используется термин "скорость газа";
| - средняя скорость жидкости, м/с; | |
у | - результирующая суммарных деформационных смещений, мм; | |
Y | - температурный коэффициент; | |
Z | - коэффициент сжимаемости газа; | |
| - расширение, компенсируемое трубопроводом, мм; | |
| - потери давления, кПа; | |
| - плотность газа при рабочих давлении и температуре, кг/м | |
| - плотность жидкости при рабочей температуре, кг/м | |
| - плотность смеси газа/жидкости при рабочих давлении и температуре, кг/м | |
| - изменение температуры, К; | |
| - вязкость газа при динамическом давлении и температуре потока, Па·с; | |
- вязкость жидкости, Па·с. |
3.2.2 В настоящем стандарте применены следующие сокращения:
AISI (American Institute of Steel and Iron) - Американский институт черной металлургии;
API (American Petroleum Institute) - Американский нефтяной институт;
ASME (American Society of Mechanical Engineers) - Американское общество инженеров-механиков;
ERW (Electric Resistance Weld) - контактная электросварка;
PWTH (Post-Weld Heat Treatment) - тепловая обработка после сварки;
RF (Raised Face) - выступающая поверхность;
RTJ (Ring Type Joint) - кольцеобразное соединение;
SAW (Submerged Arc Weld) - дуговая сварка под флюсом;
SMYS (Specified Minimum Yield Strength) - заданный минимальный предел текучести материала;
WOG (Water, Oil and Gas) - вода, нефть и газ;
WPB (Weldless Pipe Branch) - бесшовный отвод.
4 Общие положения
4.1 Материалы
Материалы на основе углеродистой стали используют для многих трубопроводных систем на эксплуатационных платформах, в то же время широко используют нержавеющие стали и другие материалы. При выборе материалов труб учитывают:
a) вид работы;
b) совместимость с другими материалами;
c) механическую прочность, пластичность, упругость и ударную вязкость;
d) необходимость особых технологий сварки и других типов соединения;
e) необходимость специальных видов контроля, испытаний и контроля качества;
f) возможность неправильного использования на месте эксплуатации;
g) коррозию и эрозию, вызываемые внутренними флюидами и/или морской средой;
h) необходимость сохранения эксплуатационных характеристик при возникновении пожара.
4.2 Нормы для трубопроводов под давлением
4.2.1 Проектирование и монтаж трубопроводов на платформе осуществляют в соответствии с ASME B31.3 с учетом изменений, приведенных в настоящем стандарте. Стояки, для которых ASME B31.3 не применим, проектируют и устанавливают в соответствии с положениями, приведенными в 4.2.2-4.2.6.
4.2.2 Проектирование, монтаж, контроль и испытание стояков проводят в соответствии с ИСО 13623 и государственными нормативно-техническими документами, применимыми к данному случаю, не превышая при этом расчетных напряжений 0,6 SMYS. Правила проектирования трубопровода используют от одной камеры приема/пуска внутритрубных снарядов до другой, везде, где они не противоречат национальным нормативам.
4.2.3 Сварные соединения стояка подвергают 100%-ному рентгенографическому неразрушающему контролю. Результаты неразрушающего контроля трубопроводов платформы по ASME B31.3 должны как минимум соответствовать таблице 10.
4.2.4 Испытания на ударную вязкость проводят в соответствии с ASME B31.3. Проектирование высоконапорных систем трубопроводов (т.е. выше класса 2500 по ASME) требует проведения особого анализа и осуществляется в соответствии с требованиями ASME B31.3 для высоконапорных трубопроводов.
4.2.5 Клапаны, фитинги и фланцы изготовляют в соответствии с международными и/или национальными стандартами. Подтверждают рабочие диапазоны давления и температуры, а также совместимость материалов.
4.2.6 При определении переходных участков между стояками и трубной обвязкой платформы, к которым применимы настоящие положения, применимость настоящего стандарта ограничена участками от первого входного до последнего выходного клапана, блокирующих поток трубопровода, за исключением расчетов по определению толщины стенки и выбора материала стояка, которые проводят в соответствии с нормами для трубопровода, что позволяет иметь постоянное проходное сечение, необходимое для работы внутритрубными снарядами. Практические рекомендации настоящего стандарта могут использоваться при проектировании стояков, если при этом учитывают такие параметры, как глубина воды, наклон опор платформы, возможная площадь барботажа и т.д. Национальное законодательство может требовать расширения области применения требований для трубопровода от/до камеры приема/пуска внутритрубных снарядов.
4.2.7 Обычной практикой является также применение норм для трубопровода к стояку до камеры приема/пуска внутритрубных снарядов, включая трубы и первый клапан каждого отвода стояк/трубопровод.
4.3 Разграничение систем с разными расчетными давлениями
4.3.1 Падение давления после выхода потока из устья скважины обычно происходит поэтапно. После того как давление сброшено, используют технологические компоненты с меньшими расчетными давлениями, приведенными на рисунке 1.
4.3.2 Технологический компонент под давлением проектируют на стойкость по отношению к максимальному внутреннему давлению, действию которого его подвергают в любых возможных условиях, или предохраняют устройством сброса давления. В этом случае под устройством сброса давления имеют в виду предохранительный клапан или разрывной диск. В общем случае при решении вопроса о необходимости установки устройств сброса давления не рассматривают запорные клапаны высокого давления, обратные клапаны, регулирующие клапаны и другие аналогичные устройства в качестве устройств, предохраняющих технологические компоненты от повышенного давления.
4.3.3 Диапазоны расчетных давлений указывают на трубопроводных и контрольно-измерительных схемах. Каждый компонент системы (резервуары, фланцы, трубы или вспомогательные приспособления) проектируют на стойкость по отношению к максимальному давлению, которому его подвергают в любых прогнозируемых условиях, либо предохраняют устройством сброса давления. Рассматривают условия аномально высокого давления, например условия пуска, остановки, гидравлического удара и т.д.
|

1 - верхняя главная фонтанная задвижка; 2 - устье скважины; 3 - боковой штуцер; 4 - фонтанный тройник; 5 - манифольд; 6 - стопорный клапан; 7 - к другим системам; 8 - предохранительный клапан давления; 9 - сепаратор высокого давления; 10 - газовый отвод; 11 - контроллер уровня; 12 - сепаратор среднего давления; 13 - сепаратор низкого давления; 14 - обработка, хранение или продажа
Примечания
1 Расчетная температура одинакова и составляет 65°C.
2 Необходимые датчики останова не показаны.
3 Напорный трубопровод и манифольд рассчитаны на устьевое давление.
4 Расчетные давления в системе ограничивают факторами, отличными от классификации давления на фланце и клапане (например, толщина стенки трубы, расчетное давление сепаратора и т.д.).
5 Изолирующие клапаны устанавливают только там, где после них по потоку установлены резервные предохранительные клапаны, и, более того, все изолирующие клапаны должны быть взаимно заблокированы для того, чтобы система под давлением была постоянно защищена.
Рисунок 1 - Пример технологической системы, иллюстрирующий изменение расчетных давлений для фланцев и клапанов
4.4 Коррозионный анализ
4.4.1 Общие положения
Подробные практические рекомендации по борьбе с коррозией трубопроводных систем платформ не входят в область применения настоящего стандарта. Обычно такие рекомендации разрабатывают специалисты по коррозии. Тем не менее трубопроводные системы платформы проектируют в соответствии с описанными ниже инструкциями по контролю коррозии. Рекомендации по коррозионно-стойким материалам и инструкции по снижению коррозии приведены в соответствующих разделах настоящего стандарта.
Коррозионную активность технологических потоков меняют во времени. Вероятность изменения условий учитывают на стадии проектирования.
4.4.2 Потеря массы из-за коррозии
В определенных технологических условиях системы трубопроводов из углеродистой стали подвергают воздействию коррозии. На этапе добычи технологические потоки, содержащие воду, соляной раствор, углекислый газ (![]() ), сероводород (
), сероводород (![]() ), кислород (
), кислород (![]() ) или их смеси, вызывают коррозию металлов, которые используют в компонентах системы. Типы коррозионного воздействия (равномерная потеря массы, точечная коррозия, коррозионная эрозия и т.д.) так же, как и интенсивность конкретных видов коррозии, меняют во времени. Коррозионная активность технологического потока зависит от многих факторов, в числе которых:
) или их смеси, вызывают коррозию металлов, которые используют в компонентах системы. Типы коррозионного воздействия (равномерная потеря массы, точечная коррозия, коррозионная эрозия и т.д.) так же, как и интенсивность конкретных видов коррозии, меняют во времени. Коррозионная активность технологического потока зависит от многих факторов, в числе которых:
a) содержание углеводорода, воды, соли и коррозионного газа;
b) углеводородная смачиваемость;
c) скорость потока, режим потока и конфигурация трубопровода;
d) температура, давление и значение pH;
e) содержание твердых частиц (песок, буровой раствор, бактериальный шлам и микроорганизмы, продукты коррозии и твердый осадок на стенках).
Прогнозные оценки коррозионной активности имеют весьма качественный характер и могут быть различными для каждой системы. Некоторые сведения о коррозионной активности газов, содержащихся в потоках при добыче, приведены в таблице 1.
Таблица 1 предназначена лишь для того, чтобы дать общее руководство при рассмотрении вопроса о снижении коррозии, а не для конкретных прогнозных оценок коррозионной активности. Ингибирование коррозии является эффективным инструментом для снижения коррозии, если прогнозируются или ожидаются коррозионные условия (см. 5.1.2).
Таблица 1 - Качественная оценка потери массы стали из-за коррозии
Коррозионный газ | Коэффициент | Предельные значения в соляном растворе при | |
растворимости
| отсутствии коррозии
| коррозии
| |
Кислород ( | 8 | <0,005 | >0,025 |
Углекислый газ ( | 1700 | <600 | >1200 |
Сероводород ( | 3900 | См. примечание | См. примечание |
Примечание - Предельные значения потери массы из-за коррозии для сероводорода в данной таблице не приводятся, т.к. в этом случае содержание углекислого газа и/или кислорода существенно влияет на интенсивность коррозии. Из-за образования нерастворимой пленки из сульфида железа, способствующей уменьшению потери массы из-за коррозии, отдельно сероводород обычно не так коррозионно активен, как углекислый газ.
| |||
4.4.3 Хлоридное коррозионное растрескивание под напряжением
Особое внимание уделяют анализу напряжений и содержанию хлоридов, если для предотвращения коррозии в присутствии сероводорода и/или углекислого газа выбирают легированные или нержавеющие стали. Технологические потоки, содержащие воду с хлоридами, могут вызвать растрескивание восприимчивых к этому явлению материалов, особенно в присутствии кислорода и при температурах свыше 60°C. Высоколегированные и нержавеющие стали, такие как аустенитная нержавеющая сталь AISI серия 300, дисперсионно твердеющая нержавеющая сталь и "А-286" (марка 660 по [3]), не используют, если их пригодность к использованию в предполагаемых условиях не была должным образом подтверждена. Также анализируют возможность концентрации хлоридов на локализованных участках системы.
4.4.4 Сульфидное растрескивание под напряжением
Технологические потоки, содержащие воду и сероводород, могут вызвать сульфидное растрескивание под напряжением у восприимчивых к этому материалов. Это явление является результатом сложного взаимодействия параметров, к числу которых относятся химический состав металла, твердость и микроструктура, условия тепловой обработки, а также такие факторы, как pH, концентрация сероводорода, напряжение и температура. Материалы, которые используют для технологических потоков, содержащих сероводород, выбирают с учетом пригодности к работе в данных условиях.
Испытания этих материалов проводят в соответствии с NАСЕ TM0177.
4.4.5 Применение NACE MR0175
Материалы, выбираемые для борьбы с сульфидным растрескиванием под напряжением, должны соответствовать NАСЕ TM0177. Коррозионно-стойкие сплавы, не входящие в список NАСЕ TM0177, могут быть пригодными к работе в данных условиях и могут использоваться в случае, если подтверждена их коррозионная стойкость в заданных условиях (или в эквивалентных лабораторных условиях). Проявляют осторожность также при использовании материалов из списка NАСЕ TM0177. Приведенные там материалы могут быть стойкими по отношению к сульфидному растрескиванию под напряжением, но оказаться непригодными для работы в условиях хлоридного растрескивания под напряжением.
4.4.6 Водородное растрескивание
Технологические потоки, содержащие воду и сероводород, могут вызвать водородное растрескивание (HIC) восприимчивых к этому материалов, особенно изделий из углеродистой листовой стали или труб, изготовленных из листового проката. Предусматривают испытания подобных материалов на HIC в соответствии с NACE TM0284.
5 Проектирование трубопроводов
5.1 Марки материалов для труб
5.1.1 Эксплуатация в отсутствие коррозионного углеводорода
Двумя наиболее часто используемыми марками материалов труб из углеродистой стали являются ASTM A 106 марка B [4], API 5L марка B [5] и ИСО 3183-1 [6]. Обычно из-за однородности качества используют бесшовные трубы. Трубы по [4] выпускают только в бесшовном варианте, тогда как по [5] - в бесшовном, ERW и SAW. Если при использовании марки B требуется значительное утолщение стенки, может возникнуть необходимость использования труб с повышенным допустимым расчетным напряжением, таких как марки X52 [5]. Однако при использовании марок X46 [5] и выше требуются особые технологии сварки и тщательный ее контроль. Применение материалов с высоким пределом текучести, таких как марки X [5], не приведет к пропорциональному увеличению допустимых значений напряжения при соблюдении ASME B31.3.
Многие из марок труб, приведенные в ASME B31.3, пригодны для работы при отсутствии коррозионного углеводорода. В соответствии с ASME B31.3 следующие типы или марки труб были специально исключены из списка пригодных к работе при наличии углеводорода:
a) печная сварка внахлестку или встык;
b) сваренные плавлением согласно [7] или [8];
c) спирально-шовные, кроме [5].
5.1.2 Эксплуатация при наличии коррозионного углеводорода
При проектировании для эксплуатации при наличии коррозионного углеводорода необходимо предусмотреть использование одного или нескольких из указанных ниже методов борьбы с коррозией:
a) химическая обработка;
b) антикоррозийные сплавы;
c) защитные покрытия (см. 9.5.2).
Из них на практике традиционно используют химическую обработку флюида, контактирующего с углеродистой сталью. Используются и антикоррозийные сплавы, успешно применявшиеся в аналогичных условиях (или прошедшие соответствующие лабораторные испытания), но в этом случае особое внимание уделяют технологии сварки. Также учитывают вероятность возникновения сульфидного растрескивания под напряжением и хлоридного коррозионного растрескивания под напряжением (см. 4.4.3 и 4.4.4). Необходимо обеспечить эффективный мониторинг коррозии (испытательные образцы, зонды, катушки и т.д.) и химической обработки.
Поскольку сварка может значительно изменить сопротивляемость коррозии антикоррозионных материалов, обращают особое внимание на технологию сварки.
5.1.3 Эксплуатация при наличии сульфидного растрескивания под напряжением
Если предполагается сульфидное растрескивание под напряжением, то при выборе труб необходимо руководствоваться следующим:
a) использовать только бесшовные трубы, если при изготовлении ERW или SAW труб не были предусмотрены технические условия и контроль качества, необходимые для данного вида работ;
b) углеродистые и легированные стали, а также другие материалы используют в условиях сульфидного растрескивания под напряжением, если их свойства, твердость, тепловая обработка и другие требования соответствуют NACE MR0175.
Из марок труб, удовлетворяющих указанным принципам, чаще всего используют марку B [4], марку 6 [9] и бесшовную марку B [5]. Используют марки X [5], однако их сварка сопряжена с определенными проблемами.
5.1.4 Сопротивляемость хрупкому разрушению
Для обеспечения необходимой сопротивляемости хрупкому разрушению выбранная марка материала трубы должна обладать достаточной ударной вязкостью для необходимого сочетания расчетных толщины и температуры.
Материалы для трубы из углеродистой стали, не прошедшие испытания на ударную вязкость, как минимум поставляют нормализованными для эксплуатации при температурах ниже 0°C; для сварных компонент, в зависимости от минимальной (расчетной) рабочей температуры и толщины свариваемых деталей, может потребоваться PWHT.
ПРЕДОСТЕРЕЖЕНИЕ - PWHT может ухудшить механические свойства материалов труб марок X [5].
5.1.5 Инженерные коммуникации
Материалы, не содержащие углеродистую сталь, обычно применяют в инженерных коммуникациях. Однако если используют стальную трубу марки или типа, неприемлемого для эксплуатации при наличии углеводорода в соответствии с 5.1.1, то для предотвращения случайной эксплуатации такой трубы в присутствии углеводорода разрабатывают определенную процедуру маркировки.
5.1.6 Трубная обвязка (контрольно-измерительные и гидравлические/воздушные системы)
В хлоридных средах и для всех операций в присутствии углеводорода или воздуха используют термически отпущенную на твердый раствор трубную обвязку из аустенитной нержавеющей стали (AISI 316 или AISI 316L), как бесшовную, так и ERW.
5.2 Размерные критерии. Общие положения
5.2.1 При определении диаметра трубы, которую используют в трубопроводных системах платформы, учитывают как скорость потока, так и потери давления. В 5.3, 5.4 и 5.5 приведены уравнения для определения диаметров труб (и графики для быстрой оценки диаметров труб) для линий транспортировки жидкости, однофазного газа и двухфазной смеси жидкость/газ соответственно. Эти уравнения используют для предварительной оценки размера, а также для трубопроводов, в которых падение давление не является критическим фактором. Для линий, где это является критичным, проводят более детальные вычисления. Для облегчения расчетов размера труб во многих компаниях используют компьютерные программы, часто использующие уравнение Коулбрука; см. дополнительную информацию [10].
5.2.2 При определении размера труб рассматривают весь диапазон условий, который определяет наибольшее значение размера трубопровода, так же как и начальные значения расхода. К ним относят повышенные расходы жидкости или уменьшенное давление газа, которые могут иметь место в течение некоторого времени после пуска установки. Часто целесообразно ввести коэффициент пульсации режима в интервале от 20 до 50% к прогнозируемому нормальному расходу, если параметры ожидаемой пульсации не были ранее определены точнее в измерениях давления пульсации в аналогичных системах или при специальных расчетах гидравлического удара. В таблице 2 приведены некоторые типовые значения коэффициентов пульсации, которые можно использовать, если отсутствует более точная информация.
Таблица 2 - Типовые коэффициенты пульсации
Производственная операция | Коэффициент пульсации, % |
Установка, обрабатывающая первичную продукцию своей платформы | 20 |
Установка, обрабатывающая первичную продукцию другой платформы или отдаленной скважины не более чем в 45 м (150 футах) по воде | 30 |
Установка, обрабатывающая первичную продукцию другой платформы или отдаленной скважины в более чем 45 м (150 футах) по воде | 40 |
Установка, обрабатывающая газлифтную продукцию своей платформы | 40 |
Установка, обрабатывающая газлифтную продукцию другой платформы или удаленной скважины | 50 |
В линиях трубопровода больших диаметров, транспортирующих среду в парожидкостной фазе между платформами по системам стояков, наблюдались значения коэффициента пульсации, превышающие 200% из-за пробкового режима потока. Программы для пробкового режима парожидкостного потока находятся в открытом доступе и используют для оценки такого режима.
5.2.3 При определении потери давления в линии учитывают наличие клапанов и фитингов. Используют заводские данные или эквивалентную длину из таблицы 3.
5.2.4 Для вычисленных размеров трубопроводов может потребоваться корректировка исходя из имеющегося инженерного опыта.
Таблица 3 - Эквивалентная длина при 100%-ном открытии клапанов и фитингов
NPS | НД | Регули- рующий | Угло- вой | Запор- ный | Проб- ковый | 45° колено | Колено малого радиуса | Колено большого радиуса | Ветвь тройника | Рабочая длина тройника | Расширение | Сокращение | ||||||||||||||
клапан или | клапан | клапан | клапан, зад- | Сварка | Резьба | Сварка | Резьба | Сварка | Резьба | Сварка | Резьба | Сварка | Резьба | Резкое | Стандартный переходник | Резкое | Стандартный переходник | |||||||||
шаровой | вижка | Эквивалентная длина относительно малого диаметра | ||||||||||||||||||||||||
обрат- ный клапан | или шаро- вой клапан | d/D= 1/4 | d/D= 1/2 | d/D= 3/4 | d/D= 1/2 | d/D= 3/4 | d/D= 1/4 | d/D= 1/2 | d/D= 3/4 | d/D= 1/2 | d/D= 3/4 | |||||||||||||||
1 1/2 | 40 | 16,8 | 7,92 | 3,96 | 0,305 | 0,305 | 0,610 | 0,914 | 1,52 | 0,610 | 0,914 | 2,49 | 2,74 | 0,610 | 0,914 | 1,52 | 0,914 | 0,305 | 1,22 | 0,305 | 0,914 | 0,610 | 0,305 | 10,305 | - | |
2 | 50 | 21,3 | 10,1 | 5,18 | 0,610 | 0,610 | 0,914 | 1,22 | 1,52 | 0,610 | 1,22 | 3,05 | 3,35 | 0,914 | 1,22 | 2,13 | 1,22 | 0,305 | 1,52 | 0,305 | 0,914 | 0,914 | 0,305 | 10,305 | ||
2 1/2 | 65 | 24,4 | 12,2 | 6,10 | 0,610 | 0,610 | 1,52 | 0,914 | 3,66 | 0,914 | 2,44 | 1,52 | 0,610 | 1,83 | 0,610 | 1,22 | 0,914 | 0,610 | 20,610 | |||||||
3 | 80 | 30,5 | 15,2 | 7,62 | 0,610 | 0,610 | - | 1,83 | - | 1,22 | - | 4,17 | - | 1,22 | - | 3,05 | 1,83 | 0,610 | 2,44 | 0,610 | 1,52 | 1,22 | 0,610 | 20,610 | 0,305 | |
4 | 100 | 39,6 | 19,8 | 9,75 | 0,914 | 0,914 | 2,13 | 1,52 | 5,79 | 1,52 | 3,66 | 2,44 | 0,914 | 3,05 | 0,914 | 1,83 | 1,52 | 0,914 | 3,914 | |||||||
6 | 150 | 61,0 | 30,5 | 14,6 | 1,22 | 1,22 | 3,35 | 2,44 | 8,53 | 2,44 | 5,49 | 3,66 | 1,22 | 4,27 | 1,22 | 2,74 | 2,13 | 1,22 | 1,22 | |||||||
8 | 200 | 79,2 | 38,1 | 19,5 | 1,83 | 1,83 | - | 4,57 | - | 2,74 | - | 11,3 | - | 2,74 | - | 7,62 | 4,88 | 1,52 | 5,79 | 1,52 | 3,66 | 2,74 | 1,52 | 1,52 | 0,610 | |
10 | 250 | 101 | 48,8 | 24,4 | 2,13 | 2,13 | 5,49 | 3,66 | 14,3 | 3,66 | 9,45 | 6,10 | 2,13 | 7,32 | 2,13 | 4,57 | 3,66 | 1,83 | 1,83 | 0,610 | ||||||
12 | 300 | 122 | 57,9 | 29,0 | 2,74 | 2,74 | 6,71 | 4,27 | 16,8 | 4,27 | 11,3 | 7,32 | 2,44 | 9,53 | 2,49 | 5,49 | 4,27 | 2,13 | 2,13 | 0,610 | ||||||
14 | 350 | 137 | 64,0 | 32,0 | 3,05 | 3,05 | - | 7,92 | - | 4,88 | - | 18,9 | - | 4,88 | - | 12,8 | 7,92 | 2,74 | - | - | 6,10 | 4,88 | 2,44 | - | - | |
16 | 400 | 152 | 73,2 | 36,6 | 3,35 | 3,35 | 8,84 | 5,49 | 21,9 | 5,49 | 14,3 | 9,14 | 3,05 | 3,32 | 5,49 | 2,74 | ||||||||||
18 | 450 | 168 | 85,3 | 42,7 | 3,66 | 3,66 | 10,1 | 6,10 | 25,0 | 6,10 | 16,2 | 10,7 | 3,35 | 7,92 | 6,10 | 3,05 | ||||||||||
20 | 500 | 198 | 91,4 | 42,7 | 42,7 | 42,7 | - | 11,0 | - | 7,01 | - | 27,4 | - | 7,01 | - | 18,3 | 11,6 | 3,96 | - | - | 9,14 | 7,01 | 3,35 | - | - | |
22 | 550 | 210 | 102 | 51,8 | 4,57 | 4,57 | 12,2 | 7,62 | 30,5 | 7,62 | 19,8 | 12,8 | 4,27 | 9,75 | 7,62 | 3,66 | ||||||||||
24 | 600 | 229 | 113 | 56,4 | 4,88 | 4,88 | 13,4 | 8.23 | 33.5 | 8.23 | 21,3 | 14,0 | 4,57 | 10,7 | 8,23 | 3,96 | ||||||||||
30 | 750 | - | - | - | 6,40 | 6,40 | - | 16,8 | - | 12,2 | - | 42,7 | - | 12,2 | - | - | - | - | - | - | - | - | - | - | - | |
36 | 900 | 7,62 | 7,62 | 20,1 | 14,3 | 51,8 | 14,3 | |||||||||||||||||||
42 | 1050 | 9,14 | 9,14 | 23,5 | 16,8 | 61,0 | 16,8 | |||||||||||||||||||
48 | 1200 | - | - | - | 10,7 | 10,7 | - | 26,8 | - | 19,8 | - | 67,1 | - | 19,8 | - | - | - | - | - | - | - | - | - | - | - | |
54 | 1350 | 12,2 | 12,2 | 30,2 | 21,3 | 76,2 | 21,3 | |||||||||||||||||||
60 | 1500 | 13,7 | 13,7 | 33,5 | 24,4 | 79,2 | 24,4 | |||||||||||||||||||
Примечания 1 Источник: GPSA Data Book, 1987 Revision, ref. [11]. 2 d - внутренний диаметр малого выпускного отверстия; D - внутренний диаметр большого выпускного отверстия. | ||||||||||||||||||||||||||
5.3 Методы определения размеров для жидкостных трубопроводов
5.3.1 Общие положения
Размеры линий трубопроводов для однофазной жидкости определяют по скорости потока. Для линий, транспортирующих однофазные жидкости из одной емкости в другую с перепадом давления, чтобы минимизировать нерегулярность течения перед регулирующим клапаном, скорость потока не должна превышать 5 м/с при максимальных расходах жидкости. Отметим, что в системах, где используют более "мягкие" материалы, например медно-никелевый сплав, используют ограничения на низкую скорость. Если это целесообразно с практической точки зрения, чтобы свести к минимуму осаждение песка и других твердых частиц, значение скорости потока должно быть не менее 1 м/с. При таких скоростях потока общие потери давления в трубопроводе будут, как правило, незначительными. Наибольшие потери давления в линиях передачи жидкости между двумя емкостями под давлением будут происходить в разгрузочных клапанах и/или в штуцерах.
5.3.1.1 Скорости потока в жидкостных трубопроводах определяют из рисунка 2 или вычисляют с использованием приведенного ниже уравнения
![]() . (1)
. (1)
|
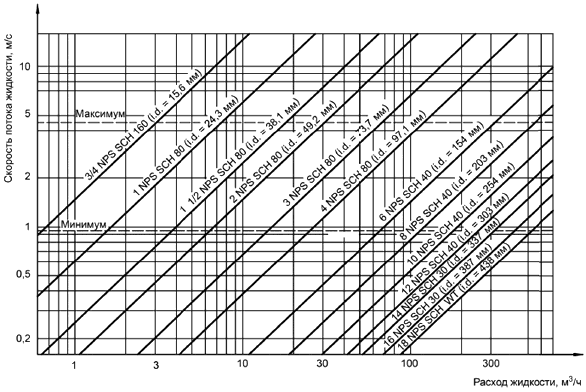
Примечание - Эти кривые были рассчитаны с использованием уравнения (1).
Рисунок 2 - Скорость в жидкостных трубопроводах
5.3.1.2 Потери давления на 100 м длины трубы для однофазных жидкостных трубопроводов вычисляют при помощи следующего уравнения Фаннинга
 , (2)
, (2)
где ![]() - потери давления на 100 м трубы, кПа.
- потери давления на 100 м трубы, кПа.
5.3.1.3 Коэффициент трения Муди, ![]() , является функцией числа Рейнольдса и шероховатости поверхности трубы. Для определения коэффициента трения при известном числе Рейнольдса используют модифицированную диаграмму Муди, представленную на рисунке 3. Число Рейнольдса
, является функцией числа Рейнольдса и шероховатости поверхности трубы. Для определения коэффициента трения при известном числе Рейнольдса используют модифицированную диаграмму Муди, представленную на рисунке 3. Число Рейнольдса ![]() определяют из следующего уравнения
определяют из следующего уравнения
![]() , (3)
, (3)
где ![]() - вязкость жидкости, Па·с, или число в сантипуаз, деленное на 1000, или число (сантистокс относительная плотность), деленное на 1000.
- вязкость жидкости, Па·с, или число в сантипуаз, деленное на 1000, или число (сантистокс относительная плотность), деленное на 1000.
|
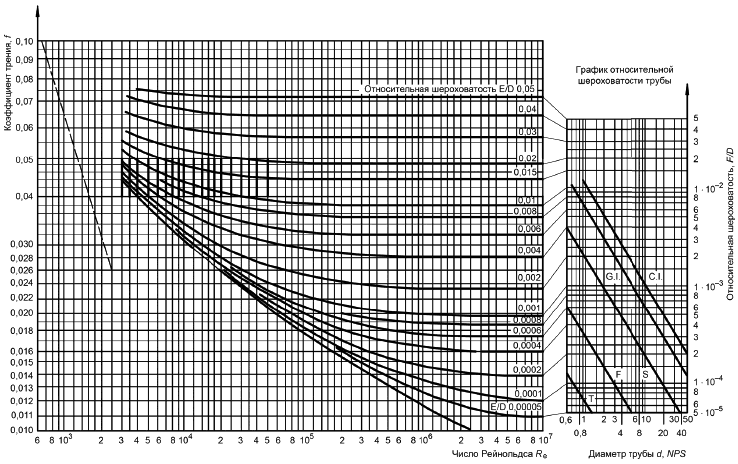
C.I. - чугун, чистый; F - эпоксидное стекловолокно; G.I - оцинкованное железо; S - стальная труба, чистая, промышленная (используется также для цементных, асбестовых или стальных труб с цементным покрытием); T - цельнотянутые трубы
Рисунок 3 - График коэффициентов трения (модифицированная диаграмма Муди)
5.3.2 Насосный трубопровод
5.3.2.1 Насосные трубопроводные системы для поршневых, ротационных и центробежных насосов проектируют так, чтобы фактический имеющийся кавитационный запас (![]() ) на впускном фланце насоса превышал необходимый для насоса NPSH. Дополнительно принимают меры по минимизации пульсаций в трубопроводах поршневых насосов. Для удовлетворительной работы насоса обеспечивают отсутствие испарения жидкости при ее поступлении в корпус или цилиндр насоса.
) на впускном фланце насоса превышал необходимый для насоса NPSH. Дополнительно принимают меры по минимизации пульсаций в трубопроводах поршневых насосов. Для удовлетворительной работы насоса обеспечивают отсутствие испарения жидкости при ее поступлении в корпус или цилиндр насоса.
5.3.2.2 Давление жидкости на приемном фланце центробежных или ротационных насосов должно быть достаточно высоким для того, чтобы преодолеть потери давления на участке между фланцем и лопастью турбины (или ротором) и поддерживать давление жидкости выше давления насыщенного пара, так как в противном случае возникает кавитация. В поршневой установке давление на приемном фланце должно удовлетворять тому же условию, но в этом случае необходимое значение NPSH насоса обычно выше, чем у центробежного насоса, вследствие потери давления на клапанах и падения давления, вызванного пульсациями потока. Аналогично фактический напор NPSH на приеме насоса должен компенсировать ускорение в приемной трубе, вызванное пульсацией, а также напор на трение, скоростной и статический напор.
5.3.2.3 Необходимое фактическое дифференциальное давление насыщенного пара может, по определению, быть названо ![]() . Оно равно разности суммарного напора в абсолютных метрах, измеренного на всасывающем сопле, и давления насыщенного пара жидкости в абсолютных метрах. Фактический напор NPSH всегда должен быть большим или равным необходимому напору NPSH для насоса. Для большинства насосных схем фактический напор NPSH может быть вычислен при помощи уравнения (4). Обычно к вычисленному значению NPSH добавляют запас надежности со значением до 1 м.
. Оно равно разности суммарного напора в абсолютных метрах, измеренного на всасывающем сопле, и давления насыщенного пара жидкости в абсолютных метрах. Фактический напор NPSH всегда должен быть большим или равным необходимому напору NPSH для насоса. Для большинства насосных схем фактический напор NPSH может быть вычислен при помощи уравнения (4). Обычно к вычисленному значению NPSH добавляют запас надежности со значением до 1 м.
![]() , (4)
, (4)
где ![]() - абсолютный напор вследствие атмосферного или иного давления над поверхностью жидкости, поступающей в прием насоса, м;
- абсолютный напор вследствие атмосферного или иного давления над поверхностью жидкости, поступающей в прием насоса, м;
![]() - абсолютное давление насыщенного пара жидкости при температуре всасывания, м;
- абсолютное давление насыщенного пара жидкости при температуре всасывания, м;
![]() - положительный или отрицательный статический напор вследствие смещения уровня жидкости вверх или вниз относительно линии отсчета (осевой линии насоса), м;
- положительный или отрицательный статический напор вследствие смещения уровня жидкости вверх или вниз относительно линии отсчета (осевой линии насоса), м;
![]() - потери напора на трение вследствие трения в приемных трубах, включая потери на входе и выходе, м;
- потери напора на трение вследствие трения в приемных трубах, включая потери на входе и выходе, м;
![]() - скоростной напор
- скоростной напор ![]() , м;
, м;
![]() - скорость жидкости в системе трубопроводов, м/с;
- скорость жидкости в системе трубопроводов, м/с;
![]() - напор под воздействием ускорения, м.
- напор под воздействием ускорения, м.
5.3.2.4 Для центробежного и ротационного насоса напор под воздействием ускорения ![]() =0. Для поршневых насосов значение напора под воздействием ускорения крайне важно, и его вычисляют по формуле
=0. Для поршневых насосов значение напора под воздействием ускорения крайне важно, и его вычисляют по формуле
![]() , (5)
, (5)
где L - длина трубопровода всасывания (действительная, а не эквивалентная длина), м;
С - эмпирическая постоянная типа насоса:
С =0,200 для одноцилиндрового насоса двойного действия;
С =0,200 для двухцилиндрового насоса одностороннего действия;
С =0,115 для двухцилиндрового насоса двойного действия;
С =0,066 для трехцилиндрового насоса одностороннего или двойного действия;
С =0,040 для пятицилиндрового насоса одностороннего или двойного действия;
С =0,028 для шестицилиндрового насоса одностороннего или двойного действия.
Примечание - Значение постоянной С отличается от приведенных для нестандартных отношений длины соединительной тяги к радиусу кривошипа;
K - коэффициент сжимаемости жидкости, представляющий обратную часть теоретического напора под воздействием ускорения, который учитывают во избежание заметных возмущений в приемном трубопроводе:
K =1,4 для почти несжимаемой жидкости (дегазированная вода);
K =1,5 для аминов, гликоля, воды;
K =2,0 для большинства углеводородов;
K =2,5 для относительно сжимаемой жидкости (горячая нефть или этан).
Следует отметить, что уравнение (5) и объяснение действия напора под воздействием ускорения не являются общепризнанными (см. [12], [13] и [14]). Однако считается, что уравнение (5) обеспечивает достаточный запас надежности для учета напора под воздействием ускорения.
Когда на общей линии подачи одновременно работают несколько поршневых насосов, а фазы всех коленчатых валов иногда совпадают то система подачи воспринимает эти насосы как один насос данного типа с производительностью, равной суммарной производительности всех насосов. В таком случае максимальная мгновенная скорость в линии подачи равна скорости подачи одного насоса с производительностью, равной суммарной производительности всех насосов.
5.3.2.5 Если напор под воздействием ускорения оказывается слишком высоким, рассматривают следующие варианты:
a) укоротить трубопровод всасывания. Напор под воздействием ускорения прямо пропорционален длине трубопровода L;
b) использовать всасывающую трубу большего размера, чтобы уменьшить скорость. Это очень эффективно, т.к. скорость меняется обратно пропорционально квадрату внутреннего диаметра. Напор под воздействием ускорения прямо пропорционален скорости транспортируемой среды ![]() ;
;
c) уменьшить требуемую скорость работы насоса, используя поршень или плунжер большего размера, если это позволяют номинальные характеристики насоса. Требуемая скорость обратно пропорциональна квадрату диаметра поршня. Напор под воздействием ускорения прямо пропорционален скорости работы насоса ![]() ;
;
d) рассмотреть возможность использования насоса с большим числом плунжеров. Например:
C =0,040 для пятицилиндрового насоса. Это примерно на 40% меньше значения для трехцилиндрового насоса;
C =0,066 для трехцилиндрового насоса. Напор под воздействием ускорения прямо пропорционален C;
e) рассмотреть возможность использования демпфера пульсаций, если вышеперечисленные рекомендации неприемлемы. Результаты, которые получаются при использовании демпфера пульсаций в системе всасывания, зависят от размера, типа, расположения и используемого давления подпитки. Хороший и правильно установленный демпфер при постоянной необходимой ему подзарядке может уменьшить значение длины трубы L, которая использовалась в уравнении для напора на ускорение, до значения от 5 до 15 номинальных диаметров трубы. Демпферы располагают как можно ближе к приему насоса;
f) использовать центробежный дожимной насос для подпитки приема поршневого насоса.
При проектировании всасывающих трубопроводов учитывают следующие рекомендации:
a) размер всасывающих трубопроводов может быть на один или два размера трубы больше впускной соединительной трубы насоса;
b) линии всасывания должны быть короткими, иметь минимальное число колен и фитингов и быть непрерывными до всасывающего сопла насоса;
c) рядом с насосом устанавливают эксцентрические переходники плоской стороной вверх для поддержания верхнего уровня в линии. Это исключает возможность образования газовых карманов во всасывающем трубопроводе. Если предвидится возможное скопление твердого шлама, предусматривают средства их извлечения;
d) для поршневых насосов устанавливают подходящий демпфер пульсаций (или планировать его установку на более поздний срок) как можно ближе к приему насоса;
e) в многонасосных установках задают размер общей линии подачи так, чтобы скорость была как можно более ближе к скорости в ответвлениях, идущих к отдельным насосам. Это позволит избежать перепадов скорости и, следовательно, минимизирует влияние напора под воздействием ускорения.
Определение размеров трубопроводов для поршневых, центробежных и ротационных насосов проводят на экономической основе. Размер нагнетательного трубопровода поршневых насосов задают так, чтобы минимизировать пульсации. Пульсации в нагнетательном трубопроводе поршневых насосов также связаны с изменением напора, но эти пульсации сложнее, чем пульсации во всасывающем трубопроводе. При проектировании нагнетательного трубопровода учитывают следующие рекомендации:
a) выкидная труба должна быть как можно более короткой и прямой;
b) выкидная труба может быть на один или два размера больше выходного соединения насоса;
c) скорость в выкидной трубе не должна превышать утроенную скорость в трубах всасывания. Такая скорость обычно обеспечивает экономичный размер трубопровода для всех насосов и приводит к минимальным пульсациям у поршневых насосов;
d) для поршневых насосов устанавливают подходящий демпфер пульсаций (или планировать его установку на более поздний срок) как можно ближе к выходу насоса.
Для определения предварительных размеров всасывающего и выкидного трубопровода используют таблицу 4.
Таблица 4 - Типичные скорости потока
Тип насоса | Скорость на всасывании, м/с | Скорость на выкиде, м/с |
Поршневой | ||
- частота вращения до 250 об/мин | 0,6 | 1,8 |
- частота вращения от 251 до 330 об/мин | 0,45 | 1,4 |
- частота вращения выше 330 об/мин | 0,3 | 1,0 |
Центробежный | От 0,6 до 1 | От 1,8 до 2,7 |
5.4 Критерии определения размеров для трубопроводов однофазного газа
5.4.1 Общие положения по определению размеров
Размеры трубопроводов для однофазного газа задают так, чтобы давление на его конце было достаточно высоким для обеспечения выполнения требований для последующего компонента оборудования. При наличии таких препятствий, как регулирующие клапаны, диафрагмы и т.д., или при скоростях, превышающих 25 м/с, может возникнуть чрезмерный шум; однако значение скорости 25 м/с не должно считаться абсолютным критерием. Большие скорости приемлемы, если трасса трубопровода, выбор клапанов и их расположение определены таким образом, чтобы минимизировать или изолировать шум.
При проектировании любой системы трубопроводов, в которой предполагается ингибирование коррозии, рассматривают вопрос о целесообразности дополнительного увеличения толщины стенки и/или снижения скорости потока до значения ниже 15 м/с с целью уменьшения эффекта срыва пленки ингибитора со стенки трубы. Для таких систем предусматривают метод контроля толщины стенки.
5.4.2 Уравнение оценки общих потерь давления
 , (6)
, (6)
где ![]() - абсолютное давление выше по потоку, кПа;
- абсолютное давление выше по потоку, кПа;
![]() - абсолютное давление ниже по потоку, кПа;
- абсолютное давление ниже по потоку, кПа;
Z - коэффициент сжимаемости для газа (см. [11]);
![]() - температура потока, К;
- температура потока, К;
![]() - коэффициент трения Муди, см. рисунок 3;
- коэффициент трения Муди, см. рисунок 3;
Преобразуя уравнение (6) и решая его относительно ![]() , получим
, получим
 . (7)
. (7)
Если изменение давления меньше 10% от давления на входе, используют приближение уравнения (6). В этих условиях можно принять
![]() . (8)
. (8)
Подставляя это выражение в уравнение (6), получим
 . (9)
. (9)
5.4.3 Эмпирическая оценка падения давления
5.4.3.1 Принятые допущения в уравнении
Было выведено несколько эмпирических уравнений для того, чтобы обойти необходимость разрешения уравнения относительно коэффициента ![]() . Все уравнения выведены из общего уравнения потока с различными допущениями относительно числа Рейнольдса. Наиболее общим эмпирическим уравнением падения давления для газа в производственных трубопроводах является представленное ниже уравнение Уэймута.
. Все уравнения выведены из общего уравнения потока с различными допущениями относительно числа Рейнольдса. Наиболее общим эмпирическим уравнением падения давления для газа в производственных трубопроводах является представленное ниже уравнение Уэймута.
5.4.3.2 Уравнение Уэймута
Данное уравнение основано на измерениях потока сжатого воздуха по трубам от 20 до 300 мм в интервале диаграммы Муди, где кривые коэффициента трения горизонтальны (т.е. большое число Рейнольдса). В этом интервале коэффициент трения Муди не зависит от числа Рейнольдса и зависит от относительной шероховатости.
Уравнение Уэймута может быть выражено в следующем виде
 , (10)
, (10)
где ![]() - температура газа на входе, К.
- температура газа на входе, К.
Важно помнить, какие допущения делались при выводе этого уравнения и при каких условиях эти допущения справедливы. Трубы короткой длины при большом перепаде давления, скорее всего, приведут к турбулентному течению (большое число Рейнольдса), и поэтому допущения, сделанные Уэймутом, будут справедливы. Практический опыт показывает, что уравнение Уэймута пригодно для большинства систем трубопроводов на объекте добычи. Однако использованный Уэймутом коэффициент трения обычно слишком низок для трубопроводов большого диаметра или с низкой скоростью флюида, в которых режим течения более точно описывается наклонной частью диаграммы Муди.
5.4.3.3 Уравнение Панхэндла
В этом уравнении допускается, что график коэффициента трения в области умеренных значений числа Рейнольдса на диаграмме Муди можно представить в виде прямой линии с постоянным отрицательным наклоном.
Уравнение Панхэндла можно представить как
 , (11)
, (11)
где ![]() - абсолютное давление выше по потоку, кПа;
- абсолютное давление выше по потоку, кПа;
![]() - абсолютное давление ниже по потоку, кПа;
- абсолютное давление ниже по потоку, кПа;
![]() - длина, км;
- длина, км;
E - коэффициент эффективности:
E =1,0 для совершенно новой трубы;
E =0,95 для хороших условий эксплуатации;
E =0,92 для обычных условий эксплуатации;
E =0,85 для неблагоприятных условий эксплуатации.
На практике уравнение Панхэндла обычно используют для трубопроводов большого диаметра [больше, чем DN 250 (10 NPS)], большой длины (обычно выраженной в километрах, а не метрах), где число Рейнольдса находится на прямолинейном участке диаграммы Муди. Можно видеть, что ни уравнение Уэймута, ни уравнения Панхэндла не являются "консервативным" подходом. Если используют уравнение Уэймута, а число Рейнольдса среднее, то действительный коэффициент трения будет выше предполагаемого (наклонная часть выше горизонтальной на кривой Муди) и действительное падение давления будет выше вычисленного.
Если используют уравнение Панхэндла и число Рейнольдса действительно велико (в уравнении предполагается, что кривая коэффициента трения продолжает спадать с увеличением числа Рейнольдса за горизонтальную область кривой), то действительное значение падения давления будет выше вычисленного.
5.4.3.4 Уравнение Шпицгласса
Данное уравнение используют для линий с давлением, близким к атмосферному. Его выводят при следующих допущениях в уравнении (7):
a) ![]() К;
К;
b) ![]() =103,4 кПа;
=103,4 кПа;
c) для идеального газа Z=1,0;
d) ![]() .
.
При этих допущениях и если падение давления выражено в Па, то уравнение Шпицгласса может быть выражено в следующем виде
 . (12)
. (12)
5.4.4 Уравнение скорости газа
Скорость газа вычисляют с помощью следующего выведенного уравнения
![]() , (13)
, (13)
где p - рабочее давление абсолютное, кПа.
5.4.5 Трубопровод компрессора
Размеры трубопровода поршневого и центробежного компрессора определяют так, чтобы свести к минимуму пульсацию, вибрацию и шум. Требуются инженерные исследования для каждого конкретного случая выбора допустимых скоростей.
Примечания
1 При использовании уравнений течения газа для старых труб наличие твердых отложений, коррозии, парафина и т.д. могут существенно влиять на эффективность течения газа.
2 Более детальная информация по другим эмпирическим уравнениям приведена в [11].
5.5 Критерии определения размеров трубопроводов для двухфазных потоков жидкость/газ
5.5.1 Эрозионная скорость
Размеры напорных трубопроводов, добычных манифольдов, технологических приемных коллекторов и других трубопроводов, транспортирующих газ и жидкость в двухфазном потоке, устанавливают главным образом исходя из скорости потока. Опыт показывает, что уменьшение толщины стенок происходит в результате процесса коррозионной эрозии. Этот процесс ускоряется при больших скоростях флюида, при наличии песка, коррозионных примесей, таких как ![]() и
и ![]() , и при наличии фитингов, таких как колена, которые изменяют направление потока.
, и при наличии фитингов, таких как колена, которые изменяют направление потока.
Если отсутствует конкретная информация об эрозионных/коррозийных свойствах флюида, то для определения "эрозионной скорости" используют приведенный ниже подход. Определение эрозионной скорости основано на использовании упрощенной модели, в которой не учитывают наличие песка и другие факторы (например, содержания ![]() ,
, ![]() и хлоридов).
и хлоридов).
Примечание - Упрощенный подход, приведенный в 5.5.1, использует эмпирическую формулу и обычно приводит к консервативной оценке предельных значений скорости. Однако опыт показывает, что для многих условий эти предельные значения могут быть слишком консервативными. Эрозия и связанная с ней эрозионная коррозия создают серьезные проблемы со многими переменными, включая геометрию течения, тип материала, свойства твердой фазы, скорости газа и жидкости, вязкость флюида, плотность и коррозионную активность флюида. В последнее время был создан ряд компьютерных моделей, в которых эти параметры учитываются. Эти модели могут использоваться в качестве альтернативы данному подходу.
Скорость, выше которой возможна эрозия, можно определить из следующего эмпирического уравнения
![]() , (14)
, (14)
где c - эмпирическая константа.
Практика показывает, что для флюидов без твердой фазы значения c=122 при непрерывной работе и c =152 при периодической работе дают консервативную оценку. Для флюидов без твердой фазы при условии, что не предвидится коррозия, коррозия контролируется ингибиторами или используют коррозионно-стойкие сплавы, значения 180<c<245 могут использовать для непрерывной работы и значения c<300 успешно используют для периодической работы. Если предусматривают поступление твердой фазы, то скорости флюида должны быть значительно сокращены. Используют другие значения c, если это было подтверждено специальными исследованиями для конкретных условий эксплуатации.
При наличии твердой фазы и/или при наличии коррозионных примесей, а также если используются значения c>122 для непрерывной работы, предусматривают проведение периодической оценки толщины стенки труб. Проектирование любой системы трубопроводов, в которой прогнозируется присутствие твердой фазы, должно предусматривать установку ловушек для песка, глухих тройников или Т-образных заглушек (см. рисунок 4) и наличие прямолинейных участков длиной не менее 1 м ниже выходных отверстий штуцеров.
|
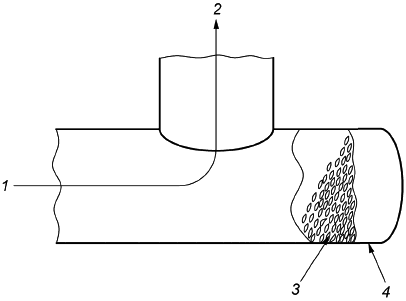
1 - впуск; 2 - выпуск; 3 - скопление твердых частиц; 4 - сварная пробка или заглушка
Рисунок 4 - Т-образная заглушка
5.5.2 Плотность
Плотность смеси жидкость/газ вычисляют из следующего уравнения
![]() , (15)
, (15)
где p - абсолютное рабочее давление, кПа.
Если ![]() определено, вычисляют минимальную требуемую площадь поперечного сечения для того, чтобы избежать флюидной эрозии, из следующего уравнения
определено, вычисляют минимальную требуемую площадь поперечного сечения для того, чтобы избежать флюидной эрозии, из следующего уравнения
![]() , (16)
, (16)
где A - минимальная требуемая площадь поперечного сечения потока на единичный объемный расход, мм/м
/ч.
5.5.3 Минимальная скорость
Для минимизации закупоривания сепарационного оборудования по возможности значение минимальной скорости в двухфазных линиях должно быть около 3 м/с. Это особенно важно для длинных линий с меняющимся уровнем.
5.5.4 Падение давления
Падение давление в двухфазном потоке в системе стальных трубопроводов оценивают с помощью упрощенного уравнения Дарси [11], имеющего вид
 , (17)
, (17)
где ![]() рассчитывают по формуле (15).
рассчитывают по формуле (15).
Использование данного уравнения ограничивают падением давления до 10%, так как в противном случае возникают погрешности из-за изменения плотности.
Если среднее значение коэффициента ![]() оценивается как 0,015, то это уравнение принимает вид
оценивается как 0,015, то это уравнение принимает вид
 .
.
Значение ![]() вычисляют с использованием следующего уравнения
вычисляют с использованием следующего уравнения
![]() . (18)
. (18)
Примечание - Падение давления, вычисленное по этой формуле, является только оценочным.
5.6 Толщина стенки трубы
5.6.1 Толщину стенки трубы, требуемую для конкретных условий эксплуатации трубопровода, определяют внутренним рабочим давлением, температурой и допустимым окружным напряжением для выбранного материала. Соответствующие признанные стандарты по изготовлению труб допускают уменьшение номинальной толщины стенки трубы на величину заводского допуска на толщину стенки трубы. Обычно для труб из углеродистой стали рекомендуется применять минимальный допуск на коррозию/механическую прочность, равный 1,25 мм. Если скорость коррозии можно предусмотреть, то следует пользоваться вычисленным допуском на коррозию.
5.6.2 Проектную толщину с учетом давления, требуемую для конкретных условий эксплуатации и соответствующую ASME B31.3, вычисляют из приведенного ниже уравнения
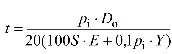 , (19)
, (19)
где E - коэффициент продольного сварного шовного соединения (E должен соответствовать ASME B31.3):
E =1,00 для бесшовных труб;
E =0,85 для ERW труб;
Y - температурный коэффициент (0,4 для аустенитных или других пластичных материалов при 482°C и ниже) при ![]() . (Значение Y должно соответствовать требованиям ASME B31.3 для проектирования прямолинейной трубы под внутренним давлением);
. (Значение Y должно соответствовать требованиям ASME B31.3 для проектирования прямолинейной трубы под внутренним давлением);
S - допустимое напряжение, которое должно соответствовать ASME B31.3, Н/мм.
Примечание - t - минимальная толщина стенки без учета допуска на коррозию/механическую прочность, допуска на резьбу и допуска изготовителя на прокат (5.6.3).
5.6.3 Требуемую минимальную расчетную толщину стенки трубы вычисляют из следующего уравнения
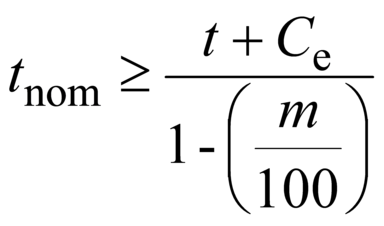 , (20)
, (20)
где ![]() - сумма допусков на коррозию, механическую прочность и резьбу, мм.
- сумма допусков на коррозию, механическую прочность и резьбу, мм.
5.6.4 Правила по допускам на коррозию следующие:
- легкие/умеренные условия эксплуатации: 1,0; 1,25 или 1,5 мм;
- умеренные/тяжелые условия эксплуатации: 3,0 мм.
5.6.5 Максимально допустимые рабочие давления для большинства номинальных значений толщины стенки с размерами от DN 50 (2 NPS) до DN 600 (24 NPS) приведены в таблице 5 для бесшовной трубы марки B по [4] с допусками 1,25 мм на коррозию/механическую прочность и минусовым производственным допуском 12,5% на толщину стенки. Максимальные рабочие давления, приведенные в таблице 5, были рассчитаны с использованием уравнений (19) и (20) для значений ![]() . Используя
. Используя ![]() из таблицы 5 и применяя уравнение (20), получим t с учетом давления; это значение используется в уравнении (19) для нахождения
из таблицы 5 и применяя уравнение (20), получим t с учетом давления; это значение используется в уравнении (19) для нахождения ![]() , т.е. максимально допустимого рабочего давления. Для значений
, т.е. максимально допустимого рабочего давления. Для значений ![]() должно использоваться уравнение Ламе в соответствии с ASME B31.3. В таблице 5 учитывают только внутренние давления и температуры. Требуется увеличение толщины стенки в случае значительных механических и термических напряжений. Максимально допустимое рабочее давление трубной обвязки из нержавеющей стали вычисляют при помощи уравнения (19) с нулевыми допусками на коррозию/механическое воздействие.
должно использоваться уравнение Ламе в соответствии с ASME B31.3. В таблице 5 учитывают только внутренние давления и температуры. Требуется увеличение толщины стенки в случае значительных механических и термических напряжений. Максимально допустимое рабочее давление трубной обвязки из нержавеющей стали вычисляют при помощи уравнения (19) с нулевыми допусками на коррозию/механическое воздействие.
5.6.6 Тонкостенные трубы малого диаметра подвержены разрушениям из-за вибрации и/или коррозии. При работе при наличии углеводорода ниппели размером DN 20 (3/4 NPS) или меньше должны иметь типоразмер не менее 80. Полностью резьбовые ниппели не используют.
5.6.7 Особое внимание уделяют тонкостенным трубопроводам, например из нержавеющей стали, в условиях вибрации, чтобы предотвратить их усталостные повреждения.
Таблица 5 - Максимально допустимые рабочие давления для трубной обвязки платформы, бесшовная труба марки B по [4] (значения напряжений соответствуют ASME B31.3)
NPS, | Наруж- | Номи- | Номи- | Массо- | Типо- | Диапазон температур, °C | |||
дюйм | ный диа- метр, мм | нальная толщина стенки, мм | нальная масса, кг/м | вый класс | раз- мер | -29-204 | 205-260 | 261-315 | 316-343 |
Максимально допустимое рабочее давление, МПа | |||||||||
2 | 60,3 | 5,54 | 7,48 | XS | 80 | 17,166 | 16,221 | 14,848 | 14,586 |
8,74 | 11,10 | - | 160 | 31,848 | 30,097 | 27,545 | 27,069 | ||
11,07 | 13,45 | XXS | - | 43,345 | 40,959 | 37,49 | 36,841 | ||
2,5 | 73,0 | 7,01 | 11,41 | XS | 80 | 19,407 | 18,345 | 16,786 | 16,497 |
9,53 | 14,90 | - | 160 | 28,924 | 27,331 | 25,021 | 24,586 | ||
14,02 | 20,41 | XXS | - | 47,241 | 44,641 | 40,862 | 40,152 | ||
19,05 | 25,33 | - | - | 67,393 | 69,486 | 59,483 | 58,455 | ||
3 | 88,9 | 7,62 | 15,25 | XS | 80 | 17,607 | 16,634 | 15,228 | 14,966 |
11,13 | 21,30 | - | 160 | 28,434 | 26,869 | 24,593 | 24,166 | ||
15,24 | 27,65 | XXS | - | 42 | 39,690 | 36,331 | 35,697 | ||
4 | 114,3 | 6,02 | 16,07 | STD | 40 | 9,924 | 9,379 | 8,586 | 8,434 |
8,56 | 22,31 | XS | 80 | 15,697 | 14,834 | 13,579 | 13,338 | ||
11,13 | 28,30 | - | 120 | 21,717 | 20,524 | 18,786 | 18,455 | ||
13,49 | 33,53 | - | 160 | 27,441 | 25,931 | 23,738 | 23,324 | ||
17,12 | 41,02 | XXS | - | 36,6 | 34,579 | 31,662 | 31,11 | ||
6 | 168,3 | 7,11 | 28,26 | STD | 40 | 8,317 | 7,855 | 7,193 | 7,069 |
10,97 | 42,56 | XS | 80 | 13,441 | 1,344 | 12,303 | 12,09 | ||
14,27 | 54,20 | - | 120 | 19,428 | 18,366 | 16,807 | 16,517 | ||
18,26 | 67,55 | - | 160 | 25,862 | 24,503 | 22,428 | 22,041 | ||
21,95 | 79,18 | XXS | - | 32,138 | 30,372 | 27,8 | 23,717 | ||
8 | 219,1 | 7,04 | 36,76 | - | 30 | 6,262 | 5,917 | 5,421 | 5,324 |
8,18 | 42,53 | STD | 40 | 7,572 | 7,159 | 6,552 | 6,441 | ||
10,31 | 53,07 | - | 60 | 10,048 | 9,497 | 8,69 | 8,538 | ||
12,70 | 64,63 | XS | 80 | 12,855 | 12,152 | 11,117 | 10,924 | ||
15,09 | 75,79 | - | 100 | 15,710 | 14,848 | 13,586 | 13,351 | ||
18,26 | 90,43 | - | 120 | 19,572 | 18,497 | 16,931 | 16,641 | ||
20,62 | 100,88 | - | 140 | 22,503 | 21,269 | 19,469 | 19,131 | ||
22,22 | 107,87 | XXS | - | 24,517 | 23,166 | 21,207 | 20,841 | ||
23,01 | 111,18 | - | 160 | 25,517 | 24,11 | 22,069 | 21,690 | ||
10 | 273,0 | 6,35 | 41,77 | - | 20 | 4,386 | 4,145 | 3,793 | 3,731 |
7,09 | 46,47 | - | - | 5,055 | 4,779 | 4,372 | 4,297 | ||
7,80 | 51,00 | - | 30 | 5,703 | 5,386 | 4,931 | 4,848 | ||
9,27 | 60,29 | STD | 40 | 7,055 | 6,669 | 6,103 | 5,993 | ||
12,70 | 81,54 | XS | 60 | 10,241 | 9,675 | 8,855 | 8,703 | ||
15,09 | 95,84 | - | 80 | 12,490 | 11,807 | 10,807 | 10,621 | ||
18,26 | 114,74 | - | 100 | 15,531 | 14,676 | 13,434 | 13,2 | ||
21,44 | 132,85 | - | 120 | 18,621 | 17,6 | 16,11 | 15,828 | ||
25,40 | 154,96 | XXS | 140 | 22,559 | 21,317 | 19,51 | 19,172 | ||
28,58 | 172,11 | - | 160 | 25,772 | 23,452 | 22,290 | 21,903 | ||
12 | 323,8 | 6,35 | 49,72 | - | 20 | 3,690 | 3,49 | 3,193 | 3,138 |
8,38 | 65,20 | - | 30 | 5,241 | 4,959 | 4,538 | 4,455 | ||
9,52 | 73,82 | STD | - | 6,124 | 5,786 | 5,297 | 5,207 | ||
10,31 | 79,74 | - | 40 | 6,731 | 6,366 | 5,828 | 5,724 | ||
12,70 | 97,44 | XS | - | 8,593 | 8,117 | 7,434 | 7,303 | ||
14,27 | 108,96 | - | 60 | 9,828 | 9,29 | 8,503 | 8,359 | ||
17,48 | 132,01 | - | 80 | 12,372 | 11,69 | 10,703 | 10,517 | ||
21,44 | 159,66 | - | 100 | 15,572 | 14,71 | 13,469 | 13,234 | ||
25,40 | 186,75 | XXS | 120 | 18,828 | 17,786 | 16,283 | 16 | ||
28,58 | 207,87 | - | 140 | 21,476 | 20,297 | 18,579 | 18,255 | ||
33,32 | 238,60 | - | 160 | 25,517 | 24,11 | 22,069 | 21,69 | ||
14 | 355,6 | 6,35 | 54,68 | - | 10 | 3,359 | 3,172 | 2,903 | 2,855 |
7,92 | 67,94 | - | 20 | 4,448 | 4,207 | 3,848 | 3,786 | ||
9,52 | 81,28 | STD | 30 | 5,566 | 5,262 | 4,814 | 4,731 | ||
11,13 | 94,49 | - | 40 | 6,697 | 6,324 | 5,793 | 5,69 | ||
12,70 | 107,38 | XS | - | 7,807 | 7,379 | 6,752 | 6,634 | ||
15,09 | 126,51 | - | 60 | 9,510 | 8,986 | 8,228 | 8,083 | ||
19,05 | 158,08 | - | 80 | 12,372 | 11,697 | 10,703 | 10,517 | ||
23,83 | 194,90 | - | 100 | 15,890 | 15,014 | 13,745 | 13,503 | ||
27,79 | 224,36 | - | 120 | 18,855 | 17,821 | 16,31 | 16,028 | ||
31,75 | 253,31 | - | 140 | 21,869 | 20,669 | 18,917 | 18,593 | ||
35,71 | 281,49 | - | 160 | 24,938 | 23,566 | 21,572 | 21,2 | ||
16 | 406,4 | 6,35 | 62,63 | - | 10 | 2,931 | 2,772 | 2,538 | 2,497 |
7,92 | 77,86 | - | 20 | 3,890 | 3,676 | 3,366 | 3,303 | ||
9,52 | 93,21 | STD | 30 | 4,862 | 4,593 | 4,207 | 4,131 | ||
12,70 | 123,29 | XS | 40 | 6,814 | 6,441 | 5,897 | 5,793 | ||
16,66 | 160,72 | - | 60 | 9,276 | 8,766 | 8,028 | 7,883 | ||
21,41 | 203,88 | - | 80 | 12,276 | 11,6 | 10,621 | 10,434 | ||
26,19 | 245,55 | - | 100 | 15,345 | 14,503 | 13,276 | 13,041 | ||
30,94 | 287,21 | - | 120 | 18,448 | 17,434 | 15,959 | 15,683 | ||
36,50 | 333,35 | - | 140 | 22,152 | 20,938 | 19,165 | 18,834 | ||
18 | 457,2 | 6,35 | 70,59 | - | 10 | 2,607 | 2,462 | 2,255 | 2,214 |
7,92 | 87,79 | - | 20 | 3,455 | 3,262 | 2,986 | 2,931 | ||
9,52 | 105,14 | STD | - | 4,317 | 4,076 | 3,731 | 3,669 | ||
11,13 | 122,36 | XS | 30 | 5,186 | 4,897 | 4,483 | 4,407 | ||
12,70 | 139,19 | - | - | 6,041 | 5,71 | 5,228 | 5,138 | ||
14,27 | 155,91 | - | 40 | 6,903 | 6,524 | 5,972 | 5,869 | ||
18,24 | 197,93 | - | 60 | 9,097 | 8,593 | 7,869 | 7,731 | ||
23,80 | 254,48 | - | 80 | 12,214 | 11,545 | 10,566 | 10,386 | ||
29,36 | 309,54 | - | 100 | 15,393 | 14,545 | 13,317 | 13,083 | ||
34,11 | 355,67 | - | 120 | 18,152 | 17,152 | 15,703 | 15,428 | ||
20 | 508 | 6,35 | 78,56 | - | 10 | 2,343 | 2,214 | 2,027 | 1,991 |
9,52 | 117,03 | STD | 20 | 3,876 | 3,683 | 3,353 | 3,295 | ||
12,70 | 155,13 | XS | 30 | 5,428 | 5,129 | 4,695 | 4,613 | ||
15,06 | 183,08 | - | 40 | 6,588 | 6,226 | 5,699 | 5,6 | ||
20,62 | 247,84 | - | 60 | 9,353 | 8,838 | 8,090 | 7,95 | ||
26,19 | 311,19 | - | 80 | 12,166 | 11,497 | 10,524 | 10,341 | ||
32,54 | 381,55 | - | 100 | 15,429 | 14,58 | 13,346 | 13,115 | ||
38,10 | 441,52 | - | 120 | 18,335 | 17,327 | 15,86 | 15,585 | ||
24 | 609,6 | 6,35 | 94,47 | - | 10 | 1,950 | 1,843 | 1,687 | 1,658 |
9,52 | 140,89 | STD | 20 | 3,224 | 3,047 | 2,789 | 2,74 | ||
12,70 | 186,95 | XS | - | 4,511 | 4,263 | 3,902 | 3,834 | ||
14,27 | 209,51 | - | 30 | 5,150 | 4.867 | 4,455 | 4,378 | ||
17,48 | 255,25 | - | 40 | 6,464 | 6,109 | 5,591 | 5,494 | ||
24,61 | 355,04 | - | 60 | 9,418 | 8,9 | 8,147 | 8,005 | ||
30,96 | 441,80 | - | 80 | 12,091 | 11,426 | 1,059 | 10,277 | ||
38,88 | 547,23 | - | 100 | 15,482 | 14,630 | 13,392 | 13,160 | ||
46,02 | 639,62 | - | 120 | 18,595 | 17,572 | 16,084 | 15,805 | ||
Примечание - Включает допуск 1,25 мм на коррозию/механическую прочность и включает отрицательный допуск 12,5% номинальной толщины стенок (допуск изготовителя) для труб и фитингов. | |||||||||
5.7 Соединения
5.7.1 Типы соединений труб
Общепринятые типы соединений труб включают соединения, сваренные встык, раструбные сварные соединения и соединения с резьбой и муфтой. Приведенные ниже правила определяют, когда следует использовать конкретный тип соединения.
5.7.2 Углеводородные трубопроводы
Должны использовать соединения, сваренные встык.
Трубы диаметром DN 50 (2 NPS) сваривают встык.
Трубы диаметром DN 40 (1 1/2 NPS) могут иметь раструбные сварные соединения.
Раструбные сварные соединения не используют там, где есть:
a) риск сильного коррозионного растрескивания или
b) сильная механическая вибрация.
Трубопроводы всех размеров для расчетных давлений класса 600 по ASME и выше сваривают встык.
Накидные фланцы могут использоваться лишь для нециклического режима работы и при отсутствии ударной нагрузки для класса 300 по ASME и ниже.
5.7.3 Трубопроводы инженерных коммуникаций (не работающие с паром)
Трубопроводы инженерных коммуникаций под давлением с номинальным размером трубы DN 80 (3 NPS) сваривают встык.
5.7.4 Трубные системы с резьбовыми соединениями
Резьбовые соединения труб и фитингов менее надежны, чем соединения встык и раструбные сварные соединения, и должны использоваться в случае, если:
a) флюид не воспламеняем, не токсичен и не вызывает эрозию;
b) режим работы не является циклическим и механические вибрации незначительны;
c) расчетное давление ниже 2 МПа (манометрическое);
d) расчетная температура находится в диапазоне от минус 29 до плюс 200°C.
Когда невозможно соответствовать перечисленным выше требованиям, особенно при подсоединении к оборудованию или измерительным приборам, тогда проводят оценку риска метода соединения с целью оценки опасности для всего персонала, а также повреждения оборудования. Резьба должна быть конической, концентричной с трубой, с гладкой нарезкой и без заусенцев. Внутренние поверхности труб всех резьбовых соединений, выполняемых на месте, раззенкуют.
Особое внимание уделяют схеме размещения трубопроводов с резьбовыми соединениями, которая гарантирует отсутствие избыточной нагрузки на соединения, а также исключает возможность развинчивания труб в процессе эксплуатации.
Более подробную информацию о резьбовых соединениях можно найти в [15] или [16] и о резьбовых смазках - в [17].
5.8 Расширение и гибкость
5.8.1 Системы трубопроводов подвержены многим типам нагрузок. В целом при учете напряжений в анализе гибкости системы трубопроводов существенное влияние оказывают следующие факторы:
a) давление и его изменение;
b) масса труб, фитингов, клапанов, флюида и изоляции;
c) тепловое расширение или сжатие, вызванное технологическими условиями, циклическим воздействием температуры, вентиляции и изменениями условий окружающей среды;
d) внешние нагрузки или динамическое воздействие, такое как гидравлический удар, ветер, силы реакции при нагнетании, вибрация и землетрясение. В некоторых случаях может потребоваться анализ воздействия взрыва из-за избыточного давления;
e) нагрузки на терминалах и перемещения, а также другие ограничения в системе трубопроводов.
Системы трубопроводов должны быть достаточно гибкими для того, чтобы гарантировать отсутствие течи, деформаций, разрушений, а также перегрузки клапанов и подключенного чувствительного к напряжениям оборудования, например резервуаров, компрессоров и турбин.
Анализ гибкости систем трубопроводов и расчет нагрузок проводят в соответствии с критериями ASME B31.3.
5.8.2 Необходимо провести типовой анализ напряжений, если не выполняются перечисленные ниже приближенные критерии, не соответствующие ASME B31.3.
Трубопроводная система с трубами одинакового размера, имеющая не более двух точек фиксации и не имеющая ни одного промежуточного ограничителя движения, должна соответствовать эмпирическому выражению
![]() , (21)
, (21)
где у - результирующая всех напряжений деформации, которые компенсируют системой трубопроводов, мм.
Однако не подтверждается, что неравенство (21) дает точные или постоянно консервативные результаты. Это выражение не применимо к системам, которые работают в тяжелых циклических условиях. Данное уравнение используют с осторожностью в случаях конфигураций, содержащих, например, неодинаковые U-колена (L/U>2,5) или почти прямолинейные "зубчатые" отводы либо тонкостенные трубы большого диаметра (коэффициент интенсивности напряжений i>5 и соответствует требованиям для коэффициентов интенсивности напряжений, указанным в ASME B31.3), а также в случаях, когда внешние деформации (в направлении, отличном от направления прямой, соединяющей анкерные точки) существенно увеличивают общую деформацию. Даже если для системы трубопроводов справедливо неравенство (21), то не гарантировано, что конечные реакции будут приемлемо малыми.
5.8.3 В соответствии с ASME B31.3 не требуется проведения формального анализа напряжений для систем, которые удовлетворяют одному из следующих критериев:
a) система является копией функционирующей установки или замещает систему, удовлетворительно зарекомендовавшую себя на практике;
b) система может быть признана пригодной на основе сравнения с результатами анализа аналогичных систем.
5.8.4 Перемещения труб могут быть компенсированы температурными трубными компенсаторами (включая петлевые компенсаторы, U-, L- и Z-образные трубопроводы), вертлюжными соединениями или сильфонными компенсаторами, применение которых должно соответствовать требованиям национальных стандартов. Применение температурных компенсаторов должно быть целесообразным. Если с практической точки зрения использовать температурные трубные компенсаторы не эффективно, то используют вертлюжные соединения. Вертлюжные соединения могут давать течь, и они требуют надлежащего технического обслуживания. Сильфонные компенсаторы могут быть повреждены при неправильной установке, поэтому избегают их использования. Однако сильфонные компенсаторы часто используют в системах отвода выхлопных газов двигателей и в других системах инженерных коммуникаций низкого давления.
5.9 Правила запуска
Все линии всасывания насосов и компрессоров должны быть укомплектованы временными пусковыми воронкообразными фильтрами. Фильтры, воронки которых направляют вверх по потоку, располагают как можно ближе к входным фланцам с учетом того, что впоследствии эти фильтры будут удалены. Иногда для удаления фильтров требуется комплект съемных фланцев. Во время пуска контролируют заполнение фильтров и удаляют их, как только отложение осадка более не наблюдают. При выборе фильтров и в работе с ними необходима аккуратность для предотвращения проблем с NPSH. Рассматривают также целесообразность установки небольших клапанов для гидростатического испытания, продувки, слива и очистки.
6 Выбор клапанов
6.1 Общие положения
6.1.1 В оборудовании эксплуатационных платформ используют такие типы клапанов, как шаровые, задвижки, пробковые, дисковые затворы, запорные, мембранные, игольчатые и регулирующие. Далее кратко описаны преимущества, недостатки и особенности конструкции всех этих типов клапанов. В последующих разделах на основе данного анализа приведены конкретные рекомендации по использованию конкретных типов клапанов. В каталогах клапанов описывают основные особенности конструкции различных типов клапанов и материалов для их изготовления, приводят чертежи и фотографии этих клапанов. Конструкция клапанов должна удовлетворять требованиям соответствующих национальных и международных стандартов.
6.1.2 По принятым правилам шаровые и пробковые клапаны с ручным управлением снабжают ручным редуктором для следующих видов:
- классы с 150 по 400 по ASME - DN 250 (10 NPS и более);
- классы с 600 по 900 по ASME - DN 250 (6 NPS и более);
- классы 1500 и выше по ASME - DN 100 (4 NPS и более).
Из-за ограниченности места на морских платформах избегают использования чрезмерно длинных рычагов (>750 мм).
6.1.3 Механизированными приводами оборудуют следующие клапаны:
a) все отсекающие клапаны;
b) впускные и выпускные клапаны центробежных компрессоров. Эти клапаны должны закрываться автоматически при останове основного двигателя;
c) отводящие, продувочные и другие автоматические клапаны;
d) клапаны следующих размеров (при частой эксплуатации):
- класс 150 по ASME - DN 400 (16 NPS) и более;
- классы с 300 по 400 по ASME - DN 300 (12 NPS) и более;
- классы с 600 по 900 по ASME - DN 250 (10 NPS) и более;
- классы 1500 и выше по ASME - DN 200 (8 NPS) и более.
6.2 Типы клапанов
6.2.1 Шаровые краны
Шаровые краны пригодны для большинства типов ручного двухпозиционного переключения в трубопроводах для углеводородов или для инженерных коммуникаций, если рабочие температуры находятся в диапазоне от минус 29 до плюс 200°C. Применение клапанов с мягким седлом при температурах свыше 100°C рассматривают отдельно ввиду наличия температурных ограничений для некоторых материалов мягкого седла. Для случая абразивных сред или высоких температур рассматривают возможность использования шаровых клапанов с металлическим седлом, при этом нужно учесть, что рабочий момент вращения при использовании этих клапанов будет увеличен.
Шаровые краны выпускаются как в исполнении с плавающим шаром, так и в исполнении с креплением на цапфе. Клапаны с плавающим шаром имеют высокие моменты вращения и приводят к большой нагрузке на седло и, следовательно, не пригодны для случаев высоких давлений и больших диаметров.
Шаровые краны обычно непригодны для использования в качестве дросселя, т.к. седла и поверхности уплотнения в полуоткрытом положении не защищены от абразионного воздействия технологических флюидов.
Для критических условий рассматривают возможность применения шаровых кранов с фитингами для подачи герметизирующего состава для шаровых седел и для штоков клапанов, т.к. герметизирующий состав часто необходим для предотвращения мелких протечек и уменьшения моментов вращения. Если планируется использование крана с выпускным отверстием из полости корпуса, то для него используют специально предусмотренное выпускное отверстие, не зависящее от фитинга для подачи.
6.2.2 Задвижки
Задвижки пригодны для большинства типов двухпозиционного переключения в трубопроводах для углеводородов или для инженерных коммуникаций в любых диапазонах температур при отсутствии вибрации. При наличии вибрации задвижки переходят из нормального положения в открытое или закрытое положение, если уплотнение штока клапана подобрано неправильно. Рабочие характеристики задвижек лучше, чем характеристики шаровых или пробковых клапанов, но они имеют большие размеры и не имеют четверть оборотного действия.
Для размеров DN 50 (2 NPS) и более задвижки с ручным управлением оборудуют гибкими дисками или раздвижными затворами внутри трубопровода. Клиновые задвижки обычно не защищены от избыточного давления в полости корпуса.
Не используют задвижки с незащищенными подъемными штоками, т.к. в морских условиях штоки и резьба клапанов могут попасть под действие коррозии, что усложнит управление задвижками и повредит уплотнение штоков.
Задвижки используют с простыми нажимно-натяжными приводами, однако если они применяются для отключения в аварийных условиях, то это должны быть шиберные задвижки обратного действия. Все подвижные детали на задвижках с силовыми приводами должны быть закрытыми во избежание их загрязнения краской или продуктами коррозии.
Задвижки не используют в качестве дросселя. Дросселирование, особенно в случае флюидов, содержащих песок, может повредить уплотнительные поверхности.
Диапазон рабочих температур задвижек с мягким седлом может быть ограничен свойствами материала седла.
6.2.3 Пробковые краны
Пробковые краны применяют в тех же условиях, что и шаровые краны (см. 6.2.1), и для них справедливы аналогичные температурные ограничения. Пробковые клапаны выпускают в смазываемом и несмазываемом исполнениях с возможностью поворота на четверть оборота. Смазываемые пробковые краны регулярно смазывают для поддержания достаточной герметизации и легкого хода, при этом периодичность смазки зависит от условий эксплуатации крана. Смазку используют также как способ освобождения заклиненных кранов. В конструкции несмазываемых кранов для герметизации применяют мягкий материал, если конструкция крана не предусматривает балансировку давления между металлическими контактными поверхностями. Такие краны не требуют частой смазки, но их труднее освободить после длительного нахождения в одном положении. Обычно условия эксплуатации являются основными критериями при их выборе.
6.2.4 Дисковый затвор
Дисковые затворы с эластичным уплотнением пригодны для грубого дросселирования и для эксплуатации при низких давлениях, в безопасных условиях, в отсутствие углеводородов. Они непригодны для использования в качестве первичной группы клапанов для резервуаров, емкостей и т.д. Высокоэффективные типы дисковых затворов без покрытия используют для температур свыше 65°C, диапазона давлений выше класса 150 по ASME, работы при наличии углеводородов или опасных флюидов. Дисковые затворы имеют низкий момент вращения, и они открываются при вибрации, поэтому для них предусматривают рукоятки с защелками.
6.2.5 Регулирующие клапаны
Если требуется хороший контроль дросселирования (например, в обводном канале вокруг распределительного клапана), наиболее подходящими являются регулирующие клапаны.
6.2.6 Диафрагменные (мембранные) клапаны
В данной конструкции клапана к штоку клапана прикрепляется диафрагма из эластомера. Закрытие клапана происходит при давлении диафрагмы на металлическую перемычку на корпусе клапана.
Мембранные клапаны используют в основном для водоснабжения при низких давлениях (1,4 МПа или меньше). Они особенно подходят для систем со значительным количеством песка или других твердых частиц.
6.2.7 Игольчатые клапаны
Игольчатые клапаны, в целом, представляют собой уменьшенные копии проходных запорных клапанов. Их часто используют для измерительных приборов и манометров, для дросселирования небольших объемов воздуха, газа или жидких флюидов в измерительных трубопроводах и для уменьшения колебаний давления в этих линиях. Небольшие каналы игольчатых клапанов легко забиваются, и это учитывают при их использовании.
6.2.8 Обратные клапаны
Обратные клапаны выпускают в различном исполнении, включая поворотные обратные клапаны, обратные клапаны с подъемной заглушкой, шаровые обратные клапаны, поршневые обратные клапаны, незахлопывающиеся обратные клапаны для компрессоров и обратные клапаны с двумя дисками. При отсутствии пульсаций из всех перечисленных типов для работы больше всего подходят полнопроходные поворотные обратные клапаны. Поворотные обратные клапаны используют на вертикальных участках трубы (с потоком вверх) только тогда, когда на них установлен стопор, предотвращающий продвижение створки за верхнюю "мертвую" точку при открытии клапана. Поворотные обратные клапаны не используют на участках вертикальной трубы с потоком вниз. Если установить такой клапан в пульсирующем или в медленном потоке, клапан начнет вибрировать, и это в конечном итоге приведет к повреждению уплотнительных поверхностей. Для продления срока службы на контактную поверхность створки наваривают слой стеллита. Во избежание течи через седло используют мягкие уплотнители. Используют съемные седла, облегчающие ремонт клапана и упрощающие замену мягкого уплотнителя внутри корпуса клапана. Крышку поворотных обратных клапанов крепят на винтах или болтах; это облегчит проверку и ремонт створок и седел. Для обеспечения ремонтопригодности поворотных обратных клапанов высокого давления на месте их эксплуатации часто выбирают их минимальные размеры DN 65 (2,5 NPS) или DN 80 (3 NPS).
Для установки между фланцами поворотные обратные клапаны выпускают в межфланцевом исполнении (для экономии места). Обратные клапаны данного типа обычно не являются полнопроходными, и для их ремонта требуется демонтаж с трубопровода.
На морских платформах обычно используют клапаны в межфланцевом исполнении с двумя дисками, т.к. эти клапаны позволяют экономить место и массу. Однако у этих клапанов возможна поломка пружины в результате износа, и клапаны в межфланцевом исполнении с двумя дисками не используют в условиях пульсации. В таких условиях рассматривают вариант использования незахлопывающихся обратных клапанов или поворотных обратных клапанов.
Пробковые обратные клапаны с подъемной заглушкой используют только в трубопроводах высокого давления размером до DN 40 (1,5 NPS) для работы с чистым флюидом. Конструкции клапанов с подъемной заглушкой могут быть предназначены для работ как на горизонтальных, так и на вертикальных участках, но эти два типа конструкции не являются взаимозаменяемыми. Принцип работы клапанов с подъемной заглушкой обычно основан на силе тяжести, поэтому клапаны могут забиваться парафином и шламом.
Шаровые обратные клапаны очень похожи на клапаны с подъемной заглушкой. Поскольку шар клапана поднимается вследствие давления флюидов, клапаны данного типа не имеют тенденцию захлопываться, как поворотные обратные клапаны, поэтому клапаны этого типа должны иметь размер DN 50 (2 NPS) и меньше и использоваться для работы с чистой средой, направление потока которой часто меняется на противоположное.
Самоуравновешивающиеся незахлопывающиеся обратные клапаны с аксиальным поршнем используют в пульсирующем потоке, например в поршневом компрессоре или на нагнетательных трубопроводах насоса. Эти клапаны не используют для флюидов, загрязненных песком или другими примесями. Поршневые обратные клапаны имеют диафрагму с калиброванным отверстием для контроля скорости перемещения поршня. У клапанов, предназначенных для работы с жидкостями, такая диафрагма значительно больше, чем у клапанов для газа. Поршневой обратный клапан для работы с газом не используют для работы с жидкостями, если диафрагма на поршне не заменена.
6.3 Огнестойкость клапанов
Не все типы клапанов удовлетворительно работают в пожарных условиях, и пользователь должен это учитывать при выборе клапанов для технологических процессов или для работы в критическом режиме. Для работы при наличии углеводородов, воспламеняющихся или токсичных флюидов использование огнеупорных клапанов и материалов для клапанов должно быть изначально заложено в проекте. Клапаны с мягкими седлами или уплотнителями должны иметь сертифицированную огнестойкую конструкцию.
6.4 Размеры клапана
6.4.1 В целом размеры клапанов должны соответствовать размерам труб, на которые их устанавливают. Если при некоторых особых условиях не требуются полнопроходные клапаны (например, для пуска и приема сферического очистителя, требования на минимальное падение давления, контрольные измерения, на всасывании насоса и т.д.), приемлемы клапаны с нормальным каналом в зависимости от результатов технологического анализа (например, ниже предохранительных клапанов требуются полнопроходные клапаны).
6.4.2 При вычислении суммарного падения давления в системе трубопроводов к длине прямой трубы принято добавлять эквивалентную длину клапанов. Обычно изготовители клапанов дают информацию о параметрах клапанов, выраженных непосредственно в пересчете на длину эквивалентной прямой трубы в метрах либо в пересчете отношений длины к диаметру. Если для какого-либо клапана эта информация отсутствует, используют приблизительные значения из таблицы 3. Размеры секционных задвижек и перепускных клапанов, использующихся вместе с регулирующими клапанами, выбирают в соответствии с [18].
6.4.3 Падение давления на клапане при работе с жидкостью вычисляют согласно (см. [19])
 . (22)
. (22)
6.4.4 Для клапанов при работе с газом используют следующее уравнение (см. [19])
 . (23)
. (23)
6.4.5 Обычно значения ![]() представлены в каталогах изготовителей клапанов.
представлены в каталогах изготовителей клапанов.
6.5 Номинальные значения давления и температуры клапана
6.5.1 Стальные клапаны изготовляют в соответствии с различными международными и национальными стандартами [1], [20]-[23]. Дополнительно спецификации АРI дают полную информацию об особенностях изготовления, а стандарт [24] - информацию о номинальных значениях давлений и температур, а также сведения о размерах.
6.5.2 Большинство стальных клапанов, используемых в оборудовании платформ, рассчитывают на номинальные значения давлений и температур для стальных труб, фланцев и фитингов, заданных в стандарте [24]. Расстояния между контактными поверхностями и габаритные размеры стальных клапанов приведены в [25] и [26]. Допустимое рабочее давление (см. [20]-[23]) зависит от рабочей температуры и материала корпуса.
6.5.3 Стальные клапаны, изготовленные в соответствии с [1], используют в основном на устьях скважин и на напорных трубопроводах. Их номинальные рабочие давления равны 14,0; 21,0; 35,0; 70,0; 105,0 и 140,0 МПа. В [1] численные обозначения допустимых рабочих давлений определены для температур в диапазоне от минус 29 до плюс 120°C. Однако, несмотря на то что фланцы по [1] и [24] имеют одинаковые размеры, их изготовляют из разных материалов, и, следовательно, они имеют разные номинальные давления, коррозионную стойкость и свариваемость.
6.5.4 Приведенные выше допустимые рабочие давления и температуры относятся лишь к металлическим частям клапана. Максимально допустимые рабочие температуры для клапанов с мягкими уплотнителями обычно определяют свойствами материала уплотнителя. Максимально допустимые температуры для клапанов указаны в каталогах клапанов и входят в таблицы для труб, клапанов и фитингов, приведенные в приложении B.
6.6 Материалы клапанов
6.6.1 Работа при отсутствии коррозии
При отсутствии коррозии углеродистая сталь должна удовлетворять требованиям стандартов [1], [20] и [22]. Корпусы клапанов должны соответствовать требованиям на прочность, пластичность и огнестойкость ([24], см. раздел 5).
Клапаны из литого и ковкого чугуна не используют в морских условиях; вместо них используют стальные клапаны (включая клапаны из литой стали). Не содержащие железа клапаны непригодны для технологических процессов с углеводородами, так как при возникновении пожара они могут быть выведены из строя; клапаны с бронзовым корпусом используют при водоснабжении.
Материалы мягких эластичных уплотнителей тщательно подбирают с учетом их совместимости с технологическими флюидами, расчетными температурами и давлениями.
6.6.2 Работа в условиях коррозии
Обычно для работы в условиях коррозии используют корпусы клапанов из углеродистой стали с коррозионно-стойкими внутренними деталями. Для внутренних компонентов часто используют нержавеющую сталь типа AISI 410. Марки аустенитной нержавеющей стали, такие как AISI 316 и выше, также можно использовать для внутренних деталей. В условиях более сильной коррозии, когда для труб выбирают коррозионно-стойкие материалы, материал корпуса клапана должен соответствовать материалу трубопроводной системы.
6.6.3 Работа в условиях хлоридного коррозионного растрескивания под напряжением
Выбор материалов для работы в условиях хлоридного коррозионного растрескивания под напряжением сопровождают соответствующим анализом (см. 4.4.3).
6.6.4 Работа в условиях сульфидного растрескивания под напряжением
Корпусы клапанов и их внутренние компоненты соответствуют NACE MR0175 или изготовляют из материалов, устойчивых к сульфидному трещинообразованию под напряжением в условиях их предполагаемого использования.
6.6.5 Водородное растрескивание (HIC)
HIC может происходить в присутствии сульфида водорода, особенно если используют изделия из углеродистой листовой стали. HIC-испытание проводят в соответствии с NACE TM0284 с использованием испытательного раствора, изготовленного по NACE TM0177.
7 Фитинги и фланцы
7.1 Общие положения
Сварные, резьбовые и фланцевые соединения труб используют в трубопроводных системах платформ с ограничениями по применению, рассмотренными в 5.7 и в разделе 7.
В данном разделе рассматривают только материалы из углеродистой стали, совместимые с материалами (см. раздел 4); если для трубы используют высокопрочные материалы, то материалы фланцев и фитингов должны обладать аналогичными свойствами. При необходимости оператор выбирает другие материалы, но этот выбор должен быть основан на результатах инженерных расчетов (см. раздел 1 и 4.1).
Фитинги и фланцы (см. раздел 7) изготовляют из материалов, соответствующих [27]-[29], и для некоторых марок необходима термообработка (нормализация и т.д.), применимая для всех номинальных размеров труб. Фитинги и фланцы этой категории маркируют HT, N или они имеют другую маркировку, соответствующую используемому методу термообработки.
7.2 Приварные фитинги
7.2.1 Бесшовные материалы наиболее широко используют для сваренных встык фитингов (марка стали WPB по ASTM A234 или марка стали WPL6 по [29]), хотя сварные фитинги также используют, если качество соединения и рентгенография сварного шва удовлетворительны.
7.2.2 Информация по размерам и допускам сваренных встык колен и тройников большого радиуса представлена в [30] и [31]. Если на платформе имеется достаточное пространство, то в системе трубопроводов используют колена большого радиуса. В месте резкого изменения кривизны колен малого радиуса концентрируются высокие напряжения, и допустимое рабочее давление для такого колена должно быть 80% от расчетного.
7.2.3 Номинальное давление для сваренных встык фитингов должно равняться номинальному давлению бесшовной трубы с той же толщиной стенки (см. [30]), поэтому приобретают фитинги для сварки встык с толщиной стенки, соответствующей толщине стенки трубы, к которой их приваривают, за исключением колен малого радиуса, толщину стенки которых увеличивают при резком изменении их кривизны (7.2.2). В противном случае номинальное давление системы определяют наименьшей толщиной стенки фитингов. Особое внимание уделяют разнице производственных допусков для фитингов, изготовленных из бесшовной трубы или листового проката. Если необходимо проводить сварку фитингов или труб с разной толщиной стенок, то проектирование соединения соответствует приложению C.
7.2.4 Изготовление раструбных приварных колен и тройников должно соответствовать стандарту [32]. Обычно для этого используют стальные штамповки в соответствии с маркой LF2 согласно [27] и [28]. Раструбные приварные фитинги поставляют с номинальным давлением 14,0 МПа (2000 psi), 21,0 МПа (3000 psi) и 42,0 МПа (6000 psi) для режима работы с водой, нефтью и газом (WOG) при отсутствии гидравлических ударов.
7.2.5 Расчет падения давления в приваренных фитингах проводят путем добавления их эквивалентной длины к суммарной длине трубопроводной системы. Эквивалентные длины для приварных колен и тройников представлены в таблице 3.
7.3 Свинчиваемые фитинги
Свинчиваемые фитинги в соответствии с 5.7.4 изготовляют из стальных поковок и используют только в инженерных коммуникациях. Обычно свинчиваемые фитинги из стальных поковок изготовляют с номинальными давлениями 14,0 МПа (2000 psi), 21,0 МПа (3000 psi) и 42,0 МПа (6000 psi) в соответствии с [27] и [32].
7.4 Соединения отводов
7.4.1 Для присоединения отводов сварных трубопроводов используют приваренные встык прямые тройники или переходные тройники, если размер трубы отвода равен DN 50 (2 NPS) или больше, но не менее половины номинального размера трубы трубопровода. Если размер трубы отвода равен DN 50 (2 NPS) или больше, но меньше половины номинального размера трубы трубопровода, то приварные патрубки изготовляют в соответствии с частью UW раздела 1 стандарта ASME BPVC-VIII или в соответствии с другими соответствующими национальными нормами для сосудов, работающих под давлением. Отводы размером DN 40 (1 1/2 NPS) и менее соединяют с трубопроводами размеров DN 40 (1 1/2 NPS) и менее при помощи, например, раструбных приварных тройников, а с трубопроводами размеров DN 50 (2 NPS) и более - при помощи раструбных приварных фитингов (таблица 6).
7.4.2 Врезные соединения не используют. У неупрочненных врезных соединений имеются многочисленные недостатки. Резкие изменения сечения и направления в месте соединения приводят к резким увеличениям напряжений. Упрочнение с помощью накладки или хомута несколько улучшает ситуацию, однако выполненное соединение трудно обследовать на предмет дефектов сварки и других дефектов. Выбор врезных соединений мало приемлем для критических условий работы при наличии углеводорода или при тяжелых циклических эксплуатационных условиях или нагрузках из-за вероятности того, что возникшие дефекты из-за концентрации напряжений не будут выявлены.
7.4.3 Соединения отводов в системах трубопроводов с резьбовыми соединениями изготовляют из прямых тройников или переходников либо из тройников с уменьшенным диаметром отвода. Все системы трубопроводов с резьбовыми соединениями изолируют от сварных систем трубопровода линейными задвижками.
Таблица 6 - Характерные типоразмеры отводов. Сварные трубопроводы
Номи- | Номинальный размер трубопровода, дюйм | |||||||||||||||||
1/2 | 3/4 | 1 | 1 1/2 | 2 | 2 1/2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 24 | ||
1/2 | SWT | SWT | SWT | SWT | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | |
3/4 | SWT | SWT | SWT | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | ||
1 | SWT | SWT | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | |||
1 1/2 | SWT | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | SOL | ||||
2 | T | RT | RT | RT | WOL | WOL | WOL | WOL | WOL | WOL | WOL | WOL | WOL | |||||
2 1/2 | T | RT | RT | WOL | WOL | WOL | WOL | WOL | WOL | WOL | WOL | WOL | ||||||
3 | T | RT | RT | WOL | WOL | WOL | WOL | WOL | WOL | WOL | WOL | |||||||
4 | T | RT | RT | WOL | WOL | WOL | WOL | WOL | WOL | WOL | ||||||||
6 | T | RT | RT | RT | WOL | WOL | WOL | WOL | WOL | |||||||||
8 | T | RT | RT | RT | WOL | WOL | WOL | WOL | ||||||||||
10 | T | RT | RT | RT | RT | RT | WOL | |||||||||||
12 | T | RT | RT | RT | RT | RT | ||||||||||||
14 | T | RT | RT | RT | RT | |||||||||||||
16 | T | RT | RT | RT | ||||||||||||||
18 | T | RT | RT | |||||||||||||||
20 | T | RT | ||||||||||||||||
24 | T | |||||||||||||||||
T | - прямой тройник (привариваемый встык); | |||||||||||||||||
RT | - тройник с уменьшением диаметра отвода (привариваемый встык); | |||||||||||||||||
WOL | - привариваемый патрубок или эквивалентный элемент (типоразмер отводного патрубка); | |||||||||||||||||
SOL | - привариваемый раструбный фитинг (стальная поковка); | |||||||||||||||||
SWT | - привариваемый раструбный тройник. | |||||||||||||||||
7.5 Фланцы
7.5.1 Общие положения
7.5.1.1 Фланцы с приварной шейкой используют для трубопроводов DN 50 (2 NPS) и больше. Съемные фланцы обычно не используют. Для трубопроводов размером до DN 600 (24 NPS) включительно обычно используют фланцы согласно стандарту [24] и для ![]() размеров - согласно стандарту [33]. Фланцы, которые используют главным образом около устья скважины, изготовляют в соответствии с [1]. Применение соединений с зажимными хомутами и патентованных компактных фланцев рассматривают для экономии массы и места.
размеров - согласно стандарту [33]. Фланцы, которые используют главным образом около устья скважины, изготовляют в соответствии с [1]. Применение соединений с зажимными хомутами и патентованных компактных фланцев рассматривают для экономии массы и места.
7.5.1.2 Фланцы ASME поставляют в исполнении с плоской уплотнительной поверхностью (RF) и с уплотнительной поверхностью под прокладку овального сечения (RTJ). Техническое обслуживание и замена оборудования в случае RF-фланцев проще, чем в случае RTJ-фланцев. RTJ-фланцы обычно используют при больших давлениях (класс 900 и выше по ASME). Кроме того, их используют в трубопроводных системах класса 600 по ASME при наличии вибрации. Применение фланцев RTJ рассматривают при работе в условиях высоких температур и при особо опасных условиях. Если используют фланцы RTJ, конфигурацию трубопровода проектируют так, чтобы имелась возможность демонтажа компонента, так как для снятия кольцевой прокладки необходима дополнительная гибкость конструкции. В стандартах [27] и [28] приведена дополнительная информация по материалам для фланцев ASME из углеродистой стали.
7.5.1.3 Материал для фланцев должен соответствовать [1]. Для некоторых типов материалов требуются специальные процедуры сварки. Фланцы по [1] изготовляют с номинальными давлениями 14,0 МПа (2000 psi), 21,0 МПа (3000 psi), 35,0 МПа (5000 psi), 70,0 МПа (10000 psi), 105,0 МПа (15000 psi) и 140,0 МПа (20000 psi). Максимальные номинальные значения рабочих давлений справедливы для температур от минус 29 до плюс 120°C. Фланцы с номинальным давлением 14,0 МПа (2000 psi), 21,0 МПа (3000 psi) и 35,0 МПа (5000 psi) отнесены к типу 6B, и для них требуются уплотнительные прокладки типов R и RX, за исключением нескольких размеров фланцев, для которых требуются уплотнительные прокладки типа BX. Фланцы с номинальным давлением 70,0 МПа (10000 psi), 105,0 МПа (15000 psi) и 140,0 МПа (20000 psi) отнесены к типу 6BX и требуют установки кольцевых прокладок типа BX. Фланцы типа 6B должны иметь полнопроходной профиль. Фланцы типа 6BX должны иметь уменьшенный профиль.
7.5.2 Уплотнительные прокладки
7.5.2.1 Для фланцев с плоской уплотнительной поверхностью RF используют асбестовые или графитовые уплотнительные прокладки со спиральной навивкой из нержавеющей стали благодаря их прочности и уплотнительной способности. Для клапанов с плоским торцом, изготовленных из ковкого или литого чугуна и применяемых в системах водоснабжения, используют прокладки с напрессованным по всей поверхности асбестом либо аримидные или композитные прокладки с эластомерным покрытием. Если прокладки на плоских упорных поверхностях не покрывают всю поверхность, то возможно повреждение чугунных фланцев при затягивании болтов. Если асбестовых прокладок нет в наличии или их нельзя использовать в конкретных условиях, имеются другие материалы для уплотнительных прокладок. Гибкий листовой графит, прокладки со спиральной навивкой, ламинированные армированной нержавеющей сталью или заполненные графитом, являются приемлемыми заменителями асбеста при работе в присутствии углеводорода или пара. Перед использованием графита или другого заменителя асбеста в других условиях эксплуатации проводят исследования применимости их в этих условиях.
ПРЕДУПРЕЖДЕНИЕ - Использование материалов, содержащих асбест, может регулироваться законодательством, которое требует соблюдения необходимых мер предосторожности при работе с ними для обеспечения техники безопасности. Растет число стран, в которых использование изделий, содержащих асбест, не рекомендуется или запрещается*.
________________
* В Российской Федерации при использовании материалов, содержащих асбест, следует руководствоваться требованиями безопасности СанПиН 2.2.2.757-99.
Кольцевые уплотнения для фланцев API и ASME RTJ изготовляют в соответствии с [1]. Кольцевые уплотнения API изготовляют либо из мягкого железа, низкоуглеродистой стали, нержавеющей стали AISI 304 или AISI 316. Кольцевые уплотнения из мягкого железа или низкоуглеродистой стали покрывают кадмием или другим подходящим металлом, если иное не оговорено в спецификации. Для фланцев ASME RTJ или типа 6B API используют уплотнительные прокладки типов API R или RX. Кольцевые прокладки типа R имеют восьмиугольное либо овальное поперечное сечение. Прокладки типов R и RX взаимозаменяемы; однако высота кольцевой прокладки RX больше, таким образом, и расстояние между затянутыми фланцевыми поверхностями будет больше, что требует использования фланцевых болтов большей длины.
Кольцевые прокладки типа R из мягкого железа используют для классов 600 и 900 по ASME и ASME (см. 7.5.1). Кольцевые прокладки типа RX из мягкого железа обеспечивают более высокую герметичность при высоком давлении, и их используют при номинальных давлениях класса 1500 и выше по ASME, а также при номинальных давлениях 70,0 МПа (10000 psi), 105,0 МПа (15000 psi) и 140,0 МПа (20000 psi).
Для фланцев типа 6BX требуются кольцевые прокладки, нагружаемые давлением. Эти прокладки, изготовляемые из низкоуглеродистой стали, используют для фланцев с номинальными давлениями 70,0 МПа (10000 psi), 105,0 МПа (15000 psi) и 140,0 МПа (20000 psi).
Параметры применения прокладок для систем снабжения питьевой водой представлены в 8.6.3.
7.5.3 Фланцевые протекторы
Используемые различные методы (окраска, обмотка лентой и т.д.) для предохранения прокладок, болтов и поверхностей фланцев от коррозии не являются полностью удовлетворительными. Для решения этого применяют:
- установку протекторов из мягкого каучука (с предельной температурой 150°C) после сборки фланца и
- установку бандажей из нержавеющей стали или полимерных бандажей с заполнением смазкой.
Для работы в условиях ![]() болты остаются на открытом воздухе для проветривания, либо используют болты, пригодные для работы с
болты остаются на открытом воздухе для проветривания, либо используют болты, пригодные для работы с ![]() при номинальном давлении на фланце.
при номинальном давлении на фланце.
7.5.4 Болты и гайки
Для трубопроводных систем с фланцами используют нарезанные с двух концов болты, соответствующие марке B7 по [34]. Гайки должны быть утолщенными, шестиугольными, получистыми и должны соответствовать марке 2H по [35]. Однако для низких температур используют болты марки L7 по [36] и утолщенные шестиугольные гайки марки 4 или марки 7 по [35] (с испытанием на ударную вязкость в соответствии с дополнительным требованием S4). Болты и гайки защищают от коррозии; современные методы защиты включают покрытие кадмием, горячее цинкование погружением и покрытие полимерами.
ПРЕДУПРЕЖДЕНИЕ - Процесс покрытия кадмием опасен, что приводит к большему использованию альтернативных покрытий.
7.6 Специальные соединения
В настоящее время для замены фланцев доступны специальные соединения. Такие соединения удовлетворяют условиям эксплуатации, если качество их герметизации, прочность и огнестойкость сравнимы с соответствующими характеристиками фланцев. На клапанах и фитингах необходимы специально изготовленные втулки и кольцевые прокладки для сопряжения с фирменными соединениями. Их центрирование имеет решающее значение.
7.7 Особые требования для работы в условиях сульфидного растрескивания под напряжением
Материалы фитингов и фланцев стандартного изготовления обычно подходят для работы в условиях сульфидного растрескивания под напряжением с дополнительным требованием, чтобы эти материалы были модифицированы в соответствии с NACE MR0175. Обычно для фланцев труб приемлемы гайки марки 2HM по [35] и болты марки B7М по [7] либо болты марки L7M по [36] и утолщенные шестиугольные гайки марки 7М по [35] (с испытанием на ударную вязкость в соответствии с дополнительным требованием S4) для низких температур. При установке обращают внимание на требования по крутящему моменту свинчивания. В зависимости от технологического процесса кольца типов R и RX изготовляют из отожженной нержавеющей стали AISI 316 или ковкого чугуна в полном соответствии с NACE MR0175, а также 4.4.5 и 4.4.6.
7.8 Защита от эрозии
Для минимизации эрозии в условиях, где ожидается поступление песка, не используют колена с малым радиусом гиба. Все повороты на трубопроводах выполняют с использованием тройников и заваренных заглушек (или глухих фланцев), Т-образных заглушек или тройников-ловушек, либо посредством колен большого радиуса (минимальный радиус изгиба обычно равен ЗD или 5D). Значения максимальных скоростей для минимизации эрозии приведены в 5.5.1.
8 Основные правила проектирования конкретных трубопроводных систем
8.1 Общие положения
Раздел 8 представляет основные правила проектирования диаграмм потока и схем трубопроводов, в том числе с учетом особых проектных требований для конкретных трубопроводных систем.
8.2 Вспомогательное оборудование устья скважины
8.2.1 Соединения для отбора проб и ввода химикатов
Соединения для ввода химикатов или взятия проб могут быть необходимы вблизи устья скважины (см. рисунки 5 и 6). Если они установлены, то такие соединения имеют минимальный номинальный размер DN 15 (1/2 NPS) и располагаются вблизи запорных клапанов. Для уменьшения вероятности повреждения соответствующий трубопровод изготовляют из материала, подходящего для технологических операций и нагнетания флюида; он состоит из толстостенных труб и имеет хорошую защиту. На линии нагнетания должен находиться шаровой обратный клапан с пружинным затвором, расположенный со стороны нагнетания в непосредственной близости от запорного клапана. На соединениях для взятия проб вблизи запорного клапана должен находиться дисковый затвор, расположенный ниже по потоку. Рассматривают вариант изолирования с двойной блокировкой на соединении для взятия проб.
8.2.2 Штуцеры
Обычно штуцеры устанавливают для того, чтобы контролировать поток нефти и газа из скважин. Типы используемых штуцеров включают в себя регулируемые, нерегулируемые и комбинированные штуцеры. Число и расположение штуцеров зависит от величины падения давления, типа скважинного флюида, расхода, а также наличия твердых включений в потоке. Обычно если используют лишь один штуцер, то он располагается вблизи устья скважины. Дополнительные штуцеры могут располагаться рядом с манифольдом и входить в блоки сепарации. Если необходимо, штуцеры на газовых скважинах используют в сочетании с обогревателями трубопровода.
Вне зависимости от числа штуцеров и их расположения руководствуются следующими общими принципами:
a) корпус штуцера устанавливают так, чтобы его можно было легко демонтировать и заменить запорный элемент;
b) трубопровод на расстоянии от 10 до 20 номинальных диаметров труб после соединения не должен иметь крутых поворотов, чтобы минимизировать абразивное воздействие потока из-за его высокой скорости;
c) отводные соединения проверяют, чтобы определить, следует ли выполнить проходные отверстия конусом для улучшения структуры потока;
d) предусматривают меры по изолированию и сбросу давления в корпусе штуцера во время замены запорного элемента, удаления мусора и т.д.;
e) материалы, используемые после штуцеров, должны быть пригодны для работы при температурах потока.
8.3 Выкидные трубопроводы и вспомогательные устройства
8.3.1 Основные правила проектирования выкидных трубопроводов
При проектировании выкидных трубопроводов принимают во внимание давление, температуру, скорость, эрозионные и коррозийные воздействия на трубы и т.д. (см. разделы 5, 6 и 7). Вспомогательные устройства используют по мере необходимости.
8.3.2 Датчик давления на выкидном трубопроводе
Установку датчика давления на выкидном трубопроводе проводят в соответствии с рекомендациями [37]. Кроме того, используемое соединение должно иметь минимальный номинальный размер DN 15 (1/2 NPS) и располагаться так, чтобы обеспечить минимальную вероятность закупорки и замерзания. Избегают установки соединительных патрубков на нижней стенке трубопровода или на поворотах. Датчики устанавливают с внешним соединением для взятия проб и запорным клапаном. Для технического обслуживания на месте эксплуатации рассматривают вариант изолирования датчика с двойной блокировкой или с двойной блокировкой и спуском. Измерительные трубопроводы изготовляют из нержавеющей стали или другого материала, подходящего для работы с флюидом, и крепят для предотвращения ударов в случае их разрушения.
8.3.3 Расходомер выкидного трубопровода
Расходомер (см. рисунки 5 и 6) используют как для отслеживания работы газовой скважины, так и при распределении продукции.
8.3.4 Теплообменник выкидного трубопровода
Если используют теплообменник выкидного трубопровода (см. рисунки 5 и 6), предусматривают следующее:
a) соединения располагают так, чтобы узел теплообменника можно было извлечь, не разрезая впускные или выпускные трубы;
b) если используют U-образные колена теплообменника с фланцевой стороны кожуха, то они должны либо выходить наружу, либо быть легко доступными для неразрушающего контроля;
c) фланцевую сторону кожуха теплообменника стандартного размера устанавливают так, чтобы можно было провести очистку, извлечение, ремонт и замену узла;
d) предусматривают предохранительную систему в соответствии с 8.8.
8.3.5 Контроль песка в выкидном трубопроводе
Когда прогнозируется поступление большого количества песка, то предусматривают оборудование для контроля песка в выкидных трубопроводах.
|
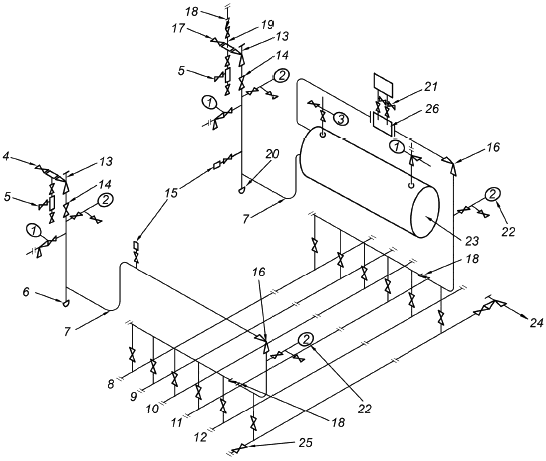
1 - предохранительный клапан давления; 2 - переключатель высокого-низкого давления; 3 - переключатель высокого давления; 4 - крыло фонтанной арматуры нефтяной скважины; 5 - пробоотборник; 6 - глухой тройник; 7 - колено большого радиуса; 8 - атмосфера; 9 - замер низкого давления; 10 - замер высокого давления; 11 - выход флюидов низкого давления; 12 - выход флюидов высокого давления; 13 - боковой штуцер; 14 - клапан выкидного трубопровода; 15 - оборудование для контроля песка; 16 - вторичный штуцер; 17 - крыло фонтанной арматуры газовой скважины; 18 - обратный клапан; 19 - линия закачивания химикатов; 20 - фонтанный тройник; 21 - расходомер; 22 - (используется вместе с вторичным штуцером); 23 - теплообменник выкидного трубопровода (нужен только для очень горячих потоков газа из скважин); 24 - к сепаратору атмосферного сброса или в отстойник; 25 - от вспомогательного насоса; 26 - расходомер флюида или газа
Запорные клапаны до предохранительных клапанов блокируют в открытом состоянии.
Примечания
1 Данный рисунок приводится для иллюстрации положений, приведенных в тексте. Вспомогательные устройства и расположения труб не должны рассматриваться в качестве типовых или рекомендуемых.
2 Отвод от предохранительных клапанов поступает в соответствующие системы утилизации (см. 8.8).
Рисунок 5 - Пример схематического чертежа трубопровода и вспомогательных устройств для выкидных линий и манифольдов, не рассчитанных на давление на устье скважины
|
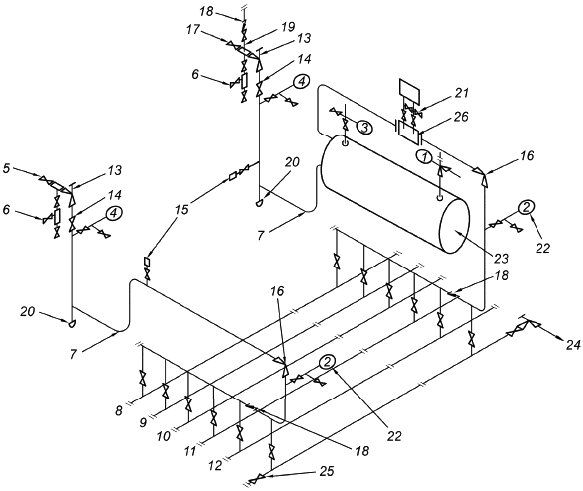
1 - предохранительный клапан давления; 2 - переключатель высокого-низкого давления; 3 - переключатель высокого давления; 4 - переключатель низкого давления; 5 - крыло фонтанной арматуры нефтяной скважины; 6 - пробоотборник; 7 - колено большого радиуса; 8 - атмосфера; 9 - замер низкого давления; 10 - замер высокого давления; 11 - выход флюидов низкого давления; 12 - выход флюидов высокого давления; 13 - боковой штуцер; 14 - клапан выкидного трубопровода; 15 - оборудование для контроля песка; 16 - вторичный штуцер; 17 - крыло фонтанной арматуры газовой скважины; 18 - обратный клапан; 19 - линия закачивания химикатов; 20 - фонтанный тройник; 21 - расходомер; 22 - (используется вместе с вторичным штуцером); 23 - теплообменник выкидного трубопровода (нужен только для очень горячих потоков газа из скважин); 24 - к сепаратору атмосферного сброса или в отстойник; 25 - от вспомогательного насоса; 26 - расходомер флюида или газа
Запорные клапаны до предохранительных клапанов блокируют в открытом состоянии.
Вся система трубопроводов до показанных на примере приемных коллекторов, включая запорные клапаны манифольда, запорные и предохранительные клапаны на дополнительной линии вспомогательного насоса, должна быть рассчитана на давление скважины.
Примечания
1 Данный рисунок приводится для иллюстрации положений, приведенных в тексте. Вспомогательные устройства и расположения труб не должны рассматриваться в качестве типовых или рекомендуемых.
2 Отвод от предохранительных клапанов поступает в соответствующие системы утилизации (см. 8.8).
Рисунок 6 - Пример схематического чертежа трубопровода и вспомогательных устройств для выкидных трубопроводов и манифольдов, рассчитанных на давление на устье скважины
8.3.6 Обратный клапан выкидного трубопровода
Обратный клапан устанавливают в напорном трубопроводе для минимизации возможности возникновения обратного потока при ненамеренном подключении низкого давления скважины в систему более высокого давления или в случае разрыва трубопровода. Предусматривают возможности продувки сегмента напорного трубопровода между устьем скважины и обратным клапаном, облегчающие проведение периодической проверки обратного клапана (см. 6.2.8).
8.3.7 Опора выкидного трубопровода
Опоры и крепления напорного трубопровода минимизируют вибрацию и исключают возникновение биений (см. 9.4). При проектировании опор напорного трубопровода учитывают то, что даже в случае фиксированного положения устья скважины на платформе есть вероятность независимых перемещений устья скважины вследствие воздействия на кондуктор и обсадную колонну волн, порывов ветра, изменений температуры и давления, просадки.
8.4 Эксплуатационные манифольды
8.4.1 Общие положения
Схема манифольда с шестью коллекторами приведена на рисунках 5 и 6. Фактическое количество и назначение коллекторов зависит от специфических условий работы. Схема прокладки труб к эксплуатационным коллекторам предусматривает наиболее короткие и прямые маршруты и имеет необходимую гибкость в соответствии с 5.8. Все части манифольда проектируют так, чтобы обеспечить ограничение максимальной скорости в соответствии с 5.5. Если необходимо, собранные компоненты подвергают PWHT в соответствии с ASME B31.3. В конструкции закладывают возможность неразрушающего контроля коллекторов. На манифольде используют четвертьоборотные клапаны, так как они особенно удобны в работе. Обычно для рабочих давлений выше 42,0 МПа целесообразнее использовать задвижки.
8.4.2 Соединения отводов манифольда
Соединения отводов манифольда выполняют в соответствии с таблицей 6. Если используют специальные соединения отводов, обеспечивают гладкость входного отверстия и отсутствие заусенцев после его сварки на месте. На концах манифольда устанавливают глухие фланцы для создания флюидных подушек и обеспечения возможности расширения в будущем.
8.4.3 Установка клапанов на манифольде
Схема расположения манифольда обеспечивает удобство доступа к каждому клапану для его эксплуатационного обслуживания, а также простоту их демонтажа. В исходном проекте манифольда рассматривают возможность установки приводных клапанов.
8.5 Трубопроводы технологических резервуаров
Типовая схема трехфазного технологического резервуара со стандартными вспомогательными устройствами и многими дополнительными компонентами приведена на рисунке 7. Для выполнения многочисленных технологических операций необходимы различные резервуары, однако все потоки в резервуар и из него обычно организуются одинаково. Часть компонентов (см. рисунок 7) может быть не востребована, но они расположены там, где должны находиться в случае необходимости. Вспомогательные устройства устанавливают таким образом, чтобы обеспечивалась возможность их быстрого демонтажа для ремонта или замены. Предохранительные устройства допускают возможность их проверки на месте.
|
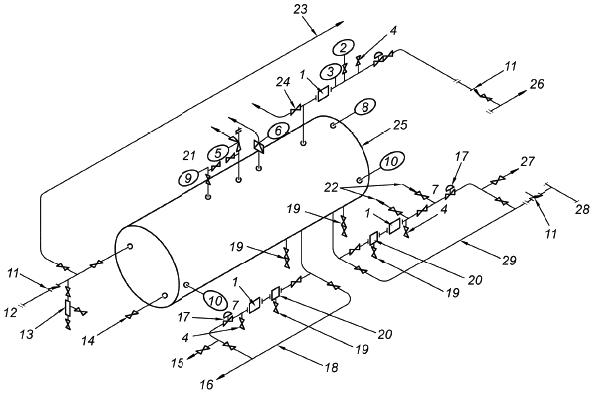
1 - расходомер флюида или газа; 2 - индикатор давления; 3 - индикатор температуры; 4 - подсоединение для взятия пробы; 5 - предохранительный клапан давления; 6 - предохранительный элемент; 7 - управляемый регулирующий клапан; 8 - переключатель высокого уровня; 9 - переключатель высокого-низкого давления; 10 - переключатель низкого уровня; 11 - обратный клапан; 12 - вход; 13 - пробоотборник; 14 - струя с песком; 15 - к проверочному расходомеру; 16 - к технологическому процессу с водой; 17 - регулирующий клапан; 18 - байпас; 19 - дренаж; 20 - фильтр предварительной очистки; 21 - пример установки для сброса давления; 22 - соединения проверочного расходомера; 23 - байпас к альтернативному технологическому резервуару или трубопроводу; 24 - продувка; 25 - пример трехфазного технологического резервуара; 26 - к осушению, продаже и т.п.; 27 - дополнительное соединение проверочного расходомера; 28 - хранение и т.п.; 29 - байпас выпуска нефти и/или конденсата
Запорные клапаны до предохранительных клапанов блокируют в открытом состоянии.
Примечания
1 Данный рисунок приводится для иллюстрации положений, приведенных в тексте. Вспомогательные устройства и расположения труб не должны рассматриваться в качестве типовых или рекомендуемых.
2 Отвод от предохранительных клапанов поступает в соответствующие системы утилизации (см. 8.8).
Рисунок 7 - Пример схематического чертежа трехфазного технологического резервуара со вспомогательными устройствами
8.6 Системы инженерных коммуникаций
8.6.1 Пневматические системы
8.6.1.1 Трубопроводы и фитинги
Пневматические системы обеспечивают надежное снабжение воздухом или газом компонентов с пневмоприводом. Все трубы, трубная обвязка и фитинги имеют номинальный размер не более DN 9 (3/8 NPS) и изготовляются из нержавеющей стали AISI 316 или AISI 316L с минимальной толщиной стенок 0,889 мм в местах контакта с атмосферой. Трубы монтируют таким образом, чтобы минимизировать число нижних точек или ловушек для жидкости. Выходы из резервуаров и трубопроводной сети должны быть из верхней части системы, а сливы - из нижней. Предусматривают возможность продувки трубопроводной системы с целью удаления конденсата. При наличии требования пневматического испытания пневматических систем см. 10.3.
8.6.1.2 Воздушные системы
Для главных воздушных коллекторов используют коррозионно-стойкие материалы, например оцинкованную или нержавеющую сталь (AISI 316 или AISI 316L) с муфтовыми резьбовыми соединениями. Отводы от труб к инструментам проектируют в соответствии с 8.6.1.1. С целью предотвращения возможности попадания газа или углеводородных паров в систему особое внимание уделяют размещению места забора воздуха компрессором. Не допускают использование в системе переходников, в которых может произойти смешивание воздуха и газа.
8.6.2 Газовые системы
Если установлено, что объемы выбросов могут создать аварийную ситуацию, то в газовых системах вентиляционные выходы и предохранительные клапаны должны иметь трубные отводы в безопасное место. Выбирают источник газа, который дает наиболее сухой газ, имеющийся на платформе. При проектировании системы инструментального газа учитывают следующее:
a) следует рассмотреть возможность осушения газа до места значительного падения его давления. Если осушка газа невозможна, то для предотвращения замерзания может потребоваться внешний источник тепла;
b) для предотвращения попадания гидратов и жидкостей в трубопроводную систему газ подают в сепаратор для расширения;
c) необходимо знать номинальные давления на входе и выходе устройств для снижения давления. Если номинальное давление на выходе ниже входного давления от источника, то разгрузочное устройство проектируют напрямую с редукторным устройством;
d) следует рассмотреть вариант установки параллельных устройств для снижения давления с целью обеспечения работоспособности системы в случае отказа основного устройства.
8.6.3 Пожарные водяные системы
Пожарные водяные системы обычно выполняют из коррозийно-стойких материалов, таких как сплав 90% меди и 10% никеля, а также высоколегированные стали или углеродистые стали с покрытием или без. В системе пожарного водоснабжения могут потребоваться отсекающие задвижки, позволяющие закрыть вышедшую из строя часть системы для того, чтобы оставшаяся часть системы могла продолжать работу. При выборе места для пожарных станций и/или гидромониторов оценивают их доступность в случае пожара. При определении необходимых расходов воды учитывают площадь поверхности, местонахождение оборудования и максимальное число пожарных стволов, которые могут использоваться одновременно (см. [38], [39] и [40]).
8.6.4 Системы питьевой воды
Системы питьевой воды проектируют из оцинкованной углеродистой стали, нержавеющей стали типа 316, меди или медных сплавов либо из композитного пластика. Не допускается использование токсичных композитных материалов. Если используют опреснительные установки, то оценивают возможность загрязнения воды от тепловых источников. Если питьевая вода поступает в другие устройства, например в системы охлаждения кожухов двигателей и т.п., то принимают меры для предотвращения загрязнения из обратного потока.
8.6.5 Канализационные системы
Внутренние канализационные трубопроводы (например, в жилых блоках) изготовляют из оцинкованной углеродистой стали, углеродистой стали с покрытием, медно-никелевых или неметаллических труб и обеспечивают опорами в соответствии с ASME B31.3. Внешние трубопроводы изготовляют из оцинкованной углеродистой стали, углеродистой стали с покрытием, медно-никелевых или неметаллических труб (соответствующе закрепленные и защищенные от солнечного света). Все трубные системы следует надлежащим образом закрепить и обеспечить минимальный уклон 1%. В системах предусматривают и необходимые средства очистки. Выходные трубопроводы от установок для очистки канализационных вод заканчиваются ниже уровня воды и имеют легкодоступные соединения для взятия проб. Особое внимание уделяют выбору мест вентиляционных выходов с запахом.
8.7 Отопительные системы с применением флюида и гликоля
8.7.1 Для защиты персонала и предотвращения пожара при проектировании систем отопления с применением флюида предусматривают его изоляцию. Все трубы, клапаны и фитинги проектируют в соответствии с разделами 5, 6 и 7, за исключением фланцев для всех систем. Для систем с низким давлением пара и горячей водой для уменьшения утечек фланцы как минимум должны соответствовать классу 300 по ASME. Трубопровод проектируют с расчетом на тепловое расширение (см. 5.8). Теплоизоляция соответствует требованиям 9.6.
8.7.2 Если технологическая сторона кожухотрубного теплообменника имеет рабочее давление выше, чем расчетное давление нагревательной стороны с применением флюидов, то эту сторону защищают предохранительным устройством. Расположение предохранительного устройства зависит от фактической конструкции системы. По возможности предохранительное устройство находится на расширительном (буферном) резервуаре, который будет выполнять функцию сепаратора. Все нагревательные флюиды проходят через расширительный (буферный) резервуар для удаления всех сопутствующих газов. На теплообменнике также может потребоваться предохранительное устройство. Если расчетное давление со стороны низкого давления меньше двух третей расчетного давления со стороны высокого давления, то при проектировании дополнительно учитывают возможность разрушения трубы теплообменника.
8.7.3 При рассмотрении вопроса о том, каким образом будет происходить удаление выбросов из предохранительного устройства на теплообменнике, учитывают последствия смешивания горячих флюидов с холодными (см. [41]). Может потребоваться отдельный скребок.
8.7.4 Отопительные системы (за исключением горячей воды или пара) проходят пневматические испытания в соответствии с 10.3.3. Перед вводом системы в эксплуатацию после проведения гидростатического испытания удаляют всю оставшуюся воду. Кроме того, всю оставшуюся после слива воду удаляют при запуске путем медленного нагрева системы до 100°C и выпуска образовавшегося пара. Уделяют особое внимание тому, чтобы в течение этой операции все отводы системы были открыты для циркуляции.
8.7.5 Выхлопной поток от гликольного ребойлера содержит водяной пар и углеводородные пары. При проектировании выхлопных труб ребойлера учитывают предотвращение избыточного противодавления, возгорания и конденсации.
8.8 Системы сброса давления и утилизации
8.8.1 Общие положения
Системы сброса давления и утилизации нужны для предотвращения избыточного давления в оборудовании и системах трубопроводов, а также для безопасного удаления отходов. Некоторыми из возможных причин появления избыточного давления являются закупоривание прохода ниже по потоку, неисправность регулирующего клапана выше по потоку и наружный пожар.
Обычно используют такие предохранительные устройства сброса давления, как обычный предохранительный клапан с пружинным возвратом, сильфонный компенсированный предохранительный клапан с пружинным возвратом, управляемый предохранительный клапан, вакуумный предохранительный клапан и разрывной диск. Описание, работа, размеры, установка давления и применение должны соответствовать ASME BPVC-VIII, [41]-[43] или соответствующим национальным нормам для резервуаров под давлением.
Предохранительные устройства при работе с газом или паром обычно подсоединяют к паровой части резервуара или к выкидным трубам. Они устанавливаются до сетчатого влагоотделителя. Предохранительные устройства для жидкости размещают ниже нормального уровня жидкости.
Если резервуары с одинаковым рабочим давлением располагают последовательно, то предохранительное устройство, настроенное на минимальное расчетное давление в системе, устанавливают на первом резервуаре. Если какой-либо из оставшихся резервуаров может быть изолирован, то устанавливают предохранительное устройство, рассчитанное с учетом возможности пожара или теплового расширения. Предохранительные устройства располагают так, чтобы их невозможно было изолировать от какой-либо защищаемой части системы.
8.8.2 Трубопроводы предохранительных устройств
Данный подпункт применим к системам, относящимся к разделу 1 норм ASME BPVC-VIII, а также к нормам [44] и другим соответствующим национальным нормам для резервуаров под давлением.
При необходимости демонтажа предохранительного устройства отключают технологические системы, подключенные к общему предохранительному коллектору. В качестве альтернативы после предохранительных устройств, если они подключены к общему предохранительному коллектору, устанавливают полнопроходный запорный клапан. Все запорные краны, расположенные до или после предохранительных устройств, оборудованы блокирующими устройствами и функционируют в соответствии с приложением М норм ASME BPVC-VIII или с другими национальными нормами для сосудов, работающих под давлением.
Трубы на выкидной стороне предохранительных устройств проектируют так, чтобы создавать минимальные напряжения на устройствах. Трубопровод также должен выдержать максимальное противодавление, которому он может подвергаться, значения допустимых рабочих давлений предохранительных клапанов приведены в [45].
Предохранительные устройства размещают так, чтобы выпускные трубы были самодренирующимися для предотвращения накопления жидкости или конденсированных паров в устройстве или в выпускном трубопроводе.
Существуют два типа пламегасителей:
a) взрывобезопасный пламегаситель.
Этот тип пламегасителя не должен использоваться, если:
1) длина соединительного трубопровода до потенциальной точки возгорания в 20 и более раз превышает внутренний диаметр трубы или
2) между пламегасителем и потенциальной точкой возгорания установлены фитинги (колена, сужения), которые могут способствовать ускорению фронта горения;
b) пламегаситель с защитой от детонации.
Этот тип пламегасителя используется в случаях, приведенных в перечислении а), и имеет камеру сброса. Когда используют данный тип пламегасителя, то длина соединительного трубопровода до потенциальной точки возгорания должна более чем в 30 раз превышать внутренний диаметр трубы, а пламегаситель располагают как можно ближе к защищаемому оборудованию.
Потери давления на пламегасителе проверяют на соответствие условиям эксплуатации трубопровода.
Установку и испытание пламегасителей проводят в соответствии с общепринятыми стандартами, например [46].
8.8.3 Трубопроводные системы сброса (удаления)
Систему сброса и трубопроводы проектируют так, чтобы можно было удалить сбрасываемый продукт наиболее безопасным и надежным способом. Систему сброса и трубопровод спроектируют так, чтобы исключать возможность скопления жидкости и не снижать возможности сброса давления предохранительными устройствами. Кроме того, проект должен ограничивать противодавление. Определяют максимально возможное противодавление в каждой точке сброса. Это особенно важно, если два или несколько предохранительных устройств могут одновременно осуществлять сброс в одну и ту же систему отвода. Материалы, фитинги, сварка и другие проектные критерии соответствуют тем частям настоящего стандарта, в которых эти критерии рассматриваются, а также API RP 520-2.
Конструкции вентиляционных отводов и факелов проектируют таким образом, чтобы исключить их деформацию под воздействием ветровой нагрузки. Эти конструкции устанавливают с подветренной стороны платформы с учетом подхода вертолетов, судов и т.д. При определении высоты и расстояния от платформы учитывают возможность внезапного воспламенения из-за искрообразования, падения горящего флюида и теплоизлучения.
Когда углеводородные пары выпускаются в атмосферу, то после их выхода могут образовываться огнеопасные смеси. Положение воспламеняющейся смеси и интенсивности тепла в случае ее возгорания определяется в соответствии с [41] и [47]. Если в атмосферу сбрасываются токсичные пары, то такие системы проектируют в соответствии с нормативными документами, например [48].
По возможности для сдерживания проскоков пламени все системы сброса проектируют на минимальное давление от 0,3 до 0,5 МПа. В большинстве случаев отводы из оборудования с атмосферным давлением оборудуют пламегасителями для защиты от проскоков пламени. Пламегасители могут забиваться льдом и не используются в холодных климатических условиях без соответствующей защиты от замерзания. Пламегасители периодически осматривают, например на предмет скопления парафина.
8.9 Дренажные системы
8.9.1 Проектные положения
Дренажные системы проектируют с учетом обеспечения сбора и утилизации загрязнений от всех источников. Дренажная система предотвращает утечку загрязнителей за борт, предотвращает скопление воспламеняющихся жидкостей на палубе или в поддонах, а также способствует созданию нормальных бытовых условий.
8.9.2 Закрытый дренаж
Если используются закрытые дренажные системы, то они должны иметь уклон и соединяться трубами непосредственно с устройствами утилизации, не связанными с устройствами утилизации самотечных дренажных систем, с целью предотвращения попадания флюидов из систем дренажа под давлением в самотечный дренаж. Расчетное давление взаимосвязанных трубопровода и дренажного клапана на каждом технологическом компоненте должно быть не ниже максимального давления, которое может иметь место в системе, и должно соответствовать максимальному рабочему давлению технологического компонента системы. Трубопроводные системы должны соответствовать разделам 5, 6 и 7. При работе с сероводородом предусматривают отдельную закрытую дренажную систему с целью безопасной утилизации флюидов. Отдельную закрытую дренажную систему предусматривают для сброса из холодных эксплуатационных линий с целью предотвращения замерзания.
8.9.3 Самотечный дренаж
Сток с палуб и поддонов платформы обычно поступает самотеком в устройства утилизации. Для этих систем пригоден широкий класс материалов. Если используют стальные трубы, непригодные для работы при наличии углеводорода, то их маркируют в соответствии с 5.1.5. Уделяют особое внимание минимизации числа колен и ограничителей потока в системе. Самотечную дренажную систему оборудуют одной или несколькими паровыми ловушками или другими средствами предотвращения миграции газа из сборной емкости в открытый дренаж. Трубопровод прокладывают с уклоном вниз минимум 1%. В некоторых случаях может оказаться необходимой прокладка в горизонтальной плоскости, но уклонов вверх не должно быть ни при каких обстоятельствах. Предусматривают очистительные соединения.
8.10 Трубопроводные мосты между платформами
Проектирование трубопроводных мостов должно быть аналогично проектированию других систем трубопроводов, за исключением того, что в этом случае также учитывают перемещение платформ. После определения максимальных перемещений проектирование должно вестись в соответствии с 5.8.
8.11 Стояки
Стояки проектируют с учетом максимальной волновой нагрузки, внутреннего давления и движения морского транспорта, а также других условий окружающей среды. Стояки размещают внутри опорной конструкции; если это условие не выполнено и стояки находятся с наружной стороны свайной платформы, к которой обычно подходят суда, их защищают амортизаторами. Антикоррозионная защита в зоне периодического смачивания определена в 9.5.1.6. Национальные нормы могут содержать дополнительные критерии для проектирования трубопроводов.
8.12 Пробоотборный кран
Краны для отбора проб из технологических потоков располагают в заданных местах. Местоположение кранов выбирают таким образом, чтобы получать типичные пробы. Пробоотборные краны используются совместно с пробоотборниками или пробоотборными трубками, которые доходят до центра трубопровода. Уделяют особое внимание качеству и режиму потока в каждой точке взятия проб. Конструкция крана и его трубной обвязки должна обеспечивать очистку или разрушение возможного затвердевшего осадка. Под воздействием больших перепадов давления клапаны могут подвергаться интенсивной эрозии. Дублирование клапанной системы и надлежащие процедуры отбора проб могут максимально упростить решение таких проблем. Клапаны для взятия проб обычно имеют размер DN 15 (1/2 NPS), изготовляют из аустенитной нержавеющей стали или других подходящих для конкретных технологических условий материалов.
9 Анализ связанных вопросов
9.1 Общие положения
Данный раздел посвящен анализу различных вопросов, связанных с трубопроводными системами.
9.2 Компоновка
При планировании компоновки трубопроводов на добычной платформе рассматривают следующие вопросы:
a) безопасность персонала;
b) совместимость с резервуаром, оборудованием и опорной рамой (см. [49]);
c) доступность оборудования и техническое обслуживание;
d) опоры труб;
e) мостки и маршруты эвакуации;
f) удобство эксплуатации.
9.3 Высоты
Высоту трубопровода на платформах определяют такими факторами, как тип флюида, температура, необходимость дренажа и доступность для персонала. Трубопровод не устанавливают на решетке или настиле пола и имеет необходимый зазор для технического обслуживания. Верхний монтаж трубопроводов обеспечивает достаточное пространство для прохода персонала.
9.4 Опоры трубопроводов
Трубопроводы платформы опираются на эстакады, колонны и отдельные стойки. Местоположение и конструкция опор зависят от схемы прокладки, среды, массы, диаметра, ударных нагрузок, вибрации и т.д. Предусматривают вариант использования герметично заваренных опор для минимизации коррозии и обеспечения достаточного зазора для возможности покраски. Опоры клапанов не должны мешать демонтажу клапанов для ремонта или замены. Требования к гибкости трубопроводов и опорам должны соответствовать ASME B31.3, а также 5.8 и 8.3.7.
9.5 Другие вопросы коррозии
9.5.1 Защитные покрытия для наружных поверхностей
9.5.1.1 Стандарты на покрытия
Проектирование, выбор и контроль наружного покрытия трубопроводных систем соответствуют разделам 10, 12, 13 и 14 стандарта [50].
9.5.1.2 Типичные системы покрытий трубопроводов на платформе
Для всех стальных труб предусматривают их защиту системой покрытий (окраски), пригодность которой к морским условиям подтверждают опытом предшествующей эксплуатации или надлежащими испытаниями.
9.5.1.3 Выбор системы покрытия для трубопровода на платформе
При выборе системы покрытия рассматривают:
a) подготовку поверхности;
b) диапазон ожидаемых температур (максимальный и минимальный);
c) сухие и/или влажные поверхности;
d) ожидаемое химическое загрязнение;
e) положение защищаемого оборудования (высоту над зоной периодического смачивания, максимальную высоту волны и т.д.);
f) ожидаемое абразивное воздействие;
g) применимость системы покрытия;
h) техническое обслуживание.
Ленты и покрытия, нанесенные методом экструдии, обычно не используются в трубопроводной системе платформы. Может иметь место интенсивная коррозия под этими защитными материалами в отсутствие каких-либо видимых внешних признаков. Из-за сложности пескоструйной обработки на платформе желательно производить такую обработку, включая грунтовку и/или покраску труб и вспомогательных устройств, на берегу.
9.5.1.4 Антикоррозионная защита изолированных труб
Трубопроводы подвергают интенсивной коррозии под изоляционным материалом, поэтому восприимчивые к коррозии материалы защищают покраской. Количество изоляции должно быть минимальным, а покраску контролируют и содержат в хорошем состоянии.
9.5.1.5 Хлоридное коррозионное растрескивание нержавеющей стали под напряжением
Аустенитную нержавеющую сталь подвергают хлоридному коррозионному растрескиванию под напряжением при температурах свыше 60°C в соленосной атмосфере, поэтому предусматривают меры по предотвращению этого эффекта.
9.5.1.6 Стояки
В зоне периодического смачивания стояки защищают, например, покрытием или плакировкой.
9.5.2 Антикоррозионная защита внутренних поверхностей
9.5.2.1 Общие положения
Выбор наилучшего метода снижения внутренних потерь металла зависит от типа и интенсивности коррозии. В каждом случае необходимо использовать индивидуальный подход (см. [50]).
9.5.2.2 Технологический трубопровод
На внутренних поверхностях технологических трубопроводов, как правило, не используют защитное покрытие. Альтернативные методы уменьшения внутренней коррозии включают:
a) обезвоживание технологических потоков;
b) использование ингибиторов коррозии;
c) выбор размера трубы, обеспечивающего оптимальную скорость;
d) использование коррозийно-стойких металлов.
9.5.2.3 Водопровод
Потенциальные методы минимизации внутренней коррозии в водопроводной системе включают:
a) удаление и/или предотвращение попадания кислорода;
b) химическую обработку (ингибирование коррозии, биоциды, контроль образования твердых отложений и контроль pH);
c) защитные покрытия и облицовку (пластмассы и т.д.);
d) неметаллические трубы;
e) коррозийно-стойкие сплавы;
f) контроль твердых включений (песок, грязь и осадок).
9.5.2.4 Защитные покрытия
Если используются внутренние покрытия, то систему трубопроводов проектируют так, чтобы при его сборке эти покрытия не повреждались.
9.5.3 Совместимость материалов
Если различные металлы объединяются в пары в присутствии электролита, может возникнуть гальванический эффект. Чем больше разность электродвижущих сил металлов гальванического ряда, тем сильнее будет коррозия. Возможность возникновения гальванической коррозии учитывают при выборе материалов конструкции трубопроводов, клапанов и фитингов. Также необходимо:
a) по возможности использовать один металл либо металлы, стоящие близко в гальваническом ряду;
b) при использовании различных металлов рассмотреть следующие альтернативы:
1) разрыв пары непроводящим материалом;
2) исключение электролита при помощи защитного покрытия одного или обоих металлов;
3) у химически менее благородного металла анодный элемент должен быть больше, чем у химически более благородного металла;
4) установку подходящей защитной катушки.
9.5.4 Неразрушающий контроль эрозии и/или коррозии
Необходимо обеспечить доступ к точкам трубопроводной системы, в которых прогнозируется эрозия и/или коррозия. Эти точки обследуют радиографическими или ультразвуковыми методами, а результаты документируют для сравнения с результатами последующего контроля. Контролируют процесс коррозии и/или эрозии с помощью контрольных пластинок, вставляемых в отвод трубопровода. Особое внимание уделяют трубопроводам от нефтедобывающей скважины, коленам и эксплуатационным манифольдам.
9.5.5 Катодная защита
Если для подводной части трубопровода планируют катодную защиту, отличную от защиты платформы, то его стояк электрически изолируют от платформы. Это достигается изоляцией фланцевого соединения над водой и использованием вставок изоляционного материала для стыковых хомутов, находящихся ниже изолирующего фланца.
9.6 Теплоизоляция
9.6.1 Анализ температур
Теплоизоляцию используют на трубопроводах платформы для предотвращения возгорания от горячих поверхностей, сохранения тепла, защиты от замерзания и предупреждения возникновения влаги или обледенения на трубопроводе. Для защиты персонала все легкодоступные поверхности с рабочими температурами свыше 45°C либо изолируют, либо снабжают проволочными или перфорированными щитами. Поверхности с температурами свыше 205°C защищают от попадания жидких углеводородов, а поверхности с температурами свыше 480°C защищают от горючих газов. Определяют значение температуры самовозгорания для всех жидкостей и газовых смесей, которые могут присутствовать, и трубопровод снабжают защитой, если температура его поверхности превышает температуру самовозгорания. Типовые значения температур самовозгорания равны 200°C для жидкости и 300°C для газовой смеси.
9.6.2 Инструкции по обеспечению надежной изоляции
a) Перед установкой изоляции трубопроводы тщательно очищают и окрашивают.
b) Изоляционный материал выбирают исходя из конкретных температурных условий. Не допускается использование изоляционных материалов, способных при влажной поверхности вызвать разрушение или коррозию изолируемых поверхностей (например, окись магния). Широко используемыми изоляционными материалами являются силикат кальция, минеральная вата, стекловолокно, пеностекло.
c) Для изоляции наружной поверхности холодных труб используют пароизоляцию.
d) Изоляцию защищают от атмосферного влияния, попадания нефти, механического износа и других типов повреждения обшивкой из листовой стали. Если для обшивки используют листовой алюминий, то его защищают внутренней гидроизолирующей прокладкой.
e) При наличии сероводорода (![]() ) для предотвращения его концентрации вокруг болтов фланцы не изолируют, за исключением случаев, когда материал болтов пригоден для работы в условиях
) для предотвращения его концентрации вокруг болтов фланцы не изолируют, за исключением случаев, когда материал болтов пригоден для работы в условиях ![]() в соответствии с NACE MR0175.
в соответствии с NACE MR0175.
f) Для некоторых нагревательных флюидов не допускается применять элементы теплоизоляционных конструкций из сгораемых материалов, так как при их совместном использовании возможно самовозгорание.
g) Некоторые изоляционные материалы могут быть огнеопасны или могут выделять токсичный дым при горении (содержание органических и горючих веществ в изоляционных материалах должно быть не более 0,45% по массе).
h) Для различных размеров труб и фитингов выпускается специальная перфорированная изоляция и обшивка.
i) Коррозия трубопроводов может происходить под изоляцией и может оставаться незамеченной. Когда применяют альтернативные способы защиты (например, кожух для защиты персонала), то они используются вместо изоляции (см. также 9.5.1.4).
9.6.3 Типичная толщина изоляции
В таблицах 7, 8 и 9 приведены типовые минимальные значения толщины изоляции для различных температурных и эксплуатационных условий.
Таблица 7 - Типовая толщина теплоизоляции
Максимальная | NPS, дюйм | |||||||
температура, |
| 2 | 3 | 4 | 6 | 8 | 10 |
|
°C | Толщина изоляции, мм | |||||||
120 | 25 | 25 | 25 | 35 | 35 | 35 | 35 | 35 |
260 | 25 | 35 | 35 | 35 | 50 | 50 | 50 | 50 |
315 | 35 | 35 | 50 | 50 | 50 | 65 | 65 | 65 |
400 | 50 | 50 | 50 | 50 | 65 | 75 | 75 | 75 |
Таблица 8 - Типовая толщина низкотемпературной изоляции
Мини- | NPS, дюйм | ||||||||||||||||||
мальная темпе- ратура, °C | 1/2 | 3/4 | 1 | 1 1/2 | 2 | 2 1/2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 24 | 30 | Площадь поверх- ности |
Толщина изоляции, мм | |||||||||||||||||||
5 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 |
0 | 25 | 25 | 25 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 |
-5 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 35 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
-10 | 35 | 35 | 35 | 35 | 50 | 50 | 50 | 50 | 50 | 50 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 |
-20 | 35 | 50 | 50 | 50 | 50 | 50 | 50 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 75 | 75 | 75 |
-25 | 50 | 50 | 50 | 50 | 50 | 65 | 65 | 65 | 65 | 65 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 75 | 90 |
-30 | 50 | 50 | 50 | 65 | 65 | 65 | 65 | 65 | 70 | 70 | 70 | 70 | 70 | 90 | 90 | 90 | 90 | 90 | 100 |
Таблица 9 - Типовая толщина изоляции для диапазонов температур при защите персонала
NPS, дюйм | Толщина изоляции, мм | |
25 | 35 | |
Диапазон температур горячей поверхности, °C | ||
1/2 | От 70 до 400 | От 401 до 560 |
3/4 | От 70 до 340 | От 341 до 500 |
1 | От 70 до 390 | От 391 до 515 |
1 1/2 | От 70 до 350 | От 351 до 470 |
2 | От 70 до 340 | От 341 до 465 |
2 1/2 | От 70 до 325 | От 326 до 515 |
3 | От 70 до 315 | От 316 до 430 |
4 | От 70 до 315 | От 316 до 420 |
6 | От 70 до 290 | От 291 до 400 |
8 | - | От 70 до 400 |
10 | - | От 70 до 400 |
12 | - | От 70 до 400 |
14 | - | От 70 до 370 |
16 | - | От 70 до 365 |
18 | - | От 70 до 365 |
20 | - | От 70 до 365 |
24 | - | От 70 до 360 |
30 | - | От 70 до 360 |
Плоская поверхность | От 70 до 270 | От 271 до 350 |
| ||
9.7 Шум
9.7.1 В проекте трубопроводных систем на платформе предусматривают средства защиты персонала от вредного воздействия шума (см. [51]).
9.7.2 Шум в трубопроводной системе вызывается турбулентностью флюида, проходящего по системе. Турбулентность создается после суженых отверстий и растет с увеличением скорости флюида. Большинство шумов в трубопроводных системах может быть связано с различными типами регулирующих клапанов. Уровень звукового давления для регулирующих клапанов определяют в соответствии с формулами и данными, предоставляемыми различными изготовителями.
9.7.3 Основной подход при борьбе с шумом в трубопроводных системах заключается в исключении или сведении к минимуму генерации шумов с вредным для здоровья уровнем. Методы, которые могут оказаться эффективными для предотвращения таких уровней шума в системах трубопроводов, включают в себя:
a) минимизацию скоростей флюидов; уровни шума, создаваемые при скоростях, определяемых в разделе 5, должны быть приемлемыми;
b) выбор типа регулирующих клапанов или включение специальных элементов, минимизирующих шум;
c) использование утолщенных труб и фитингов для ослабления звука и вибрации (см. [51]);
d) использование звукоизоляции и/или экранирования трубы и фитингов с целью поглощения или изоляции звука;
e) в особых случаях - использование глушителей на потоке.
9.8 Таблицы для труб, клапанов и фитингов
Подробную информацию о трубах, клапанах и фитингах представляют в таблицах. Информация, которая может быть отражена в таблицах, включает диапазоны размеров, основные технические требования, рекомендации по выбору клапанов, диапазоны давления, температурные ограничения, типоразмеры труб, спецификации материалов, особые примечания и т.д. Такие таблицы составляют для использования внутри компании в качестве руководства. Пример таблицы для труб, клапанов и фитингов приведен в приложении B.
9.9 Контроль, техническое обслуживание, ремонт и модернизация
Контроль, техническое обслуживание, ремонт и изменения являются важными аспектами функционирования трубопроводной системы платформы после ее ввода в эксплуатацию. Стандарт [52] посвящен использованию сосудов под давлением, а также содержит инструкции по данным вопросам, применимые в том числе и для трубопроводных систем.
10 Монтаж и контроль качества
10.1 Общие положения
Изготовление, сборку, установку, контроль, испытание и связанные с ними виды работ по монтажу и контролю качества металлических и неметаллических трубопроводных систем платформы проводят в соответствии с ASME B31.3, за исключением изменений, приведенных в настоящем стандарте.
10.2 Сварка
10.2.1 Требования безопасности
Для проведения сварочных работ на морских платформах необходимо специальное разрешение, для зон повышенного риска такие разрешения не выдают, если в них не созданы безопасные условия для проведения сварочных работ.
10.2.2 Квалификация технологии сварки
Предполагаемые к использованию технологии сварки должны быть испытаны. Методы квалификации технологии сварки и требования к ней должны соответствовать ASME B31.3.
10.2.3 Квалификация сварщика
Сварщики должны быть квалифицированы для проведения предполагаемых работ согласно принятой квалификационной процедуре. Квалификацию проводят в соответствии с ASME B31.3.
10.2.4 Сварочный журнал
Журнал записей о квалификации технологии сварки и сварщика ведется в соответствии с ASME B31.3.
10.2.5 Требования к сварке
Требования к сварке соответствуют ASME B31.3. Кроме того, сварку не проводят, если имеется опасность влияния атмосферных условий на качество сварки.
10.2.6 Термообработка
Термообработку, включающую предварительный нагрев и PWHT, проводят в соответствии с ASME B31.3.
10.2.7 Неразрушающий контроль
Визуальный, радиографический и ультразвуковой контроль проводят в соответствии с ASME B31.3. Дополнительно для трубопроводных систем платформы, работающих с углеводородом, проводят радиографический контроль в соответствии с таблицей 10 без учета температур и давлений, при которых работают данные системы.
Таблица 10 - Минимальный процент сварных соединений труб из углеродистой стали, подвергаемых радиографическому контролю
Диапазон давления | Процент сварных соединений, %, не менее |
Классы с 150 по 600 по ASME | 10 |
Классы 900 и 1500 по ASME | 20 |
Класс 2500 по ASME | 100 |
34,5 МПа (5000 psi) и выше | 100 |
10.3 Испытание под давлением
10.3.1 Вопросы техники безопасности
Трубопровод проходит испытание под давлением на структурную целостность и утечку перед вводом в эксплуатацию. Подготовку и выполнение гидростатического или пневматического испытания проводят в соответствии с ASME B31.3, за исключением приведенных ниже модификаций.
Температура испытываемого материала должна быть с запасом выше температуры хрупкого разрушения. При тестировании воздухом или азотом нужно избегать быстрого сброса давления, чтобы не допустить избыточного самоохлаждения, понижающего температуру металла до уровня, при котором возможно хрупкое разрушение.
10.3.2 Гидростатические испытания
Для всех гидростатических испытаний используют воду, если она не оказывает неблагоприятного воздействия на трубопровод или рабочий флюид. Любые используемые для испытаний воспламеняющиеся жидкости должны иметь температуру воспламенения свыше 65°C.
Оборудование и измерительные приборы, не способные выдержать давление испытания, отсоединяют или изолируют. К ним обычно относят:
a) насосы, турбины и компрессоры;
b) разрывные диски и предохранительные клапаны;
c) ротаметры и расходомеры объемного типа;
d) индикаторы давления, если давление испытания выходит за пределы их шкалы;
e) контрольно-измерительные приборы и смотровые стекла.
Следующее оборудование испытывают до расчетного давления и затем изолируют:
a) индикаторы давления, если давление испытания выходит за пределы их шкалы;
b) наружные поплавковые отключающие устройства и указатели уровня жидкости, если поплавок не рассчитан на давление испытания. Поплавок должен подвергаться действию расчетного давления, после чего поплавковая камера должна изолироваться от системы;
c) во время испытания обратные клапаны должны быть открыты, а остальные клапаны должны быть полуоткрыты.
10.3.3 Пневматические испытания
Если гидростатические испытания нежелательны, например в случае воздушных систем управления, нагревательных флюидных систем или систем охлаждения, проводят пневматические испытания в соответствии с ASME B31.3. Так как при пневматическом испытании может возникнуть опасная ситуация, то во время испытания принимают особые меры предосторожности и осуществляют строгий технический надзор. В качестве испытательного флюида используют только воздух и азот (с индикаторами или без). Каждая испытываемая система должна иметь практически целесообразные минимальные размеры.
a) Давление при испытании должно быть в 1,1 раза больше максимального расчетного давления. Избегают испытаний с давлениями свыше 0,7 МПа. Для предотвращения хрупкого разрушения минимальная температура металла для всех компонентов при испытаниях должна составлять 10°C.
b) Давление постепенно повышают до значения не более 0,17 МПа и удерживают на этом уровне до тех пор, пока все соединения не обследованы на утечки мыльным раствором. Если утечек не обнаружено, давление увеличивают с шагом примерно 0,2 МПа до тех пор, пока не будет достигнуто конечное давление испытания. Затем давление понижают до значения 90% давления испытания и удерживают на этом уровне в течение промежутка времени, достаточного для проведения обследования всех стыков, соединений и мест сварки с помощью мыльного раствора.
10.3.4 Испытания на утечки
При необходимости проводят испытание на утечки для подтверждения герметичности механических соединений и уплотнений в трубопроводных системах после их механической сборки с компонентами, ранее прошедшими гидростатические испытания, либо после повторной их сборки после технического обслуживания.
Для испытания на утечки обычно используют воду, за исключением случаев, когда использование воды привело бы к неблагоприятному воздействию на трубопровод или на технологический процесс. При необходимости для испытания на утечки используют азот, содержащий или не содержащий индикаторный газ, такой как гелий.
Давление при испытании не должно превышать 110% максимально допустимого рабочего давления.
10.4 Контрольный документ об испытании
Контрольные документы об испытании, включая документы о соблюдении технологии сварки, документы о квалификации сварщиков, а также документы об испытаниях под давлением, должны соответствовать ASME B31.3.
Приложение A
(справочное)
Примеры решения задач
A.1 Введение
Настоящее приложение иллюстрирует применение принципов проектирования трубопроводов, описанных в настоящем стандарте, на примерах решения задач.
A.2 Пример проектирования выкидного трубопровода
A.2.1 Задача
A.2.1.1 Спроектируйте выкидной трубопровод для заканчивания газоконденсатной скважины.
A.2.1.2 Ожидается, что начальные характеристики законченной скважины будут следующими:
a) давление на устье закрытой скважины составляет 37900 кПа;
b) максимальный ожидаемый расход при испытании и эксплуатации (включая пульсацию):
![]() =16740 м
=16740 м/ч при нормальном давлении [
![]() =0,65 (воздух=1)];
=0,65 (воздух=1)];
R=3370 м/м
газового конденсата при нормальных условиях [
![]() =0,80 (вода=1)];
=0,80 (вода=1)];
c) гидродинамическое давление в трубной обвязке составляет 31000 кПа;
d) температура потока составляет 49°C.
А.2.1.3 При заканчивании скважины в режиме истощения ожидаются следующие характеристики:
a) гидродинамическое давление в трубной обвязке составляет 10300 кПа;
b) ![]() =11160 м
=11160 м/ч в нормальных условиях;
c) R=8425 м/м
газового конденсата в нормальных условиях [
![]() =0,80 (вода=1)];
=0,80 (вода=1)];
d) 9,94 м/ч поступление пластовой воды [
![]() =1,08 (вода=1)].
=1,08 (вода=1)].
A.2.1.4 Эквивалентная длина выкидного трубопровода составляет 15 м.
A.2.1.5 Выкидной трубопровод должен быть рассчитан на устьевое давление скважины.
A.2.2 Решение
A.2.2.1 Общие положения
Должны быть рассмотрены следующие вопросы:
a) скорость эрозии;
b) устойчивость к воздействию давления;
c) шум;
d) падение давления.
A.2.2.2 Скорость эрозии
A.2.2.2.1 Поскольку поток из скважины будет непрерывным и ожидается малый или нулевой вынос песка, для вычисления максимально допустимой скорости эрозии будет использоваться уравнение (A.1) с эмпирической константой 122 (см. 5.5.1).
![]() , (А.1)
, (А.1)
где ![]() - эрозионная скорость флюида, м/с;
- эрозионная скорость флюида, м/с;
c - эмпирическая константа:
c =122 для непрерывной эксплуатации с минимальным количеством твердых частиц;
![]() - плотность газа/жидкости при рабочем давлении и температуре, кг/м
- плотность газа/жидкости при рабочем давлении и температуре, кг/м.
A.2.2.2.2 ![]() вычисляют с помощью уравнения (A.2) для начальных и конечных условий течения, чтобы выяснить определяющие условия.
вычисляют с помощью уравнения (A.2) для начальных и конечных условий течения, чтобы выяснить определяющие условия.
![]() , (A.2)
, (A.2)
где p - абсолютное рабочее давление, кПа;
![]() - относительная плотность жидкости (для воды - 1; для смеси воды и углеводородов используется среднее значение) при стандартных условиях;
- относительная плотность жидкости (для воды - 1; для смеси воды и углеводородов используется среднее значение) при стандартных условиях;
R - отношение газ/жидкость при нормальных условиях;
T - рабочая температура, К;
![]() - относительная плотность газа (для воздуха - 1);
- относительная плотность газа (для воздуха - 1);
Z - коэффициент сжимаемости для газа.
a) Для начальных условий:
![]() =0,80;
=0,80;
p =31000 кПа +100=31100 кПа (абсолютное);
R = 3370 м/м
газового конденсата при нормальных условиях;
![]() =0,65;
=0,65;
T =49+273=322 К;
Z =0,91.
Подставляя эти значения в уравнение (A.2), получим
![]() кг/м
кг/м (начальное).
b) Для конечных условий:
![]() ;
;
p =10400 кПа (абсолютное);
![]() м
м/м
;
![]() =0,65;
=0,65;
T =322 К;
Z =0,81.
Подставляя эти значения в уравнение (A.2), получим
![]() кг/м
кг/м (конечное).
A.2.2.2.3 Используя приведенные выше значения в уравнении (A.1), получим:
![]() м/с;
м/с;
![]() м/с.
м/с.
A.2.2.2.4 Используя уравнение (A.3), определяют минимально допустимые площади поперечного сечения
![]() , (A.3)
, (A.3)
где A - минимальная площадь поперечного сечения потока, необходимая на единичный объемный расход, мм/м
/ч.
а) Для начальных условий:
![]() мм
мм/м
/ч;
![]() мм
мм (начальная).
b) Для конечных условий:
![]() мм
мм/м
/ч;
![]() мм
мм (конечная).
A.2.2.2.5 Хотя допустимая скорость эрозии для конечных условий выше, размер трубы определяют конечными условиями, т.к. объем жидкости больше.
A.2.2.2.6 Параметр A преобразуется во внутренний диаметр трубы следующим образом:
![]() ; (A.4)
; (A.4)
![]() мм (внутренний диаметр);
мм (внутренний диаметр);
![]() мм (конечный).
мм (конечный).
A.2.2.3 Устойчивость к воздействию давления
A.2.2.3.1 Предварительный выбор размера трубопровода можно теперь сделать с использованием таблицы 5. Требуемое номинальное давление для трубопровода должно быть выше 37,9 МПа. Ниже приведены два очевидных варианта выбора:
Номинальный размер трубы, мм (дюйм) | Типоразмер | Внутренний диаметр, мм | Максимальное рабочее давление для трубы марки B по [5], МПа |
DN 80 (3 NPS) | XXS | 58,4 | 42 |
DN 100 (4 NPS) | XXS | 80,1 | 36 |
DN 80 (3 NPS) имеет требуемое давление, но их внутренний диаметр слишком мал для конечных условий. DN 100 (4 NPS) имеет достаточный внутренний диаметр для конечных условий, но требуемое рабочее давление немного ниже, если используется труба марки B.
A.2.2.3.2 Окончательное решение требует инженерной оценки. Рассматривают следующие варианты:
a) перепроверить источник, из которого были получены требования на устьевое давление при закрытой скважине. Номинальные значения зачастую несколько выше реальных требований. Если фактическое давление при закрытой скважине было ниже 36,6 МПа, то правильным выбором будет DN 100 (4 NPS) ХХS;
b) проверить доступность труб DN 100 (4 NPS) XXS марки X42, удовлетворяющих требованию на давление 37,9 МПа;
c) проанализировать возможность использования устройства для сброса давления на трубопроводе DN 100 (4 NPS) XXS до момента, когда устьевое давление при закрытой скважине упадет до 36,6 МПа;
d) перепроверить прогноз конечных условий для скважины с целью определения того, что в случае немного меньших расходов потока будет возможность выбора трубопровода DN 80 (3 NPS) XXS для всего срока эксплуатации скважины. Чтобы установить целесообразность такого решения, необходимо подробно исследовать вопрос о влиянии пульсации на величину максимального расхода;
e) оценить вариант начальной установки DN 80 (3 NPS) XXS с последующей заменой с трубы большего размера (внутреннего диаметра);
f) в виде исключения можно рассмотреть вариант превышения расчетного давления на вероятностной основе в соответствии с ASME B31.3.
A.2.2.4 Шум
A.2.2.4.1 Скорость (и косвенное определение уровня шума) в трубопроводе определяют для начальных и конечных условий с целью выяснения, какие из этих условий являются определяющими.
Скорость определяют следующим образом.
a) Для начальных условий:
массовый расход газа
![]() кг/с;
кг/с;
массовый расход конденсата
![]() кг/с.
кг/с.
Полный массовый расход скважинного потока (начальный) =5,0 кг/с.
b) Для конечных условий:
массовый расход газа:
![]() кг/с;
кг/с;
массовый расход конденсата
![]() кг/с;
кг/с;
массовый расход воды
![]() кг/с.
кг/с.
Полный массовый расход скважинного потока (конечный) =5,66 кг/с.
A.2.2.4.2 Скорость течения определяют так же, как это было сделано выше для эрозионной скорости, а полный объемный расход будет:
конечный объемный расход ![]() ; 3 м
; 3 м/с;
начальный объемный расход ![]() ; 2 м
; 2 м/с.
Таким образом, конечные условия определяют максимальную скорость.
A.2.2.4.3 Скорость течения определяют для номинальных размеров труб XXS для DN 80 (3 NPS) и DN 100 (4 NPS).
Скорость [DN 80 (3 NPS)] м/с.
м/с.
Скорость [DN 100 (4 NPS)] м/с.
м/с.
A.2.2.4.4 Поскольку в обоих случаях скорость меньше, чем 25 м/с (см. 5.4), шум не создаст проблемы и не повлияет на выбор размера трубы.
A.2.2.5 Падение давления
A.2.2.5.1 Падение давления в трубопроводе определяют из уравнения (A.5)
![]() , (A.5)
, (A.5)
где ![]() - падение давления на 100 м трубы, кПа;
- падение давления на 100 м трубы, кПа;
![]() - внутренний диаметр труб, мм;
- внутренний диаметр труб, мм;
![]() - коэффициент трения Муди прокладки со спиральной навивкой;
- коэффициент трения Муди прокладки со спиральной навивкой;
![]() - плотность газа/жидкости при давлении и температуре потока, кг/м
- плотность газа/жидкости при давлении и температуре потока, кг/м, рассчитанный как показано в уравнении (A.2);
![]() - суммарный расход жидкости плюс массы пара, кг/ч.
- суммарный расход жидкости плюс массы пара, кг/ч.
A.2.2.5.2 Параметр ![]() вычисляют из уравнения (A.6)
вычисляют из уравнения (A.6)
![]() , (A.6)
, (A.6)
где ![]() - расход газа в нормальных условиях, м
- расход газа в нормальных условиях, м/ч;
![]() - относительная плотность газа (для воздуха - 1);
- относительная плотность газа (для воздуха - 1);
![]() - расход жидкости, м
- расход жидкости, м/ч;
![]() - относительная плотность жидкости (для воды - 1);
- относительная плотность жидкости (для воды - 1);
![]() (начальный)
(начальный)
![]() кг/ч;
кг/ч;
![]() (конечный)
(конечный)
![]() кг/ч.
кг/ч.
A.2.2.5.3 Подставляя вычисленные выше значения в уравнение (А.6), получим:
![]() [начальное DN 80 (3 NPS)]
[начальное DN 80 (3 NPS)] ![]() кПа/100 м;
кПа/100 м;
![]() [конечное DN 100 (4 NPS)]
[конечное DN 100 (4 NPS)] ![]() кПа/100 м;
кПа/100 м;
![]() [конечное DN 100 (3 NPS)]
[конечное DN 100 (3 NPS)] ![]() кПа/100 м;
кПа/100 м;
![]() [конечное DN 100 (4 NPS)]
[конечное DN 100 (4 NPS)] ![]() кПа/100 м.
кПа/100 м.
Коэффициент трения Муди (![]() ) определять по рисунку 3.
) определять по рисунку 3.
A.2.2.5.4 Так как трубопровод только 15 м длиной, полное падение давления в большинстве случаев не будет критическим и, скорее всего, не повлияет на выбор размера трубопровода.
А.3 Пример проектирования всасывающего насоса для трубопровода
A.3.1 Задача
A.3.1.1 Одиночный поршневой насос будет использоваться для передачи сырой нефти из эксплуатационного сепаратора в удаленную установку для обработки нефти. Выберите размер всасывающего насоса для трубопровода в данных условиях применения. Данные для насосной системы приведены ниже.
A.3.1.2 Условия эксплуатации сепаратора:
a) рабочее давление составляет 0,415 МПа;
b) объемный расход нефти на входе составляет 33,1 м/ч;
c) объемный расход воды на входе равен 0;
d) плотность нефти составляет 40° API (![]() =0,825);
=0,825);
e) вязкость нефти ![]() Па·с при температуре прокачивания;
Па·с при температуре прокачивания;
f) уровень в сепараторе будет поддерживаться постоянным благодаря обводному насосу, который подает нефть обратно в сепаратор;
g) размер штуцера класса 150 по ASME на выходе резервуара составляет DN 200 (NPS 8).
A.3.1.3 Характеристики насоса:
a) рабочий объемный расход 150% нефти на входе (для обеспечения способности поддерживать уровень жидкости во время пульсаций) составляет 49,7 м/ч;
b) тип насоса - триплексный;
c) скорость вращения насоса равна 200 об/мин;
d) размер всасывающего соединения класса 150 по ASME составляет DN 150 (NPS 6);
e) размер выкидного соединения класса 150 по ASME составляет DN 150 (NPS 6);
f) значение требуемого NPSH составляет 0,0267 МПа в рабочих условиях;
g) давление на выходе равно 3,45 МПа;
h) базовая линия насоса находится на 4,57 м ниже уровня флюида в сепараторе.
A.3.1.4 Всасывающий трубопровод имеет длину 15,2 м и содержит один тройник, четыре 90° колена, два полнопроходных шаровых клапана и один стандартный переходник DN 200 (NPS 8)·DN 150 (NPS 6).
А.3.2 Пробное решение
А.3.2.1 Для определения предварительного размера трубопровода из таблицы 4 берется значение скорости всасывания 0,6 м/с. Из рисунка 2 для трубопровода DN 150 (NPS 6) Sch 40 с расходом 49,7 м/ч скорость равна 0,75 м/с, а для трубопровода DN 200 (NPS 8) Sch 40 скорость равна 0,43 м/с, поэтому в качестве первого решения выбирается трубопровод DN 200 (NPS 8) с внутренним диаметром 203 мм.
A.3.2.2 Определим эквивалентную длину трубопровода, используя значения таблицы 3.
Эквивалентная длина колен =4·2,74 м=11,0 м.
Эквивалентная длина шаровых клапанов =2·1,83 м=3,66 м.
Эквивалентная длина тройника =1·2,74 м=2,74 м.
Эквивалентная длина переходника =1·0,610 м=0,610 м.
Сужение выхода резервуара =1·3,66 м=3,66 м.
Длина трубопровода DN 200 (8 NPS)=15,2 м.
Эквивалентная длина трубопровода =39,6 м.
A.3.2.3 Следующим шагом вычисляют потери на трение, используя уравнение (A.7)
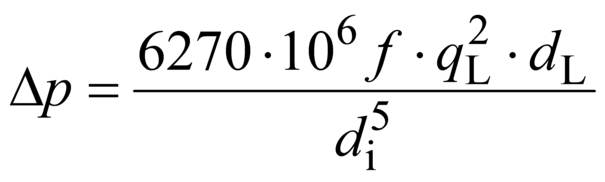 , (A.7)
, (A.7)
где ![]() - падение давления на 100 м трубы, кПа;
- падение давления на 100 м трубы, кПа;
![]() - коэффициент трения Муди;
- коэффициент трения Муди;
![]() - расход жидкости, м
- расход жидкости, м/ч;
![]() - относительная плотность жидкости (вода=1);
- относительная плотность жидкости (вода=1);
![]() - внутренний диаметр трубы, мм.
- внутренний диаметр трубы, мм.
A.3.2.4 Коэффициент трения ![]() находят из рисунка 3, используя определенное из уравнения (A.8) число Рейнольдса
находят из рисунка 3, используя определенное из уравнения (A.8) число Рейнольдса
![]() , (A.8)
, (A.8)
где ![]() - число Рейнольдса;
- число Рейнольдса;
![]() - плотность жидкости, кг/м
- плотность жидкости, кг/м;
![]() - внутренний диаметр труб, м;
- внутренний диаметр труб, м;
![]() - скорость потока жидкости, м/с;
- скорость потока жидкости, м/с;
![]() - вязкость жидкости, Па·с, или число сантипуаз, деленное на 1000, или сантистокс·относительная плотность, деленное на 1000.
- вязкость жидкости, Па·с, или число сантипуаз, деленное на 1000, или сантистокс·относительная плотность, деленное на 1000.
Для данной задачи:
![]() =1000·0,825=825 кг/м
=1000·0,825=825 кг/м;
![]() =0,203 м;
=0,203 м;
![]() =0,43 м/с (см. рисунок 3);
=0,43 м/с (см. рисунок 3);
![]() =1,5/1000 =0,0015 Па·с;
=1,5/1000 =0,0015 Па·с;
![]() .
.
Используя вычисленное значение ![]() и кривую для стальных труб, из рисунка 3 определяют
и кривую для стальных труб, из рисунка 3 определяют ![]() .
.
![]() =0,023.
=0,023.
A.3.2.5 Все требуемые величины для уравнения (A.7) теперь известны:
![]() =49,7 м
=49,7 м/с;
![]() =0,825;
=0,825;
![]() =203 мм;
=203 мм;
![]() кПа/100 м=0,852 кПа/100 м;
кПа/100 м=0,852 кПа/100 м;
![]() кПа.
кПа.
A.3.2.6 Далее определяют фактический допустимый NPSH из уравнения (A.9)
![]() , (A.9)
, (A.9)
где ![]() - абсолютный напор жидкости вследствие атмосферного или иного давления над поверхностью жидкости, поступающей в прием насоса, м;
- абсолютный напор жидкости вследствие атмосферного или иного давления над поверхностью жидкости, поступающей в прием насоса, м;
![]() - абсолютное давление насыщенного пара жидкости при температуре на всасывании, м;
- абсолютное давление насыщенного пара жидкости при температуре на всасывании, м;
![]() - положительный или отрицательный статический напор жидкости вследствие смещения уровня жидкости вверх или вниз относительно линии отсчета (осевой линии насоса), м;
- положительный или отрицательный статический напор жидкости вследствие смещения уровня жидкости вверх или вниз относительно линии отсчета (осевой линии насоса), м;
![]() - потери напора жидкости на трение вследствие трения в приемных трубах, включая потери на входе и выходе, м;
- потери напора жидкости на трение вследствие трения в приемных трубах, включая потери на входе и выходе, м;
![]() - скоростной напор жидкости,
- скоростной напор жидкости, ![]() , м;
, м;
![]() - напор жидкости на ускорение, м;
- напор жидкости на ускорение, м;
![]() - скорость жидкости в трубопроводах, м/с.
- скорость жидкости в трубопроводах, м/с.
A.3.2.7 Поскольку в сепараторе нефть находится в равновесии с газом, давление паров нефти также будет равно 415 кПа. Таким образом:
![]() м;
м;
![]() =4,57 м (заданное);
=4,57 м (заданное);
![]() м;
м;
![]() м.
м.
A.3.2.8 Параметр ![]() определяют из уравнения (A.10)
определяют из уравнения (A.10)
![]() , (A.10)
, (A.10)
где ![]() - напор на ускорение, м, для жидкости;
- напор на ускорение, м, для жидкости;
L - длина трубопровода всасывания (действительная, а не эквивалентная длина), м;
![]() - средняя скорость жидкости в трубопроводе всасывания, м/с;
- средняя скорость жидкости в трубопроводе всасывания, м/с;
![]() - скорость работы насоса, об/мин;
- скорость работы насоса, об/мин;
C - эмпирическая постоянная типа насоса:
C =0,066 для трехцилиндрового насоса одностороннего или двойного действия;
К - коэффициент сжимаемости жидкости, обратная величина отношения теоретического напора на ускорение, который необходимо заложить в проект во избежание заметных возмущений во всасывающем трубопроводе:
К =2,0 для большинства углеводородов.
Подставляя известные значения в уравнение (A.10), получим
![]() м.
м.
A.3.2.9 Фактический допустимый напор на всасывании будет
![]() =63,65-63,65+4,57-0,039-0,009-4,40=0,122 м.
=63,65-63,65+4,57-0,039-0,009-4,40=0,122 м.
A.3.2.10 Требуемый ![]() м.
м.
A.3.2.11 Вывод: насос не будет работать в таких условиях.
A.3.3 Варианты решений для увеличения ![]() (см. 5.3.2.6)
(см. 5.3.2.6)
A.3.3.1 Укороченный трубопровод всасывания
Хотя длину трубопровода всасывания можно было бы немного уменьшить, но доля напора на ускорение, которую необходимо скомпенсировать, должна быть не менее
![]()
так что данный вариант не подходит.
A.3.3.2 Используйте всасывающую трубу большего размера, чтобы уменьшить скорость.
Если бы использовалась труба DN 250 (NPS 10), а не DN 200 (NPS 8), то скорость уменьшилась бы с 0,43 м/с до 0,27 м/с (см. рисунок 2). Для трубы DN 300 (NPS 12) скорость уменьшилась бы до 0,19 м/с. Поскольку ни один из размеров труб не приведет к уменьшению скорости на 80% (которое сократило бы напор на ускорение на 80%), данный вариант также неэффективен.
A.3.3.3 Уменьшите скорость работы насоса
Скорость вращения насоса 200 об/мин и так уже очень низка, и данный вариант не подходит.
A.3.3.4 Рассмотрите возможность использования насоса с большим числом плунжеров
Разумной альтернативой было бы использование пятицилиндрового насоса вместо трехцилиндрового, что сократило бы пульсацию напора на 40%. Поскольку требуется еще большее уменьшение, данный вариант не подходит.
A.3.3.5 Используйте демпфер пульсаций
A.3.3.5.1 Используя правильно установленный демпфер пульсаций, можно уменьшить длину трубопровода до 15 (или менее) номинальных диаметров в уравнении (A.10).
![]() м.
м.
A.3.3.5.2 Повторный расчет пульсации напора дает
![]() .
.
A.3.3.5.3 При использовании гасителя пульсаций располагаемый напор
![]() =63,65-63,65+4,57-0,039-0,009-0,868=3,65 м.
=63,65-63,65+4,57-0,039-0,009-0,868=3,65 м.
A.3.3.5.4 Так как определение длины трубы для пересчета напора на ускорение проводилось с запасом, то фактический NPSH должен быть достаточным при использовании демпфера пульсаций.
A.3.3.5.5 Если необходима еще большая разность между фактическим NPSH и требуемым NPSH, то один из рассмотренных выше вариантов может быть включен в проект в добавление к варианту с демпфером пульсаций.
Приложение B
(справочное)
Примеры таблиц труб, клапанов и фитингов
B.1 Пример перечня
В таблице B.1 приведен пример перечня таблиц труб, клапанов и фитингов.
Таблица B.1 - Типовой перечень таблиц для труб, клапанов и фитингов
Таблица | Условия эксплуатации | Номинальное давление |
A | Некоррозионные углеводороды и гликоль | ASME класс 150 |
B | Некоррозионные углеводороды и гликоль | ASME класс 300 |
C | Некоррозионные углеводороды и гликоль | ASME класс 400 |
D | Некоррозионные углеводороды и гликоль | ASME класс 600 |
E | Некоррозионные углеводороды и гликоль | ASME класс 900 |
F | Некоррозионные углеводороды и гликоль | ASME класс 1500 |
G | Некоррозионные углеводороды и гликоль | ASME класс 2500 |
H | Некоррозионные углеводороды | 13,8 МПа (2000 psi) |
I | Некоррозионные углеводороды | 20,7 МПа (3000 psi) |
J | Некоррозионные углеводороды | 34,5 МПа (5000 psi) |
K | Некоррозионные углеводороды | 69,0 МПа (10000 psi) |
L | Воздух | ASME классы 150 и 300 |
М | Вода | ASME класс 150 |
N | Пар и конденсат пара | ASME класс 150 |
- | ASME класс 300 | |
- | АSМЕ класс 600 | |
O | Дренаж и стоки | Атмосферное |
P (резерв) | - | - |
Q (резерв) | - | - |
R (резерв) | - | - |
SV | Клапаны для работы в условиях коррозии | Общее |
AA | Коррозионные углеводороды | ASME класс 150 |
BB | Коррозионные углеводороды | ASME класс 300 |
CC (не готова) | Коррозионные углеводороды | ASME класс 400 |
DD | Коррозионные углеводороды | ASME класс 600 |
EE | Коррозионные углеводороды | ASME класс 900 |
FF | Коррозионные углеводороды | ASME класс 1500 |
GG | Коррозионные углеводороды | ASME класс 2500 |
B.2 Конкретный пример
В таблице B.2 иллюстрируется пример трубы, клапанов и фитингов класса 150 по ASME.
Таблица B.2 - Таблица типовых труб, клапанов и фитингов для конкретного применения
Условия: Материал: Диапазон температур: Максимальное давление: | Некоррозионные Углеродистая сталь, допуск на коррозию 1,25 мм от 0 до 200°C По [24] группа материалов 1.1 | Примечания |
Диапазон размеров (NPS) | Описание | |
Труба: | ASTM A106 марка B | |
1/2-1 1/2 | Типоразмер 80, бесшовная, обычные края | |
2-3 | Типоразмер 80, бесшовная, скошенные края | |
4-6 | Типоразмер 40, бесшовная, скошенные края | |
8-18 | Типоразмер 30, бесшовная, скошенные края | |
Фитинги: | ||
1/2-1 1/2 | ASTM A 105, нормализованная | |
Раструбная сварка | Кованная сталь, номинальное давление 3000 psi | |
2-18 | АSТМ A 106 марка WPB | |
Сварка встык | Бесшовная, размер, как у трубы | |
"О-образные" выпуски | ||
1/2-1 1/2 | АSТМ A 105, нормализованная | |
Отводные патрубки | Кованная сталь, номинальное давление 3000 psi | |
2-8 | АSТМ A 105, нормализованная | |
Выпуск усиленного отвода, в соответствующую трубу | ||
Фланцы: | ||
1/2-1 1/2 | АSТМ A 105, нормализованная | |
Раструбная сварка | ASME класс 150, увеличенный валик | |
2-18 | АSТМ A 105, нормализованная | |
Приварная шейка | ASME класс 150, увеличенный валик расточен в соответствии с типоразмером трубы | |
Болтовые соединения: | ||
Болты | АSТМ A 193, марка B7 | |
Гайки | АSТМ A 194, марка 2H | |
Уплотнители: | Компресс. не асбестовое волокно толщиной 1,5 мм | |
1/2-18 | ASME класс 150, плоское кольцо по ASME B16.21 | |
1/2-18 | Корпус из углеродистой стали, 13%-ная хромированная отделка, колпак на болтах | Примечание 2 |
Клапаны: | [22] или [23] | |
Запорный | ASME класс 150, фланцевый, плоская уплотнительная поверхность | |
Шаровой | ||
1/2-10 | ASME класс 150, фланцевый, плоская уплотнительная поверхность, уменьшенное проходное отверстие, шар поддерживается седлом. Корпус из углеродистой стали на болтах, шар и шток из стали AISI 316, седла PTFE, огнестойкий | Примечание 1 |
12-18 | Уменьшенное проходное отверстие; крепится на цапфе. Корпус из углеродистой стали AISI 4130, на болтах. Шар и шток с никелевым покрытием методом химического восстановления. Седла PTFE. Огнестойкий. | Примечание 1 |
Проходной запорный | ASME класс 150, фланцевый, плоская уплотнительная поверхность | |
1/2-6 | Корпус из углеродистой стали, механизм клапана из 13%-ной хромированной стали, пробковый или шаровой диск, колпак на болтах | |
Обратный | ASME класс 150, фланцевый, плоская уплотнительная поверхность | |
1/2- 1 1/2 | Горизонтальный подъемный поршень, корпус из углеродистой стали, механизм клапана из 13%-ной хромированной стали, крышка на болтах | |
2-18 | ASME класс 150, с двойными соединенными пластинами Корпус из углеродистой стали, диски и седла из 13%-ной хромированной стали, пружины из никелевого сплава | |
Примечания 1 Максимальная температура эксплуатации шаровых клапанов с мягкими седлами составляет 120°C. 2 Должны использоваться шаровые краны; запорные клапаны следует использовать лишь тогда, когда это необходимо из-за условий эксплуатации/температуры. | ||
В примере B.2 не показаны изготовители клапанов и номера рисунков клапанов. Таблицы должны включать информацию об одном или более изготовителях клапанов и номерах рисунков.
Таблицы взаимозаменяемости клапанов можно получить у многих изготовителей. Используя эти таблицы с одним номером рисунка изготовителя в качестве базового, можно определить номера рисунков других эквивалентных клапанов данного изготовителя. По номеру эквивалентного рисунка легко найти клапан в каталогах изготовителя. Эта процедура позволяет сравнивать детали конструкции и материалы различных клапанов.
Приложение C
(справочное)
Приемлемая конструкция сварных соединений встык для труб с разной толщиной стенки
C.1 На рисунке C.1 представлен возможный процесс подготовки торцов труб с разной толщиной стенки для сварки встык (материал может иметь различные SMYS).
C.2 Толщины стенок соединяемых труб и каждая сторона проектируемой зоны соединения должны соответствовать проектным требованиям ASME B31.3.
C.3 Если SMYS соединяемых труб разные, то механические свойства наплавляемого металла должны быть не хуже свойств трубы с большей прочностью.
C.4 Переход между торцами труб с разной толщиной может быть выполнен путем обработки на конус или сварки, как показано на рисунке C.1 a), или с использованием специально изготовленной накладки длиной не менее половины диаметра трубы, но не менее 60 мм.
C.5 Избегают острых зазубрин и канавок у края сварного соединения в месте стыковки с наклонной поверхностью.
C.6 Данное приложение C может также использоваться для соединения труб с разной толщиной стенки и одинаковым SMYS; в таком случае нижний предел угла конуса не ограничен.
C.7 При сварке сталей с разным химическим составом консультируются со специалистом.
|
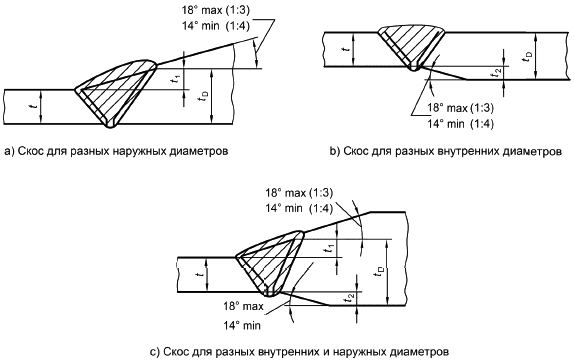
Примечания
1 Если соединяемые материалы имеют одинаковый SMYS, то нет ограничений на минимальный угол наклона скоса.
2 Ни , ни
![]() , ни их сумма (
, ни их сумма (![]() ) не должны быть больше 0,5t.
) не должны быть больше 0,5t.
3 Если SMYS соединяемых секций неодинаков, то значение ![]() должно быть по крайней мере в t раз больше отношения SMYS для трубы к SMYS для фланца.
должно быть по крайней мере в t раз больше отношения SMYS для трубы к SMYS для фланца.
4 Сварка должна соответствовать требованиям настоящего стандарта.
Рисунок C.1 - Приемлемая конструкция сварных соединений встык для труб с разной толщиной стенки и/или дополнительной толщиной для сварки с более прочной трубой
Приложение ДА
(справочное)
Сведения о соответствии марок стали, применяемых в стандарте с указанием механических свойств, российским маркам стали
Таблица ДА.1
Марка стали, применяемая в стандарте | Российский аналог: марка стали (класс прочности) | Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение |
ASTM A 106 марка B | Сталь 20 ГОСТ 8731 | 415 | 240 | Не менее 22 |
ASTM А 333 марка 6 | 10Г2 по ГОСТ 550 | Не менее 415 | Не менее 240 | Не менее 22 |
API 5L марка B | Сталь 3 (К42) 08ГБЮ | Не менее 414 | 241,0-448,0 | 21 |
API 5L Х52 | 09ГБЮ 08ГБЮТ (К52) 15ГФЮ 22ГЮ | Не менее 455 | 359,0-531,0 | 20 |
API 5L X46 | 09ГБЮ 08ГБЮТ (К52) 09ГБЮТ | Не менее 434 | 317,0-524,0 | 21 |
AISI 316 | 08Х17Н13М2 | 515 | 205 | 40 |
AISI 316L | 03Х17Н13М2 03Х17Н14М3 | 485 | 170 | 40 |
AISI 410 | 10X13 12Х13 | 500 | 290 | 30 |
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДБ.1
Обозначение ссылочного международного стандарта (документа) | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 3183-1 | IDT | ГОСТ Р ИСО 3183-2009 "Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия" |
API RP 520-2 | - | * |
ASME VIII | - | * |
ASME B31.3 | - | * |
NACE MR0175 | MOD | ГОСТ Р 53679-2009 "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 1. Общие принципы выбора материалов, стойких к растрескиванию" ГОСТ Р 53678-2009 "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов" |
NACE TM0284 | - | * |
NАСЕ TM0177 | - | * |
* Соответствующий национальный стандарт отсутствует. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичный стандарт; - MOD - модифицированный стандарт. | ||
Библиография
[1] | ISO 10423, Petroleum and natural gas industries - Drilling and production equipment - Wellhead and christmas tree equipment (Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Устьевое и фонтанное оборудование) |
[2] | Chemical Rubber Company (Handbook of chemistry and physics, 36th edition, Chemical Rubber Company) |
[3] | ASTM A 453, Standard specification for high-temperature bolting materials with expansion coefficients comparable to austenitic steels |
[4] | ASTM А 106, Specification for seamless carbon steel pipe for high-temperature service |
[5] | API 5L, Specification for Line Pipe |
[6] | ISO 3183-1:1996, Steel pipes for pipelines of petroleum and natural gas industries. General specifications (Промышленность нефтяная и газовая. Трубы стальные для трубопроводов. Технические условия поставки. Часть 1. Трубы класса A) |
[7] | ASTM A 134, Specification for pipe, steel, electric-fusion [arc-welded (sizes NPS 16 and over)] |
[8] | ASTM A 139, Specification for electric-fusion (arc)-welded steel pipe (NPS 4 and over) |
[9] | ASTM А 333, Specification for seamless and welded steel pipe for low-temperature service |
[10] | Schlichting H., Boundary Layer Theory, McGraw-Hill, 1987, New York, p.621 |
[11] | Gas Processors Suppliers Association, GPSA (formerly Natural Gas Processors Suppliers Association) Engineering Data Book (1981 revision, 1987 edition and latest edition) |
[12] | Hugley, Dale, Acceleration Effect is Major Factor in Pump Feed System, Petroleum Equipment and Services (January/February 1968) |
[13] | Hugley, Dale, Acceleration Head Values are Predictable But - (not from commonly accepted formulae), Petroleum Equipment and Services (March/April 1968) |
[14] | Miller J.E., Experimental Investigation of Plunger Pump Suction Requirements, Petroleum Mechanical Engineering Conference, Los Angeles, California, September 1964 |
[15] | ISO 10422, Petroleum and natural gas industries - Threading, gauging and thread inspection of casing, tubing and line pipe threads - Specification (Промышленность нефтяная и газовая. Нарезание, калибрование и производственный контроль резьбы обсадных, насосно-компрессорных труб и трубопроводов. Технические условия) |
[16] | ASME B1.20.1, Pipe threads, general purpose, (inch) |
[17] | ISO 13678 Petroleum and natural gas industries - Evaluation and testing of thread compounds for use with casing, tubing and line pipe (Промышленность нефтяная и газовая. Оценка и испытания многопокомпонентных смазок для резьбы на обсадных, насосно-компрессорных трубах и трубопроводах) |
[18] | API RP 550, Manual on installation of refinery instruments and control systems, Parts 1 and 2 |
[19] | Bulletin FCI 62-1, Fluid Controls Institute |
[20] | ИСО ISO 10434, Bolted bonnet steel gate valves for petroleum and natural gas industries (Клапаны запорные стальные с колпачком под болтовое соединение для нефтяной и газовой промышленности) |
[21] | API Std 602, Carbon steel gate valves for refinery use (compact design) |
[22] | API 6D, Specification for Pipeline Valves |
[23] | ASME B16.34, Valves - flanged, threaded and welding end |
[24] | ASME B16.5, Steel pipe flanges, flanged valves, and fittings |
[25] | ISO 5752, Metal valves for use in flanged pipe systems - Face-to-face and centre-to-face dimensions (Вентили металлические для фланцевых трубопроводных систем. Размеры строительных длин для проходного и углового корпуса) |
[26] | ASME B16.10, Face-to-face and end-to-end dimensions of ferrous valves |
[27] | ASTM A 105, Specification for forgings, carbon steel, for piping components |
[28] | ASTM A 350, Specification for carbon and low-alloy steel forgings, requiring notch toughness testing for piping components |
[29] | ASTM A 420, Specification for piping fittings of wrought carbon steel and alloy steel for low temperature service |
[30] | ASME/ANSI B16.9, Factory-Made Wrought Buttwelding Fittings |
[31] | ASME B16.28, Wrought steel butt welding short radius elbows and returns |
[32] | ASME B16.11, Forged steel fittings, socket-welding and threaded |
[33] | ASME B16.47, Forged flanges |
[34] | ASTM A193/A193M, Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High-Temperature Service |
[35] | ASTM A194/A194M, Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or Both |
[36] | ASTM A320/A320M, Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for Low-Temperature Service |
[37] | API RP 14C, Recommended Practice for Analysis, Design, Installation, and Testing of Basic Surface Safety Systems for Offshore Production Platforms |
[38] | NFPA 6, National fire code volume 6, Sprinklers, fire pumps and water tanks |
[39] | NFPA 8, National fire code volume 8, Portable and manual fire control equipment |
[40] | API RP 14G, Fire prevention and control on open type offshore production platforms |
[41] | API RP 521, Guide for pressure-relieving and depressuring systems |
[42] | API RP 520-1, Recommended practice for design and installation of pressure-relieving systems in refineries - Part 1 |
[43] | ISO 10418, Petroleum and natural gas industries - Offshore production installations - Analysis, design, installation and testing of basic surface process safety systems - Requirements and guidelines (Промышленность нефтяная и газовая. Эксплуатационные морские основания. Анализ, проектирование, установка и испытание основных систем обеспечения безопасности поверхности) |
[44] | ASME, Boiler and pressure vessel code: Section IV: Heating |
[45] | API Std 526, Flanged steel safety relief valves |
[46] | prEN 12874 Flame arresters - Specifications, operational requirements and test procedures |
[47] | Loudon D.E., Requirements for Safe Discharge of Hydrocarbons to Atmosphere, API Proceedings, Vol. 43 (III) (1963), pp.418-433 |
[48] | EPA AP-26, Workbook of Atmosphere Dispersion Estimates |
[49] | API RP 2G, Recommended practice for production facilities on offshore structures |
[50] | NACE RP0176:1994, Corrosion control on steel, fixed offshore platforms associated with petroleum production |
[51] | API Medical research report EA 7301, Guidelines on noise |
[52] | API RP 510, Pressure vessel inspection code |
УДК 621.643:006.354 | ОКС 75.200 | |
Ключевые слова: нефтяная и газовая промышленность, основные положения, проектирование трубопроводов, клапаны, фитинги и фланцы | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}