
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
[Заменем Гозтоз ИСУ
—— -
ОБОРУДОВАНИЕ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ НЕФТЕПРОДУКТОВ
ПАТРУБКИ ВЕНТИЛЯЦИОННЫЕ
ГОСТ 3689—70
Издание официальное
Цена 2 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА Москва
РАЗРАБОТАН Государственным научно-исследовательским и проектным институтом нефтяного машиностроения (Гипронефтемаш) Министерства химического и нефтяного машиностроения
Зам. директора по нефтеперерабатывающему оборудованию Абросимов Б. 3. Руководитель темы Мамонтов Г. В.
Исполнители — Сучкова Л. С., Сахарова М. А.
ВНЕСЕН Министерством химического и нефтяного машиностроения
Член Коллегии Васильев А. М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом технического нормирования и стандартизации Госстроя СССР
Начальник отдела Шкинев А. Н.
Начальник подотдела стандартов и технических условий Мозольное В. С. Ст. инженер Федоров Н. И.
УТВЕРЖДЕН Государственным комитетом Совета Министров СССР по делам строительства
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстроя СССР от 7 июля 1970 г. № 75
УДК 622.691234-2 Группа Ж5»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ
3689—70
Взамен ГОСТ 3689—47
ОБОРУДОВАНИЕ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ НЕФТЕПРОДУКТОВ Патрубки вентиляционные
Asseccories for Vertical Cylindrical Storage Tanks for Petroleum Products. Vent nozzles
Постановлением Государственного комитета Совета Министров СССР по делам строительства от 7/VII 1970 г. № 75 срок введения установлен
с 1/1 1972 г. Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на вентиляционные патрубки, предназначаемые для сообщения с атмосферой газового пространства вертикальных цилиндрических резервуаров для нефтепродуктов.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Вентиляционные патрубки должны изготовляться с условным проходом Dy от 150 до 600 мм.
1.2. Конструкция и основные размеры патрубка должны соответствовать указанным на чертеже и в табл. 1.
Стр. 2 ГОСТ 3689—70
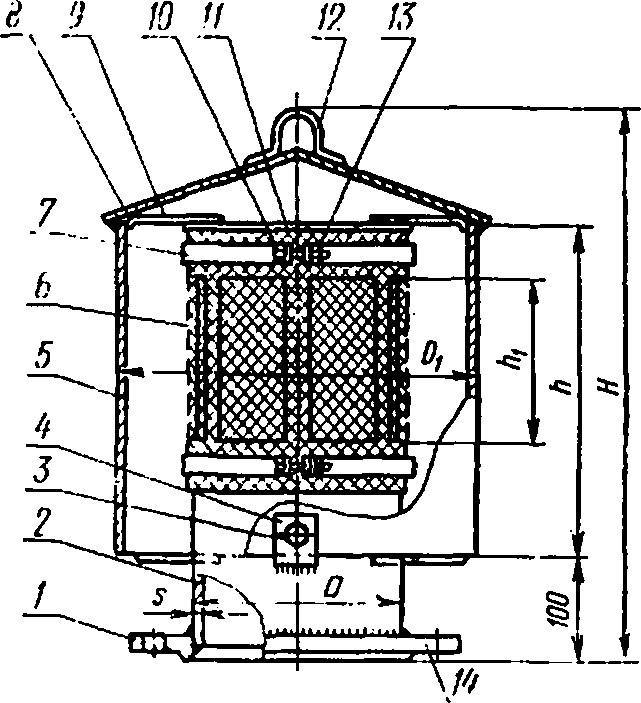
/—фланец; 2—труба; .7—гайка; 4—лапа; 5 -обечайка колпака; 6—сетка: 7—хомут; fl-крышка колпака; 9- распорка; !0—болт;
//—крышка трубы; /2—скоба; /5—гайка;
/4—фланец Ру 1 и 2.5 кгс}см\
Таблица 1
Размеры в мм
Марка патрубка | Проход условный | D | о. | Н | h | Л1 | Количество вентиля* циоиных отверстий | Масса (теоретическая). кг | |
ПВ-150 | 150 | 159 | 280 | 510 | 310 | 130 | 4 | 3 | 15 |
ПВ-200 | 200 | 219 | 380 | 580 | 365 | 185 | 4 | 4 | 23 |
ПВ-250 | 250 | 273 | 450 | 635 | 405 | 230 | 4 | 5 | 33 |
ПВ-300 | 300 | 325 | 560 | 640 | 405 | 240 | 6 | 5 | 50 |
ПВ-400 | 400 | 426 | 730 | 740 | 488 | 330 | 6 | 5 | 67 |
ПВ-500 | 500 | 530 | 890 | 910 | 638 | 380 | 6 | 6 | 103 |
ПВ-600 | 600 | 630 | 1100 | 920 | 618 | 460 | 6 | 6 | 122 |
Пример условного обозначения -ляционного с условным проходом Dy 150 мм:
патрубка венти
Патрубок вентиляционный ПВ-150 ГОСТ 3689—70
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Вентиляционные патрубки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Материалы для деталей патрубков должны соответствовать указанным в табл. 2.
Таблица 2
Наименования деталей
Труба патрубка — труба стальная электросварная по ГОСТ 10704—63
Обечайка и крышка колпака, крышка трубы, хомут, распорка — сталь прокатная тонколистовая по ГОСТ 3680—57
Лапа—сталь прокат-ная полосовая по ГОСТ 103—57 или сталь прокатная широкополосовая универсальная по ГОСТ 82—57
Скоба — сталь горячекатаная круглая *по ГОСТ 2590—57
Фланец по ГОСТ 1255—67
Сетка № 2,8—0,7 по ГОСТ 12184—66
Болты по ГОСТ 7798—62 и ганки по ГОСТ 5915—62
Шайбы по ГОСТ 11371—68
Материалы
Сталь марки ВМСт.Зсп иля ВКСт.Зсл по ГОСТ 380—60
Сталь ВКСт.Зсп | марки по ГОСТ | ВМСт.Зсп 380-60 | или |
Сталь | марки | ВМСт.Зсп | по |
ГОСТ 380 | -60 | ||
Сталь | марки | ВМСт.Зсп | по |
ГОСТ 380—60 | |||
Сталь | марки | ВМСт.Зсп | по |
ГОСТ 380—60
Сталь марки 2X13 по ГОСТ 5632—61
Сталь Юкп «по ГОСТ 1050—60
Сталь марки ВМСт.Зсп по ГОСТ 380—60
Примечание. Замена материалов, указанных в таблице, материалами других менее дефицитных марок допускается по согласованию с заказчиком и проектной организацией при условии обеспечения надежной эксплуатации патрубка.
2.3. Присоединительные размеры фланца должны соответствовать требованиям ГОСТ 1234—67.
2.4. Сварка фланца с трубой должна производиться электродами марки Э42 по ГОСТ 9467—60.
2.5. Сварные швы должны быть зачищены от шлака и брызг. Переход от основного металла к наплавленному должен быть плавным, без подрезов и наплывов.
Катет сварного шва должен быть одинаковым по всей длине шва.
2.6. Крепежные изделия (болты, гайки, шайбы) должны быть оцинкованы или оксидированы.
2.7. Необработанные поверхности патрубка с наружной и внутренней стороны должны быть покрыты краской БТ-177 по ГОСТ 5631—70.
Окрашенные поверхности патрубка должны соответствовать требованиям, предъявляемым к покрытиям класса IV, группы 7 по ГОСТ 9894—61.
2.8. Вентиляционные отверстия трубы должны быть обернуты проволочной сеткой с соединением их концов методом нахлестки.
Сетка должна быть плотно закреплена на трубе хомутами.
2.9. Обечайка и крышка колпака не должны иметь вмятин» коробления и других дефектов.
Стр. 4 ГОСТ 3689—70
2.10. Каждый патрубок должен быть принят техническим контролем предприятия-изготовителя,
2.11. Предприятие-изготовитель обязано гарантировать безотказную работу патрубков в течение 24 месяцев со дня отгрузки потребителю и в течение этого срока безвозмездно ремонтировать или заменять дефектные патрубки при условии соблюдения правил их монтажа, эксплуатации и хранения.
2.12. Каждый патрубок при приемке должен быть подвергнут внешнему осмотру, проверке размеров, качества сварных швов и его соответствия требованиям настоящего стандарта.
2.13. Качество сварных швов должно проверяться внешним осмотром, а размеры — измерительным инструментом по ГОСТ 3242—69.
2.14. Дефектные сварные швы должны быть устранены вырубкой и в последующем заварены.
Подчеканка швов не допускается.
2.'15. После исправления дефектов патрубок должен быть подвергнут повторным испытаниям.
2.16. При неудовлетворительных результатах повторных испытаний патрубок приемке не подлежит.
3. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. Маркировка вентиляционных патрубков должна производиться в соответствии с требованиями ГОСТ 4666—65.
3.2. Метод консервации патрубков должен соответствовать требованиям ГОСТ 13168—69.
3.3. Патрубки должны быть упакованы в деревянные решетчатые ящики, обеспечивающие сохранность патрубков при транспортировании.
3.4. Предприятие-изготовитель обязано гарантировать соответствие патрубков требованиям настоящего стандарта и сопровождать каждую партию патрубков документом, в котором указывается:
а) наименование министерства или ведомства, в ведении которого находится предприятие-изготовитель;
б) наименование и адрес предприятия-изготовителя;
в) наименование и обозначение патрубка;
г) материал деталей;
д) год и месяц выпуска;
е) количество патрубков в партии и их масса;
ж) номер настоящего стандарта.
3.5. Патрубки должны храниться в закрытых помещениях или под навесом на подкладках.
Редактор В. П. Огурцов
Сдано в наб. 10/IX 1970 г. Подл. в печ. 4/XI 1970 г. 0,375 п. л.
Тир. 8000
Издательство стандартов. Москва, К-1, ул. Щусева, 4
Тип. «Московский печатник». Москва. Лялин лер., 6. Зак. 1644
{kind=link}