ГОСТ Р 53680-2009
Группа Г43
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
ОБОРУДОВАНИЕ ДЛЯ ПОДЗЕМНОГО РЕМОНТА СКВАЖИН
Общие технические требования
Petroleum and natural gas industries. Well service equipment. General technical requirements
ОКС 75.200
ОКП 361000
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Фондом "Стандарт ТЭК"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Техника и технология добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1066-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 14693:2003* "Промышленность нефтяная и газовая. Бурильное оборудование и оборудование для ремонта скважин" (ISO 14693:2003 "Petroleum and natural gas industries - Drilling and well service equipment").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, выделены курсивом.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты".
В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
1 Область применения
Настоящий стандарт излагает принципы и устанавливает требования к конструкции, производству и испытаниям оборудования для подземного ремонта скважин и идентичного бурового оборудования, а также замене основных несущих компонентов, изготовленных после введения в действие настоящего стандарта.
Настоящий стандарт применяется для следующих видов оборудования:
а) роторные столы;
б) вкладыши ротора;
в) плашки для зажима бурильных труб в роторе;
г) детали поршневых буровых насосов;
д) детали буровых лебедок;
е) спайдеры (зажимные хомуты), не используемые в качестве элеваторов;
ж) ручные трубные ключи;
з) предохранительные хомуты, не используемые в качестве подъемных устройств;
и) приводные трубные ключи, включая буровые ключи.
При необходимости к перечисленному оборудованию могут быть предъявлены дополнительные требования, приведенные в приложении А.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601-2006 ЕСКД. Эксплуатационные документы
ГОСТ 2.610-2006 ЕСКД. Правила выполнения эксплуатационных документов
ГОСТ Р 8.568-97 ГСИ. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 51906-2002 Соединения резьбовые обсадных, насосно-компрессорных труб и трубопроводов и резьбовые калибры для них. Общие технические требования
ГОСТ Р 50599-93 Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации
ГОСТ 591-69 Звездочки к приводным роликовым и втулочным цепям. Методы расчета и построения профиля зуба и инструмента. Допуски
ГОСТ 1497-84 (ИСО 6892) Металлы. Методы испытаний на растяжение
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9150-2002 (ИСО 68-1-98) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9651-84 (ИСО 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 10145-81 Металлы. Метод испытания на длительную прочность
ГОСТ 11150-84 Металлы. Метод испытания на растяжение при пониженных температурах
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острым и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-2002 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12503-75 Сталь. Методы ультразвукового контроля. Общие требования
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16532-70 Передачи зубчатые цилиндрические эвольвентные внешнего зацепления. Расчет геометрии
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18854-94 (ИСО 76-87) Подшипники качения. Статическая грузоподъемность
ГОСТ 18855-94 (ИСО 281-89) Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность)
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 20426-82 Контроль неразрушающий. Метод дефектоскопии радиационный. Область применения
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21354-87 Передачи зубчатые цилиндрические эвольвентные внешнего зацепления. Расчет на прочность
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали. Общие технические условия
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
ГОСТ 27947-88 Контроль неразрушающий. Рентгенотелевизионный метод. Общие требования
ГОСТ 28870-90 Сталь. Методы испытания на растяжение толстолистого проката в направлении толщины
ГОСТ 30415-96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
В настоящем стандарте применены следующие термины с соответствующими определениями
3.1 безопасная рабочая нагрузка (safe working load): Расчетная нагрузка за вычетом динамической нагрузки.
3.2 дефект округлой формы (rounded indication): Дефект, выявленный в процессе неразрушающего контроля, который имеет круглую или цилиндрическую форму, длина которого менее чем в три раза превышает его ширину.
3.3 динамическая нагрузка (dynamic load): Нагрузка, характеризующаяся быстрым изменением во времени её значения, направления или точки приложения и вызывающая в элементах конструкции силы инерции.
3.4 испытания под нагрузкой (proof load test): Испытания с эксплуатационной нагрузкой, в ходе которых проверяется конструктивная прочность оборудования.
3.5 испытательная установка (test unit): Установка-прототип, на которой проводятся проектные испытания.
3.6 линейный дефект (linear indication): Дефект, определенный с помощью неразрушающего контроля, длина которого превышает ширину не менее чем в три раза.
3.7 максимальная расчетная нагрузка (design load): Сумма статических и динамических нагрузок, которые могут вызвать максимально допустимое напряжение в опасном сечении оборудования.
3.8 максимально допустимое напряжение (maximum allowable stress): Минимальный предел текучести, деленный на расчетный коэффициент прочности.
3.9 номинальная нагрузка (rated load): Максимальная эксплуатационная нагрузка как статическая, так и динамическая, которую можно приложить к оборудованию.
3.10 номинальная скорость (rated speed): Скорость вращения или поступательного движения, указанная производителем.
3.11 основной металл (base material): Металл подвергающихся сварке соединяемых частей.
3.12 основная нагрузка (primary load): Нагрузка, которая возникает при выполнении оборудованием своих основных функций.
3.13 основные несущие компоненты (primary load-carrying component): Компоненты оборудования, через которые передается основная нагрузка.
3.14 опасное сечение (critical area): Зона основного несущего компонента, находящаяся под воздействием высоких механических напряжений.
3.15 принцип идентичной конструкции (identical design concept): Свойство множества элементов, согласно которому все элементы множества имеют одинаковую геометрию на основных сечениях, воспринимающих нагрузку.
3.16 проверочные проектные испытания (design verification test): Испытания, проводимые для подтверждения правильности использованных в проекте расчетов.
3.17 размерный ряд (size range): Ряд диаметров труб, с которыми возможно осуществить соединение.
3.18 расчетный коэффициент запаса прочности (design safety factor): Коэффициент запаса прочности, который определяется как отношение между минимальным пределом текучести или прочности материала и максимальным расчетным напряжением.
3.19 ремонт (repair): Устранение дефектов или восстановление компонента или сварочного соединения в процессе производства.
Примечание - Термин "ремонт" при упоминании в международных стандартах относится только к устранению дефектов материала при изготовлении нового оборудования.
3.20 специальный процесс (special process): Операция, которая может изменить или повлиять на механические свойства (включая ударную вязкость) материала, используемого для изготовления оборудования.
3.21 типоразмер (size class): Определение для размерной взаимозаменяемости перечисленного здесь оборудования.
3.22 эталонный круг (equivalent round ER): Стандартный эталон, используемый для сравнения сечений различной формы со стандартными прутками, применяемыми при определении параметров закалки при термообработке низколегированных мартенситных коррозионностойких сталей.
3.23 используемые терминологические сокращения:
ЗТВ - зона термического влияния;
НРК - неразрушающий контроль;
НД - нормативная документация;
ПСТО - послесварочная термообработка.
4 Проектирование
4.1 Проектный режим
Буровое оборудование необходимо проектировать, производить и испытывать таким образом, чтобы оно максимально соответствовало своему назначению. Оборудование должно надежно и безопасно работать. При эксплуатации оборудования в соответствии с ГОСТ 2.601 и ГОСТ 2.610 основными причинами отказов являются дефекты оборудования.
В процессе проектирования необходимо соблюдать следующие условия:
- понятия "расчетная нагрузка" и "безопасная рабочая нагрузка" следует понимать так, как описано в разделе 3. Оператор, эксплуатирующий оборудование, несет ответственность за то, что максимальные нагрузки в процессе эксплуатации оборудования не превысят величины безопасной допустимой нагрузки;
- расчетная и минимальная рабочая температура для роторных столов, плашек для зажима буровых труб, приводных трубных ключей, буровых лебедок, предохранительных хомутов, спайдеров и ручных трубных ключей определяется температурой эксплуатации, указанной в эксплуатационных документах.
Осторожно! Необходимо в каждом случае использовать соответствующие материалы и производство, обеспечивающие необходимые эксплуатационные свойства оборудования для разных регионов эксплуатации.
4.2 Расчет прочности
4.2.1 Общие положения
При конструировании оборудования в качестве возможных причин его отказа следует рассматривать избыточную пластическую деформацию, усталость, выпучивание или коробление элементов конструкции. Расчет прочности должен основываться на теории упругости. В качестве альтернативы можно использовать расчет по временному сопротивлению материала (пределу прочности) в случае, если это разрешено проектной (конструкторской) документацией.
Следует принимать в расчет все силы, которые могут воздействовать на конструкцию. Для каждого рассматриваемого сечения в расчетах следует использовать их наиболее неблагоприятное сочетание, расположение и направление. Расчет сосудов и аппаратов необходимо проводить в соответствии с ГОСТ 14249. В общем случае при расчете рекомендуется использовать энциклопедию [1].
4.2.2 Упрощающие допущения
Упрощающие допущения, касающиеся распределения и концентрации напряжений, можно использовать в случае, если эти допущения сделаны в соответствии с общепринятой практикой или основаны на обширном практическом опыте или экспериментах.
4.2.3 Эмпирические соотношения
Вместо расчета прочности оборудования можно использовать эмпирические соотношения в случае, если они подтверждены задокументированными результатами тензометрического контроля, которые выявляют наличие напряжений в компоненте. Оборудование или компоненты, конструкция которых не позволяет подключить тензометрический датчик для контроля напряжения конструкции, должны испытываться в соответствии с 5.6.
4.2.4 Эквивалентное напряжение
Расчет прочности должен быть основан на теории упругости. Номинальное эквивалентное напряжение, вызываемое расчетной нагрузкой, не должно превышать максимального допустимого напряжения, вычисленного по формуле (1)
![]() , (1)
, (1)
где ![]() - максимально допустимое напряжение, МПа;
- максимально допустимое напряжение, МПа;
- минимальное значение предела текучести, МПа;
- расчетный запас прочности.
4.2.5 Расчет предела прочности (пластичности)
Расчет предела прочности (пластичности) может быть выполнен при любом из следующих условий:
а) по площади контакта;
б) для поверхностей деталей с высокой концентрацией напряжений, вызванной особенностями ее конструкции, а также для других поверхностей деталей с большими градиентами напряжений, где среднее напряжение по сечению меньше или равно максимально допустимому напряжению, как указано в 4.2.4.
В случае анализа пластичности номинальное эквивалентное напряжение не должно превышать максимально допустимое напряжение ![]() , вычисленное по формуле
, вычисленное по формуле
![]() , (2)
, (2)
где ![]() - максимально допустимое напряжение, МПа;
- максимально допустимое напряжение, МПа;
![]() - минимальное значение предела прочности, МПа;
- минимальное значение предела прочности, МПа;
- расчетный запас прочности.
4.2.6 Исследование устойчивости
Исследование устойчивости оборудования или его частей следует проводить в соответствии с теориями продольного изгиба, описанными в энциклопедии [1].
4.2.7 Анализ усталости
Анализ усталости оборудования должен быть проведен для периода не менее 20 лет эксплуатации в случае, если НД не установлен иной срок службы.
Анализ усталости следует проводить в соответствии с общепринятыми методами. Конкретный метод, который будет использован для анализа усталости, определяется по энциклопедии [1].
4.3 Номинальные значения
4.3.1 Номинальные параметры для роторных столов, спайдеров, ручных и приводных трубных ключей, изготовленных по данному стандарту, должны указываться в соответствии с требованиями настоящего стандарта.
4.3.2 Статическая грузоподъемность для всех видов подшипников под основной нагрузкой должна быть не менее значения номинальной нагрузки оборудования.
4.3.3 Номинальный крутящий момент приводных и ручных трубных ключей должен устанавливаться производителем для всех видов оборудования, для которых они предназначены.
4.4 Основы определения номинальной нагрузки
Определение номинальной (максимально допустимой) нагрузки должно основываться на:
а) расчетном коэффициенте прочности, как указано в 4.5;
б) минимальном установленном значении предела прочности материала основных несущих компонентов;
в) распределении напряжений, определенном на основе проектных расчетов и/или данных, полученных в результате проектных испытаний под нагрузкой, как указано в 5.6.
4.5 Расчетный запас прочности
4.5.1 Расчетный запас прочности для спайдеров устанавливается, как указано в таблице 1.
Таблица 1 - Коэффициенты запаса прочности для спайдеров
Номинальная нагрузка | Расчетный запас прочности |
До 1334 | 3,00 |
От 1334 до 4448 включ. | 3,00-0,75 ( |
Св. 4448 | 2,25 |
Расчетный запас прочности следует трактовать как критерий проектирования и ни при каких обстоятельствах не воспринимать как фактор, позволяющий допускать нагрузки оборудования, превышающие расчетные.
4.5.2 Минимальный расчетный запас прочности компонентов конструкции для основных несущих компонентов роторных столов должен быть 1,67.
4.5.3 Минимальное значение запаса прочности для ручных трубных ключей, зажимных устройств, ограничительных устройств для приводных трубных ключей определяется в соответствии с таблицей 2.
Таблица 2 - Коэффициенты запаса прочности для ручных трубных ключей, зажимных и ограничительных устройств для приводных трубных ключей
Номинальный крутящий момент | Расчетный запас прочности |
| 3,00 |
От 41 до 136 | 3,00-0,75 ( |
| 2,25 |
4.6 Прочность на сдвиг
При выполнении проектных расчетов, включающих сдвиговые нагрузки, отношение предела прочности на сдвиг должно составлять 0,58 от отношения предела прочности на растяжение.
4.7 Проектная документация
Проектная документация должна включать в себя методы, допущения, расчеты и конструктивные требования. Конструктивные требования должны содержать (но не ограничиваться) критерии размеров, испытаний и рабочего давления, материалов, а также экологические, технические и другие требования, необходимые при проектировании.
Эти требования также относятся и к изменениям в проектной документации.
5 Проверка правильности проектирования
5.1 Общие положения
Для обеспечения работоспособности проектируемого изделия и соответствующих коэффициентов запаса прочности оборудование подлежит проверочным испытаниям, когда этого требуют условия раздела 9.
Организация, проводящая испытания, должна иметь соответствующее испытательное оборудование, контрольно-измерительное оборудование и квалификацию, необходимую для выполнения этой задачи.
Проверочные испытания должны состоять из одного или более перечисленных тестов, которые упоминаются в пунктах настоящего стандарта, посвященных оборудованию:
а) функциональные испытания;
б) испытания под давлением;
в) испытания под нагрузкой.
5.2 Функциональные испытания
5.2.1 Отбор образцов оборудования для испытаний
Функциональным испытаниям подвергают по одному образцу каждого вида оборудования, если оно передает силу, движение или энергию посредством непрерывного движения деталей. Все результаты испытаний должны быть задокументированы, приведены данные по нагрузке, скорости, времени, а при необходимости - фотографии образца после испытаний. В случае, если образец не прошел испытаний, необходимо скорректировать проектирование.
5.2.2 Методика испытаний
Производитель представляет техническую документацию, где указана продолжительность испытания, применяемая нагрузка и скорость нагружения. Если оборудование предназначено для непрерывной эксплуатации, испытываемый образец должен работать с проектной скоростью в течение как минимум 2 ч.
Если оборудование предназначено для периодической или циклической эксплуатации, испытываемый образец должен работать с проектной скоростью и при установленном количестве рабочих циклов, эквивалентном 2 ч эксплуатации или 10 циклам, когда это занимает большее время и раздел 9 не содержит других указаний.
5.2.3 Уточнение
Образец должен работать без значительных потерь мощности. Температура подшипников и смазочного масла должна находиться в допустимых пределах, как указано в эксплуатационной документации.
5.3 Гидравлические испытания под давлением
5.3.1 Отбор образцов оборудования для испытаний
Любой образец оборудования, работающего под давлением, или основные несущие компоненты, главной нагрузкой для которых является давление, должны быть подвергнуты гидравлическим испытаниям. Компоненты гидравлической силовой передачи исключаются из испытаний.
5.3.2 Методика проведения испытаний
Испытания проводят при давлении, в 1,5 раза превышающем величину максимального расчетного рабочего давления. В качестве испытательной жидкости можно использовать холодную воду, воду с примесями или любую другую жидкость, обычно применяемую при нормальной эксплуатации оборудования. Испытания следует проводить на готовой детали или сборочном узле перед покраской.
Гидравлические испытания под давлением должны проводиться в два этапа. Каждый этап состоит из следующих четырех циклов:
а) первоначальный период выдерживания под давлением;
б) снижение испытательного напряжения до нуля;
в) тщательное высушивание внешних поверхностей всех испытываемых деталей;
г) второй период выдерживания под давлением.
Отсчет времени выдержки под давлением не начинается до тех пор, пока значение давления не достигнет испытательного уровня, а оборудование и средства для измерения давления не будут изолированы от источника давления. Продолжительность периодов выдержки под давлением должна быть не менее 3 мин.
5.3.3 Уточнение
После каждого испытательного цикла испытываемое изделие должно быть тщательно осмотрено с целью обнаружения протечек или остаточной деформации. В случае обнаружения хотя бы одного из этих нарушений или разрушения изделия необходимо пересмотреть проект. После чего провести новые испытания.
5.3.4 Отдельные детали
Детали установки могут испытываться по отдельности, если испытательная арматура дублирует условия нагружения детали в сборе.
5.4 Испытания под нагрузкой
5.4.1 Испытания под нагрузкой
В случае необходимости оборудование подвергается испытаниям под нагрузкой.
5.4.2 Отбор образцов оборудования для испытаний
Для проверки проектных расчетов напряжений в группах оборудования, имеющего одинаковые конструктивные принципы, но различные размеры и паспортные характеристики, применяется один из следующих вариантов:
а) как минимум три единицы идентичного по своей конструкции оборудования подвергаются контрольным испытаниям. Образцы для испытания должны отбираться так, чтобы значения номинальных нагрузок для них находились на уровне минимального, среднего и максимального значения диапазона номинальных нагрузок;
б) в качестве альтернативы необходимое количество испытываемых единиц может быть выбрано так, чтобы каждый из испытываемых образцов имел номинальное значение нагрузки ниже минимальной и выше максимальной величины номинальной нагрузки образца. (Этот вариант в основном применяется в случае ограниченной номенклатуры изделий).
5.4.3 Методика проведения испытаний
Испытания проводят следующим образом:
а) испытываемый образец в сборке нагружают до максимальных значений номинальной нагрузки. После этого нагрузку снимают, и образец тестируют на выполнение заданных конструкцией функций. Нагружение не должно нарушать функционирование ни одной из деталей оборудования;
б) в местах, где возникают высокие напряжения, следует установить тензодатчики, если это позволяет конфигурация образца. Чтобы убедиться, что места для установки тензодатчиков выбраны правильно, рекомендуется использовать расчеты по методу конечных элементов модели, нанесения хрупких лаковых покрытий и так далее. В критических зонах рекомендуется устанавливать трехэлементные тензодатчики, чтобы иметь возможность определять сдвиговые напряжения и исключить необходимость точно ориентировать тензодатчики;
в) нагрузка, прикладываемая к испытываемому образцу в процессе проведения испытаний, определяется по формуле (3)
![]() , (3)
, (3)
где - номинальная нагрузка, кН или кН/м в соответствии с требованиями, но не менее 2
;
- расчетный запас прочности, определенный в соответствии с 3.18 и 4.5;
г) к началу испытаний образец должен находиться под нагрузкой. Нагрузку необходимо прикладывать постепенно, снимая показания тензодатчика и наблюдая за проявлениями процесса пластической деформации. Испытываемый образец можно нагружать столько раз, сколько это необходимо для получения необходимых данных;
д) значения напряжений, полученные на основе показаний тензодатчиков, не должны превышать величины, полученные на основе проектных расчетов (основанных на гидравлических испытаниях под нагрузкой) более, чем на величины погрешности измерений испытательной аппаратуры, указанной в 5.6. Одно из перечисленных нарушений, равно как и преждевременное разрушение, ведут за собой полную переоценку проекта, за которой следует повторное тестирование аналогичного количества образцов, включая контрольный образец с той же номинальной нагрузкой, что и поврежденный;
е) по завершении испытаний испытываемый образец демонтируют и проверяют каждый из основных несущих компонентов на признаки остаточной деформации;
ж) детали испытываемой установки могут испытываться по отдельности, если испытательная арматура дублирует условия нагружения детали в сборке.
5.5 Определение номинальной нагрузки
Номинальную нагрузку определяют на основе результатов испытаний под нагрузкой и/или расчетов распределения напряжений в соответствии с требованиями раздела 4. Напряжения в этом диапазоне не должны превышать максимальные допустимые напряжения. В зонах контакта допускается локальная пластическая деформация. На установках, подвергшихся контрольному испытанию под нагрузкой, критическая величина остаточной деформации не должна превышать 0,2%, за исключением зон контакта. Если значения напряжений превышают допустимые пределы, дефектная деталь должна быть доработана с тем, чтобы укладываться в требуемые нормативы. Расчет распределения напряжений может использоваться для определения величины номинальной нагрузки лишь в том случае, если величины напряжений, определенные на основе расчета, не меньше значений, полученных во время испытаний под нагрузкой.
5.6 Испытательная аппаратура для проверки правильности проектных решений
Испытательная аппаратура, используемая для воспроизведения рабочей нагрузки на контрольном образце, должна проходить аттестацию в соответствии с ГОСТ Р 8.568, чтобы гарантировать получение установленной испытательной нагрузки. Испытательная арматура должна обеспечивать ту же схему нагружения установки (или детали) и те же зоны контакта на несущих поверхностях, что и в реальном режиме эксплуатации. Все оборудование, используемое для нагружения установки (или детали), проверяется на способность выполнять испытательные функции.
5.7 Изменения конструкции
Если в процессе производства в конструкцию вносятся изменения, то они должны согласовываться с проектировщиком.
5.8 Документация
Все результаты испытаний на правильность проектных решений, а также данные других испытаний должны соответствовать проектным решениям. В противном случае изделие проектируется заново с учетом результатов испытаний.
6 Требования к материалам
6.1 Технические условия
Материалы, используемые в производстве основных несущих компонентов оборудования, к которому применим настоящий стандарт, должны соответствовать техническим условиям, которые предусматривают свойства, находящиеся на уровне или превышающие проектные требования.
6.2 Механические свойства
6.2.1 Ударная вязкость
Значение ударной вязкости должно соответствовать ГОСТ 9454, ГОСТ 21357. Если необходимо использовать образцы нестандартного размера для испытаний на ударную вязкость, полученные данные следует умножать на поправочный коэффициент, указанный в таблице 3. Не разрешается использовать образцы для испытаний толщиной менее 5 мм. Требования к ударной вязкости должны быть скорректированы в зависимости от рабочей температуры в соответствие с приложением А.
Таблица 3 - Поправочные коэффициенты для образцов нестандартного размера для испытания на ударную вязкость
Размеры образца, мм | Поправочный коэффициент |
10,0·7,5 | 0,833 |
10,0·5,0 | 0,667 |
Если расчетная температура ниже значений, указанных в 4.1, к значениям ударной вязкости предъявляются дополнительные требования в соответствии с приложением А.
6.2.2 Определение свойств по глубине
Когда конструктивные требования предусматривают определение свойств по глубине, материалы тестируют на изменение свойств по глубине. Расчеты ведутся в соответствии с требованиями нормативных документов.
6.3 Оценка материала
Механические испытания, предусмотренные настоящим стандартом, проводятся на испытательных образцах, взятых из той же плавки и прошедших термообработку в одной партии с испытываемыми компонентами в производственных условиях. Испытания выполняются в соответствии с требованиями ГОСТ 1497, ГОСТ 6996, ГОСТ 9012, ГОСТ 9013, ГОСТ 9454, ГОСТ 9651, ГОСТ 10145, ГОСТ 11150, ГОСТ 14019, ГОСТ 28870, ГОСТ 30415.
При испытаниях материалов снятие напряжений после сварки не считается термообработкой в случае, если температура после сварочных работ ниже той, которая приводит к изменению состояния металла основы.
В случае, если температура обработки для снятия напряжений недостаточна для того, чтобы изменить состояние термообработанного материала, испытания можно проводить до термообработки.
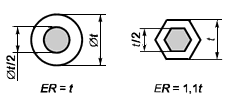
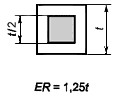
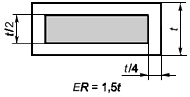
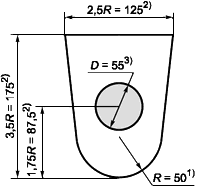
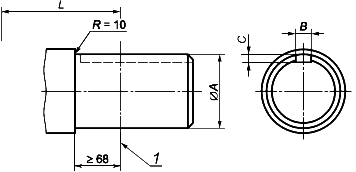
Размер образца для проведения испытаний можно определять по методу эквивалентных окружностей (ЭО). На рисунках 1 и 2 показаны базовые модели для определения эквивалентных окружностей для сплошных деталей простой формы с отверстиями. Любая из приведенных форм может быть использована при определении размера образца для испытаний материалов. На рисунке 4 изображены основные расположения главной окружности - эквивалента для более сложных сечений. Определение эквивалентной окружности для детали проводится с использованием ее размеров в состоянии "после термообработки". Окружность-эквивалент образца для испытаний должна быть больше или равняться размеру эквивалентной окружности испытываемой детали, за исключением тех случаев, когда необходимо, чтобы диаметр окружности-эквивалента не превышал 125 мм. На рисунках 3 и 5 приведена методика определения необходимых размеров для кильблока, рекомендуемая стандартом ASTM А370 [2].
|
|
|
а) круг, открытый с обоих торцов | с) квадрат | d) прямоугольник |
_______________
Когда
![]() , деталь следует рассматривать как пластину толщиной
, деталь следует рассматривать как пластину толщиной . В случае, если
, - как пластину толщиной
.
В вычислениях следует использовать максимальное значение толщины
.
Рисунок 1 - Эквивалентные круговые модели. Сплошные тела длиной
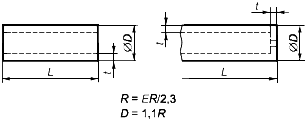
Рисунок 2 - Эквивалентные круговые модели. Труба (любое сечение)
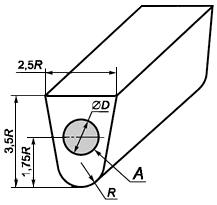
Рисунок 3 - Эквивалентные круговые модели. Деталь с конфигурацией кильблока
Примечание - Заштрихованная площадь соответствует 1/4
максимальной огибающей поверхности, пригодной для вырезки испытуемого образца.
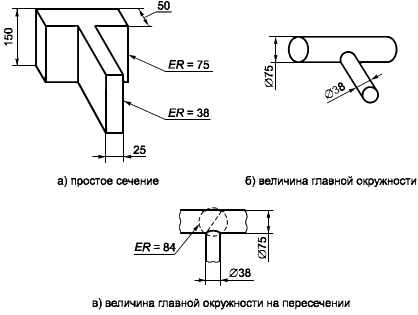
Рисунок 4 - Эквивалентные круговые модели. Сложные формы
![]() мм.
мм.
Размеры кильблока.
Диаметр
.
Рисунок 5 - Определение размеров кильблока
Примечание - Чтобы определить размеры кильблока для ЭО=115 мм необходимо:
а) из рисунка 3 взять ![]() мм и
мм и ![]() ;
;
б) сконструировать кильблок, как показано на рисунке 3, используя значения, кратные .
Определение главной эквивалентной окружности нужно осуществлять следующим образом:
- привести компонент к простому сечению;
- преобразовать каждое простое сечение до эквивалентной окружности;
- вычислить диагональ окружности, ограничивающей внешние пределы элементов детали.
Для поперечного сечения сложной формы следует использовать максимальное значение эквивалентной окружности независимо от того, к чему она относится - к простому сечению или к пересечению двух элементов.
Образцы для испытаний должны быть из той же плавки, что и контролируемые компоненты, пройти те же технологические операции и подвергаться термообработке в одной партии с компонентами.
Образцы для испытаний необходимо вырезать таким образом, чтобы их горизонтальная геометрическая ось целиком находилась в центральной части участка, отстоящего на 0,25 мм от внешней поверхности образца для сплошного тела, или не дальше 3 мм от середины самого широкого сечения для образца с отверстиями. Измерительная база образца для испытаний на растяжение или выемка на образце для испытаний на ударную вязкость должна отстоять от концов образца материала на расстояние не менее чем 0,25 толщины образца.
6.4 Производство
Производство должно гарантировать создание деталей, узлов и продукции в целом, соответствующих всем требованиям настоящего стандарта.
Материалы заготовки должны быть изготовлены с использованием процессов, обеспечивающих однородную структуру материала компонента.
Все операции термической обработки должны выполняться с использованием оборудования, протестированного в соответствии с требованиями проектной или технологической документации. Нагрев материала в термических печах должен происходить так, чтобы ни одна деталь не оказывала неблагоприятного влияния на качество термообработки любой другой детали в партии. Температурно-временной режим термообработки должен определяться в соответствии с техническими условиями. Следует фиксировать реальное время и температуру термообработки таким образом, чтобы было возможно отслеживать эти параметры для релевантных компонентов.
Примечание - В приложении Б даны рекомендации для проверки пригодности оборудования для термообработки.
6.5 Химический состав
При необходимости определения химического состава материалов определение проводится в соответствии с ГОСТ 12344 - ГОСТ 12359 или другими аттестованными методами, позволяющими с необходимой точностью определять химический состав.
7 Технические требования к качеству сварки
7.1 Оценка качества сварки
При сваривании всех элементов необходимо использовать технологии, соответствующие ГОСТ 2601, ГОСТ 16037, ГОСТ 19521, ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534. Сварочные операции выполняются только специалистами по ручной и автоматической сварке, прошедшими аттестацию в соответствии с правилами ПБ 03-273-99 [4].
Сварочные операции, производимые на основном металле и не упомянутые в данном стандарте, оценивают либо раздельно, либо совместно, объединяя их в группы на основе свариваемости, прочностных свойств или химического состава. Если пластичность основного металла не соответствует ГОСТ 14019, то испытания на изгиб проводятся следующим образом: испытуемый образец основного металла, прошедший термообработку на максимальную пластичность и прочность, испытывается на изгиб до разрушения. Образец для испытания на боковой изгиб, вырезанный из сварочного образца, должен изгибаться с допуском в пределах ±5° от заданного угла.
7.2 Документация
Сварку следует выполнять в соответствии с разработанной технологией сварки, которая должна соответствовать ГОСТ 2601, ГОСТ 16037, ГОСТ 19521, ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534. В документации по сварке указывают все главные, второстепенные и вспомогательные параметры в соответствии с требованиями стандартов.
7.3 Контроль присадочных материалов
Присадочные материалы, используемые в процессе сварки, должны соответствовать требованиям ГОСТ 9087, ГОСТ 9466, ГОСТ 9467, ГОСТ 2246 или техническим условиям производителя присадочных материалов.
Изготовитель обязан подготовить письменные указания по хранению и контролю сварочных присадочных материалов.
7.4 Качество сварного шва
Механические свойства сварного шва в соответствии с оценочными испытаниями сварочных технологий должны быть не ниже минимальных значений механических свойств, определенных проектом. Если для оценки материала основы требуется проведение испытаний на ударную вязкость, такое требование расценивается как требование оценочных испытаний сварочной технологии. Результаты испытаний сварного шва и ЗТВ основного металла должны соответствовать минимальному уровню требований к металлу основы. Для монтажных швов соответствовать указанным требованиям должен только материал ЗТВ.
Испытания сварных швов должны производиться на испытательных образцах непосредственно после сварки.
7.5 Термообработка после сварки
Термообработка деталей после сварки должна производиться с учетом технологических условий сварки, прошедших оценочные испытания.
7.6 Требования контроля качества
Контроль качества сварных швов должен проводиться в соответствии с требованиями раздела 8.
7.7 Особые требования. Производственная сварка
Типы и размеры сварных соединений должны соответствовать проектным требованиям производителя и документально оформляться в Технологических условиях на сварку, составленных производителем.
7.8 Особые требования. Ремонтная сварка
7.8.1 Обеспечение доступа к контролируемым участкам
Необходимо обеспечить беспрепятственный доступ к участкам, подлежащим оценке, замене или проверке мест, находящихся в неудовлетворительном состоянии и требующих ремонта.
7.8.2 Сплавление
Выбранная технология сварки и достаточный доступ к рабочей зоне должны обеспечивать полное сплавление с основным металлом.
7.8.3 Поковки и отливки
Все операции сварки при ремонте должны выполняться в соответствии с техническими условиями. Технические условия должны документально оформляться производителем и поставляться по требованию заказчика.
Документация производителя должна содержать:
- вид дефекта;
- максимальные размеры дефекта;
- определение основных и вспомогательных процедур сварки при ремонте.
7.8.4 Термическая обработка
Технические условия на сварочные технологии, используемые для проведения сварки при ремонте, должны отражать последовательные сварочные процедуры и режимы термообработки свариваемого изделия.
8 Контроль качества
8.1 Общие положения
Данный раздел определяет требования к проведению контроля качества оборудования и материалов. Вся работа по контролю качества должна проводиться по инструкциям, оформленным производителем, включающим соответствующую методику, а также количественные и качественные критерии оценки.
Инструкции по проведению неразрушающего контроля должны быть достаточно подробными в соответствии с требованиями настоящего стандарта и техническими требованиями, указанными в нормативных документах.
Отметки о проведении неразрушающего контроля должны проставляться либо на оборудовании, либо в соответствующих протоколах, поставляемых с оборудованием.
8.2 Аттестация персонала для проведения неразрушающего контроля (НРК)
Персонал для проведения НРК должен проходить соответствующую аттестацию и(или) сертификацию по правилам ПБ 03-440-02 [3].
Персонал, выполняющий визуальный наружный контроль сварочных операций и сварных швов, должен пройти аттестацию в соответствии с правилами ПБ 03-440-02 [3].
Персонал, выполняющий другие операции по контролю качества, непосредственно влияющие на качество материала и продукции, должен пройти аттестацию согласно процедуре, документально оформленной производителем.
8.3 Измерительное и испытательное оборудование
Устройства, используемые для испытаний или визуального контроля материалов или оборудования, должны проходить аттестацию в порядке и сроки, соответствующие ГОСТ Р 8.568 и другим нормативным документам.
8.4 Процедура контроля качества для особых видов оборудования и компонентов
8.4.1 Общие положения
Требования контроля качества применяются ко всем основным несущим и (или) находящимся под воздействием давления компонентам и оборудованию, если другое не указано в нормативных документах.
Изготовитель совместно с проектировщиком обязан устанавливать и поставлять схемы всех опасных сечений, указывающих критические зоны концентрации напряжений, применяемые в соответствии с содержанием данного раздела.
В данном подразделе опасными сечениями называются сечения области, где напряжения в компоненте равны
![]() , (6)*
, (6)*
________________
* Текст документа соответствует оригиналу. - .
где - заданный минимальный предел текучести, МПа;
- расчетный запас прочности.
В случае отсутствия обозначения опасных сечений опасными считаются все поверхности компонента.
Области компонента, находящиеся под действием сжимающих напряжений, и (или) в случае, если уровень напряжений
![]() , (7)
, (7)
где - заданный минимальный предел текучести, МПа;
- расчетный коэффициент прочности,
не подлежат оценке по критериям, определенным в 8.4.7.4.
Определенные таким образом зоны с низкими напряжениями указываются на схемах опасных напряжений.
8.4.2 Химический анализ
Методы и критерии оценки химического анализа должны соответствовать 6.5.
При необходимости определение химического состава материалов может проводиться производителем или сторонней специализированной организацией, которые имеют необходимое оборудование и специалистов.
8.4.3 Испытания на прочность
Методы и критерии оценки испытаний на прочность должны соответствовать 6.3 и 6.4.
8.4.4 Испытания на ударную вязкость
Методы и критерии оценки испытаний на ударную вязкость должны соответствовать 6.2 и 6.3.
8.4.5 Прослеживаемость (обеспечение возможности контроля)
Для обеспечения возможности контроля все компоненты должны иметь указания номера плавки, партии термообработки, а также идентификационный знак.
Идентификационный знак на компонентах должен сохраняться на всех стадиях производства, а также на готовой продукции в стадии сборки. Документально оформленные производителем требования по обеспечению прослеживаемости должны предусматривать возможные меры по сохранению и замене идентификационных знаков и записей идентификационного контроля. Крепежные детали и фитинги не требуют обеспечения прослеживаемости при наличии маркировки, соответствующей национальным стандартам.
8.4.6 Визуальный контроль
Визуальный контроль должен производиться в соответствии со справочником [5].
8.4.7 НРК поверхности
8.4.7.1 Общие положения
Все доступные для контроля поверхности готовых деталей подлежат испытанию в соответствии с 8.4.7 после окончательной термообработки и чистовой механической обработки.
Если оборудование подлежит испытаниям под нагрузкой, оценочный неразрушающий контроль проводят после них. Если в соответствии с указаниями производителя материал подвержен замедленному трещинообразованию, НРК должен проводиться не ранее чем через 24 ч после испытания под нагрузкой. Неразрушающий контроль проводят на демонтированном оборудовании. До проведения испытаний требуется удалить все токопроводящие покрытия. Непроводящие поверхностные покрытия также следует удалять перед проведением испытаний, если не подтверждено, что слой данного покрытия максимальной толщины не препятствует выявлению минимальных дефектов, в соответствии с указаниями 8.4.7.3.
8.4.7.2 Методика
Ферромагнитные материалы контролируют методом магнитного порошка в соответствии с ГОСТ 21105. Поверхности после механической обработки проходят контроль методом мокрой флюоресценции; остальные поверхности контролируются мокрым или сухим методом.
Неферромагнитные материалы подлежат контролю по методу капиллярной дефектоскопии в соответствии с ГОСТ 18442.
Следует по возможности избегать разрушающих испытаний. В случае их применения все следы должны быть устранены шлифовкой. Поврежденные участки подлежат повторным испытаниям методом капиллярной дефектоскопии.
8.4.7.3 Оценка результатов
Значимыми считаются поверхностные дефекты с максимальным размером более 2 мм. Показатели внутренних дефектов, не связанные с нарушениями сплошности поверхности (т.е. изменения магнитной проницаемости, цепочки неметаллических включений и т.д.), не считаются значимыми. Если метод магнитных частиц выявил дефекты с максимальным размером более 2 мм, которые считают недопустимыми, деталь отправляют на повторные испытания или тестируют методом капиллярной дефектоскопии с целью подтверждения незначительности выявленных дефектов.
Значимые дефекты анализируют в соответствии с критериями оценки, указанными в 8.4.7.4.
8.4.7.4 Критерии оценки
Литые детали
Критерии оценки должны быть по ГОСТ 21105. Критерии оценки показателей, полученных по методу магнитных частиц для отливок по ГОСТ 21105, даны в таблице 4.
Таблица 4 - Критерии оценки показателей для отливок
Вид | Наименование дефекта | Максимально допустимая степень | |
Опасные сечения | Неопасные сечения | ||
I | Горячие и холодные трещины | Не допускаются | 1-я степень |
II | Усадочная раковина | 2-я степень | 2-я степень |
III | Включения | 2-я степень | 2-я степень |
IV | Внутренняя закалка, жеребейка | 1-я степень | 1-я степень |
Материал готовых изделий
Для проведения НРК поверхности материала готовых изделий приняты следующие критерии:
- не допускается наличие значимых показателей дефектов с максимальным размером, равным или превышающим 5 мм;
- не допускается более десяти значимых показателей дефектов на любом участке 40 см;
- не допускается более трех значимых показателей дефектов на участках, подверженных воздействию давления, и в резьбовых соединениях, у основания зуба винтовой резьбы;
8.4.8 Объемный НРК отливок
8.4.8.1 Методика
Радиографические испытания отливок должны проводиться в соответствии со справочниками [5, 6].
Ультразвуковые испытания проводятся по ГОСТ 24507, ГОСТ 27947, ГОСТ 14782.
8.4.8.2 Отбор образцов
Отливки для изготовления основных несущих деталей подвергаются объемному НРК на основе следующих критериев отбора образцов:
- все участки исходной или опытной отливки проверяют ультразвуковым или радиографическим методом до тех пор, пока результаты испытаний не подтвердят полное соответствие применяемой производственной технологии необходимым требованиям;
- впоследствии одна отливка из каждой промышленной партии или, если в партии менее 10 отливок, - одна из каждых десяти отливок, подвергается объемным испытаниям во всех критических областях в соответствии со схемами опасных сечений. Если показатель дефекта на какой-либо из отливок выйдет за рамки оценочных критериев, указанных в таблице 4, из партии отбирают еще две отливки для проверки тем же методом. В случае, если результаты проверки этих двух отливок окажутся приемлемыми, вся партия признается пригодной, а дефектная отливка восстанавливается или отправляется на переплав.
8.4.8.3 Критерии оценки
Зоны деталей, где значения напряжений меньше низкого уровня, определенного по формуле (7), исключаются из контроля.
а) радиография
Критерии оценки для радиографических испытаний основаны на сравнении со стандартными эталонными радиограммами, представленными в справочнике [6], и зависят от толщины стенки исследуемого изделия.
Во всех случаях горячие и холодные трещины, а также неметаллические включения являются недопустимыми.
Другие виды показателей дефектов, отраженные на эталонных радиограммах, должны соответствовать уровню значимости 2 в критических областях и уровню значимости 3 в некритических областях. Критические области определяются в соответствии с указаниями 8.4.1. Если на схеме не указаны критические области, критическими следует считать все области детали.
б) ультразвуковой контроль
Критерии оценки для ультразвуковых испытаний по методу прямого и углового пучка отливок должны соответствовать ГОСТ 14782. Ультразвуковой контроль стальных изделий должен проводиться в соответствии с ГОСТ 12503. Поковки из черных металлов должны контролироваться при необходимости методом ультразвуковой дефектоскопии по ГОСТ 24507.
8.4.9 НРК сварных швов
8.4.9.1 Общие положения
В случае необходимости проверки основные параметры сварочной технологии и оборудования контролируются в процессе сварки. В соответствии с методикой и критериями оценки, изложенными в 8.4.9, проверке подлежит весь шов, а также не менее 13 мм околошовной зоны.
НРК в соответствии с требованиями 8.4.9 проводятся после окончательной термообработки.
При изготовлении и эксплуатации стальных сосудов высокого давления НРК сварных швов должен производиться в соответствии с ГОСТ Р 50599.
8.4.9.2 Производственная сварка
Визуальный контроль
В соответствии с требованиями ГОСТ 14782 визуальному контролю подлежат все сварные швы. Неполное заполнение сварного шва металлом электрода не должно уменьшать толщину обрабатываемой зоны ниже проектной величины, а неровности, возникшие в процессе сварки, зашлифовывают, создавая равномерный переход к металлу основы.
На сварочной поверхности, а также на глубине до 3 мм не допускается пористость, а также наличие частиц шлака.
НРК поверхности
Все несущие или находящиеся под давлением сварные швы, а также монтажные швы, используемые для сварки основных несущих компонентов, должны контролироваться в соответствии с 8.4.7.2.
Применяются следующие критерии оценки:
- не допускается наличие значимых линейных показателей дефектов;
- не допускаются показатели дефектов округлой формы, основной размер которых превышает 4 мм на сварных швах, глубина которых 17 мм и менее;
- не допускаются показатели дефектов округлой формы, основной размер которых превышает 5 мм на сварных швах, глубина которых 17 мм и более;
- не допускается наличие более трех значимых показателей на прямолинейном отрезке длиной менее 2 мм.
Объемный НРК
Основные силовые сварные швы, а также швы, подверженные воздействию давления, должны контролироваться ультразвуковым методом по ГОСТ 14782 или радиографическим методом по ГОСТ 20426, а также ГОСТ 25225.
Это требование применяется только к швам с полным проваром.
Критерии оценки выбираются по ГОСТ 14782.
8.4.9.3 Ремонтные швы
Ремонтируемые полости сварных швов
Магнитную дефектоскопию необходимо проводить на всех ремонтируемых полостях сварных швов. Методика и критерии оценки испытаний приведены в 8.4.7.
Ремонтные швы в отливках
Все ремонтные швы в отливках подлежат контролю в соответствии с 8.4.7.2. Критерии оценки ремонтных швов и производственных швов идентичны.
Ремонт сварных соединений
НРК при проверке ремонтируемых сварных соединений должен соответствовать контролю, проводимому на исходных швах.
8.5 Контроль размеров
Контроль размеров проводится на выборочной основе в соответствии с методикой, составленной производителем.
Все главные несущие и находящиеся под давлением компоненты подлежат контролю в соответствии с требованиями соответствующих технических условий.
8.6 Контрольные испытания под нагрузкой
В случае необходимости проведения испытаний под нагрузкой, согласно соответствующим пунктам раздела 9, применяются следующие требования:
а) все промышленные установки и основные несущие компоненты подлежат испытанию под нагрузкой в соответствии с требованиями, изложенными в данном разделе;
б) оборудование должно быть установлено в испытательной арматуре, способной воспроизводить схему нагружения оборудования, аналогичную реальным производственным условиям. Подшипники качения, которые могут быть повреждены в процессе испытаний, подлежат замене другими устройствами, передающими нагрузку;
в) испытательная нагрузка должна в 1,5 раза превышать величину проектной нагрузки и прикладываться не менее 5 мин;
г) после испытаний под нагрузкой следует проверить функциональную работоспособность оборудования. Силовые испытания не должны приводить к нарушению функционирования оборудования;
д) смонтированное оборудование подвергается демонтажу до степени, позволяющей провести НРК поверхности всех несущих компонентов (исключая подшипники);
е) все критические области основных несущих компонентов проверяют методом магнитной дефектоскопии (магнитных частиц) в соответствии с 8.4.7.
Те виды оборудования, которое* обычно не подлежат испытаниям под нагрузкой, могут подвергаться контрольным силовым испытаниям при наличии дополнительных требований (Приложение А) в заказе на поставку.
_____________
* Вероятно ошибка оригинала. Следует читать "которые". - .
8.7 Опрессовка
8.7.1 Последовательность испытаний
Опрессовка проводится в три этапа:
а) первый период выдержки под давлением;
б) снижение давления до нуля;
в) второй период выдержки под давлением.
Продолжительность обоих периодов выдержки под давлением должна составлять не менее 3 мин после установления испытательного давления, изолирования оборудования и манометра от источника давления и тщательного высушивания наружных поверхностей всех элементов оборудования.
Особые требования к проведению опрессовки перечислены в пунктах раздела 9.
8.7.2 Поверка манометров
В процессе испытаний следует использовать манометры, регистрирующую аппаратуру, а также другие приборы, прошедшие поверку в установленном порядке. Полученные диаграммы должны быть соответствующим образом подписаны, датированы и доступны для дальнейшего мониторинга оборудования.
8.8 Функциональное испытание
Особые требования к функциональному испытанию оборудования даны в пунктах раздела 9.
9 Оборудование
9.1 Общие положения
Требования разделов 4-8 применимы к основным несущим элементам защищенного кожухом оборудования, если не указано другое. Проектировщик оборудования обязан указать главное направление нагружения и определить основные несущие компоненты оборудования.
Плашки клина и трубного ключа не подлежат испытаниям и освобождаются от требований прослеживаемости.
9.2 Столы роторов
9.2.1 Общие положения
Требования к проектированию и производству подшипников указаны в 9.13.
9.2.2 Основная нагрузка
Основная нагрузка для ротора - это нагрузка, действующая вдоль главной осевой линии, проходящей через центр роторного стола, и определяемая максимальной массой удерживаемой колонны.
9.2.3. Функциональные испытания
Контрольные проектные испытания проходят в соответствии с указаниями 5.2.
9.2.4 Максимально допустимая статическая нагрузка
Максимально допустимая нагрузка для роторного стола должна быть меньше или равняться допустимой статической нагрузке основного подшипника.
9.2.5 Удлинение вала-шестерни ротора
Роторные столы с цилиндрическим удлинением вала-шестерни должны изготавливаться в соответствии с размерами, указанными в таблице 5 и на рисунке 6. Настоящий пункт не исключает применения других приводных устройств вала (т.е. иных конструкций цилиндрических или конических удлинений вала-шестерни, гидравлических приводов и т.д.).
Таблица 5 - Удлинение вала-шестерни ротора (пояснения обозначений размеров на рисунке 6)
Номер размера | Диаметр удлинения | Шпоночный паз | |
ширина | глубина | ||
1 | 82,0 | 19,0 | 6,0 |
2 | 100,0 | 25,0 | 10,0 |
3 | 108,0 | 25,0 | 10,0 |
4 | 114,0 | 25,0 | 10,0 |
5 | 125,0 | 32,0 | 11,0 |
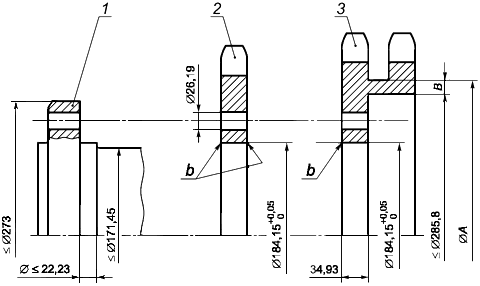
1 - геометрическая ось первого ряда зубьев; - диаметр вала;
- ширина шпоночного паза;
- глубина шпоночного паза
Рисунок 6 - Удлинение вала-шестерни ротора
9.2.6 Ведущая звездочка
Расстояние между осевыми линиями роторного стола и первого ряда зубьев ведущей звездочки (рисунок 7) должно составлять 1350 мм для установок, пропускающих буровое долото диаметром 510 мм и больше, и 1120 мм для установок, пропускающих долото диаметром менее 510 мм, за исключением случаев, когда по согласованию между производителем и заказчиком расстояние 1350 мм используется для установок, не пропускающих долото диаметром 510 мм. Для буровых роторов с номинальными размерами 1300 мм расстояние
равно 1350 мм или 1650 мм. Для буровых роторов с номинальным размером 1530 мм расстояние
равно 1350 мм или 1840 мм. Эти расстояния должны указываться на табличке с паспортными данными, прикрепленной к корпусу оборудования.
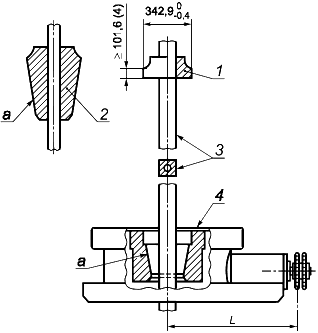
1 - втулка с квадратным хвостовиком, извлеченная из ротора; 2 - клиновой захват для труб; 3 - ведущая бурильная труба; 4 - постоянная втулка в разрезе; а - конусность 1:3 (330±1,5) мм/м
Рисунок 7 - Роторный стол и втулка с квадратным хвостовиком
9.2.7 Проходной диаметр стола ротора
Столы ротора, работающие с постоянными втулками с квадратным хвостовиком, должны соответствовать требованиям таблицы 6 и рисунка 8. Столы ротора, предназначенные для эксплуатации с четырехпальцевыми постоянными втулками, должны соответствовать требованиям таблицы 7 и рисунка 9. Данный пункт не исключает использования роторных столов с другими номинальными размерами.
Таблица 6 - Проходное отверстие стола ротора и постоянная втулка с квадратным хвостовиком (пояснения к рисункам 7 и 8)
Условный диаметр отверстия стола ротора | Проходное отверстие стола ротора | Постоянная втулка с квадратным хвостовиком | |||||||
Концентричность коэффициента | |||||||||
от +0,38 до 0 | от +0,76 до 0 | от 0 до +0,38 | от 0 до -0,76 | от +6,35 до 0 | |||||
460 | 445 | 462 | 133 | 44,5 | 443 | 462 | 133 | 44,5 | 0,79 |
560 | 520 | 538 | 133 | 44,5 | 520 | 538 | 133 | 44,5 | 0,79 |
700 | 700 | 716 | 133 | 44,5 | 700 | 713 | 133 | 44,5 | 0,79 |
950 | 950 | - | - | - | 950 | - | - | - | - |
1260 | 1257 | - | - | - | - | - | - | - | - |
1550 | 1536 | - | - | - | - | - | - | - | - |
Примечание - Размеры указаны в мм. | |||||||||
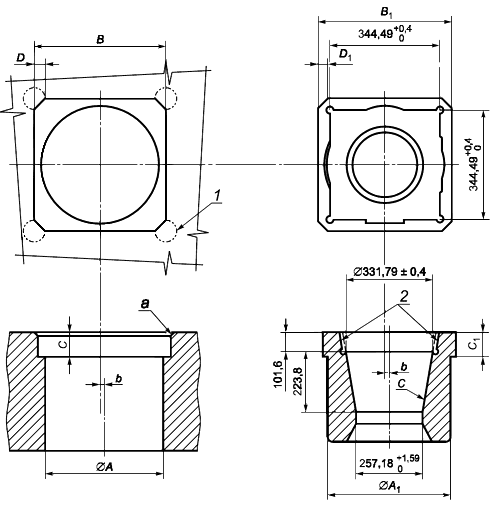
1 - вариант конфигурации; 2 - стандартная конфигурация; - фаска
6 мм·45°;
- эксцентриситет
0,40 мм;
- конусность 1:3 (330±1,5) мм/м
Рисунок 8 - Проходное отверстие стола ротора и постоянная втулка с квадратным хвостовиком
Таблица 7 - Четырехпальцевая постоянная втулка и вкладыш (пояснения к рисунку 9)
Номинальное отверстие стола ротора | ||||||
от -1,59 | от -0,13 | от -0,13 | от +1,59 | от +1,59 | ||
445 | 482,50 | 65 | 108 | 63 | 365 | 257 |
520 | 584 | 65 | 108 | 63 | 365 | 257 |
700 | 654 | 86 | 108 | 83 | 365 | 257 |
950 | 654 | 86 | 108 | 83 | 365 | 257 |
1260 | - | - | - | - | 365 | 257 |
1536 | - | - | - | - | 365 | 257 |
Примечание - Размеры указаны в мм. | ||||||
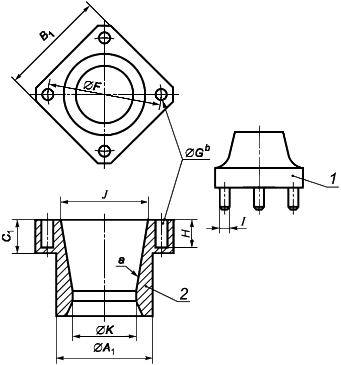
1 - вкладыш ротора под ведущую трубу с ведущими пальцами; 2 - постоянная втулка; - конусность 1:3 (330±1,5) мм/м;
- диаметр поводкового отверстия
Рисунок 9 - Постоянная втулка и вкладыш под ведущую бурильную трубу
9.2.8 Съемные цепные звездочки
Съемные цепные звездочки показаны на рисунке 10. Как однорядные, так и двухрядные цепные звездочки имеют общую окружность центров отверстий под болты.
1 - ступица колеса; 2 - одиночное (единичное) колесо; 3 - двойное колесо; - максимальный диаметр ступицы колеса, обеспечивающий зазор цепной передачи;
- фаска 2 мм·45°;
- 8 отверстий, равномерно расположенных по диаметру центровой окружности отверстий под болты
Рисунок 10 - Съемные цепные звездочки
9.3 Вкладыши ротора
9.3.1 Общие положения
Роторные вкладыши (зажимы) и насадки включены в настоящий стандарт исключительно с целью обеспечения взаимозаменяемости. Для них не требуется определение максимально допустимой нагрузки.
9.3.2 Вкладыши (зажимы) под ведущую бурильную трубу
Размеры вкладышей под ведущую бурильную трубу с квадратным хвостовиком даны на рисунке 7. Размеры вкладышей ротора под ведущую трубу с ведущими пальцами даны на рисунке 9 и в таблице 7.
9.3.3 Постоянные втулки
Постоянные втулки с квадратным хвостовиком и роторные вкладыши с постоянным хвостовиком должны соответствовать требованиям таблицы 6 и рисунка 8. Размеры четырехпальцевых постоянных втулок должны соответствовать указанным в таблице 7 и на рисунке 9.
9.3.4 Переходные втулки
Переходные втулки используются для уменьшения проходного диаметра стола ротора, позволяя применять постоянные втулки меньшего размера.
9.4 Плашки для зажима бурильных труб в роторе
9.4.1 Конусность плашек для зажима бурильных труб в роторе составляет 330 мм/м или 250 мм/м соответственно. Другие размеры постоянных втулок указаны в 9.2.7 и на рисунке 7.
9.4.2 Определение номинальной нагрузки для плашек необязательно.
9.4.3 Плашки для зажима бурильных труб в роторе проверяют в соответствии с требованиями 8.4.7.
9.5 Съемные цепные звездочки
Конструкция и размеры съемных цепных звездочек должны соответствовать ГОСТ 591.
9.6 Спайдеры, не используемые в качестве элеваторов
9.6.1 Общие положения
Корпуса спайдеров, поставляемые в соответствии с настоящим стандартом, должны иметь маркировку, на которой проставлены название и торговая марка фирмы-производителя, а также паспортные данные.
9.6.2 Обеспечение прослеживаемости (обеспечение возможности контроля)
Основные несущие компоненты должны иметь индивидуальную маркировку в соответствии с требованиями 8.4.5.
9.6.3 Присвоение серийного номера
Любой готовый компонент оборудования получает маркировку с присвоением индивидуального серийного номера, обеспечивающего возможность постоянного контроля процесса его производства.
9.6.4 Ударная вязкость
Материал спайдера должен иметь следующую ударную вязкость:
а) компоненты с заданным минимальным значением предела текучести не менее 310 МПа должны изготавливаться из материалов с минимальным значением ударной вязкости 33 Дж при температуре минус 20 °С. Минимальное значение ударной вязкости определяется на основе испытаний трех образцов, причем ни одно из полученных значений не должно быть ниже 26 Дж;
б) для компонентов с заданным минимальным значением предела текучести менее 310 МПа минимальные значения ударной вязкости при температуре минус 20 °С должны составлять 27 Дж, причем ни одно из полученных значений не должно быть ниже 20 Дж.
9.6.5 Функциональные испытания
Функциональные испытания под нагрузкой должны проводиться в соответствии с указаниями раздела 5.
9.6.6 Испытания под нагрузкой
Контрольные испытания под нагрузкой должны проходить согласно требованиям 8.6.
9.7 Предохранительные хомуты, не используемые в качестве подъемного механизма
9.7.1 Для предохранительных хомутов не требуется определение максимально допустимой нагрузки.
9.7.2 Требования 8.4.7 применяются к предохранительным хомутам.
9.8 Ручные трубные ключи
9.8.1 Маркировка продукции
Ручные трубные ключи, поставляемые в соответствии с требованиями настоящего стандарта, должны иметь маркировку, содержащую название или торговую марку фирмы-производителя, а также значение максимально допустимой нагрузки.
9.8.2 Обозначение размера
Обозначение размера для ручных трубных ключей должно включать диаметр или диапазон диаметров головки резьбового изделия.
9.8.3 Ударная вязкость
9.8.3.1 Для основных несущих компонентов обязательны следующие значения ударной вязкости (за исключением штифтов):
а) компоненты с заданным минимальным значением предела текучести 310 МПа должны изготавливаться из материалов, имеющих минимальное значение ударной вязкости 42 Дж при температуре минус 20 °С. Определение значения ударной вязкости проводится по трем испытаниям, причем ни в одном из них величина ударной вязкости не должна быть ниже 32 Дж;
б) для компонентов с заданным минимальным значением предела текучести менее 310 МПа минимальное значение ударной вязкости при температуре минус 20 °С должно составлять 27 Дж, причем ни в одном из тестов величина ударной вязкости не должна быть ниже 20 Дж.
9.8.3.2 Ударная вязкость штифтов должна быть не ниже 15 Дж при минус 20 °С. Ударная вязкость определяется по трем испытаниям, причем ни в одном из них величина ударной вязкости не должна быть ниже 12 Дж.
9.8.4 Обеспечение прослеживаемости (обеспечение возможности контроля) компонентов
Основные несущие компоненты должны иметь индивидуальную маркировку, как указано в 8.4.5.
9.8.5 Функциональные испытания
Проектные испытания под нагрузкой проводятся в соответствии с требованиями раздела 5.
9.8.6 Испытания под нагрузкой
Контрольные испытания под нагрузкой проводятся в соответствии с 8.6.
Зажимные шарнирные пальцы из конструкционных материалов освобождаются от данного требования.
9.9. Приводные трубные ключи
9.9.1 Маркировка продукции
Приводные трубные ключи, поставляемые в соответствии с настоящим стандартом, должны маркироваться с указанием названия и торговой марки фирмы-производителя, а также размеров.
9.9.2 Обозначения размеров
Обозначения размеров для приводных трубных ключей должны включать диаметр либо диапазон диаметров изделия.
9.10 Компоненты буровой лебедки
9.10.1 Основной путь нагружения (путь распространения основной нагрузки)
Основным путем нагружения называется последовательность компонентов оборудования, посредством которых передается или сохраняется крутящий момент.
Компоненты, участвующие в распространении основной нагрузки лебедки, ограничиваются деталями, получающими нагрузку от ходового конца талевого каната при включенном барабанном тормозе. Проектировщик должен использовать общепринятые методы проектирования и определять запас прочности, если в настоящем стандарте не содержится других указаний.
9.10.2 Требования
Проектирование и изготовление антифрикционных подшипников происходит согласно 9.12.
9.10.3 Удлинение трансмиссионного вала для шпилевой катушки
Удлинения трансмиссионного вала для шпилевой катушки поставляются в соответствии с требованиями заказа на поставку, если буровая лебедка не оснащена встроенной шпилевой катушкой при отсутствии вспомогательной лебедки.
9.10.4 Ленты тормоза для тормозного барабана
9.10.4.1 Общие положения
В основном применяются ленточные или дисковые барабанные тормоза, однако данный стандарт не исключает применения других типов тормозов.
9.10.4.2 Расчетный коэффициент запаса прочности
Минимальное значение расчетного коэффициента прочности для определения структурной прочности тормозных лент главного барабанного тормоза лебедки - 3,0, исходя из номинального значения натяжения ходового конца талевого каната на среднем рабочем радиусе барабана или втором слое канатной лебедки (следует выбирать большее из двух значений).
9.10.4.3 Сварные изделия
Расчетная допустимая нагрузка на сварное изделие должна быть больше минимального значения допустимой нагрузки на сварное соединение.
Сварные соединения необходимо контролировать на наличие концентраторов напряжений, оказывающих отрицательное влияние на долговечность сварных изделий.
9.10.4.4 Контроль качества
Все отливки и сварные соединения подлежат контролю согласно 8.4.7.
Все доступные для проверки поверхности сварных соединений подвергаются визуальному осмотру после завершения производственных операций. Показатели дефектов с длиной, менее чем в три раза превосходящей ширину, считаются приемлемыми, если их наибольшая величина не превышает 4 мм, и соблюдается соответствие всем другим критериям, перечисленным в 8.4.7, для материалов заготовки. Неприемлемыми считаются любые показатели, длина которых более чем в три раза превышает ширину. Не допускаются также любые дефекты на кромках ленты, включая кромки отверстий.
Внутренний радиус ленты между точками касания не должен отклоняться более чем на ±0,5% от расчетного радиуса. Внутренние радиусы, измеренные у краев ленты на любой периферической точке ленты, не должны более чем на ±0,5% отклоняться от ширины ленты в этой точке.
9.11. Буровой шланг
9.11.1 Применение
Буровой шланг используется как гибкое соединение между вершиной вертикальной трубы и вертлюгом, обеспечивающее вертикальное перемещение. Его обычная длина составляет 13,5 м или более.
Шланг виброгасителя используется как гибкое соединение между манифольдом бурового насоса и нагнетательным манифольдом для обеспечения центрирования и изолирования вибрации. Эти шланги обычно имеют длину не более 9 м.
9.11.2 Основная нагрузка
За основную нагрузку бурового шланга принимается величина внутреннего давления.
9.11.3 Размеры
Присоединительные размеры поставлямых буровых шлангов и шлангов вибраторов приведены в таблице 8.
9.11.4 Параметры
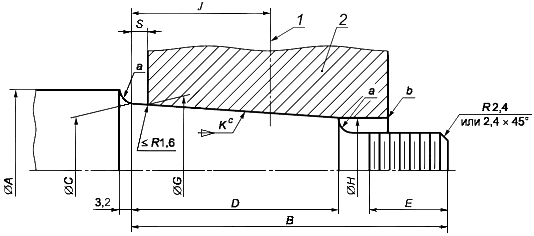
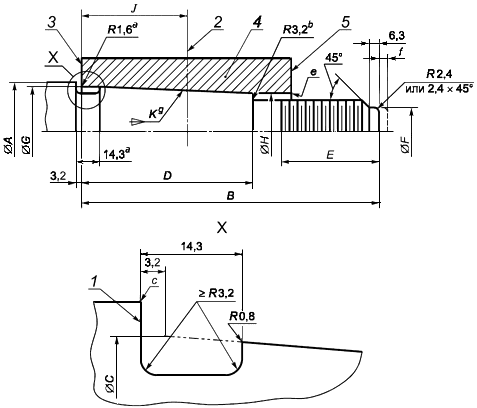
Параметры буровых шлангов должны соответствовать требованиям таблицы 8 и рисунка 11.
Таблица 8 - Размеры и давления, принятые для бурового шланга и шланга виброгасителя (пояснения на рисунке 11)
Размер резьбы или фланца | Рабочее давление, МПа | Испытательное давление, МПа | |||||||||
|
| А | В | С | D | Е | А | В | С | D | Е |
50 | 64 | 10 | 14 | 28 | - | - | 21 | 28 | 55 | - | - |
64 | 76 | 10 | 14 | 28 | 35 | 52 | 21 | 28 | 55 | 69 | 103 |
76 | 102,0 | - | - | 28 | 35 | 52 | - | - | 55 | 69 | 103 |
90 | 102,0 | - | - | 28 | 35 | 52 | - | - | 55 | 69 | 103 |
102,6 | 127,0 | - | - | 28 | 35 | 52 | - | - | 55 | 69 | 103 |
127 | 127,0 | - | - | 28 | 35 | 52 | - | - | 55 | 69 | 103 |
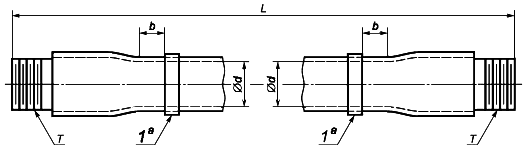
1 - предохранительный хомут; - номинальная длина;
- место для пометки "Место для установки присоединительного хомута";
- для бурового шланга данная величина составляет от 150 мм до 460 мм от внутреннего края соединения; для шлангов вибратора размер составляет от 150 мм до 250 мм от внутреннего края соединения
Рисунок 11 - Размеры бурового шланга и шланга виброгасителя
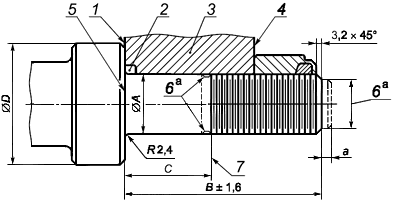
9.11.5 Соединения
Резьбы внешних соединений, имеющих трубную резьбу и поставляемых в комплекте с буровыми шлангами, должны соответствовать ГОСТ Р 51906. Маркировка в соответствии с ГОСТ Р 51906 может сохраняться на соединениях шлангов в случае применения соединений другого типа по согласованию между пользователем и производителем, а также если комплект проходит опрессовку испытательным давлением согласно таблице 8 вместе с соединениями.
9.11.6 Опрессовка
Буровые шланги в комплекте с соединениями должны проходить опрессовку испытательным давлением согласно требованиям таблицы 8 с выдержкой не менее 1 мин.
9.11.7 Рабочее давление
Максимальное рабочее давление в буровом шланге в сборе с соединениями должно соответствовать таблице 8. В перечень значений рабочих давлений следует включать также пиковые давления, возникающие в системе. Давление разрыва в буровом шланге должно как минимум в 2,5 раза превосходить величину рабочего давления.
9.11.8 Маркировка
Шланг в сборе с соединениями должен иметь маркировку, содержащую величину рабочего давления и знак фирмы-производителя. Кроме того, если производитель не установил предохранительные хомуты, каждый конец шланга должен помечаться (в местах, указанных на рисунке 11) надписью "Место для установки предохранительного хомута". Шланг любой длины должен иметь продольную полосу контрастного цвета. Маркировки, впрессованные или нанесенные хорошо различимой краской, должны быть либо вулканизированы, либо другим надежным способом зафиксированы на поверхности шланга.
9.12 Компоненты поршневого бурового насоса
9.12.1 Общие положения
Основными несущими компонентами бурового насоса называются детали, испытывающие воздействие давления нагнетания, за исключением расходных изделий и запирающей арматуры, такой как сменные втулки, штоки поршня, прокладки, сальники, крышки, головки и хомуты.
Требования к проектированию и производству подшипников даны в 9.13
9.12.1.1 Изделия, подлежащие испытаниям под давлением, проходят гидравлическую опрессовку на производстве давлением, в 1,5 раза превышающем рабочее. Опрессовка проводится согласно 8.7.
9.12.1.2 Литые компоненты приемной части гидравлической схемы бурового насоса должны пройти гидравлическую опрессовку в производственных условиях под давлением, в 2 раза превышающем указанное производителем номинальное давление всасывания.
9.12.2 Шток и отверстия в корпусе поршня бурового насоса должны соответствовать требованиям, указанным в приложении В.
9.12.2.1 Размеры
Нагнетательные части поршневых штоков и отверстия в корпусе поршня для насосов двойного действия должны соответствовать таблице 9, рисунку 12 и рисунку 13. Для насосов одностороннего действия нагнетательные части штоков и отверстия в корпусе поршня должны отвечать требованиям таблицы 10 и рисунка 14.
Таблица 9 - Штоки поршня и отверстия в корпусе поршня для напорной части буровых насосов двустороннего действия (пояснения к рисункам 12 и 13)
Номер конус- | Диа- | Шток поршня | Поршень | Конус- | Зазор | |||||||
Длина штоковой полости | Конусность штока на главный диаметр | Длина конусной части | Полная длина резьбы | Диаметр резьбы втулки | Диаметр по вершинам резьбы | Диаметр цилиндри- | Цент- | |||||
± 1,6 | ±0,03 | ± 1,6 | ±3,2 | от 0 до | ±0,05 | ±0,40 | ±0,05 | min | max | |||
1 | 25; 28 | 98,5 | 25 | 38 | 44,5 | - | 25 | 23,0 | 35 | 83 | 6,4 | - |
2 | 32; 36 | 130 | 32 | 63,5 | 60 | - | 31 | 26,0 | 48 | 83 | 6,4 | - |
3 | 40; 45 | 180 | 38 | 60 | 89 | - | 37,54 | 32,5 | 68 | 104 | 6,4 | - |
4 | 50; 55 | 203 | 48 | 102 | 89 | - | 47 | 40 | 75 | 83 | 6,4 | - |
5 | 60; 65; 70 | 219 | 57 | 102 | 105 | - | 57 | 50 | 75 | 83 | 6,4 | - |
6 | 70; 75; 80; 85 | 232 | 70 | 114 | 105 | - | 70 | 60 | 75 | 83 | 6,4 | - |
5А | 70; 75; 80; 85; 90 | 219 | 57 | 95 | 111 | 43 | 57 | 50 | 68 | 83 | 1 | 2,9 |
6А | 70; 80; 85; 90 | 232 | 69 | 108 | 111 | 52,5 | 70 | 60 | 68 | 83 | 1 | 2,9 |
1 - центровая линия поршня (положение после крепления); 2 - поршень; - галтель, радиус галтели
3 мм на каждом выступе поршня;
- фаска; с - конусность
Рисунок 12 - Соединение штока и поршня
1 - заплечик штока ; 2 - геометрическая ось поршня (в сборе); 3 - заплечик
, заплечик поршня, штоковая полость:
- максимальный размер;
- минимальный размер;
- фаска
0,5 мм;
- длина до центральной оси поршня;
- длина штоковой полости;
- галтель и диаметр выточки, нагартованной при холодной обработке 4 - поршень; 5 - заплечик
, заплечик поршня, конец резьбы:
- фаска;
- максимальное удлинение хвостовика 3,2 мм;
- конус;
- радиус или фаска
Рисунок 13 - Конусы 5А и 6А
Таблица 10 - Нагнетательная часть штока плунжера бурового насоса одностороннего действия и отверстия в корпусе плунжера (пояснения к рисунку 14)
Номинальный диаметр соединения | Шток плунжера | Отверстие в корпусе плунжера | |||
Диаметр штока | Длина штоковой полости ±1,6 | Начало резьбы от заплечика, max | Диаметр заплечика ±0,4 | ||
25 | 25 | 106,4 | 38,1 | 50,8 | 25 |
40 | 25 | 138,1 | 47,6 | 82,6 | 40 |
Примечание - Размеры указаны в мм. | |||||
1 - заплечик , заплечик плунжера, торец штока; 2 - необходимое уплотнение, размеры выбираются по усмотрению производителя; 3 - плунжер; 4 - заплечик
, заплечик плунжера, конец резьбы; 5 - заплечик
, заплечик штока; 6 - спад затылка на резьбе, конфигурация по усмотрению производителя; 7 - калибровочная часть резьбы;
- дополнительная возможность удлинения
Рисунок 14 - Нагнетательная часть штока насоса одностороннего действия и отверстия в корпусе поршня (размеры указаны в таблице 10)
9.12.2.2 Резьбы
Цилиндрические резьбы на концах штоков и на фиксирующих гайках должны выполняться и контролироваться по ГОСТ 24705, ГОСТ 8724 и ГОСТ 9150.
9.12.2.3 Поршни и заплечики штоков
Для поршней 5А, 6А и поршней одностороннего действия торцевые поверхности заплечиков поршней и штоков М и N (рисунки 13, 14) должны быть перпендикулярными к осевой линии с отклонением не более чем на 0,03 мм. Торцы заплечиков поршней должны быть перпендикулярными к осевой линии с отклонением не более 0,13 мм.
9.12.2.4 Маркировка
а) маркировку необходимо выполнять следующим образом. Поршни двойного действия с конической втулкой, соответствующей настоящему стандарту, должны маркироваться с указанием названия или товарного знака фирмы-производителя и номера конуса. Поршни 5А и 6А, работающие под высоким давлением, должны быть взаимозаменяемы с поршнями 5 и 6. Допускается наносить оба обозначения на заплечик Р.
Поршни одностороннего действия с цилиндрическими отверстиями, соответствующие данному стандарту, должны маркироваться с указанием названия или товарного знака фирмы-производителя и номера соединения;
б) штоки поршней двойного действия, соответствующие данному стандарту, должны маркироваться с указанием названия или товарного знака фирмы-производителя и номера конуса. Конец удлинения ползуна (крейцкопфа) штока поршня должен иметь маркировку с указанием соответствия и номеров конической или цилиндрической резьбы, указанных в таблицах 11 и 12;
Таблица 11 - Ползун (крейцкопф), удлинение ползуна (крейцкопфа) и соединения поршневого штока. Коническая резьба
Номер конической резьбы | Номинальный размер | Коническая резьба | Длина цилиндрической резьбы | Ширина контргайки |
К1 | 25,4 | 31,8 | 25,4 | 19,1 |
К2 | 28,6 | 35,7 | 25,4 | 19,1 |
К3 | 31,8 | 39,7 | 25,4 | 22,2 |
К4 | 34,9 | 43,7 | 25,4 | 22,2 |
К5 | 38,1 | 47,6 | 31,8 | 25,4 |
К6 | 41,3 | 51,6 | 31,8 | 25,4 |
К7 | 44,5 | 55,6 | 31,8 | 28,6 |
К8 | 47,6 | 59,5 | 31,8 | 28,6 |
К9 | 50,8 | 63,5 | 31,8 | 31,8 |
КТ10 | 57,2 | 71,4 | 31,8 | 34,9 |
К11 | 63,5 | 79,4 | 44,5 | 38,1 |
К12 | 69,9 | 87,3 | 44,5 | 41,3 |
К13 | 76,2 | 95,3 | 50,8 | 44,5 |
К14 | 82,6 | 103,2 | 50,8 | 47,6 |
К15 | 88,9 | 111,1 | 57,2 | 50,8 |
К16 | 101,6 | 127,0 | 57,2 | 50,8 |
К17 | 114,3 | 142,9 | 57,2 | 50,8 |
К18 | 127,0 | 158,8 | 57,2 | 50,8 |
К19 | 139,7 | 174,6 | 57,2 | 50,8 |
К20 | 152,4 | 190,5 | 57,2 | 50,8 |
Примечание - Размеры указаны в мм. | ||||
Таблица 12 - Крейцкопф, удлинение крейцкопфа и соединение штока поршня. Цилиндрическая резьба
Номер цилиндрической резьбы | Номинальный размер | Длина внутренней резьбы | Длина наружной резьбы | Толщина контргайки |
Ц1 | 24 | 32 | 57 | 19 |
Ц2 | 30 | 36 | 61 | 19 |
Ц3 | 33 | 40 | 65 | 22 |
Ц4 | 36 | 45 | 70 | 22 |
Ц5 | 39 | 48 | 79 | 25 |
Ц6 | 42 | 52 | 83 | 25 |
Ц7 | 45 | 55 | 87 | 29 |
Ц8 | 48 | 60 | 91 | 29 |
Ц9 | 52 | 64 | 102 | 32 |
Ц10 | 56 | 71 | 110 | 35 |
Ц11 | 64 | 80 | 124 | 38 |
Ц12 | 72 | 87 | 132 | 41 |
Ц13 | 76 | 95 | 146 | 45 |
Ц14 | 85 | 103 | 154 | 48 |
Ц15 | 90 | 111 | 168 | 50 |
Ц16 | 100 | 127,0 | 184 | 51 |
Ц17 | 115 | 143 | 200,0 | 51 |
Ц18 | 125 | 159 | 216 | 51 |
Ц19 | 140 | 175 | 232 | 51 |
Ц20 | 150 | 190 | 248 | 51 |
Примечание - Размеры указаны в мм. | ||||
в) штоки поршня одинарного действия, соответствующие данному стандарту, должны маркироваться с указанием названия или товарного знака фирмы-производителя и номера соединения. Конец удлинения ползуна (крейцкопфа) штока поршня должен маркироваться в соответствии с настоящим стандартом и номерами конической или цилиндрической резьбы, указанными в таблицах 11 и 12.
9.12.3 Ползун (крейцкопф) бурового насоса
Удлинение ползуна и соединения поршневых штоков - типы конической резьбы.
9.12.3.1 Размеры
Соединение с помощью конической резьбы между крейцкопфами, удлинение траверс и поршневых штоков плунжеров, должны соответствовать ГОСТ 6111. Их размеры приведены в таблице 11. На производстве резьбовые соединения должны проверяться соответствующими калибрами.
9.12.3.2 Размеры и допуски резьбы
Резьбовые соединения с конической резьбой должны соответствовать размерам, приведенным в таблице 11, на рисунке 15, а также следующим допускам:
а) конусность: конусные резьбы должны иметь конусность 1:12 с допуском, составляющим (от минус 0,51 до минус 0,02) мм для внутренних резьб и (от +0,51 до +0,02) мм для внешних резьб;
б) соосность: резьбы должны быть соосными с осевой линией штока. Угловое смещение оси резьбы в отношении осевой линии штока не должно превышать 0, 5 мм/м длины;
в) длина:
![]() ,
,
![]() ,
,
где - общая длина внешних резьб (рисунок 15 для
,
и
);
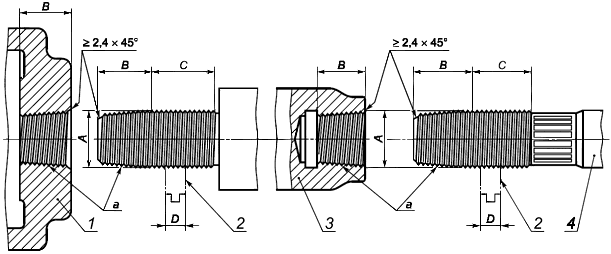
1 - ползун; 2 - контргайка; 3 - удлинение ползуна; 4 - шток поршня; - 3,175 мм - шаг резьбы и конусность 1:12
Рисунок 15 - Ползун, удлинение ползуна и соединения поршневого штока. Коническая резьба
г) перпендикулярность: лицевая сторона внутренней резьбы должна быть перпендикулярна к оси резьбы с максимальным отклонением 0,001 мм/мм от диаметра резьбы;
д) шаг: допуск на шаг резьбы составляет ±0,002 мм. Суммарный допуск на шаг резьбы должен составлять ±0,056 мм;
е) угол профиля резьбы: допуски на половинный угол резьбы - ±1 °;
ж) отклонение: при калибровке конических резьб допускается отклонение изделия от плоских и резьбовых калибров-пробок и калибров-втулок на уровне ±1,6 мм.
Примечание - Повреждение резьбы приводит к несоосности и к отказу продукции.
9.12.3.3 Контргайки
Контргайки для удлинения ползуна и штока поршня поставляются в соответствии с 9.12.3.2 и рисунком 17.
9.12.4 Ползун бурового насоса двойного действия, удлинения ползуна и соединения поршневого штока должны иметь цилиндрическую резьбу.
9.12.4.1 Размеры
Цилиндрические резьбовые соединения между крейцкопфами, удлинениями крейцкопфов и поршневыми штоками должны соответствовать ГОСТ 24705, ГОСТ 8724 и ГОСТ 9150. Их размеры приведены на рисунке 16 и в таблице 12.
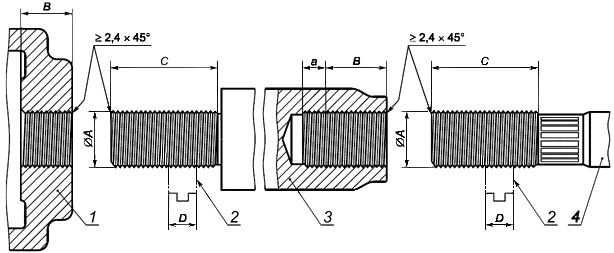
1 - крейцкопф; 2 - контргайка; 3 - удлинение крейцкопфа; 4 - шток плунжера; - сбег резьбы
Рисунок 16 - Ползун, удлинение ползуна и соединения поршневого штока. Цилиндрическая резьба (размеры см. в таблице 12)
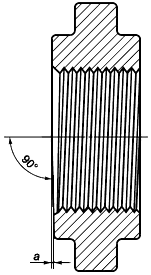
Рисунок 17 - Контргайка для удлинения крейцкопфа и штока поршня
9.12.4.2 Размеры и допуски резьб
Цилиндрические резьбовые соединения должны соответствовать ГОСТ 24705, ГОСТ 8724 и ГОСТ 9150, таблице 12, рисунку 16.
Применяются следующие требования:
а) соосность: резьбы должны быть соосными с осевой линией штока. Угловое смещение осей резьбы по отношению к осевой линии штока не должно превышать 0,5 мм/м;
б) длина (см. таблицу 12):
1) внутренняя: ![]()
2) наружная: ![]() мм.
мм.
в) перпендикулярность: лицевая сторона внутренней резьбы должна быть перпендикулярна к оси резьбы с максимальным отклонением 1 мм/м от наружного диаметра резьбы.
Поверхность контакта должна быть перпендикулярна к оси резьбы с допуском от величины диаметра ±0,001 мм/мм.
9.12.4.3 Контргайки
Удлинение ползуна и контргайки штока поршня поставляются в соответствии с требованиями рисунка 17.
9.12.4.4 Конические резьбы
Резьбы контргаек для конических резьбовых соединений должны соответствовать требованиям 9.12.3.2.
9.12.4.5 Цилиндрические резьбы
Резьбы контргаек для цилиндрических соединений должны соответствовать требованиям 9.12.4.2.
9.12.5 Надклапанные полости бурового насоса
9.12.5.1 Размеры
Размеры надклапанных полостей буровых насосов приведены в таблице 13 и на рисунке 18, либо соответствуют заказу на поставку. Надклапанные полости для клапанов с плавающей клетью должны иметь минимальное значение размера (см. таблицу 13 для определения зазора для клети)
Таблица 13 - Надклапанные полости бурового насоса (пояснения на рисунке 18)
Размер- | Размеры надклапанной полости | Размеры посадочного места под пружину | |||||||||
1 | 73,0 | 166,7 | 25,4 | 82,6 | 44,5 | 57,2 | 25,4 | 63,5 | 63,5 | ||
2 | 85,7 | 166,7 | 28,6 | 95,3 | 20,6 | 57,2 | 85,7 | 63,5 | 44,5 | 76,2 | 82,6 |
3 | 98,4 | 166,7 | 31,8 | 108,0 | 20,6 | 63,5 | 95,3 | 66,7 | 44,5 | 76,2 | 88,9 |
4 | 111,1 | 166,7 | 34,9 | 120,7 | 33,3 | 69,9 | 104,8 | 69,9 | 50,8 | 76,2 | 95,3 |
5 | 127,0 | 166,7 | 38,1 | 136,5 | 33,3 | 76,2 | 123,8 | 79,4 | 69,9 | 95,3 | 108,0 |
5,5 | 136,5 | 166,7 | 41,3 | 146,1 | 33,3 | 82,6 | 133,4 | 85,7 | 69,9 | 95,3 | 114,3 |
6 | 142,9 | 166,7 | 44,5 | 152,4 | 33,3 | 82,6 | 133,4 | 85,7 | 69,9 | 95,3 | 114,3 |
7 | 158,8 | 166,7 | 50,8 | 168,3 | 33,3 | 88,9 | 142,9 | 95,3 | 69,9 | 95,3 | 120,7 |
8 | 177,8 | 166,7 | 57,2 | 187,3 | 33,3 | 95,3 | 152,4 | 98,4 | 69,9 | 95,3 | 127,0 |
9 | 196,9 | 166,7 | 63,5 | 206,4 | 33,3 | 101,6 | 161,9 | 104,8 | 69,9 | 95,3 | 133,4 |
10 | 215,9 | 166,7 | 73,0 | 225,4 | 33,3 | 108,0 | 171,5 | 123,8 | 69,9 | 95,3 | 139,7 |
11 | 241,3 | 166,7 | 82,6 | 250,8 | 33,3 | 114,3 | 181,0 | 136,5 | 69,9 | 95,3 | 146,1 |
Примечание - Размеры указаны в мм. | |||||||||||
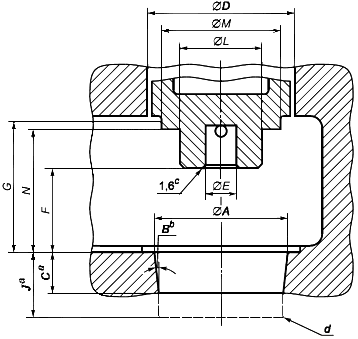
- минимальный размер;
- конусность, мм/м от диаметра;
- максимальная фаска;
- минимальный зазор
Рисунок 18 - Надклапанная полость бурового насоса
9.12.5.2 Установочные размеры для пружин
Установочные размеры для пружин, устанавливаемых в надклапанной полости, должны соответствовать размерам ,
,
, указанным в таблице 13 и на рисунке 18.
9.12.5.3 Маркировка
Надклапанные полости буровых насосов, изготовленные в соответствии с настоящим стандартом, должны маркироваться с указанием названия или торговой марки фирмы-производителя, настоящего стандарта и размерного класса надклапанной полости. Маркировку отливают или наносят горячей штамповкой на поверхности цилиндра гидравлической части насоса, либо наносят на пластину, прочно прикрепленную к гидравлической части цилиндра. Маркировка наносится на поверхность, которая хорошо видна после установки гидравлического цилиндра в насос и может наноситься на любую из полостей. Для насосов с раздельными напорными частями каждая секция должна иметь свою маркировку.
9.12.6 Поршни буровых насосов
9.12.6.1 Размеры
Поршни буровых насосов растачивают для приведения в соответствие со стандартной конусностью поршневых штоков в соответствии с рисунками 12, 13 и таблицей 9. Поршни с нестандартными диаметрами могут использоваться с втулками или цилиндрами, имеющими возрастание диаметра, соответствующее 9.12.7.1 и рисунку 19.
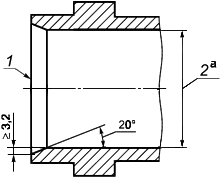
1 - входной торец плунжера; 2 - отверстие втулки; - допуск номинального диаметра:
мм
Рисунок 19 - Втулка бурового насоса
9.12.6.2 Маркировка
Поршни, соответствующие стандарту, имеют маркировку, включающую название или торговую марку производителя, номер настоящего стандарта, размер штока поршня и размер расточного отверстия. Маркировка должна наноситься печатными буквами высотой 4 мм на торцевую поверхность поршня на большем торце поршневого штока.
9.12.7 Втулки буровых насосов
9.12.7.1 Отверстия втулок
Отверстия втулок диаметром 150 мм и более должны иметь приращения 6 мм. Отверстия диаметром менее 150 мм должны иметь приращение 13 мм.
Допуски отверстий должны соответствовать рисунку 19 или требованиям заказчика.
9.12.7.2 Фаска
Внутренняя кромка входного торца поршня втулки бурового насоса должна выполняться, как показано на рисунке 19.
9.12.7.3 Маркировка
Втулки буровых насосов, соответствующие стандарту, имеют маркировку, включающую название или торговую марку производителя, номер данного стандарта и размер расточного отверстия втулки. Маркировка должна наноситься печатными буквами высотой 4 мм на торцевую поверхность втулки.
9.12.8 Характеристики зубчатых передач буровых насосов (паспортные данные)
9.12.8.1 Общее положение
Технические характеристики основаны на значении критической выносливости поверхности, которая не зависит от модуля. Изготовители зубчатых передач ответственны за правильный выбор модуля, который должен быть достаточно крупным для того, чтобы обеспечить адекватную прочность зуба.
9.12.8.2 Проектирование
Зубчатые механизмы должны быть одноступенчатыми, косозубыми или шевронными. Материалы для зубчатых колес выбираются в соответствии с опытом проектировщика, на основании расчетов и испытаний или по энциклопедии [1]. Прочность и долговечность зубчатых передач определяется по ГОСТ 16532, ГОСТ 21354.
9.12.8.3 Номинальная мощность
Номинальная мощность бурового насоса, указанная на заводской табличке, не должна превышать номинальной нагрузки зубчатых передач.
9.12.9 Ползун буровых трехпоршневых насосов, удлинение ползуна и соединение штока поршня
В буровых трехпоршневых насосах все штоковые соединения между траверсой и ступицей поршня, влияющие на центрирование штока, имеют допуски, находящиеся в пределах, показанных на рисунке 20.
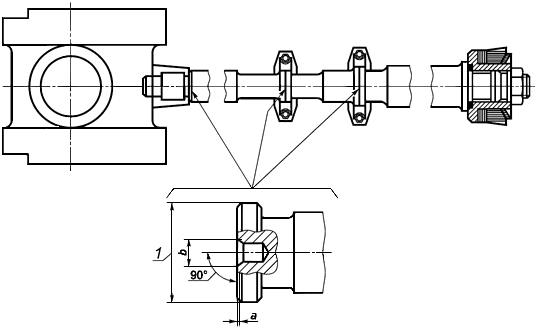
1 - диаметр торца; - плоские поверхности контакта и посадочные диаметры на сопряженных соединениях удлинения ползуна со ступицей поршня в буровых насосах;
- допуск соосности между осевой линией посадочного диаметра и теоретической осью штока не должен превышать 0,13 мм
Рисунок 20 - Плоские поверхности контакта и посадочные диаметры на сопряженных соединениях удлинения ползуна со ступицей поршня в буровых насосах
9.13 Подшипники
Подшипники, используемые в качестве основных несущих компонентов, должны выбираться в соответствии с ГОСТ 18854 и ГОСТ 18855.
10 Маркировка
10.1 Маркировка продукции
Каждая деталь оборудования должна иметь маркировку с указанием соответствия данному стандарту, а также названия или торгового знака фирмы-производителя. Дополнительная маркировка наносится в соответствии с требованиями раздела 9. Оборудование, в отношении которого применяются дополнительные требования, должно маркироваться с указанием соответствующих обозначений (дополнительные требования).
10.2 Способ маркировки
Используемые для маркировки клейма должны давать четкий отпечаток и не вызывать заметных напряжений материала. Клейма также могут наплавляться на изделия. Маркировка должна быть хорошо различимой, разборчивой и иметь как минимум 10 мм в высоту, в том случае, если это позволяют размеры детали.
11 Документация
11.1 Сохранность документации
Полная документация, соответствующая требованиям данного стандарта, должна сохраняться производителем в течение десяти лет после изготовления и продажи оборудования. Документация должна быть составлена в ясной, удобной для чтения форме. Необходимо обеспечить также ее воспроизводимость, восстанавливаемость и сохранность от любых повреждений, порчи или утери.
Все записи, связанные с контролем качества, соответствующие требованиям данного стандарта, должны быть датированы и подписаны. Компьютеризированные записи должны содержать персональный код автора.
По требованию потребителя оборудования, администрации или органов сертификации производитель обязан представить все записи и документацию для проверки на соответствие данному стандарту.
11.2 Документация, находящаяся на хранении у производителя
Изготовитель обязан хранить следующую документацию:
а) проектная документация (4.7);
б) документация по проектным испытаниям (раздел 5);
в) технические условия на бумажном носителе (раздел 6 - раздел 8);
г) должностные инструкции и документация на методику проведения работ, а именно:
- методика проведения сварочных работ,
- должностные инструкции сварщика,
- должностные инструкции для персонала, проводящего неразрушающие испытания,
- методика проведения калибровки измерительного и аттестации испытательного оборудования;
д) доступные для анализа записи проверок и испытаний деталей и оборудования, включающие:
- отчеты об испытаниях материалов, содержащие следующие виды тестов (в соответствии с требованиями): химический анализ, испытания на прочность, испытания на ударную вязкость, испытания на твердость,
- отчеты о проведении неразрушающих испытаний поверхности и/или результаты НРК (требования раздела 8).
- отчеты о проведении промышленных испытаний, включающие проверочные испытания под нагрузкой, гидравлическую опрессовку и функциональное тестирование,
- записи специальных процессов.
Записи специальных процессов включают реальные температурно-временные режимы термообработки и регистрацию условий проведения ремонтной сварки, как указано в разделе 7. Эти записи, касающиеся применяемых компонентов, должны быть изложены в доступной для анализа форме и вестись изготовителем или стороной, проводящей этот процесс, если работа выполняется по субдоговору. В последнем случае, требования 11.1 в равной степени распространяются на субподрядчика.
11.3 Документация, поставляемая в комплекте с оборудованием
Оборудование поставляется вместе с документацией в соответствии с ГОСТ 2.601. При этом оформление и изложение документов должно соответствовать ГОСТ 2.610 и ГОСТ 2.601.
Приложение А
(обязательное)
Дополнительные требования
А.1 Введение
В соответствии с требованиями заказа на поставку может применяться одно или более из следующих дополнительных требований.
А.2 Контрольные испытания под нагрузкой
Оборудование подлежит контрольным испытаниям под нагрузкой и последующему осмотру в соответствии с требованиями 8.6.
Оборудование маркируется обозначением величины нагрузки при контрольных испытаниях с применением клейм, дающих четкий отпечаток и не вызывающих заметные напряжения материала рядом с обозначением номинальной нагрузки.
А.3 Низкотемпературные испытания
Заказчик имеет право указать максимальную температуру испытаний на ударную вязкость для материалов, используемых в производстве основных несущих деталей оборудования в кожухе, работающего при температуре ниже указанной в 4.1.
Испытания на ударную вязкость проводятся в соответствии с требованиями 6.2.1 и ГОСТ 9454. За исключением шарнирных пальцев для ручных трубных ключей, изготавливаемых из конструкционных сталей. Минимальное значение ударной вязкости по Шарпи, полученное при испытании трех стандартных образцов при заданной (или более низкой) температуре, должно быть 27 Дж, причем ни одно значение не должно быть ниже 20 Дж. Для шарнирных пальцев ручных трубных ключей из конструкционных сталей минимальное значение ударной вязкости по Шарпи на основе испытаний трех стандартных образцов при заданной (или более низкой) температуре должно быть 15 Дж, причем ни одно значение не должно быть ниже 12 Дж.
Каждый основной несущий компонент должен иметь маркировку, указывающую на проведение низкотемпературных испытаний. Все основные несущие компоненты должны иметь маркировку, на которой указана расчетная температура и температура испытаний в градусах Цельсия.
А.4 Дополнительные низкотемпературные испытания
Испытания на ударную вязкость также проводятся на материалах, используемых для изготовления несущих компонентов, обычно не подлежащих испытанию на ударную вязкость. Компоненты, в отношении которых должны проводиться подобные испытания, выбираются по взаимному согласованию между заказчиком и производителем.
Испытания на ударную вязкость проводятся согласно требованиям 6.2.1 и ГОСТ 9454. Максимальная температура испытаний на ударную вязкость, а также ее средние и отдельные минимальные значения определяются по соглашению между заказчиком и производителем.
Каждый основной несущий компонент, находящийся в кожухе, должен иметь маркировку в соответствии с ГОСТ 9454, показывающую, что он прошел дополнительные испытания при низкой температуре. Компонент должен также иметь маркировку, на которой указаны расчетная температура и температура испытаний в градусах Цельсия.
А.5 Журнал регистрации данных
По запросу заказчика изготовитель должен подготовить, собрать и соответствующим образом упорядочить данные в журнале регистрации. Журнал регистрации данных должен включать следующее минимальное количество информации по каждому поставляемому изделию:
а) протокол соответствия;
б) обозначение и серийный номер оборудования;
в) сборочные чертежи и схемы обозначения;
г) допуски на износ;
д) номинальную мощность и проектный режим;
е) деталировки и режимы термообработки;
ж) системы и расположение маркировки;
з) марки стали;
и) режимы термообработки;
к) протоколы испытаний материалов;
л) протоколы неразрушающих испытаний;
м) протоколы промышленных испытаний, включая функциональные испытания, испытания под нагрузкой и опрессовку (в случае, если они проводились);
н) свидетельства о выполнении дополнительных требований;
о) технические условия на проведение сварочных работ и должностные инструкции сварщика.
А.6 Контроль конструкционных материалов
Основные несущие компоненты, изготовленные из конструкционных сталей, в полном объеме подвергаются ультразвуковым испытаниям. Когда проведение исследований в полном объеме невозможно из-за размеров компонента, таких как малый радиус перехода у деталей, контроль должен проводиться в максимально возможном объеме.
Ультразвуковой контроль проводится в соответствии с ГОСТ 24507 (может быть использован иммерсионный метод) и ГОСТ 14782. Калибровка по методу прямолинейного пучка проводится с использованием графика зависимости расстояния от амплитуды на основе плоскодонного отверстия с диаметром 3,2 мм (1/8 дюйма) или меньше.
Детали из конструкционных материалов, подвергаемые ультразвуковому контролю, должны соответствовать следующим критериям:
а) для испытаний по методу прямолинейного и углового пучка не допускается нарушение непрерывности, приводящее к сигналу, который превосходит уровень калибровочной эталонной кривой. Не допускается также наличие сигналов, которые можно интерпретировать как горячие или холодные трещины;
б) множественные сигналы (два или более), каждый из которых превышает 50% эталонного расстояния по отношению к амплитудной кривой и расположенные в пределах 13 мм (1/2 дюйма) друг от друга, также недопустимы.
Приложение Б
(справочное)
Руководство по контролю оборудования для термообработки
Б.1 Температурные допуски
Температура в любой точке рабочей зоны не должна изменяться более чем на ±14 °С от заданной температуры печи после установления в печи нужной температуры. В печах, используемых для отпуска, старения и послесварочной термообработки, температура не должна отклоняться более чем на ±14 °С после установления в рабочей зоне заданной температуры.
Б.2 Тарировка печей
Б.2.1 Общие положения
Термообработка деталей выполняется на термическом оборудовании, которое прошло соответствующую тарировку и обследование.
Б.2.2 Регистрация результатов контроля
Учетные записи тарировки и обследования термических печей должны храниться не менее двух лет.
Б.2.3 Методы тарировки для термических печей периодического действия
Существуют следующие методы тарировки термических печей периодического действия:
а) температурные испытания в рабочей зоне каждой печи проводятся при минимальной и максимальной температурах из того диапазона, в котором печь функционирует;
б) если объем рабочей камеры превышает 0,3 м, необходимо предусмотреть не менее девяти мест установки датчиков температуры. Для печей с прямоугольной рабочей камерой необходимо ввести по одному датчику температуры в каждый из восьми ее углов. Один датчик температуры располагают в центре печи. В цилиндрических печах датчики помещают на трех уровнях с углом разориентировки
120°, как показано на рисунке Б1;
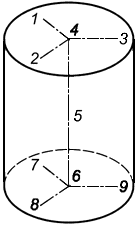
Рисунок Б.1 - Положение термопар (1-9) в цилиндрических печах
в) норма для температурного контроля составляет не менее одного датчика на каждые 3,5 м рабочей зоны, вплоть до максимального количества 60 датчиков. Эти дополнительные датчики размещаются внутри рабочей зоны печи;
г) для печей с объемом рабочей зоны менее 0,3 м температурный контроль проводится не менее чем тремя датчиками, расположенными у дверцы, в середине и у задней стенки печи или сверху, в середине и внизу рабочей зоны;
д) после введения термодатчиков в рабочую зону температурные показатели записываются с минимальным интервалом 3 мин, чтобы определить, когда температура рабочей зоны приблизится к минимальному значению проверяемого диапазона;
е) по достижении установленной температуры показания всех установленных термодатчиков регистрируются с максимальным интервалом 2 мин в течение не менее 10 мин. Затем показания снимаются с максимальным интервалом 5 мин в течение времени, достаточного для определения периодического режима распределения температур в рабочей зоне печи в течение не менее 30 мин;
ж) ни один из показателей, снятых с контрольных термодатчиков, не должен превышать установленное значение температуры прежде, чем будет достигнута заданная температура в рабочей зоне;
з) после достижения контрольного значения температуры ни один из показателей не должен превышать установленных пределов. Каждая термическая печь должна обследоваться до проведения на ней термообработки;
и) после ремонта или восстановления термической печи она подлежит повторному обследованию перед проведением термической обработки.
Б.2.4 Метод тарировки термических печей непрерывного действия
Термические печи непрерывного действия тарируют в соответствии с методикой, описанной в руководстве (инструкции) по эксплуатации.
Б.3 Средства тарировки
Б.3.1 Общие положения
Используются автоматические средства контроля и записи. Термодатчики, располагающиеся в рабочей зоне, должны быть защищены соответствующими устройствами.
Б.3.2 Точность измерений
Контрольные и записывающие устройства, используемые в процессе термообработки, должны иметь точность ±1% от своего полного диапазона измерений.
Б.3.3 Тарировка
Контрольные и записывающие устройства должны калиброваться не реже чем раз в три месяца. Устройства, используемые для калибровки испытательного оборудования, должны иметь точность ±0,25% от полного диапазона измерений.
Приложение В
(справочное)
Рекомендуемая номенклатура и техническое обслуживание буровых насосов
В.1 Номенклатура буровых насосов
Цель этого приложения - стандартизация номенклатуры основных деталей буровых насосов, исключая относительно небольшое количество сопряженных деталей.
В.2 Старые конструкции
Данная терминология предлагается для использования в описании как традиционных, так и вновь разрабатываемых конструкций буровых насосов, несмотря на то, что термины, используемые в документации производителя, не всегда совпадают с предлагаемыми. Изготовителям необходимо привести терминологию в соответствие с нормативами данного стандарта. Техническая документация для насосов старой конструкции должна быть по мере возможности переработана для соответствия требованиям настоящего стандарта. Если в процессе взаимодействия между производителем и заказчиком происходит несоответствие в обозначениях номенклатуры, номера деталей следует использовать для идентификации.
В.3 Виды
Данная номенклатура относится к плунжерным буровым насосам двойного действия и триплексным.
В.4 Обозначения
Нагнетательная часть (таблица В.1 и рисунки В.1, В.2 и В.3), а также детали нагнетательных частей (таблица В.2 и рисунок В.4,таблица В.3 и рисунок В.5) сгруппированы по отдельным категориям. Правые и левые части всех групп определяются по одному и тому же правилу. Правило таково: стоя у приводной части и глядя через приводную часть на нагнетательную часть, детали, находящиеся справа от центральной оси, обозначаются как "правые", когда необходимо отделить их от других подобных деталей; таким же образом, детали, находящиеся слева, обозначаются как "левые". Для триплексных насосов детали, находящиеся на центральной оси, в случае, когда их необходимо отделить от других подобных деталей, обозначаются как "центральные".
Таблица В.1 - Нагнетательные части, насосы двойного действия и триплексные
Номер детали | Название |
101 | Корпус |
102 | Вал |
103 | Основная опора |
104 | Шестерня |
105 | Вал шестерни |
106 | Шатун |
107 | Ползун (Крейцкопф) |
108 | Палец ползуна (крейцкопфа) |
109 | Подшипник верхней головки шатуна |
110 | Коренной подшипник |
111 | Корпус коренного подшипника |
112 | Опора вала-шестерни |
113 | Опора пальца ползуна (крейцкопфа) |
114 | Удлиняющий шток ползуна (крейцкопфа) |
115 | Грязесъемник удлиняющего шток ползуна (крейцкопфа) |
| |
Рисунок В.1 - Поперечное сечение нагнетательной части (номенклатуру деталей см. в таблице В.1)
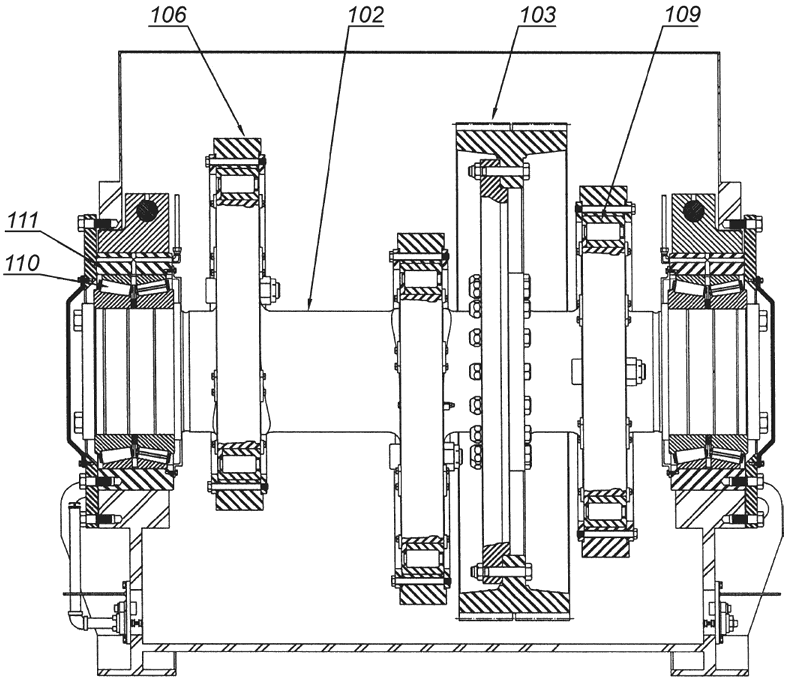
Рисунок В.2 - Поперечное сечение приводной части (номенклатуру деталей см. в таблице В.1)
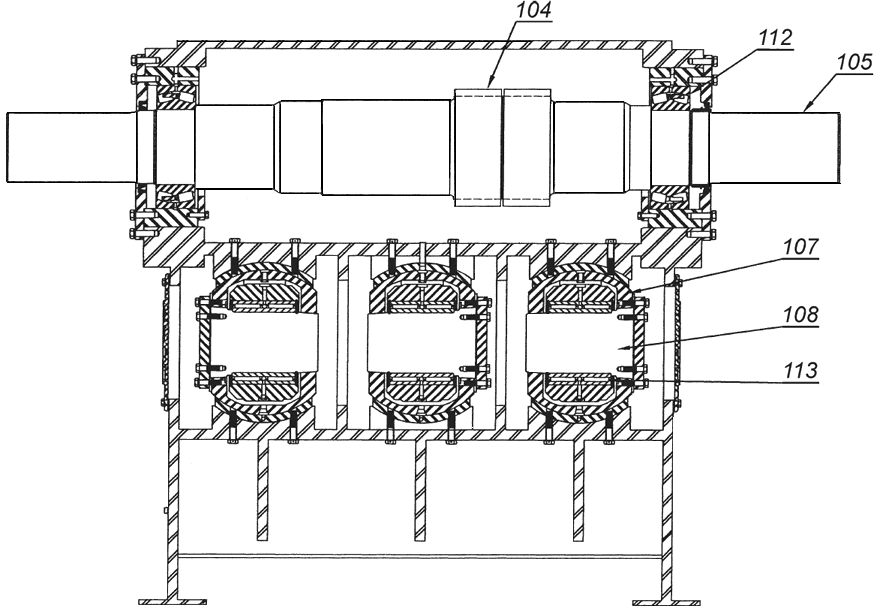
Рисунок В.3 - Поперечное сечение через вал-шестерню и крейцкопф (номенклатуру деталей см. в таблице В.1)
Таблица В.2 - Детали напорной части дуплексных насосов
Номер детали | Название |
201 | Нагнетательная часть. В случае секционной нагнетательной части - "правая" или "левая" |
202 | Головка цилиндра |
203 | Кожух головки цилиндра |
204 | Крышка клапана |
205 | Направляющая клапана |
206 | Пружина клапана |
207 | Седло клапана |
208 | Вкладыш |
209 | Уплотнение вкладыша |
210 | Поршень |
211 | Шток поршня |
212 | Набивной сальник |
213 | Кольцо набивного сальника |
214 | Уплотнение набивного сальника |
215 | Сальник |
216 | Поджимная гайка сальника |
Примечание - Для более подробного ознакомления с номенклатурой см. IADC Drilling Manual (Руководство для буровиков Международной ассоциации буровых подрядчиков.)
| |
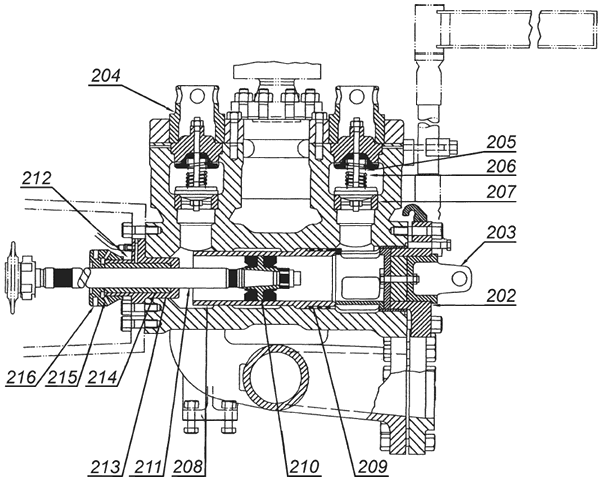
Рисунок В.4 - Нагнетательная часть дуплексного бурового насоса двукратного действия (номенклатуру деталей см. в таблице В.2)
Таблица В.3 - Детали нагнетательной части триплексных насосов
Номер детали | Название |
301 | Нагнетательная часть. В случае секционной нагнетательной части - "правая" или "левая" |
302 | Крышка клапана |
303 | Направляющая клапана |
304 | Пружина клапана |
305 | Седло клапана |
306 | Вкладыш |
307 | Уплотнение вкладыша |
308 | Поршень |
309 | Шток поршня |
310 | Разбрызгиватель |
Примечание - Для более подробного ознакомления с номенклатурой см. IADC Drilling Manual (Руководство для буровиков Международной ассоциации буровых подрядчиков.)
| |
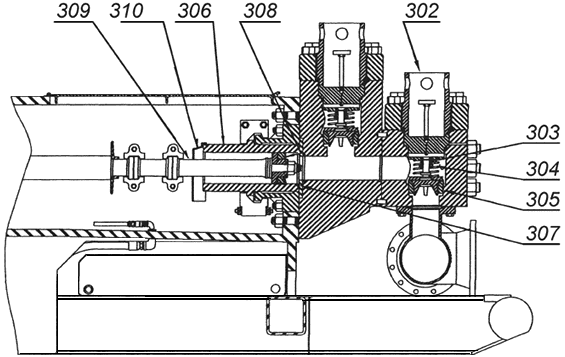
Рисунок В.5 - Нагнетательная часть триплексного бурового насоса одностороннего действия (номенклатуру деталей см. в таблице В.3)
Библиография
[1] | Энциклопедия "Машиностроение" Т.1-3* "Динамика и прочность машин. Теория механизмов и машин". В 2-х книгах. - М.: Машиностроение, 1994. | |
[2] | ASTM А370 | Стандартные методы испытаний и определения для механических испытаний металлопродукции. |
[3] | ПБ 03-440-02 | Правила аттестации персонала в области неразрушающего контроля. |
[4] | ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства. |
[5] | Справочник "Неразрушающий контроль" Т.1 (в 8 томах). - Кн.1 "Визуальный и измерительный контроль."; Кн.2. "Радиационный контроль." - М.: Машиностроение, 2006. | |
[6] | Неразрушающие методы контроля. Спецификатор различий в национальных стандартах разных стран*. - М.: Центр "Наука и техника", 1992. |
УДК 622.24.05:006.354 | ОКС 75.200 | Г43 | ОКП 361000 |
Ключевые слова: оборудование для подземного ремонта скважин, проектирование, материалы, требования к материалам, сварка, контроль качества | |||
Электронный текст документа
и сверен по:
, 2011
{kind=link}