МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
ISO 13679—
2023
ТРУБЫ СТАЛЬНЫЕ ОБСАДНЫЕ И НАСОСНО-КОМПРЕССОРНЫЕ ДЛЯ НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Методы испытаний резьбовых соединений
(ISO 13679:2019, Petroleum and natural gas industries — Procedures for testing casing and tubing connections, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ ISO 13679—2023
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Акционерным обществом «Русский научно-исследовательский институт трубной промышленности» (АО «РусНИТИ») и ПК 7 «Нарезные трубы» ТК 357 «Стальные и чугунные трубы и баллоны» на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 15 декабря 2023 г. № 64-2023)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | uz | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 марта 2024 г. № 349-ст межгосударственный стандарт ГОСТ ISO 13679—2023 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2024 г.
5 Настоящий стандарт идентичен международному стандарту ISO 13679:2019 «Нефтяная и газовая промышленность. Процедуры для испытания соединений обсадных и насосно-компрессорных труб» («Petroleum and natural gas industries — Procedures for testing casing and tubing connection», IDT).
Международный стандарт разработан Техническим комитетом ISO/TC 67 «Материалы, оборудование и морские сооружения для нефтяной, нефтехимической и газовой промышленности», ПК SC 5 «Обсадные, насосно-компрессорные и бурильные трубы».
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
В настоящий стандарт внесено дополнительное приложение ДА, которое содержит основные положения API RP 5С5 «Procedures for Testing Casing and Tubing Connections» («Процедуры испытаний соединений обсадных и насосно-компрессорных труб»), четвертое издание, 2017 г. Более подробная информация об этом и других редакционных изменениях указанного международного стандарта приведена во введении к настоящему стандарту.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДБ
II
ГОСТ ISO 13679—2023
6 ВВЕДЕН ВПЕРВЫЕ
7 Настоящий стандарт подготовлен на основе ГОСТ Р ИСО 13679—2016*
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
* Приказом Федерального агентства по техническому регулированию и метрологии от 21 марта 2024 г. № 349-ст ГОСТ Р ИСО 13679—2016 отменен с 1 июня 2024 г.
© ISO, 2019
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ ISO 13679—2023
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................1
4 Дополнения к основным положениям API RP 5С5:2017......................................2
4.1 Общие требования................................................................2
4.2 Область применения..............................................................2
4.3 Нормативные ссылки..............................................................2
4.4 Область номинальных эксплуатационных характеристик соединения......................2
4.5 Анизотропные эталонные кривые....................................................2
4.6 Влияние нагрузки, близкой к пределу текучести........................................2
4.7 Отчет об испытаниях..............................................................3
Приложение ДА (рекомендуемое) API RP 5С5...............................................4
Приложение ДБ (справочное) Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам.........................................196
Библиография.......................................................................196
IV
ГОСТ ISO 13679—2023
Введение
Настоящий стандарт подготовлен на основе ISO 13679:2019, в котором, в свою очередь, учтены основные положения API RP 5С5, 4-е издание, 2017 г., с включением ряда дополнительных положений.
Содержание API RP 5С5, 4-е издание, 2017 г., приведено в настоящем стандарте в дополнительном приложении ДА с целью удобства пользователя. При этом в приложении ДА значения и показатели в единицах USC заменены на значения и показатели в единицах СИ.
Ряд терминов ISO 13679:2019 заменены терминами, применяемыми в межгосударственной практике: термин «материнская труба» на термин «исходная заготовка», термин «укороченная труба» на термин «патрубок», термин «муфтовое соединение», означающий элемент соединения с внутренней резьбой, на термин «раструбный элемент».
Настоящий стандарт разработан с целью гармонизации с международной практикой экспериментального подтверждения области испытательных и предельных критических нагрузок на резьбовое соединение, имеющего решающее значение при проектировании обсадных и насосно-компрессорных труб, применяемых в нефтяной и газовой промышленности. Обсадные и насосно-компрессорные трубы подвергают нагрузкам, включающим наружное и внутреннее давления, осевое растяжение, осевое сжатие, изгиб, скручивание, поперечные усилия и температурные изменения. Величина и комбинация этих нагрузок приводят к различным механизмам разрушения тела трубы и резьбового соединения. Механизм разрушения, испытательные и предельные нагрузки для резьбового соединения отличаются, и зачастую меньше, чем для тела трубы, что требует экспериментального подтверждения.
Подтверждение испытательных и предельных нагрузок предусматривает испытания эксплуатационных характеристик резьбового соединения при заданных предельных нагрузках. Такие испытания гарантируют, что эксплуатационные характеристики резьбовых соединений, применяемых в пределах этих нагрузок, будут не ниже эксплуатационных характеристик испытанных резьбовых соединений и будут включать предельные отклонения размеров, механические свойства, обработку поверхности, момент свинчивания, вид и количество резьбовой смазки.
Для специальных условий эксплуатации может потребоваться проведение других испытаний резьбовых соединений, и в этом случае между заказчиком и изготовителем будут согласованы необходимые отклонения от положений настоящего стандарта.
Рекомендуется проведение испытаний под наблюдением представителей заказчика и (или) инспекции третьей стороны.
V
ГОСТ ISO 13679—2023
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ОБСАДНЫЕ И НАСОСНО-КОМПРЕССОРНЫЕ ДЛЯ НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Методы испытаний резьбовых соединений
Casing and tubing steel pipes for the oil and gas industry.
Procedures of thread connection testing
Дата введения — 2024—06—01
1 Область применения
Настоящий стандарт устанавливает методы испытаний стойкости к образованию задиров при свинчивании, уплотнительных свойств и конструктивной прочности резьбовых соединений обсадных и насосно-компрессорных труб, применяемых для общих условий эксплуатации, без учета наружного диаметра труб.
Настоящий стандарт включает испытания резьбовых соединений, применяемых в наиболее распространенных условиях, и не распространяется на применение резьбовых соединений в любых условиях, например в агрессивных средах, которые могут повлиять на эксплуатационные характеристики резьбовых соединений.
Настоящий стандарт дополняет API RP5C5:2017, требования которого применяют, если в настоящем стандарте не указано иное.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 3183, Petroleum and natural gas industries. Steel pipe for pipeline transportation systems (Промышленность нефтяная и газовая. Стальные трубы для трубопроводно-транспортных систем)
ISO 11960, Petroleum and natural gas industries. Steel pipes for use as casing or tubing for wells (Нефтяная и газовая промышленность. Трубы стальные, используемые в качестве обсадных и насоснокомпрессорных труб для скважин)
API RP 505:2017, Procedures fortesting casing and tubing connections (Процедуры испытаний соединений обсадных и насосно-компрессорных труб)
3 Термины и определения
В настоящем стандарте применены термины по API RP 505:2017, а также следующие термины с соответствующими определениями.
ISO и IEC поддерживают терминологические базы данных, используемые в целях стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO: доступна по адресу http://www.iso.org/obp;
- Электропедия IEC: доступна по адресу http://www.electropedia.org/.
3.1 влияние нагрузки, близкой к пределу текучести (near-yield loading effects): Циклический рост диапазона пластических деформаций в циклически размягчающемся материале при напряжениях ниже предела текучести этого материала.
Издание официальное
1
ГОСТ ISO 13679—2023
3.2 область номинальных эксплуатационных характеристик соединения (nominal connection performance envelope): Заявленные изготовителем эксплуатационные характеристики резьбового соединения, основанные на установленных геометрических и технических характеристиках трубы.
4 Дополнения к основным положениям API RP 5С5:2017
4.1 Общие требования
Должны быть применены требования API RP 5С5:2017, если в 4.2—4.7 не указано иное.
4.2 Область применения
Заменить в API RP 5С5:2017 раздел 1 разделом 1 настоящего стандарта.
4.3 Нормативные ссылки
Замена:
«API Spec 5СТ Спецификация на обсадные и насосно-компрессорные трубы» на «ISO 11960 Нефтяная и газовая промышленность. Стальные трубы, используемые в качестве обсадных и насосно-компрессорныхй труб для скважин».
Замена:
«API Spec 5L Спецификация на трубы для трубопроводов» на «ISO 3183 Нефтяная и газовая промышленность. Стальные трубы для трубопроводных транспортных систем».
4.4 Область номинальных эксплуатационных характеристик соединения
Замена первого абзаца в API RP 5С5:2017 (пункт 4.3) следующим абзацем:
«До начала испытаний изготовитель должен предоставить план испытаний. План испытаний должен содержать лист технических требований к резьбовому соединению с указанием предполагаемого уровня оценки при испытаниях и характеристик резьбового соединения с областью номинальных эксплуатационных характеристик.
Изготовитель должен представить чертеж с сечениями резьбового соединения и документацию, детализирующую технические требования, процессы и процедуры, необходимые для полного изготовления и контроля резьбового соединения, а также параметры свинчивания резьбового соединения и порядок ремонта. Дополнительно изготовитель должен указать особые характеристики тела трубы, например: минимальную толщину стенки, равную 90 % номинальной, высокую стойкость к смятию или контролируемый предел текучести, который требуется для оценки резьбового соединения».
Замена пункта А. 1.5 в API RP 5С5:2017 следующим пунктом:
«Изготовитель резьбового соединения должен предоставить область номинальных эксплуатационных характеристик соединения с одноосными номинальными значениями и заданными параметрами, указанными в этой области».
4.5 Анизотропные эталонные кривые
В настоящем стандарте принимается, что изотропное поведение материала проявляется не во всех трубных изделиях нефтяного сортамента (OCTG) и что кривая номинального VME тела трубы (см. API RP 5С5:2017, приложение D, кривая 1) и кривая фактического VME испытательного образца тела трубы (см. API RP 5С5:2017, приложение D, кривая 4) явно отражают предположение об изотропности материала. Чтобы обеспечить соответствующий контекст для проведения испытаний резьбовых соединений с учетом анизотропности материалов, изготовитель должен разработать и предоставить кривую номинальной текучести тела трубы и кривые фактической текучести испытательного образца тела трубы, используя анизотропный критерий текучести, например: обычный анизотропный критерий текучести Хилла или другие критерии для учета наблюдаемых свойств текучести (сжатия) вместо кривых изотропного материала. Изготовитель резьбового соединения должен документировать методику построения этих анизотропных кривых текучести и представить эту методику и кривые для отчета об испытаниях резьбового соединения [см. API RP 5С5:2017, раздел С.2, подраздел 7, перечисление а)].
4.6 Влияние нагрузки, близкой к пределу текучести
В системах резьбовых соединений труб, т. е. в испытательных образцах резьбовых соединений, циклическое нагружение до уровней напряжений, приближающихся к пределу текучести металла тру-2
ГОСТ ISO 13679—2023
бы, может вызвать пластическую деформацию (пластическое растяжение), которая(ое) соразмерно увеличивается с каждым циклом нагрузки. Возникающее в результате этого накопление пластической деформации может повлиять на работоспособность систем резьбовых соединений труб или привести к разрушению их конструкции, что отмечено при исследовании свойств металла и в процессе полномасштабных испытаний, проведенных для оценки резьбовых соединений обсадных труб. Эти аспекты поведения металла обсадных и насосно-компрессорных труб и их проявления в системах резьбовых соединений труб рассмотрены как влияние нагрузки, близкой к пределу текучести [1].
Взаимодействия между переменными, влияющими на нагрузку, близкую к пределу текучести (конструкция резьбовых соединений, свойства металла и нагружение), сложны; в общем случае степень выраженности влияния нагрузки, близкой к пределу текучести, зависит от следующих факторов:
- неопределенность оценки текучести материала (температура окружающей среды и повышенные температуры);
- скорость деформации;
- приложенная амплитуда циклического напряжения;
- многоосевое напряженное состояние в колонне труб;
- реакция на напряжение — деформацию (предел текучести и предел упругости при изгибе);
- склонность к циклическому разупрочнению;
- ударные нагрузки;
- термомеханические нагрузки на металл труб в прошлом.
Влияние нагрузки, близкой к пределу текучести, наблюдалось при выполнении испытаний на изгиб резьбовых соединений, предусмотренных настоящим стандартом. Необходимо контролировать деформацию (растяжение) резьбовых соединений труб во время испытаний для оценки устойчивости к пластической деформации, особенно в тех случаях, когда испытательный образец резьбового соединения многократно нагружают до напряжений, потенциально превышающих пределы упругости металла труб. Участки для контроля устойчивости к пластической деформации, а также допустимые уровни пластической деформации должны быть рекомендованы изготовителем резьбового соединения.
4.7 Отчет об испытаниях
Замена перечисления с) С.2.1 в API RP 5С5:2017 следующим перечислением:
«с) ссылкой на настоящий стандарт и используемое издание;».
Замена перечисления f) С.2.1 в API RP 5С5:2017 следующим перечислением:
«f) температура и DLS, используемые в испытаниях;».
3
ГОСТ ISO 13679—2023
Приложение ДА (рекомендуемое)
API RP 5С5
Примечание — В настоящем приложении для удобства пользования:
- сохранены нумерация и обозначения структурных элементов API RP 5С5;
- к терминам API RP 5С5 добавлен ряд терминов;
- значения в единицах USC заменены на значения в единицах СИ;
- часть нормативных ссылок заменена ссылками на соответствующие межгосударственные стандарты.
1 Область применения
Настоящий стандарт устанавливает методы испытаний стойкости к образованию задиров при свинчивании, уплотнительных свойств и конструктивной прочности резьбовых соединений обсадных и насосно-компрессорных труб. Термины «обсадная труба» и «насосно-компрессорная труба» относятся к трубам, применяемым в общих условиях экплуатации, без учета их наружного диаметра. Настоящий стандарт распространяется на основные нагрузки, которым подвергают колонны обсадных и насоснокомпрессорных труб; давление текучей среды (внутреннее и/или внешнее), осевое усилие (растяжение и/или сжатие), изгиб (изгиб и/или искривление ствола скважины) и колебания температуры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты;
ГОСТ ISO 13680 Трубы бесшовные обсадные, насосно-компрессорные и трубные заготовки для муфт из коррозионно-стойких высоколегированных сталей и сплавов для нефтяной и газовой промышленности. Технические условия
ГОСТ 31446 (ISO 11960:2014) Трубы стальные обсадные и насосно-компрессорные для нефтяной и газовой промышленности. Общие технические условия
ГОСТ ISO 13678 Трубы обсадные, насосно-компрессорные, трубопроводные и элементы бурильных колонн для нефтяной и газовой промышленности. Оценка и испытание резьбовых смазок
ГОСТ ISO 3183 Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия
ISO/TR 10400:2018 Petroleum and natural gas industries — Formulas and calculations for the properties of casing, tubing, drill pipe and line pipe used as casing or tubing (Нефтяная и газовая промышленность. Формулы и расчеты свойств обсадных, насосно-компрессорных, бурильных труб и труб для трубопроводов, используемых в качестве обсадных или насосно-компрессорных труб)
ASTM А370 Standard Test Methods and Definitions for Mechanical Testing of Steel Products (Стандартные методы испытаний и определения для механических испытаний стальной продукции)
3 Термины, определения, условные обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 кривая фактического давления смятия по API при температуре окружающей среды (actual API collapse curve at ambient temperature): Кривая для испытательного образца по ISO/ TR 10400:2018 с использованием измеренного максимального среднего наружного диаметра, измеренной минимальной средней толщины стенки и измеренного минимального предела текучести материала, при температуре окружающей среды и установленных в качестве исходных данных.
Примечание — См. раздел 8 ISO/TR10400:2018, который касается сопротивления наружному давлению.
3.1.2 кривая фактического VME при температуре окружающей среды (actual VME curve at ambient temperature): Кривая для испытательного образца по ISO/TR 10400:2018 с использованием измеренного среднего наружного диаметра, измеренной минимальной толщины стенки (только для окружного напряжения), измеренной минимальной средней толщины стенки и измеренного минималь-
4
ГОСТ ISO 13679—2023
ного предела текучести материала, при температуре окружающей среды, установленных в качестве исходных данных.
3.1.3 температура окружающей среды, комнатная температура (ambient temperature): Фактическая температура в помещении испытательной лаборатории во время проведения испытаний.
3.1.4 осевая диаграмма «нагрузка — давление» (axial-pressure load diagram): График зависимости давления от осевой нагрузки, показывающий эталонные характеристики тела трубы и характеризующий область оценки резьбового соединения (СЕЕ) и область испытательных нагрузок (TLE) или предельную нагрузку.
3.1.5 двухосное масштабирование (bi-axial scaling): Масштабирование исходной области или кривой вдоль оси осевой нагрузки и оси нагрузки от давления с применением соответствующего коэффициента масштабирования, в результате чего образуется вторая область или кривая, радиально пропорциональная исходной.
3.1.6 соединение (connection): Резьбовое соединение двух концов труб с помощью муфты (муфтовое соединение) или двух концов труб без помощи муфты (раструбное соединение).
3.1.7 область оценки резьбового соединения; CEE (connection evaluation envelope): График, в котором содержатся данные, по которым оценивают резьбовое соединение.
3.1.8 область или кривая повышенной температуры (elevated temperature envelope or curve): Область или кривая, двухосно масштабируемая от соответствующей области или кривой температуры окружающей среды как в направлении осевой нагрузки, так и в направлении нагрузки от давления с коэффициентом масштабирования, являющимся соотношением между пределом текучести материала при повышенной температуре и пределом текучести материала при температуре окружающей среды.
3.1.9 разрушающая нагрузка (failure load): Нагрузка, при которой тело трубы или резьбовое соединение полностью разрушаются, в виде выхода резьбового соединения из сопряжения, растрескивания, значительной остаточной деформации (например, продольный изгиб или смятие) или значительной потери герметичности уплотнения.
3.1.10 заедание (galling): Повреждение поверхности в результате холодного сваривания контактных поверхностей, сопровождаемое отрывом материала при дальнейшем скольжении или вращении.
Примечание — Различают несколько степеней заедания в зависимости от необходимого ремонта и отчета (см. 8.2).
3.1.11 натяг (interference): Расстояние, характеризующее посадку одного изделия на другое, и припуск на механическое довинчивание.
3.1.12 утечка (leak, leakage): Любое вытеснение текучей среды в измерительной системе во время выдержки резьбового соединения под давлением.
3.1.13 утечка вследствие вытеснения (leak tube displacement): Изменение уровня воды в мерном цилиндре, указывающее на изменение объема из-за изменений прилагаемой нагрузки, температуры, давления или утечки.
3.1.14 легкое заедание (light galling): Заедание, последствия которого могут быть устранены при помощи шлифовальной шкурки в соответствии с инструкциями изготовителя по обслуживанию в полевых условиях.
3.1.15 предельная нагрузка (limit load): Экстремальная комбинация нагрузок [осевой нагрузки и (или) давления], определяющая условия разрушения резьбового соединения, или комбинация нагрузок, вызывающая значительную остаточную деформацию (например, продольный изгиб) перед полным разрушением резьбового соединения (отказом).
3.1.16 партия (lot): Трубы одного размера, одной группы прочности, из стали одной плавки, которые подвергались термообработке в течение одного непрерывного процесса или в одной садке.
3.1.17 образец материала для испытаний (проба); МТ (material test coupon): Цилиндр из трубы и (или) трубной заготовки для муфт, из которого вырезают образцы для испытаний на растяжение.
3.1.18 уплотнение металл—металл (metal-to-metal seal): Уплотнение или система уплотнений, создающие герметичность резьбового соединения за счет высокого контактного напряжения сопрягаемых металлических поверхностей.
Примечание — Резьбовая смазка и обработка поверхности могут иметь как положительное, так и отрицательное влияние на эксплуатационные характеристики уплотнения металл—металл.
5
ГОСТ ISO 13679—2023
3.1.19 умеренное заедание (moderate galling): Заедание, последствия которого могут быть устранены при помощи надфиля и шлифовальной шкурки в соответствии с инструкциями изготовителя по обслуживанию в полевых условиях.
3.1.20 исходная заготовка (mother joint): Труба или трубная заготовка для муфт, от которой отрезают патрубки для изготовления испытательных образцов.
3.1.21 многоэлементное уплотнение (multiple seals): Система уплотнений, которая состоит из двух или более независимых элементов и каждый элемент которой является самостоятельным уплотнением.
3.1.22 кривая номинального давления смятия по API при температуре окружающей среды (nominal API collapse curve at ambient temperature): Кривая характеристик для испытательного образца по ISO/TR 10400:2018 с использованием наружного диаметра, толщины стенки и минимального предела текучести материала, установленных в качестве исходных данных.
Примечание — См. раздел 8 ISO/TR 10400:2018, который касается сопротивления наружному давлению.
3.1.23 кривая номинального VME при температуре окружающей среды (nominal VME curve at ambient temperature): Кривая характеристик для испытательного образца по ISO/TR 10400:2018, с использованием наружного диаметра, толщины стенки kwan (для минимальной толщины стенки) и минимального предела текучести материала, установленных в качестве исходных данных.
Примечание — См. раздел 6 ISO/TR 10400:2018, который касается трехмерной текучести трубы.
3.1.24 эталонные характеристики тела трубы (pipe body reference envelope): Область испытательных нагрузок, соответствующая 100 % от предела текучести VME для тела трубы.
Примечание — Характеристики трубы, такие как текучесть эквивалентного напряжения по Мизесу, см. ISO/TR 10400:2018 по смятию.
3.1.25 кривая наружного давления для труб, стойких к смятию, при температуре окружающей среды (proprietary high collapse curve at ambient temperature): Кривая номинального давления смятия только в направлении давления с коэффициентом масштабирования, являющимся соотношением одноосного наружного давления смятия и одноосного номинального давления смятия.
3.1.26 патрубок (pup joint or pup): Отрезок трубы или трубной заготовки для муфт, который может быть с резьбой.
3.1.27 циклы QI-QIII (QI-QIII cycles): Циклическое нагружение между QI (растяжение и внутреннее давление) при температуре не выше 65 °C включительно и QIII (сжатие и наружное давление) при температуре 180 °C.
3.1.28 упругое уплотнение (resilient seal): Уплотнение или система уплотнений, создающие герметичность резьбового соединения при помощи уплотнительнего кольца, установленного в обработанной канавке резьбового соединения (например, в профиле резьбы или на уплотнительном участке).
3.1.29 уплотнение (seal): Элемент, препятствующий проникновению испытательной среды.
3.1.30 овальность уплотнения (seal ovality): Разность максимального диаметра уплотнения и минимального диаметра уплотнения, деленная на средний диаметр уплотнения и умноженная на 100.
3.1.31 сильное заедание (severe galling): Заедание, последствия которого не могут быть устранены с помощью надфиля и шлифовальной шкурки в соответствии с рекомендациями изготовителя по обслуживанию в полевых условиях.
3.1.32 одноэлементное уплотнение (single seal): Одно уплотнение или несколько уплотнений, функции которых не представляется возможным разделить физически.
3.1.33 образец (specimen): Два патрубка, каждый с ниппельным соединением и общей муфтой, образующие сцепленный узел, или два патрубка, один из которых с ниппельным соединением, а другой — с муфтовым соединением, образующие цельный узел.
Примечание — Для целей настоящего стандарта рекомендуется применять термин 3.1.40 «образец резьбового соединения».
3.1.34 образец для испытания на растяжение (tensile test specimen): Полноразмерный плоский образец от стенки или цилиндрический образец, вырезанный из пробы.
3.1.35 область испытательных нагрузок; TLE (test load envelope): Точки испытательных нагрузок (осевой нагрузки, давления, изгиба) в четырех квадрантах, полученных из области оценки резьбового соединения СЕЕ.
6
ГОСТ ISO 13679—2023
3.1.36 партия изделий с резьбой (thread lot): Изделия, изготовленные на резьбонарезном оборудовании в течение непрерывного производственного цикла, который не прерывался значительными поломками инструмента или неисправностями оборудования (исключая износ или незначительные поломки инструмента), заменой держателя (кроме черновой расточной оправки) или другими сбоями в работе резьбонарезного оборудования либо при контроле калибрами.
3.1.37 резьбовое уплотнение (thread seal): Уплотнение или система уплотнений, создающие герметичность резьбового соединения за счет точности профиля резьбы и резьбовой смазки, нанесенной на поверхность резьбы.
3.1.38 одноосное масштабирование (uni-axial scaling): Масштабирование исходной области или кривой вдоль оси нагрузки от давления с применением соответствующего коэффициента масштабирования, в результате которого образуется вторая область или кривая с наибольшим расхождением на оси нагрузки от давления, сходящаяся с исходной кривой в одной точке на оси осевой нагрузки.
3.1.39 эквивалентное напряжение по Мизесу (von Mises equivalent stress): Эквивалентное напряжение, основанное на максимальном критерии потенциальной энергии деформации формоизменения Мизеса — Генки.
3.1.40 образец резьбового соединения (connection specimen): Два патрубка, соединенные между собой.
Примечания
1 Образец муфтового соединения состоит из патрубков с наружной резьбой (ниппельных элементов), соединенных муфтой с внутренней резьбой (раструбным элементом), образец раструбного соединения — из патрубка с наружной резьбой (ниппельного элемента) и патрубка с внутренней резьбой (раструбного элемента).
2 Термин введен с целью пояснения понятия, используемого в настоящем стандарте.
3.1.41 колонна труб (pipe string): Несколько труб, соединенных между собой.
Примечание — Термин введен с целью пояснения понятия, используемого в настоящем стандарте.
3.1.42 муфта (coupling): Цилиндр с внутренней резьбой, предназначенный для соединения двух труб, имеющих на концах наружную резьбу.
Примечание — Термин введен с целью пояснения понятия, используемого в настоящем стандарте.
3.1.43 муфтовый конец (box end): Конец элемента колонны труб, имеющий резьбовое упорное соединение с внутренней замковой резьбой.
Примечание — Термин введен с целью пояснения понятия, используемого в настоящем стандарте.
3.2 Сокращения
В настоящем стандарте применены следующие сокращения:
А AMYS В ВО CAL CCW СЕЕ CEPL | — резьбовое соединение заводского конца трубы (элемент А); — фактический минимальный предел текучести; — резьбовое соединение полевого конца трубы (элемент В); — развинчивание; — уровень оценки резьбового соединения; — направление против часовой стрелки вокруг области испытательных нагрузок; — область оценки резьбового соединения; — нагрузка (растяжение), возникающая(ее) под действием давления на элемент резьбового соединения с торцевой заглушкой; |
CRA CW ЕР FEA FMU Н Н/Н | — коррозионно-стойкий сплав; — направление по часовой стрелке вокруг области испытательных нагрузок; — наружное давление; — анализ методом конечных элементов; — образец резьбового соединения в состоянии после окончательного свинчивания; — максимальный (высокий) диапазон натяга резьбы или уплотнения; — установленное максимальное количество резьбовой смазки/установленный максимальный момент затяжки; на рисунках 4—7 — максимальный натяг резьбы/макси-мальный натяг уплотнения; |
7
ГОСТ ISO 13679—2023
H/L | — установленное максимальное количество резьбовой смазки/установленный минимальный момент затяжки; на рисунках 4—7 — максимальный натяг резьбы/минималь-ный натяг уплотнения; |
и IP L L/H | — резьбовое соединение Integral Joint; — внутреннее давление; — минимальный (низкий) диапазон натяга резьбы или уплотнения; — установленное минимальное количество резьбовой смазки/установленный максимальный момент затяжки; на рисунках 4—7 — минимальный натяг резьбы/максималь-ный натяг уплотнения; |
LL LL1 LL2 LL3 LL4 LL5 LP MBG МС МТ ми OCTG OD PBVME PF-BS PS-BF PTFE SMYS ТС Т&С TLE TS-A TS-B TS-C VME ХН XL | — предельная нагрузка; — траектория испытания предельной нагрузкой 1; — траектория испытания предельной нагрузкой 2; — траектория испытания предельной нагрузкой 3; — траектория испытания предельной нагрузкой 4; — траектория испытания предельной нагрузкой 5; — точка нагрузки; — испытание образца на заедание при свинчивании-развинчивании; — механический цикл; — образец материала для испытаний (проба); — свинчивание; — трубы нефтяного сортамента; — наружный диаметр; — характеристики тела трубы по Мизесу; — ниппельный конец с большой конусностью — раструбный конец с малой конусностью; — ниппельный конец с малой конусностью — раструбный конец с большой конусностью; — политетрафторэтилен; — установленный минимальный предел текучести; — термический цикл; — термический цикл с резьбой и муфтой; — область испытательных нагрузок; — испытание серии А; — испытание серии В; — испытание серии С; — эквивалентное напряжение по Мизесу; — предельный максимальный (высокий) диапазон натяга резьбы или уплотнения; — предельный минимальный (низкий) диапазон натяга резьбы или уплотнения. |
3.3 Обозначения
В настоящем стандарте применены следующие обозначения:
Аа | — циклы в испытании серии А при температуре окружающей среды с использованием газа для внутреннего давления и жидкости для наружного давления; для CAL I — с использованием жидкости для внутреннего давления; |
4е | — циклы в испытании серии А при температуре 180 °C для CAL III и CAL IV с использованием газа для внутреннего давления и жидкости для наружного давления; |
ДР | — номинальная или средняя площадь поперечного сечения трубы; на основании D и с/для номинального значения, Dave и dave для среднего значения; |
Ва | — циклы в испытании серии В, без изгиба, при температуре окружающей среды с использованием газа для CAL II — CAL IV; для CAL I — с использованием жидкости для внутреннего давления; |
6аь | — циклы в испытании серии В, с изгибом, при температуре окружающей среды с использованием газа для CAL II — CAL IV; для CAL I — с использованием жидкости для внутреннего давления; |
8
ГОСТ ISO 13679—2023
— циклы в испытании серии В, с изгибом, с использованием газа при температуре 180 °C для CAL III и CAL IV или при температуре 135 °C для CAL II; | |
с СЕЕс | — осевое усилие сжатия; — сжатие оцениваемых характеристик резьбового соединения при нулевом давлении при температуре окружающей среды; |
CEEf | — растяжение оцениваемых характеристик резьбового соединения при нулевом давлении при температуре окружающей среды; |
D ^avg | — номинальный наружный диаметр трубы; — максимальный из средних измеренных в установленных плоскостях наружных диаметров испытательного образца трубы; |
Oj °leg Do d ^avg | — внутренний диаметр трубы; — эффективная степень прогиба, градусы на 30 м; — наружный диаметр трубы; — номинальный внутренний диаметр трубы на основании D и t; — средний внутренний диаметр испытательного образца трубы на основании измерений и t', |
^wall | avg avg’ — максимальный внутренний диаметр трубы на основании D и fmin или испытательного образца трубы на основании Davg и fmjn; |
E Er Erp | — модуль упругости материала тела трубы; — абсолютная погрешность калибровки нагрузочного устройства; — относительная погрешность калибровки нагрузочного устройства, выраженная в процентах; |
fcepl | — нагрузка от давления на конце с торцевой заглушкой, действующая на резьбовое соединение; |
^a | — общее осевое усилие растяжения или сжатия (сумма применяемых нагрузок Fb, Fv fcepl); |
Eb Ec | — эквивалентное осевое усилие изгиба; — сжимающая нагрузка в эталонных характеристиках тела трубы при нулевом давлении (одноосное сжатие); |
^f | — фактическое осевое усилие растяжения или сжатия; — номинальное осевое усилие растяжения или сжатия; |
^t | — растягивающая нагрузка в эталонных характеристиках тела трубы при нулевом давлении (одноосное растяжение); |
fymn / ^max | — установленный минимальный предел текучести материала; — момент инерции; — максимальный расчетный натяг между резьбой или элементами уплотнения, принятый на основании диаметров ниппельного и раструбного элементов и предельных отклонений; |
^min | — минимальный расчетный натяг между резьбой или элементами уплотнения, принятый на основании диаметров ниппельного и раструбного элементов и предельных отклонений; |
^range | — диапазон расчетного натяга между резьбой или элементами уплотнения, равный ^max — *min’ |
«he ^temp | — коэффициент масштабирования наружного давления для труб, стойких к смятию; — коэффициент масштабирования для предела текучести при повышенной температуре; |
kwan (^waii) — коэффициент, учитывающий установленное предельное отклонение толщины стенки трубы (равный 0,875 для предельного отклонения минус 12,5 %);
^А | — длина ниппельного элемента А от торца муфты (или торца раструбного элемента) до торцевой заглушки или захвата; |
^-в | — длина ниппельного элемента В от торца муфты (или торца раструбного элемента) до торцевой заглушки или захвата; |
Lc | — длина муфты или раструбного соединения, если они неразъемные; |
9
ГОСТ ISO 13679—2023
Ld — длина от торца неразъемного раструбного элемента до плоскости измерения участ
ка 5 на патрубке А;
LMA — длина между плоскостями измерения участков 1 и 5 на патрубке А;
LMB — длина между плоскостями измерения участков 1 и 5 на патрубке В;
Lpj — минимальная межопорная длина патрубка;
рс — давление смятия по API для номинального наружного диаметра, толщины стенки и
минимального предела текучести (см. ISO/TR 10400:2018).
Примечание — См. раздел 8 ISO/TR 10400:2018, который касается сопротивления наружному давлению;
Pi — внутреннее давление;
р0 — наружное давление;
qac — фактическая фиксируемая скорость утечки;
q0 — наблюдаемая скорость утечки;
R — радиус кривизны тела трубы на оси трубы;
Т — осевое усилие растяжения;
t — номинальная толщина стенки трубы;
^avg — измеренная средняя толщина стенки трубы испытательного образца;
fmin — минимальная толщина стенки трубы;
lids — уровень чувствительности системы выявления утечек;
о — напряжение;
оа — осевое напряжение без изгиба;
оаЬ — осевое напряжение с изгибом;
оь — осевое напряжение вследствие изгиба;
ос — предел текучести в осевом направлении при сжатии (при наличии), в обратном случае предел текучести в осевом направлении при растяжении;
ое — эквивалентное напряжение;
oh — окружное (тангенциальное) напряжение;
oho — окружное (тангенциальное) напряжение по наружному диаметру;
ог — радиальное (нормальное) напряжение;
ого — радиальное (нормальное) напряжение по наружному диаметру;
ot — предел текучести в поперечном направлении при растяжении (при наличии), в обратном случае предел текучести в осевом направлении при растяжении;
otc — установленный предел текучести в поперечном направлении при сжатии (при наличии), в обратном случае предел текучести в осевом направлении при растяжении;
оу — предел текучести в осевом направлении при растяжении.
4 Общие требования
4.1 Общая информация
Настоящее приложение состоит из следующих основных частей:
а) в разделах 4—8 приведены требования и процедуры по проведению испытаний резьбовых соединений, основанные на данных о резьбовых соединениях, поставляемых изготовителем;
Ь) в приложении А перечислены требования для листа технических требований к резьбовым соединениям изготовителя и представлены информационные листы испытательных образцов;
с) в приложении В приведены формы, необходимые для представления данных, собранных во время испытаний;
d) в приложении С изложена информация, указываемая в полном протоколе испытаний (также см. раздел 9);
е) в приложении D приведены методология расчета и примеры эталонных характеристик тела трубы, TLE и точки приложения испытательных нагрузок;
f) в приложении Е представлен пример калибровки нагрузочного устройства;
д) в приложении F изложены рекомендации по оценке группы резьбовых соединений;
10
ГОСТ ISO 13679—2023
h) в приложении G приведены рекомендации по проведению дополнительных испытаний, которые можно использовать в особых условиях эксплуатации.
4.2 Схема испытания резьбовых соединений
Схемы испытаний резьбовых соединений для каждого образца изображены на тех рисунках, на которых определены траектории испытаний. Характеристика образца (см. рисунок 1), эталонные характеристики тела трубы и СЕЕ (см. рисунок 2), TLE и схемы испытательных нагрузок (см. рисунок 3) разработаны отдельно для каждого испытательного образца. Определение характеристик материала осуществлено согласно 5.5. Эталонные характеристики тела трубы, CEE, TLE и схемы испытательных нагрузок определены согласно 7.3.
Примечание — В настоящем разделе предполагается, что муфта или раструбный конец не являются уязвимыми элементами соединительного узла.
4.3 Лист технических требований к резьбовому соединению и информационный лист на испытательный образец
Перед началом испытаний изготовитель должен представить план испытаний. План испытаний должен содержать технические требования с указанием предполагаемого уровня применения резьбового соединения и эксплуатационные характеристики резьбового соединения, а также информационный лист резьбового соединения с указанием заявленных минимальных эксплуатационных характеристик, таких как растяжение, сжатие, внутреннее давление, наружное давление, изгиб и крутящий момент, в зависимости от минимальных эксплуатационных характеристик тела трубы по API при заданных минимальном пределе текучести, наружном диаметре, толщине стенки и минимальной толщине стенки (см. таблицу А.1 для листа технических требований к резьбовому соединению). Изготовитель должен представить чертеж площади поперечного сечения резьбового соединения, техническую документацию, необходимую для изготовления и контроля, а также параметры свинчивания резьбового соединения и процедуры по ремонту. Дополнительно изготовитель должен определить особые характеристики тела трубы, например: 90 % минимальной номинальной толщины стенки, высокое давление смятия или контролируемый предел текучести, которые требуются для оценки резьбового соединения.
Для каждого испытательного образца изготовитель должен представить информационный лист на испытательный образец, а также следующие изображения в двухмерной графической форме как для испытаний при температуре окружающей среды, так и при повышенной температуре:
а) эталонные характеристики тела трубы (график VME с соответствующими кривыми давления смятия);
Ь) СЕЕ (многоугольной или иной формы, представленная в таких же осях и масштабе, как и эталонные характеристики тела трубы);
с) TLE (область испытательных нагрузок).
Для получения СЕЕ следует использовать метод расчета, применяемый изготовителем. СЕЕ должна включать требуемые точки СЕЕ, указанные в таблице 7. Для определения СЕЕ можно использовать эксплуатационные характеристики. Область испытательных нагрузок TLE должна быть получена путем двухосного масштабирования в процентном выражении (80 %, 90 %, 95 % или 100 %, в зависимости от того, что применимо) от СЕЕ, включать требуемые точки нагрузки, указанные в таблице 7, и должна быть использована для расчета в схемах испытательных нагрузок.
Изготовитель должен определить предельные нагрузки для каждого испытательного образца (см. 7.4 и 7.5).
При расчете эталонных характеристик тела трубы и СЕЕ настоящий стандарт предполагает проведение испытания каждого образца по возможности при наиболее высокой нагрузке или комбинации нагрузок, допустимых с точки зрения безопасности.
11
ГОСТ ISO 13679—2023
Характеристика образца
12
Определить испытательный образец как патрубок А и патрубок В
Собрать геометрические параметры патрубка А и данные AMYS
Собрать геометрические параметры патрубка В и данные AMYS
Для каждой измерительной плоскости:
- минимальная толщина стенки;
- средняя толщина стенки;
- средний наружный диаметр.
Для каждого соседнего образца: - AMYS.
Для патрубков А, В от исходной трубы:
' ^temp ПРИ необходимости
Записать данные по патрубкам А и В в формах, указанных в приложении В
Выбрать
минимальные
значения параметров
для патрубков А и В,
а для среднего наружного
диаметра -
использовать
максимальный
^avg*
‘min’
favg’
AMYS, ^temp’ при необходимости
См. 5.5
Рисунок 1 — Схема определения исходных параметров, используемых для создания эталонных характеристик тела трубы для испытательного образца
ГОСТ ISO 13679—2023
Эталонные характеристики тела трубы
Область оценки резьбового соединения
Создать эталонные характеристики тела трубы при температуре окружающей среды с использованием данных по патрубку |
Изготовителю создать область оценки резьбового соединения при температуре окружающей среды |
О, Г, "wall’ SMYS, ^avg’ ^min1 ^avg> AMYS, 1Z ''temp
Создать эталонные характеристики тела трубы при повышенной температуре с помощью двухосного масштабирования эталонных характеристик тела трубы, при необходимости |
Изготовителю создать область оценки резьбового соединения при повышенной температуре, которая может быть подвергнута двухосному масштабированию от области оценки резьбового соединения при температуре окружающей среды, при необходимости |
Документировать эталонные характеристики тела трубы при температуре окружающей среды и при повышенной температуре для каждого образца
См. 7.3.1.2
Документировать область оценки резьбового соединения при температуре окружающей среды и при повышенной температуре для каждого образца
См. 7.3.1.3
Рисунок 2 — Схема определения эталонных характеристик тела трубы при температуре окружающей среды и при повышенной температуре и области оценки резьбового соединения для испытательного образца
13
ГОСТ ISO 13679—2023
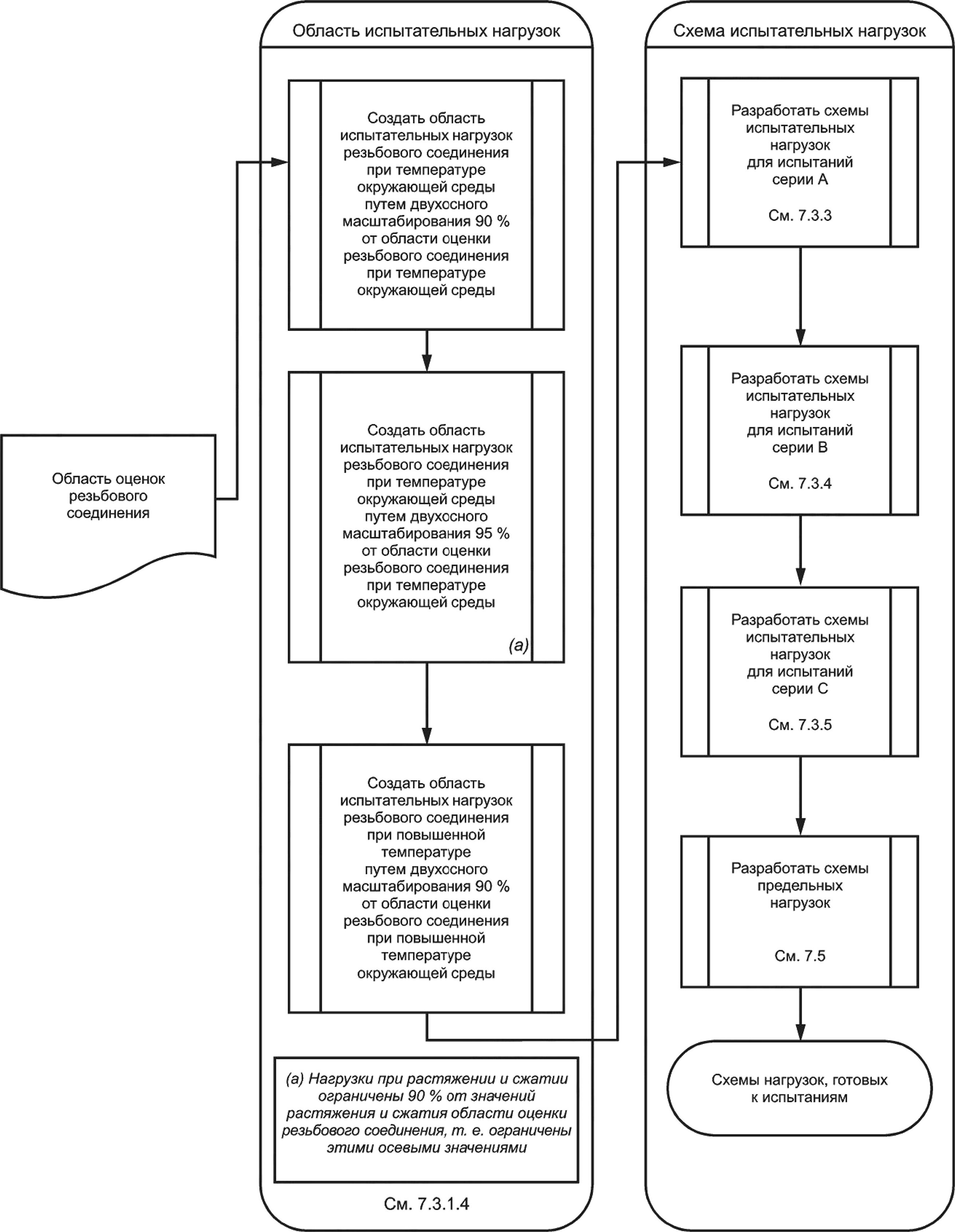
Рисунок 3 — Схема определения области испытательных нагрузок при температуре окружающей среды и повышенной температуре и схемы испытательных нагрузок для испытательного образца
14
ГОСТ ISO 13679—2023
4.4 Контроль качества
Процедуры контроля качества при изготовлении испытательных образцов должны быть задокументированы и соответствовать процедурам, используемым для резьбовых соединений, изготавливаемых для реальной эксплуатации в скважине. Изготовитель должен обеспечить изготовление резьбовых соединений для испытаний по настоящему стандарту такой же конструкции, с такими же размерами и предельными отклонениями размеров (см. 6.5), как и резьбовые соединения, поставляемые для реальной эксплуатации в скважине. Изготовитель резьбовых соединений должен оформить сертификат соответствия и разработать план контроля технологического процесса, включающий номер(а) чертежа(ей) и уровни пересмотра применяемых документов промежуточного уровня [например, на изготовление, калибровку измерительного инструмента, процедуру измерения, обработку поверхности (тип и/или толщина), резьбовую смазку (тип и количество или другие количественные показатели) и свинчивание]. В процессе изготовления испытательных образцов следует применять перечисленные выше и другие процедуры, которые необходимы для обеспечения соответствия продукции требованиям эксплуатации в полевых условиях (см. А.1.6).
4.5 Безопасность стендовых испытаний
При проведении испытаний по настоящему стандарту могут быть применены нагрузки, близкие к фактическому диапазону предела текучести испытательного образца. Испытания могут привести к выходу из строя испытательного образца или отказу оборудования. В целях безопасности необходимо учитывать следующее:
а) специальные вкладыши:
1) испытательные образцы, подвергаемые внутреннему давлению, должны иметь специальные вкладыши для снижения объема сжатой испытательной среды, что позволит уменьшить энергию, которая выделилась бы в случае катастрофического отказа,
2) специальные вкладыши должны быть непроницаемыми для испытательной среды (газа или жидкости) и не должны захватывать или задерживать испытательную среду, находящуюся под давлением. Размеры специальных вкладышей следует рассчитать таким образом, чтобы значительно уменьшить внутренний объем образца, но при этом не должно быть механического взаимодействия с образцом при его деформации во время проведения испытаний,
3) специальные вкладыши, расположенные в пределах резьбового соединения испытательного образца, должны быть радиально позиционированы таким образом, чтобы обеспечить минимальный контакт с внутренним диаметром резьбового соединения D.. Специальные вкладыши должны доходить (не контактируя с внутренним диаметром резьбового соединения), как минимум, до половины диаметра трубы за пределами торца муфты и конца ниппеля для неразъемного соединения или за пределами торца обоих концов муфты для муфтового соединения и должны быть центрированы по длине резьбового соединения;
Ь) защитная оболочка испытательного образца:
1) нагрузочные устройства и сосуды под давлением должны иметь достаточное количество защитных оболочек, чтобы сдерживать утечки жидкости или газа под высоким давлением, возникающие в результате испытаний или разрушения испытательного образца,
2) испытание наружным давлением при повышенной температуре на выявление утечек должно проходить в закрытой системе, чтобы предотвратить небезопасные утечки горячей жидкости,
3) испытания в квадрантах II и III потенциально имеют высокое напряжение при сжатии, которое может привести к повреждению нагрузочного устройства. Рекомендуется использовать противоударное оборудование;
с) испытательная среда:
1) во время испытаний при повышенных температурах для минимизации возможности возникновения пожара следует использовать негорючие материалы, жидкости с температурой возгорания, превышающей предельные температуры испытаний, а также термостойкие материалы, 2) во время испытаний на предельную нагрузку испытательная среда должна быть жидкой;
d) пожарная безопасность: для стендовых испытаний должны быть разработаны правила техники безопасности, которые описывают действия в случае пожара.
15
ГОСТ ISO 13679—2023
5 Общие требования к испытаниям
5.1 Программы испытаний
5.1.1 Общие положения
Данные об эксплуатационных характеристиках резьбовых соединений получают в ходе испытаний. Применяют четыре программы испытаний или оценки резьбовых соединений (CAL) 4-го уровня. Разрабатывают все более сложные программы испытаний, соответствующие возрастающим механическим нагрузкам при эксплуатации резьбовых соединений. Повышение сложности испытаний по разным программам достигается путем увеличения количества испытуемых характеристик и количества испытательных образцов резьбового соединения.
Приложение испытательных нагрузок в каждом из четырех квадрантов (QI, Qll, QIII и QIV) определяет эксплуатационные характеристики резьбового соединения, зависящие от траектории приложения нагрузки. Способ испытаний в четырех квадрантах предназначен для повышения эффективности программы испытаний; однако программа может не учитывать нагрузку на отдельное резьбовое соединение. Это связано с тем, что ни одно резьбовое соединение, используемое в колонне обсадных или насосно-компрессорных труб, не будет испытывать высоких эксплуатационных нагрузок как в верхней, так и в нижней части колонны. Программы испытаний, в ходе которых применяют реальные комбинации нагрузок, учитывающие эксплуатацию отдельно в верхней или в нижней части колонн, могут представить более достоверные результаты испытаний для определения эксплуатационных характеристик резьбовых соединений в тех случаях, когда на резьбовые соединения влияет эта зависимость от траектории приложения нагрузки. Согласно требованиям настоящего стандарта необходимо применять надлежащую техническую оценку при разработке и использовании указанных программ испытаний, а также при оценке результатов испытаний.
Программы испытаний не охватывают все возможные условия эксплуатации. Например, не рассмотрено присутствие коррозионной среды, которая может существенно повлиять на эксплуатационные характеристики резьбового соединения.
При применении настоящего стандарта следует установить требуемый уровень оценки резьбового соединения CAL исходя из конкретных требований эксплуатации. Специалисты, использующие резьбовое соединение, должны знать установленный уровень его оценки, область испытательных нагрузок и предельные нагрузки.
Установлены следующие уровни оценки резьбовых соединений CAL:
a) CAL IV (пять образцов) — наиболее высокая сложность испытаний.
Условия испытаний CAL IV предусматривают нагружение резьбового соединения циклическими испытательными нагрузками, зависящими от условий эксплуатации, включая внутреннее давление, наружное давление, растяжение, сжатие и изгиб при температуре окружающей среды и при повышенной температуре. Общее суммарное время выдержки составляет приблизительно 238 ч. При CAL IV резьбовое соединение подвергают интенсивной термической нагрузке при повышенной температуре 180 °C. Испытания при предельных нагрузках проводят до разрушения в квадрантах I, II, и III диаграммы «осевая нагрузка — давление»;
b) CAL III (пять образцов) — значительная сложность испытаний.
Как и при CAL IV, условия испытаний CAL III предусматривают нагружение резьбового соединения циклическими испытательными нагрузками, зависящими от условий эксплуатации, включая внутреннее давление, наружное давление, растяжение, сжатие и изгиб при температуре окружающей среды и при повышенной температуре. При CAL III резьбовое соединение подвергают менее жесткому термическому циклическому воздействию, чем при CAL IV. Общее суммарное время выдержки составляет приблизительно 185 ч. Требования к повышенной температуре остаются на уровне 180 °C. Испытания при предельных нагрузках проводят до разрушения в квадрантах I, II и III диаграммы «осевая нагрузка — давление»;
с) CAL II (три образца) — умеренная сложность испытаний.
Условия испытаний CAL II предусматривают нагружение резьбового соединения циклическими испытательными нагрузками, зависящими от условий эксплуатации, включая внутреннее давление, растяжение, сжатие и изгиб при температуре окружающей среды и при повышенной температуре. Наружное давление определяют только при температуре окружающей среды при сокращенном количестве циклов. Температура испытания на внутреннее давление ограничена 135 °C. Испытания при предель-
16
ГОСТ ISO 13679—2023
ных нагрузках проводят до разрушения в квадрантах I и II диаграммы «осевая нагрузка — давление». Общее суммарное время выдержки составляет приблизительно 80 ч;
d) CAL I (два образца) — незначительная сложность испытаний.
Условия испытаний CAL I предусматривают испытания на внутреннее давление при растяжении, сжатии и изгибе при температуре окружающей среды с одним испытательным образцом, при которых используют жидкость или газ в качестве внутренней нагнетательной среды. Наружное давление определяют при температуре окружающей среды при сокращенном количестве циклов. Испытание при предельных нагрузках проводят до разрушения в квадранте I диаграммы «осевая нагрузка — давление». Общее суммарное время выдержки составляет приблизительно 20 ч.
5.1.2 Предыдущие испытания
Испытания для каждого CAL, требуемые настоящим стандартом, более сложные, чем испытания, проведенные до введения настоящего стандарта. Ранее испытанные резьбовые соединения должны сохранять тот же уровень оценки CAL и ту же редакцию, по которым они прошли испытания. Использованный протокол испытаний и его дата должны быть указаны в отчете о проведенных испытаниях (см. приложение С). Результаты испытаний резьбовых соединений, полученные до введения настоящего стандарта, могут быть применены в рамках процесса проверки конструкции или преемственности проведенных испытаний.
5.1.3 Альтернативные испытания и отклонения от условий испытания
Можно выбрать программу альтернативных испытаний для приведения в соответствие с проектными методами заказчика, в связи с необходимостью рассмотреть дополнительные свойства и характеристики резьбового соединения или только для того, чтобы исследовать характеристики до предела, требуемого для специальной области применения (испытание на проектные нагрузки). Программы альтернативных испытаний могут использовать значительную часть программ настоящего стандарта в качестве основы или могут существенно отличаться. Программы альтернативных испытаний могут соответствовать программам испытаний по настоящему стандарту для оценки пригодности резьбового соединения. Однако программы альтернативных испытаний не считают программами испытаний, соответствующими настоящему стандарту, даже если они используют часть данной программы в качестве основы.
Некоторые из программ испытаний по настоящему стандарту могут быть достаточными для подтверждения применимости резьбовых соединений для конкретных условий эксплуатации, без проведения всей программы испытаний. Такие случаи могут иметь место при наличии соответствующего опыта и результатов других испытаний, например резьбовых соединений другого размера, веса, группы прочности. Допускаются отклонения от установленных программ испытаний при соблюдении следующих условий:
а) планируемые отклонения заранее определены в документации;
Ь) отклонения согласованы между заинтересованными сторонами;
с) отклонения указаны в полном отчете по испытаниям.
Вопросы аттестации серии изделий и использования при этом интерполяции и экстраполяции приведены в приложении F. По согласованию между заказчиком и изготовителем могут быть установлены более жесткие требования к приемке, чувствительности и (или) к представлению расширенных информационных данных.
5.2 Матрица испытаний
В таблице 1 приведена матрица, связывающая CAL с общим количеством испытательных образцов, их идентификационными номерами и видами проводимых испытаний. На рисунках 4—7 приведено графическое представление каждой программы испытаний CAL, которые следует читать и выполнять сверху вниз.
17
ГОСТ ISO 13679—2023
Таблица 1 — Матрица испытаний, серии испытаний на герметичность и идентификационные номера образцов
Уровень оценки резьбового соединения | Серия А: 4 квадранта с механическими циклами (см. 7.3.3) | Серия А: Циклы QI— QIII (см. 7.3.3) | Серия В: 2 квадранта с механическими циклами (см. 7.3.4) | Серия С: термические циклы Термические циклы, нагрузка давлением и растяжением (см. 7.3.5) | Нагрев и испытания при повышенной температуре | Испытательная среда для создания внутреннего давления(для наружного давления используется жидкость) |
CAL IV Общее количество образцов для испытания на герметичность 4 | При температуре окружающей среды и при 180 °C | QI при температуре не выше 65 °C включ. QIII при температуре 180 °C | Изгиб выполняют при температуре окружающей среды и при 180 °C | 10 термических циклов с давлением-растяжением. 5 механических циклов при температуре не выше 35 °C включ. | Нагрев при 180 °C Испытание при 180 °C | Газ |
Образцы 1, 2, 3, 4 | Образцы 1, 2, 3, 4 | Образцы 1,2, 3,4 | Образцы 1, 2, 3, 4 | |||
CAL III Общее количество образцов для испытания на герметичность 4 | При температуре окружающей среды и при 180 °C | Не применимо | Изгиб выполняют при температуре окружающей среды и при 180 °C | 10 термических циклов с давлением-растяжением 5 механических циклов при температуре не выше 35 °C включ. | Нагрев при 180 °C Испытание при 180 °C | Газ |
Образцы 1,4 | Образцы 1,2, 3,4 | Образцы 1,4 | ||||
CALII Общее количество образцов для испытания на герметичность 2 | При температуре окружающей среды (уменьшенное количество циклов) | Не применимо | Изгиб выполняют при температуре окружающей среды и при 135 °C | Не применимо | Нагрев при 135 °C Испытание при 135 °C | Газ |
Образец 1 | Образцы 1,4 | |||||
CAL I Общее количество образцов для испытания на герметичность 1 | При температуре окружающей среды (уменьшенное количество циклов) | Не применимо | Изгиб выполняют при температуре окружающей среды и при 135 °C | Не применимо | Нагрев при 135 °C Только нагрев | Газ или жидкость |
Образец 1 | Образец 1 |
18
ГОСТ ISO 13679—2023
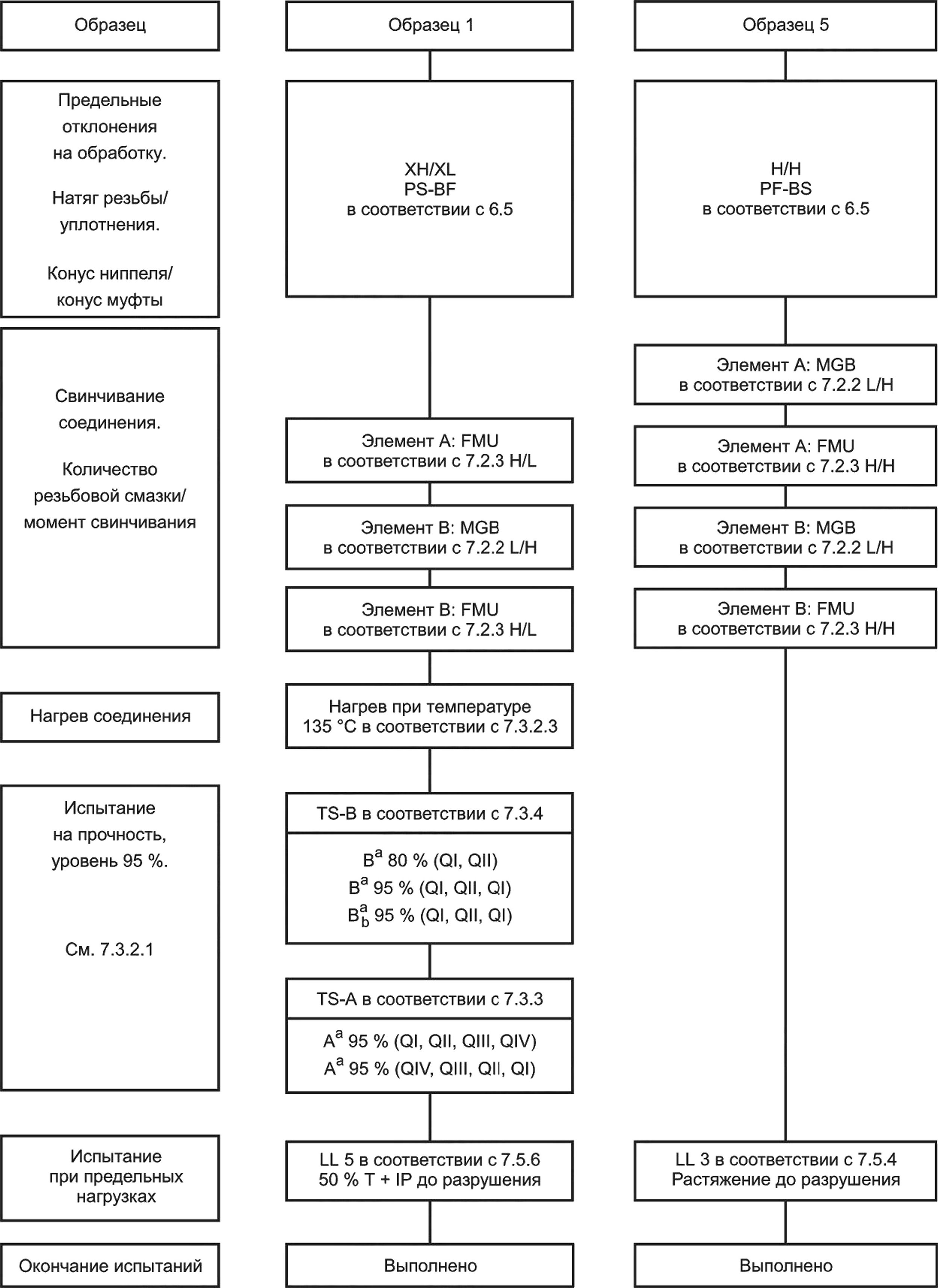
Рисунок 4 — Требования и порядок испытаний при CAL I
19
ГОСТ ISO 13679—2023
Образец | Образец 1 | ||
Предельные отклонения на обработку. Натяг резьбы/ уплотнения. Конус ниппеля/ конус муфты | XH/XL PS-BF в соответствии с 6.5 | ||
Свинчивание соединения. Количество резьбовой смазки/момент свинчивания | |||
Элемент A: FMU в соответствии с 7.2.3 H/L | |||
Элемент В: MGB в соответствии с 7.2.2 ин | |||
Элемент В: FMU в соответствии с 7.2.3 H/L | |||
Нагрев соединения | Нагрев при температуре 135 °C в соответствии С7.3.2.3 | ||
Испытание на герметичность, уровень 90 %. См. 7.3.2.1 | TS-B в соответствии с 7.3.4 | ||
Ва 80%(QI,QII) Ва 95 % (QI, Qll, QI) В^ 90 % (QI, Qll, QI) Ваь 90 % (QI, Qll, QI) | |||
TS-A в соответствии с ДА. 7.3.3 | |||
Аа 90 % (QI, Qll, Qlll, QIV) Аа 90 % (QIV, Qlll, Qll, QI) | |||
Образец 4 | Образец 5 | |||
L/L PS-BF в соответствии с 6.5 | Н/Н PF-BS в соответствии с 6.5 | |||
Элемент A: MBG в соответствии с 7.2.2 ин | ||||
Элемент A: FMU в соответствии с 7.2.3 Н/Н | Элемент A: FMU в соответствии с 7.2.3 Н/Н | |||
Элемент В: MGB в соответствии с 7.2.2 L/H | Элемент В: MBG в соответствии с 7.2.2 L/H | |||
Элемент В: FMU в соответствии с 7.2.3 Н/Н | Элемент В: FMU в соответствии с 7.2.3 Н/Н | |||
20
Испытание на герметичность, уровень 95 %. См. 7.3.2.1 | |||
TS-A в соответствии с 7.3.3 | |||
Аа 95 % (QI, Qll, Qlll, QIV) Аа 95 % (QIV, Qlll, Qll, QI) | |||
Испытание при предельных нагрузках | LL 5 в соответствии с 7.5.6 50 % T + IP до разрушения | ||
Окончание испытаний | Выполнено | ||
Нагрев при температуре 135 °C в соответствии С7.3.2.3 | ||||
TS-B в соответствии с 7.3.4 | ||||
Ва 80 % (QI, QII) Ва 95%(QI,QII, QI) Bj 90%(QI, Qll, QI) Ba 90 % (QI, Qll, QI) | ||||
TS-B в соответствии с 7.3.4 | ||||
Bg 95 % (QI, Qll, QI) | ||||
LL 4 в соответствии с 7.5.5 IP + С до разрушения | LL 3 в соответствии с 7.5.4 Растяжение до разрушения | |||
Выполнено | Выполнено | |||
Рисунок 5 — Требования и порядок испытаний при CAL II
ГОСТ ISO 13679—2023
Образец | Образец 1 | Образец 2 | Образец 3 | Образец 4 | Образец 5 | ||||||
XH/XL PS-BF в соответствии с 6.5 | XH/XL PS-BF в соответствии с 6.5 | L/H PF-BS в соответствии с 6.5 | L/L PS-BF в соответствии с 6.5 | Н/Н PF-BS в соответствии с 6.5 | |||||||
Предельные отклонения на обработку. Натяг резьбы/ уплотнения. Конус ниппеля/ конус муфты | |||||||||||
Свинчивание соединения. Количество резьбовой смазки/момент свинчивания | Элемент A: MBG в соответствии с 7.2.2 L/H | Элемент A: MBG в соответствии с 7.2.2 | |||||||||
Элемент A: FMU в соответствии с 7.2.3 H/L | Элемент A: FMU в соответствии с 7.2.3 H/L | Элемент A: FMU в соответствии с 7.2.3 Н/Н | Элемент A: FMU в соответствии с 7.2.3 Н/Н | Элемент A: FMU в соответствии с 7.2.3 | |||||||
Элемент В: MGB в соответствии с 7.2.2 L/H | Элемент В: MGB в соответствии с 7.2.2 UH | Элемент В: МВВ в соответствии с 7.2.2 L/H | Элемент В: MBG в соответствии с 7.2.2 L/H | ||||||||
1 | _____________________________I_____________________________ | ||||||||||
Элемент В: FMU в соответствии с 7.2.3 H/L | Элемент В: FMU в соответствии с 7.2.3 H/L | Элемент В: FMU в соответствии с 7.2.3 Н/Н | Элемент В: FMU в соответствии с 7.2.3 Н/Н | Элемент В: FMU в соответствии с 7.2.3 Н/Н | |||||||
— | |||||||||||
Нагрев соединения | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | |||||||
Испытание на герметичность, уровень 90 %. См. 7.3.2.1 | TS-B в соответствии с 7.3.4 | TS-B в соответствии с 7.3.4 | TS-B в соответствии с 7.3.4 | TS-B в соответствии с 7.3.4 | |||||||
Ва 80 % (QI, QII) Ва 95 % (QI, QII, QI) Ва 90 % (QI, QII, QI) Ва 80 % (QI, QII, QI) | Ва 80 % (QI, QII) Ва 95 % (QI, QII, QI) Ва 90 % (QI, QII, QI) Ва 80 % (QI, QII, QI) | Ва 80 % (QI, QII) Ва 95 %(QI, QII, QI) Ва 90 %(QI, QII, QI) | Ва 80 % (QI, QII) Ва 95 % (QI, QII, QI) Ва 90 % (QI, QII, QI) Ва 90 % (QI, QII, QI) | ||||||||
TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | ||||||||
10 тепловых циклов 5 механических | 10 тепловых циклов 5 механических | 10 тепловых циклов 5 механических | 10 тепловых циклов 5 механических | ||||||||
TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | ||||||||
Аа 90 % (QI, QII, Qlll, QIV) Аа 90 % (QIV, Qlll, QII, QI) 90 % 5 QI- Qlll Циклы Аа 90 % (QI, QII, Qlll, QIV) Аа 90 % (QIV, Qlll, QII, QI) | Аа 90 % (QI, QII, Qlll, QIV) Аа 90 % (QIV, Qlll, QII, QI) 90 % 5 QI-QIII Циклы Aa 90 % (QI, QII, Qlll, QIV) Aa 90 % (QIV, Qlll, QII, QI) | Аа 90 % (QI, QII, Qlll, QIV) Аа 90 % (QIV, Qlll, QII, QI) 90 % 5 QI-QIII Циклы Aa 90 % (QI, QII, Qlll, QIV) Aa 90 % (QIV, Qlll, QII, QI) | Аа 90 % (QI, QII, Qlll, QIV) Аа 90 % (QIV, Qlll, QII, QI) 90 % 5 QI-QIII Циклы Aa 90 % (QI, QII, Qlll, QIV) Aa 90 % (QIV, Qlll, QII, QI) | ||||||||
Испытание на герметичность, уровень 95 %. См. 7.3.2.1 | TS-A в соответствии с 7.3.3 | TS-A в соответствии с 7.3.3 | TS-A в соответствии с 7.3.3 | TS-A в соответствии с 7.3.3 | |||||||
Аа 95 % (QI, QII, Qlll, QIV) Aa 95 % (QIV, Qlll, QII, QI) | Aa 95 % (QI, QII, Qlll, QIV) Aa 95 % (QIV, Qlll, QII, QI) | Aa 95 % (QI, QII, Qlll, QIV) Aa 95 % (QIV, Qlll, QII, QI) | Aa 95 % (QI, QII, Qlll, QIV) Aa 95 % (QIV, Qlll, QII, QI) | ||||||||
Испытание при предельных нагрузках | LL5 в соответствии с 7.5.6 50 % T + IP до разрушения | U_ 4 в соответствии с 7.5.5 IP + С до разрушения | LL 1 в соответствии с 7.52 Высокое IP + T до разрушения | LL2 в соответствии с 7.5.3 50 % С + ЕР до разрушения | LL3 в соответствии с 7.5.4 Растяжение до разрушения | ||||||
Окончание испытаний | Выполнено | Выполнено | Выполнено | Выполнено | Выполнено | ||||||
Рисунок 6 — Требования и порядок испытаний при CAL III
21
ГОСТ ISO 13679—2023
Образец | Образец 1 | Образец 2 | Образец 3 | Образец 4 | Образец 5 |
Предельные отклонения на обработку. Натяг резьбы/ уплотнения. Конус ниппеля/ конус муфты | XH/XL PS-BF в соответствии с 6.5 | XH/XL PS-BF в соответствии с 6.5 | L/H PF-BS в соответствии с 6.5 | L/L PS-BF в соответствии с 6.5 | Н/Н PF-BS в соответствии с 6.5 | |||||
Свинчивание соединения. Количество резьбовой смазки/момент свинчивания | Элемент A: MBG в соответствии с 7.2.2 L/H | Элемент A: MBG в соответствии с 7.2.2 | ||||||||
Элемент A: FMU в соответствии с 7.2.3 H/L | Элемент A: FMU в соответствии с 7.2.3 H/L | Элемент A: FMU в соответствии с 7.2.3 Н/Н | Элемент A: FMU в соответствии с 7.2.3 Н/Н | Элемент A: FMU в соответствии с 7.2.3 | ||||||
Элемент В: MGB в соответствии с 7.2.2 L/H | Элемент В: МВВ в соответствии с 7.2.2 L/H | Элемент В: MBG в соответствии с 7.2.2 L/H | ||||||||
Элемент В: FMU в соответствии с 7.2.3 H/L | Элемент В: FMU в соответствии с 7.2.3 H/L | Элемент В: FMU в соответствии с 7.2.3 Н/Н | Элемент В: FMU в соответствии с 7.2.3 Н/Н | Элемент В: FMU в соответствии с 7.2.3 Н/Н | ||||||
_ | ||||||||||
Нагрев соединения | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | Нагрев при температуре 180 °C в соответствии с 7.3.2.3 | ||||||
Испытание на герметичность, уровень 90 %. См. 7.3.2.1 | TS-B в соответствии с 7.3.4 | TS-B в соответствии с 7.3.4 | TS-B в соответствии с 7.3.4 | TS-B в соответствии с 7.3.4 | ||||||
Ва 80 % (QI, QII) Ва 95 % (QI, QII, QI) Ва 90 % (QI, QII, QI) Ва 80 % (QI, QII, QI) | Ва 80 % (QI, QII) Ва 95 % (QI, QII, QI) Ва 90 % (QI, QII, QI) Ва 80 % (QI, QII, QI) | Ва 80 % (QI, QII) Ва 95%(QI, QII, QI) Ва 90%(QI,QII,QI) | Ва 80 % (QI, QII) Ва 95 % (QI, QII, QI) Ва 90 % (QI, QII, QI) Ва 80 % (QI, QII, QI) | |||||||
TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | TS-C в соответствии с 7.3.5 | |||||||
10 тепловых циклов 5 механических | 10 тепловых циклов 5 механических | 10 тепловых циклов 5 механических | 10 тепловых циклов 5 механических | |||||||
TS-C в соответствии с 7.3.3 | TS-C в соответствии с 7.3.3 | TS-C в соответствии с 7.3.3 | TS-C в соответствии с 7.3.3 | |||||||
Аа 90 % (QI, QII, QIII, QIV) Аа 90 % (QIV, QIII, QII, QI) 90 % 5 QI- QIII Циклы Aa 90 % (QI, QII, QIII, QIV) Aa 90 % (QIV, QIII, QII, QI) | Аа 90 % (QI, QII, QIII, QIV) Аа 90 % (QIV, QIII, QII, QI) 90 % 5 QI-QIII Циклы Aa 90 % (QI, QII, QIII, QIV) Aa 90 % (QIV, QIII, QII, QI) | Аа 90 % (QI, QII, QIII, QIV) Аа 90 % (QIV, QIII, QII, QI) 90 % 5 QI-QIII Циклы Aa 90 % (QI, QII, QIII, QIV) Aa 90 % (QIV, QIII, QII, QI) | Аа 90 % (QI, QII, QIII, QIV) Аа 90 % (QIV, QIII, QII, QI) 90 % 5 QI-QIII Циклы Aa 90 % (QI, QII, QIII, QIV) Aa 90 % (QIV, QIII, QII, QI) | |||||||
Испытание на герметичность, уровень 95 %. См. 7.3.2.1 | TS-A в соответствии с 7.3.3 | TS-A в соответствии с 7.3.3 | TS-A в соответствии c 7.3.3 | TS-A в соответствии с 7.3.3 | ||||||
Aa 95 % (QI, QII, QIII, QIV) Aa 95 % (QIV, QIII, QII, QI) | Aa 95 % (QI, QII, QIII, QIV) Aa 95 % (QIV, QIII, QII, QI) | Aa 95 % (QI, QII, QIII, QIV) Aa 95 % (QIV, QIII, QII, QI) | Aa 95 % (QI, QII, QIII, QIV) Aa 95 % (QIV, QIII, QII, QI) | |||||||
Испытание при предельных нагрузках | LL5 в соответствии с 7.5.6 50 % T + IP до разрушения | LL4 в соответствии C 7.5.5 IP + С до разрушения | LL 1 в соответствии с 7.5.2 Высокое IP + T до разрушения | LL2 в соответствии с 7.5.3 50 % С + ЕР до разрушения | LL 3 в соответствии с 7.5.4 Растяжение до разрушения | |||||
Окончание испытаний | Выполнено | Выполнено | Выполнено | Выполнено | Выполнено | |||||
Рисунок 7 — Требования и порядок испытаний при CAL IV
22
ГОСТ ISO 13679—2023
5.3 Программа испытаний
5.3.1 Полномасштабные испытания
В соответствии с процедурами, установленными в настоящем стандарте, проводят программу полномасштабных испытаний, состоящую из испытаний на свинчивание-развинчивание, испытаний TLE и испытаний при предельных нагрузках.
При этом необходимо четко соблюдать указания настоящего стандарта. Если возникают неблагоприятные условия, не предусмотренные настоящим стандартом, то все отклонения от требований настоящего стандарта должны быть указаны в протоколе испытаний. Кроме того, следует привести обоснования того, что результаты испытаний можно считать удовлетворительными.
5.3.2 Оценка результатов испытаний
5.3.2.1 Общие положения
Оценку результатов выполнения программы стендовых испытаний в соответствии с разделом 8 проводят согласно указаниям настоящего пункта.
5.3.2.2 Результаты испытаний, соответствующие заявленному CAL
Если результаты испытаний соответствуют требованиям настоящего стандарта к испытаниям на свинчивание-развинчивание, к испытаниям TLE и испытаниям при предельных нагрузках, то резьбовое соединение установленных размера, массы и группы прочности [т. е. из материала с установленными минимальным пределом текучести (SMYS) и химическим составом] считают соответствующим заявленному CAL.
Если каждое испытание на герметичность, проведенное при уровне 90 %, проходит результативно, следует провести испытания на герметичность при уровне 95 %. Если испытания на герметичность, проведенные при уровне 95 %, не результативны, то резьбовые соединения считают соответствующими заявленному уровню оценки испытаний на герметичность при уровне 90 %. Если каждое из испытаний на герметичность прошло при уровнях 90 % и 95 %, резьбовое соединение считают соответствующим заявленному уровню оценки испытаний на герметичность при уровне 95 %. Требования к испытаниям и порядок испытаний приведены на рисунках 4—7.
Для испытаний при предельных нагрузках существуют критерии завершения испытания, определенные в 7.4.2. Предельные нагрузки при завершении испытаний следует сравнить с прогнозируемой разрушающей нагрузкой, рассчитанной изготовителем в порядке, установленном в А.1.5. Предельные нагрузки должны превышать СЕЕ. Если предельная нагрузка не превышает СЕЕ, то СЕЕ может быть пересмотрена таким образом, чтобы результирующая СЕЕ была меньше предельных нагрузок, а дальнейшее испытание не требовалось. Если состояние испытательнего образца, не прошедшего испытания на герметичность при уровне 90 % или 95 %, не позволяет продолжить испытания при предельных нагрузках, то для завершения испытаний при предельных нагрузках следует изготовить замещающий испытательный образец. Для замещающего испытательного образца следует использовать окончательное свинчивание (FMU) и нагрев образца, однако не требуется проводить испытания на герметичность до испытаний при предельных нагрузках.
5.3.2.3 Результаты испытаний, не соответствующие заявленному CAL
Если результаты испытаний не соответствуют требованиям к испытаниям TLE, может быть принято решение:
1) о пересмотре конструкции резьбового соединения с последующим полным повторным испытанием;
2) о снижении СЕЕ с последующим повторным испытанием любого(ых) испытательного(ых) образца(ов), которые не соответствуют требованиям большей СЕЕ.
В случае неисправности испытательного оборудования или нарушения условий испытаний, не связанных с конструкцией резьбового соединения, отсутствует необходимость в пересмотре конструкции резьбового соединения, пересмотре СЕЕ или пересмотре предельных нагрузок, однако испытательный(е) образец(цы) или замещающий(ие) испытательный(е) образец(цы) следует подвергнуть полным повторным испытаниям. Любое событие, не соответствующее критериям приемки, должно быть указано в протоколе испытаний. Количество повторных испытаний и необходимость повторных испытаний должны быть указаны в протоколе испытаний.
5.3.2.4 Протокол результатов испытаний
Результаты каждого проведенного испытания следует заносить в протокол в соответствии с разделом 9. Все утечки из резьбового соединения, произошедшие при воздействии нагрузок TLE или на оборудовании независимо от объема или скорости, должны быть указаны в информационных листах и
23
ГОСТ ISO 13679—2023
на графиках давления. При изменении нагрузки могут наблюдаться смещения, вызванные не утечкой, а изменением объема. Уровни смещения регистрируют до и после изменений нагрузок.
5.4 Требования к калибровке и аккредитации
5.4.1 Аккредитация
Лаборатория, проводящая испытания по настоящему стандарту, должна быть:
а) либо аккредитована национальным или международным органом по аккредитации;
Ь) либо полностью соответствовать требованиям, приведенным в 5.4.2—5.4.5.
5.4.2 Калибровка оборудования
До начала испытаний необходимо убедиться в том, что все нагрузочные устройства, которые будут использованы в ходе испытаний, имеют калибровку, соответствующую нормативной документации. Исходя из опыта изготовителя резьбовых соединений или испытательной лаборатории необходимо также периодически проводить калибровку измерительной и регистрирующей аппаратуры, такой как манометры. Эталоны испытательной лаборатории, используемые для калибровки, и каждая калибровка должны быть задокументированы. Копии протоколов о текущих калибровках нагрузочного устройства, приборов для измерения давления и крутящего момента должны быть включены в протокол испытаний.
Допускается проведение калибровки оборудования в ходе испытаний исходя из требуемых испытательных нагрузок и предыдущего опыта использования оборудования.
Испытательная лаборатория должна иметь процедуру, обеспечивающую точность показаний температуры термопары.
5.4.3 Ежегодная калибровка нагрузочного устройства
Каждое нагрузочное устройство, используемое для испытаний на осевую или комбинированную нагрузку, необходимо ежегодно подвергать калибровке в режимах растяжения и сжатия при помощи приборов (например, тензодатчиков), соответствующих нормативной документации.
Калибровка должна состоять из двух этапов, включающих по крайней мере десять равных приращений нагрузки, начиная от минимальной калибровочной нагрузки до максимальной калибровочной нагрузки, т. е. охватывающей весь дапазон нагрузок. Диапазон калибровки нагрузочного устройства должен перекрывать диапазон нагрузок, которые будут приложены по программе испытаний. Максимальная калибровочная нагрузка устройства должна превышать наибольшую разрушающую нагрузку испытуемых труб и резьбовых соединений.
Абсолютную погрешность калибровки Ег и относительную погрешность калибровки Егр определяют по следующим формулам:
Er=F~Ff, (1)
£^ = 100^, (2)
где F, — номинальное осевое усилие растяжения или сжатия;
Ff — фактическое осевое усилие растяжения или сжатия.
Относительная погрешность калибровки для всех нагрузок в рабочем диапазоне нагрузочного устройства (не менее 10 % до 100 % прочности на растяжение-сжатие) не должна превышать ±1,0 % (см. приложение Е в качестве примера).
5.4.4 Проверка нагрузочного устройства
Если нагрузочное устройство подвергают воздействию нетипичных нагрузок, например нагрузок, выходящих за дипазон калибровки, или при незапланированной нагрузке возникает отказ, который может указывать на трудности с калибровкой устройства, для проверки правильности калибровки нагрузочного устройства следует использовать проверочную шкалу. Такая проверочная шкала должна соответствовать требованиям нормативной документации и сертифицироваться один раз в три года. Вместо проверочной шкалы допускается также проводить полную ежегодную калибровку нагрузочного устройства.
5.4.5 Калибровка датчиков давления
Каждый датчик давления следует подвергать ежегодной калибровке. Относительная погрешность измерений давления в пределах диапазона нагрузки не должна превышать ±1,0 % полной шкалы. Соответствующие датчики давления следует выбирать и использовать на основании ожидаемого максимального испытательного давления.
24
ГОСТ ISO 13679—2023
5.5 Характеристика материала
5.5.1 Общие положения
Для определения предела текучести, необходимого для расчета эталонных характеристик тела трубы для каждого испытательного образца, проводят механические испытания труб. Трубную заготовку для муфт следует также подвергнуть механическим испытаниям для определения предела текучести. Данные о механических испытаниях патрубков и трубных заготовок для муфт следует рассматривать при определении СЕЕ каждого испытательного образца.
Механические свойства труб и трубных заготовок для муфт должны быть определены по документированной процедуре, соответствующей стандарту на изделие. Как правило, это ГОСТ 31446 на изделия из низколегированных сталей или ГОСТ ISO 13680 на изделия из коррозионно-стойких сталей (CRA). Для резьбовых соединений магистральных труб документированная процедура должна соответствовать требованиям ГОСТ ISO 3183.
Данные о свойствах материала необходимо зафиксировать в информационном листе (см. рисунок В.З).
Испытания на растяжение продольных образцов при температуре окружающей среды проводят в соответствии с ГОСТ 31446 и ASTM А370, при повышенных температурах по ASTM Е21.
Модуль упругости определяют в соответствии с ISO/TR 10400:2018. Для отдельных материалов модуль упругости можно определить при температуре окружающей среды и при повышенных температурах по ASTM Е111.
Следует измерить толщину стенки каждого патрубка и для каждого установить минимальную толщину стенки и среднюю минимальную толщину стенки. Данные значения следует использовать для расчета эталонных характеристик тела трубы для каждого испытательного образца (см. 5.5.3 и рисунок В.5).
Необходимо измерить наружный диаметр каждого патрубка и для каждого установить максимальный средний наружный диаметр. Данные значения следует использовать для расчета эталонных характеристик тела трубы каждого испытательного образца (см. 5.5.3 и рисунок В.5).
Следует измерить наружный диаметр муфт и для каждой из них установить минимальный наружный диаметр и средний наружный диаметр (см. 5.5.3 и рисунок В.5).
5.5.2 Испытания для определения свойств материала
5.5.2.1 Образцы для испытания материала
МТ должны быть отобраны от каждой длины трубы и трубных заготовок для муфт, используемых для изготовления испытательных образцов. МТ должны быть отобраны от исходной заготовки или трубной заготовки для муфты (независимо от их длины) рядом с резьбовым соединением каждого испытательного образца патрубка или по меньшей мере одного испытательного образца муфты в зависимости от применимости.
Рекомендуемая схема отбора образцов приведена на рисунке В.1. Для определения предела текучести при температуре окружающей среды для каждого испытательного образца следует использовать образцы, находящиеся рядом с испытуемым резьбовым соединением (см. 5.5.2.5). Кроме того, для определения соответствующего коэффициента масштабирования при повышенной температуре необходимо использовать как минимум один МТ от каждой исходной заготовки или трубной заготовки для муфт (см. 5.5.2.6).
МТ должны прослеживаться до исходной заготовки или исходной трубной заготовки для муфты и осевого расположения в пределах трубы.
5.5.2.2 Продольные образцы для испытаний на растяжение
Испытания для определения свойств материала при растяжении следует проводить на продольных образцах, отобранных от МТ.
Отбор продольных образцов для испытаний на растяжение от каждого МТ проводят следующим образом:
а) для определения предела текучести при температуре окружающей среды изготавливают как минимум четыре образца (см. 5.5.2.5). Продольные образцы для испытаний на растяжение должны быть полноразмерными плоскими образцами из стенки трубы, однако если полноразмерные плоские образцы превышают возможности испытательного оборудования или их применение нецелесообразно по иным причинам, то допускается использование цилиндрических образцов;
Ь) в случае проведения испытаний на МТ при повышенной температуре изготавливают как минимум четыре образца для испытаний при температуре окружающей среды и как минимум четыре образ-
25
ГОСТ ISO 13679—2023
ца для испытаний при повышенной температуре для определения коэффициента масштабирования при повышенной температуре (см. 5.5.2.6). Геометрические параметры образца должны быть одинаковыми как для испытания при температуре окружающей среды, так и при повышенной температуре. Для испытаний на растяжение наиболее предпочтительными являются цилиндрические образцы с максимально возможными размерами в соответствии с ГОСТ 31446 и ASTM А370.
Для испытаний на растяжение следует отобрать как минимум один продольный образец с каждого квадранта МТ. Для испытаний при повышенной температуре местоположения по окружности продольных образцов для испытания на растяжение при температуре окружающей среды и при повышенной температуре в пределах каждого МТ должны быть смежными (насколько это практически возможно).
Продольные образцы для испытаний на растяжение и результаты испытаний свойств материала должны иметь прослеживаемость с МТ. Местоположения по окружности отобранных продольных образцов для испытаний на растяжение при температуре окружающей среды и при повышенной температуре (если они проводятся) от МТ должны быть указаны в информационном листе о свойствах материала (см. рисунок В.З).
Рекомендуемое расположение испытательных образцов из патрубка или муфтовых заготовок и МТ, показанное на рисунке В.1, обеспечивает прочность материала в непосредственной близости к резьбовому соединению каждого испытательного образца из патрубка или трубной заготовки для муфт. Если испытательные образцы из патрубков, трубных заготовок для муфт или МТ отобраны иначе, чем показано на рисунке В.1, изготовитель должен внести изменения в информационный лист о свойствах материала, приведенный на рисунке В.З, и представить схематический чертеж, аналогичный рисунку В.1, с указанием фактических местоположений.
Необходимо убедиться в том, что проведены испытания достаточного количества труб и трубных заготовок для муфт и что их механические свойства соответствуют требованиям, указанным в настоящем стандарте (см. 6.3.3).
5.5.2.3 Поперечные образцы для испытаний на растяжение и сжатие
Если материал образца проявляет анизотропию прочностных свойств (например, холоднодефор-мированные CRA), проводят испытания для определения характеристик анизотропии. При наличии данных испытаний на определение анизотропии, относящихся к конкретному технологическому процессу, группе прочности и размеру материала, по согласованию с заказчиком эти данные могут быть использованы вместо испытаний. Указанные изменения должны быть задокументированы в протоколе испытаний.
При проведении испытаний для определения характеристик анизотропии должны быть определены значения предела текучести при осевом сжатии, осевом растяжении и при растяжении на поперечных образцах.
Отбор испытательных образцов от МТ проводят следующим образом:
а) для определения коэффициента масштабирования для поперечных образцов изготавливают как минимум четыре продольных образца и четыре поперечных образца для испытаний на растяжение при температуре окружающей среды (см. 5.5.2.7). Геометрические параметры образцов должны быть одинаковыми как для продольных, так и для поперечных образцов. Наиболее предпочтительными являются цилиндрические испытательные образцы с максимально возможными размерами в соответствии с ГОСТ 31446 и ASTM А370;
Ь) для определения коэффициента масштабирования для продольных образцов изготавливают как минимум четыре продольных образца для испытаний на растяжение и четыре продольных образца для испытаний на сжатие при температуре окружающей среды (см. 5.5.2.7). Испытания на сжатие при температуре окружающей среды проводят в соответствии с ASTM Е9.
При проведении испытаний на растяжение или сжатие на поперечных образцах изготовитель должен документировать процедуру (прилагаемую к протоколу испытаний) с детальным описанием мест отбора проб, геометрических параметров испытательного образца и параметров испытаний. Для определения СЕЕ можно использовать значения минимального предела текучести, полученные по результатам этих испытаний, при условии, что это зафиксировано в протоколе испытаний.
5.5.2.4 Минимальный объем испытаний
5.5.2.4.1 Испытания для определения свойств материала
Для испытаний на определение свойств материала должны отбираться:
а) минимум четыре продольных образца от каждого МТ для испытаний на растяжение (по одному из каждого квадранта) при температуре окружающей среды,
26
ГОСТ ISO 13679—2023
минимум четыре продольных образца для испытаний на растяжение (по одному из каждого квадранта) при повышенной температуре от одного из МТ из середины 50 % исходной трубы, подвергнутой испытанию при повышенной температуре;
Ь) для испытаний на растяжение при температуре окружающей среды скорость растяжения должна соответствовать максимальной скорости деформации, равной 0,127 мм/мм/мин;
с) для испытаний на растяжение при повышенной температуре скорость растяжения должна соответствовать максимальной скорости деформации, равной 0,076 мм/мм/мин.
5.5.2.4.2 Испытания при повышенной температуре
Испытания при повышенной температуре проводят при следующих температурах:
а) для CAL II: 150 °C, 0 °С/минус 5 °C;
Ь) для CAL III и CAL IV: 195 °C, 0 °С/минус 5 °C.
5.5.2.4.3 Протокол испытаний на растяжение
В протокол испытаний на растяжение включают следующее:
а) полученный график зависимости «напряжение—деформация» от нулевой деформации до деформации 2 % или до разрушения образца, в зависимости от того, что произойдет раньше;
Ь) предел текучести, определенный в соответствии с нормативной документацией, для материалов и групп прочности, соответствующих ГОСТ 31446, ГОСТ ISO 13680 или ГОСТ ISO 3183. Дополнительно включают условный предел текучести 0,2 %;
с) предел прочности;
d) общее удлинение.
Требования к протоколу испытаний приведены в С.2 (раздел 3).
5.5.2.4.4 Требования к контролю температуры
Для каждого испытания при температуре окружающей среды необходимо фиксировать температуру. При повышенной температуре контролируют фактическую температуру испытательного образца при помощи термопары, закрепленной на материале образца, и включают данные об изменении температуры в протокол испытаний.
5.5.2.5 Предел текучести материала при температуре окружающей среды
Предел текучести материала при температуре окружающей среды для каждого испытательного образца от патрубка или испытательной муфты принимают равным минимальному пределу текучести материала при температуре окружающей среды МТ, примыкающего к испытательному образцу от патрубка или испытательной муфты.
За предел текучести материала испытательного образца принимают минимальный результат, полученный в результате испытаний четырех или более продольных образцов при испытании на растяжение, отобранных от МТ в соответствии с 5.5.2.2. При наличии результатов испытаний как плоских, так и цилиндрических образцов для определения предела текучести материала в продольном направлении следует использовать только результаты испытаний плоских образцов. Если результат ниже SMYS группы прочности, можно провести два дополнительных испытания на растяжение на одном и том же образце материала из одного и того же квадранта. Если предел текучести любого из дополнительных испытаний ниже SMYS, то данное резьбовое соединение не следует использовать.
5.5.2.6 Коэффициент масштабирования при повышенной температуре
Минимальным условием для определения коэффициента масштабирования при повышенной температуре является использование одного МТ, взятого из середины (между 25 % и 75 % общей длины, если измерять с одного конца) исходной трубы или исходной трубной заготовки для муфты.
Коэффициент масштабирования при повышенной температуре для исходной трубы или исходной трубной заготовки для муфты представляет собой отношение среднего значения всех результатов испытания на предел текучести при растяжении продольных образцов при повышенной температуре к среднему значению всех результатов испытания на предел текучести при растяжении продольных образцов при температуре окружающей среды для образцов, вырезанных для определения коэффициента масштабирования при повышенной температуре. Результаты испытаний плоских образцов при температуре окружающей среды не следует использовать для определения коэффициента масштабирования при повышенной температуре. Испытательные образцы, применяемые для определения коэффициента масштабирования при повышенной температуре, должны иметь размер и геометрические параметры, указанные в 5.5.2.2. Для определения коэффициента масштабирования при повышенной температуре для исходной трубы или исходной трубной заготовки для муфт следует использовать все достоверные результаты испытаний образцов на растяжение.
27
ГОСТ ISO 13679—2023
Коэффициент масштабирования при повышенной температуре следует использовать для определения эталонных характеристик тела трубы при повышенной температуре для каждого испытательного образца, взятого с исходной трубы.
5.5.2.7 Коэффициент масштабирования для расчета анизотропии
Коэффициент масштабирования для расчета анизотропии при растяжении продольных образцов для исходной трубы или исходной трубной заготовки для муфт представляет собой отношение среднего значения всех результатов испытаний на растяжение поперечных образцов к среднему значению всех результатов испытаний на растяжение продольных образцов. Результаты испытаний плоских образцов при температуре окружающей среды не следует использовать для определения коэффициента масштабирования для расчета анизотропии при растяжении поперечных образцов. Испытательные образцы, применяемые для определения коэффициента масштабирования для расчета анизотропии при растяжении поперечных образцов, должны иметь размер и геометрические параметры, указанные в 5.5.2.3.
Коэффициент масштабирования для расчета анизотропии при сжатии для исходной трубы или исходной трубной заготовки для муфт представляет собой отношение среднего значения всех результатов испытаний на сжатие продольных образцов к среднему значению всех результатов испытаний на растяжение продольных образцов. Для определения коэффициента масштабирования для расчета анизотропии при сжатии следует использовать только данные испытаний на растяжение продольных цилиндрических образцов и данные испытаний на сжатие согласно ASTM Е9 (см. 5.5.2.3).
Коэффициенты масштабирования для расчета анизотропии, полученные из предыдущих испытаний, могут быть применены, если это согласовано с заказчиком и подтверждено данными, соответствующими технологическому процессу, группе прочности материала и размеру (см. 5.5.2.3).
Эти коэффициенты масштабирования можно использовать для определения СЕЕ.
5.5.3 Измерения размеров материала
5.5.3.1 Общие положения
Для каждого испытательного образца от патрубка следует измерить и записать критические размеры, необходимые для расчета эталонных характеристик тела трубы (см. рисунок В.5).
Для каждого испытательного образца от патрубка определяют пять плоскостей вдоль оси патрубка следующим образом (см. рисунок В.2):
а) плоскость № 1 на расстоянии 76,2 мм от конца участка крепления или испытательной заглушки;
Ь) плоскость № 5 на расстоянии 76,2 мм от торца муфты (на патрубках с гладкими ниппельными элементами), на расстоянии 76,2 мм от конца резьбового соединения IJ или на расстоянии 76,2 мм от конца промежуточной зоны высаженных элементов (на резьбовых соединениях IJ и высаженных нип-пельных/раструбных элементах);
с) плоскости № 2, № 3 и № 4 на одинаковом расстоянии между плоскостью № 1 и плоскостью № 5.
В каждой из пяти плоскостей находят точку с минимальной толщиной стенки. Отмечают точку на патрубке как 0° и регистрируют минимальное значение толщины стенки (см. рисунок В.5).
В каждой плоскости отмечают семь дополнительных точек на равных промежутках по окружности патрубка, помечая их как 45°, 90°, 135°, 180°, 225°, 270° и 315°. Измеряют и регистрируют толщину стенки в каждой точке на каждой из пяти плоскостей (см. рисунок В.5).
Изготовитель несет ответственность за измерение и запись размеров, требуемых для определения СЕЕ.
5.5.3.2 Минимальная толщина стенки
Для каждого испытательного образца от патрубка трубы минимальную толщину стенки определяют как наименьшую из пяти минимальных толщин стенки, измеренных в каждой плоскости измерения (см. рисунок В.5).
За установленную минимальную толщину стенки каждого испытательного образца принимают наименьшую из минимальных толщин стенок двух патрубков. Установленную минимальную толщину стенки испытательного образца следует использовать для расчета кривой фактического VME при температуре окружающей среды (см. 7.3.1.2.3).
5.5.3.3 Минимальная средняя толщина стенки
Для каждого испытательного образца от патрубка среднюю толщину стенки определяют как среднюю из восьми измеренных толщин стенки в каждой из пяти плоскостей измерения (см. рисунок В.5).
Для каждого испытательного образца от патрубка за минимальную среднюю толщину стенки принимают наименьшую из пяти средних толщин стенки в пяти плоскостях измерения (см. рисунок В.5).
28
ГОСТ ISO 13679—2023
За установленную минимальную среднюю толщину стенки каждого испытательного образца принимают наименьшую минимальную среднюю толщину стенки двух патрубков. Установленную минимальную среднюю толщину стенки испытательного образца следует использовать для расчета кривой фактического VME при температуре окружающей среды и кривой фактического давления смятия по API при температуре окружающей среды (см. 7.3.1.2.3).
5.5.3.4 Максимальный средний наружный диаметр
Для каждого испытательного образца от патрубка трубы средний наружный диаметр определяют как среднее из четырех измеренных наружных диаметров в каждой из пяти плоскостей измерения (см. рисунок В.5).
Для каждого испытательного образца от патрубка трубы максимальный средний наружный диаметр определяют как наибольший из пяти средних наружных диаметров в пяти плоскостях измерения. Установленный максимальный средний наружный диаметр для каждого испытательного образца представляет собой наибольший средний наружный диаметр двух патрубков.
Установленный максимальный средний наружный диаметр испытательного образца следует использовать для расчета кривой фактического VME при температуре окружающей среды и кривой фактического давления смятия по API при температуре окружающей среды (см. 7.3.1.2.3).
5.6 Процедуры свинчивания и развинчивания
5.6.1 Основные положения
Процедуры свинчивания и развинчивания, резьбовая смазка и обработка поверхности, используемые во время испытаний, должны соответствовать рекомендациям изготовителя по эксплуатации труб в полевых условиях.
5.6.2 Резьбовая смазка при свинчивании
Изготовитель резьбового соединения должен указать тип и количество (с предельными отклонениями ±1 г) резьбовой смазки, наносимой на резьбовое соединение, а также участки для нанесения резьбовой смазки. Требования к резьбовой смазке должны быть такими же, как и к смазке, используемой в полевых условиях. Для каждого испытательного образца должна быть применена одна резьбовая смазка. Рекомендуется указать минимальное и максимальное количество резьбовой смазки в единицах массы. Удельный вес используемой резьбовой смазки необходимо привести в информационном листе. Изготовитель должен также представить фотографии и описание порядка нанесения резьбовой смазки в заводских и полевых условиях. На фотографиях должно быть показано резьбовое соединение с минимальным и максимальным количеством резьбовой смазки.
Установлено, что в промышленном производстве применяют резьбовые соединения, обработка поверхности которых не требует резьбовой смазки, и поэтому требования настоящего пункта могут не применяться. Однако для проверки соответствия эксплуатационных характеристик могут быть проведены дополнительные испытания с комбинацией резьбовой смазки и обработки поверхности.
Примечание — Резьбовые смазки, используемые при свинчивании, должны соответствовать требованиям ГОСТ ISO 13678 или ISO 13678 и применяться согласно руководству по эксплуатации.
5.6.3 Моменты свинчивания
Моменты свинчивания, указанные в разделе 7, представляют собой максимальные или минимальные крутящие моменты, рекомендуемые изготовителем. Для высокого заданного крутящего момента свинчивание испытательного образца допустимо, если крутящий момент превышает сумму 80 % максимального крутящего момента и 20 % минимального крутящего момента, рекомендуемых изготовителем. Для низкого заданного крутящего момента свинчивание испытательного образца допустимо, если крутящий момент менее суммы 80 % минимального крутящего момента и 20 % максимального крутящего момента, рекомендуемых изготовителем.
Если фактический момент свинчивания меньше минимального момента, рекомендованного изготовителем из-за погрешности испытаний, то для каждого из отдельно взятых испытательных образцов для свинчивания в серии испытаний допускаются развинчивание и повторное свинчивание образца для достижения минимального крутящего момента, рекомендуемого изготовителем. Если и при повторном свинчивании минимальный крутящий момент, рекомендуемый изготовителем, не достигнут, то образец можно испытать в текущем состоянии или его следует заменить.
5.6.4 Процедура свинчивания
Свинчивание каждого резьбового соединения проводят в соответствии с настоящим пунктом. Результаты регистрируют в журнале (см. рисунок В.4).
29
ГОСТ ISO 13679—2023
Перед каждым свинчиванием необходимо тщательно очистить и высушить элементы резьбового соединения, взвесить и зарегистрировать количество резьбовой смазки, наносимой на каждый элемент (ниппельный и раструбный или интегральное соединение). Далее контролируют и регистрируют моменты свинчивания и развинчивания на графиках зависимости крутящего момента от числа оборотов. Разрешающая способность вращения должна быть не менее 0,001 оборота. Графики зависимости крутящего момента от числа оборотов при параметрах свинчивания, приведенных в разделе 7, и при других приемлемых параметрах должны быть добавлены в протокол испытаний (см. раздел 9 и приложение С). Во время свинчивания на каждом графике должны быть указаны испытательный образец, ниппельный или раструбный элемент, номер свинчивания, дата, время и другие данные.
Для свинчивания резьбовых соединений применяют стандартные трубные ключи и плашки, аналогичные используемым в полевых условиях. При этом особое внимание следует уделить выбору типа ключей и плашек для сплавов CRA. Свинчивание должно быть проведено в вертикальном положении. При свинчивании муфтовых соединений не допускается плавающее положение муфты, т. е. каждая сторона муфты должна свинчиваться отдельно. Все оборудование для свинчивания и, по крайней мере, свинчивание одного резьбового соединения необходимо сфотографировать в процессе свинчивания. Скорость свинчивания необходимо фиксировать для каждого свинчивания. Свинчивание и развинчивание следует проводить при помощи трубных ключей на низкой передаче. При креплении раструбного элемента (или муфтовых элементов) необходимо контролировать усилие сжатия, чтобы не допустить деформацию элемента с внутренней резьбой.
Во избежание повреждения резьбового соединения при выполнении процедуры свинчивания и развинчивания рекомендуется установить заглушку на муфтовый конец, который не участвует в свинчивании, чтобы обеспечить дополнительную жесткость этого муфтового конца во время свинчивания другого муфтового конца. Конструкция резьбы заглушки должна быть совместимой с испытательным образцом, однако обеспечение определенных предельных отклонений на геометрические размеры не требуется. В качестве альтернативы заглушке допускается установить ниппель, затягиваемый вручную.
Использование тензометров является необязательным (см. 5.9.3).
5.6.5 Процедура развинчивания
Развинчивание резьбового соединения испытательного образца выполняют с помощью трубного ключа и инструментов, приведенных в 5.6.4, в соответствии с процедурой изготовителя. Результаты регистрируют в журнале (см. рисунок В.4).
5.6.6 Ремонт резьбового соединения после развинчивания
После каждого развинчивания допускается ремонт ниппельных и раструбных элементов только теми методами, оборудованием и инструментами, которые рекомендованы изготовителем резьбового соединения для применения в полевых условиях. Все случаи ремонта должны быть зарегистрированы с указанием времени, израсходованного на ремонт. Необходимо указать в отчете все случаи заедания и другие несоответствия. Оценка заедания, включая описание размера и характера повреждения, должна быть отражена в окончательном протоколе. Следует сфотографировать участки заедания, участки ремонта, эти же участки после следующего развинчивания и после окончательного развинчивания и включить фотографии в окончательный протокол.
5.6.7 Контроль резьбового соединения испытательного образца
После каждого развинчивания резьбовые соединения испытательного образца тщательно осматривают. Оценивают и отмечают на графиках зависимости крутящего момента от числа оборотов все наблюдаемые случаи заедания. На этих же графиках отмечают все нарушения процесса свинчивания (проскальзывание конца трубы или муфты в плашках трубных ключей, сбои компьютера/скачки напряжения, не позволившие распечатать график зависимости крутящего момента от числа оборотов и т. д.).
5.6.8 Проверка шаблоном после окончательного свинчивания
После окончательного свинчивания каждого испытательного образца и перед дальнейшими испытаниями должна быть выполнена проверка шаблоном в соответствии с 7.2.4 для подтверждения проходимости резьбового соединения после испытаний свинчиванием и развинчиванием.
5.7 Выявление утечек при внутреннем давлении для испытаний TS-B и TS-C
5.7.1 Основные положения
Требования к выявлению утечек имеют особое значение для резьбовых соединений, которые должны быть непроницаемыми для газа или жидкости. В 5.7.5 и 5.7.6 приведены два проверенных метода выявления утечек, подходящих для разных типов резьбовых соединений, однако может быть использован любой метод выявления утечек, который может быть откалиброван в соответствии с нор-
30
ГОСТ ISO 13679—2023
мативной документацией и отвечает требованиям к чувствительности, приведенным в 5.7.4. Для TS-B и TS-C образцы обсадных и насосно-компрессорных труб, подвергаемых воздействию внутреннего давления, должны быть проконтролированы с помощью системы, способной выявлять и измерять объем утечек или скорость потока.
Вытеснения при изменении нагрузки необходимо фиксировать в информационных листах, однако эти вытеснения не считают утечкой в резьбовом соединении. Критерии приемки герметичности под давлением приведены в 8.3. Утечки в резьбовом соединении должны быть отмечены на графиках давления.
5.7.2 Среда для создания давления
Для CAL II, CAL III и CAL IV испытания внутренним давлением для подтверждения TLE следует проводить с использованием сухого азота. Для CAL I испытания внутренним давлением для подтверждения TLE должны быть осуществлены с применением жидкого или сухого азота в соответствии с программой испытаний. По согласованию между сторонами, участвующими в испытаниях, в качестве газа-индикатора может быть добавлен гелий.
Для циклов испытаний при повышенной температуре в TS-B и TS-C применяют требования, указанные в 5.10.
5.7.3 Чувствительность системы выявления утечек при внутреннем давлении
Система контроля и измерения для выявления утечек при внутреннем давлении должна обладать чувствительностью к утечкам не ниже 0,9 см3/15 мин с использованием градуированного цилиндра с ценой деления 0,1 см3 или чувствительностью не ниже 0,0001 см3/с в стандартных условиях для системы с газовым хроматографом или спектрометра. При использовании гелия в качестве газа-индикатора система измерения с градуированным цилиндром должна обладать способностью улавливать накопленный газ для анализа содержания гелия с целью подтверждения или исключения фактов утечки.
При использовании градуированного цилиндра необходимо предусмотреть компенсацию изменений барометрического давления и других явлений, не связанных с испытаниями, которые могут оказывать влияние на чувствительность выявления утечек. Рекомендуется перед началом любых испытаний настроить отдельный градуированный цилиндр (см. рисунок 11), имитирующий устройство для выявления утечек. Этот отдельный цилиндр можно использовать во время анализа для установления наличия утечек в резьбовом соединении или того, вызвано ли отклонение изменением барометрического давления. Отдельный градуированный цилиндр при применении должен содержать объем газа, соответствующий объему газа в перевернутых градуированных цилиндрах испытуемых резьбовых соединений.
5.7.4 Индикаторы утечки
Индикаторы утечки можно оценивать в отношении источника утечки, если имеются основания предполагать, что утечка происходит не от испытуемого резьбового соединения. Для подтверждения того, что утечка возникает от среды под давлением, а не от дегазации резьбовой смазки, или от теплового расширения резьбового соединения, или испытательного оборудования, можно использовать датчик, калиброванный на улавливание гелия. Оценка источника утечки должна быть основана на тщательном анализе газа утечки. Если утечка происходит не от резьбового соединения, а от другого источника, например от торцевых заглушек, необходимо выполнить ремонт источника утечки, а затем продолжить испытания. Следует регистрировать все утечки и их источники (например, нагнетательный штуцер, клапан, соединение). В протоколе испытаний должны быть указаны все индикаторы утечек, а также обоснование для уменьшения утечки резьбового соединения.
5.7.5 Устройства для выявления утечек под внутренним давлением
5.7.5.1 Общие положения
Во время испытания под давлением резьбовое соединение испытательного образца должно содержать одно или несколько устройств для выявления утечек под внутренним давлением, приведенных в 5.7.6.2—5.7.6.4. Если испытания проводят при повышенной температуре, материалы устройства для выявления утечек должны быть применимы для использования при температурах выше максимальной температуры испытания.
5.7.5.2 Устройство для выявления утечек с уплотнительным кольцом
Устройство для выявления утечек должно состоять из уплотнительного кольца, прижатого к торцу или наружной поверхности муфты при помощи фланца, имеющего не менее четырех сквозных отверстий под шпильки, которыми фланцы плотно прижимаются к торцу муфты. Уплотнение между фланцем и телом трубы создают с помощью отдельного уплотнительного кольца со шпилькой, как показано на рисунке 8.
31
ГОСТ ISO 13679—2023
5.7.5.3 Устройство для выявления утечек с гибким шлангом
Устройство для выявления утечек с гибким шлангом из эластичного материала типа силикон устанавливают на конец муфты. Зазоры между наружными поверхностями трубы, муфты и шланга заполняют уплотнительным материалом. Для крепления шланга к наружной поверхности трубы и муфты используют хомуты для шланга. Между шлангом и наружной поверхностью трубы вводят трубку с уплотнительным материалом, направляющую протекающий газ через шланг, как показано на рисунке 9.
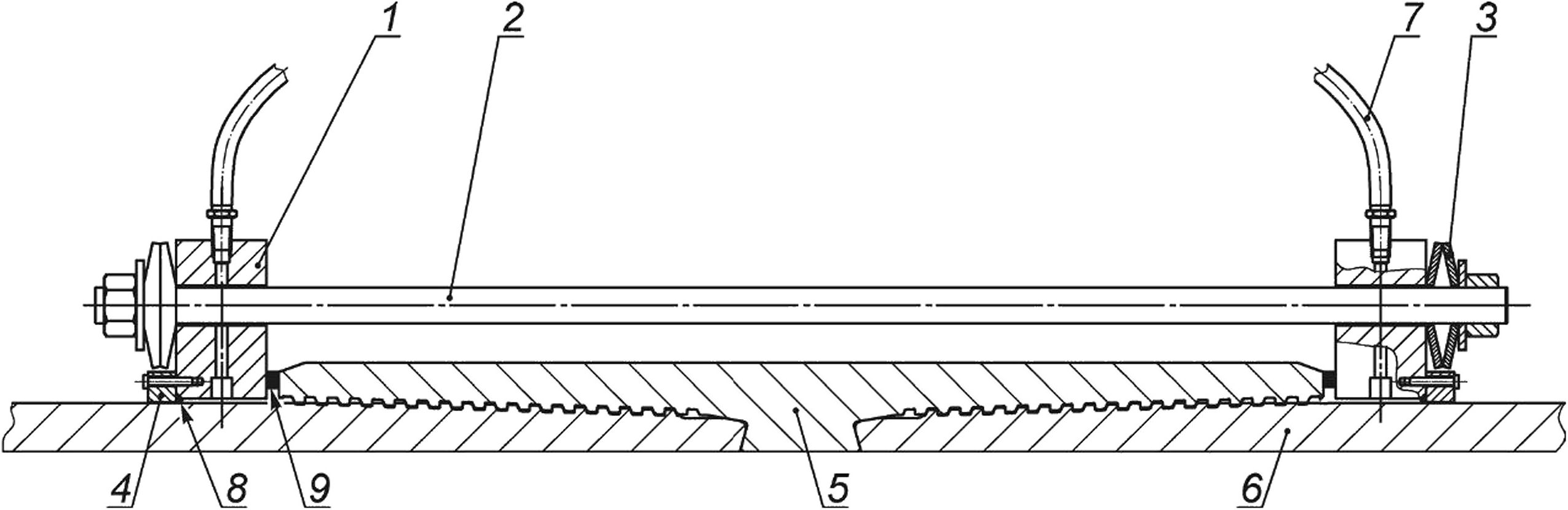
1 — металлический фланец; 2 — резьбовая шпилька; 3 — пружины; 4 — резьбовая гайка; 5 — муфта; 6 — труба; 7 — гибкий шланг (термостойкий для испытаний при повышенной температуре); 8 — уплотнительное кольцо; 9 — прокладка с гладкой поверхностью
Рисунок 8 — Устройство для выявления утечек с уплотнительным кольцом при испытании под внутренним давлением

1 — гибкий шланг; 2 — хомуты для шланга; 3 — металлическая трубка или гибкий шланг [термостойкая(ий) для испытаний при повышенной температуре]; 4 — уплотнительный материал; 5 — небольшой зазор для повышения чувствительности выявления утечек
Рисунок 9 — Устройство для выявления утечек с гибким шлангом при испытании под внутренним давлением
5.7.5.4 Устройство для выявления утечек с перфорированной муфтой
В муфте, над участком сбега резьбы ниппеля, вблизи торца муфты сверлят сквозное выпускное отверстие, позволяющее выходящему газу вытекать из соединения. В отверстии нарезают внутреннюю резьбу и дополняют резьбовым переходником, к которому подсоединяют гибкий шланг. Торец муфты уплотняют во избежание неконтролируемой утечки газа, как показано на рисунке 10.
Сборку перфорированной муфты проводят следующим образом (см. рисунок 10):
а) перед свинчиванием резьбового соединения сверлят отверстия, нарезают в них резьбу, удаляют заусенцы и устанавливают заглушки;
Ь) свинчивают резьбовое соединение;
с) в отверстия устанавливают резьбовые переходники с нанесением уплотнительного резьбового материала, например PTFE;
d) очищают и уплотняют концы муфты при помощи силиконового или другого уплотнительного материала;
е) дают уплотнительному материалу затвердеть;
f) отверстия могут быть расположены рядом с уплотнением металл—металл.
32
ГОСТ ISO 13679—2023

1 — резьбовое отверстие на участке сбега резьбы с резьбовым переходником; 2 — уплотнительный материал; 3— гибкий шланг (термостойкий для испытаний при повышенной температуре)
Рисунок 10 — Устройство для выявления утечек с перфорированной муфтой при испытании
под внутренним давлением
5.7.6 Выявление утечек пузырьковым методом при испытании под внутренним давлением
5.7.6.1 Основные положения
Система выявления утечек пузырьковым методом изображена на рисунке 11. Система основана на улавливании газа, выделяющегося из резьбового соединения, и на его сборе в газосборнике для измерения объема. Система состоит из следующих основных компонентов:
а) устройств для улавливания газа, например приведенных ранее устройств для выявления утечек (см. 5.7.5);
Ь) трубки или гибкого шланга для соединения устройства для выявления утечек с газосборником;
с) газосборника, включающего прозрачный градуированный цилиндр с ценой деления не более 0,1 см3:
1) цилиндр заполняют водой, гибкий шланг выводят в открытый конец цилиндра,
2) цилиндр и конец шланга погружают в сосуд с водой и переворачивают (см. рисунок 11);
d) критерии приемки герметичности уплотнения приведены в 8.3.
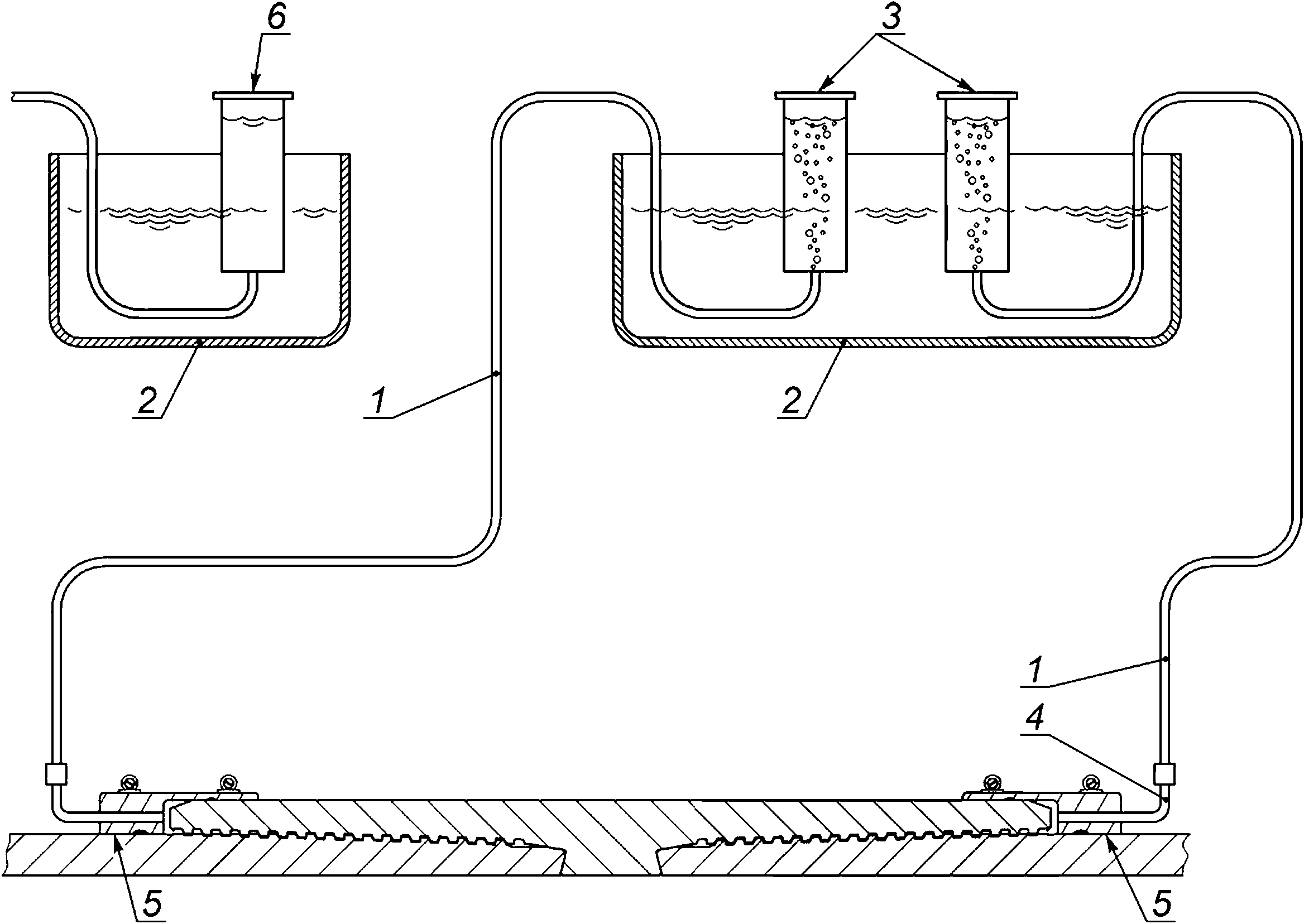
7 — гибкий шланг (термостойкий для испытаний при повышенной температуре); 2 — сосуд с водой; 3 — градуированные цилиндры; 4 — термостойкая трубка; 5 — устройство для выявления утечек; б — замещающий градуированный цилиндр (того же размера и с той же высотой над уровнем воды, что и цилиндры 3)
Рисунок 11 — Пример конфигурации устройства для выявления утечек пузырьковым методом под внутренним давлением
33
ГОСТ ISO 13679—2023
Утечку визуально обнаруживают при наличии пузырьков, поднимающихся в цилиндре. Объем газа из пузырьков измеряют по шкале цилиндра и определяют, приводит ли утечка к протеканию резьбового соединения или она из другого источника, такого как дегазация резьбовой смазки (см. 5.7.4).
5.7.6.2 Испытание устройств для выявления утечек под давлением
Каждое устройство для выявления утечек подвергают испытаниям в следующем порядке:
а) в начале и в конце испытания проверяют уплотнительный материал и переходник на наличие утечки, для чего присоединяют шланг к источнику давления:
1) создают давление газа (воздуха или азота) от 0,007 до 0,014 МПа,
2) перекрывают подвод газа и наблюдают по манометру за падением давления;
Ь) при необходимости герметизируют или ремонтируют устройство;
с) периодически вывинчивают переходник, при необходимости очищают отверстие и проводят повторное испытание в том порядке, который описан выше.
5.7.6.3 Проверка системы выявления утечек пузырьковым методом
Проверку системы выявления утечек пузырьковым методом осуществляют в следующем порядке: а) перед началом выполнения программы испытания и после ее выполнения необходимо проверить систему выявления утечек под внутренним давлением путем испытания на наличие утечки и оценки ее чувствительности. В случае выявления утечек системой после проведения испытания следует повторить испытания, проведенные с момента последней оценки системы выявления утечек;
Ь) для проверки системы на утечки прикладывают давление воздуха или азота от 0,007 до 0,014 МПа. После стабилизации давления перекрывают подвод газа и в течение 2 мин наблюдают за давлением по манометру. Любое падение давления указывает на наличие утечек из системы, которые необходимо выявить и устранить. Уровень чувствительности системы должен быть зарегистрирован и может быть использован для оценки показаний. Чувствительность системы может быть улучшена за счет уменьшения длины шланга;
с) уровень чувствительности системы оценивают, подводя к ней воздух и измеряя прирост объема воздуха в каждом газосборнике. Воздух подводят порциями по 1 см3 как минимум до объема 10 см3. Определяют среднее отношение подводимого и отводимого воздуха на графике (см. рисунок 12). Следует зарегистрировать начальный объем подводимого воздуха, необходимый для того, чтобы воздух начал скапливаться в газосборнике, но этот объем не влияет на расчетную скорость утечки, и поэтому его не учитывают при расчете уровня чувствительности. Уровень чувствительности должен составлять не менее 70 %, в противном случае необходимо изменить конфигурацию системы и тем самым повысить чувствительность. Найденный уровень чувствительности должен применяться для коррекции наблюдаемой скорости и объемов утечки во время проведения испытаний и рассчитываться по следующей формуле:
Qac nids ’
(3)
где qac — фактическая фиксируемая скорость утечки;
р0 — наблюдаемая скорость утечки;
Hids — уровень чувствительности системы выявления утечек.
5.7.6.4 Начало испытания
Перед началом испытания под внутренним давлением проводят предварительную загрузку каждой системы выявления утечек путем нагнетания воздуха в систему вблизи раструбного элемента до появления небольшого количества воздуха в газосборнике. Полученный объем регистрируют в качестве начального объема газа, который будет вычитаться из дополнительного объема газа, который накопится в цилиндре в ходе испытания. Полученный объем воздуха должен быть достаточным, чтобы понизить уровень воды в градуированном цилиндре до уровня шкалы перед началом испытаний.
5.7.7 Выявление утечек под внутренним давлением методом гелиевого масс-спектрометра
5.7.7.1 Основные положения
Система выявления утечек методом гелиевого масс-спектрометра (см. рисунок 13) включает следующее:
а) устройство для выявления утечек газа;
Ь) трубку или гибкий шланг для соединения устройства для выявления утечек с линией подачи газа-носителя;
с) линию подачи чистого азота в качестве газа-носителя, соединенную смасс-спектрометром;
d) гелиевый масс-спектрометр (если масс-спектрометр измеряет утечку методом определения концентрации газа в воздухе, необходимо проверить исправность анализатора при атмосферном давлении).
34
ГОСТ ISO 13679—2023
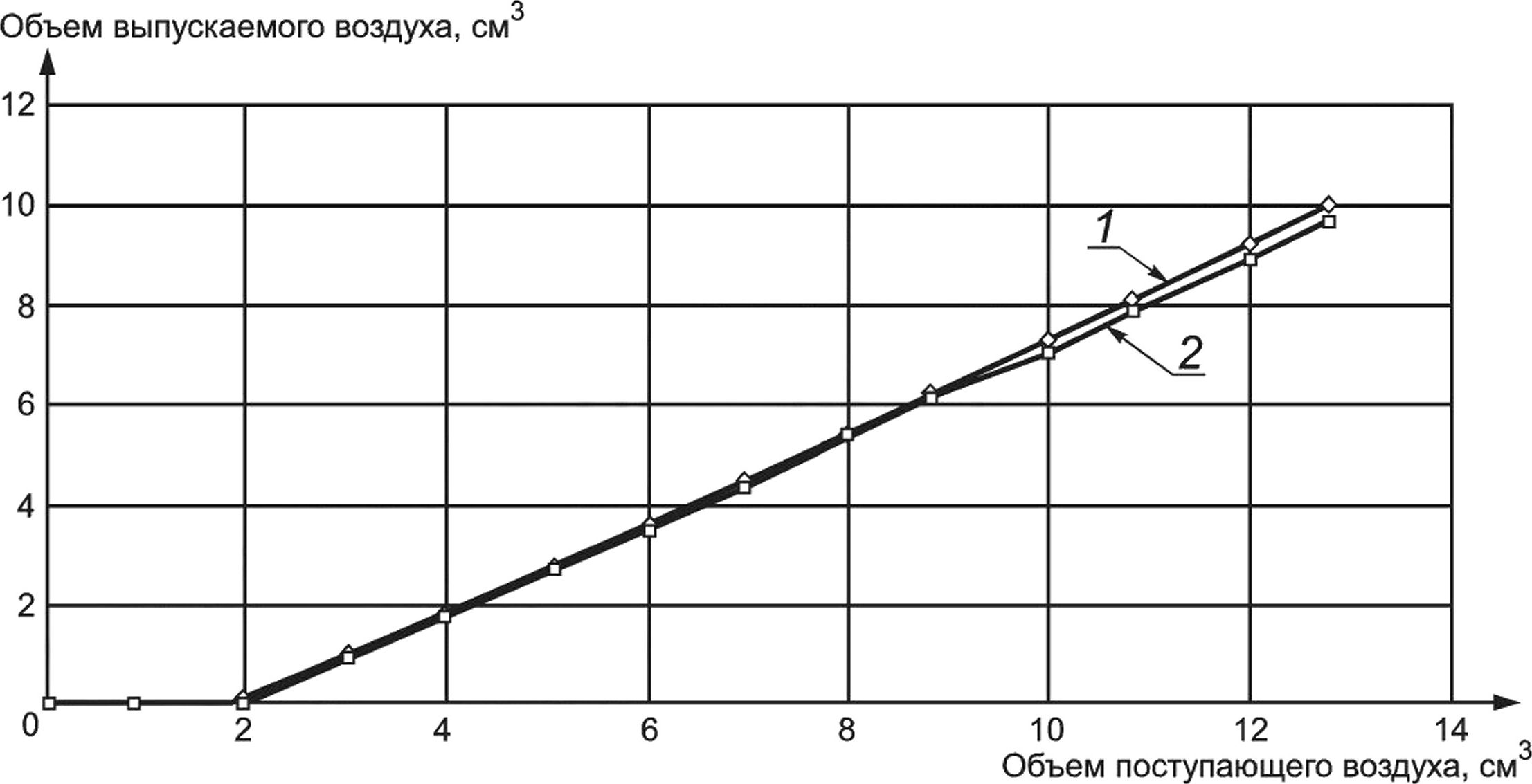
1 — элемент А испытательного образца; 2 — элемент В испытательного образца
Рисунок 12 — Пример графика оценки чувствительности системы выявления утечек
2
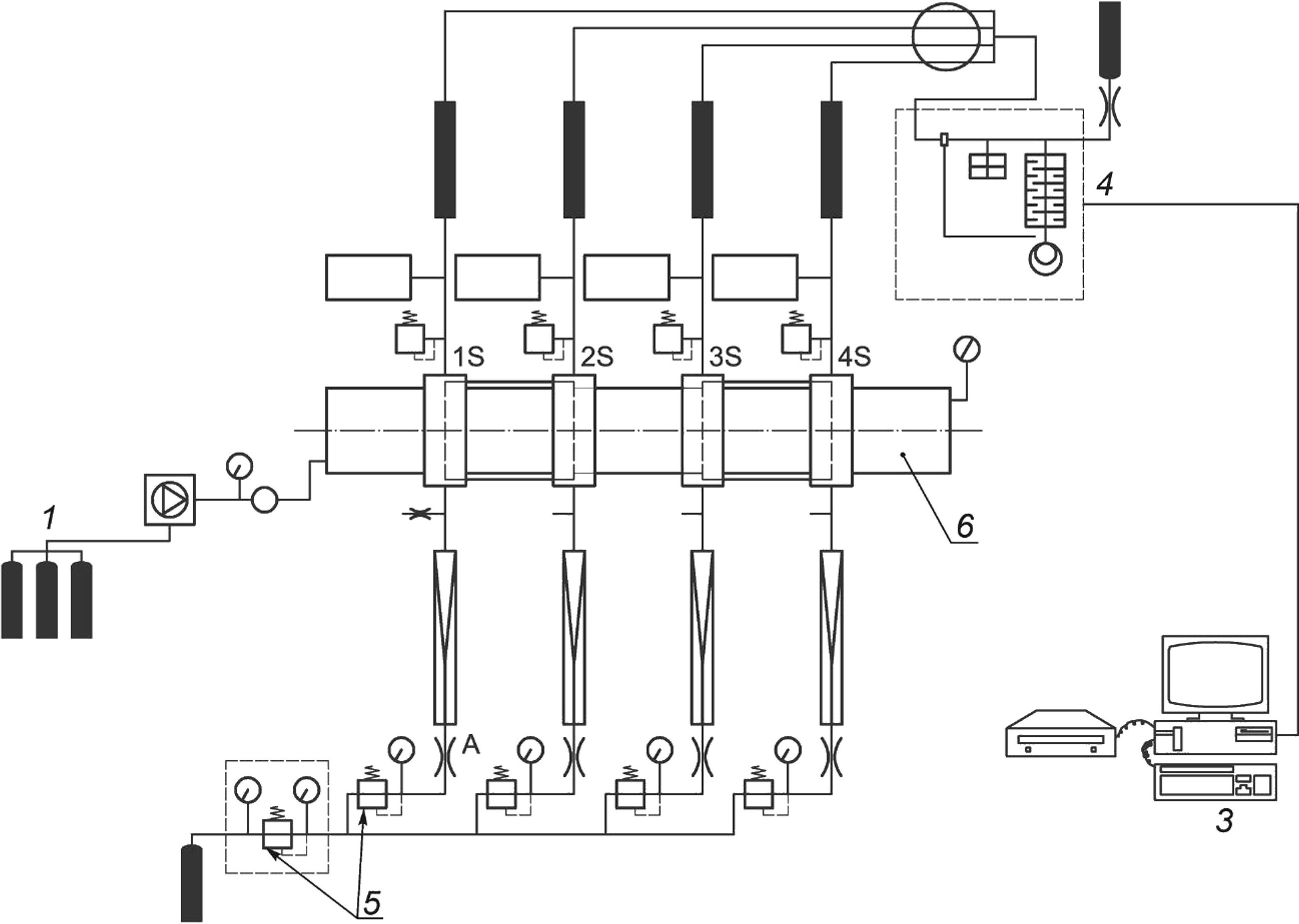
1 — источник внутреннего давления; 2 — кран для отбора проб; 3 — устройство регистрации данных; 4 — масс-спектрометр; 5 — регуляторы подачи газа-носителя; б — испытательный образец (изображен с двумя муфтами и четырьмя соединениями 1S, 2S, 3S и 4S)
Рисунок 13 — Выявление утечек при помощи гелиевого масс-спектрометра
35
ГОСТ ISO 13679—2023
5.7.7.2 Точность системы
Система выявления утечек методом гелиевого масс-спектрометра должна обеспечивать в стандартных условиях измерение общей эффективной скорости утечки 0,0001 см3/с или ниже.
5.7.7.3 Калибровка
Всю систему необходимо калибровать не реже, чем один раз в год в соответствии с рекомендациями изготовителя оборудования, с использованием сертифицированного и калиброванного источника утечек. Калиброванный источник утечек следует использовать вместо испытательного образца при наличии каждого компонента системы выявления утечек.
5.7.7.4 Измерение утечки нескольких образцов
Для испытания нескольких резьбовых соединений или испытательных образцов можно использовать манифольд. Минимальное необходимое время определения концентрации газа в воздухе зависит от оборудования, и его следует определить и продемонстрировать перед началом испытания. Каждая линия должна быть проверена на концентрацию газа не реже одного раза в минуту.
5.7.7.5 Проверка системы
Перед каждым испытанием продувают систему азотом. Фиксированное количество гелия вводят в устройство для выявления утечек или рядом с ним, чтобы убедиться в том, что детектор реагирует на гелий. Проверяют на утечку гелия всю линию и устройство для выявления утечек. Чтобы убедиться в отсутствии засоров в линии, анализируют содержание гелия в газе. В конце испытания повторно продувают линию для того, чтобы обеспечить отсутствие загрязнений системы в начале испытания.
5.8 Выявление утечек для испытания TS-A
5.8.1 Испытания, проводимые при температуре окружающей среды
5.8.1.1 Основные положения
Резьбовые соединения обсадных и насосно-компрессорных труб подвергают воздействию внутреннего и наружного давлений при температуре окружающей среды в системе, способной выявить возникающие при этом утечки. Выявление таких утечек под действием наружного давления считают более сложным и менее точным, чем выявление утечек под внутренним давлением.
Хотя предпочтительно применять методы выявления утечек, аналогичные указанным в 5.7.6 и 5.7.7, эти методы невозможно применять из-за наличия камеры наружного давления. В связи с чем выявление утечек для TS-A при температуре окружающей среды в процессе испытаний под внутренним давлением следует проводить в соответствии с 5.8.1, если камеру оставляют на испытательном образце во время испытания, или согласно 5.7, если камеру убирают.
Вытеснения при изменении нагрузки необходимо фиксировать в протоколе; однако данные вытеснения не считают утечкой в резьбовом соединении. Критерии приемки герметичности под давлением должны соответствовать 8.3. Утечки в резьбовом соединении следует показать на графиках давления.
Для подтверждения предполагаемых утечек, их скорости и источника проводят дополнительные испытания. В случае предполагаемой утечки под внутренним давлением камеру наружного давления следует удалить для оценки каждого резьбового соединения в собранном испытательном образце по отдельности. При этом вытеснения, наблюдаемые с помощью установленной камеры наружного давления, следует фиксировать, но для оценки точки нагрузки с предполагаемой утечкой должны быть использованы только результаты, полученные без камеры наружного давления.
В случае подтверждения утечки без камеры наружного давления точку(и) нагрузки с предполагаемой утечкой необходимо подвергнуть повторным испытаниям с окончанием в точке нагрузки с той же стороны (CCW или CW), что и при предыдущей оценке, выполненной с камерой наружного давления. Если при выполнении предыдущей последовательности испытаний были предполагаемые утечки точке нагрузки в обоих направлениях, то оценку утечек без камеры наружного давления следует проводить для предыдущей точки нагрузки в обоих направлениях. Период выдержки для проверки утечек должен быть самым длинным периодом выдержки для данной конкретной точки нагрузки во время данной серии испытаний.
В случае обнаружения предполагаемой утечки с помощью камеры наружного давления допускается продолжить испытания с камерой наружного давления до тех пор, пока серия испытаний не будет завершена, и затем провести проверку утечки без использования камеры наружного давления.
Результат, полученный без камеры наружного давления, следует считать частью испытаний, а не их отклонением.
36
ГОСТ ISO 13679—2023
5.8.1.2 Среда для создания давления
Среды для создания давления рассмотрены в 5.7.2.
Испытания под наружным давлением при температуре окружающей среды проводят с использованием воды или соответствующей нагнетательной среды.
5.8.1.3 Чувствительность и проверка системы выявления утечек под внутренним и наружным давлениями
Для испытаний TS-A при температуре окружающей среды чувствительность к выявлению утечек для испытаний под внутренним и наружным давлениями должны соответствовать положениям 5.7.6.3 при калибровке камеры и испытательного образца соответственно. Чувствительность необходимо зафиксировать и задокументировать в соответствии с 5.7.6.3.
Для облегчения выявления утечек можно использовать индикаторные красители в жидкости, или муфта может быть перенесена на участок между уплотнением металл-металл и началом первого витка резьбы на ниппеле. Второй вариант — измерить промежуток времени, необходимый для того, чтобы жидкость пробила отверстие в резьбовом уплотнении. Тогда данный промежуток времени следует использовать для определения минимального времени выдержки для текущих одночасовых периодов выдержки после испытаний под наружным давлением.
5.8.1.4 Торцевые заглушки с отверстиями
В торцевых заглушках испытательного образца резьбового соединения должны быть предусмотрены отверстия для заполнения внутренней части образца водой, оснащенные штуцерами высокого давления, способными удержать внутреннее давление при проведении такого испытания. Как правило, требуются два отверстия — одно для подвода воды и одно для отвода воздуха, расположенные на противоположных концах испытательного образца резьбового соединения. Отверстие для отвода воздуха должно быть расположено в торцевой заглушке таким образом, чтобы можно было полностью удалить воздух из испытательного образца. Если не отводить воздух из камеры наружного давления, это может привести к длительному периоду стабилизации и (или) ошибочным результатам при определении герметичности резьбового соединения. Поэтому следует приложить усилия для отвода воздуха из камеры наружного давления, из испытательного образца и из системы выявления утечек. Расположение отверстий для подвода и отвода в надлежащих участках, наклон испытательного образца во время заполнения образца или камеры наружного давления водой, использование смачивающих веществ и т. д. — это примеры способов удаления воздуха из испытательного образца. Кроме того, отверстия должны быть расположены так, чтобы обеспечить удаление воды из резьбового соединения перед дальнейшими испытаниями под внутренним давлением газа.
5.8.1.5 Установка для испытаний TS-A
Пример установки для испытаний TS-A приведен на рисунке 14. Отверстие для отвода воздуха из камеры (позиция 3 на рисунке 14) должно быть в верхней части камеры наружного давления во время настройки и стабилизации. Затем сборный узел поворачивают вокруг его продольной оси так, чтобы отверстие 3 было как можно ближе к 20° от вертикали, или подсоединяют шланг для выявления утечек с другим отверстием, например в нижней части (180°) или боковой поверхности (90°) камеры, для предотвращения попадания оставшегося воздуха в шланг для выявления утечек. Отверстие, обозначенное позицией 11 на рисунке 14, должно совпадать с внутренним диаметром испытательного образца или быть меньше него.
5.8.1.6 Выявление и измерение утечек по уровню воды
Для испытания под внутренним давлением при температуре окружающей среды камера и система выявления утечек должны быть заполнены водой согласно 5.8.1.4. В соответствии с 5.8.1.5 гибкий шланг подсоединяют к системе выявления утечек, как показано на рисунке 14 (позиции 3 и 12) и на рисунке 15 (позиция 8).
Для испытаний под наружным давлением при температуре окружающей среды испытательный образец и система выявления утечек должны быть заполнены водой согласно 5.8.1.4. В соответствии с 5.8.1.5 гибкий шланг подсоединяют к системе выявления утечек, как показано на рисунке 14 (позиции 3 и 72) и на рисунке 15 (позиция 8).
37
ГОСТ ISO 13679—2023
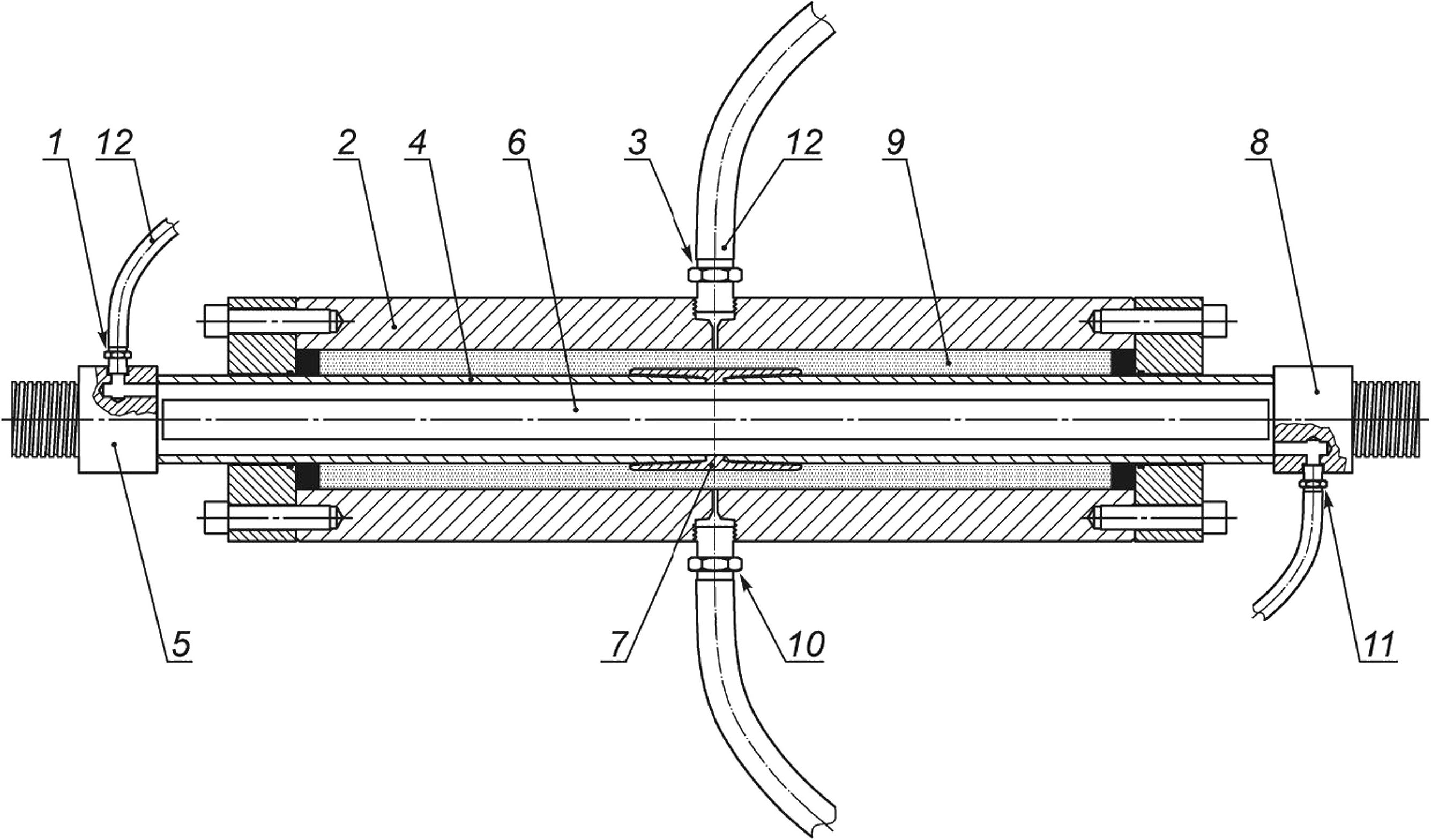
1 — отверстие для датчика давления при испытании под внутренним давлением газа для выявления утечек при испытании под наружным давлением и для подвода магистрального воздуха для удаления воды после испытания под наружным давлением; 2 — камера наружного давления; 3 — отверстие, оснащенное гибким шлангом для выявления утечек при испытании под внутренним давлением или датчиком давления при испытании под наружным давлением; 4 — испытуемая труба; 5 — торцевая заглушка с внутренним отверстием сверху (см. позицию 7); б — внутренний специальный вкладыш для безопасности; 7 — испытуемое соединение; 8 — торцевая заглушка с внутренним отверстием снизу (см. позицию 11); 9 — камера, полностью заполненная водой; 10 — отверстие для подвода воды в камеру; 11 — отверстие для подвода газа для наполнения водой при испытании под наружным давлением, для отвода воды после испытания под наружным давлением; 12 — гибкий шланг для подсоединения к системе выявления утечек (см. позицию 8 на рисунке 15)
Рисунок 14 — Пример установки для испытаний TS-A
Во время испытаний под давлением TS-A камера охватывает испытуемое резьбовое соединение и часть трубы по обе стороны от него. Установлено, что при проведении этого испытания непосредственно после приложения полного давления и осевой нагрузки может иметь место вытеснение значительного объема воды (более 0,9 см3 за 15 мин). При этом интенсивность вытеснения воды обычно постепенно уменьшается. Поэтому необходим период стабилизации перед началом требуемого периода выдержки под давлением. С учетом этой особенности во время испытаний под давлением TS-A следует руководствоваться следующими условиями:
а) прикладывают полное требуемое внутреннее или наружное испытательное давление и закрывают вентили на напорных линиях, идущих от нагнетательного насоса;
Ь) для поддержания требуемого давления непосредственно после закрытия вентилей может потребоваться небольшое повышение давления;
с) вскоре после закрытия вентилей (после приложения заданных нагрузок и стабилизации системы выявления утечек) начинают регистрировать осевые нагрузки, давление и уровни воды в градуированных цилиндрах;
d) продолжают регистрировать осевые нагрузки, давление и уровни воды в градуированных цилиндрах в соответствии с 8.3;
е) документально фиксируют скорость утечки и отмечают направление утечки в газосборнике. Критерии приемки герметичности под давлением приведены в 8.3.
38
ГОСТ ISO 13679—2023
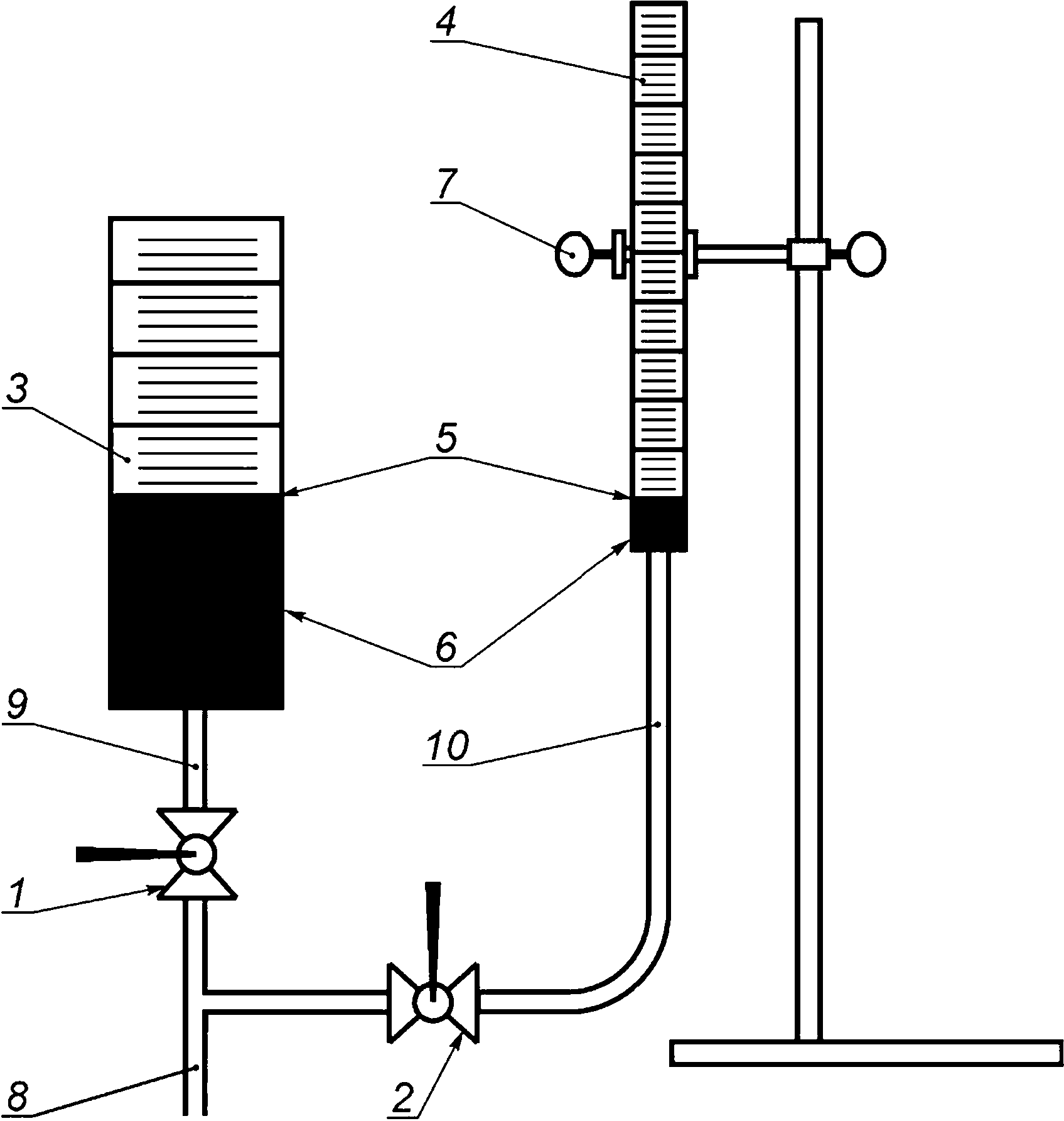
1 — вентиль перед большим градуированным цилиндром; 2 — вентиль перед малым градуированным цилиндром; 3 — большой градуированный цилиндр с открытым верхом (приблизительно от 100 до 200 см3); 4 — малый градуированный цилиндр с открытым верхом (приблизительно 25 см3) с ценой деления 0,1 см3; 5—уровень воды; 6 — подкрашенная вода; 7— регулируемый кронштейн цилиндра, позволяющий разместить дно цилиндра на уровне воды от 100 до 200 см3 в начале каждого периода выдержки; 8 — гибкий шланг, соединенный с верхней частью камеры при испытании под внутренним давлением газа и с верхним отверстием одной из торцевых заглушек при испытании под наружным давлением; 9 — гибкий шланг, соединенный с большим цилиндром; 10 — гибкий шланг, соединенный с малым цилиндром
Примечание — Установку не допускается использовать для испытания при повышенной температуре.
Рисунок 15 — Пример системы выявления утечек для TS-A с камерой наружного давления на образце для испытаний под внутренним и наружным давлениями при температуре окружающей среды
В начале испытания под внутренним и под наружным давлениями большой градуированный цилиндр, показанный на рисунке 15, должен быть заполнен водой примерно наполовину. Перед приложением и регулировкой испытательных нагрузок открывают большой вентиль (позиция 7 на рисунке 15) и закрывают малый вентиль (позиция 2 на рисунке 15). При приложении испытательных нагрузок уровень воды в большом цилиндре будет повышаться или понижаться. В начале периода выдержки открывают малый вентиль (позиция 2 на рисунке 15) и перемещают малый градуированный цилиндр вверх или вниз так, чтобы уровень воды в нем стал близким к дну цилиндра. Затем закрывают большой вентиль (позиция 7 на рисунке 15). При утечке из резьбового соединения уровень воды в малом цилиндре будет повышаться, и его измерение позволяет делать выводы о скорости утечки. Для облегчения наблюдения за уровнем воды в цилиндрах рекомендуется добавить краситель.
Для определения характеристики утечки уровень воды в малом цилиндре должен регистрироваться в начале и в конце каждого периода выдержки, а при наличии утечки из резьбового соединения — с периодичностью, установленной в 8.3.2.
5.8.2 Испытания, проводимые при повышеннойтемпературе
5.8.2.1 Основные положения
Из-за сложности проведения испытания под наружным давлением при повышенной температуре с использованием точной системы выявления утечек основным принципом является работа соедине-
39
ГОСТ ISO 13679—2023
ния при повышенной температуре, а система выявления утечек используется для выявления утечек в резьбовом соединении только в информационных целях.
Выявление утечек в TS-A при повышенной температуре производят с помощью метода падения давления. При удалении камеры наружного давления испытание под внутренним давлением при повышенной температуре должно быть выполнено в соответствии с 5.7. Утечки независимо от метода выявления (давление, объем или скорость) следует фиксировать в протоколе.
Для испытания TS-A при повышенной температуре применяют требования 5.10.
5.8.2.2 Среда для создания давления
Испытания под внутренним давлением выполняют с использованием сухого азота. Испытания под наружным давлением проводят с помощью соответствующей жидкости, которая остается в жидком состоянии при температуре выше температуры испытания.
5.8.2.3 Чувствительность и проверка системы выявления утечек при TS-A
Для испытаний TS-A при повышенной температуре чувствительность выявления утечек, равная чувствительности выявления утечек под внутренним давлением (см. 5.7.3), невозможна из-за сложности, точности и безопасности. Для выявления утечек при повышенной температуре в условиях TS-A следует применить метод падения давления (см. 5.8.2.4). В результате чувствительность выявления утечек равна чувствительности датчика давления. Результаты необходимо документально зафиксировать.
5.8.2.4 Выявление и измерение утечек методом падениядавления
Выявление утечек методом падения давления можно применять для испытаний TS-A при повышенной температуре. Изменения давления в зависимости от нагрузки следует фиксировать и указывать в протоколе, однако данные изменения давления не считают утечкой в резьбовом соединении. Критерии приемки герметичности резьбовых соединений должны соответствовать приведенным в 8.3. Утечки в резьбовом соединении должны быть указаны на графикахдавления.
При испытаниях под внутренним давлением камера наружного давления заполняется соответствующей нагнетательной средой, и отверстие (позиция 10 на рисунке 16) закрывается, в то время как датчик давления используется для контроля давления в пределах камеры наружного давления в отверстии (позиция 3 на рисунке 16). Давление в камере наружного давления следует поддерживать на уровне не выше 1,4 МПа. В периоды выдержки при внутреннем давлении снижение внутреннего давления сопровождается повышением наружного давления, что указывает на возможную утечку в резьбовом соединении под действием внутреннего давления.
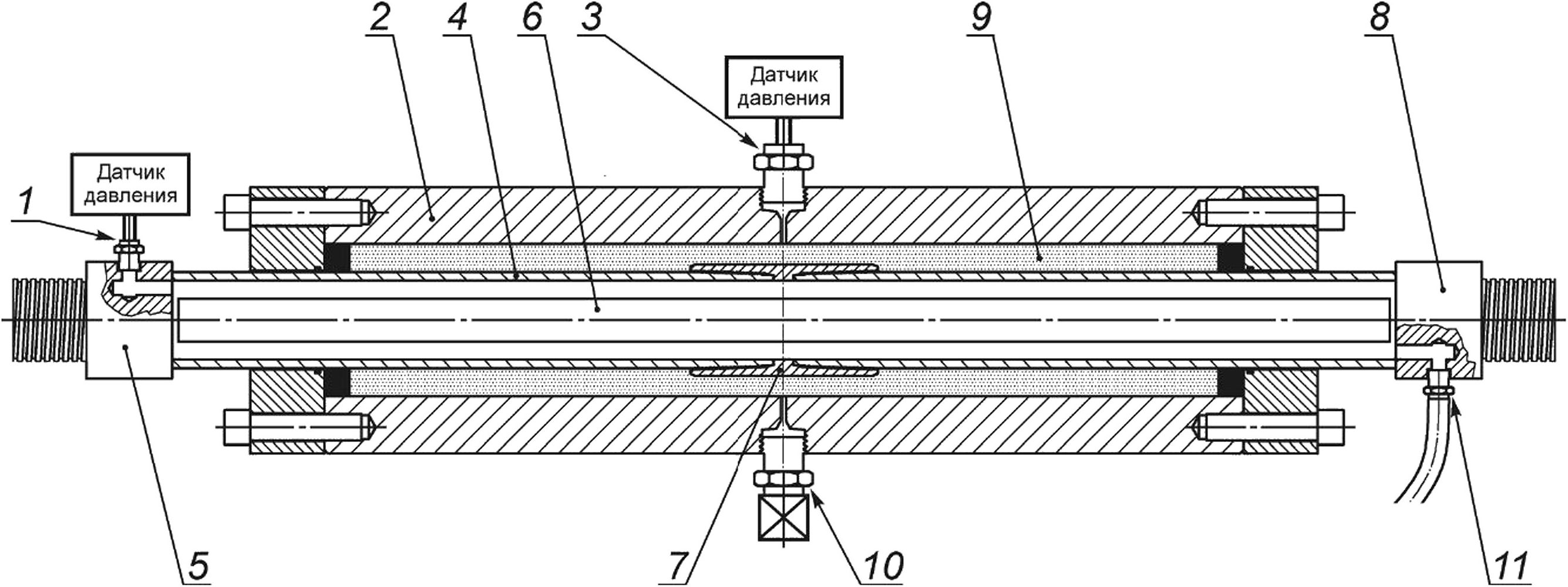
1 — отверстие для датчика давления при испытании внутренним давлением газа; 2 — камера наружного давления; 3 — отверстие, оборудованное датчиком давления для испытания под внутренним давлением газа; 4 — испытуемая труба; 5 — торцевая заглушка с внутренним отверстием сверху (см. позицию 1); 6 — внутренняя уплотнительная прокладка для безопасности; 7 — испытуемое соединение; 8 — торцевая заглушка с внутренним отверстием снизу (см. позицию 11); 9 — камера, полностью заполненная жидкостью; 10 — отверстие для подвода жидкости в камеру, закрытое при испытании под внутренним давлением газа; 11 — отверстие для подвода газа под давлением
Рисунок 16 — Пример установки для TS-A при повышенной температуре (внутреннее давление)
40
ГОСТ ISO 13679—2023
При испытаниях под наружным давлением образец наполняют газовой или жидкой средой. Отверстие торцевой заглушки (позиция 11 на рисунке 17) закрывается, в то время как датчик давления используется для контроля давления в пределах испытательного образца в отверстии (позиция 1 на рисунке 17). Давление в пределах испытательного образца следует поддерживать на уровне не выше 1,4 МПа. В периоды выдержки при наружном давлении понижение наружного давления, сопровождаемое повышением внутреннего давления, указывает на возможную утечку в резьбовом соединении под действием наружного давления. Повышение давления в образце не совпадает с потерей давления в камере. Исходя из того, что для создания наружного давления использована соответствующая нагнетательная среда, может потребоваться значительный объем утечки, прежде чем внутреннее давление повысится настолько, насколько необходимо для выявления утечки.
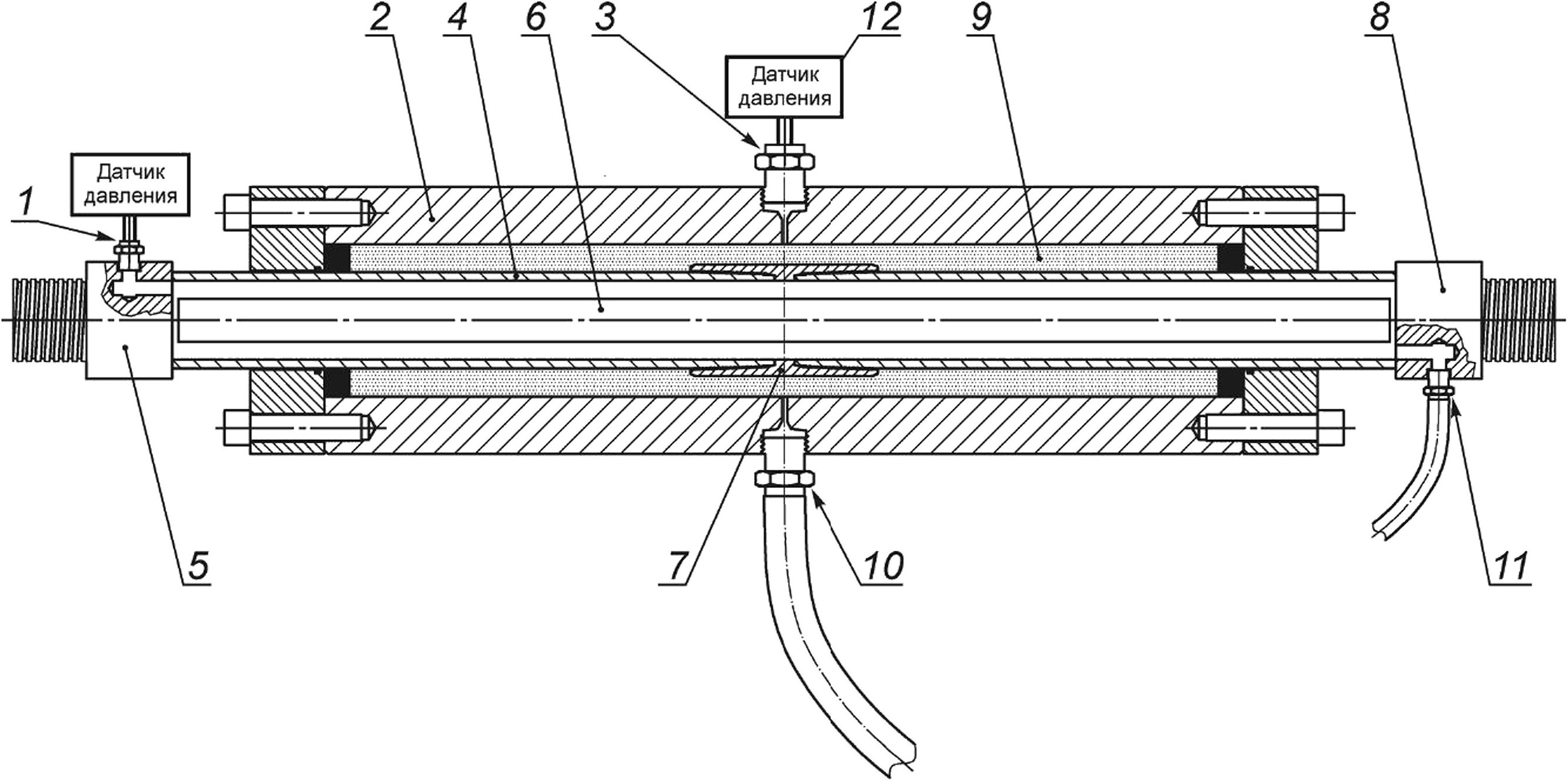
1 — отверстие для датчика давления при испытании под наружным давлением газа, подвода магистрального воздуха для удаления воды после испытаний под наружным давлением; 2 — камера наружного давления; 3 — отверстие, оборудованное датчиком давления для испытания под наружным давлением; 4 — испытуемая труба; 5 — торцевая заглушка с внутренним отверстием сверху (см. позицию 7); 6 — внутренняя уплотнительная прокладка для безопасности; 7 — испытуемое соединение; 8 — торцевая заглушка с внутренним отверстием снизу (см. позицию 77); 9 — камера, полностью заполненная жидкостью; 10 — отверстие для подвода жидкости под давлением в камеру; 11 — отверстие для подвода жидкости при испытании под наружным давлением, для отвода жидкости после испытания под наружным давлением
Рисунок 17 — Пример установки для TS-A при повышенной температуре (наружное давление)
Выявление утечек для TS-A при повышенной температуре осуществляют при помощи контроля приложенного давления на предмет возможной утечки в резьбовом соединении. Фиксируют скорость потери давления, МПа/мин, с интервалом 5 мин, динамику скорости падения давления и число повышений давления во время выдержки. Длительная потеря давления или увеличение скорости потери давления указывает на возможную утечку в резьбовом соединении. Критерии приемки герметичности резьбовых соединений приведены в 8.3.
Для подтверждения предполагаемых утечек, определения их скорости и источника проводят дополнительные испытания. При наличии предполагаемой утечки под действием внутреннего давления камеру наружного давления следует удалить, а испытание под внутренним давлением повторить, чтобы каждое резьбовое соединение в сборке образца можно было оценить отдельно с выявлением и измерением утечек пузырьковым методом (см. 5.7.7) или методом гелиевого масс-спектрометра (см. 5.7.8). В случае предполагаемой утечки под действием наружного давления и по согласованию между изготовителем и заказчиком можно завершить испытания при повышенной температуре и провести испытания TS-Апри температуре окружающей среды при уровне 90 % для подтверждения утечки или обосновать ее сложностью выявления утечек при повышенной температуре. В противном случае при отсутствии согласования между сторонами образец следует охладить до температуры окружаю-
41
ГОСТ ISO 13679—2023
щей среды и повторно провести испытание под наружным давлением при температуре окружающей среды при уровне 90 % с выявлением и измерением утечек по уровню воды (см. 5.8.1.6).
5.9 Сбор данных и методы испытаний
5.9.1 Общие положения
Правильная и точная регистрация данных имеет существенное значение при выполнении программы испытаний. Без соответствующей регистрации данных невозможно обеспечить объективную оценку качества резьбового соединения.
5.9.2 Принципы испытаний
Испытательные образцы подвергают воздействию комбинации нагрузок, включая осевую нагрузку, давление, изгиб и температуру. Соответствующее измерение и контроль этих нагрузок необходимы для выполнения программы испытаний. Для точек нагрузки без преднамеренного изгиба изгибающие нагрузки могут быть вызваны изменениями в трубе или выравниванием элементов испытательного образца и нагрузочного устройства. Рекомендуется предусмотреть крепление испытательных образцов приспособлениями, предотвращающими изгиб. Испытательные лаборатории должны поддерживать процессы управления изгибом испытательных образцов.
Контроль параметров деформации во время испытаний позволяет проанализировать реакцию резьбового соединения на условия испытаний и подтвердить правильность приложения испытательным оборудованием запланированных нагрузок. Возможно подключение тензометров к резьбовому соединению (наружный диаметр раструбного элемента/замковой муфты и внутренний диаметр ниппельного элемента) и (или) по отношению к телу трубы.
5.9.3 Процедура
5.9.3.1 Общие положения
Контролируют и регистрируют внутреннее или наружное давление, осевую нагрузку, изгибающую нагрузку и температуру, воздействующие на испытательный образец. Для каждого испытания непрерывно регистрируют давление, осевую нагрузку и температуру во времени. Данные сведения следует регистрировать в цифровой форме. При цифровой регистрации скорость сбора данных должна соответствовать ожидаемым изменениям нагрузки и давления, но не должна быть менее одного показания с каждого канала с интервалом в 15 с. Для испытаний при предельных нагрузках рекомендуется более высокая скорость сканирования.
5.9.3.2 Давление и (или) осевая нагрузка
К внутренней или наружной поверхности испытательного образца резьбового соединения присоединяют датчик давления. При этом его размещают со стороны отверстия для отвода воздуха, а не со стороны отверстия для нагнетания давления.
Каждый образец нагружают усилием со скоростью роста осевой нагрузки не более 105 МПа/мин, а также давлением со скоростью роста давления не более 105 МПа/мин. Нагружение образцов можно осуществлять непрерывно или дискретно. Однако в случае дискретного нагружения скорости роста осевой нагрузки и давления не должны превышать максимальной скорости. При снятии давления и осевой нагрузки максимальную и минимальную скорости не устанавливают.
Примечание — Эти скорости указаны для обеспечения точной регистрации данных о герметичности и конструктивных характеристиках во время испытаний.
Давление и (или) осевые нагрузки на нагрузочное устройство в периоды выдержки не должны быть выше расчетных нагрузок. Нагрузку давлением в периоды выдержки следует поддерживать в пределах расчетного давления ±1,4 МПа или ±1 % в зависимости от того, что больше; осевую нагрузку на нагрузочное устройство в периоды выдержки — в пределах расчетной осевой нагрузки на раму ±0,5 % или ±22 кН в зависимости от того, что больше.
Добавление или удаление осевых нагрузок, нагрузок давлением или изгибающих нагрузок допустимо в периоды выдержки для сохранения нагрузок в пределах требуемого допустимого диапазона. Снижение осевой нагрузки на нагрузочное устройство, давления, изгиба или температуры до значений меньше нижнего допустимого предела не влияет на выдержку; однако период выдержки следует продлить, чтобы выдержать общее суммарное время выдержки при нагрузках в пределах допустимого диапазона. Превышения верхнего допустимого предела для заданного периода выдержки следует избегать. Если они происходят, их следует зафиксировать.
42
ГОСТ ISO 13679—2023
5.9.3.3 Применение тензометров, установленных на резьбовом соединении, во время испытаний на свинчивание — развинчивание
Во время испытаний на свинчивание — развинчивание могут быть применены тензометры. При их применении в том случае, если предполагается осуществлять сбор данных во время свинчивания и развинчивания, испытательный образец перед начальной сборкой должен быть снабжен измерительной аппаратурой для контроля деформации. Если данные по деформации тела трубы собираются во время испытаний на свинчивание — развинчивание, следует использовать двухосные или трехосные тензометры.
Примечание — Двухосные тензометры измеряют основные деформации во время испытаний с комбинированной нагрузкой, однако при испытаниях на свинчивание — развинчивание более целесообразно применение трехосных тензометров, т. к. основной деформацией трубы во время свинчивания и развинчивания является деформация кручения.
Для размещения тензометров можно использовать различные осевые положения. Минимальное количество тензометров в каждом осевом положении должно быть следующим:
а) три тензометра, расположенные по окружности (каждые 120°) на равном расстоянии друг от друга — для труб наружным диаметром до 101,60 мм включ.;
Ь) четыре тензометра, расположенные по окружности (каждые 90°) на равном расстоянии друг от друга — для труб наружным диаметром свыше 101,60 мм.
Для свинчиваний и развинчиваний тензометры устанавливают внутри ниппеля и снаружи муфты (для соединений IJ — снаружи муфты), на стороне, противоположной любым участкам уплотнения металл-металл. Если уплотнений металл-металл несколько, тензометры размещают напротив каждого уплотнения, как можно ближе к середине участка уплотнения. Внутренние и наружные тензометры размещают в соответствующих осевых положениях (т. е. при свинчивании резьбового соединения осевое положение внутренних и наружных тензометров должно совпадать). Расположение по окружности может не совпадать.
Для каждого свинчивания показания тензометра следует фиксировать отдельно:
- для ниппеля и муфты (раструбного элемента) не в сборке;
- для резьбового соединения в сборке, свинченного вручную и (или) ленточным ключом;
- для полностью свинченного резьбового соединения.
В случае выхода из строя первого образца из-за заедания обязательно использование тензометров при повторных испытаниях для сбора данных во время сборки образца.
Перед первым свинчиванием тензометры необходимо установить на ноль и выполнить их параллельную калибровку. При многократном свинчивании и развинчивании не допускается корректировать калибровку и нулевое положение между циклами свинчивания и развинчивания (т. е. повторный сброс на ноль не допускается). После FMU внутренние тензометры и связанные с ними провода следует отсоединить и удалить.
5.9.3.4 Применение тензометров для измерения изгиба
5.9.3.4.1 Общие положения
Для TS-B с изгибом требуется использование тензометров для тела трубы. Тензометры могут быть использованы для контроля случайного изгиба в других сериях испытаний.
Эквивалентное осевое усилие изгиба в теле эталонной трубы для расчетного изгиба определяют по формуле
Fb = 9,13857 ■ 10-7 • ((avgD2vg _ f2vgOavg). Е . D|eg> (4)
где Fb — эквивалентное осевое усилие изгиба, кН;
favg — измеренная средняя толщина стенки трубы испытательного образца, мм;
^avg — максимальный из средних измеренных в установленных плоскостях наружных диаметров испытательного образца трубы, мм;
Цед — эффективная степень прогиба, градусы на 30 м;
Е — модуль упругости материала тела трубы, МПа (см. 5.5.2).
Константа 9,13857 • 10-7 основана на переводе единиц измерения и геометрических коэффициентах, учитывающих напряжение на наружной поверхности трубы в плоскости изгиба. Эквивалентное осевое усилие изгиба определяют по формуле (4) с помощью задания плоского напряжения равным напряжению изгиба наружной поверхности и расчета осевой нагрузки. Расширенная информация по формуле и ее происхождению приведена в D.6.2.2.
43
ГОСТ ISO 13679—2023
5.9.3.4.2 Положение и ориентация тензометров
При измерении изгиба при помощи тензометров размещают четыре одноосных тензометра на оба патрубка в одних и тех же расположенных на равном расстоянии друг от друга с интервалом 90° плоскостях и на расстоянии не менее Ч^ от резьбового соединения и любой торцевой заглушки или крепления. Если необходимо дополнительно использовать тензометры для сбора данных о кольцевой деформации, можно применять двухосные тензометры. Рекомендуется настроить тензометр на 0° в соответствии с расположением наиболее тонкой стенки. Положение/ориентацию каждого тензометра необходимо документально зафиксировать.
Существует два метода контроля расчетного изгиба: метод контроля, основанный на изгибающем моменте О|ед, и метод контроля, основанный на эквивалентном напряжении. В обоих случаях для контроля расчетного изгиба применяют тензометры. Испытательная лаборатория должна выбрать один метод и использовать его на протяжении всего испытания.
Калибровку и нулевое положение тензометра не следует корректировать на протяжении любой серии испытаний (т. е. повторный сброс на ноль не допускается); любой остаточный изгиб является частью общего приложенного изгибающего момента. Однако, если в конце испытаний TS-B без изгиба при температуре окружающей среды испытательный образец остался достаточно прямым (что должно быть продемонстрировано другими способами), допускается повторный сброс на ноль (пока образец находится при повышенной температуре), так как считается, что остаточные деформации (приводящие к расчетному изгибу) являются результатом не изгиба, а неравномерного деформационного упрочнения материала тела трубы. В случае необходимости замены тензометра или его повторного сброса на ноль стороны должны согласовать процедуру и последующие изменения в ходе испытаний.
5.9.3.4.3 Контроль кривизны по изгибающему моменту
При методе контроля по изгибающему моменту D|eg к резьбовому соединению применяют изгиб и доводят до минимального изгибающего момента, установленного для испытаний на изгиб, рассчитанный по результатам измерения напряжений тензометрами тела трубы. Для каждого патрубка изгиб рассчитывают в горизонтальной и вертикальной плоскостях и две плоскости комбинируют векторно для определения изгибающего момента. Применять изгибающий момент необходимо до тех пор, пока наибольшее из показаний двух патрубков не достигнет расчетного значения. Контролируют показания тензометров тела трубы, рассчитывают изгибающее напряжение, изгибающий момент и прогиб и непрерывно регистрируют прогиб.
В периоды выдержки прилагаемую изгибающую нагрузку необходимо поддерживать, как минимум, в пределах расчетной изгибающей нагрузки и, как максимум, в пределах расчетной изгибающей нагрузки плюс предельное отклонение, указанное ниже. Отклонение ниже расчетной изгибающей нагрузки не влияет на выдержку, однако период выдержки следует увеличить, чтобы соблюсти общее суммарное время выдержки при изгибающей нагрузке в пределах допустимого диапазона. Отклонения выше верхнего допустимого предела для заданного периода выдержки следует исключить. Если они возникают, их необходимо зафиксировать:
а) максимально допускаемый изгиб 3,0° на 30 м — для труб наружным диаметром до 73,02 мм включительно;
Ь) максимально допускаемый изгиб 2,0° на 30 м — для труб наружным диаметром от 73,02 до 101,60 мм;
с) максимально допускаемый изгиб 1,5° на 30 м — для труб наружным диаметром от 101,60 до 139,70 мм;
d) максимально допускаемый изгиб 1,0° на 30 м — для труб наружным диаметром от 139,70 до 254,00 мм;
е) максимально допускаемый изгиб 0,5° на 30 м — для труб наружным диаметром свыше 254,00 мм.
5.9.3.4.4 Контроль кривизны по эквивалентному напряжению
При методе контроля по эквивалентному напряжению каждая точка приложения изгибающей нагрузки соответствует точке нагрузки без изгиба при идентичном расчетном уровне напряжений. Целью такого метода является замещение части осевой нагрузки изгибающей нагрузкой таким образом, чтобы уровень напряжения до и после приложения изгиба был эквивалентным. Данный метод можно использовать только для резьбовых соединений, передающих изгиб на тело трубы, например соединения со 100 %-ной эффективностью изгиба (см. 5.9.3.4).
Изгиб необходимо прикладывать и контролировать в одной плоскости. Следует установить соответствующее крепление для ограничения поперечного изгиба и контролировать его. Изгиб QI необходи-44
ГОСТ ISO 13679—2023
мо контролировать тензометром на стороне растяжения трубы, а изгиб QII — тензометром на стороне сжатия трубы.
Сначала прикладывают нагрузки на этапе нагрузки без изгиба и регистрируют напряжение контрольным тензометром на каждом патрубке. Порядок точек нагрузки с изгибом и без него можно поменять таким образом, что точку одноосной нагрузки можно использовать до применения изгиба. Затем уменьшают осевую нагрузку на расчетное значение и прикладывают изгибающую нагрузку до тех пор, пока контрольный тензометр не возвратится к последнему значению, зарегистрированному на предыдущей точке приложения нагрузки без изгиба. Когда расчетный изгиб достигнут, можно начать период выдержки. Тензометр может сползти во время выдержки из-за того, что материал нагружается сверх предела упругости. Изгибающую нагрузку можно снизить для сохранения напряжения в указанных далее допустимых пределах.
Предельное отклонение на прилагаемую изгибающую нагрузку составляет 2 % упругой деформации, основанной на модуле упругости, определенном ранее, и SMYS или 50 мкм/м в зависимости от того, что больше.
5.9.3.4.5 Измерение изгиба
Тензометры, используемые для измерения изгиба, не должны быть более 6,35 мм. Осевое положение тензометров зависит от метода приложения изгибающей нагрузки, как указано далее. В качестве альтернативы для измерения изгиба можно применять методы измерения (например, видео, лазерные, фотограмметрические методы). Альтернативные методы измерения необходимо документировать для демонстрации достижения требуемого минимального изгиба в каждой точке приложения изгибающей нагрузки.
Применяют два метода нагружения для запланированного изгиба:
а) четырехточечный изгиб.
Оба изгибающих цилиндра размещают на одинаковом расстоянии от конечных опор и прилагают с их помощью одинаковую нагрузку. Тензометры, используемые для контроля изгиба, должны быть расположены на теле трубы между двумя изгибающими цилиндрами при условии соблюдения требований 5.9.3.4.2;
Ь) равномерный изгиб при помощи вращающихся концевых креплений, при котором прилагаемый изгибающий момент должен быть одинаковым на обоих концах. Тензометры могут быть расположены в любом месте по длине трубы при условии соблюдения требований, указанных в 5.9.3.4.2.
5.9.3.5 Испытания под предельной нагрузкой
Контролируют и регистрируют внутреннее или наружное давление и осевую нагрузку, приложенные к испытательному образцу.
При каждом испытании под предельной нагрузкой фотографируют образец после отказа и указывают место и характер разрушения. Отмечают основные нагрузки и размеры в соответствии с рисунком В.7. Результаты испытания регистрируют и записывают в протоколы испытаний (см. раздел 9 и приложение С). Информация о завершении испытаний приведена в 7.4.2.
5.10 Испытания при повышенной температуре
5.10.1 Основные положения
Целью механических циклических испытаний при температуре окружающей среды и при повышенной температуре (TS-A и TS-B) и термоциклических испытаний (TS-C) является имитирование условий эксплуатации и ускорение потенциальной утечки путем циклического термического воздействия на резьбовое соединение при одновременном воздействии осевого растяжения, сжатия, изгиба и внутреннего давления. Для последней серии механических циклических испытаний при температуре окружающей среды при испытаниях TS-A, TS-B и TS-C температура испытательного образца (трубы и резьбового соединения) должна быть ниже 35 °C включительно.
5.10.2 Аппаратура
Колебания температуры для механических и термоциклических испытаний могут достигаться любыми средствами, способными обеспечивать равномерное изменение температуры резьбового соединения в пределах температурного диапазона испытания. Аппаратура не должна подвергать испытательные образцы воздействию температур, значительно превышающих температуру, предусмотренную процедурой испытаний.
Нагрев и охлаждение должны быть равномерно распределены по муфте или резьбовому соединению в зависимости от того, что применимо.
45
ГОСТ ISO 13679—2023
На каждом образце должно быть предусмотрено минимум две термопары. Обе термопары должны находиться в центре муфты для соединений с резьбой и муфтой (Т&С) и в центре резьбового соединения для интегрального соединения. Термопары должны быть расположены на расстоянии 180° друг от друга (сверху и снизу для горизонтально ориентированных испытаний). Необходимо следить за тем, чтобы измеряемая температура не зависела от колебаний температуры вблизи термопары и чтобы измеренная температура была показательной для всего резьбового соединения. По усмотрению заказчика или изготовителя можно использовать дополнительные термопары для измерения, контроля или справочного измерения.
При испытаниях TS-A, TS-B и TS-C во время периодов выдержки при повышенной температуре показания термопар должны находиться в пределах ±15 °C от установленной повышенной температуры испытаний для указанного уровня применения резьбового соединения. Временные отклонения ниже данных пределов допустимы (особенно при повышении и понижении давления), однако отсчет времени выдержки не следует начинать до тех пор, пока показания термопар не достигнут допустимого диапазона. Если временные отклонения ниже пределов, а период выдержки уже начался, выдержку следует продлить, чтобы соблюсти общее суммарное время выдержки при температуре в пределах диапазона. Отклонения выше заданной температуры могут повлиять на эксплуатационные характеристики резьбового соединения. Если происходит случайное отклонение выше максимально допустимой температуры, его следует зафиксировать и связаться с уполномоченными лицами для получения дальнейших указаний. За температуру испытательного образца принимают среднее значение из показаний термопар резьбового соединения. Максимальная температура испытательного образца должна быть не ниже 135 °C для CAL II и не ниже 180 °C — для CAL III и CAL IV.
При испытаниях TS-C минимальной температурой для каждого термического цикла является среднее из показаний двух термопар, при этом минимальная температура должна быть не выше 52 °C для каждого уровня применения без ограничения по нижней границе. В каждом из пяти циклов давления — растяжения термопары по окончании TS-C (позиция 10 на рисунке 33) не должны превышать 35 °C.
Термические и механические циклы могут быть непрерывными или прерываться на ночь или для ремонта оборудования.
Выявление утечек при испытаниях TS-B и TS-C должно осуществляться в соответствии с 5.7; при испытаниях TS-A— согласно 5.8. Во время циклических испытаний при повышенной температуре возможны небольшие изменения уровня воды в градуированных цилиндрах. Такие колебания происходят бессистемно и необязательно связаны с утечкой в резьбовом соединении, а могут быть обусловлены быстрыми изменениями температуры и барометрического давления.
Критерии приемки герметичности под давлением приведены в 8.3.
6 Подготовка испытательных образцов
6.1 Общие цели испытаний
Контроль и выбор испытательных образцов имеют решающее значение, поскольку метод основан на оценке наихудшей конфигурации резьбового соединения с крайними значениями допускаемых отклонений, а не на случайном сочетании допускаемых отклонений. Оценка крайних значений допускаемых отклонений учитывает эксплуатационные параметры размеров, момент свинчивания, тип и количество резьбовой смазки. Предельные отклонения изделия установлены с учетом эксплуатационных характеристик, производственных возможностей и стоимости производства. Следует учесть, что данный метод испытаний не может служить статистической базой для анализа рисков и не дает конкретных указаний по применению резьбовых соединений.
Полноразмерные испытательные образцы изготавливают и испытывают при крайних значениях эксплуатационных характеристик резьбового соединения с учетом данных чертежей, планом качества, рабочими процедурами (включая процедуры нанесения резьбовой смазки) и моментами свинчивания, указанными в информационных листах геометрических данных и в эксплуатационных характеристиках резьбового соединения, а также в процедурах контроля качества. В таблице 2 приведены общие цели испытаний испытательных образцов резьбового соединения; в таблице 3 — рекомендации по выбору образцов для испытания резьбовых соединений с уплотнением металл-металл и конической резьбой. Крайние значения испытательного образца должны соответствовать указанным целям испытаний. Для резьбовых соединений с характеристиками, отличными от указанных в таблице 3, необходимо определить и документировать крайние значения, которые соответствуют наихудшему случаю и которые будут использованы для испытаний.
46
Таблица 2 — Цели испытания испытательного образца для CAL
ГОСТ ISO 13679—2023
Номер образца | Цель свинчивания | Цель испытания под нагрузкой | Испытание под предельной нагрузкой | |||||
Цель испытания | Пункт | Номер траектории испытания3 | ||||||
CALI | CAL II | CAL III | CAL IV | |||||
1 | Заедание резьбы | Минимальная герметичность13 | Растяжение с повышением внутреннего давления до разрушения | 7.5.6 | LL5 | LL5 | LL5 | LL5 |
2 | Заедание резьбы | Минимальная герметичность13 | Внутреннее давление с увеличением сжатия до разрушения | 7.5.5 | — | — | LL4 | LL4 |
3 | Склонность к заеданию в наихудшем уплотнении | Минимальная герметичность13 | Высокое внутреннее давление с увеличением растяжения до разрушения | 7.5.2 | — | — | LL1 | LL1 |
4 | Максимальное осевое напряжение в ниппельном элементе | Стойкость к утечке при максимальной плотности свинчивания13 | Внутреннее давление с увеличением сжатия до разрушения (CAL II) или сжатие с увеличением наружного давления до разрушения (CAL III и IV) | 7.5.5 (CAL II) или 7.5.3 (CAL III и IV) | — | LL4 | LL2 | LL2 |
5 | Максимальное окружное напряжение в муфте | Максимальная плотность свинчивания13 | Увеличение растяжения до разрушения | 7.5.4 | LL3 | LL3 | LL3 | LL3 |
а Номера траекторий испытаний относятся к испытаниям на разрушение (см. рисунки 35 или 36). ь Основная цель испытания.
Таблица 3 — Выбор испытательных образцов для испытания резьбовых соединений с уплотнением металл-металл и конической резьбой
Номер образца | Цель испытания | Состояние свинчивания | Натяг по резьбе | Натяг по уплотнению | Конусность резьбы ниппельного элемента | Конусность резьбы раструбного элемента | Окончательный крутящий момент |
1 | Заедание в резьбе и герметичность | Минимальный натяг по уплотнению | Предельно высокий | Предельно низкий | Малая | Большая | Минимальный |
2 | Герметичность | Минимальный натяг по уплотнению | Предельно высокий | Предельно низкий | Малая | Большая | Минимальный |
3 | Заедание в уплотнении и герметичность | Максимальный натяг по уплотнению | Низкий | Высокий | Большая | Малая | Максимальный |
4 | Уплотнение | Максимальный крутящий момент в заплечике | Низкий | Низкий | Малая | Большая | Максимальный |
5 | Заедание | Максимальная общая герметичность | Высокий | Высокий | Большая | Малая | Максимальный |
47
ГОСТ ISO 13679—2023
6.2 Идентификация и маркировка испытательных образцов
На каждый испытательный образец наносят маркировку со следующей информацией (см. рисунок 18):
а) номер испытательного образца (т. е. 1,2, 3, 4 или 5) должен быть нанесен на оба патрубка и на муфту (по применимости);
Ь) после номера испытательного образца указывают обозначение патрубка (А или В);
с) на соответствующем конце муфты наносят сторону муфты (А или В). Идентификационная маркировка, нанесенная изготовителем муфты, может отличаться от требуемой маркировки испытательного образца, однако изготовитель должен представить документацию, в которой нанесенная им маркировка привязана к требуемой маркировке испытательного образца;
d) замененные и (или) повторно обрабатываемые резьбовые соединения обозначают «R1» после «А» или «В», если повторную обработку проводят впервые, «R2» — если повторную доработку проводят во второй раз, и т. д.
6.3 Подготовка испытательных образцов
6.3.1 Дополнительная и межопорная длины труб
Испытательные образцы подготавливают таким образом, чтобы для каждого испытательного образца длина трубы имела минимальную межопорную длину патрубка Lpj (см. рисунок 18), рассчитываемую по формуле
L^>D + b§pf), (5)
где D — номинальный наружный диаметр трубы, мм;
t— номинальная толщина стенки трубы, мм.
Должна быть предусмотрена дополнительная длина для крепления и (или) торцевых заглушек.
Испытательные образцы маркируют с учетом результатов измерения толщины стенки и наружного диаметра на соответствующих длинах LA, LB, Lc (см. рисунок В.2) и регистрируют их в информационном листе (см. рисунок В.5).
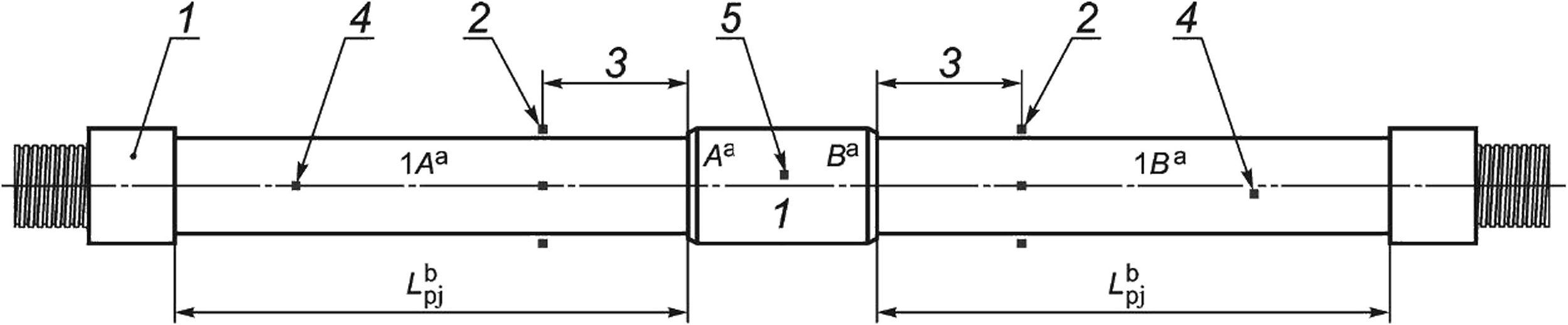
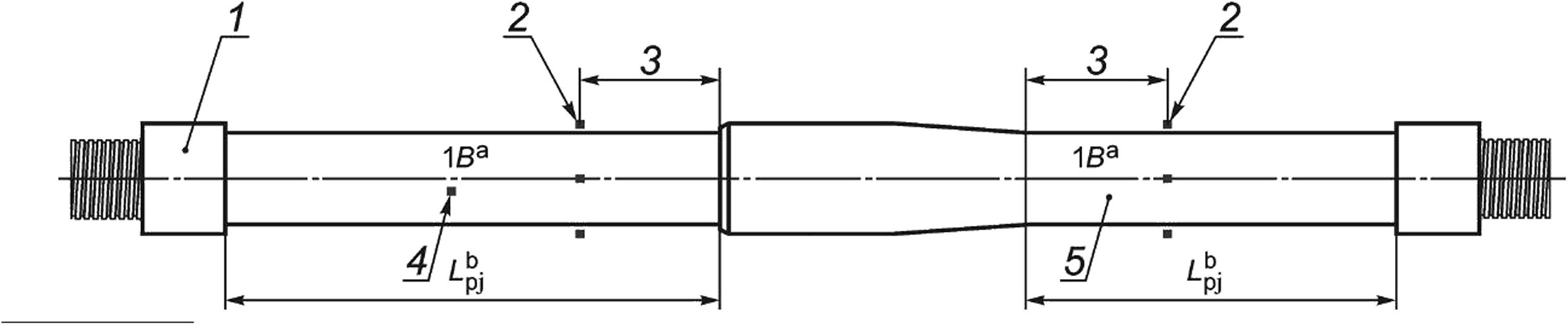
а Номер испытательного образца для полномасштабных испытаний, состоящий из цифр 1, 2, 3 и т. п., и букв «А» или «В», обозначающих стороны патрубка и муфты. __
b Lpj — минимальная межопорная длина патрубка (D+Qy/Dt), см. 6.3.1.
1 — концевое крепление; 2 — тензометры для измерения изгиба; 3 — минимальное расстояние $jDt между тензометрами и резьбовым соединением [при минимальном расстоянии (D +з4ы) между тензометрами и концевыми креплениями];
4 — ниппельный элемент; 5 — муфта
Примечание — Патрубки необязательно должны быть одинаковой длины.
Рисунок 18 — Обозначения и межопорная длина испытательных образцов
48
ГОСТ ISO 13679—2023
6.3.2 Трубы и трубные заготовки для муфт
Испытательные образцы изготавливают из труб и трубных заготовок для муфт в соответствии со стандартными методами фрезерования/нарезания резьбы в следующем порядке:
а) изготавливают резьбовые соединения для трубы с высаженными концами из таких труб;
Ь) изготавливают резьбовые соединения для штампованных труб из таких труб;
с) изготавливают равнопроходные резьбовые соединения для штампованной трубы с гладкими концами из таких труб;
d) снимают внутренние напряжения с ниппельного и (или) раструбного концов перед нарезанием резьбы, если это является частью процесса серийного производства, принятого изготовителем.
Допустимо, но не рекомендуется изготавливать испытательные образцы из исходных заготовок путем механической обработки высаженных наружу концов трубы, воспроизводя форму изделия. Если высаженные концы резьбового соединения получают не высадкой, а механической обработкой, то форма и длина высаженного конца должны быть минимально допускаемыми изготовителем. В таких случаях в протоколах испытаний необходимо указать, когда применимо, что испытательные образцы изготовлены из толстостенных цилиндров.
6.3.3 Требования к материалам
Для каждой группы испытательных образцов предъявляют следующие требования:
а) патрубки на концах А и В должны быть изготовлены из одной исходной заготовки;
Ь) исходные трубные заготовки для муфт должны быть из одной партии;
с) свойства материала (механические свойства и размеры) каждого испытательного образца от патрубка должны быть определены в соответствии с 5.5;
d) весь материал должен соответствовать установленным требованиям;
е) общий диапазон измеренных значений предела текучести при температуре окружающей среды каждой исходной заготовки должен быть менее или равным 105 МПа;
f) среднее значение предела текучести при температуре окружающей среды трубных заготовок для муфт не должно превышать минимального предела текучести трубной заготовки для ниппеля более чем на 70 МПа;
д) если труба и муфта имеют разные группы прочности, то разность между фактическими значениями пределов текучести устанавливается по согласованию между изготовителем и заказчиком.
6.3.4 Регистрация данных
Все соответствующие данные необходимо привести в формах, указанных на рисунках В.З, В.5 и В.6.
6.4 Механическая обработка испытательных образцов
Испытательные образцы изготавливают в соответствии с планом контроля процесса, разработанного изготовителем резьбовых соединений. Предельные отклонения должны соответствовать требованиям 6.5.
Профиль резьбы первого испытательного образца или эквивалентный увеличенный отпечаток профиля (например, на пресс-форме) при увеличении не менее чем в 20х должны соответствовать требованиям к размерам испытательного образца резьбового соединения, указанным на чертеже. Прежде чем приступить к изготовлению испытательного образца, необходимо проверить изделие, представляющее начало партии, на полное соответствие требованиям применяемых чертежей. Профиль резьбы или эквивалентный увеличенный отпечаток профиля должны быть приведены в подробном протоколе испытаний, составляемом изготовителем резьбового соединения.
В зоне уплотнения необходимо измерить шероховатость поверхности в соответствии с требованиями к шероховатости поверхности, указанными на чертеже изделия, и внести результат в протокол испытаний. Измерение проводят после изготовления и перед обработкой поверхности, которое должно соответствовать техническим требованиям к шероховатости поверхности, указанным на чертеже изделия.
Выбранное качество обработки поверхности каждого ниппельного и раструбного элементов должно соответствовать качеству производственной обработки поверхности изделия. Изготовитель должен установить особенно для материалов, чувствительных к заеданию, какое качество обработки поверхности ниппельного и раструбного элементов должно быть минимальным (или максимальным) в диапазоне допускаемых отклонений, в зависимости от того, что является более существенным для резьбового соединения. В протоколе испытаний необходимо зафиксировать фактические параметры полученного резьбового соединения.
49
ГОСТ ISO 13679—2023
Если испытательный образец до окончания испытаний получил повреждение, то изготавливают заменяющий образец. Изготовление и свинчивание этого заменяющего образца проводят с такими же предельными отклонениями, как и поврежденного образца, после чего необходимо повторить весь объем испытаний, необходимый для исходного образца. Заменяющие и (или) повторно обработанные резьбовые соединения маркируют кодом «R1» после «А» или «В», если повторную обработку проводят впервые, кодом «R2» — если повторную обработку проводят во второй раз, и т. д.
Все данные, которые следует документально зафиксировать на рисунке В.6, могут быть указаны в процентах от поля предельных отклонений измеряемого размера (т. е. 0 % является минимальным значением поля предельных отклонений измеренного размера, а 100 % — максимальным значением поля предельных отклонений). В случае использования процентного выражения измеренные значения должны быть зарегистрированы в документах изготовителя резьбы. Необходимо учитывать, что 50 % является серединой поля предельных отклонений. Овальность основного уплотнения резьбового соединения указывают в процентном выражении.
6.5 Предельные отклонения при механической обработке
6.5.1 Эксплуатационные характеристики в наихудшем случае
Фактические размеры при механической обработке зависят от типа резьбового соединения. Для резьбовых соединений с характеристиками, не указанными в таблице 3, или с другими рекомендуемыми предельными отклонениями изготовитель должен предоставить объективные свидетельства того, что испытанию подвергнуто резьбовое соединение с таким сочетанием предельных значений размеров, при котором имеют место наихудшие эксплуатационные характеристики, что может быть определено аналитическим, расчетным [например, методом конечных элементов (FEA)] и (или) экспериментальным методом, например при помощи тензометров. При выборе наихудшего сочетания эксплуатационных характеристик изготовитель должен учитывать минимальные и максимальные значения контактного давления в локальном уплотнении, общую контактную нагрузку на уплотнение и общую рабочую длину контакта в уплотнении, на которые влияют параметры механической обработки. Для соединений Т&С стороны А и В должны быть обработаны с одинаковыми размерными допусками.
В таблице 2 приведены цели испытаний испытательного образца CAL; в таблице 3 — рекомендации по выбору испытательных образцов для испытания резьбовых соединений с уплотнением металл-металл и конической резьбой; в таблице 4 — предельные отклонения натягов уплотнения металл-металл и резьбы; в таблице 5 — предельные отклонения конусности резьбы. На рисунке 19 представлено схематическое описание диапазонов натягов испытательных образцов.
Предельные отклонения при механической обработке, которые могут иметь значение для наихудшего сочетания эксплуатационных характеристик, включают, помимо прочего, следующее:
а) диаметры уплотнения;
Ь) конусность резьбы;
с) ширина торца ниппельного элемента;
d) диаметры резьбы;
е) шероховатость поверхности.
Предельные отклонения параметров резьбовых соединений, применяемые к испытательному образцу, создают определенную устойчивость характеристик в программе испытаний и могут быть оценены вместе с вероятностью возникновения этих событий. Для оценки вероятности возникновения событий, связанных с условиями испытаний, можно применять методы количественной оценки рисков.
6.5.2 Пример выбора предельных отклонений при механической обработке
В качестве примера выбрано резьбовое соединение с конической резьбой, уплотнением металл-металл и заплечиками для передачи крутящего момента на торце ниппельного элемента. В таблице 3 приведены комбинации диаметров уплотнения и резьбы, конусности резьбы и моментов FMU, при которых имеет место наихудшее сочетание эксплуатационных характеристик, соответствующее целям испытаний по таблице 2. Для этого типа резьбового соединения изготовитель должен выполнить механическую обработку испытательных образцов, предназначенных для полномасштабных испытаний, до крайних значений, указанных в таблице 3, если только анализ по 6.5.1 не покажет, что необходимо провести испытание резьбового соединения с другими предельными отклонениями. Для каждой сборки ниппеля/муфты и каждого натяга (резьбы или уплотнения) как минимум один из диаметров элементов отдельных элементов соединения (ниппеля или муфты) должен находиться в пределах его проектных предельных отклонений. Дополнительно данный элемент должен находиться в пределах 25 % диапазона проектных предельных отклонений при установленной предельной величине. При необходимости другой диаметр может быть за пределами проектных предельных отклонений, пока натяг сборки соответствует установленному натягу комбинации ниппеля и муфты (см. таблицу 4).
50
Таблица 4 — Предельные отклонения натяга
ГОСТ ISO 13679—2023
Натяг3 | Предельные отклонения натяга | |||||
Минимальное | Максимальное | |||||
Максимальный натяг образца (Н) | 'max-та* | 0,0508 мм 25 % • /range | Без ограничений | |||
Предельный максимальный натяг образца (ХН) | 'max-max | 0,0254 мм 5 % ’ 'range | Без ограничений | |||
Минимальный натяг образца (L) | Без ограничений | 'min + тах | 0,0508 мм 25 % • /range | |||
Предельный минимальный натяг образца (XL) | Без ограничений | Ui + ™« | 0,0254 мм 5 % * 'range | |||
а В отношении натяга уплотнения и резьбы применяют один принцип. | ||||||
Таблица 5 — Предельные отклонения конусности резьбыа
Конусность резьбы | Плюсовое (+) предельное отклонение | Минусовое(-)предельное отклонение |
Максимальная (большая) | Без ограничений | 0,025 на 25,4 мм |
Минимальная (малая) | 0,025/25,4 мм | Без ограничений |
а Предельные отклонения конусности относятся к каждому указанному интервалу на всей длине резьбы. | ||
Минимальный натяг образца L Нижний предел отсутствует Предельный минимальный натяг образца XL Нижний предел отсутствует
Максимальный натяг образца Н Верхний предел отсутствует Предельный максимальный ______натяг образца ХН_____
Верхний предел отсутствует
0 5 25
75 95100
Диапазон натягов, %
'диапазон
Расчетные значения натяга
Натяг, мм
Рисунок 19 — Схематическое изображение диапазона натягов испытательных образцов
6.6 Заплечик с канавками
Для типов резьбовых соединений с заплечиком на упорном торце ниппельного элемента А (торце В для интегрального соединения) испытательных образцов выполняют канавки в соответствии с рисунком 20, которые имитируют возможные повреждения при погрузочно-разгрузочных операциях в процессе эксплуатации резьбовых соединений в полевых условиях. Канавки наносят в любой момент до FMU. Другие концы образца также могут иметь заплечики с канавками.
51
ГОСТ ISO 13679—2023
При испытаниях с уплотнениями другого типа наличие канавок на заплечиках подлежит согласованию между заказчиком и изготовителем. Обоснование отсутствия канавки должно быть включено в полный протокол испытаний, указанный в приложении С. Однако в том случае, когда допускается обработка заплечика в полевых условиях, канавку следует включить в схему испытаний резьбового соединения.
На рисунке 20 углы канавок 7 и 2 должны быть скруглены во избежание возможного заедания. Канавки не должны выходить на поверхность уплотнения металл-металл торца ниппеля.
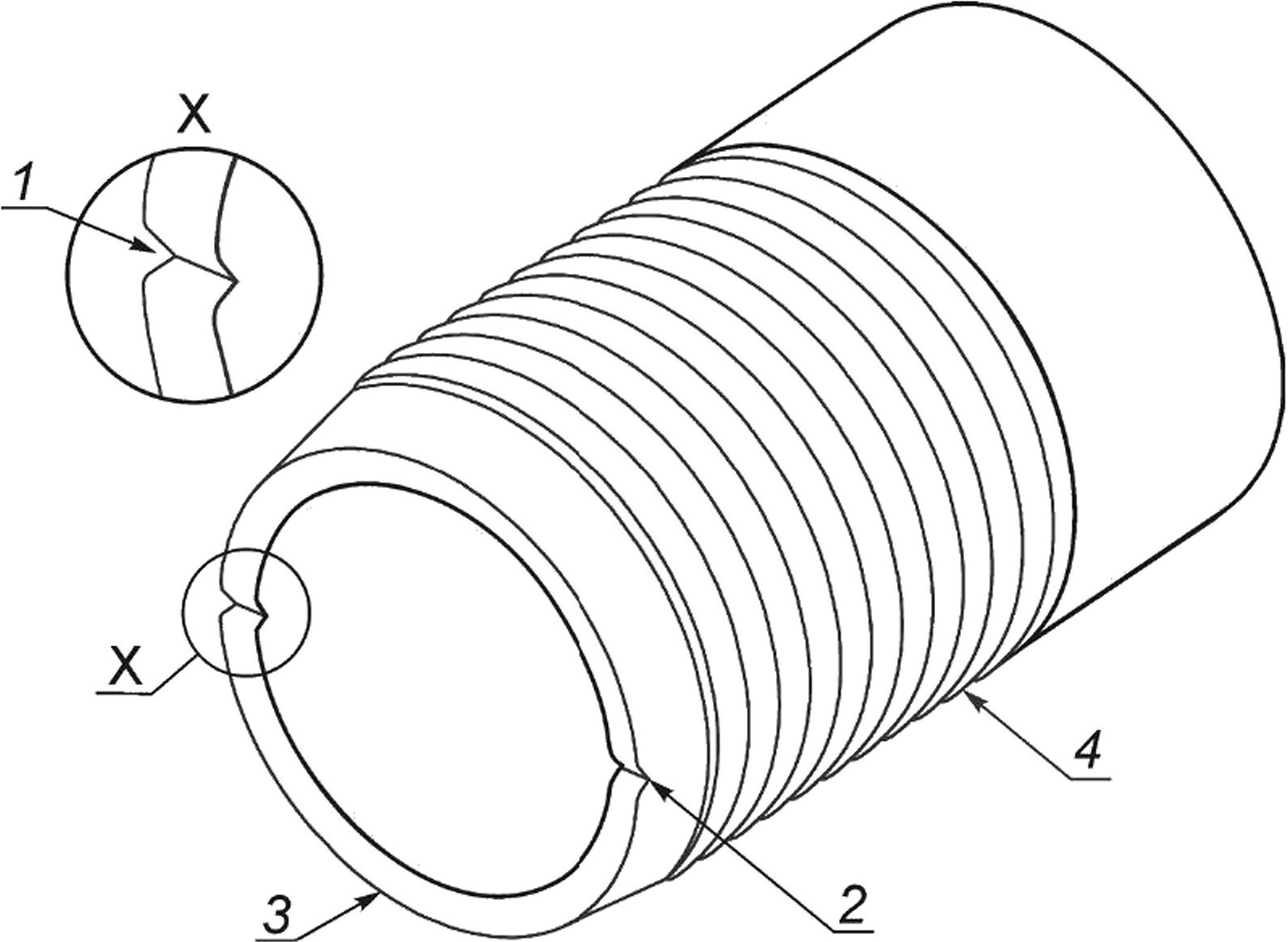
7 — канавка глубиной не менее 0,2 мм; 2 — канавка глубиной не менее 0,2 мм, расположенная максимально близко к 180° от позиции 1,3 — заплечик для передачи крутящего момента; 4 — витки резьбы
Рисунок 20 — Канавки в заплечиках для передачи крутящего момента
7 Процедуры испытаний
7.1 Основные положения
Процедуры предусматривают испытания резьбовых соединений с наихудшей конструкцией под воздействием области испытательных нагрузок и предельных нагрузок на тело трубы или резьбовое соединение (в зависимости от того, что меньше).
В соответствии с целями испытания (см. таблицу 2) в таблице 6 приведен перечень процедур испытаний для каждого испытательного образца резьбового соединения в зависимости от натяга уплотнения, состояния свинчивания — развинчивания и испытаний для серий А, В или С и LL (предельные нагрузки до разрушения). В таблице 3 приведена дополнительная информация по отбору испытательных образцов резьбовых соединений с уплотнением металл-металл.
7.2 Испытания на свинчивание — развинчивание
7.2.1 Принципы испытаний
Одной целью программы испытаний является оценка чувствительности конструкции резьбового соединения к заеданию; другой целью — проведение испытаний на герметичность на концах испытательных образцов, которые собраны однократно, и на выполнение циклов свинчивания и развинчивания на других концах испытательного образца. Таким образом, одни концы испытательного образца проходят испытания на свинчивание и развинчивание согласно 7.2.2 (MBG), после чего выполняется FMU согласно 7.2.3. Другие концы испытательного образца свинчивают только один раз (FMU) согласно 7.2.3.
Все первоначальные и промежуточные операции свинчивания при испытаниях MBG должны быть выполнены до максимального момента свинчивания при минимальном количестве резьбовой смазки. При FMU, выполняемом перед испытаниями TLE, необходимо нанести на каждое резьбовое соедине-
52
ГОСТ ISO 13679—2023
ние максимальное количество смазки, а крутящий момент при этом должен соответствовать требованиям, приведенным в таблице 6. Для резьбовых соединений с уплотнением по резьбе FMU перед испытаниями TLE необходимо иметь минимальное количество резьбовой смазки и минимальный или максимальный крутящий момент (см. рисунки 4—7 и таблицу 6).
В окончательный протокол необходимо включить оценку заедания с приложением фотографий поверхностей заедания до и после ремонта начиная с первого случая заедания, отремонтированных поверхностей после следующего развинчивания и после окончательного развинчивания.
Для типов резьбовых соединений, не включенных в таблицу 6, изготовитель должен предоставить данные о количестве резьбовой смазки и величине крутящего момента, необходимые для достижения целей, указанных на рисунках 4—7. Испытания резьбовых соединений с уплотнением по резьбе и резьбовых соединений большого диаметра могут быть проведены с использованием соответствующих данных таблицы 6.
7.2.2 Испытания на стойкость к заеданию при свинчивании — развинчивании (MBG) (концы А и В)
Перед началом испытаний на свинчивание — развинчивание проводят пробные испытания свинчиванием для калибровки настроек разгрузочного клапана на оборудовании для свинчивания. Это увеличивает вероятность достижения требуемого окончательного крутящего момента во время испытаний на свинчивание — развинчивание. Повышение количества оборотов в минуту при свинчивании резьбового соединения может увеличить диапазон предельных отклонений в отношении расчетного крутящего момента.
Свинчивание и развинчивание концов испытательного образца резьбового соединения выполняют в следующем порядке:
а) руководствуются общими указаниями по свинчиванию — развинчиванию, приведенными в 5.6;
Ь) указывают геометрические параметры резьбового соединения (см. рисунок В.6);
с) следят за тем, чтобы резьбовые соединения были чистыми и сухими, а также регистрируют массу нанесенной на них резьбовой смазки;
d) свинчивают резьбовые соединения (см. таблицу 6) с нанесением определенного количества резьбовой смазки и с приложением указанного момента свинчивания;
е) после каждого развинчивания очищают, осматривают и фотографируют ниппельный и раструбный концы в соответствии с 5.6;
f) выполняют FMU в соответствии с 7.2.3.
Примечание — Все интегральные соединения являются сборками В и не имеют концов А.
7.2.3 Окончательное свинчивание (концы А и В)
Окончательное свинчивание испытательного образца резьбового соединения FMU должно быть выполнено в следующем порядке;
а) руководствуются общими указаниями по свинчиванию — развинчиванию, приведенными в 5.6;
Ь) указывают геометрические параметры резьбового соединения (см. рисунок В.6);
с) следят за тем, чтобы резьбовые соединения были чистыми и сухими, а также регистрируют массу нанесенной на них резьбовой смазки;
d) свинчивают резьбовые соединения (см. таблицу 6) с нанесением определенного количества резьбовой смазки и с приложением указанного момента свинчивания;
е) результаты испытаний записывают по формам, приведенным на рисунках В.4 и В.6.
53
у Таблица 6 — Описание испытательного образца и перечень испытаний соединений с конической резьбой и уплотнением металл-металл
Описание испытательного образца0 | Резьбовая смазка | Крутящий момент | Свинчивание— развинчивание | CAL IV | CALIII | CALII | CAL I | ||||||||||||||||
Номер образца | Натяг | Концы А и В | Серия испытаний | Серия испытаний | Серия испытаний | Серия испытаний | |||||||||||||||||
Резьба | Уплотнение6 | MBG | FMU | MBG | FMU | MBG Элемент А/В | А | В | с | LL | Аа | В | С | LL | А | в | LL | А | В | LL | |||
Конец А или В | Конец А или В | ||||||||||||||||||||||
1 | ХН | XL | L | Н | Н | L | N/Y | А | В | с | LL5 | А | В | с | LL5 | А | В | LL5 | А | В | LL5 | ||
2 | хн | XL | — | н | — | L | N/N | А | В | с | LL4 | — | В | — | LL4 | — | — | — | — | — | — | ||
3 | L | Н | L | н | н | Н | Y/N | А | В | с | LL1 | — | В | — | LL1 | — | — | — | — | — | — | ||
4 | L | L | L | н | н | Н | N/Y | А | в | с | LL2 | А | В | с | LL2 | — | В | LL4 | — | — | — | ||
5 | Н | Н | L | н | н | Н | Y/Y | — | — | — | LL3 | — | — | — | LL3 | — | — | LL3 | — | — | LL3 | ||
Циклы MU и ВО для каждого испытательного образца при полномасштабных испытаниях | Концы А и В образца при каждом свинчивании — раз-винчивании | Заедание при свинчивании — развинчивании — концы А | MBG | Т&С —2 Интегральное — не применяется | Т&С —2 Интегральное — не применяется | Т&С — 1 Интегральное — не применяется | Т&С — 1 Интегральное — не применяется | ||||||||||||||||
Номер образ-ца | Обсадные трубы | Насосно-компрессорные трубы | |||||||||||||||||||||
Конец А | Конец В | Конец А | Конец В | ||||||||||||||||||||
1 | — | 2 | — | 9 | |||||||||||||||||||
2 | — | — | — | — | Заедание при свинчивании — развинчивании — концы В | MBG | Т&С —3 Интегральное — 3 | Т&С —3 Интегральное — 3 | Т&С —3 Интегральное — 3 | Т&С —2 Интегральное — 2 | |||||||||||||
3 | 2 | — | 9 | — | |||||||||||||||||||
4 | — | 2 | — | 9 | Окончательное свинчивание — концы А и В | FMU | Т&С — 10 Интегральное — 5 | Т&С —10 Интегральное — 5 | Т&С —6 Интегральное — 3 | Т&С —4 Интегральное — 2 | |||||||||||||
5 | 2 | 2 | 9 | 9 | |||||||||||||||||||
Общее количество испытательных образцов для каждого класса испытаний | 5 | 5 | 3 | 2 | |||||||||||||||||||
ГОСТ ISO 13679—2023
Окончание таблицы 6
Y — да; N — нет; MBG — испытание образца на заедание при свинчивании — развинчивании (см. 7.2.2); FMU — образец резьбового соединения в состоянии после окончательного свинчивания (см. 7.2.3); Н — максимальное значение, рекомендуемое изготовителем13; ХН — предельное максимальное значение, рекомендуемое изготовителем13; L — минимальное значение, рекомендуемое изготовителем13; XL — предельное минимальное значение, рекомендуемое изготовителем13; LL — испытание при предельной нагрузке (до разрушения) (см. 7.4 и таблицу 2).
а Для CAL III испытания серии А проводят при температуре окружающей среды и при повышенной температуре без циклов QI — Qlll.
13 Предельные отклонения по натягу образца указаны в 6.5.2 и таблицах 4 и 5; предельные отклонения по резьбовой смазке — в 5.6.2; предельные отклонения по моменту свинчивания — в 5.6.3.
с Для соединений Т&С концы А должны иметь такую же конфигурацию, как и концы В, описанные выше.
d Состояние натяга уплотнения, определяемое локальным контактным давлением в уплотнении или общим контактным давлением в уплотнении, т. е. общим контактным давлением.
Примечание — Резьба интегрального соединения обозначена как резьба конца В.
ГОСТ ISO 13679—2023
ГОСТ ISO 13679—2023
7.3 Испытания области испытательных нагрузок
7.3.1 Расчет области испытательных нагрузок
7.3.1.1 Общие положения
При расчете СЕЕ целью настоящего стандарта является испытание образцов при наиболее высоких нагрузках или комбинациях нагрузок, насколько это практически безопасно. Поэтому для каждого испытательного образца следует применять нижеприведенные определения переменных нагрузок.
Если СЕЕ муфтовых соединений меньше эталонных характеристик тела трубы и это не обусловлено фактическим пределом текучести материала (см. 7.3.1.3), то TLE должна составлять 100 % от СЕЕ. Для интегральных соединений максимальные осевые нагрузки ограничены критическими сечениями (а не телом трубы), тогда: если СЕЕ определяют как 100 % критического сечения, умноженного на фактический предел текучести, применяют 90 %-ное ограничение осевых нагрузок; если СЕЕ ограничена осевыми нагрузками и это не обусловлено фактическим пределом текучести материала и критическим сечением (см. 7.3.1.3), то TLE должна составлять 100 % от СЕЕ.
7.3.1.2 Эталонные характеристики тела трубы испытательного образца (при температуре окружающей среды и при повышенной температуре)
7.3.1.2.1 Общие положения
Расчет эталонных характеристик тела трубы при температуре окружающей среды требуется для каждого испытательного образца в соответствии с 4.2 и используется на рисунках 21—32. Для определения эталонных характеристик тела трубы при температуре окружающей среды необходимо рассчитать ряд эталонных кривых зависимости осевых нагрузок от давления. Эталонные характеристики тела трубы при температуре окружающей среды для каждого испытательного образца получают из кривой фактического VME по API и комбинации эталонных кривых для наружного давления. Для упрощения процесса эталонные кривые для наружного давления целиком накладывают на эталонные характеристики тела трубы.
В рамках настоящего стандарта см. D.3.1—D.3.5 (кривые 1а — 5а) для методики применения формул по ISO/TR 10400:2018.
7.3.1.2.2 Эталонные кривые тела трубы на основании установленных исходных параметров API
Первые три эталонные кривые неизменны для испытательных образцов, так как являются функцией от исходных параметров API или от номинальных исходных данных. Эти эталонные кривые рассчитывают следующим способом:
а) кривую номинального VME при температуре окружающей среды (кривую 1а) рассчитывают согласно ISO/TR 10400:2018. Исходными параметрами являются SMYS, номинальный наружный диаметр, номинальная толщина стенки и 87,5 % номинальной толщины стенки (для минимальной толщины стенки). Кривая номинального VME при температуре окружающей среды должна быть показана в виде непрерывной области VME.
Примечание — В ISO/TR 10400:2018 см. раздел, который относится к трехосному пределу текучести тела трубы;
Ь) кривую номинального давления смятия по API при температуре окружающей среды (кривая 2а) рассчитывают согласно ISO/TR 10400:2018 с применением в качестве исходных параметров SMYS, номинальный наружный диаметр и номинальную толщину стенки.
Примечание — В ISO/TR 10400:2018 см. раздел, который относится к сопротивлению наружному давлению;
с) кривую наружного давления для труб, стойких к смятию при температуре окружающей среды (кривую За) (при применении), получают одноосным масштабированием кривой номинального давления смятия по API при температуре окружающей среды (кривой 2а) с использованием в качестве коэффициента масштабирования отношения между одноосным высоким давлением смятия при температуре окружающей среды, указанным изготовителем, и одноосным номинальным давлением смятия по API при температуре окружающей среды.
7.3.1.2.3 Эталонные кривые тела трубы на основании измеренных исходных параметров
Две оставшиеся эталонные кривые должны быть различными для разных испытательных образцов, поскольку они являются функцией измеренных исходных параметров. Эти эталонные кривые рассчитывают следующим способом:
а) кривую фактического VME при температуре окружающей среды (кривую 4а) рассчитывают согласно ISO/TR 10400:2018 с применением минимального значения характеристик для двух патруб-56
ГОСТ ISO 13679—2023
ков при температуре окружающей среды: AMYS согласно 5.5.2.5, минимальной толщины стенки (для окружного напряжения) по 5.5.3.2 и минимальной средней толщины стенки (для осевых нагрузок) согласно 5.5.3.3, а также максимального значения характеристик для двух патрубков для максимального среднего наружного диаметра в соответствии с 5.5.3.4. Кривая фактического VME при температуре окружающей среды для каждого испытательного образца должна быть показана в виде непрерывной области VME.
Примечание — В ISO/TR 10400:2018 см. раздел, который относится к трехосному пределу текучести тела трубы;
Ь) кривую фактического давления смятия по API при температуре окружающей среды (кривую 5а) рассчитывают согласно ISO/TR 10400:2018 для каждого испытательного образца с применением минимального значения характеристик для двух патрубков: AMYS при температуре окружающей среды согласно 5.5.2.5, минимального значения из полученных для двух патрубков минимальной средней толщины стенки по 5.5.3.3 и максимального значения из полученных для двух патрубков максимального среднего наружного диаметра, установленного в соответствии с 5.5.3.4.
Примечание — В ISO/TR 10400:2018 см. раздел, который относится к сопротивлению наружному давлению.
7.3.1.2.4 Эталонные характеристики тела трубы при повышенной температуре
Расчет эталонных характеристик тела трубы при повышенной температуре выполняется для каждого испытательного образца согласно 4.2 и используется на рисунках 28 и 32. Для определения эталонных характеристик тела трубы при повышенной температуре необходимо рассчитать серию эталонных кривых зависимости осевой нагрузки от давления. Эталонные кривые при повышенной температуре окончательно не изучены и находятся на стадии изучения в промышленности. Согласно требованиям настоящего стандарта эти кривые должны быть получены масштабированием соответствующей эталонной кривой при температуре окружающей среды. Допускается применять альтернативные методы масштабирования при расчете эталонных характеристик тела трубы при повышенной температуре, если они приведены в ISO/TR 10400:2018 или при наличии возможности продемонстрировать их экспериментальное подтверждение и подробно описаны в плане испытаний.
Поскольку коэффициент масштабирования для каждой из эталонных кривых при повышенной температуре является функцией AMYS, эти кривые необходимо рассчитывать отдельно для каждого испытательного образца. Эталонные характеристики тела трубы при повышенной температуре для каждого испытательного образца получают из комбинации этих эталонных кривых. Для упрощения процесса эталонные кривые для наружного давления необходимо целиком наложить на эталонные характеристики тела трубы:
а) кривая номинального VME при повышенной температуре (кривая 1е) должна быть получена двухосным масштабированием кривой номинального VME при температуре окружающей среды с применением коэффициента масштабирования при повышенной температуре Ktemp (см. 5.5.2.6). Кривую номинального VME при повышенной температуре необходимо отображать в виде непрерывной области VME;
Ь) кривая номинального давления смятия по API при повышенной температуре (кривая 2е) должна быть получена двухосным масштабированием кривой номинального давления смятия по API при температуре окружающей среды с применением коэффициента масштабирования при повышенной температуре Ktemp (см. 5.5.2.6);
с) кривую наружного давления для труб, стойких к смятию при повышенной температуре (кривую 3е), должен определить изготовитель трубы, подвергаемой наружному давлению смятия. Коэффициент окончательного масштабирования от кривой За должен быть зафиксирован в протоколе;
d) кривая фактического VME при повышенной температуре (кривая 4е) должна быть получена двухосным масштабированием кривой фактического VME при температуре окружающей среды с применением коэффициента масштабирования при повышенной температуре Ktemp (см. 5.5.2.6). Кривую фактического VME при повышенной температуре необходимо отображать в виде непрерывной области VME;
е) кривая фактического давления смятия API при повышенной температуре (кривая 5е) должна быть получена двухосным масштабированием от кривой фактического давления смятия по API при температуре окружающей среды с применением коэффициента масштабирования при повышенной температуре Ktemp (см. 5.5.2.6).
57
ГОСТ ISO 13679—2023
7.3.1.3 СЕЕ испытательных образцов (при температуре окружающей среды и при повышенной температуре)
Расчет СЕЕ при температуре окружающей среды и при повышенной температуре выполняют для каждого испытательного образца согласно 4.2.
Изготовитель несет ответственность за определение СЕЕ при температуре окружающей среды и при повышенной температуре для каждого испытательного образца с учетом конструкции резьбового соединения, измеренных размеров и предела текучести материала. СЕЕ может быть ограничена эксплуатационными характеристиками тела трубы или резьбового соединения. Если СЕЕ ограничена эксплуатационными характеристиками тела трубы, то СЕЕ основана на пределе текучести материала. Если СЕЕ меньше эталонных характеристик тела трубы, изготовитель должен указать (для каждой точки СЕЕ, определенной в таблице 7), обусловлено ли ограничение СЕЕ пределом текучести материала или другим фактором. Учитывая данную информацию о СЕЕ, можно определить коэффициенты масштабирования для TLE.
СЕЕ при температуре окружающей среды и при повышенной температуре не должны превышать кривые фактического VME тела трубы при температуре окружающей среды и при повышенной температуре (кривые 4а и 4е) соответственно для каждого испытательного образца согласно 7.3.1.3. Изготовитель может ограничить СЕЕ с учетом эталонных кривых давления смятия тела трубы для каждого испытательного образца в соответствии с 7.3.1.3. Если СЕЕа при температуре окружающей среды определена кривой номинального давления смятия по API при температуре окружающей среды (кривой 2а) или кривой наружного давления для труб, стойких к смятию при температуре окружающей среды (кривой За), то изготовитель может ограничить сжимающую нагрузку СЕЕа при температуре окружающей среды в Qlll до номинальной сжимающей нагрузки тела трубы с учетом установленных минимального предела текучести материала, номинальной толщины стенки и номинального наружного диаметра.
7.3.1.4 Область испытательных нагрузок испытательного образца (при температуре окружающей среды и при повышенной температуре)
Расчет TLE при температуре окружающей среды и при повышенной температуре выполняют для каждого испытательного образца в соответствии с 4.2.
Необходимо учитывать, что допущения о давлении смятия при повышенной температуре и фактическом давлении смятия по API находятся за пределами области применения ISO/TR 10400:2018.
Для точек нагрузки при температуре окружающей среды, указанных в таблице 7 и требующих двухосного масштабирования при 80 %, коэффициент масштабирования СЕЕ остается равным 80 % независимо от того, ограничена ли СЕЕ пределом текучести материала или другим фактором. Для каждой из точек нагрузки под внутренним давлением, указанных в таблице 7, TLE при температуре окружающей среды и при повышенной температуре необходимо получать двухосным масштабированием в процентах (90 % или 95 % в зависимости от того, что применимо) от СЕЕ при температуре окружающей среды и при повышенной температуре, если СЕЕ является функцией предела текучести материала. При этом осевые нагрузки (растяжение и сжатие) необходимо ограничить 90 % от СЕЕ.
Для каждой из точек нагрузки, указанных в таблице 7, TLE при температуре окружающей среды и при повышенной температуре должна быть 100 % от СЕЕ при температуре окружающей среды и при повышенной температуре, если СЕЕ не является функцией предела текучести материала, за исключением точек нагрузки, масштабируемых до 80 % от СЕЕ, которые должны оставаться на уровне 80 %.
Для каждой из точек нагрузки под наружным давлением, указанных в таблице 7, TLE при температуре окружающей среды и при повышенной температуре необходимо получать двухосным масштабированием в процентах (90 %, 95 % или 100 %, в зависимости от того, что применимо) от СЕЕ при температуре окружающей среды и при повышенной температуре, если СЕЕ является функцией предела текучести материала. При этом осевые нагрузки (растяжение и сжатие) необходимо ограничить 90 % от СЕЕ. Для каждой точки СЕЕ, указанной в таблице 7, двухосный коэффициент масштабирования должен составлять 90 % или 95 % (в зависимости от того, что применимо), если наружное давление определено кривой фактического давления смятия по API или кривой фактического VME. Для каждой точки СЕЕ, указанной в таблице 7, двухосный коэффициент масштабирования должен составлять 100 % (без масштабирования), если наружное давление определено кривой номинального давления смятия по API или кривой наружного давления для труб, стойких к смятию. Если эталонных кривых несколько, может потребоваться их оценка для каждой точки СЕЕ, указанной в таблице 7, чтобы определить, какая эталонная кривая имеет точку наиболее высокой нагрузки TLE.
Если СЕЕа при температуре окружающей среды определена по кривой номинального давления смятия по API (кривой 2а) или по кривой наружного давления для труб, стойких к смятию при темпера-58
ГОСТ ISO 13679—2023
туре окружающей среды (кривой За), и изготовитель выбирает ограничение сжимающей нагрузки СЕЕа в Qlll до номинальной сжимающей нагрузки тела трубы на основании установленных минимального предела текучести материала, номинальной толщины стенки и номинального наружного диаметра, то сжимающая нагрузка TLE должна быть 100 % от сжимающей нагрузки СЕЕа.
Последовательность испытаний приведена на рисунках 4—7.
Каждая TLE включает, как минимум, соответствующие точки нагрузки при температуре окружающей среды и при повышенной температуре для каждой серии испытаний, как указано в таблице 7. Для каждого испытательного образца как при температуре окружающей среды, так и при повышенной температуре для каждой серии испытаний должны быть представлены отдельные схемы TLE.
Каждый испытательный образец должен пройти испытания при 100 %-ном уровне от нагрузок, указанных для TLE. Оценку результатов испытаний выполняют в соответствии с 5.3.2.
На рисунках 21—24 приведены примеры двух различных типов стандартных TLE, на рисунках 25—32 — примеры TLE для TS-A и TS-B при температуре окружающей среды и при повышенной температуре. Эти примеры не являются исчерпывающими, и другие типы TLE возможны и допустимы. Схемы TLE должны быть отображены на графике трехмерной текучести тела трубы испытательных образцов, рассчитанном в соответствии с ISO/TR 10400:2018, а не в процентах от минимальных заданных одноосных параметров. Изготовитель несет ответственность за достоверность результатов испытаний и определение минимального диапазона эксплуатационных характеристик резьбового соединения.
Примечание — В ISO/TR 10400:2018 см. раздел, который относится к трехосному пределу текучести тела трубы.
Эталонные характеристики тела трубы испытательного образца и область оценки соединения
TLE под внутренним
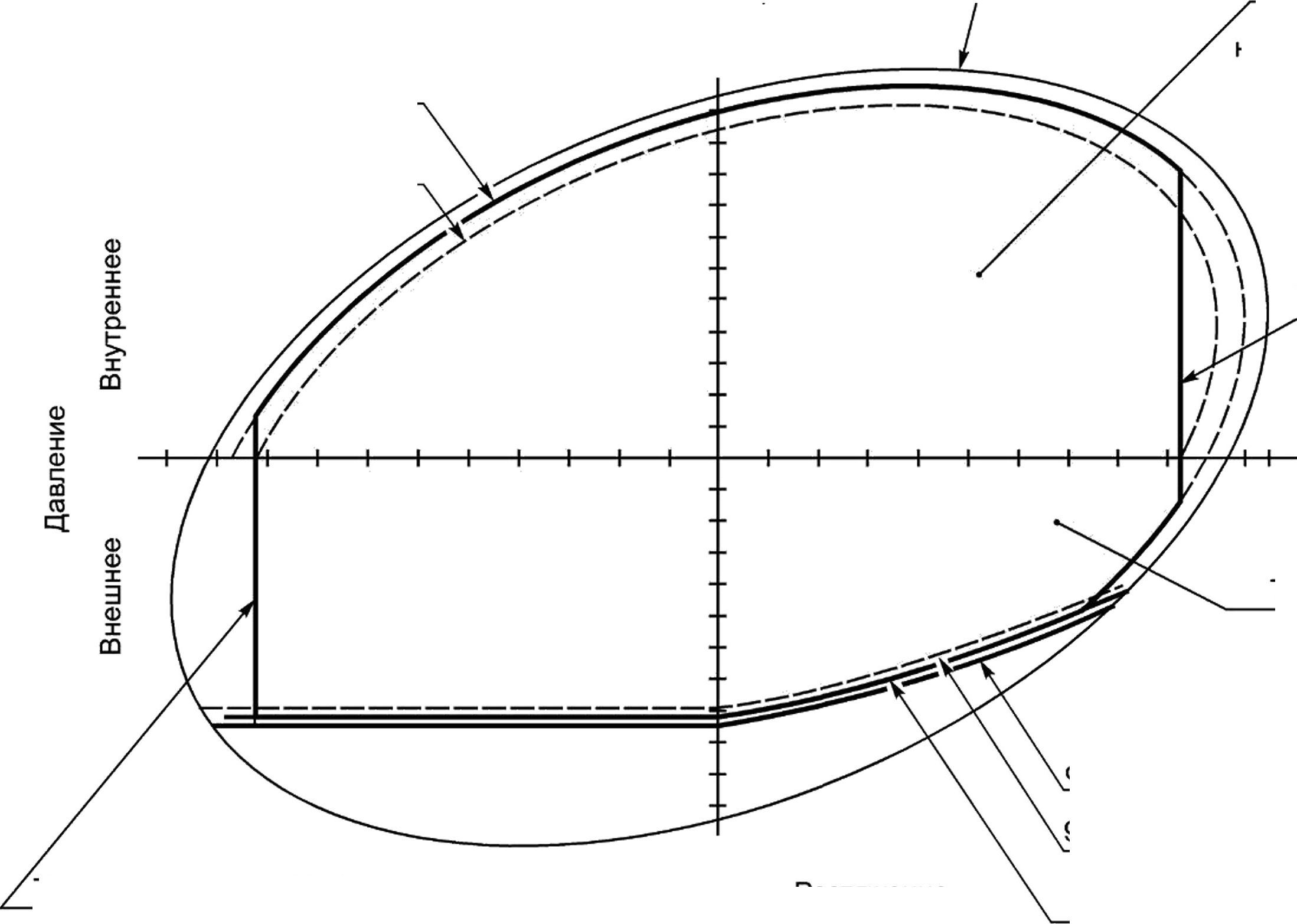
95 %-ная область оценки соединения
90 %-ная область оценки
соединения
TLE, ограниченная 90 % от СЕЕ по сжатию
Сжатие
Растяжение
Осевая нагрузка
давлением на основании 95 %-ной области оценки соединения
TLE, ограниченная
давлением 90 % от СЕЕ по растяжению
TLE под внешним давлением на основании 100 %-ного номинального давления смятия по API
Фактическое давление смятия по API
95 % фактического давления
смятия по API Смятие тела трубы
и соединения на основании номинального давления смятия по API
Рисунок 21 — Пример области испытательных нагрузок при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения и при TLE, составляющей 95 % от СЕЕ для внутреннего давления и 100 % от номинального давления смятия по API для наружного давления
59
ГОСТ ISO 13679—2023
Эталонные характеристики тела трубы испытательного образца и область оценки соединения
TLE под внутренним
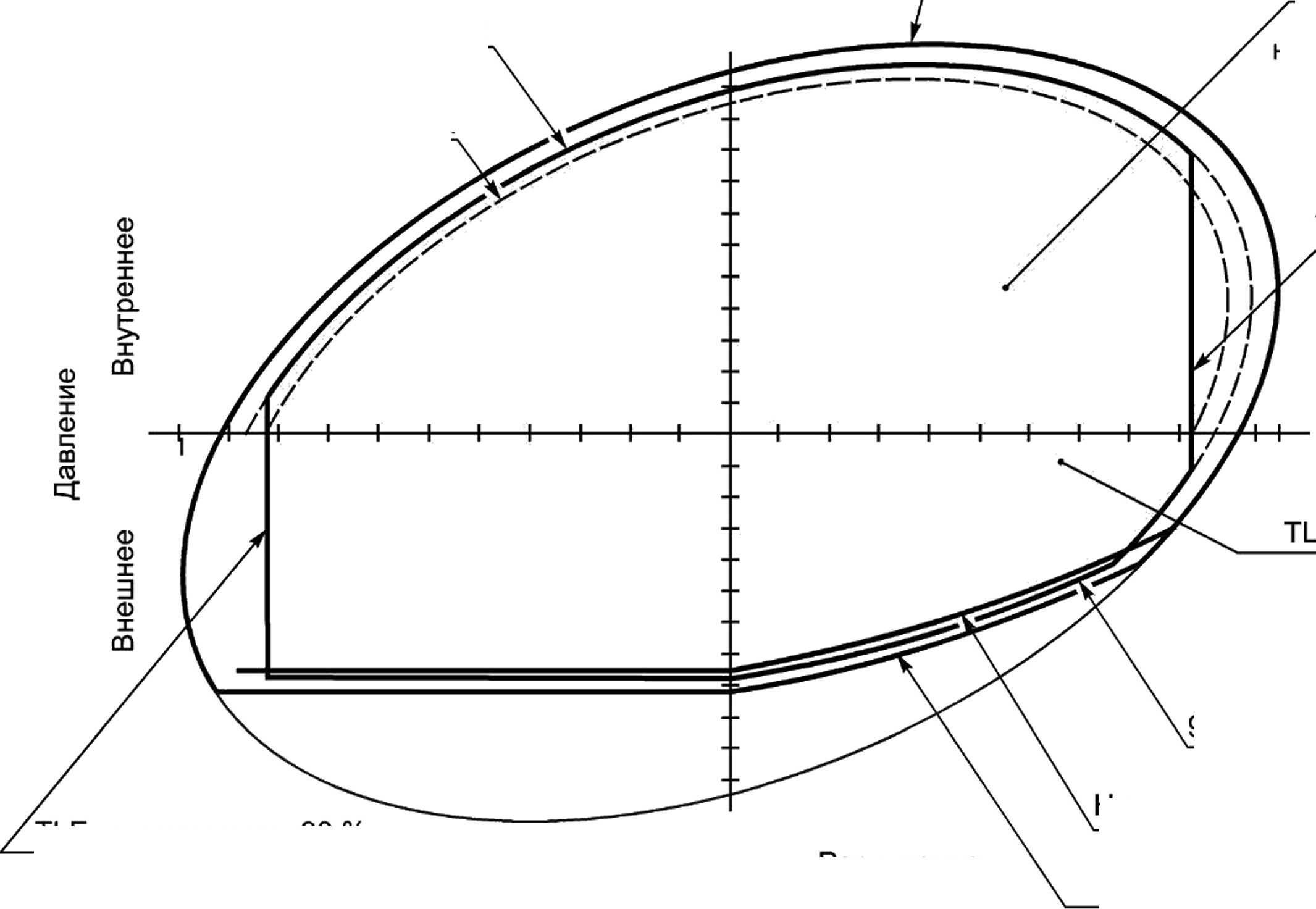
95 %-ная область оценки соединения
90 %-ная область оценки
давлением на основании 95 %-ной области оценки соединения
соединения
TLE, ограниченная давлением 90 % от СЕЕ по растяжению
под внешним давлением на основании 100 %-ного номинального давления смятия по API
95 % фактического давления
TLE, ограниченная 90 % от СЕЕ по сжатию
смятия по API
Номинальное давление смятия по API
Сжатие
Растяжение
Смятие тела трубы
Осевая нагрузка
и соединения на основании номинального давления смятия по API
Рисунок 22 — Пример области испытательных нагрузок при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения и при TLE, составляющей 95 % от СЕЕ для внутреннего давления и 95 % от фактического давления смятия по API для наружного давления
60
Эталонные характеристики тела трубы
ГОСТ ISO 13679—2023
95 %-ная область оценки соединения
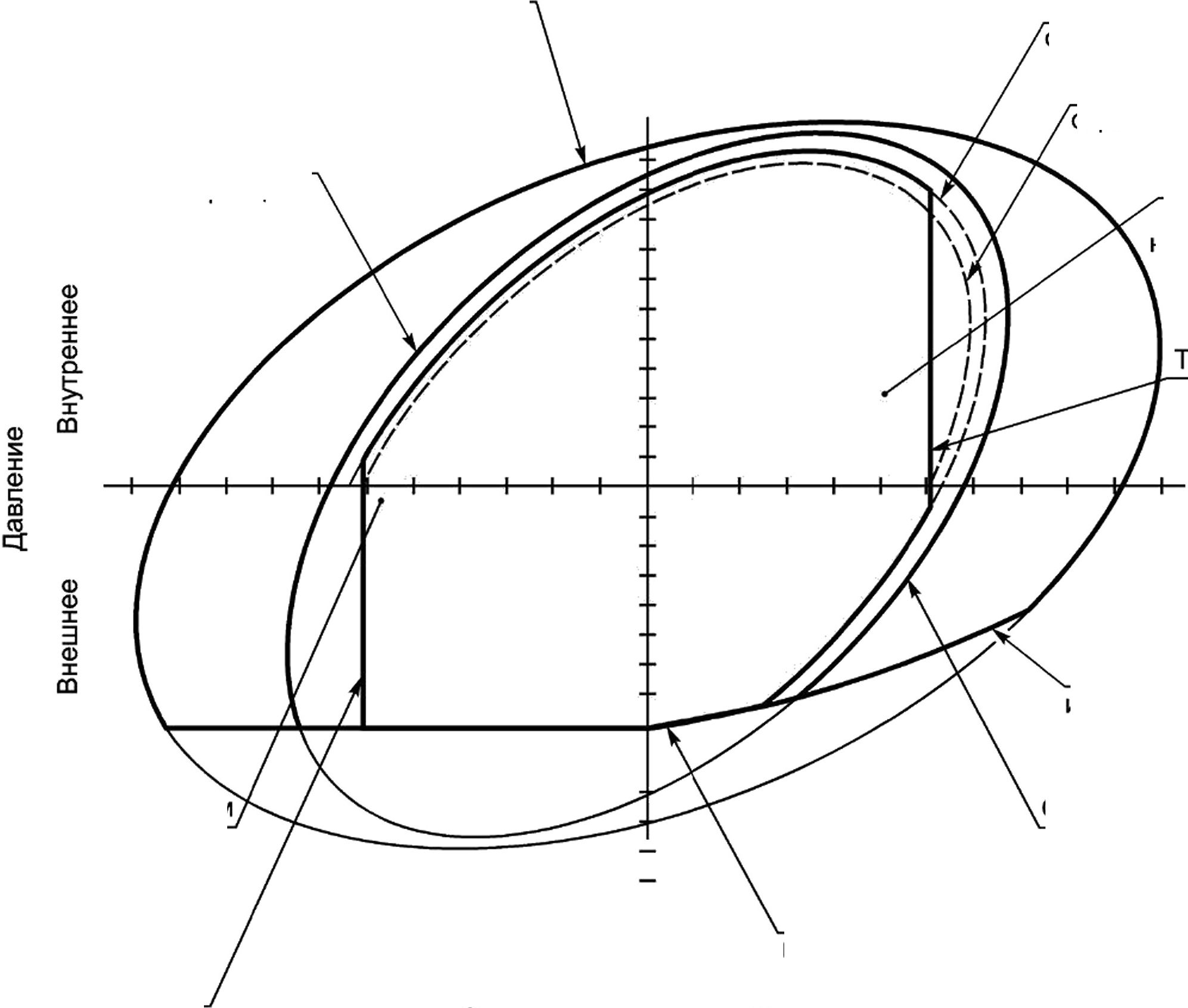
испытательного образца
Область оценки соединения испытательного образца
TLE под внешним давлением на основании 100 %-ного номинального давления смятия по API и 95 %-ного фактического VME
TLE, ограниченная 90 % от СЕЕ по сжатию
Сжатие
90 %-ная область оценки соединения
TLE под внутренним
давлением на основании 95 %-ной области оценки соединения
LE, ограниченная 90 % от СЕЕ по растяжению
Смятие тела трубы и соединения на основании номинального давления смятия по API
Смятие соединения на основании фактического VME
Смятие соединения на основании номинального давления смятия по API
Растяжение
Осевая нагрузка
Рисунок 23 — Пример области испытательных нагрузок при несовпадении эталонных характеристик тела трубы и области оценки резьбового соединения и при TLE, составляющей 95 % от СЕЕ для внутреннего давления и комбинации 100 % от номинального давления смятия по API и 95 % от фактического VME для наружного давления
61
ГОСТ ISO 13679—2023
Эталонные характеристики тела трубы
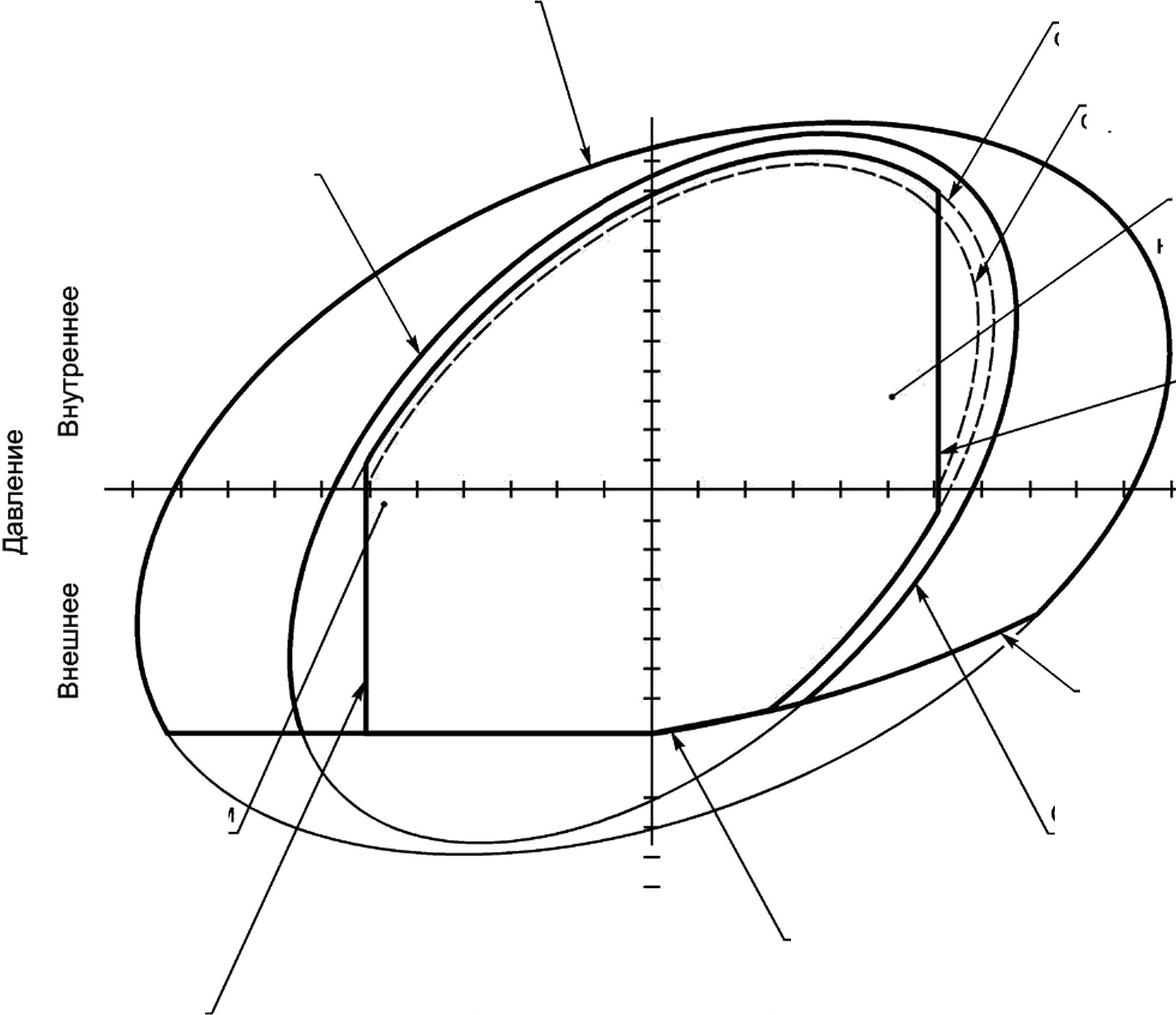
испытательного образца
Область оценки соединения испытательного образца
TLE под внешним давлением на основании 95 %-ного номинального давления смятия по API и 95 %-ного фактического VME
TLE, ограниченная 90 % от СЕЕ по сжатию
Сжатие
95 %-ная область оценки соединения
90 %-ная область оценки соединения
TLE под внутренним давлением на основании 95 %-ной области оценки соединений
TLE,ограниченная
90 % от СЕЕ по растяжению
Смятие тела трубы на основании фактического давления смятия по API
Смятие соединения на основании фактического VME
Смятие соединения на основании фактического давления смятия по API
Растяжение
Осевая нагрузка
Рисунок 24 — Пример области испытательных нагрузок при несовпадении эталонных характеристик тела трубы и области оценки резьбового соединения и при TLE, составляющей 95 % от СЕЕ для внутреннего давления и комбинации 95 % от фактического давления смятия по API и 95 % от фактического VME для наружного давления
7.3.2 Принципы и руководящие указания
7.3.2.1 Принципы испытаний
Конструкцию резьбового соединения считают соответствующей требованиям настоящего стандарта для TLE при заданном CAL, если все испытательные образцы прошли этапы нагрузки при TS-A, TS-B, TS-C без утечек в резьбовом соединении и испытания при предельных нагрузках, предусмотренные при заданном CAL.
Если каждое из проведенных испытаний пройдено при уровне 90 %, а последующие испытания при уровне 95 % не пройдены, то резьбовое соединение соответствует установленному уровню оценки при уровне 90 %. Если каждое из проведенных испытаний пройдено при уровнях 90 % и 95 %, то резьбовое соединение соответствует установленному уровню оценки при уровне 95 %. Требования к испытаниям и последовательность испытаний приведены на рисунках 4—7. Если испытательный образец разрушился при уровне 95 % и не позволяет продолжать испытания при предельных нагрузках, следует изготовить ему на замену новый испытательный образец для завершения испытаний. Для замещающего испытательного образца необходимо использовать указанный FMU и нагрев, однако не требуется проводить испытание на герметичность перед испытаниями на предельные нагрузки.
7.3.2.2 Указания по проведению испытаний
Испытательные нагрузки должны составлять 100 % от TLE. Изготовитель несет ответственность за полное определение СЕЕ для своего изделия. В таблице 7 приведены характеристики точек нагрузки, которые следует использовать для создания таблицы испытательных нагрузок для каждой серии испытаний. При расчете эталонных характеристик тела трубы также можно использовать приложение D.
При испытаниях комбинированной нагрузкой общее осевое усилие Fa является суммой осевого усилия, создаваемого нагрузочным устройством Ff, эквивалентного осевого усилия изгиба Fb и осевой нагрузки от давления (при наличии). Кроме данных, требуемых настоящим стандартом, изготовитель
62
ГОСТ ISO 13679—2023
должен зарегистрировать и указать в протоколе другие данные, которые он сочтет существенными для этого испытания. Для регистрации утечек, возникших в ходе испытания, используют формы, приведенные на рисунках В.8 и В.9.
Серию испытаний следует проводить последовательно через этапы нагрузки, заданные для серии испытаний на основании применяемого CAL, и с поддержанием нагрузки в каждой точке в течение заданного времени выдержки. Точки нагрузки давлением предназначены для оценки герметичности, поэтому время выдержки испытания начинается с момента достижения заданных нагрузки, давления и температуры, при этом вытеснение должно оставаться стабильным во время всего периода выдержки. Точки нагрузки без давления и точки нагрузки с двухминутной выдержкой являются точками нагрузки на конструкцию, поэтому стабилизация вытеснения не требуется. В приложении D приведены примеры различных графиков нагрузок для каждой серии испытаний. Критерии приемки герметичности под давлением приведены в 8.3.
Испытания могут периодически прерываться в любой момент времени путем снятия всех нагрузок и снижения температуры, например на ночь или для ремонта оборудования. После этого испытания должны возобновляться на этапе нагрузок, следующим за предыдущим результативно завершенным этапом.
Допускается одновременно испытывать несколько образцов в серии испытаний только при испытаниях серии С. Если испытания проводят сериями, прикладываемые осевые нагрузки должны быть наибольшими требуемыми для каждого образца в серии. Расчетные давления следует применять независимо к каждому образцу на основании приложенной осевой нагрузки, требуемой для достижения соответствующего уровня напряжения на каждом образце.
Испытания в сериях TS-A и TS-B не следует проводить на нескольких образцах, так как обе серии испытаний предполагают приложение сжимающих нагрузок, при которых демонстрируется, что резьбовые соединения могут быть легко перегружены или даже разрушены.
Испытания в квадрантах II и III могут потребовать специального крепления для предотвращения прогиба из-за потенциально высокой сжимающей нагрузки.
7.3.2.3 Нагрев испытательного образца
Перед испытанием на герметичность испытательные образцы подвергают нагреву при минимальной температуре, указанной в таблице 1. В настоящем стандарте не предусмотрено проведение испытаний при повышенной температуре после испытания наружным давлением при температуре окружающей среды. Однако если после первоначального нагрева проводят испытание при наружном давлении, при температуре окружающей среды с последующими дополнительными испытаниями при повышенной температуре, испытательный образец подвергают дополнительному нагреву.
На испытательном образце должны быть размещены термопары согласно требованиями 5.10.2. Показания термопар, используемых при нагреве, должны соответствовать требованиям к температуре, приведенным в таблице 1, или превышать их. Средняя температура должна соответствовать температуре, приведенной в таблице 1, или превышать ее; при этом термопары должны находиться в пределах заданных допусков.
Нагрев выполняют в соответствии со следующими требованиями:
а) испытательные образцы для трубы наружным диаметром менее 244,48 мм следует подвергать нагреву суммарно в течение минимум 12 ч;
Ь) испытательные образцы для трубы наружным диаметром 244,48 мм и более следует подвергать нагреву суммарно в течение минимум 24 ч.
Данная процедура снижает дегазацию резьбовой смазки, которая может оказаться утечкой, и обеспечивает эксплуатационные характеристики резьбовой смазки в наиболее неблагоприятных условиях.
Для таблицы 7, если точка нагрузки LP 14а90 TLEa превышает 90 % от СЕЕа, внутреннее давление следует ограничить до 90 % от СЕЕа.
63
g Таблица 7 — Определение точек нагрузки
Точка нагрузки | Серия испытаний | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок (TLE) | Изгиб | Температура | Уровень испытаний | |||||
А | В | С | Осевая точка Fa | Точка давления Pi или p0 | Осевая нагрузка Fa | Нагрузка под давлением pt или pQ | |||||
Ноль | • | • | 0 | 0 | 0 | 0 | — | Температура окружающей среды | Все | ||
1а80 | — | — | Мин. (Fa, СЕЕ3) | 0 | 0,67 • LP 1a80 CEE3 Fa | 0 | — | 80% | |||
2а80 | — | — | — | — | 0,80 • LP 4a80 CEE3 Fa | 0,25 • 0,80 • LP 4a80 CEE3 p, | — | ||||
За80 | — | — | — | — | 0,80 • LP 4a80 CEE3 Fa | 0,50 • 0,80 • LP 4a80 CEE3 p-^ | — | ||||
4а80 | — | — | 0,67/0,80 • мин. (Fa, СЕЕ3) | 100 % CEPp, | 0,80 ■ LP 4a80 CEE3 Fa | 0,80 ■ LP 4a80 CEE3 p^ | — | ||||
5а80 | — | — | ^CEPL | 100 % CEE3 p-i | 0,80 • LP 5a80 CEE3 Fa | 0,80 ■ LP 5a80 CEE3 pt | — | ||||
6а80 | — | — | 0 | 100 % CEE3 p; | 0 | 0,80 ■ LP 6a80 CEE3 p{ | — | ||||
7а80 | — | — | 0,50/0,80 ■ мин. (F?, CEE?) | 100% CEEPp, | 0,80 • LP 7a80 CEE3 Fa | 0,80 ■ LP 7a80 CEE3 p} | — | ||||
8а80 | — | — | — | — | 0,80 • LP 7a80 CEE3 Fa | 0,50 • 0,80 • LP 7a80 CEE3 p{ | — | ||||
9а80 | — | — | Мин. (Fa, CEE^ | 0 | 0,50 ■ LP 9a80 CEE3 Fa | 0 | — | ||||
10а95 | • | — | Мин. (Fat, CEE3) | 0 | 0,90 • LP 10a95 CEE3 Fa | 0 | — | 95% | |||
11 а95 | — | — | — | — | 0,95 • LP 13a95 CEE3 Fa | 0,25 ■ 0,95 • LP 13a95 CEE3 pt | — | ||||
12а95 | • | — | — | — | 0,95 • LP 13a95 CEE3 Fa | 0,50 ■ 0,95 • LP 13a95 CEE3 p{ | — | ||||
13а95 | • | — | 0,90/0,95 ■ мин. (Fat, CEE3) | 100 % CE^p | 0,95 ■ LP 13a95 CEE3 Fa | 0,95 • LP13a95 CEE3 p^ | Да | ||||
14а95 | • | — | 0,80/0,95 • мин. (Fa, CEE3) | 100 % CEPp, | 0,95-LP14a95 CEE3Fa | 0,95- LP 14a95 CEE3 p} | Да | ||||
15а95 | • | — | ^CEPL | 100 % CEE^p, | 0,95 • LP 15a95 CEE3 Fa | 0,95- LP 15a95 CEE3 p} | — | ||||
16а95 | • | — | 0 | 100 % CEP p, | 0 | 0,95- LP 16a95 CEE3 р^ | Да | ||||
ГОСТ ISO 13679—2023
Продолжение таблицы 7
Точка нагрузки | Серия испытаний | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок (TLE) | Изгиб | Температура | Уровень испытаний | |||||
А | В | с | Осевая точка Fa | Точка давления Pi или р0 | Осевая нагрузка Fa | Нагрузка под давлением р- или д0 | |||||
17а95 | • | — | 0,25/0,95 • мин. (Ff, CEEf.) | 100 % СЕЕ3 р} | 0,95 • LP 17а95 СЕЕ3 Fa | 0,95- LP 17а95 СЕЕ3 р{ | Да | Температура окружающей среды | 95% | ||
18а95 | • | — | 0,50/0,95 • мин. (Fca, CEEf) | 100 % СЕ^р, | 0,95 • LP 18а95 СЕЕ3 Fa | 0,95 ■ LP 18а95 СЕЕ3 р^ | Да | ||||
19а95 | • | — | 0,75/0,95 • мин. (f?, СЕЕ?) | 100 % СЕРр, | 0,95 • LP 19а95 СЕЕ3 Fa | 0,95 ■ LP 19а95 СЕЕ3 р{ | Да | ||||
20а95 | • | — | 0,90/0,95 • мин. (f?, СЕЕ?) | 100 % СЕ^р, | 0,95 • LP 20а95 СЕЕ3 Fa | 0,95 • LP 20а95 СЕЕ3 р} | Да | ||||
21а95 | • | — | Мин. (Ff, CEEf) | 0 | 0,90 • LP21a95 СЕЕ3 Fa | 0 | — | ||||
22а95 | • | • | (1)0,90/А-мин. (Ff, CEEf) | 100 % СЕРро | (1)А- LP22a95 СЕЕ3 Fa | (1)А- LP22a95 СЕЕ3 р0 | — | ||||
23а95 | — | — | (1)0,50/А-мин. (Ff, CEEf) | 100 % СЕЕ^Рс | (1)А- LP23a95 СЕЕ3 Fa | (1)А - LP23a95 СЕЕ3 р0 | — | ||||
24а95 | — | — | 0 | 100 % СЕЕ^Ро | 0 | (1)А- LP24a95 СЕЕ3 р0 | — | ||||
25а95 | — | — | (1)0,33/А-мин. (F3, CEEf) | 100 % СЕРр0 | (1)А- LP25a95 СЕЕ3 Fa | (1)А - LP25a95 СЕЕ3 р0 | — | ||||
26а95 | — | — | (1)0,67/А-мин. (Fa, CEEf) | 100% СЕРро | (1) А • LP 26а95 СЕЕ3 Fa | (1)А- LP 26а95 СЕЕ3 р0 | — | ||||
27а95 | — | — | (1)0,90/А-мин. (F3, CEEf) | 100% СЕЕ°р0 | (1) А • LP 27а95 СЕЕ3 Fa | (1) А ■ LP 27а95 СЕЕ3 р0 | — | ||||
10а90 | • | Мин. (F3, CEEf) | 0 | 0,90-LP10a90 СЕЕ3 Fa | 0 | — | 90% | ||||
11а90 | • | — | — | — | 0,90 • LP 13а90 СЕЕ3 Fa | 0,25 • 0,90 • LP 13а90 СЕЕ3 р} | — | ||||
12а90 | • | — | — | — | 0,90 • LP 13а90 СЕЕ3 Fa | 0,50 ■ 0,90 • LP 13а90 СЕЕ3 р{ | — | ||||
13а90 | • | — | 0,90/0,90 • мин. (Fa CEEf) | 100 % СЕЕ3 pt | 0,90 • LP 13а90 СЕЕ3 Fa | 0,90- LP 13а90 СЕЕ3 р{ | Да | ||||
ГОСТ ISO 13679—2023
g Продолжение таблицы 7
Точка нагрузки | Серия испытаний | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок (TLE) | Изгиб | Температура | Уровень испытаний | |||||
А | В | с | Осевая точка Fa | Точка давления Pi или p0 | Осевая нагрузка Fa | Нагрузка под давлением pt или p0 | |||||
14а90 | • | • | 0,80/0,90 ■ мин (Fa, СЕЕ3) | 100% CEP p, | 0,90 • LP 14a90 CEE3 Fa | 0,90- LP 14a90 CEE3 р^ | Да | Температура окружающей среды | 90% | ||
15а90 | • | — | ^CEPL | 100% CEPp, | ^CEPL | 0,90- LP 15a90 CEE3 pt | — | ||||
16а90 | • | — | 0 | 100% CEFp, | 0 | — | Да | ||||
17а90 | • | — | 0,25/0,90 ■ мин. (Ff, CEE*) | 100 % CEE3 pt | 0,90 • LP 17a90 CEE3 Fa | 0,90- LP 17a90 CEE3 p{ | Да | ||||
18а90 | • | — | 0,50/0,90 ■ мин. (F^, CEE?) | 100 % CEE3 pt | 0,90 • LP 18a90 CEE3 Fa | 0,90- LP 18a90 CEE3 Pi | Да | ||||
19а90 | • | — | 0,75/0,90 ■ мин. (/=?, CEE^ | 100 % CEE3 P' | 0,90 • LP 19a90 CEE3 Fa | 0,90-LP19a90 CEE3 р^ | Да | ||||
20а90 | • | — | 0,90/0,90 ■ мин. (F?, CEE?) | 100 % CEE3 Pi | 0,90 • LP 20a90 CEE3 Fa | 0,90 • LP 20a90 CEE3 p{ | Да | ||||
21а90 | • | — | мин. (F^, CEE3^ | 0 | 0,90 • LP21a90 CEE3 Fa | 0 | — | ||||
22а90 | — | — | (2) 0,90/B ■ мин. (Ff, CE^ | 100% CEPp0 | (2) В • LP 22a90 CEE3 Fa | (2) В • LP 22a90 CEE3 p0 | — | ||||
23а90 | — | — | (2) 0,50/B ■ мин. (F^ CEEl | 100% CEE°p0 | (2) В ■ LP 23a90 CEE3 Fa | (2) В • LP 23a90 CEE3 pQ | — | ||||
24а90 | — | — | 0 | 100% CEE°p0 | 0 | (2) В • LP 24a90 CEE3 p0 | — | ||||
25а90 | — | — | (2) 0,33/B ■ мин. (Fat, CEE3) | 100% CEPpo | (2) В • LP 25a90 CEE3 Fa | (2) В ■ LP 25a90 CEE3 pQ | — | ||||
26а90 | — | — | (2) 0,67/B ■ мин. (Fa, CEE3) | 100% CEE°p0 | (2) В • LP 26a90 CEE3 Fa | (2) В • LP 26a90 CEE3 pQ | — | ||||
27а90 | — | — | (2) 0,90/B ■ мин. (Fat, CEE3) | 100% CEE°p0 | (2) В • LP 27a90 CEE3 Fa | (2) В • LP 27a90 CEE3 p0 | — | ||||
ГОСТ ISO 13679—2023
Продолжение таблицы 7
Точка нагрузки | Серия испытаний | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок (TLE) | Изгиб | Температура | Уровень испытаний | ||||
А | в | с | Осевая точка Fa | Точка давления Pi или р0 | Осевая нагрузка Fa | Нагрузка под давлением pt или p0 | ||||
28а90 | — | — | • | — | — | LP14a90 TLE3 Fa - LP 14a90 ^CEPL | 0 | — | Температура окружающей среды | 90% |
29а90 | — | — | • | — | — | LP28a90TLPFa + FCEPL | 0,20 • LP 14a90 TLE3pi | — | ||
30а90 | — | — | • | — | — | 0,05 • LP 28a90 TLE3 Fa + FCEPL | (3) LP 14a90 TLEapi | — | ||
31а90 | — | — | • | — | — | 0,05 ■ LP 28a90 TLE3 Fa + FCEpL | 0,20 • LP 14a90 TLE3 pt | — | ||
^Cycle | • | — | — | — | — | LP13e90REFa + (K65»-Ktemp)/ (1-^temp)(LP13a90TL^Fa-LP 13a90 TLEe Fa) | LP13e90TLEePi + (K65°-Ktemp)/ (1-^ )*(LP13a90 TLE3 Pi- LP 13e90 TLEep) | — | 65 °C | |
юе | • | • | — | Мин. (Fte, СЕ^ | 0 | 0,90 ■ LP 10e CEE6 Fa | 0 | — | Повышенная | |
— | • | — | — | — | 0,90 ■ LP 13e CEE6 Fa | 0,25 ■ 0,90 • LP 13e CEP pt | — | |||
12е | • | • | — | — | — | 0,90 • LP 13e CEEC Fa | 0,50 ■ 0,90 • LP 13e CEE6 pt | — | ||
13е | • | • | — | 0,90/0,90 ■ мин. (F6, СЕЕ6) | 100% СЕРр, | 0,90 • LP 13e CEE6 Fa | 0,90 ■ LP 13e CEE6 p^ | Да | ||
14е | • | • | 0,80/0,90 ■ мин. (F% СЕ^) | 100 % СЕЕ* р. | 0,90 ■ LP 14e CEE6 Fa | 0,90 • LP 14e CEE6 pt | Да | |||
^е | • | • | — | ^CEPL | 100% СЕР р, | ^C EPL | 0,90 ■ LP 15e CEE6 р-, | — | ||
16е | • | • | — | 0 | 100 % СЕЕ6 Pl | 0 | 0,90 ■ LP 16e CEE6 Pi | Да | ||
176 | • | • | — | 0,25/0,90 ■ мин. (Eg, CEFJ | 100% СЕР Pl | 0,90 ■ LP 17e CEE6 Fa | 0,90 ■ LP 17e CEE6 р-, | Да | ||
18е | • | • | — | 0,50/0,90 ■ мин. (Ff, СЕР;) | 100% СЕР р, | 0,90 • LP 18e CEE6 Fa | 0,90 • LP 18e CEE6 Pi | Да | ||
19е | • | • | — | 0,75/0,90 ■ мин. (Fl СЕЕР; | 100 % СЕЕ6 Р[ | 0,90 • LP 19e CEE6 Fa | 0,90 ■ LP 19e CEE6 p^ | Да | ||
ГОСТ ISO 13679—2023
g Окончание таблицы 7
Точка нагрузки | Серия испытаний | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок (TLE) | Изгиб | Температура | Уровень испытаний | ||||
А | в | с | Осевая точка Fa | Точка давления А или р0 | Осевая нагрузка Fa | Нагрузка под давлением pt или р0 | ||||
20е | • | • | — | 0,90/0,90 ■ мин. (F^, СЕЕ^) | 100% СЕР Pi | 0,90 ■ LP 20е СЕЕ9 Fa | 0,90 ■ LP 20е СЕЕ9 р^ | Да | Повышенная | 90% |
21е | • | • | — | мин. (Рс, СЕРс) | 0 | 0,90 ■ LP 21е СЕЕ9 Fa | 0 | — | ||
22е | • | — | — | (2) 0,90/В ■ мин. (Ff, CEPJ | 100% СЕРр0 | (2) В • LP 22е СЕЕ9 Fa | (2) В ■ LP 22е СЕЕ9 р0 | — | ||
23е | • | — | — | (2) 0,50/В ■ мин. (Ff, CEPJ | 100% СЕРРо | (2) В • LP 23е СЕЕ9 Fa | (2) В ■ LP 23е СЕЕ9 р0 | — | Температура окружающей среды | |
24е | — | — | • | 0 | 100% СЕРр0 | 0 | (2) В ■ LP 24е СЕЕ9 р0 | — | ||
25е | — | — | • | (2) 0,33/В ■ мин. (F^, CEEf) | 100 % СЕРр0 | (2) В ■ LP 25е СЕЕ9 Fa | (2) В ■ LP 25е СЕЕ9 р0 | — | ||
26е | — | — | • | (2) 0,67/В ■ мин. (F^, CEEf) | 100% СЕРр0 | (2) В • LP 26е СЕЕ9 Fa | (2) В ■ LP 26е СЕЕ9 р0 | — | ||
27е | — | — | • | (2) 0,90/В ■ мин. (F^, CEEf) | 100 % СЕЕ9р0 | (2) В • LP 27е СЕЕ9 Fa | (2) В ■ LP 27е СЕЕ9 р0 | — | ||
ГОСТ ISO 13679—2023
Примечания
1 Если наружное давление для СЕЕ9 определено областью фактического давления смятия по API или частью области фактического VME, относящейся к наружному давлению, то А = 95 %. Если наружное давление для СЕЕ9 определено областью номинального давления смятия по API или областью наружного давления смятия, то А = 100 % (без масштабирования).
2 Если наружное давление для СЕЕе определено областью фактического давления смятия по API или частью области фактического VME, относящейся к наружному давлению, то В = 90 %. Если наружное давление для СЕЕ9 определено областью номинального давления смятия по API или областью наружного давления смятия, то В = 100 % (без масштабирования).
ГОСТ ISO 13679—2023
7.3.3 Испытания TS-A. Растяжение/сжатие и внутреннее/наружное давление
7.3.3.1 Общие положения
Целями испытаний TS-A являются приближение к предельным условиям эксплуатации и ускорение потенциальной утечки путем приложения наружного или внутреннего давления, а также растягивающей или сжимающей нагрузки. Нагружение для CAL I и CAL II проводят при температуре окружающей среды, а для CAL III и CAL IV - и при температуре окружающей среды, и при повышенной температуре.
Примечание — Приложение изгибающей нагрузки в данной серии испытаний не предусмотрено.
7.3.3.2 Принципы испытаний
Испытания TS-A состоят из трех частей:
1) при повышенной температуре (на уровне 90 %);
2) циклы QI—QIII (на уровне 90 %);
3) при температуре окружающей среды [на уровне 90 % и (или) 95 %].
Испытания по трем частям TS-A зависят от выбранного CAL. При проведении испытаний TS-A при повышенной температуре комбинацию нагрузки внутренним давлением/осевой нагрузки и нагрузки наружным давлением/осевой нагрузки применяют по часовой стрелке и против часовой стрелки вокруг TLE в каждом из четырех квадрантов. Для испытаний TS-Ac циклами QI-QIII нагрузки повторяют циклически от точки нагрузки 13СуС|е цикла QI при температуре до 65 °C включительно до точки нагрузки 22е цикла QIII при повышенной температуре. Для испытаний TS-A при повышенной температуре и циклов QI—QIII методы выявления утечек при температуре окружающей среды могут не подходить, поэтому в качестве метода выявления утечки применяют метод перепада давления на уплотнительном элементе. Методы выявления утечек при температуре окружающей среды, применяемые для испытаний TS-A при температуре окружающей среды, обеспечивают точность, необходимую для подтверждения герметичности, особенно после испытаний при повышенной температуре (для CAL III и IV). Для испытаний TS-A при температуре окружающей среды комбинации нагрузки внутренним давлением/осевой нагрузки и нагрузки наружным давлением/осевой нагрузки применяют по часовой стрелке и против часовой стрелки вокруг TLE в каждом из четырех квадрантов.
7.3.3.3 Расчет испытательных нагрузок
7.3.3.3.1 Для определения испытательных образцов, в отношении которых необходимо проведение испытания TS-A, используют данные, приведенные в таблице 1 и на рисунках 4—7; для определения точек нагрузки руководствуются таблицей 7; для определения этапов нагрузки для CAL III и CAL IV — таблицей 8; для определения этапов нагрузки для CAL I и CAL II — таблицей 9. Пример графика нагрузок приведен в приложении D. Испытания TS-A для CAL I и CAL II проводят с ограниченным количеством циклов (см. рисунки 4 и 5 соответственно).
7.3.3.3.2 Испытательные образцы подвергают следующим действиям:
а) определяют нагрузки TS-A при температуре окружающей среды и при повышенной температуре в соответствии с таблицей 7;
Ь) используя расчеты, приведенные в качестве примера в приложении D, определяют осевые нагрузки и нагрузки внутренним давлением для точек нагрузки, указанных на рисунке 25 для уровня 95 % при температуре окружающей среды, на рисунке 27 для уровня 90 % при температуре окружающей среды, на рисунке 28 для уровня 90 % при повышенной температуре;
с) проводят испытания в соответствии с 5.8 и 5.10 и в соответствии с таблицей 8 для CAL III и CAL IV или таблицей 9 для CAL I и CAL II и приложением D;
d) следят за тем, чтобы для CAL IV между циклами QIII и QI стабилизированная температура в QIII была 180 °C, а стабилизированная температура в QI — не выше 65 °C, при этом температура каждой термопары должна быть ниже 65 °C. Температуру QI фиксируют в протоколе и при нагружении в QI учитывают воздействие температуры на предел текучести при расчете прикладываемой нагрузки. Если измерение предела текучести при стабилизированной температуре QI не выполнено, допускается линейная интерполяция значений предела текучести, измеренных при температуре окружающей среды и при повышенной температуре;
е) результаты для TS-A записывают в соответствии с формой, приведенной на рисунке В.8, в протоколе испытаний резьбового соединения на герметичность;
f) оценивают TLE для TS-A путем применения точек нагрузки, представленных ниже и на рисунке 25 для уровня 95 % при температуре окружающей среды, на рисунке 27 для уровня 90 % при температуре окружающей среды, и на рисунке 28 для уровня 90 % при повышенной температуре.
69
ГОСТ ISO 13679—2023
7.3.3.3.3 При применении таблицы 8 необходимо соблюдать следующие рекомендации:
а) если общая растягивающая нагрузка в LP 15е превышает общую растягивающую нагрузку в LP 14е, следует использовать LP 14е;
Ь) если общая растягивающая нагрузка в LP 15а90 превышает общую растягивающую нагрузку в LP 14а90, следует использовать LP 14а90;
с) если общая растягивающая нагрузка в LP 15а95 превышает общую растягивающую нагрузку в LP 14а95, следует использовать LP 14а95.
7.3.3.3.4 При применении таблицы 9 необходимо соблюдать следующие рекомендации:
а) если общая растягивающая нагрузка в LP 15а90 превышает общую растягивающую нагрузку в LP 14а90, следует использовать LP 14а90;
Ь) если общая растягивающая нагрузка в LP 15а95 превышает общую растягивающую нагрузку в LP 14а95, следует использовать LP 14а95.
7.3.3.3.5 На рисунках 25—28 показаны сочетания растягивающей нагрузки и нагрузки давлением, определяющие каждую пронумерованную точку нагрузки в таблице 7. Для TS-A порядок применения точек нагрузки во время испытаний и число раз, которое используют каждую точку нагрузки, определяют по таблицам 8 или 9.
7.3.4 Испытания TS-B. Растяжение/сжатие и внутреннеедавление
7.3.4.1 Общие положения
Целью испытания TS-B является приближение к предельным условиям эксплуатации и ускорение потенциальной утечки путем приложения внутреннего давления и растягивающей или сжимающей нагрузки при повышенной температуре и (или) при температуре окружающей среды, с приложением изгибающей нагрузки или без нее. Применяемый изгиб является плоским и приводит к максимальным волоконным напряжениям VME, ограниченным TLE.
7.3.4.2 Принципы испытаний
Испытания TS-B делят на три части:
1) при температуре окружающей среды без изгиба [на уровне 80 % и (или) 95 %];
2) при повышенной температуре с изгибом (на уровне 90 %);
3) при температуре окружающей среды с изгибом [на уровне 90 % и (или) 95 %].
Выполнение трех частей TS-B зависит от выбранного CAL. Для испытаний TS-B комбинацию нагрузки внутренним давлением/осевой нагрузки применяют по часовой стрелке и против часовой стрелки вокруг TLE в квадрантах QI и QII. Перед приложением изгибающей нагрузки осевую нагрузку уменьшают на величину, эквивалентную нагрузке при изгибе наружного диаметра трубы, соответствующей запланированной изгибающей нагрузке, таким образом, чтобы уровни нагрузки до и после применения изгиба были эквивалентными.
Таблица 8 — TS-A для CAL Ша и CAL IV
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
1 | 0 | Нагрев | — | — |
2 | Я | 180 °C | 2 | CCW См. рисунок 28 (уровень 90 %) |
3 | Я | 10 | ||
4 | Я | |||
5 | я | |||
6 | Я | |||
7 | я | 60 | ||
8 | я | 10 | ||
9 | ||||
10 | я | |||
11 | 20е | 10ь | ||
12 | 21е | 2 | ||
13 | 0 | — |
70
Продолжение таблицы 8
ГОСТ ISO 13679—2023
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
Переход с внутреннего давления на наружное давление | ||||
14 | 21е | 180 °C | 2 | CCW См. рисунок 28 (уровень 90 %) |
15 | 22е | 60 | ||
16 | 23е | 10 | ||
17 | 24е | |||
18 | 25е | |||
19 | 26е | |||
20 | 27е | 2 | ||
21 | 26е | 10 | ||
22 | 25е | |||
23 | 24е | 60 | ||
24 | 23е | 10 | ||
25 | 22е | |||
26 | 21е | 2 | ||
27 | 0 | — | ||
Переход с наружного давления на внутреннее давление | ||||
28 | 21е | 180 °C | 2 | CCW См. рисунок 28 (уровень 90 %) |
29 | 20е | 10ь | ||
30 | 19е | 10 | ||
31 | 18е | 60 | ||
32 | 10 | |||
33 | 16е | |||
34 | 15е | |||
35 | 14е | 60 | ||
36 | 13е | 10 | ||
37 | 12е | |||
38 | юе | 2 | ||
39 | 0 | — | ||
Циклы Ql-Qllla | ||||
40 | 13сус1е | 65 °C включ. | 15 | Цикла (уровень 90 %) |
41 | 22е | 180 °C | ||
42 | 13сус1е | 65 °C включ. | ||
43 | 22е | 180 °C | ||
44 | 13Сус1е | 65 °C включ. | ||
45 | 22е | 180 °C | ||
46 | 13Сус1е | 65 °C включ. | ||
47 | 22е | 180 °C | ||
48 | 13Сус1е | 65 °C включ. | ||
49 | 22е | 180 °C | ||
50 | 0 | — | ||
71
ГОСТ ISO 13679—2023
Продолжение таблицы 8
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
Конец циклов QI-QIII | ||||
51 | 0 | Охлаждение | — | — |
52 | 10а90 | Температура окружающей среды | 2 | CCW См. рисунок 27 (уровень 90 %) |
53 | 12а90 | 10 | ||
54 | 13а90 | |||
55 | 14а90 | |||
56 | 15а90 | |||
57 | 16а90 | 60 | ||
58 | 17а90 | 10 | ||
59 | 18а90 | 10 | ||
60 | 19а90 | 10 | ||
61 | 20а90 | 10ь | ||
62 | 21а90 | 2 | ||
63 | 0 | — | ||
Переход с внутреннего давления на наружное давление | ||||
64 | 21а90 | Температура окружающей среды | 2 | CCW См. рисунок 27 (уровень 90 %) |
65 | 22а90 | 60 | ||
66 | 23а90 | 10 | ||
67 | 24а90 | |||
68 | 25а90 | |||
69 | 26а90 | |||
70 | 27а90 | 2 | ||
71 | 26а90 | 10 | ||
72 | 25а90 | 10 | ||
73 | 24а90 | 60 | ||
74 | 23а90 | 10 | ||
75 | 22а90 | |||
76 | 21а90 | 2 | ||
77 | 0 | — | ||
Переход с наружного давления на внутреннее давление | ||||
78 | 21а90 | Температура окружающей среды | 2 | CW См. рисунок 27 (уровень 90 %) |
79 | 20а90 | 10ь | ||
80 | 19а90 | 10 | ||
81 | 18а90 | 60 | ||
82 | 17а90 | 10 | ||
83 | 16а90 | |||
84 | 15а90 | |||
72
Продолжение таблицы 8
ГОСТ ISO 13679—2023
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
85 | 14а90 | Температура окружающей среды | 60 | CW См. рисунок 27 (уровень 90 %) |
86 | 13а90 | 10 | ||
87 | 12а90 | |||
88 | 10а90 | 2 | ||
89 | 0 | — | ||
90 | 10а95 | 2 | CCW См. рисунок 25 (уровень 95 %) | |
91 | 12а95 | 10 | ||
92 | 13а95 | |||
93 | 14а95 | |||
94 | 15а95 | |||
95 | 16а95 | 60 | ||
96 | 17а95 | 10 | ||
97 | 18а95 | |||
98 | 19а95 | |||
99 | 20а95 | |||
100 | 21а95 | 2 | ||
101 | 0 | — | ||
Переход с внутреннего давления на наружное давление | ||||
102 | 21а95 | Температура окружающей среды | 2 | CCW См. рисунок 25 (уровень 95 %) |
103 | 22а95 | 60 | ||
104 | 23а95 | 10 | ||
105 | 24а95 | |||
106 | 25а95 | |||
107 | 26а95 | |||
108 | 27а95 | 2 | ||
109 | 26а95 | 10 | CW См. рисунок 25 (уровень 95 %) | |
110 | 25а95 | 10 | ||
111 | 24а95 | 60 | ||
112 | 23а95 | 10 | ||
113 | 22а95 | |||
114 | 21а95 | 2 | ||
115 | 0 | — | ||
73
ГОСТ ISO 13679—2023
Окончание таблицы 8
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
Переход с наружного давления на внутреннее давление | ||||
116 | 21а95 | Температура окружающей среды | 2 | CW См. рисунок 25 (уровень 95 %) |
117 | 20а95 | 10 | ||
118 | 19а95 | 10 | ||
119 | 18а95 | 60 | ||
120 | 17а95 | 10 | ||
121 | 16а95 | 10 | ||
122 | 15а95 | 10 | ||
123 | 14а95 | 60 | ||
124 | 13а95 | 10 | ||
125 | 12а95 | 10 | ||
126 | 10а95 | 2 | ||
127 | 0 | — | ||
а Для CAL III этапы нагрузки с 40 по 50 не проводят. ь Если для данной точки нагрузки давление отсутствует, время выдержки можно уменьшить до 2 мин. | ||||
Таблица 9 — TS-A для CAL la и CAL II
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
1 | 0 | Температура окружающей среды | — | CCWa См. рисунок 27 (уровень 90 %) |
2 | 10а90 | 2 | ||
3 | 12а90 | 10 | ||
4 | 13а90 | |||
5 | 14а90 | 60 | ||
6 | 15а90 | 10 | ||
7 | 16а90 | |||
8 | 17а90 | |||
9 | 18а90 | 30 | ||
10 | 19а90 | 10 | ||
11 | 20а90 | 10ь | ||
12 | 21а90 | 2 | ||
13 | 0 | - |
74
Продолжение таблицы 9
ГОСТ ISO 13679—2023
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
Переход с внутреннего давления на наружное давление | ||||
14 | 21а90 | Температура окружающей среды | 2 | CCWa См. рисунок 27 (уровень 90 %) |
15 | 22а90 | 30 | ||
16 | 23а90 | 10 | ||
17 | 24а90 | |||
18 | 25а90 | |||
19 | 26а90 | |||
20 | 27а90 | 2 | ||
21 | 26а90 | 15 | ||
22 | 25а90 | |||
23 | 24а90 | 60 | ||
24 | 23а90 | 15 | ||
25 | 22а90 | |||
26 | 21а90 | 2 | ||
27 | 0 | — | ||
Переход с наружного давления на внутреннее давление | ||||
28 | 21 а90 | Температура окружающей среды | 2 | CWa См. рисунок 27 (уровень 90 %) |
29 | 20а90 | 10ь | ||
30 | 19а90 | 10 | ||
31 | 18а90 | 60 | ||
32 | 17а90 | 10 | ||
33 | 16а90 | |||
34 | 15а90 | |||
35 | 14а90 | 60 | ||
36 | 13а90 | 10 | ||
37 | 12а90 | |||
38 | 10а90 | 2 | ||
39 | 0 | — | ||
40 | 10а95 | 2 | CCW См. рисунок 25 (уровень 95 %) | |
41 | 12а95 | 10 | ||
42 | 13а95 | |||
43 | 14а95 | 60 | ||
44 | 15а95 | 10 | ||
45 | 16а95 | |||
46 | 17а95 | |||
47 | 18а95 | 30 | ||
48 | 19а95 | 10 | ||
49 | 20а95 | |||
50 | 21а95 | 2 | ||
51 | 0 | — | ||
75
ГОСТ ISO 13679—2023
Окончание таблицы 9
Этап нагрузки | Точка нагрузки | Температура | Время выдержки, мин | Направление |
Переход с внутреннего давления на наружное давление | ||||
52 | 21а95 | Окружающей среды | 2 | CCW См. рисунок 25 (уровень 95 %) |
53 | 22а95 | 30 | ||
54 | 23а95 | 10 | ||
55 | 24а95 | |||
56 | 25а95 | |||
57 | 26а95 | |||
58 | 27а95 | 2 | ||
59 | 26а95 | 15 | ||
60 | 25а95 | 15 | ||
61 | 24а95 | 60 | ||
62 | 23а95 | 15 | ||
63 | 22а95 | 15 | ||
64 | 21а95 | 2 | ||
65 | 0 | — | ||
Переход с наружного давления на внутреннее давление | ||||
66 | 21а95 | Окружающей среды | 2 | CW См. рисунок 25 (уровень 95 %) |
67 | 20а95 | 10 | ||
68 | 19а95 | |||
69 | 18а95 | 60 | ||
70 | 17а95 | 10 | ||
71 | 16а95 | |||
72 | 15а95 | |||
73 | 14а95 | 60 | ||
74 | 13а95 | 10 | ||
75 | 12а95 | |||
76 | 10а95 | 2 | ||
77 | 0 | — | ||
а Для CAL I этапы нагрузки 1 до 39 не проводят. ь Если для данной точки нагрузки давление отсутствует, время выдержки можно уменьшить до 2 мин. | ||||
76
Эталонные характеристики тела трубы
ГОСТ ISO 13679—2023
испытательного образца и область оценки соединения
95 %-ная область оценки соединения
90 %-ная область оценки соединения
20а95
21 „95
22а95
16,95
15а95
14,95
19_95
18я95
TLE, ограниченная 90 % от СЕЕ по сжатию
17а95
26_95
25,95
Сжатие
TLE под внутренним
давлением на основании 95 %-ной области оценки соединения
13а95
12^95
TLE, ограниченная 90 % от СЕЕ по растяжению
24а95
Растяжение
Осевая нагрузка
Смятие тела трубы и соединения на основании номинального давления смятия по API
TLE под внешним давлением на основании 100 %-ного номинального давления смятия API
Примечание — См. таблицу 8, этапы нагрузки 90—127, и таблицу 9, этапы нагрузки 40—77.
Рисунок 25 — Пример точек нагрузки TS-A при температуре окружающей среды при величине нагрузки 95 % от СЕЕ, при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения с ограничением растяжения и сжатия до 90 % от СЕЕ
77
ГОСТ ISO 13679—2023
Эталонные характеристики тела трубы испытательного образца
Область оценки соединения испытательного образца
16я95 15я95
19.95
21.95
TLE, ограниченная 90 % от СЕЕ по сжатию
20а95
22.95
23.95
78
17.95 18а95
26.95
14.95
TLE под внутренним давлением на основании 95 %-ной области оценки соединения с критерием для СЕЕ, не основанного на пределе текучести
13а95
12а95
TLE,ограниченная
90 % от СЕЕ по растяжению
25_95
Юа95
Смятие тела трубы и соединения на основании номинального давления смятия по API
TLE под внешним _
--------2---------- Сжатие давлением на основании 100 %-ной области оценки ’
соединения с критерием для СЕЕ, не основанного на пределе текучести
Растяжение
Осевая нагрузка
Примечание — См. таблицу 8, этапы нагрузки 90—127, и таблицу 9, этапы нагрузки 40—77.
Рисунок 26 — Пример точек нагрузки TS-A при температуре окружающей среды при величине нагрузки 95 % от СЕЕ для внутреннего давления и 100 % от СЕЕ для наружного давления, при несовпадении эталонных характеристик тела трубы и области оценки резьбового соединения с ограничением растяжения и сжатия до 90 % от СЕЕ
ГОСТ ISO 13679—2023
Эталонные характеристики тела трубы испытательного образца и область оценки соединения
TLE под внутренним
90 %-ная область оценки соединения
20а90 & 21_9
19.90
16-90
15-90
14-90
TLE
под внешним
давлением на основании 100 %-ного номинального давления смятия по API
17а90
давлением на основании 90 %-ной области оценки соединения
18а90
13-90
12а90
10а90&27а90
26а90
Смятие тела трубы
23а90
24а90
25а90
и соединения на основании номинального давления смятия по API
Сжатие
Растяжение
Осевая нагрузка
Примечание — См. таблицу 8, этапы нагрузки 51—89, и таблицу 9, этапы нагрузки 1—39.
Рисунок 27 — Пример точек нагрузки TS-A при температуре окружающей среды при величине нагрузки 90 % от СЕЕ, при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения
79
ГОСТ ISO 13679—2023
Эталонные характеристики тела трубы испытательного образца и область оценки соединения при повышенной температуре
Эталонные характеристики тела трубы 'испытательного образца при температуре окружающей среды
20_&21
TLE под внешним давлением на основании 100 %-ного номинального давления смятия по API при повышенной температуре
Сжатие
Растяжение
Осевая нагрузка
Примечание — См. таблицу 8, этапы нагрузки 1—39.
TLE под внутренним
давлением на основании 90 %-ной области оценки соединения при повышенной температуре
10а&27а
Смятие тела трубы и соединения при температуре окружающей среды на основании номинального давления смятия по API
Смятие тела трубы и соединения
при повышенной температуре с двухосным масштабированием от номинального давления смятия по API при температуре окружающей среды
Рисунок 28 — Пример точек нагрузки TS-A при повышенной температуре при величине нагрузки 90 % от СЕЕ, при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения
7.3.4.3 Расчет испытательных нагрузок
7.3.4.3.1 Общие положения
Испытательные образцы резьбовых соединений подвергают указанным ниже действиям. Информация для испытательных образцов, требующих проведения испытания TS-B, представлена в таблице 1 и на рисунках с 4—7. Характеристики точек нагрузки приведены в таблице 7; этапы нагрузки при TS-B для CAL II, CAL III и CAL IV — в таблице 10; этапы нагрузки при TS-B для CAL I — в таблице 11. Для испытательных образцов для CAL II, CAL III и CAL IV, которым не требуется проведения TS-A, в таблице 12 перечислены дополнительные этапы нагрузки при TS-B. Примеры графиков нагрузок приведены в приложении D. Следует обратить внимание на то, что для CAL I, CAL II, CAL III и CAL IV величина изгиба является нормативной.
а) Определяют нагрузки TS-B при температуре окружающей среды и при повышенной температуре в соответствии с таблицей 7.
Устанавливают эквивалентные растягивающие и сжимающие нагрузки при изгибе. Перед применением изгиба уменьшают допустимую нагрузку на нагрузочное устройство в точке нагрузки на эквивалентную осевую растягивающую или сжимающую нагрузку. Сумма приложенных нагрузок (нагрузка от давления на конце с торцевой заглушкой FCEPL, эквивалентное осевое усилие изгиба Fb, и номинальное осевое усилие, создаваемое нагрузочным устройством F,) должна быть равной требуемому общему осевому усилию Fa для точки нагрузки. Перед переходом к следующей точке нагрузки уменьшают изгиб до нуля. Проверяют напряжение VME на внутреннем и наружном волокнах. Если напряжение VME превышает 90 % или 95 % (в зависимости от того, что приемлемо) применяемого предела текучести материала, уменьшают изгибающую или осевую нагрузку до получения напряжения, равного 90 % или
80
ГОСТ ISO 13679—2023
95 % (в зависимости от того, что приемлемо) от используемого предела текучести материала. В случае применения изгиба используют меньшее из следующих значений:
1) прогиб 20°/30 м;
2) 40 % предела текучести тела трубы при изгибе;
3) 40 % предела текучести резьбового соединения при изгибе;
4) общее напряжение VME, не превышающее 90 % или 95 % (в зависимости от того, что приемлемо) применяемого предела текучести материала в соответствии с 5.5.2.
Ь) Для CAL I используют расчеты, приведенные в приложении D в качестве примера, и по ним определяют осевые нагрузки и нагрузки от внутреннего давления для точек нагрузки, указанных на рисунках 29 и 30 для уровня 95 % при температуре окружающей среды.
с) Для CAL II, CAL III и CAL IV используют расчеты, приведенные в приложении D в качестве примера, и по ним определяют осевые нагрузки и нагрузки от внутреннего давления для точек нагрузки, указанных на рисунках 29 и 30 для уровня 95 % при температуре окружающей среды, на рисунке 31 для уровня 90 % при температуре окружающей среды и на рисунке 32 для уровня 90 % при повышенной температуре.
d) Проводят испытания в соответствии с 5.7 и 5.10 и контролируют изгибающую нагрузку выбранным методом, указанным в 5.9.3.4 и в таблице 10 для CAL II, CAL III и CAL IV, в таблице 11 для CAL I и в таблице 12 для CAL II и CAL III (для испытательных образцов, которым не требуется проведения TS-A).
е) Результаты записывают по форме, приведенной на рисунке В.8, в протоколе испытаний на герметичность резьбового соединения для TS-B.
Примечание — Для труб наружным диаметром более 244,48 мм возможно ограничение до 40 % предела текучести резьбового соединения.
7.3.4.3.2 При использовании таблицы 10 необходимо соблюдать следующие рекомендации:
а) если общая растягивающая нагрузка в LP 5а80 превышает общую растягивающую нагрузку в LP 4а80, следует использовать LP 4а80;
Ь) если общая растягивающая нагрузка в LP 15а95 превышает общую растягивающую нагрузку в LP 14а95, следует использовать LP 14а95;
с) если общая растягивающая нагрузка в LP 15е превышает общую растягивающую нагрузку в LP 14е, следует использовать LP 14е;
d) если общая растягивающая нагрузка в LP 15а90 превышает общую растягивающую нагрузку в LP 14а90, следует использовать LP 14а90.
7.3.4.3.3 При применении таблицы 11 необходимо соблюдать следующие рекомендации:
а) если общая растягивающая нагрузка в LP 5а80 превышает общую растягивающую нагрузку в LP 4а80, следует использовать LP4a80;
b) если общая растягивающая нагрузка в LP 15а95 превышает общую растягивающую нагрузку в LP 14а95, следует использовать LP 14а95;
с) если общая растягивающая нагрузка в LP 15е превышает общую растягивающую нагрузку в LP 14е, следует использовать LP 14е;
d) если общая растягивающая нагрузка в LP 15а90 превышает общую растягивающую нагрузку в LP 14а90, следует использовать LP 14а90.
7.3.4.3.4 При использовании таблицы 12 необходимо соблюдать следующие рекомендации:
а) если общая растягивающая нагрузка в LP 15а95 превышает общую растягивающую нагрузку в LP 14а95, следует использовать LP 14а95;
Ь) если общая растягивающая нагрузка в LP 15е превышает общую растягивающую нагрузку в LP 14е, следует использовать LP 14е;
с) если общая растягивающая нагрузка в LP 15а90 превышает общую растягивающую нагрузку в LP 14а90, следует использовать LP 14а90.
7.3.4.3.5 На рисунках 29—32 представлены комбинации растягивающей нагрузки и нагрузки от давления, определяющие каждую пронумерованную точку нагрузки в таблице 7. Для испытаний TS-B порядок, в котором применяют точки нагрузки во время испытания, и число раз, используемое для каждой точки нагрузки, определяют по таблицам 11,12 или 13.
81
ГОСТ ISO 13679—2023
Таблица 10 —TS-B для CAL II, CAL III и CAL IV
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление | |
CAL II | CAL III и CAL IV | |||||
1 | 1а80 | — | Температура окружающей среды | Температура окружающей среды | 2 | CCW См. рисунок 29 (уровень 80 %) |
2 | 2а80 | — | ||||
3 | За80 | — | ||||
4 | 4а80 | — | ||||
5 | 5а80 | — | ||||
6 | 6а80 | — | ||||
7 | 7а80 | — | ||||
8 | 8а80 | — | ||||
9 | 9а80 | — | ||||
10 | 0 | — | — | |||
11 | 10а95 | — | 2 | CCW См. рисунок 29 (уровень 95 %) | ||
12 | 11 а95 | — | 5 | |||
13 | 12а95 | — | ||||
14 | 13а95 | — | ||||
15 | 14а95 | — | ||||
16 | 15а95 | — | ||||
17 | 16а95 | — | ||||
18 | 17а95 | — | ||||
19 | 18а95 | — | ||||
20 | 19а95 | — | ||||
21 | 20а95 | — | ||||
22 | 21а95 | — | 2 | |||
23 | 20а95 | — | 5 | |||
24 | 19а95 | — | ||||
25 | 18а95 | — | ||||
26 | 17а95 | — | ||||
27 | 16а95 | — | ||||
28 | 15а95 | — | ||||
29 | 14а95 | — | ||||
30 | 13а95 | — | ||||
31 | 12а95 | — | ||||
32 | 11 а95 | — | ||||
33 | 10а95 | — | 2 | |||
34 | 0 | — | Нагрев | — | — | |
82
Продолжение таблицы 10
ГОСТ ISO 13679—2023
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление | |
CALII | CAL III и CAL IV | |||||
35 | Юе | — | 135 °C | 180 °C | 2 | CCW См. рисунок 32 (уровень 90 %) |
36 | Не | — | 5 | |||
37 | 12е | — | ||||
38 | 13е | — | 15 | |||
39 | 13Ье | Да | ||||
40 | 14е | — | 10 | |||
41 | 14Ье | Да | 60 | |||
42 | 15е | — | 15 | |||
43 | 16е | — | 10 | |||
44 | 16Ье | Да | ||||
45 | 17е | — | ||||
46 | 17Ье | Да | ||||
47 | 18е | — | ||||
48 | 18Ье | Да | ||||
49 | 19е | — | ||||
50 | 19Ье | Да | ||||
51 | 20е | — | 10а | |||
52 | 20Ье | Да | 10ь | |||
53 | 24 | — | 2 | |||
54 | 20Ье | Да | 10ь | CW См. рисунок 32 (уровень 90 %) | ||
55 | 20е | — | 10а | |||
56 | 19Ье | Да | 10 | |||
57 | 19е | — | ||||
58 | 18Ье | Да | 60 | |||
59 | 18е | — | 10 | |||
60 | 17Ье | Да | ||||
61 | 17е | — | ||||
62 | 16Ье | Да | ||||
63 | 16е | — | ||||
64 | 15е | — | 15 | |||
65 | 14Ье | Да | 10 | |||
66 | 14е | — | ||||
67 | 13Ье | Да | 60 | |||
68 | 13е | — | 10 | |||
69 | 12е | — | 5 | |||
70 | Ие | — | ||||
71 | Юе | — | 2 | |||
83
ГОСТ ISO 13679—2023
Продолжение таблицы 10
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление | |
CAL II | CAL III и CAL IV | |||||
72 | 0 | — | Охлаждение | — | CCW См. рисунок 31 (уровень 90 %) | |
73 | 10а90 | — | Температура окружающей среды | Температура окружающей среды | 2 | |
74 | 11а90 | — | 5 | |||
75 | 12а90 | — | ||||
76 | 13а90 | — | 10 | |||
77 | 13Ьа90 | Да | ||||
78 | 14а90 | — | ||||
79 | 14Ьа90 | Да | ||||
80 | 15а90 | — | 60 | |||
81 | 16а90 | — | 10 | |||
82 | 16Ьа90 | Да | ||||
83 | 17а90 | — | ||||
84 | 17Ьа90 | Да | ||||
85 | 18а90 | — | ||||
86 | 18Ьа90 | Да | ||||
87 | 19а90 | — | ||||
88 | 19Ьа90 | Да | ||||
89 | 20а90 | — | 10а | |||
90 | 20Ьа90 | Да | 60ь | |||
91 | 21а90 | — | 2 | |||
92 | 20Ьа90 | Да | 10ь | |||
93 | 20а90 | — | 10а | |||
94 | 19Ьа90 | Да | 10 | CW См. рисунок 31 (уровень 90 %) | ||
95 | 19а90 | — | ||||
96 | 18Ьа90 | Да | ||||
97 | 18а90 | — | ||||
98 | 17Ьа90 | Да | ||||
99 | 17а90 | — | ||||
100 | 16Ьа90 | Да | 60 | |||
101 | 16а90 | — | 10 | |||
102 | 15а90 | — | ||||
103 | 14Ьа90 | Да | ||||
104 | 14а90 | — | ||||
105 | 13Ьа90 | Да | ||||
106 | 13а90 | — | ||||
107 | 12а90 | — | 5 | |||
84
Окончание таблицы 10
ГОСТ ISO 13679—2023
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление | |
CALII | CAL III и CAL IV | |||||
108 | 11а90 | — | Температура окружающей среды | Температура окружающей среды | 5 | CW См. рисунок 31 (уровень 90 %) |
109 | 10а90 | — | 2 | |||
110 | 0 | — | — | |||
а Если для данной точки нагрузки давление отсутствует, время выдержки можно уменьшить до 2 мин.
ь Если для данной точки нагрузки давление отсутствует, время выдержки можно уменьшить до 5 мин.
с Порядок точек нагрузки с изгибом и без него можно менять таким образом, чтобы точка одноосной нагрузки могла быть применена до приложения изгиба.
Таблица 11—TS-B для CAL I
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление |
1 | 1а80 | — | Температура окружающей среды | 2 | CCW См. рисунок 29 (уровень 80 %) |
2 | 2а80 | — | |||
3 | За80 | — | |||
4 | 4а80 | — | |||
5 | 5а80 | — | |||
6 | 6а80 | — | |||
7 | 7а80 | — | |||
8 | 8а80 | — | |||
9 | 9а80 | — | |||
10 | 0 | — | — | ||
11 | 10а95 | — | 2 | CCW См. рисунок 29 (уровень 95 %) | |
12 | 11 а95 | — | 5 | ||
13 | 12а95 | — | |||
14 | 13а95 | — | |||
15 | 14а95 | — | |||
16 | 15а95 | — | |||
17 | 16а95 | — | |||
18 | 17а95 | — | |||
19 | 18а95 | — | |||
20 | 19а95 | — | |||
21 | 20а95 | — | |||
22 | 21 а95 | — | 2 | ||
23 | 20а95 | — | 5 | CW См. рисунок 29 (уровень 95 %) | |
24 | 19а95 | — | |||
25 | 18а95 | — | |||
26 | 17а95 | — |
85
ГОСТ ISO 13679—2023
Продолжение таблицы 11
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление |
27 | 16а95 | — | Температура окружающей среды | 5 | CW См. рисунок 29 (уровень 95 %) |
28 | 15а95 | — | |||
29 | 14а95 | — | |||
30 | 13а95 | — | |||
31 | 12а95 | — | |||
32 | 11 а95 | — | |||
33 | 10а95 | — | 2 | ||
34 | 0 | — | — | ||
35 | 10а95 | — | 2 | CCW См. рисунок 30 (уровень 95 %) | |
36 | 11 а95 | — | 5 | ||
37 | 12а95 | — | |||
38 | 13а95 | — | 15 | ||
39 | 13Ьа95 | Да | |||
40 | 14а95 | — | 10 | ||
41 | 14Ьа95 | Да | 60 | ||
42 | 15а95 | — | 15 | ||
43 | 16а95 | — | 10 | ||
44 | 16Ьа95 | Да | |||
45 | 17а95 | — | |||
46 | 17Ьа95 | Да | |||
47 | 18а95 | — | |||
48 | 18Ьа95 | Да | |||
49 | 19а95 | — | |||
50 | 19Ьа95 | Да | |||
51 | 20а95 | — | |||
52 | 20Ьа95 | Да | |||
53 | 21а95 | — | 2 | ||
54 | 20Ьа95 | Да | 10 | CW См. рисунок 30 (уровень 95 %) | |
55 | 20а95 | — | |||
56 | 19Ьа95 | Да | |||
57 | 19а95 | — | |||
58 | 18Ьа95 | Да | 60 | ||
59 | 18а95 | — | |||
60 | 17Ьа95 | Да | 10 | ||
61 | 17а95 | — |
86
Окончание таблицы 11
ГОСТ ISO 13679—2023
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление |
62 | 16Ьа95 | Да | Температура окружающей среды | 10 | CW См. рисунок 30 (уровень 95 %) |
63 | 16а95 | — | |||
64 | 15а95 | — | |||
65 | 14Ьа95 | Да | |||
66 | 14а95 | — | |||
67 | 13Ьа95 | Да | 60 | ||
68 | 13а95 | — | 10 | ||
69 | 12а95 | — | 5 | ||
70 | 11а95 | — | |||
71 | 10а95 | — | 2 | ||
72 | 0 | — | — |
Таблица 12 — Дополнительные требования kTS-B для CAL II и CAL III (для испытательных образцов резьбовых соединений, не требующих проведения TS-A)
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление |
1 | 10а95 | — | Температура окружающей среды | 2 | CCW См. рисунок 30 (уровень 95 %) |
2 | 11 а95 | — | 5 | ||
3 | 12а95 | — | |||
4 | 13а95 | — | 15 | ||
5 | 13Ьа95 | Да | |||
6 | 14а95 | — | 10 | ||
7 | 14Ьа95 | Да | 60 | ||
8 | 15а95 | — | 15 | ||
9 | 16а95 | — | 10 | ||
10 | 16Ьа95 | Да | |||
11 | 17а95 | — | |||
12 | 17Ьа95 | Да | |||
13 | 18а95 | — | |||
14 | 18Ьа95 | Да | |||
15 | 19а95 | — | |||
16 | 19Ьа95 | Да | |||
17 | 20а95 | — | |||
18 | 20Ьа95 | Да | |||
19 | 21а95 | — | 2 | ||
20 | 20Ьа95 | Да | 10 | ||
21 | 20а95 | — | |||
22 | 19Ьа95 | Да | |||
23 | 19а95 | — |
87
ГОСТ ISO 13679—2023
Окончание таблицы 12
Этап нагрузки | Точка нагрузки | Изгиб | Температура | Время выдержки, мин | Направление |
24 | 18Ьа95 | Да | Температура окружающей среды | 60 | CW См. рисунок 30 (уровень 95 %) |
25 | 18а95 | — | |||
26 | 17Ьа95 | Да | 10 | ||
27 | 17а95 | — | |||
28 | 16Ьа95 | Да | |||
29 | 17а95 | — | |||
30 | 15а95 | — | |||
31 | 14Ьа95 | Да | |||
32 | 14а95 | — | |||
33 | 13Ьа95 | Да | 60 | ||
34 | 13а95 | — | 10 | ||
35 | 12а95 | — | 5 | ||
36 | 11 а95 | — | |||
37 | 10а95 | — | 2 | ||
38 | 0 | Да | — |
Эталонные характеристики тела трубы
испытательного образца и область оценки соединения
95 %-ная область оценки соединения
90 %-ная область оценки соединения
19_95
ф
17_95
16а95
15,95
14,95
TLE на основании 95 %-ной области оценки соединения 13а95
88
18а95
А*
12а95
ф ф
ф о.
20а95
21 а95
TLE, ограниченная 90 % от СЕЕ по сжатию
7а80
8а80
9,80
Сжатие
Растяжение
Осевая нагрузка
За80
2а80
1,80
11 а95
TLE,ограниченная 90 % от СЕЕ по растяжению
10а95
Примечание — См. таблицу 10, этапы нагрузки 1—33, и таблицу 11, этапы нагрузки 1—34.
Рисунок 29 — Пример точек нагрузки TS-B при температуре окружающей среды при величине нагрузки 95 % от СЕЕ при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения с ограничением растяжения и сжатия до 90 % от СЕЕ
Эталонные характеристики тела трубы
испытательного образца и область оценки соединения
ГОСТ ISO 13679—2023
95 %-ная область оценки соединения
18=95
17а95
16а95
15=95
14=95
TLE на основании 95 %-ной области оценки соединения
16Ьа95
14Ь_95
13а95
90 %-ная область оценки соединения 19”95
-- 17Ьа95
18Ьа95..
Ф
Ф 20а95
19Ь_95
13Ь_95
12а95
11а95
TLE, ограниченная
21=95
20Ья95 .ш—
90 % от СЕЕ по растяжению
TLE, ограниченная
90 % от СЕЕ по сжатию
Сжатие
Чертами обозначены эквивалентные изгибающие нагрузки
Растяжение
Осевая нагрузка
10а95
Примечание — См. таблицу 11, этапы нагрузки 35—72, и таблицу 12, этапы нагрузки 1—38.
Рисунок 30 — Пример точек нагрузки TS-B при температуре окружающей среды с изгибом при величине нагрузки 95 % от СЕЕ при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения с ограничением растяжения и сжатия до 90 % от СЕЕ
89
ГОСТ ISO 13679—2023
Осевая нагрузка
Примечание — См. таблицу 10, этапы нагрузки 72—110.
Рисунок 31 — Пример точек нагрузки TS-B при температуре окружающей среды с изгибом при величине нагрузки 90 % от СЕЕ, при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения
90
ГОСТ ISO 13679—2023
Эталонные характеристики тела трубы испытательного образца и область оценки соединения при температуре окружающей среды
Эталонные характеристики тела трубы испытательного образца и область оценки соединения при повышенной температуре
20e&21e /
Чертами обозначены эквивалентные изгибающие нагрузки
TLE
на основании 90 %-ной области оценки соединения при повышенной температуре
\ 12е
1% юе
Сжатие
Растяжение
Осевая нагрузка
Примечание — См. таблицу 10, этапы нагрузки 34—71.
Рисунок 32 — Пример точек нагрузки TS-B при повышенной температуре с изгибом при величине нагрузки 90 % от СЕЕ, при совпадении эталонных характеристик тела трубы и области оценки резьбового соединения
7.3.5 Испытания TS-C. Термоциклические испытания с растяжением и внутренним давлением
7.3.5.1 Общие положения
Целями термических и механических циклических испытаний при температуре окружающей среды являются приближение к условиям эксплуатации и ускорение потенциальной утечки путем проведения термических циклических испытаний при воздействии на резьбовое соединение осевой растягивающей нагрузки и нагрузки от внутреннего давления.
7.3.5.2 Принципы испытаний
Испытание TS-C начинается с десяти термических циклов и заканчивается пятью циклами давления — растяжения при температуре ниже 35 °C. Термический цикл представляет собой переход от максимальной температуры до минимальной температуры и обратно к максимальной температуре и показан на рисунке 33, позиция 7. При этом должно пройти не менее 5 мин при максимальной температуре или выше (но не более максимального допустимого предела в соответствии с 5.10) и 5 мин при минимальной температуре или ниже. Минимальное время термического цикла составляет 30 мин.
7.3.5.3 Расчет испытательных нагрузок
Расчет точек нагрузки выполняют в соответствии с таблицей 7, пример графика нагрузок TS-C приведен в D.5.3.
91
ГОСТ ISO 13679—2023
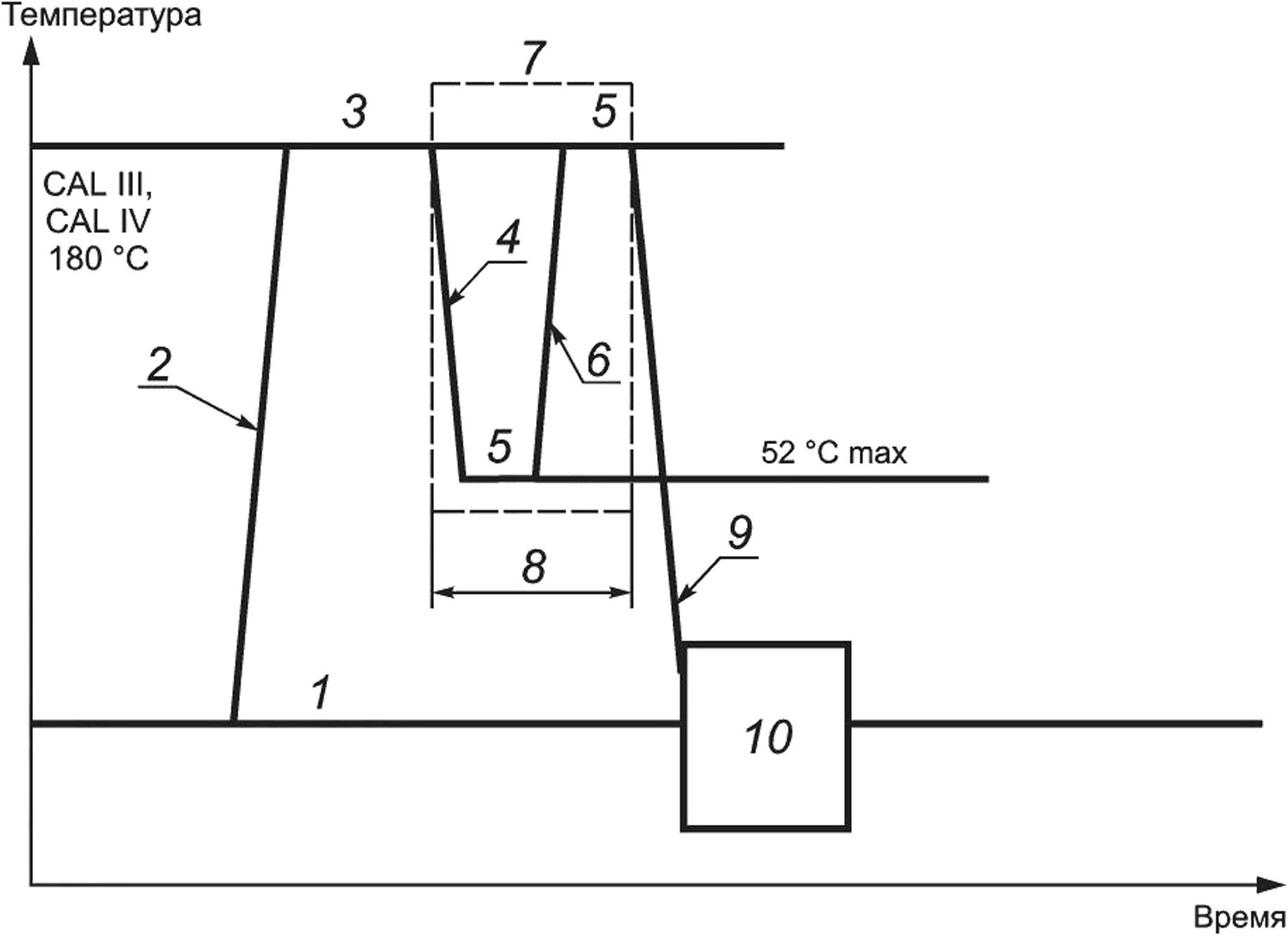
1 — температура окружающей среды; 2 — первоначальный нагрев; 3 — минимальная выдержка при повышенной температуре в течение 60 мин; 4 — охлаждение; 5 — выдержка 5 мин; 6 — нагрев; 7 — десять термических циклов при CAL III и CAL IV; 8 — типичный термический цикл (должен длиться не менее 30 мин); 9 — окончательное охлаждение; 10 — пять циклов давление — растяжение при температуре до 35 °C включительно
Рисунок 33 — Термические/механические циклы TS-C для CAL III и CAL IV
На рисунке 34 приведены сочетания растягивающей нагрузки и нагрузки от давления, определяющие каждую пронумерованную точку нагрузки в таблице 7; порядок, в котором применяют точки нагрузки во время испытаний, и количество раз, когда они прикладываются, можно определить по таблице 13 для TS-C.
Испытания испытательных образцов, предназначенных для полномасштабных испытаний (см. таблицу 1 и рисунки 6 и 7), выполняют в следующем порядке:
а) определяют осевые нагрузки и внутреннее давление в соответствии с таблицей 7;
Ь) проводят испытание в соответствии с указаниями, приведенными в настоящем пункте и на рисунках 33 и 34:
1) выявление утечек и схема установки — в соответствии с 5.10,
2) нагревают образцы и контролируют температуру термопарами — в соответствии с 5.10 и таблицей 13,
3) нагрузку от давления и осевую нагрузку прикладывают в любое время во время нагрева или в течение выдержки 60 мин при повышенной температуре,
4) в течение выдержки 60 мин при повышенной температуре (см. позицию 3 на рисунке 33) проводят 10 термических циклов,
5) проводят пять механических циклов:
i) снимают нагрузки,
ii) охлаждают образцы до температуры менее или равной 35 °C (см. позицию 9 на рисунке 33),
iii) выполняют пять механических циклов при температуре окружающей среды, как указано в таблице 13 (позиция 10 на рисунке 33) при максимальной температуре не выше 35 °C;
с) во время испытаний контролируют температуру термопарами в соответствии с 5.10;
d) результаты записывают по форме, приведенной на рисунке В.9, в протоколе испытаний на герметичность резьбового соединения для TS-C.
Требования к испытаниям TS-C приведены в таблице 13.
92
ГОСТ ISO 13679—2023
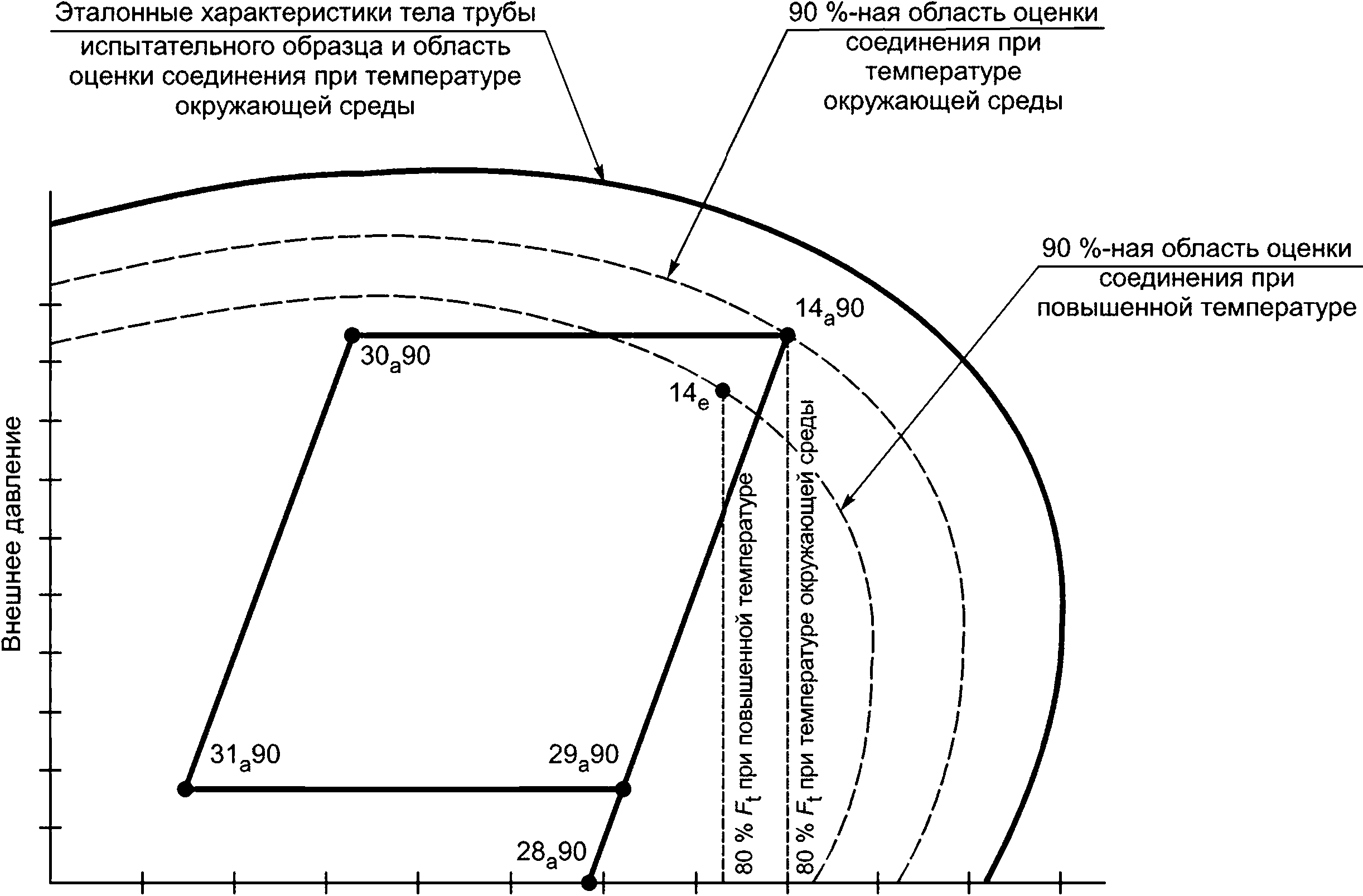
Осевая растягивающая нагрузка
Рисунок 34 — Процедура расчета траектории нагрузки при проведении TS-C
Таблица 13 — Этапы нагрузки при TS-C
Этап нагрузки | Точка нагрузки | Этап нагрузки | Температура | Время выдержки, мин |
1 | 0 | — | Нагрев | — |
2 | 1% | — | 180 °C | 60 |
3 | 14е | ТС1 | Охлаждение | — |
4 | 14е | Не более 52 °C включ. | 5 | |
5 | 14е | Нагрев | — | |
6 | 14е | 180 °C | 5 | |
7 | 14е | ТС2 | Охлаждение | — |
8 | 14е | Не более 52 °C включ. | 5 | |
9 | 14е | Нагрев | — | |
10 | 14е | 180 °C | 5 | |
11 | 14е | тез | Охлаждение | — |
12 | 14е | Не более 52 °C включ. | 5 | |
13 | 14е | Нагрев | — | |
14 | 14е | 180 °C | 5 | |
15 | 14е | ТС4 | Охлаждение | — |
16 | 14е | Не более 52 °C включ. | 5 | |
17 | 14е | Нагрев | — | |
18 | 14е | 180 °C | 5 |
93
ГОСТ ISO 13679—2023
Продолжение таблицы 13
Этап нагрузки | Точка нагрузки | Этап нагрузки | Температура | Время выдержки, мин |
19 | ™е | ТС5 | Охлаждение | — |
20 | 14е | Не более 52 °C включ. | 5 | |
21 | 14е | Нагрев | — | |
22 | 14е | 180 °C | 5 | |
23 | 14е | ТС6 | Охлаждение | — |
24 | 14е | Не более 52 °C включ. | 5 | |
25 | 14е | Нагрев | — | |
26 | 14е | 180 °C | 5 | |
27 | 14е | ТС7 | Охлаждение | — |
28 | 14е | Не более 52 °C включ. | 5 | |
29 | 14е | Нагрев | — | |
30 | 14е | 180 °C | 5 | |
31 | 14е | ТС8 | Охлаждение | — |
32 | 14е | Не более 52 °C включ. | 5 | |
33 | 14е | Нагрев | — | |
34 | 14е | 180 °C | 5 | |
35 | 14е | ТС9 | Охлаждение | — |
36 | 14е | Не более 52 °C включ. | 5 | |
37 | 14е | Нагрев | — | |
38 | 14е | 180 °C | 5 | |
39 | 14е | ТС10 | Охлаждение | — |
40 | 14е | Не более 52 °C включ. | 5 | |
41 | 14е | Нагрев | — | |
42 | 14е | 180 °C | 5 | |
43 | 0 | — | Охлаждение | — |
44 | 28а90 | Переход | Не более 35 °C включ. | — |
45 | 14а90 | — | Не более 35 °C включ. | 5 |
46 | 30а90 | МС1 | Не более 35 °C включ. | 2 |
47 | 31а90 | 2 | ||
48 | 29а90 | 2 | ||
49 | 14а90 | 5 | ||
50 | 30а90 | МС2 | Не более 35 °C включ. | 2 |
51 | 31а90 | 2 | ||
52 | 29а90 | 2 | ||
53 | 14а90 | 5 |
94
Окончание таблицы 13
ГОСТ ISO 13679—2023
Этап нагрузки | Точка нагрузки | Этап нагрузки | Температура | Время выдержки, мин |
54 | 30а90 | МСЗ | Не более 35 °C включ. | 2 |
55 | 31а90 | 2 | ||
56 | 29а90 | 2 | ||
57 | 14а90 | 5 | ||
58 | 30а90 | МС4 | Не более 35 °C включ. | 2 |
59 | 31а90 | 2 | ||
60 | 29а90 | 2 | ||
61 | 14а90 | 5 | ||
62 | 30а90 | МС5 | Не более 35 °C включ. | 2 |
63 | 31а90 | 2 | ||
64 | 29а90 | 2 | ||
65 | 14а90 | 5 | ||
66 | 0 | — | Не более 35 °C включ. | — |
7.4 Испытания при предельных нагрузках
7.4.1 Принципы испытаний
Испытания при предельных нагрузках проводят для определения допустимых нагрузок на конструкцию резьбового соединения. Испытания при предельных нагрузках имеют существенное значение для подтверждения эксплуатационных характеристик резьбового соединения за пределами СЕЕ. Кроме того, проведение испытаний при предельных нагрузках может быть целесообразным для сопоставления с данными FEA. Результаты испытания при предельных нагрузках используют для оценки соответствия резьбового соединения требованиям настоящего стандарта, однако эти результаты могут потребовать пересмотра в сторону понижения предельных нагрузок, установленных изготовителем (см. 5.3.2). Отдельные траектории испытаний приведены в 7.5; на рисунках 35 и 36 — примеры траекторий испытаний при предельных нагрузках.
Испытания при предельных нагрузках следует проводить с использованием жидкой среды. После окончания испытаний при предельных нагрузках длины LA, LB и Lc измеряют и записывают в форму, приведенную на рисунке В.7.
Информационные листы резьбовых соединений изготовителя, приведенные в А.1.5 и таблице А.1, должны включать номинальные разрушающие нагрузки, основанные на SMYS и номинальных размерах резьбовых соединений. Информационные листы испытательных образцов изготовителя, приведенные в таблице А.2, должны включать фактические разрушающие нагрузки для каждого испытательного образца, основанные на AMYS и фактических размерах резьбового соединения (см. А.2.4). Для прямого сравнения с измеренными разрушающими нагрузками номинальные разрушающие нагрузки можно привести к уровню ожидаемых фактических разрушающих нагрузок путем умножения на следующие два коэффициента:
1) отношение фактической прочности испытуемого материала к минимальной прочности материала;
2) отношение фактического размера резьбового соединения под заданной нагрузкой к такому же номинальному размеру.
Размерным параметром растягивающей и сжимающей нагрузок является соответствующая площадь критического сечения, а для нагрузок от давления размерным параметром становится размер той части резьбового соединения, стойкость которого при испытании зависит от его геометрических параметров.
95
ГОСТ ISO 13679—2023
Давление
Наружное Внутреннее
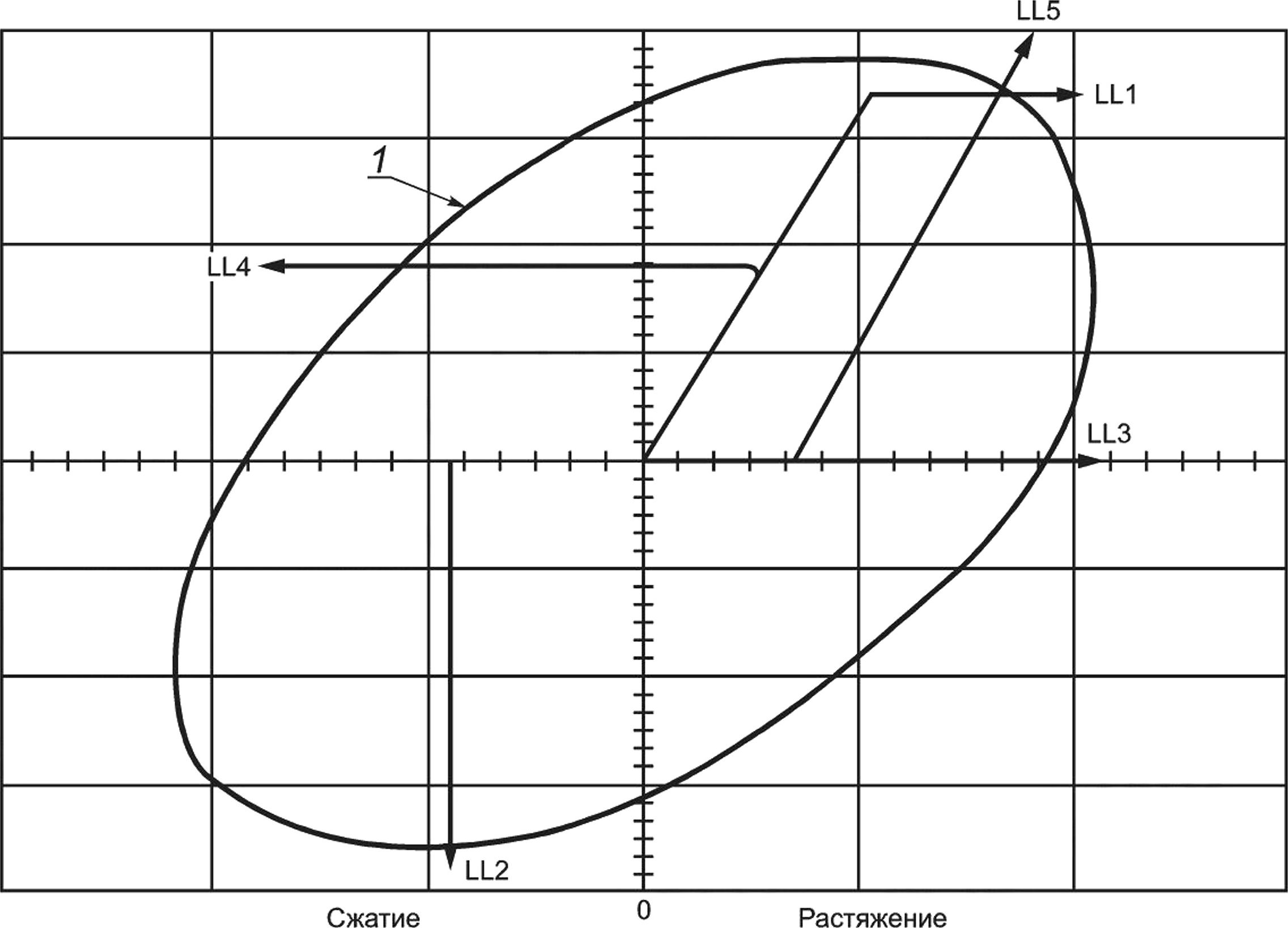
Осевая нагрузка
7 — 100 % VME области предела текучести тела трубы
Рисунок 35 — Траектории приложения нагрузки при испытании при предельных нагрузках (пример 1)
96
ГОСТ ISO 13679—2023
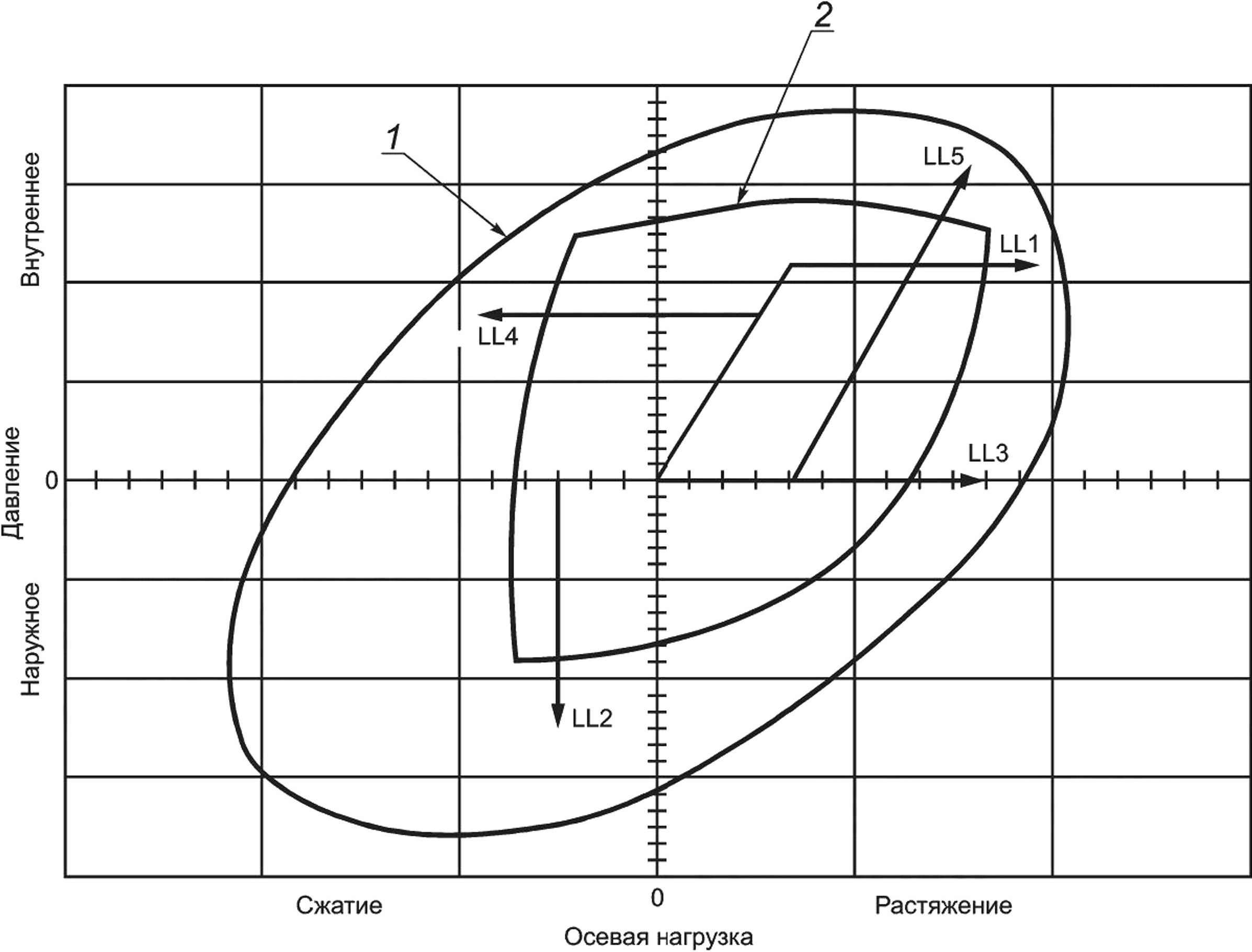
1 — 100 % VME области предела текучести тела трубы; 2 — 100 % области оценки резьбового соединения Рисунок 36 — Траектории приложения нагрузки при испытании при предельных нагрузках (пример 2)
7.4.2 Окончание испытаний при предельных нагрузках
Испытание может быть завершено при наступлении любого из следующих условий:
а) изменение длины образца (LA + LB + Lc, см. рисунок В.4) превышает 1,5 %;
Ь) в испытательном образце появилась постоянная утечка;
с) нагрузка на испытательный образец превышает 120 % от СЕЕ или 111 % от VME тела трубы (кривая 4а).
Испытания можно продолжать до разрушения конструкции, при этом нагрузку регистрируют как предельную нагрузку, за исключением случая, когда утечка появилась раньше разрушения. При появлении постоянной утечки в испытательном образце в качестве предельной нагрузки регистрируют нагрузку в начале появления утечки.
Если при испытании под давлением постоянная утечка появилась раньше разрушения конструкции, регистрируют давление и нагрузку от нагрузочного устройства и определяют скорость утечки в объемном выражении или в виде потери давления за единицу времени. Разрушение конструкции или появление утечки в торцевых креплениях делает испытание недействительным, и оно должно быть проведено повторно, кроме случаев, когда испытательный образец был близок к разрушению согласно одному из указанных выше критериев, или произошла достаточная общая деформация, или нагрузка превысила 120 % от СЕЕ. Если при разрушении торцевого крепления испытательный образец не поврежден, то такой образец используют повторно и проводят повторное испытание. Если при разрушении торцевого крепления испытательный образец поврежден, для повторного испытания берут новый образец, который должен быть обработан в соответствии с требованиями раздела 6.
7.5 Траектории испытаний при предельных нагрузках
7.5.1 Общие положения
Траектории испытаний при предельных нагрузках приведены на рисунках 35 и 36. Испытания проводят в соответствии с рисунками 4—7.
97
ГОСТ ISO 13679—2023
7.5.2 Траектория испытания 1. Испытание под высоким внутренним давлением с увеличением растягивающей нагрузки
Предельную нагрузку при траектории испытания 1 определяют следующим образом:
а) используют количество образцов, указанное в таблице 6;
Ь) контролируют утечки так же, как при испытаниях TLE (см. 5.7), или с применением соответствующих визуальных методов;
с) прикладывают внутреннее давление до 100 % от испытательной нагрузки под давлением LP 15а90;
d) поддерживая постоянное внутреннее давление, одновременно повышают растягивающую нагрузку до разрушения испытательного образца;
е) результаты каждого испытания записывают в отдельный информационный лист (см. рисунок В.7) и включают в протокол испытаний фотографии разрушения испытательного образца.
7.5.3 Траектория испытания 2. Испытания сжимающей нагрузкой с увеличением наружного давления до разрушения
Предельную нагрузку при траектории испытания 2 определяют следующим образом:
а) используют количество образцов, указанное в таблице 6;
Ь) контроль утечек не требуется;
с) прикладывают сжимающую осевую нагрузку до 50 % от одноосной сжимающей нагрузки TLE при нулевом давлении;
d) поддерживая постоянный уровень сжимающей нагрузки от нагрузочного устройства, повышают наружное давление до разрушения испытательного образца;
е) результаты каждого испытания записывают в отдельный информационный лист (см. рисунок В.7) и включают в протокол испытаний фотографии разрушения испытательного образца.
7.5.4 Траектория испытания 3. Испытания с увеличением растягивающей нагрузки до разрушения
Предельную нагрузку при траектории испытания 3 определяют следующим образом:
а) используют количество образцов, указанное в таблице 6;
Ь) поддерживая давление на нуле, прикладывают растягивающую нагрузку до разрушения;
с) результаты каждого испытания записывают в отдельный информационный лист (см. рисунок В.7) и включают в протокол испытаний фотографии разрушения испытательного образца.
7.5.5 Траектория испытания 4. Испытания внутренним давлением с увеличением сжимающей нагрузки до разрушения
Предельную нагрузку при траектории испытания 4 определяют следующим образом:
а) используют количество образцов, указанное в таблице 6;
Ь) контролируют утечки так же, как при испытаниях TLE (см. 5.7), или с применением соответствующих визуальных методов;
с) прикладывают внутреннее давление до 70 % от испытательной нагрузки давлением LP 15а95;
d) поддерживая постоянный уровень внутреннего давления, повышают сжимающую нагрузку до разрушения испытательного образца;
е) результаты каждого испытания записывают в отдельный информационный лист (см. рисунок В.7) и включают в протокол испытаний фотографии разрушения испытательного образца.
7.5.6 Траектория испытания 5. Испытания растягивающей нагрузкой с повышением внутреннего давления до разрушения
Предельную нагрузку при траектории испытания 5 определяют следующим образом:
а) используют количество образцов, указанное в таблице 6;
Ь) контролируют утечки так же, как при испытаниях TLE (см. 5.7), или с применением соответствующих визуальных методов;
с) прикладывают растягивающую осевую нагрузку до 50 % от одноосной растягивающей нагрузки TLE при нулевом давлении;
d) поддерживая постоянный уровень растягивающей нагрузки устройства, повышают внутреннее давление до разрушения испытательного образца;
е) результаты каждого испытания записывают в отдельный информационный лист (см. рисунок В.7) и включают в протокол испытаний фотографии разрушения испытательного образца.
98
ГОСТ ISO 13679—2023
8 Критерии приемки
8.1 Общие положения
Проведение испытаний в соответствии с требованиями настоящего стандарта подтверждает соответствие СЕЕ заданному CAL. Изготовитель отвечает за достоверность результатов испытаний и определение минимального диапазона эксплуатационных характеристик резьбового соединения.
Результаты испытаний могут потребовать изменения конструкции резьбового соединения или области оценки резьбового соединения. В первом случае (изменение конструкции резьбового соединения) должны быть проведены повторные испытания. Во втором случае (изменение области оценки резьбового соединения) должны быть проведены повторные испытания отдельных испытательных образцов, кроме случаев, когда области оценки резьбового соединения, уже прошедшие испытания, соответствуют измененной области.
8.2 Испытания на свинчивание и развинчивание
Результаты испытаний на свинчивание и развинчивание считают приемлемыми при выполнении следующих условий:
а) после завершения требуемого количества испытаний на свинчивание и развинчивание при соответствующих значениях крутящего момента отсутствуют признаки заедания или имеются признаки устранимого повреждения, которые могут быть устранены в соответствии с критериями ремонта изготовителя:
1) незначительное или умеренное заедание в резьбе, попадающее под рекомендации изготовителя по ремонту в полевых условиях, может быть устранено в соответствии с этими рекомендациями и документально зафиксировано в соответствии с 7.2.1. После такого ремонта испытания могут быть продолжены,
2) за исключением незначительного и умеренного заеданий, описанных выше, заедание не допускается. Следует оценить причину сильного заедания и при этом показать, что причина заедания не недостаток конструкции. Если удается продемонстрировать, что причина не недостаток конструкции, то должны быть проведены повторные испытания на свинчивание и развинчивание как минимум двух новых образцов того же типа путем выполнения последовательности свинчивания и развинчивания для подтверждения приемлемости, и еще одного образца — путем выполнения испытаний на герметичность и предельную нагрузку. Если проблему заедания не удается разрешить, то на этом испытание заканчивается;
Ь) как правило, согласно техническим условиям изготовителя заедание на уплотнении металл-металл не допускается; однако, если незначительное заедание изготовитель считает пригодным для ремонта, следует согласовать с заказчиком метод ремонта.
8.3 Испытания в области испытательных нагрузок
8.3.1 Общие положения
Испытания TLE считают результативными, если выполнены требования к герметичности, установленные в 8.3.2, и не происходит разрушения конструкции.
Если каждое из проведенных испытаний пройдено при уровне 90 %, а следующие испытания не пройдены при уровне 95 %, то это означает, что резьбовое соединение соответствует установленному уровню оценки при уровне 90 %. Если каждое из проведенных испытаний пройдено при уровне 90 % и 95 %, то резьбовое соединение соответствует установленному уровню оценки при уровне 95 %. Требования к испытаниям и последовательность испытаний представлены на рисунках 4—7.
Система выявления утечек по уровню воды чувствительна и может зависеть от условий окружающей среды, таких как температура, изменения давления и стабилизация системы. На систему выявления утечки также могут повлиять изменения объема, вызванные изменениями осевой нагрузки и (или) давления. До начала периода выдержки в устойчивом состоянии необходимо время для стабилизации системы. Если период выдержки начался слишком быстро, это может привести к ложным индикациям. Необходимо принимать во внимание оценку и условия окружающей среды, чтобы определить, обусловлено ли вытеснение среды стабилизацией или утечкой. При необходимости периоды выдержки следует регулировать для того, чтобы определить, является ли вытеснение среды вопросом стабилизации или утечкой. Внутренний объем испытательного образца может меняться при изменениях осевой нагрузки и (или) давления, и данное изменение может привести к некоторому вытеснению из-за времени реак-
99
ГОСТ ISO 13679—2023
ции системы выявления утечек. Поэтому перед началом периода выдержки часто требуется период стабилизации. Если при использовании камеры наружного давления для выявления утечек объемы вытеснения превышают допустимые пределы, камеру наружного давления следует удалить и установить систему выявления утечек, как показано в 5.7.
8.3.2 Испытания на герметичность при действии внутреннего давления для TS-Aa, TS-B и TS-C
В соответствии с настоящим стандартом протокол испытаний считают выполненным, если требуемые условия и температура испытаний в каждом из периодов выдержки достигнуты, а утечки резьбового соединения не превысили указанных ниже пределов. Период выдержки должен начинаться после приложения всех номинальных нагрузок и стабилизации системы выявления утечек. Считают, что во время периода выдержки не произошло утечек, если выполнены следующие требования (для периодов выдержки менее 5 мин требования к утечке не установлены):
а) для периода выдержки 5 мин допустимая утечка составляет не более 0,3 см3 включительно. Если в течение периода выдержки 5 мин отмечают утечку более 0,3 см3, то период выдержки следует продлить на 5 мин таким образом, чтобы общее время выдержки составило 10 мин, и оценить результаты так, как при периоде выдержки 10 мин;
Ь) для периода выдержки 10 мин выполняют два последовательных интервала 5 мин с записью данных для каждого интервала 5 мин. Допустимая утечка для периода выдержки 10 мин составляет не более 0,6 см3 включительно. Если в течение периода выдержки 10 мин отмечают утечку более 0,6 см3, то период выдержки следует продлить еще на 5 мин таким образом, чтобы общее время выдержки составило 15 мин. Для периода выдержки 15 мин допустимая утечка составляет не более 0,9 см3 включительно. Если наблюдают утечку более 0,9 см3, то период выдержки следует продлить на 15 мин и оценить результаты так, как при периоде выдержки 15 мин в соответствии с перечислением с), 4);
с) для периода выдержки 15 мин:
1) необходимо выполнить три последовательных интервала 5 мин с записью данных для каждого интервала 5 мин,
2) общая утечка резьбового соединения, измеренная в период выдержки 15 мин, не должна превышать 0,9 см3,
3) в последний интервал 5 мин утечка не должна превышать 0,3 см3,
4) если общая утечка резьбового соединения превышает 0,9 см3 за 15 мин или утечка в последний интервал 5 мин превышает 0,3 см3, необходимо увеличить период выдержки на интервалы 5 мин, записывая данные для каждого интервала 5 мин. Если за три последних интервала 5 мин общая утечка не превышает 0,9 см3, а утечка в последний интервал 5 мин — 0,3 см3, период выдержки считают пройденным без утечек. Общее время выдержки не должно превышать 60 мин (период выдержки 15 мин плюс не более девяти дополнительных интервалов 5 мин). Если после увеличенного периода выдержки изготовитель считает, что вытеснение не является результатом утечки в резьбовом соединении, изготовитель может остановить испытания для дальнейшей оценки утечки. Изготовитель должен указать установленную причину и план оценки утечки, которые должны быть зафиксированы в протоколе испытаний. Если по плану оценки утечки получены удовлетворительные результаты, испытания возобновляют с предыдущей точки нагрузки с заданным периодом выдержки. Несоблюдение указанных выше критериев означает неподтверждение соответствия СЕЕ. В этом случае следует уменьшить СЕЕ и повторно пересчитать TLE для продолжения испытания;
d) для периода выдержки 30 мин:
1) необходимо выполнить шесть последовательных интервалов 5 мин с записью данных для каждого интервала 5 мин;
2) общая утечка резьбового соединения, измеренная за период выдержки 30 мин, не должна превышать 1,8 см3;
3) утечка в последний интервал 5 мин не должна превышать 0,3 см3;
4) если общая утечка резьбового соединения превышает 1,8 см3 за 30 мин или утечка в последний интервал 5 мин превышает 0,3 см3, необходимо увеличить период выдержки на интервалы 5 мин, записывая данные для каждого интервала 5 мин. Если за шесть последних интервалов 5 мин общая утечка не превышает 1,8 см3, а утечка в последний интервал 5 мин — 0,3 см3, период выдержки считают пройденным без утечек. Общее время выдержки не должно превышать 60 мин (период выдержки 30 мин плюс не более шести дополнительных интервалов 5 мин). Если после увеличенного периода выдержки изготовитель считает, что вытеснение
100
ГОСТ ISO 13679—2023
не является результатом утечки в резьбовом соединении, изготовитель может остановить испытания для дальнейшей оценки утечки. Изготовитель должен указать установленную причину и план оценки утечки, которые должны быть зафиксированы в протоколе испытаний. Если по плану оценки утечки получены удовлетворительные результаты, испытания возобновляют с предыдущей точки нагрузки с заданным периодом выдержки. Несоблюдение указанных выше критериев означает неподтверждение соответствия СЕЕ. В этом случае следует уменьшить СЕЕ и повторно пересчитать TLE для продолжения испытания;
е) для периода выдержки 60 мин:
1) необходимо выполнить четыре последовательных интервала 15 мин,
2) записать данные для интервалов 15 мин, при этом общая утечка резьбового соединения, измеренная за период выдержки 60 мин, не должна превышать 3,6 см3,
3) утечка в последний интервал 15 мин не должна превышать 0,9 см3,
4) если общая утечка резьбового соединения превышает 3,6 см3 за 60 мин или утечка в последний интервал 15 мин превышает 0,9 см3, необходимо увеличить период выдержки на интервалы 15 мин, записывая данные для каждого интервала 15 мин. Если за четыре последних последовательных интервала 15 мин, составляющих интервал 60 мин, общая утечка не превышает 3,6 см3, а утечка в последний интервал 15 мин — 0,9 см3, то период выдержки считают пройденным без утечек. Общее время выдержки не должно превышать 4 ч (первоначальный период выдержки 1 ч плюс не более 12 дополнительных интервалов 15 мин). Если после увеличенного периода выдержки изготовитель считает, что вытеснение не является результатом утечки в резьбовом соединении, изготовитель может остановить испытания для дальнейшей оценки утечки. Изготовитель должен указать установленную причину и план оценки утечки, которые должны быть зафиксированы в протоколе испытаний. Если по плану оценки утечки получены удовлетворительные результаты, испытания возобновляют с предыдущей точки нагрузки с заданным периодом выдержки. Несоблюдение указанных выше критериев означает неподтверждение соответствия СЕЕ. Тогда следует уменьшить СЕЕ и повторно пересчитать TLE для продолжения испытания.
8.3.3 Испытания на герметичность для TS-Ae
Для испытаний TS-A с приложением внутреннего и наружного давлений при повышенной температуре критерии утечки не установлены; в связи с этим следующие данные собирают для информации: а) скорость потери давления в течение каждого периода выдержки;
Ь) динамика потери давления в течение каждого периода выдержки;
с) необходимо фиксировать количество раз, когда приходилось повышать давление в течение каждого периода выдержки.
Если поддержание давления в точке нагрузки невозможно, проверяют герметичность оборудования в порядке, указанном в 5.8.2.4. Если источником наблюдаемого падения давления является не оборудование, можно провести альтернативные испытания для установления источника падения давления (см. 5.8.2.4).
8.4 Испытания при предельных нагрузках
Испытание при предельных нагрузках позволяет подтвердить установленную СЕЕ при условии, что:
а) испытание завершено в соответствии с 7.4;
Ь) установленная предельная нагрузка превышает TLE изготовителя, определенную по фактической прочности материала и фактическим размерам резьбового соединения.
Если испытательные образцы не прошли испытания при уровне 95 %, испытания при предельной нагрузке требуются для подтверждения соответствия. Если состояние испытательного образца, не прошедшего испытания при уровне 95 %, не позволяет продолжить испытания при предельной нагрузке, необходимо изготовить ему на замену новый образец для проведения испытания при предельных нагрузках на уровне 90 %. Новый образец доводят до заданного FMU и выполняют его нагрев, при этом проведение испытания на герметичность не требуется перед испытанием при предельной нагрузке.
101
ГОСТ ISO 13679—2023
9 Протокол испытаний
По окончании испытаний необходимо подготовить полный подробный протокол с указанием данных испытуемого резьбового соединения по форме, приведенной в приложении С. В протоколе должны быть отражены все результаты проведенных испытаний без исключения. В первой части полного протокола испытаний результаты испытаний приводят в обобщенном виде с акцентом на краткое представление данных для их широкого распространения для того, чтобы заказчик резьбового соединения имел возможность:
а) уточнить информацию об испытуемом резьбовом соединении;
Ь) обеспечить надлежащее свинчивание резьбового соединения;
с) получить данные о том, при каких нагрузках резьбовое соединение прошло испытание.
Данные испытаний служат объективным доказательством соответствия резьбовых соединений TLE и разрушающим предельным нагрузкам.
До начала программы испытаний участники должны определить, кто будет заниматься составлением и актуализацией окончательного протокола испытаний. Протокол испытаний должен быть оформлен в электронном виде. Изготовитель должен сохранять копии протокола и результаты испытаний до тех пор, пока резьбовые соединения находятся в продаже. Результаты испытаний должны быть оформлены в виде протокола испытаний в соответствии с приложением С. Все фотографии, предусмотренные настоящим стандартом, должны быть включены в протокол, и на них должны быть идентифицированы все соответствующие элементы. Протоколы испытаний могут быть предоставлены для доступа общественности через национальную организацию по стандартизации.
102
ГОСТ ISO 13679—2023
Приложение А (обязательное)
Информационный лист технических требований к резьбовому соединению и испытательным образцам
А.1 Информационный лист технических требований к резьбовому соединению
А.1.1 Общие положения
Перед началом любых испытаний изготовитель резьбового соединения должен предоставить данные о технических требованиях к резьбовому соединению в форме, приведенной в таблице А.1.
А.1.2 Идентификация резьбового соединения
Изготовитель резьбового соединения должен предоставить следующие данные: размер, массу, группу прочности материала (труб и трубных заготовок для муфт), наименование резьбового соединения, а также CAL, при котором должны быть проведены испытания.
А.1.3 Геометрические параметры резьбового соединения
Изготовитель резьбового соединения должен предоставить подробное описание конструктивных особенностей и преимуществ резьб, уплотнений, упорных элементов и конструкции резьбового соединения.
А.1.4 Чертеж резьбового соединения
Изготовитель резьбового соединения должен предоставить наглядный чертеж резьбового соединения в поперечном разрезе с указанием критических плоскостей растяжения, сжатия, внутреннего давления, наружного давления и изгиба.
А.1.5 Информационный лист резьбовых соединений
Изготовитель резьбового соединения должен предоставить информационный лист резьбового соединения с указанием его минимальных эксплуатационных характеристик, предельных одноосных нагрузок на растяжение, сжатие, внутреннее давление, наружное давление и изгиб, определенных при номинальном наружном диаметре, номинальной толщине стенки, минимальной толщине стенки в 87,5 % от номинальной толщины стенки, и SMYS в качестве исходных данных. Предельные нагрузки на резьбовое соединение также должны быть выражены в процентах от минимальных эксплуатационных характеристик тела трубы.
А.1.6 Техническая документация на изготовление резьбового соединения
Изготовитель резьбового соединения должен предоставить план контроля технологического процесса с указанием всех применяемых документов и процедур с соответствующими контрольными номерами и номерами редакций, необходимыми для полного изготовления и контроля резьбового соединения.
А.1.7 Процедуры сборки и ремонта резьбовых соединений
Изготовитель резьбового соединения должен предоставить номер процедуры сборки резьбового соединения в полевых условиях и номер редакции, номер процедуры свинчивания заводской муфты/вспомогательного оборудования для свинчивания и номер редакции, а также номер процедуры сервисного ремонта в полевых условиях и номер редакции.
А.1.8 Процедура свинчивания — развинчивания испытательного образца
Изготовитель резьбового соединения должен предоставить документ, включающий все параметры свинчивания резьбового соединения, с указанием вида и количества резьбовой смазки, метода ее нанесения, скорости свинчивания, требуемого крутящего момента, минимального и максимального значений крутящего момента окончательного свинчивания и потери при свинчивании испытательных образцов. Настоящий стандарт должен содержать номер процедуры контроля и номер редакции, и ее необходимо включить в план контроля технологического процесса изготовителя для испытательных образцов. Ремонт испытательных образцов резьбовых соединений следует проводить в соответствии с процедурами изготовителя по ремонту при эксплуатации в полевых условиях. Изготовитель резьбового соединения должен предоставить полное описание ремонта резьбовых соединений и методику ремонта испытательных образцов.
А.2 Информационный лист испытательного образца
А.2.1 Общие положения
До начала испытаний изготовитель должен предоставить данные о технических требованиях к каждому испытательному образцу в форме, приведенной в таблице А.2.
А.2.2 Эталонные характеристики испытательного образца тела трубы
Изготовитель резьбового соединения должен предоставить данные об эталонных характеристиках тела трубы в виде информации относительно растягивающей и сжимающей нагрузок внутреннего и наружного давлений для каждого испытательного образца, основанных на замеренных свойствах (см. 7.3.1.2).
103
ГОСТ ISO 13679—2023
А.2.3 СЕЕ испытательного образца
Изготовитель резьбового соединения должен предоставить информацию о СЕЕ в виде данных о растягивающей, сжимающей и изгибающей нагрузок внутреннего и наружного давления для каждого испытательного образца с указанием каждой требуемой точки СЕЕ, основанных на замеренных свойствах (см. 7.3.1.3 и таблицу 7).
А.2.4 Область испытательных нагрузок испытательного образца
Изготовитель резьбового соединения должен предоставить полную количественную характеристику TLE для каждого испытательного образца с указанием требуемых точек нагрузки таким образом, чтобы на ее основании можно было составить графики испытательных нагрузок, которые учитывают фактические свойства испытательных образцов (см. 7.3.1.4 и таблицу 7). Примеры TLE в виде таблиц и графиков приведены в приложении Е.
А.2.5 Графики нагрузок испытательного образца
Изготовитель резьбового соединения должен предоставить требуемые графики нагрузок для каждого испытательного образца (см. таблицы 8—13).
А.2.6 Предельные нагрузки на испытательный образец
Изготовитель резьбового соединения должен установить проектную разрушающую нагрузку для каждого испытательного образца. Расчет предельной нагрузки должен быть основан на проектных характеристиках конструкции и фактических свойствах материала. Фактические предельные нагрузки можно получить, если определены фактические характеристики конструкции и свойства материала. Изготовитель резьбового соединения должен предоставить описание процедуры испытаний на предельную нагрузку для каждого испытательного образца.
Таблица А.1 — Информационный лист технических требований к резьбовому соединению
А. 1.2 Идентификация резьбового соединения | |||||
Описание изделия | Размер, масса (маркировка: масса) | Толщина стенки | Группа прочности материала | Наименование изделия | |
Группа прочности материала муфты (если она отличается от тела трубы) | |||||
Уровень оценки резьбового соединения (CAL), при котором проводится испытание | |||||
А.1.3 Геометрические параметры резьбового соединения | |||||
А. 1.4 Чертеж резьбового соединения (приложить отдельные страницы с чертежами поперечного сечения) | |||||
А. 1.5 Информационный лист резьбового соединения Документ № (приложить копию) | Номер и дата введения редакции | ||||
А. 1.6 Техническая документация на изготовление резьбового соединения Предоставление полной документации с указанием всех применяемых документов и процедур с контрольными номерами и номерами редакций, необходимых для изготовления, контроля и монтажа изделия. Эта документация должна включать, как минимум, нижеприведенное | |||||
План контроля технологического процесса (копия) | Номер и дата введения редакции | ||||
Чертеж ниппельного элемента | Номер и дата введения редакции | ||||
Чертеж раструбного элемента | Номер и дата введения редакции | ||||
Чертеж резьбы ниппельного элемента | Номер и дата введения редакции | ||||
Чертеж резьбы раструбного элемента | Номер и дата введения редакции | ||||
Чертеж уплотнительного кольца, номер | Номер и дата введения редакции | ||||
Требования к обработке поверхности ниппельного элемента | Номер и дата введения редакции | ||||
Требования к обработке поверхности раструбного элемента | Номер и дата введения редакции | ||||
Процедура проверки калибра | Номер и дата введения редакции | ||||
Процедура калибровки и контроля | Номер и дата введения редакции | ||||
Процедура контроля уплотнительного кольца | Номер и дата введения редакции | ||||
Процедура высадки/снятия напряжений | Номер и дата введения редакции | ||||
Процедура контроля первого/последнего изделия | Номер и дата введения редакции | ||||
104
Окончание таблицы А. 1
ГОСТ ISO 13679—2023
А. 1.7 Процедуры сборки в полевых/заводских условиях и ремонта в полевых условиях | |
Процедура свинчивания заводской муфты/дополнительного свинчивания | Номер и дата введения редакции |
Процедура эксплуатации в полевых условиях | Номер и дата введения редакции |
Процедура ремонта резьбового соединения в полевых условиях | Номер и дата введения редакции |
А.1.8 Процедура свинчивания — развинчивания испытательного образца | Номер и дата введения редакции |
Резьбовая смазка | Тип и количество |
Таблица А.2 — Информационный лист испытательного образца
Раздел | Номер и дата введения редакции |
А.2.2 Документ с эталонными характеристиками испытательного образца тела трубы (копия) | Номер и дата введения редакции |
А.2.3 Документ с областью оценки резьбового соединения испытательного образца (копия) | Номер и дата введения редакции |
А.2.4 Документ с областью испытательных нагрузок испытательных образцов (копия) | Номер и дата введения редакции |
А.2.5 Документ с графиками нагрузок на испытательный образец (копия) | Номер и дата введения редакции |
А.2.6 Документ с предельными нагрузками на испытательный образец (копия) | Номер и дата введения редакции |
105
ГОСТ ISO 13679—2023
Приложение В (обязательное)
Формы для регистрации данных
Формы для регистрации данных, представленные в настоящем приложении, или эквивалентные им в электронном виде, следует применять совместно с настоящим стандартом, эквивалентные представления этих форм должны содержать данные о назначении формы в соответствии с С.1. Данные из информационных листов могут дублировать отчет лаборатории механических испытаний. Поскольку результаты копируют, что сопряжено с вероятностью наличия в них ошибки, рекомендуется использовать и принять формат лаборатории механических испытаний. Если данные результатов испытаний вносят в формы вручную, следует использовать формы формата АЗ или эквивалентного размера. Если формы заполнены печатным шрифтом или в электронном виде, то можно использовать формы формата А4 или эквивалентного размера при условии применения одного формата и наиболее приемлемого чтения данных. Допускается применение увеличенных копий форм, представленных в настоящем приложении.
Стандартную форму отчета испытательной лаборатории материалов следует применять совместно с рисунком В.З. Рекомендуется использование образцов материала для испытаний МТ в соответствии с рисунком В.1.
Рекомендуемая схема для измерения размеров каждого испытательного образца приведена на рисунке В.2. Рисунок В.2 рекомендуется использовать в сочетании с рисунком В.5. В каждом сечении плоскость 0° расположена на измеренной минимальной толщине стенки для этого сечения и будет ориентирована по-разному в каждом сечении. Изготовителю необходимо представить значение LD для каждого раструбного соединения.
305 мм
1А | I 1В I | 2А | МТ 2 | 2В | | ЗА | МТЗ | ЗВ | к 4А | МТ 4 | АВ I | |
I ЗА I | МТ 5 | 5В | Свободный | МТ 6 | Свободный|Свободный | МТ 7 | Свободный | |Свободный | МТ 8 | Свободный| | |
а) Схема отбора исходной заготовки (вариант 1) 305 мм
1 MT1J | 1А | 1В | к МТ 2 I | 2А | 2В | | МТЗ | | ЗА | | V ЗВ | I МТ 4 I |
а/ | \с_ | ||||||||
| МТ 5 I | 4А | 4В | I МТ 6 I | 5А | 5В | | МТ7 | | Свободный | | Свободный | | МТ 8 | |
Ь) Схема отбора исходной заготовки (вариант 2)
| МТ1 | С1 | С2
| МТ2 | СЗ | С4
| МТЗ | С5 | Свободный | МТ4 |
с) Схема отбора трубной заготовки для муфт
а Резьбовые соединения, примыкающие к образцу для испытаний материала.
ь Гладкий конец (отрезанный газовой резкой или пилой на любом этапе изготовления). с Гладкий конец (отрезанный газовой резкой или пилой после нарезания резьбы).
МТ — проба для испытаний материала
Рисунок В.1 — Рекомендуемая схема расположение исходных заготовок и трубных заготовок для муфт при изготовлении испытательных образцов для испытаний материала и образцов для полномасштабных испытаний
106
ГОСТ ISO 13679—2023
Длина крепления или испытательная заглушка
Длина крепления или испытательная заглушка
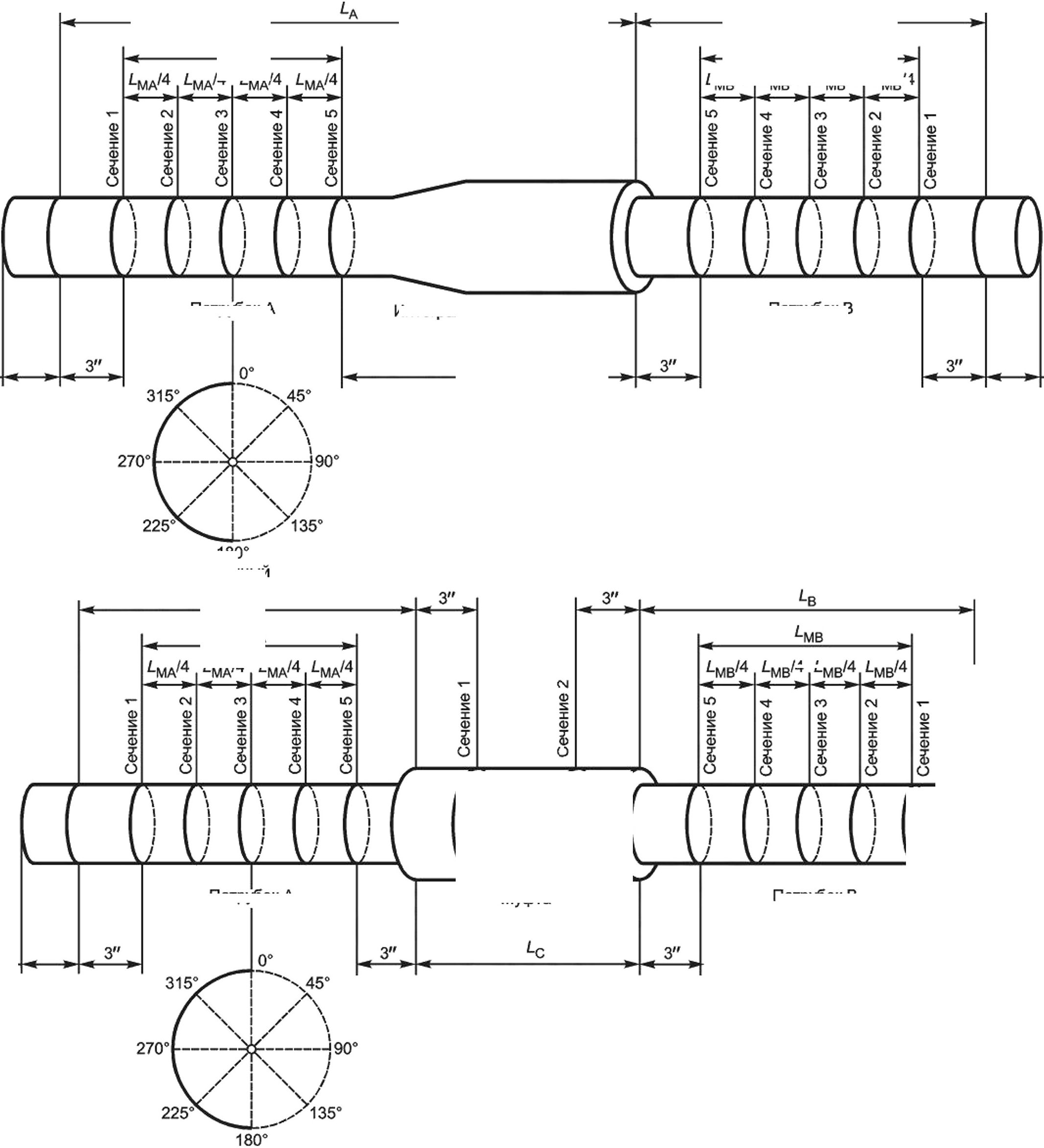
^МА
/4 L.
Патрубок А
180
Типичный
•МА
./4 L
Патрубок А
■в
^МВ
^-мв^4 ^мв^4 ^-мв^4 ^-мв^4
Интегральное соединение
•D
Муфта
Патрубок В
Длина крепления или испытательная заглушка
/4 L
Патрубок В
Длина крепления или испытательная заглушка
Рисунок В.2 — Схема расположения для определения размеров испытательных образцов
107
108
Размер | |
Масса | |
Заданная толщина стенки |
Группа прочности | |
Резьбовое соединение | |
Образец № | |
Проект № | |
Местоположение | |
UT |
Дата | |
Специалист | |
Наблюдатель | |
Патрубок А | Муфта | Патрубок В | |
1 | Патрубок А | Муфта | Патрубок В | |||||||||||||||||
2 | № исходной заготовки | |||||||||||||||||||
3 | Патрубок № | |||||||||||||||||||
4 | Спец. № | Температура | API AMYS | 0,2 %-ный предел текучести | Предел прочности | Модуль Юнга | Спец. № | Температура | API AMYS | 0,2 %-ный предел текучести | Предел прочности | Модуль Юнга | Спец. № | Температура | API AMYS | 0,2 %-ный предел текучести | Предел прочности | Модуль Юнга | ||
Результаты испытаний | ||||||||||||||||||||
5 | Плоский 1 | |||||||||||||||||||
6 | н | Плоский 2 | ||||||||||||||||||
7 | го го | Цилиндрический 1 | ||||||||||||||||||
8 | го | Цилиндрический 2 | ||||||||||||||||||
9 | см | Плоский 1 | ||||||||||||||||||
10 | х | Плоский 2 | ||||||||||||||||||
11 | го го | Цилиндрический 1 | ||||||||||||||||||
12 | го bi | Цилиндрический 2 | ||||||||||||||||||
13 | со | Плоский 1 | ||||||||||||||||||
14 | н | Плоский 2 | ||||||||||||||||||
15 | го ГО | Цилиндрический 1 | ||||||||||||||||||
16 | со | Цилиндрический 2 | ||||||||||||||||||
17 | хф | Плоский 1 | ||||||||||||||||||
18 | н | Плоский 2 | ||||||||||||||||||
19 | го го: | Цилиндрический 1 | ||||||||||||||||||
20 | со | Цилиндрический 2 | ||||||||||||||||||
ГОСТ ISO 13679—2023
С.__ из.
Рисунок В.З — Информационный лист свойств материала
109
Размер Масса Группа прочности Изготовитель соединения Наименование соединения Отделка ниппельного конца | Образец(образцы)№ Резьбовая смазка: Тип|Изготовитель|Партия Диапазон крутящих моментов Резьбовая смазка: ниппель Резьбовая смазка: муфта | Дата Проект № Специалист Наблюдатель Место Ключ|вертикальный или горизонтальный | |||||||||||||||
Минимум | Максимум | ||||||||||||||||
Отделка раструбного конца | |||||||||||||||||
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 | Образец | Ниппель-ный элемент № | Муфтовый элемент № | Свинчивание № | Количество смазки, г | Проектный крутящий момент | Заплечик | Полное свинчивание | Скорость свинчивания, об/мин | Момент развинчивания | Замечания по ремонту и заеданию | ||||||
Номер | Конец: А/В | Ниппель | Муфта | Крутящий момент | Число оборотов | Крутящий момент | Число оборотов | ||||||||||
Рисунок В.4 — Журнал по свинчиванию — развинчиванию
ГОСТ ISO 13679—2023
Размер Масса Заданная толщина стенки | Группа прочности Резьбовое соединение Образец № | Проект Ne Место УЗ-прибор | Дата Специалист Наблюдатель |
Место | Патрубок А | Патрубок А | Муфта | Замечания | |||||||||
Сечение 1 | Сечение 2 | Сечение 3 | Сечение 4 | Сечение 5 | Сечение 5 | Сечение 4 | Сечение 3 | Сечение 2 | Сечение 1 | Сечение А | Сечение В | ||
Длина от плоскости торца | |||||||||||||
Измерения наружного диаметра | |||||||||||||
0° - 180° | |||||||||||||
45° - 225° | |||||||||||||
90°-270° | |||||||||||||
135°-315° | |||||||||||||
Мин. | |||||||||||||
Макс. | |||||||||||||
Среднее | |||||||||||||
Измерения толщины стенки | |||||||||||||
0° | |||||||||||||
45° | |||||||||||||
90° | |||||||||||||
135° | |||||||||||||
180° | |||||||||||||
225° | |||||||||||||
270° | |||||||||||||
315° | |||||||||||||
Мин. | |||||||||||||
Макс. | |||||||||||||
Среднее | |||||||||||||
Средний внутренний диаметр | |||||||||||||
ГОСТ ISO 13679—2023
Патрубок A - La | Патрубок В - LB | Муфта - Lc | Интегральное соединение - LD | Измерение - LMA | Измерение - LMB |
^avg | ^min | ^avg |
Рисунок В.5 — Форма геометрических параметров испытательного образца трубы
Изготовитель соединения
Соединение Размер Масса
Заданная толщина стенки Группа прочности
Образец № | |
Номер муфты (муфтового конца) | |
Номер ниппеля А | |
Номер ниппеля В |
Чертеж № Статус изменения чертежа Дата изменения
Конец А (в состоянии механической обработки3) | Конец В (в состоянии механической обработки3) | |||
Внутренний | Наружный | Внутренний | Наружный | |
Диаметр уплотнения металл-металл ниппеля | ||||
Диаметр уплотнения металл-металл муфты | ||||
Натяг уплотнения металл-металл | ||||
Диаметр канавки кольца | ||||
Ширина канавки кольца | ||||
Местоположение канавки кольца | ||||
Натяг калибра-пробки/диаметр резьбы | ||||
Натяг калибра-кольца/диаметр резьбы | ||||
Натяг резьбы (зазор) | ||||
Конусность ниппельного элемента | ||||
Конусность муфтового элемента | ||||
Отклонение шага резьбы ниппельного элемента | ||||
Отклонение шага резьбы муфтового элемента | ||||
Овальность уплотнения металл-металл ниппеля | ||||
Овальность уплотнения металл-металл муфты | ||||
Специалист | Дата | |
Наблюдатель | Дата |
аПеред нанесением гальванического, лакокрасочного покрытия или любой другой обработки поверхности.
Рисунок В.6 — Информационный лист геометрических параметров резьбового соединения
ГОСТ ISO 13679—2023
Стр.из
Размер | Образец № | Дата | |||||||||||||
Масса | Протокол испытаний | Проект № | |||||||||||||
Группа прочности | Место/нагрузочное устройство | Специалист | |||||||||||||
Соединение | Датч и к( и) | Наблюдатель | |||||||||||||
Среда для создания давления | Скорость нагнетания давления | Скорость осевой нагрузки | |||||||||||||
Время | Нагрузка на | Давление | Выявление утечек | Примечание | |||||||||||
машину | А | В | |||||||||||||
1 | |||||||||||||||
2 | |||||||||||||||
3 | |||||||||||||||
4 | |||||||||||||||
5 | |||||||||||||||
6 | |||||||||||||||
7 | |||||||||||||||
8 | |||||||||||||||
9 | |||||||||||||||
10 | |||||||||||||||
Применяемая разрушающая нагрузка: | Разрушающая нагрузка: | ||||||||||||||
Давление | Нагрузка от нагрузочного устройства | Нагрузка от нагрузочного устройства + CEPL | |||||||||||||
Давление при утечке | Нагрузка машины | Общая нагрузка | |||||||||||||
Давление при разрушении | Нагрузка машины | Общая нагрузка | |||||||||||||
Максимальные | Нагрузка машины | Общая нагрузка | |||||||||||||
параметры испытания | |||||||||||||||
Окончательная длина La | Окончательная длина Lb | Окончательная длина Lc | |||||||||||||
Описание и место разрушения I | |||||||||||||||
Замечания | | |||||||||||||||
ГОСТ ISO 13679—2023
Рисунок В.7 — Журнал испытаний. Разрушающая/предельная нагрузка
С.из
Размер | Образец № | Дата | |||
Масса | Протокол испытаний | Проект № | |||
Группа прочности | Место/нагрузочное устройство | Специалист | |||
Соединение | Датч ик(и) | Наблюдатель | |||
Время | Этап нагрузки | Точка нагрузки | Нагрузка от нагрузочного устройства | Изгиб | Давление | Температура | Выявление утечек | Примечания | ||||
сс А | △ сс А | сс В | △ сс В | |||||||||
1 | ||||||||||||
2 | ||||||||||||
3 | ||||||||||||
4 | ||||||||||||
5 | ||||||||||||
6 | ||||||||||||
7 | ||||||||||||
8 | ||||||||||||
9 | ||||||||||||
10 | ||||||||||||
11 | ||||||||||||
12 | ||||||||||||
13 | ||||||||||||
14 | ||||||||||||
15 | ||||||||||||
16 | ||||||||||||
17 | ||||||||||||
18 | ||||||||||||
19 | ||||||||||||
20 | ||||||||||||
Рисунок В.8 — Журнал испытаний резьбовых соединений на герметичность (выявление утечек под внутренним давлением)
ГОСТ ISO 13679—2023
С._______из________
Размер Масса
Группа прочности
Соединение
Образец №
Протокол испытаний Место/нагрузочное устройство Датч ик( и)
Дата | |
Проект № | |
Специалист | |
Наблюдатель |
Время | Этап нагрузки | Точка нагрузки | Нагрузка от нагрузочного устройства | Изгиб | Давление | Температура | Выявление утечки | Примечания | ||
Внутреннее | Наружное | сс | △сс | |||||||
ГОСТ ISO 13679—2023
Рисунок В.9 — Журнал испытаний резьбовых соединений на герметичность (с применением камеры наружного давления для выявления утечек)
ГОСТ ISO 13679—2023
Приложение С (обязательное)
Полный протокол испытаний резьбового соединения
С.1 Общие положения
В настоящем приложении приведены указания по оформлению полного протокола испытаний резьбового соединения, выполненных в соответствии с настоящим стандартом. В протокол должна войти необходимая информация для заполнения документов по испытуемому резьбовому соединению, процедурам изготовления и сборки, результатам испытаний резьбовых соединений в сборке, выполняемой TLE. и по испытаниям под предельными нагрузками. Предоставляемая информация должна быть достаточной для полной характеристики испытуемого резьбового соединения и подтверждения того, что резьбовое соединение обладает необходимой работоспособностью, а также содержать данные о любых ограничениях.
В полном протоколе должны быть указаны отклонения от установленных процедур (при наличии), но не должна дублироваться информация о процедурах испытаний, приведенных в настоящем стандарте. Протокол также должен включать значимые события, не являющиеся отклонениями, но которые целесообразно включить в протокол, например: утечки в оборудовании, увеличение времени выдержки, переключение с камеры наружного давления на места утечки для TS-Апри температуре окружающей среды и т. п. Также в полный протокол могут быть включены проведенные дополнительные испытания, которые не требуются для заданного уровня применения, но необходимо указать, что они являются дополнительными по сравнению с требованиями настоящего стандарта.
Полный протокол испытаний должен содержать, как минимум, информацию, указанную в С.2.1.
Структура протокола содержит 10 разделов (каталогов в электронном виде), при этом папке 1 соответствует раздел «Краткий отчет». Каждый каталог или подкаталог содержит данные в электронном виде, полученные во время испытаний, и отсканированные журналы, составленные вручную (при наличии). После завершения испытания протокол отправляют в электронном виде с каталогами или в бумажном виде в соответствии с указанной структурой. Для разделения данных по каждому испытательному образцу каждый раздел может быть разбит на подкаталоги. Имена файлов должны быть уникальными для каждого набора данных и должны отражать номер испытательного образца и протокол испытания. Идентификационный номер каждого раздела приведен в С.2.
В каждом наборе данных в электронном виде или в формате журнала, составленного вручную, в заголовке первой строки необходимо указать размер, массу, группу прочности, резьбовое соединение, номер испытательного образца и уникальный идентификационный номер (например, номер проекта или номер заказа на поставку). Каждый ввод данных или запись в журнале должны содержать указание даты и времени; электронные файлы, формы и журналы — информацию о лицах, ведущих или контролирующих запись данных.
Формы данных, приведенные в приложении В, являются обязательными, но так как они не всегда представлены в цифровом варианте, допускается применение их эквивалента в электронном виде.
Структура протокола состоит из 10 разделов (см. таблицу С.1).
Таблица С.1 — Структура протокола
Наименование | Раздел |
Краткий отчет | С.2.1 |
Технические характеристики резьбового соединения | С.2.2 |
Технические характеристики и механические свойства материала | С.2.3 |
Геометрические данные материала | С.2.4 |
Геометрические данные испытательного образца | С.2.5 |
Данные о свинчивании и развинчивании испытательного образца | С.2.6 |
Области и графики нагрузок испытательного образца | С.2.7 |
Данные испытаний на герметичность и предельную нагрузку испытательного образца | С.2.8 |
Документация по испытательному оборудованию | С.2.9 |
Приложения | С.2.10 |
115
ГОСТ ISO 13679—2023
С.2 Разделы протокола
С.2.1 Краткий отчет
Раздел включает, как минимум, следующую информацию:
а) идентификационные данные резьбового соединения (наименование резьбового соединения);
Ь) идентификационные данные труб (размер, масса, группа прочности);
с) ссылку на настоящий стандарт;
d) классификацию испытаний по CAL;
е) количество испытательных образцов;
f) температуру испытаний;
д) даты испытаний и испытательное оборудование;
h) идентификационные данные персонала, проводившего испытания;
i) уведомление о третьей стороне, контролирующей испытания;
j) сводную таблицу испытаний с указанием испытательных образцов, проведенных испытаний и результатов базовых испытаний;
к) результаты проведенных испытаний;
I) дополнительные испытания, выполняемые в рамках программы испытаний;
гл) запланированные отклонения от настоящего стандарта;
п) незапланированные отклонения от настоящего стандарта.
С.2.2 Технические характеристики резьбового соединения
Раздел включает, как минимум, следующую информацию:
а) идентификацию резьбового соединения (см. А.1.2 и таблицу А.1);
Ь) геометрические параметры резьбового соединения (см. А.1.3 и таблицу А.1);
с) чертеж резьбового соединения (см. А.1.4 и таблицу А.1);
d) информационный лист резьбового соединения, содержащий информацию о минимальных эксплуатационных характеристиках резьбового соединения, его геометрических параметрах (наружном диаметре, внутреннем диаметре, проходном диаметре, потерях при свинчивании, наружном диаметре муфты, длине муфты), рекомендуемый крутящий момент и другие данные, необходимые для общего использования резьбового соединения (см. А. 1.5 и таблицу А. 1);
е) технические требования к характеристикам изготовления резьбовых соединений, включающие план контроля технологического процесса, номера чертежей продукции, требования к инструментам, процедуры контроля, методики калибровки калибров, прочие производственные процессы, требования к обработке поверхности, лакокрасочным и гальваническим покрытиям, упаковке, защите резьбы, а также к защите от коррозии (см. А.1.6 и таблицу А.1);
f) процедуры сборки и ремонта резьбовых соединений в полевых/заводских условиях, включающие применяемые процедуры по защите, погрузочно-разгрузочных операциям, сборке муфт/вспомогательных соединений в заводских условиях, по эксплуатации и ремонту соединений в полевых условиях (см. А.1.7 и таблицу А.1);
д) процедуры свинчивания—развинчивания испытательного образца, включающие требования к резьбовой смазке, крутящему моменту и к скорости свинчивания для каждого испытательного образца (см. А.1.8 и таблицу А.1);
h) номер документа с эталонными характеристиками испытательного образца тела трубы (см. А.2.2 и таблицу А.2);
i) номер документа с областью оценки резьбового соединения испытательного образца (см. А.2.3 и таблицу А.2);
j) номер документа с областью испытательных нагрузок испытательных образцов (см. А.2.4 и таблицу А.2);
к) номер документа с графиками нагрузок на испытательный образец (см. А.2.5 и таблицу А.2);
I) номер документа с предельными нагрузками для испытательных образцов (см. А.2.6 и таблицу А.2).
С.2.3 Технические характеристики и механические свойства материала
Раздел включает, как минимум, следующую информацию:
а) технические характеристики труб и трубных заготовок для муфт, требуемые для резьбовых соединений;
Ь) схему отбора испытательных образцов и образцов материала для испытаний (исходных заготовок и трубных заготовок для муфт) (см. рисунок В.1). Следует обеспечить прослеживаемость каждого испытательного образца патрубка и МТ до исходной заготовки, включая положение в пределах исходной заготовки;
с) результаты испытаний на определение механических свойств, включая копии протоколов испытаний материала (MTR) и протокол испытаний механических свойств МТ, а также информационный лист свойств материала для каждого испытательного образца (см. рисунок В.З).
С.2.4 Геометрические данные материала трубы и трубной заготовки для муфт (измерение наружного диаметра и толщины стенки)
Раздел включает результаты измерений минимальной толщины стенки, минимальной средней толщины стенки, наружного диаметра каждого испытательного образца патрубка, наружного диаметра каждого испытатель-116
ГОСТ ISO 13679—2023
ного образца муфт. Для каждого испытательного образца включают информационные листы геометрических параметров трубы (см. рисунок В.5).
С.2.5 Геометрические данные испытательного образца (обработка внутренней/наружной поверхности после первого свинчивания, после окончательного свинчивания)
Включает информационный лист геометрических параметров резьбовых соединений, предоставленный изготовителем, с указанием расчетов натяга каждого испытательного образца (см. рисунок В.6).
С.2.6 Данные о свинчивании и развинчивании испытательного образца
Раздел включает следующие данные о свинчивании и развинчивании:
а) информационные листы свинчивания и развинчивания (см. рисунок В.4).
В протоколе указывают, как минимум, следующие данные: скорость свинчивания, контрольный крутящий момент, момент свинчивания до смыкания упорных элементов, общий крутящий момент, число оборотов свинчивания до смыкания упорных элементов и число оборотов до полного свинчивания, диапазон крутящего момента развинчивания, вес резьбовой смазки [ниппельный и (или) раструбный концы], дату, персонал, используемое оборудование, фотографии;
Ь) графики зависимости крутящего момента от числа оборотов.
Графики зависимости крутящего момента от числа оборотов при свинчивании и развинчивании резьбового соединения должны быть предоставлены в электронном виде. Допускаются сканированные изображения графиков свинчивания;
с) данные тензометров должны быть предоставлены в электронном виде, а также по запросу заказчика в виде графиков;
d) отклонения или ремонт в полевых условиях.
Должны быть внесены данные относительно того, в каких испытаниях наблюдались заедание, описание проведенного ремонта для устранения заедания, описание причин заедания и рекомендации по предотвращению заедания в дальнейшем. Приводят графики зависимости крутящего момента от числа оборотов и необходимые фотографии. Также указывают, был ли превышен крутящий момент резьбовых соединений и возникшие при этом сложности;
е) фотографии свинчивания и развинчивания;
f) диаметр оправки, длину и прохождение/непрохождение. В случае непрохождения указывают, с какой стороны и в каком направлении получен этот результат.
С.2.7 Области и графики нагрузок испытательного образца
Раздел включает следующие области и графики нагрузок испытательного образца:
а) эталонные характеристики тела трубы, включая график эталонных характеристик тела трубы каждого испытательного образца;
Ь) СЕЕ, включая график СЕЕ для каждого испытательного образца и точки СЕЕ, приведенные в таблице 7 на графике СЕЕ;
с) TLE, включая график TLE для каждого испытательного образца и точки TLE, приведенные в таблице 7 на графике TLE;
d) графики нагрузок, включая графики нагрузок TS-A каждого испытательного образца, TS-B каждого испытательного образца и TS-C каждого испытательного образца;
е) испытания при предельных нагрузках, включая процедуры испытаний при предельных нагрузках для каждого испытательного образца.
С.2.8 Данные испытаний на герметичность и предельную нагрузку испытательного образца
Раздел включает данные испытаний на герметичность и предельную нагрузку отдельно по каждому испытательному образцу:
а) данные нагрева, включая графики времени и температуры для каждого испытательного образца;
Ь) фотографии настроек для каждого испытания каждого испытательного образца;
с) журнал испытаний TS-A. включая журнал испытаний на утечку каждого испытательного образца по форме, представленной на рисунке В.8 или рисунке В.9, а также протокол настройки системы выявления утечек;
d) журналы испытаний TS-B и TS-C, включая журнал испытаний на утечку каждого испытательного образца по форме, представленной на рисунке В.8, а также протокол настройки системы выявления утечек;
е) графики данных испытаний, включая временные графики для регистрации приложенных нагрузок (давления, осевой нагрузки, изгиба и температуры), отмечая на них незапланированные события. Они могут быть представлены на одной или нескольких схемах для каждой серии испытаний. Приводят графики в координатах х—у для регистрации приложенных нагрузок (давления, осевой нагрузки, изгиба и температуры), отмечая на них незапланированные события. На график эталонных характеристик тела трубы каждого испытательного образца наносят точки нагрузки, в которых проведены испытания;
f) графики данных испытаний при предельных нагрузках.
На график эталонных характеристик тела трубы каждого испытательного образца наносят точки нагрузки, в которых произошло разрушение (или завершено испытание). По каждому образцу включают наблюдения, сде-
117
ГОСТ ISO 13679—2023
ланные во время испытания при предельной нагрузке, и фотографии образцов до и после испытания. Приводят рисунок В.7 и сводную диаграмму «осевая нагрузка — давление» с указанием конечных точек предельной нагрузки, объемов вытеснения при воздействии предельной нагрузки, точек нагрузки, в которых произошло разрушение конструкции и (или) завершено испытание, с примечаниями относительно незапланированных событий;
д) выявление утечек гелия. Данные относительно утечек гелия включают в отчет по результатам испытаний для каждого образца.
С.2.9 Документация по испытательному оборудованию
Раздел включает следующую информацию:
а) подготовку образца. При подготовке испытательного образца при проведении испытания необходимо описать схему установки или конфигурацию, а именно:
1) метод с применением торцевых заглушек (сварных, резьбовых),
2) описание нагрузочного устройства,
3) метод изгиба,
4) описание системы нагрева и охлаждения,
5) метод приложения внутреннего давления (при температуре окружающей среды и при повышенной температуре),
6) метод приложения наружного давления (при температуре окружающей среды и при повышенной температуре),
7) метод выявления утечек,
8) контрольно-измерительные приборы (датчики для измерения осевых нагрузок, давления, температуры, тензометры);
Ь) испытательное оборудование. Для испытаний образца необходимо документировать следующее:
1) описание или фотографии оборудования,
2) сертификат калибровки контрольно-измерительных приборов, включая калибровку испытательного оборудования (устройства для измерения нагрузки, датчики давления).
С.2.10 Приложения
Для описания дополнительных испытаний или указания информации о выполненных испытаниях, не обозначенных выше, особых требований, не предусмотренных настоящим стандартом, и прочих данных, не отнесенных к какому-либо из указанных выше разделов протокола, используют приложения.
118
ГОСТ ISO 13679—2023
Приложение D (справочное)
Расчеты эталонных характеристик тела трубы и примеры графиков нагрузки для каждой серии испытаний
D.1 Общие положения
Примеры в настоящем приложении приведены в информативных целях. Они не должны считаться исключительными или исчерпывающими. Настоящий стандарт не дает гарантий от совершения ошибок или упущений, явных или подразумеваемых при выполнении расчетов в настоящем приложении.
Для проведения испытания по настоящему стандарту необходимо создать эталонные характеристики тела трубы вместе с СЕЕ, испытательными нагрузками и графиками нагрузок для каждого испытательного образца. В качестве примера в D.2—D.6 приведено подробное описание испытательного образца наружным диаметром 244,48 мм, толщиной стенки 13,84 мм, группы прочности Р 110 для испытания CAL IV. В этом примере предполагается, что испытательные нагрузки основаны исключительно на контрольных эталонных характеристиках тела трубы, например: значения СЕЕ резьбового соединения идентичны предельным значениям эталонных характеристик тела трубы.
Заданные исходные данные, необходимые для расчетов, выделены полужирным шрифтом. Приведены значения таких исходных данных без округления, а также некоторые промежуточные расчеты, но их результаты могут быть округлены до отображаемого количества цифр и выделены обычным шрифтом. Для точного воспроизведения рассчитанных результатов для определения соответствующих точек СЕЕ и точек нагрузки TLE следует использовать исходные данные, выделенные полужирным шрифтом, а не округленные значения промежуточных расчетов.
В D.7 приведены нестандартные примеры потенциальных ограничений относительно эталонных характеристик испытательного образца тела трубы. Эти примеры типичны для резьбовых соединений с эффективностью соединений менееЮО % тела трубы.
D.2 Определение характеристик испытательного образца
D.2.1 Общие положения
Как показано на рисунке D.1, для определения исходных данных эталонных характеристик тела трубы требуются конкретные измерения испытательного образца тела трубы и результаты испытаний материалов.
D.2.2 Схема отбора заготовок
МТ отбирают рядом с патрубками А и В от каждого испытательного образца. В соответствии с приложением С существуют два возможных варианта. В данном примере выбран вариант 2 на рисунке В.1. В результате МТ1 представляет собой образец материала, прилегающий к патрубку 1А, а МТ2 — образец материала, прилегающий к патрубку 1В (см. рисунок D.1).
305 мм
I MT1J | 1А | 1В | к мт 2 I | 2А | 2В | | МТЗ | | ЗА | V ЗВ | | МТ 4 | |
\а_ | \с_ | ||||||||
| МТ5 | | 4А | | 4В | I МТ 6 I | 5А | 5В | | МТ7 | | Свободный | | Свободный | I МТ8 I |
Ь) Схема отбора исходной заготовки (вариант 2)
Рисунок D.1 — Схема отбора исходной заготовки (см. приложение В)
D.2.3 Испытания материала
Для определения предела текучести материала при температуре окружающей среды AMYS и оценки коэффициента при повышенной температуре Ktemp 195 °C, используемых в расчетах эталонных характеристик тела трубы испытательного образца, требуется провести следующие испытания материала в соответствии с 5.5, как показано на рисунке D.2.
119
ГОСТ ISO 13679—2023
| МТ1 I 1A I 1B I MT2 I 2A I 2B I МТЗ | ЗА | ЗВ | MT4 |
| MT5 | 4A
Предел текучести материала при температуре окружающей среды
| МТ6 | 5А | 5В | МТ7 | Свободный | Свободный | МТ8 |
Схема отбора исходной заготовки (вариант 2)
YS
YS
YS
YS
4 полноразмерных плоских образца (или цилиндрических, если применимо).
МТ1 YS = мин. 4 образца
4 полноразмерных плоских образца (или цилиндрических, если применимо). МТ2 YS = мин. 4 образца
4 полноразмерных плоских образца (или цилиндрических, если применимо).
МТЗ YS = мин. 4 образца
4 полноразмерных плоских образца (или цилиндрических, если применимо).
МТ4 YS = мин. 4 образца
Коэффициент масштабирования для предела текучести при повышенной температуре
J^ Если указано
Если указано
Если указано
TSF >
TSF
TSF >
TSF >
8 цилиндрических образцов испытано:
4 при температуре окружающей среды и 4 при повышенной температуре
8 цилиндрических образцов испытано:
4 при температуре окружающей среды и 4 при повышенной температуре
8 цилиндрических образцов испытано:
4 при температуре окружающей среды и 4 при повышенной температуре
8 цилиндрических образцов испытано:
4 при температуре окружающей среды и 4 при повышенной температуре
Антизотропия, если указано
Коэффициент масштабирования для заготовки или трубной заготовки для муфт = среднее значение предела текучести при испытании при повышенной температуре/среднее значение предела текучести при испытании при температуре окружающей среды
X Если указано
Хх Если указано
X Если указано
AY
AY
AY
AY
4 испытания на продольное растяжение. 4 испытания на продольное растяжение.
4 испытания на поперечное растяжение. 4 испытания на поперечное растяжение.
4 испытания на сжатие
4 испытания на сжатие
4 испытания на продольное растяжение.
4 испытания на поперечное растяжение.
4 испытания на сжатие
4 испытания на продольное растяжение.
4 испытания на поперечное растяжение.
4 испытания на сжатие
Поперечная анизотропия для заготовки или трубной заготовки для муфт = среднее значение предела текучести при испытании на поперечное растяжение/среднее значение предела текучести при испытании на продольное растяжение.
Анизотропия сжатия для заготовки или трубной заготовки для муфт = среднее значение предела текучести при испытании на сжатие/среднее значение пэедела текучести при испытании на продольное растяжение
Рисунок D.2 — Схематическое представление требований к проведению механических испытаний
Соединение 1
МТ1
Четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно).
МТ2:
- четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно);
- четыре испытания на растяжение в продольном направлении при температуре окружающей среды на цилиндрических образцах ASTM А370 (требуется для Ktemp);
- четыре испытания на растяжение в продольном направлении при повышенной температуре на цилиндрических образцах ASTM Е21 при температуре 195 °C с предельным отклонением минус 41 °C (требуется для К195).
МТЗ
Четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно).
МТ4
Четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно).
Соединение 2
МТ5
Четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно).
МТ6:
- четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно);
120
ГОСТ ISO 13679—2023
- четыре испытания на растяжение в продольном направлении при температуре окружающей среды на цилиндрических образцах ASTM А370 (требуется для Ktemp);
- четыре испытания на растяжение в продольном направлении при повышенной температуре на цилиндрических образцах ASTM Е21 при температуре 195 °C с предельным отклонением минус 41 °C (требуется для К195).
МТ7
- Четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно).
МТ8:
- четыре испытания на растяжение в продольном направлении при температуре окружающей среды на полноразмерных плоских образцах, вырезанных из стенки (предпочтительно).
Если предполагается, что группа прочности материала является анизотропной, то для МТЗ и МТ7 потребуются следующие испытания материалов:
- четыре испытания на растяжение в продольном направлении при температуре окружающей среды на цилиндрических образцах ASTM А370;
- четыре испытания на растяжение в поперечном направлении при температуре окружающей среды на цилиндрических образцах ASTM А370;
- четыре испытания на сжатие при температуре окружающей среды на образцах ASTM Е9.
D.2.4 Выбор результатов МТ
Для определения эталонных характеристик тела трубы для каждого испытательного образца требуется минимальный измеренный предел текучести по результатам испытаний на растяжение полноразмерных плоских образцов из стенки при температуре окружающей среды от МТ, непосредственно прилегающих к каждому патрубку. Кроме того, требуются средние измеренные пределы текучести по результатам четырех испытаний на растяжение цилиндрических образцов при повышенной температуре и при температуре окружающей среды от выбранного МТ для каждого патрубка. В таблице D.1 обобщены результаты испытаний МТ, необходимые для определения эталонных характеристик тела трубы для испытательного образца 1.
Таблица D.1 — Пример результатов испытаний МТ от патрубка 1
Образец | Предел текучести, МПа | |||||||
МТ1 | МТ2 | МТЗ | МТ4 | |||||
Температура | 21,1 °C | 21,1 °C | 21,1 °C | 195 °C | 21 °C | 21 °C | ||
Геометрический параметр | Плоский образец | Плоский образец | Половинный цилиндрический образец | Половинный цилиндрический образец | Плоский образец | Плоский образец | ||
0° | 882,5 | 912,2 | 861,9 | 763,9 | 897,7 | 906,7 | ||
90° | 861,9 | 886,7 | 846,7 | 750,8 | 886,7 | 887,4 | ||
180° | 870,8 | 899,8 | 853,6 | 756,4 | 878,4 | 891,5 | ||
270° | 906,7 | 881,2 | 885,3 | 784,6 | 894,9 | 902,5 | ||
Среднее | 880,5 | 894,9 | 861,9 | 763,9 | 889,4 | 897,0 | ||
Поскольку предпочтительно проведение испытаний материала на полноразмерных плоских образцах из стенки, то за AMYS образца 1 будет взят предел текучести МТ1 в точке 90° (861,9 МПа) (плоский образец с наименьшей толщиной стенки, прилегающий к одному из патрубков от образца 1). За AMYS образца 2 и образца 3 будет взят предел текучести МТЗ в точке 180° (878,4 МПа).
Материал цилиндрического образца в точке 90° от МТ2 показал наименьший предел текучести (846,7 МПа), однако этот результат намеренно не учитывался при определении AMYS образца 1 и образца 2 при температуре окружающей среды, поскольку предпочтительны испытания с использованием полноразмерных плоских образцов.
Исходя из среднего предела текучести цилиндрического образца при температуре окружающей среды и при повышенной температуре от МТ2
Ktemp = 763,9/861,9 МПа = 88,64 %.
Для образцов 1,2 и 3 (все образцы от исходной заготовки) будет применен данный коэффициент масштабирования для поправки на повышенную температуру.
D.2.5 Измерения размеров
Для определения эталонных характеристик тела трубы испытательного образца требуются измерения фактических наружных диаметров и толщина стенок патрубков. Точки измерений приведены в приложении С (см. ри-
121
ГОСТ ISO 13679—2023
сунок D.3). В расчетах использованы максимальный средний наружный диаметр, минимальная средняя толщина стенки и минимальная толщина стенки. В таблицах D.2 и D.3 представлены результаты измерений размеров патрубков А и В, используемых в примере.
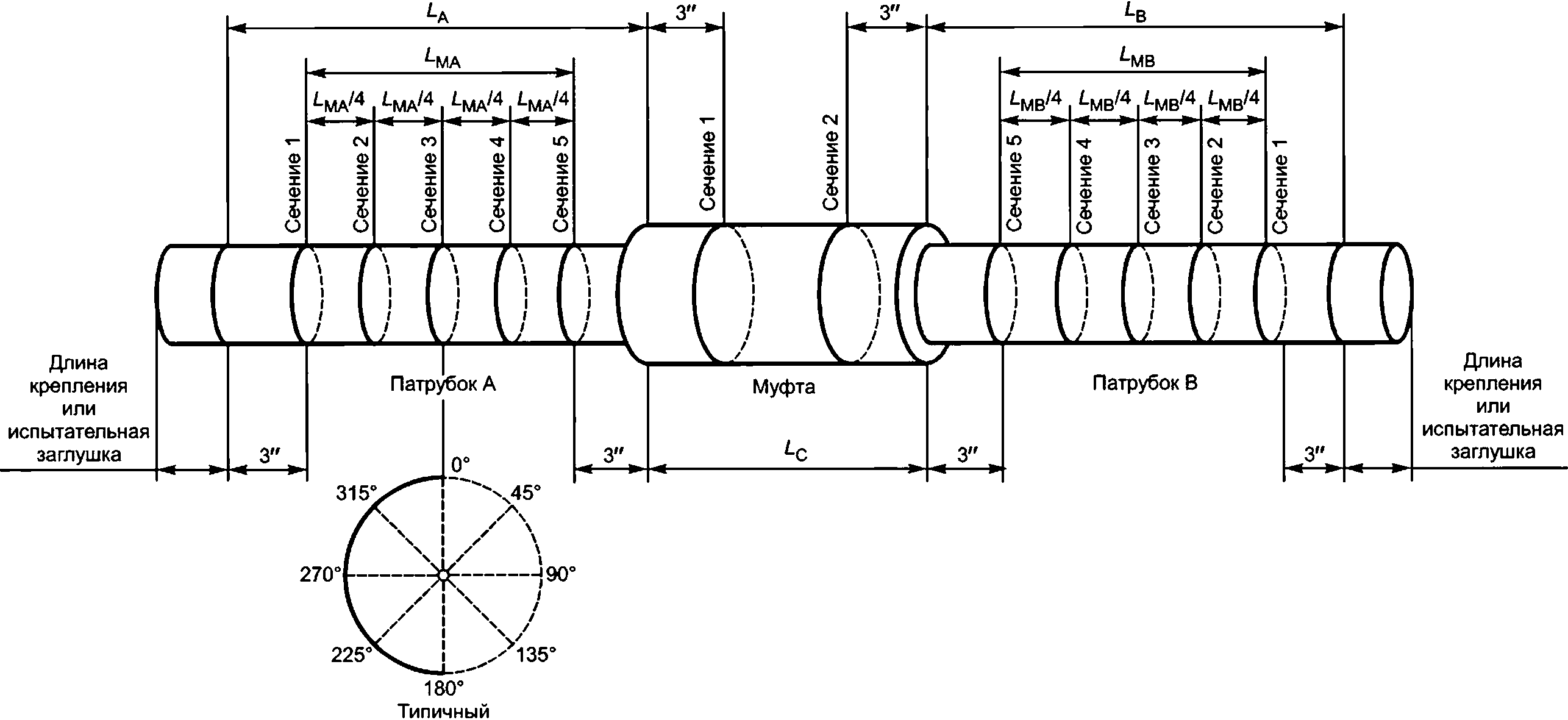
Рисунок D.3 — Точки измерений
Таблица D.2 — Результаты измерений патрубка А
В миллиметрах
Измерение | Плоскость 1 | Плоскость 2 | Плоскость 3 | Плоскость 4 | Плоскость 5 |
Наружный диаметр 0« _ 180о | 246,05 | 246,13 | 245,80 | 245,95 | 245,54 |
Наружный диаметр 45о _ 225° | 246,51 | 245,90 | 246,18 | 246,38 | 246,10 |
Наружный диаметр 90»— 270° | 246,56 | 245,24 | 246,13 | 246,38 | 246,25 |
Наружный диаметр 135» _ 315° | 246,10 | 245,49 | 245,77 | 245,97 | 245,69 |
^avg | 246,30 | 245,69 | 245,97 | 246,18 | 245,90 |
‘0° ” tain | 13,51 | 13,21 | 13,34 | 13,46 | 13,39 |
f45° | 13,97 | 13,26 | 13,41 | 13,54 | 13,49 |
*90° | 14,40 | 13,28 | 13,49 | 13,61 | 13,59 |
^135° | 14,12 | 13,79 | 13,87 | 13,92 | 13,84 |
^180° | 13,84 | 14,30 | 14,25 | 14,20 | 14,10 |
^225° | 13,72 | 14,20 | 14,22 | 14,25 | 14,27 |
^270° | 13,59 | 14,07 | 14,20 | 14,27 | 14,43 |
^315° | 13,56 | 13,64 | 13,77 | 13,87 | 13,92 |
^avg | 13,84 | 13,72 | 13,82 | 13,89 | 13,87 |
122
Таблица D.3 — Результаты измерений патрубка В
ГОСТ ISO 13679—2023
В миллиметрах
Измерение | Плоскость 1 | Плоскость 2 | Плоскость 3 | Плоскость 4 | Плоскость 5 |
Наружный диаметр 0» _ 180« | 245,67 | 245,44 | 246,38 | 244,55 | 244,78 |
Наружный диаметр 45о _ 225« | 246,05 | 245,41 | 245,95 | 245,82 | 245,67 |
Наружный диаметр 90» _ 270« | 246,00 | 244,98 | 245,11 | 246,68 | 246,13 |
Наружный диаметр 135о _ 315о | 245,64 | 245,01 | 245,54 | 245,41 | 245,26 |
^avg | 245,85 | 245,21 | 245,75 | 245,62 | 245,47 |
^0° “ ^min | 13,79 | 13,72 | 12,88 | 12,88 | 13,72 |
f45° | 13,89 | 13,74 | 13,56 | 13,61 | 14,00 |
^90° | 13,97 | 13,77 | 14,22 | 14,35 | 14,27 |
^135° | 13,92 | 14,02 | 14,10 | 14,33 | 14,40 |
^180° | 13,87 | 14,25 | 13,97 | 14,27 | 14,50 |
^225° | 14,10 | 14,35 | 14,17 | 14,07 | 14,12 |
f270° | 14,30 | 14,45 | 14,35 | 13,84 | 13,74 |
^315° | 14,05 | 14,10 | 13,61 | 13,36 | 13,74 |
^avg | 14,00 | 14,05 | 13,87 | 13,84 | 14,07 |
Плоскость f0<, определяют отдельно для каждой плоскости измерения. Следовательно, ориентация 0° может не совпадать по окружности патрубка или по ширине образца. В результате при контроле изгиба тела трубы с помощью тензометров могут потребоваться дополнительные измерения наружного диаметра и толщины стенки, поскольку измерения могут не совпадать с имеющимися измерениями наружного диаметра и толщины стенки.
С учетом результатов измерений, приведенных в таблицах D.2 и D.3, заданные исходные данные для эталонных характеристик тела трубы испытательного образца на основе фактических измерений следующие:
- максимальный средний наружный диаметр = 246,30 мм (патрубок А, плоскость 1);
- минимальная средняя толщина стенки = 13,72 мм (патрубок А, плоскость 2);
- минимальная толщина стенки = 12,88 мм (патрубок В, плоскости 3 и 4).
D.3 Эталонные границы тела трубы испытательного образца при температуре окружающей среды
D.3.1 Общие положения
Как показано на рисунке 2, эталонные характеристики тела трубы должны быть рассчитаны на основе номинального и измеренных размеров тела трубы и предела текучести материала при температуре окружающей среды. В таблице D.4 приведены номинальные и измеренные размеры трубы, установленный и фактический пределы текучести материала и коэффициент масштабирования для трубы, стойкой к наружному давлению смятия для данного испытательного образца.
Таблица D.4 — Пример параметров тела трубы, используемых для расчета эталонных характеристик при температуре окружающей среды
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ^min | ^avg | AMYSa | *hc |
244,48 мм | 13,84 мм | 758,4 МПа | 246,30 мм | 12,88 мм | 13,72 мм | 861,9 МПа | 63,0 МПа |
D.3.2 Кривая 1а. Кривая номинального VME тела трубы при температуре окружающей среды
Кривая номинального VME тела трубы при температуре окружающей среды (кривая 1а) должна представлять собой зависимость переменных р, и р() от Fa (см. ISO/TR 10400:2018. раздел 6). Для любого осевого усилия Fa и для расчета внутреннего давления р, следует использовать формулу (12) ISO/TR 10400:2018 так. чтобы эквивалентное напряжение ое было равно SMYS без применения наружного давления. С любым осевым усилием Fa наружное давление р0 по формуле (12) ISO/TR 10400:2018 следует вычислять таким образом, чтобы эквивалентное напря-
123
ГОСТ ISO 13679—2023
жение ое равнялось SMYS без применения внутреннего давления. В таблице D.5 приведены вводные параметры, которые необходимо учитывать при расчете кривой номинального VME для тела трубы (кривая 1а). На рисунке D.4 представлено итоговое изображение кривой номинального VME тела трубы.
Таблица D.5 — Вводные параметры трубы и описание параметров трубы для кривой 1а номинального VME (см. ISO/TR 10400:2018, раздел 6)
Вводные параметры трубы | Описание параметров трубы |
% = fymn = 758 МПа | SMYS |
D = 244,48 мм | Номинальный наружный диаметр |
t = 13,84 мм | Номинальная толщина стенки |
/min = 0,875 • / = 12,12 мм | Минимальная толщина стенки |
^wall ~ О ~ 2fmjn" 220,24 мм | Максимальный внутренний диаметр |
d = О-2/ = 216,79 мм | Номинальный внутренний диаметр |
Др= л/4 (О2 - с/2) = 10 030 мм2 | Номинальная площадь поперечного сечения |
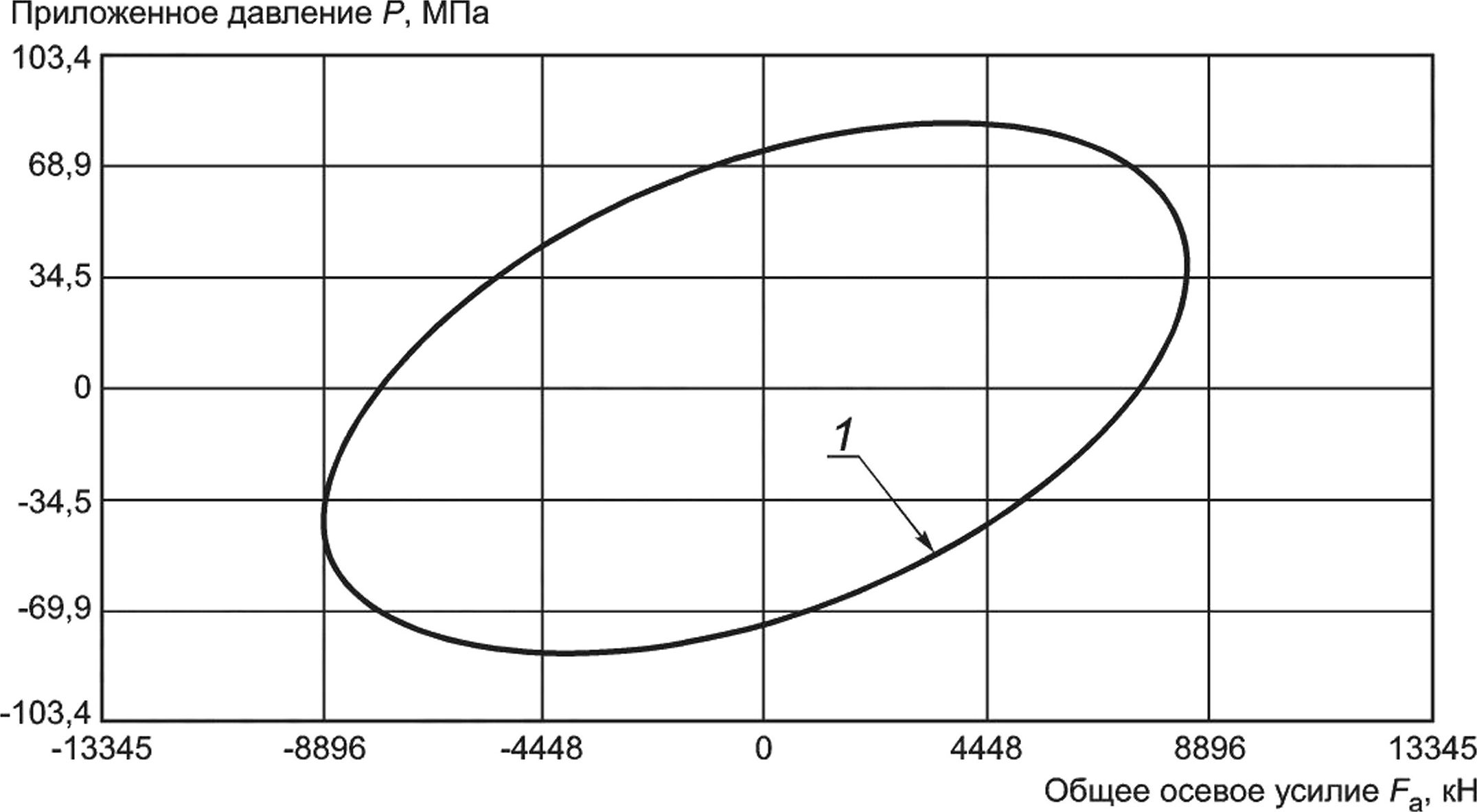
7 — кривая 1а
Рисунок D.4 — Кривая 1а номинального VME тела трубы при температуре окружающей среды
Формулы (3)—(5) и (12) заимствованы из ISO/TR 10400:2018 и могут быть изменены. Перед применением указанные формулы должны быть сверены с действующей редакцией ISO/TR 10400:2018.
Если изгиб и кручение равны нулю, то эквивалентное напряжение определяют следующим образом:
% = Н + °h + °а2 " °rGh " Ф°а " °haa]1/2’ (12)
где ое — эквивалентное напряжение, МПа;
ог — радиальное напряжение, МПа;
oh — тангенциальное напряжение, МПа;
оа — составляющая осевого напряжения, не вызванная изгибом, МПа.
[ISO/TR 10400:2018]
При этом:
124
°r [(Pi^wall | PoD2) - (Р, - Ро) d^«2D2l(^l(D2 - dwall2); (3) |
°h K^i^wall | ! - p0D2) + (Pi - p0) dwall2DW)]/(D2 - К J); (4) % = fA' <5> |
ГОСТ ISO 13679—2023
где Pj — внутреннее давление, МПа;
dwan — внутренний диаметр трубы, рассчитанный с коэффициентом kwaN, равный D-2kwallt, мм;
р0 — наружное давление, МПа;
D — номинальный наружный диаметр трубы, мм;
г — радиальная координата, d!2<r< D/2 для оа, оь и Tha, dwaN/2 < r< D/2 для or и ah;
oh — тангенциальное напряжение, МПа;
Fa — осевое усилие, Н;
Др — площадь поперечного сечения трубы, равная Др = л/4 (D2 - с/2), мм2;
t — номинальная толщина стенки трубы, мм;
d — внутренний диаметр трубы, равный (0-2/), мм.
[ISO/TR 10400:2018]
Примечание — При цитировании в рамке сохранена нумерация структурных элементов и формул, приведенных в ISO/TR 10400:2018.
D.3.3 Кривая 2а. Кривая номинального давления смятия по API тела трубы при температуре окружающей среды
Кривая номинального давления смятия по API тела трубы при температуре окружающей среды (кривая 2а) должна представлять собой зависимость переменной р0 от Fa (см. ISO/TR 10400:2018, раздел 8). При любом осевом усилии Fa номинальное давление смятия по API должно быть рассчитано с использованием формул для смятия тела трубы по ISO/TR 10400:2018 (раздел 8). В таблице D.6 приведены параметры, используемые для расчетов кривой 2а номинального давления смятия по API. На рисунке D.5 представлено итоговое изображение кривой 2а номинального давления смятия по API тела трубы.
Таблица D.6 — Вводные параметры трубы и описание параметров трубы для кривой 2а номинального давления смятия по API (см. ISO/TR 10400:2018, раздел 8)
Вводные параметры трубы | Описание параметров трубы |
°утп = 758 МПа | SMYS |
D = 244,48 мм | Номинальный наружный диаметр |
t = 13,84 мм | Номинальная толщина стенки |
d = D-2t = 216,79 мм | Номинальный внутренний диаметр |
Ар= л/4 (О2 - d2) = 10 030 мм2 | Номинальная площадь поперечного сечения |
°а “ ^а^р | Осевое напряжение |
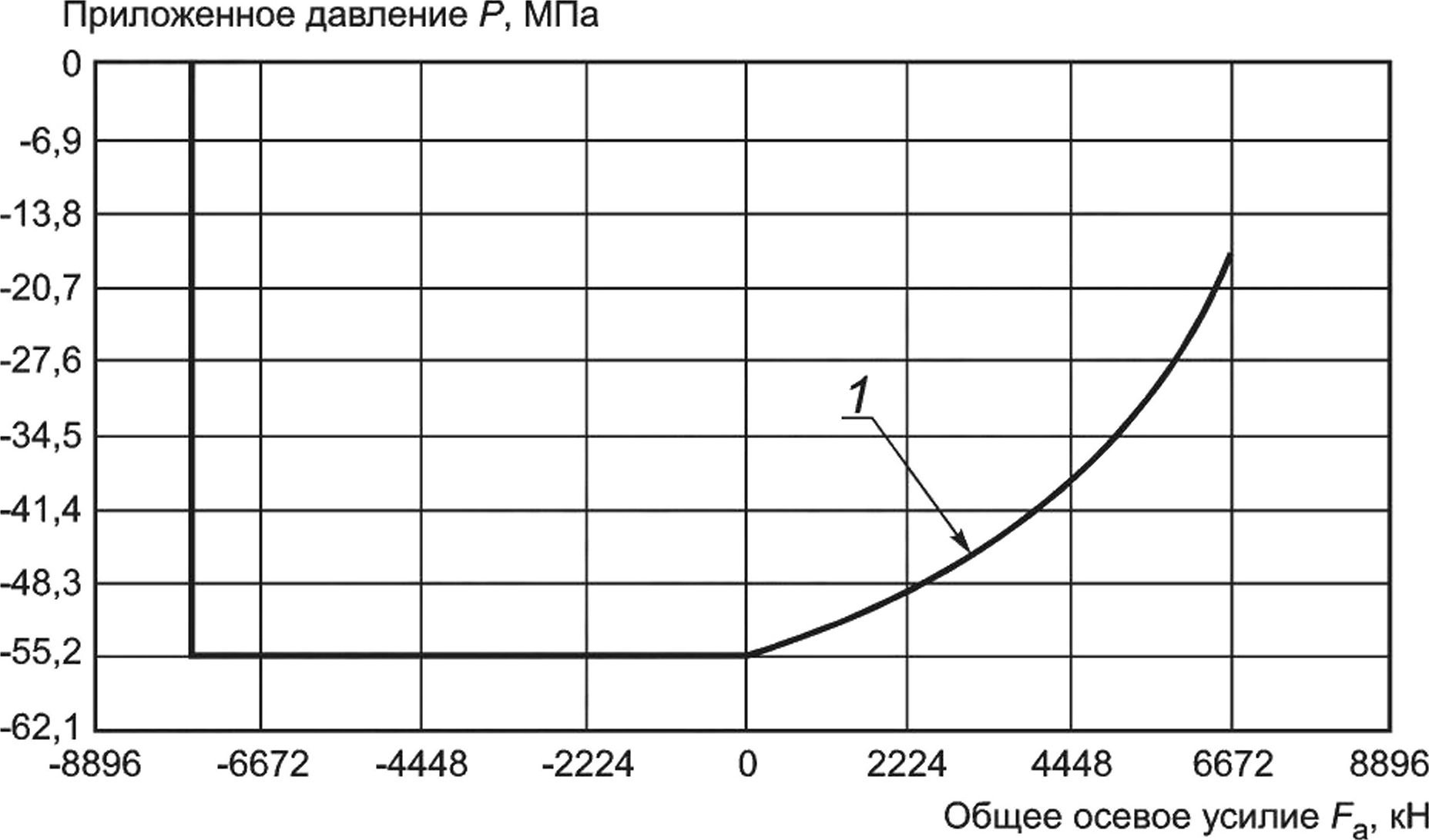
1 — кривая 2а
Рисунок D.5 — Кривая 2а номинального давления смятия по API тела трубы при температуре окружающей среды
125
ГОСТ ISO 13679—2023
Пункты 8.4.2—8.4.6 и 8.5.3 заимствованы из ISO/TR 10400:2018 и могут быть изменены. Перед применением указанные формулы должны быть сверены с действующей редакцией ISO/TR 10400:2018.
8.4.2 Формула давления смятия по пределу текучести
Давление смятия при достижении предела текучести не является истинным давлением смятия, а скорее, наружным давлением pYp’ ПРИ котором напряжение на внутренней поверхности трубы достигает минимального предела текучести fymn, как показано в формуле
pYp = 2fymn[(D/0-1]/[^ (35)
Формула (35) применима для расчета давления до достижения предела текучести для значений D/t вплоть до значения D/t, соответствующего пересечению с формулой (37) кривой пластического смятия. Пересечение рассчитывают по формуле следующим образом:
{D%p = {[(Дс - 2)2 + 8(ВС + С^утп)]1/2 + (дс _ 2)}/[2(Вс + Сс//утп)]. (36)
8.4.3 Формула давления пластического смятия
Минимальное давление смятия для интервала пластического смятия рассчитывают по формуле
Pp4mn[AW-Bc]-Cc. (37)
Формула минимального давления пластического смятия применима для значений D/t в интервале от (О//)ур, формула (36) — для давления смятия при достижении предела текучести до пересечения с кривой по формуле (39) для давления переходного смятия (D/t)pt. Значения для (D/t)pt рассчитывают по формуле
(^)pt = Hymn Ис " ^ИСс + fymn (Вс - Gc)]. (38)
8.4.4 Формула давления переходного смятия
Минимальное давление смятия в переходной зоне от пластического к упругому смятию рт рассчитывают по формуле
Рт = WFcW) - GJ. (39)
Формула для рт применима для значений D/t в интервале от (D/t)pt; формула (38) — для давления пластического смятия до значения (D/t\e, соответствующего пересечению с кривой, по формуле (41) для давления упругого смятия. Значения для (D/t\e рассчитывают по формуле
(D/t)te = [2 + ВСМС]/[3(ВС/ДС)]. (40)
8.4.5 Формула давления упругого смятия
Минимальное давление смятия для интервала упругого смятия рассчитывают по формуле
рЕ = 3.237- 105/[(О/Г)(Ш- 1)2]. (41)
8.4.6 Давление смятия при действии осевого растягивающего напряжения
Стойкость к смятию обсадных труб при наличии осевого напряжения рассчитывают путем изменения предела текучести на осевого напряжение эквивалентной группы прочности по формуле
fyax = «1 - OJW'ymn)2!"2 - 0.5 aaffymn!fymn. (42)
8.5.2 Единицы СИ
Дс = 2,8762 + 1,5489- 10"4 fymn + 4,4809 • 10’7 fymn2 - 1,6211 - 10-10/ymn3; (43)
Вс = 0,026233 + 7,3402 ■ 10~5 fymn; (44)
Сс = -3,2126 + 0,030867 fymn - 1,5204 • 10’6 fymn2 + 7,7810 • 10’10 /утп3; (45)
Fc = 3,237 • 105 [(ЗВс/Дс)/(2 + BcMc)]3/{fymn [(ЗВс/Дс)/(2 + Вс/Ас) - Вс/Ас] • [1 - (ЗБсМс)/(2 + Вс/Дс)]2}: (46)
Gc = Fc Вс/Ас. (47)
[ISO/TR 10400:2018]
Примечание — При цитировании в рамке сохранена нумерация структурных элементов и формул по ISO/TR 10400:2018.
В ISO/TR 10400:2018 не предусмотрено рекомендаций для эксплуатационных характеристик тела трубы при комбинировании наружного давления р0 и сжатия Fc. В соответствии с промышленным соглашением осуществляют поддержание класса постоянного однонаправленного давления смятия в течение Qlll; поэтому в комбинации с
126
ГОСТ ISO 13679—2023
Fa p(} равняется pc. Исходя из этого предположения кривая давления смятия по API тела трубы в QIII может быть определена для комбинации Fa и р0 таким образом, что для р0, равного рс, Fa колеблется от нуля до Fc, а для Fa, равного Fc, р() колеблется от нуля до рс. Графически это пересечение горизонтальных линий между точками (0, рс) и (Fc, рс) и вертикальной линией между точками (Fc, 0) и (Fc, рс).
Формула (42) по ISO/TR 10400:2018 справедлива только для растягивающей нагрузки, меняющейся от нуля до нагрузки, соответствующей эквивалентной группе прочности fyax = 165 МПа. В результате давление смятия считается постоянным при сжимающейся осевой нагрузке и становится неопределенным при больших растягивающих нагрузках, как показано на рисунке D.5.
D.3.4 Кривая За. Кривая наружного давления для труб, стойких к смятию, при температуре окружающей среды
Для установленных групп прочности с высоким номинальным давлением смятия изготовители могут указывать только относительные величины высокого номинального давления смятия при нулевой осевой нагрузке. Однако для целей испытаний настоящего стандарта данные относительные величины должны быть экстраполированы для обеспечения инструкций по проведению испытаний с осевыми нагрузками. В результате эталонная кривая наружного давления для труб, стойких к смятию (кривая За), при температуре окружающей среды должна быть одноосно масштабируемой с направлением наружу от кривой номинального давления смятия по API (кривая 2а) с использованием отношения между одноосным значением кривой наружного давления для труб, стойких к смятию, и одноосным значением номинального давления смятия по API как коэффициента пересчета. В D.3.3 приведены расчеты кривой номинального давления смятия по API.
Исходя из кривой номинального давления смятия по API для каждого осевого усилия Fa следует умножить р() на коэффициент масштабирования для формирования р^ для кривой наружного давления для труб, стойких к смятию. Кривая наружного давления для труб, стойких к смятию, должна быть построена на графике. Таблица D.7 определяет параметры, используемые при расчете кривой наружного давления для труб, стойких к смятию, а на рисунке D.6 отображены полученные в результате изображения образцов кривой номинального давления смятия по API и кривой наружного давления для труб, стойких к смятию.
Таблица D.7 — Вводные параметры трубы и описание параметров трубы для кривых номинального давления смятия по API тела трубы 2а и наружного давления для труб, стойких к смятию За
ISO/TR 10400:2018, раздел 8 (кривая 2а) | Настоящий стандарт (кривая За) | ||
Вводные параметры трубы | Описание параметров трубы | Вводные параметры трубы для испытательного образца | Описание параметров трубы для испытательного образца |
р(} = -54,8 МПа | Относительная величина номинального давления смятия по API | р() = -63,0 МПа | Относительная величина кривой наружного давления для труб, стойких к смятию |
— | — | Khc = 63,0/54,8 = 1,1497 | Одноосный коэффициент масштабирования |
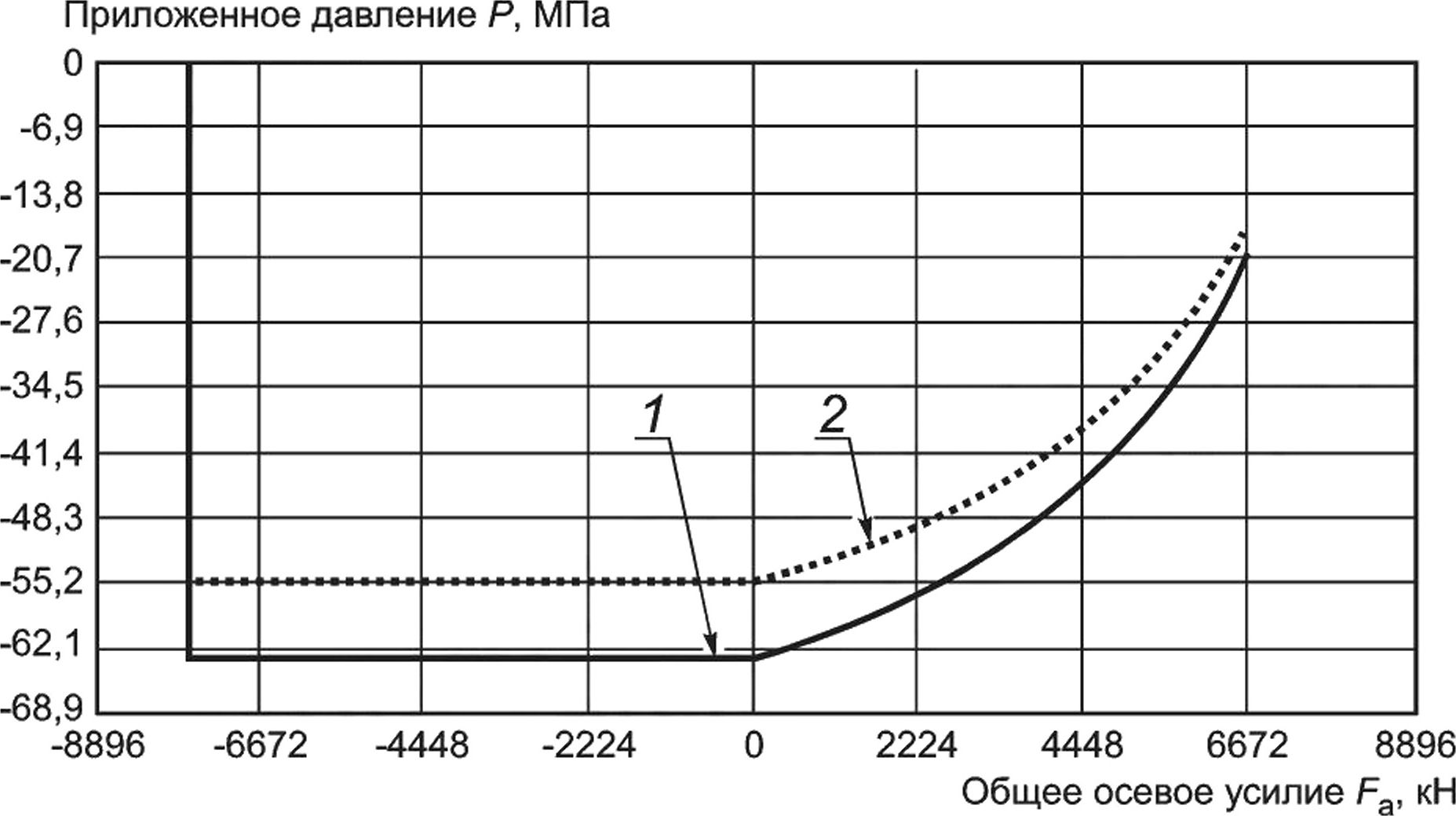
1 — кривая За; 2 — кривая 2а
Примечание — Кривая номинального давления смятия по API тела трубы 2а показана для сравнения.
Рисунок D.6 — Кривые номинального давления смятия по API тела трубы 2а и наружного давления для труб, стойких к смятию За, при температуре окружающей среды
127
ГОСТ ISO 13679—2023
D.3.5 Кривая 4a. Кривая фактического VME тела трубы испытательного образца при температуре окружающей среды
Из-за различий в фактических размерах материала и предела текучести эксплуатационные характеристики испытательного образца тела трубы будут отличаться от номинальных значений VME, рассчитанных для кривой 1а в D.2.2. В результате кривая фактического VME испытательного образца тела трубы при температуре окружающей среды (кривая 4а) будет представлять собой зависимость переменных р, и р0 от Fa (см. ISO/TR 10400:2018, раздел 6) с учетом фактических размеров испытательных образцов тела трубы и предела текучести материала. Для любого осевого усилия Fa формула (12) ISO/TR 10400:2018 должна быть использована для вычисления внутреннего давления Pj так, чтобы эквивалентное напряжение ое было равно AMYS без наружного давления. Для любого осевого усилия Fa наружное давление р0 по формуле (12) ISO/TR 10400:2018 следует рассчитывать так, чтобы эквивалентное напряжение ое было равно AMYSa без внутреннего давления. Описания для вводных параметров трубы, используемых в формулах ISO/TR 10400:2018 (раздел 6), являются единственно возможными для настоящего стандарта. В таблице D.8 приведены вводные параметры, которые должны быть использованы при расчете кривой фактического VME испытательного образца тела трубы (кривая 4а). На рисунке D.7 представлено итоговое изображение кривой фактического VME испытательного образца тела трубы.
Таблица D.8 — Вводные параметры и описание параметров трубы для кривых фактического (4а) и номинального VME (1а) испытательного образца тела трубы
ISO/TR 10400:2018, раздел 6 (кривая 1а) | Настоящий стандарт (кривая 4а) | ||
Вводный параметр трубы | Описание параметра трубы | Вводный параметр трубы для испытательного образца | Описание параметра трубы для испытательного образца |
°е = fymn = 758 МПа | SMYS | ое = AMYSa = 862 МПа | AMYSa при температуре окружающей среды |
О = 244,48 мм | Номинальный наружный диаметр | D = = 246,30 мм | Измеренный максимальный средний наружный диаметр |
t = 13,84 мм | Номинальная толщина стенки | t = ^va = 13,72 мм aVy | Измеренная минимальная средняя толщина стенки |
fmjn = 0,875 ■/= 12,12 мм | Минимальная толщина стенки | ^min = 12.88 мм | Измеренная минимальная толщина стенки |
^waii “ ^ “ 2fmjn - 220,24 мм | Максимальный внутренний диаметр | ^wall ~ ^avg " 2 ^min “ 220,24 MM | Максимальный внутренний диаметр |
<7 = D - 2/= 216,79 мм | Номинальный внутренний диаметр | ^ “ ^avg “ ^avg ~ 2 ^avg “ = 218,87 мм | Максимальный средний внутренний диаметр |
Ар =л/4(О2 - с/2) = 10 030 мм2 | Номинальная площадь поперечного сечения | ^p “ ^(^avg “ ^avg) “ = 10 022,2 мм2 | Фактическая площадь поперечного сечения |
128
ГОСТ ISO 13679—2023
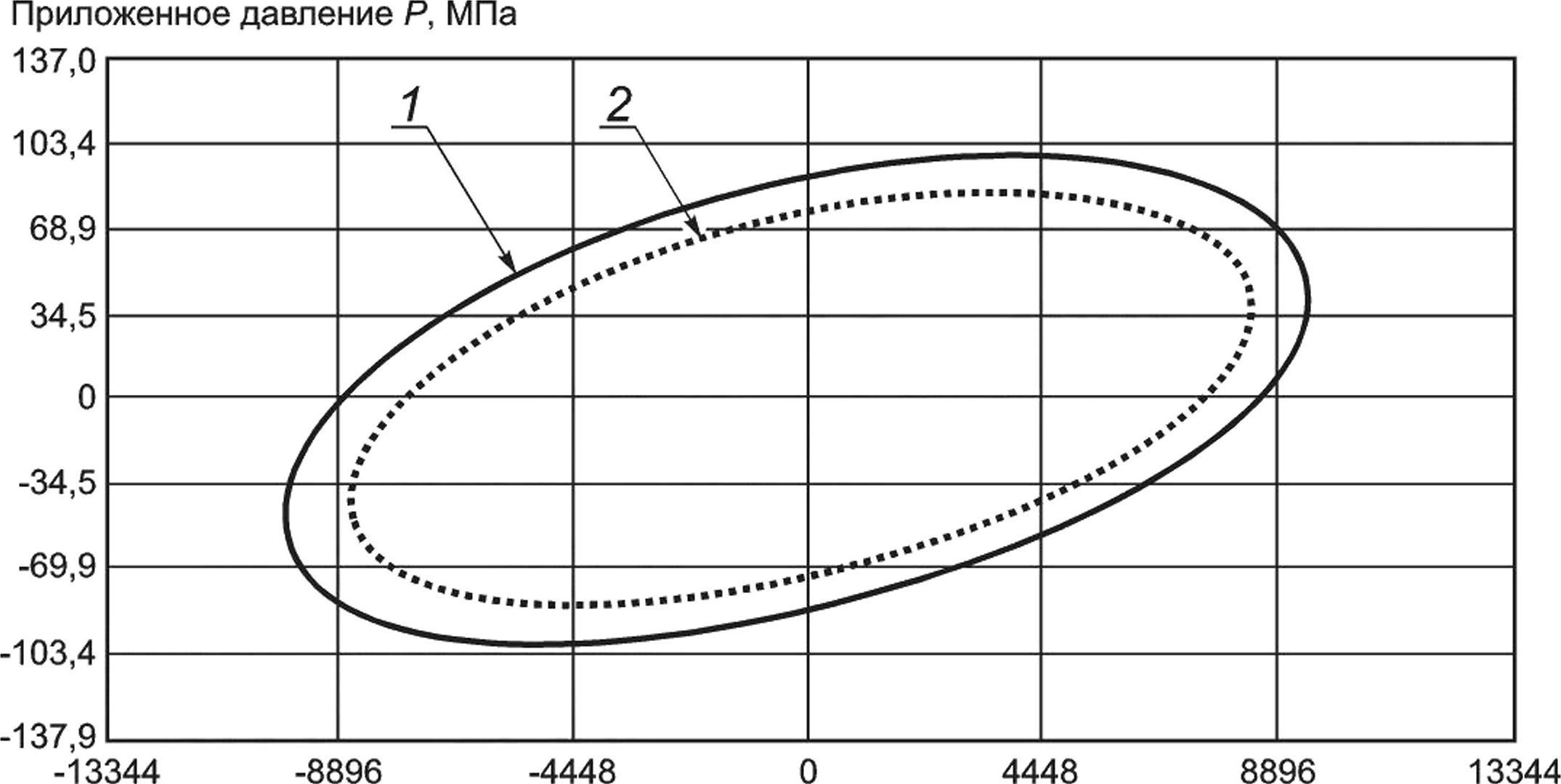
Общее осевое усилие Fa, кН
1 — кривая 4а; 2 — кривая 1а
Примечание — Кривая номинального VME тела трубы показана для сравнения.
Рисунок D.7 — Кривые фактического (4а) и номинального (1а) VME испытательного образца тела трубы при температуре окружающей среды
D.3.6 Кривая 5а. Кривая фактического давления смятия по API испытательного образца тела трубы при температуре окружающей среды
Несмотря на то что формулы давления смятия ISO/TR 10400:2018 (раздел 8) разработаны не на основе фактических размеров труб или предела текучести материала, для оценки испытания предпочтительно иметь кривую фактического давления смятия по API. Кривая фактического давления смятия по API испытательного образца тела трубы при температуре окружающей среды (кривая 5а) должна представлять собой зависимость переменной р() от Fa (см. ISO/TR 10400:2018, раздел 8) с учетом фактических размеров испытательного образца тела трубы и предела текучести материала. Для любого заданного осевого усилия Fa давление смятия испытательного образца тела трубы р0 рассчитывают при помощи преобразования формул для смятия труб по ISO/TR 10400:2018 (раздел 8). Описания для вводных параметров труб, приведенных в ISO/TR 10400:2018 (раздел 8), являются единственно возможными для применения в настоящем стандарте. В таблице D.9 приведены вводные параметры, используемые при расчете кривой фактического давления смятия по API испытательного образца тела трубы (кривая 5а). На рисунке D.8 представлено итоговое изображение кривой фактического давления смятия по API тела трубы.
Таблица D.9 — Вводные параметры и описание параметров трубы для кривых фактического (5а) и номинального (2а) давления смятия по API
ISO/TR 10400:2018, раздел 8 (кривая 2а) | Настоящий стандарт (кривая 5а) | ||
Вводный параметр трубы | Описание параметра трубы | Вводный параметр трубы для испытательного образца | Описание параметра трубы для испытательного образца |
^ymn = ^58 МПа | SMYS | fymn=AMYSa = 863 МПа | AMYSa при температуре окружающей среды |
D = 244,48 мм | Номинальный наружный диаметр | ° = = 246,30 мм | Измеренный максимальный средний наружный диаметр |
t = 13,84 мм | Номинальная толщина стенки | /= = 13,72 мм | Измеренная минимальная средняя толщина стенки |
с/ = О-2/ = 216,79 мм | Номинальный внутренний диаметр | ^ ” ^avg “ ^avg — ^^avg “ = 218,87 MM | Максимальный средний внутренний диаметр |
Ар=л/4(О2-с/2)= 10 030 мм2 | Номинальная площадь поперечного сечения | ^p “ n^^avg — ^avg) ~ = 10022,2 MM2 | Фактическая площадь поперечного сечения |
° а “ ^"а^р | Осевое напряжение | °a “ ^a^p | Осевое напряжение |
129
ГОСТ ISO 13679—2023
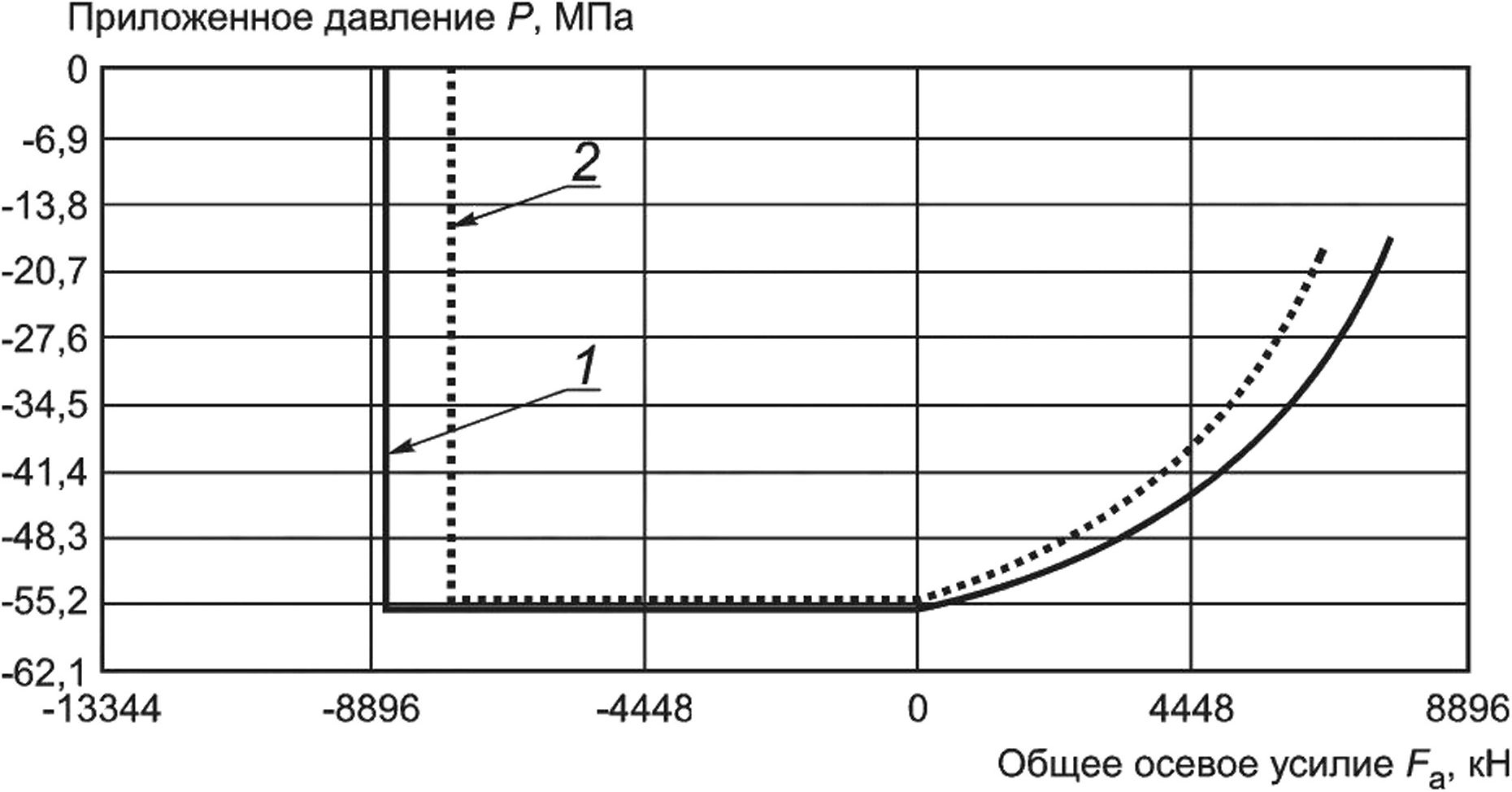
1 — кривая 5а; 2 — кривая 2а
Рисунок D.8 — Кривые фактического (5а) и номинального (2а) давлений смятия по API испытательного образца тела трубы при температуре окружающей среды
Кривая номинального давления смятия по API тела трубы приведена для сравнения. В ISO/TR 10400:2018 (раздел 8) отсутствуют указания по расчету величины давления смятия трубы на основе фактических размеров испытательных образцов и предела текучести материала. В зависимости от фактических размеров испытательного образца тела трубы и предела текучести материала фактическое давление смятия по API р() может оказаться меньше номинального давления смятия по API тела трубы рс.
D.4 Эталонные характеристики испытательного образца тела трубы при повышенной температуре
D.4.1 Общие положения
Как показано на рисунке 2, эталонные характеристики тела трубы при повышенной температуре должны быть рассчитаны при помощи двухосного масштабирования эталонных характеристик тела трубы при температуре окружающей среды, вычисленных в D.3, с использованием коэффициента масштабирования Ktemp. В таблице D.10 приведены номинальные и измеренные размеры труб, нормируемый минимальный предел текучести, фактические результаты испытаний на определение предела текучести и коэффициент масштабирования для наружного давления труб, стойких к смятию.
Таблица D.10 — Параметры, используемые для расчета эталонных характеристик тела трубы при повышенной температуре
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ^min | ^avg | AMYSa | AAYSa | AAYSe | Максимальная температура | |
244,48 мм | 13,84 мм | 758 МПа | 246,30 ММ | 12,88 мм | 13,72 мм | 862 МПа | 862 МПа | 764 МПа | 63,0 МПа | 195 °C |
Расчет коэффициента масштабирования при повышенной температуре Ktemp приведен в таблице D.11. Поскольку рекомендации по определению нормируемого минимального предела текучести при повышенной температуре отсутствуют, для масштабирования номинальных и фактических эталонных характеристик при повышенной температуре следует использовать коэффициент масштабирования при повышенной температуре с учетом AAYSe и AAYSa. Поскольку применяют AAYS, номинальные эталонные характеристики должны быть рассчитаны для каждого испытательного образца, если образцы взяты от разных исходных заготовок.
Таблица D.11 — Расчет коэффициента масштабирования для эталонных характеристик при повышенной температуре
D.2.3 | |
Вводный параметр трубы для испытательного образца | Описание параметра трубы для испытательного образца |
AAYSa = 862 МПа | AAYSa испытательного образца исходной заготовки при температуре окружающей среды |
130
Окончание таблицы D.11
ГОСТ ISO 13679—2023
D.2.3 | |
Вводный параметр трубы для испытательного образца | Описание параметра трубы для испытательного образца |
AAYSe = 764 МПа | AAYSe испытательного образца исходной заготовки при повышенной температуре |
К195 = AAYSe/AAYSa = 0,8864 | Коэффициент масштабирования при повышенной температуре |
D.4.2 Кривая 1е. Кривая номинального VME испытательного образца тела трубы при повышенной температуре
Кривая номинального VME испытательного образца тела трубы при повышенной температуре (кривая 1е) должна быть получена двухосным масштабированием кривой номинального VME тела трубы при температуре окружающей среды (кривая 1а) с применением коэффициента масштабирования К195. Для любой заданной нагрузки Fa следует умножить Fa и pt или р^ на коэффициент масштабирования. В таблице D.11 приведены параметры, необходимые для расчета коэффициента масштабирования. Кривые 1е и 1а изображены на рисунке D.9.
1 — кривая 1а; 2 — кривая 1е
Примечание — Кривая 1а приведена для сравнения.
Рисунок D.9 — Кривые номинального VME испытательного образца тела трубы при температуре окружающей среды (1а) и при повышенной температуре (1е)
D.4.3 Кривая 2е. Кривая номинального давления смятия по API испытательного образца тела трубы при повышенной температуре
Так как в ISO/TR 10400:2018 отсутствуют рекомендации по определению давления смятия при повышенной температуре, кривая номинального давления смятия по API испытательного образца тела трубы при повышенной температуре (кривая 2е) должна быть получена двухосным масштабированием кривой номинального давления смятия по API тела трубы при температуре окружающей среды (кривая 2а) с применением коэффициента масштабирования К195. Для любого осевого усилия Fa следует умножить Fa и р^ на коэффициент масштабирования. В таблице D.11 приведены параметры, необходимые для расчета коэффициента масштабирования. Кривые 2е и 2а представлены на рисунке D.10.
131
ГОСТ ISO 13679—2023
1 — кривая 2е; 2 — кривая 2а
Примечание — Кривая 2а приведена для сравнения.
Рисунок D.10 — Кривые номинального давления смятия по API испытательного образца тела трубы при температуре окружающей среды (2а) и при повышенной температуре (2е)
D.4.4 Кривая 3е. Кривая наружного давления для труб, стойких к смятию, для испытательного образца при повышенной температуре
Для труб, стойких к смятию, с наружным давлением изготовители обычно указывают только класс наружного давления при нулевом осевом усилии и температуре окружающей среды. Однако для целей испытаний настоящего стандарта класс наружного давления при температуре окружающей среды при нулевом осевом усилии должен быть экстраполирован для подготовки рекомендаций по проведению испытаний с осевым усилием при повышенной температуре. В результате кривая наружного давления для труб, стойких к смятию, испытательного образца тела трубы при повышенной температуре (кривая 3е) должна быть получена двухосным масштабированием кривой наружного давления для труб, стойких к смятию, при температуре окружающей среды (кривая За) с применением коэффициента масштабирования К195. Для любого осевого усилия Fa следует умножить Fa и р() на коэффициент масштабирования. В таблице D.11 приведены параметры, необходимые для расчета коэффициента масштабирования. Кривые 3е и За представлены на рисунке D.11. Допускается применять альтернативные методы масштабирования, приводя расчет эталонных характеристик тела трубы при повышенной температуре, при условии, что они описаны в ISO/TR 10400:2018 или их экспериментальное подтверждение может быть продемонстрировано и подробно включено в план испытаний.
1 — кривая 3е; 2 — кривая За
Примечание — Кривая 1а приведена для сравнения.
Рисунок D.11 — Кривые наружного давления для труб, стойких к смятию, испытательного образца тела трубы при температуре окружающей среды (За) и при повышенной температуре (3е)
132
ГОСТ ISO 13679—2023
D.4.5 Кривая 4е. Кривая фактического VME испытательного образца тела трубы при повышенной температуре
Кривая фактического VME испытательного образца тела трубы при повышенной температуре (кривая 4е) должна быть получена двухосным масштабированием кривой фактического VME испытательного образца тела трубы при температуре окружающей среды (кривая 4а) с применением коэффициента масштабирования К195. Для любого осевого усилия Fa следует умножить Fa и pt или р() на коэффициент масштабирования. В таблице D.11 приведены параметры, необходимые для расчета коэффициента масштабирования. Кривые 4е и 4а представлены на рисунке D.12.
1 — кривая 4е; 2 — кривая 4а
Примечание — Кривая 4а приведена для сравнения.
Рисунок D.12 — Кривые фактического VME испытательного образца тела трубы при температуре окружающей среды (4а) и при повышенной температуре (4е)
D.4.6 Кривая 5е. Кривая фактического давления смятия по API испытательного образца тела трубы при повышенной температуре
Так как в ISO/TR 10400:2018 отсутствуют рекомендации по определению давления смятия при повышенной температуре, кривая фактического давления смятия по API испытательного образца тела трубы при повышенной температуре (кривая 5е) должна быть получена двухосным масштабированием кривой фактического давления смятия по API тела трубы при температуре окружающей среды (кривая 5а) с применением коэффициента масштабирования К195. Для любого осевого усилия Fa следует умножить Fa и р0 на коэффициент масштабирования. В таблице D.11 приведены параметры, необходимые для расчета коэффициента масштабирования. Кривые 5е и 5а представлены на рисунке D.13.
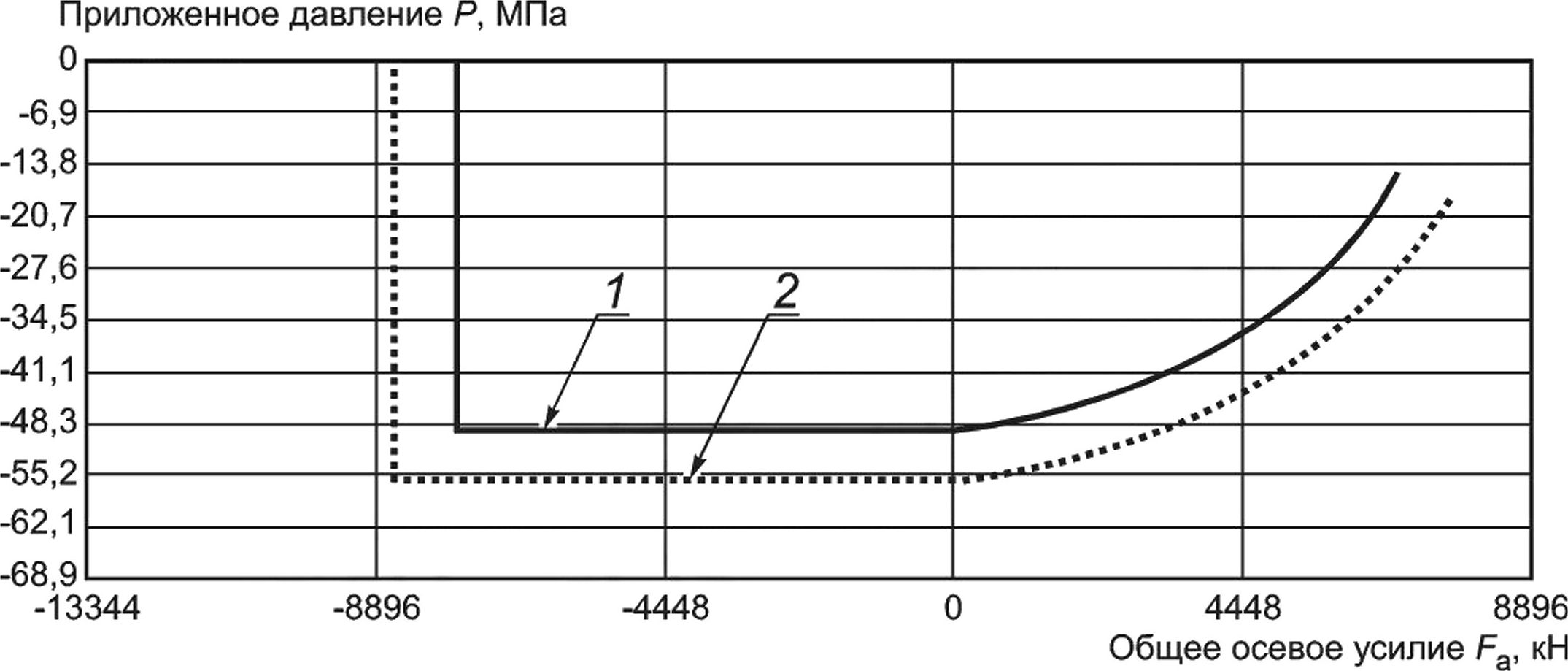
1 — кривая 5е; 2 — кривая 5а
Примечание — Кривая 5а приведена для сравнения.
Рисунок D.13 — Кривые фактического давления смятия по API испытательного образца тела трубы при температуре окружающей среды 5а и при повышенной температуре 5е
133
ГОСТ ISO 13679—2023
D.5 Определение точек СЕЕ и точек нагрузки TLE без изгиба
D.5.1 Общие положения
Как указано в 4.2, целью настоящего стандарта является испытание каждого образца на такую высокую нагрузку или комбинацию нагрузок, насколько это гарантированно возможно на практике. Фактические размеры тела трубы или предел текучести материала могут не влиять на некоторые эксплуатационные характеристики резьбовых соединений. Предполагается, что методика, используемая для определения эксплуатационных характеристик резьбовых соединений при испытании конкретного испытательного образца, является собственной разработкой предприятия. Изготовитель самостоятельно определяет СЕЕ на основе конструкции резьбового соединения, фактических размеров испытательного образца тела трубы и резьбового соединения, а также фактических значений пределов текучести материала испытательного образца тела трубы и резьбового соединения при температуре окружающей среды и при повышенной температуре. После установления изготовителем СЕЕ можно определить точки СЕЕ по таблице 8. По точкам СЕЕ устанавливают точки нагрузки TLE для каждого испытательного образца путем двухосного масштабирования при 80 %, 90 %, 95 % или 100 % (в зависимости от того, что применимо) от СЕЕ согласно таблице 8. Точки нагрузки TLE при температуре окружающей среды определены 32 точками СЕЕ; точки нагрузки TLE при повышенной температуре — 15 точками СЕЕ; отдельные точки нагрузки TLE — TLE.
В соответствии с требованиями 7.3.5.3 и таблицы 14 для задания траектории приложения нагрузки в механических циклах TS-C при температуре окружающей среды установлены точки нагрузки TLE 28а90, 29а90, 30а90 и 31а90 (см. рисунок 34). Не существует точек СЕЕ, на основании которых можно определить эти точки нагрузки, так как они зависят от точки нагрузки TLE 14а90.
СЕЕ может быть ограничена эксплуатационными характеристиками тела трубы или резьбового соединения. Если СЕЕ меньше эталонных характеристик тела трубы, то коэффициенты двухосного масштабирования зависят от того, обусловлено ли ограничение СЕЕ пределом текучести материала или другим фактором. Если ограничение СЕЕ связано пределом текучести материала, необходимо масштабировать TLE до 80 %, 90 % или 95 % (в зависимости от того, что применимо) от СЕЕ. Если ограничение СЕЕ обусловлено другим фактором, то TLE должна быть 100 % от СЕЕ. Некоторыми примерами ограничений СЕЕ резьбовых соединений, требующими коэффициентов масштабирования 100 %, являются резьбовые соединения с ограничением до MYIP по API (минимального внутреннего давления, при котором напряжения в теле трубы достигают предела текучести, определенного в соответствии с ISO/TR 10400:2018, и резьбовые соединения с ограничением до номинального давления смятия по API. Коэффициент масштабирования 80 % применяется как к СЕЕ, ограниченной пределом текучести материала, так и к СЕЕ, ограниченной каким-либо другим фактором.
Для оценки и интерпретации результатов испытаний применяются эталонные характеристики тела трубы при температуре окружающей среды и при повышенной температуре, приведенные в D.3 и D.4.
Как показано на рисунке 2, изготовитель должен определить СЕЕ при температуре окружающей среды и при повышенной температуре для каждого испытательного образца. TLE при температуре окружающей среды и при повышенной температуре устанавливают на основе соответствующей СЕЕ, как показано на рисунке 3. В таблице D.12 приведены номинальные и измеренные размеры, номинальный и фактический пределы текучести материала, коэффициент масштабирования для наружного давления и коэффициент масштабирования К195, применяемый для расчета СЕЕ и TLE в данном примере.
Таблица D.12 — Параметры, используемые для расчета эталонных кривых
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ‘min | ^avg | AMYSa | *hc | ^195 | Максимальная температура |
244,48 мм | 13,84 мм | 758 МПа | 246,30 мм | 12,88 мм | 13,72 мм | 862 МПа | 63,0 МПа | 0,8864 | 195 °C |
D.5.2 СЕЕ при температуре окружающей среды и при повышенной температуре
В данном примере СЕЕ совпадает с кривой фактического VME испытательного образца тела трубы под нагрузкой внутреннего давления как при температуре окружающей среды, так и при повышенной температуре. Под нагрузкой наружного давления СЕЕ равна наименьшему значению кривой фактического VME испытательного образца тела трубы и наибольшему значению кривой наружного давления для труб, стойких к смятию, и кривой фактического давления смятия по API испытательного образца при температуре окружающей среды и при повышенной температуре.
Таким образом в данном примере СЕЕ3 t = Е{.
Исходя из данных, приведенных в таблице D.8:
СЕЕ3 t = Ap- AMYSa = 10022,2 • 862 = 8639 кН;
СЕЕ3 с = -СЕЕ3 t = -8639 кН;
для Fa - СЕЕ3 Pj = кривая 4а р-^
для Fa - СЕЕ3р0 = мин. [90 % или 95 % от кривой 4а, макс. (100 % от кривой За, 90 % или 95 % от кривой 5а)] р0.
134
ГОСТ ISO 13679—2023
СЕЕа зависит от трех эталонных кривых испытательных образцов тела трубы. Для наружного давления определяющая эталонная кривая является функцией осевого усилия. На рисунке D.14 приведена полученная СЕЕ при температуре окружающей среды вместе с тремя эталонными кривыми испытательных образцов тела трубы (кривые За, 4а и 5а).
Приложенное давление Р, МПа
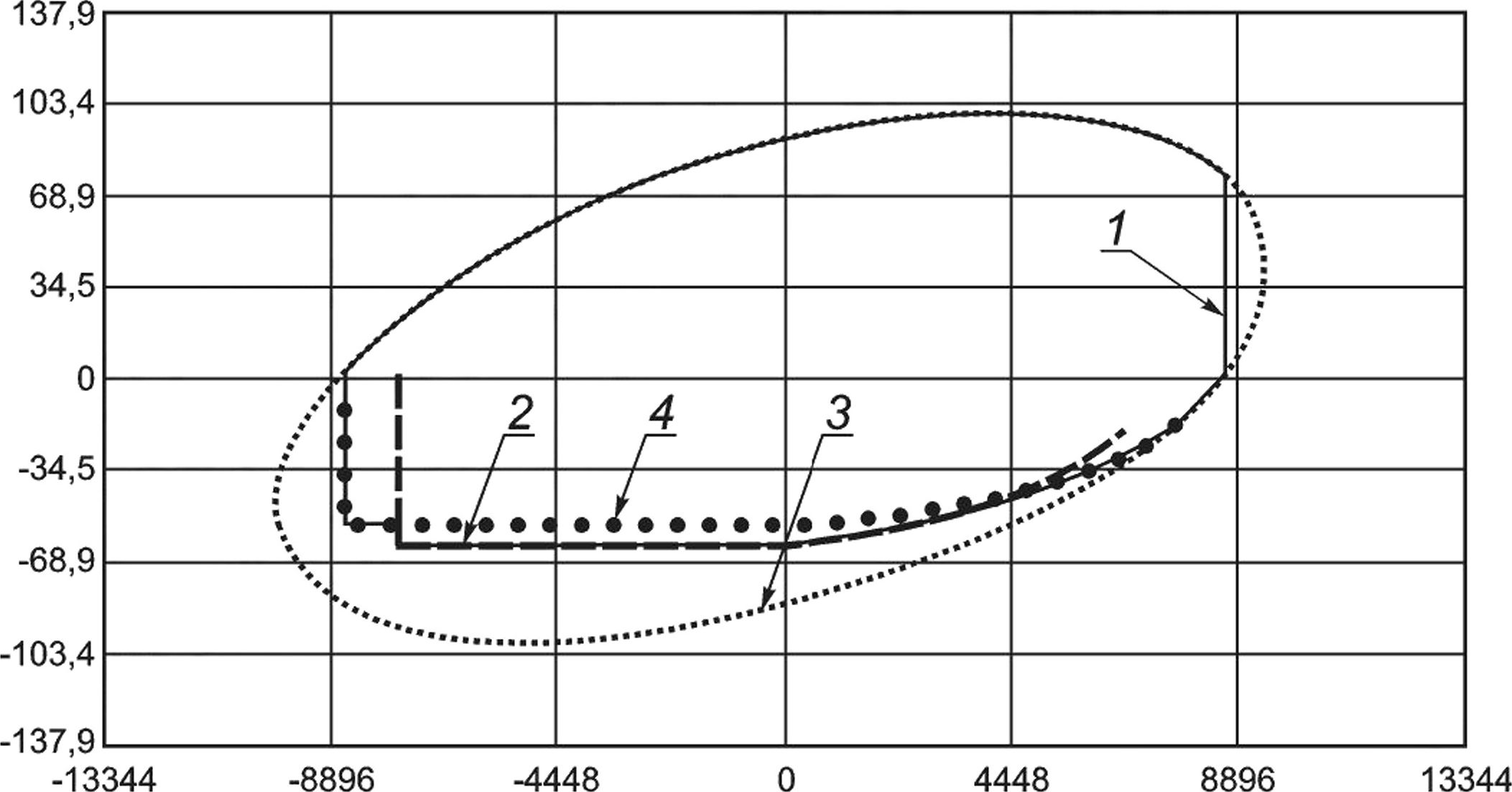
Общее осевое усилие Fa, кН
1 — СЕЕа; 2 — кривая За; 3 — кривая 4а; 4 — кривая 5а
Рисунок D.14 — СЕЕа испытательного образца при температуре окружающей среды
Исходя из данных, приведенных в таблице D.11:
СЕЕе t = СЕЕа t ■ К{ = 8639 ■ 0,8864 = 7657 кН;
СЕЕе с = -СЕЕ6 t = -7657 кН;
для Fa - СЕЕ6 pt = кривая 4е р-,
для Еа - СЕЕ6 р() = мин. [90 % от кривой 4е, макс. (100 % от кривой 3е, 90 % от кривой 5е)] р(}.
СЕЕ6 зависит от трех эталонных кривых испытательных образцов тела трубы. Для наружного давления определяющая эталонная кривая является функцией осевого усилия. На рисунке D.15 приведена полученная СЕЕ при повышенной температуре вместе с тремя эталонными кривыми испытательных образцов тела трубы (кривые 3е, 4е и 5е).
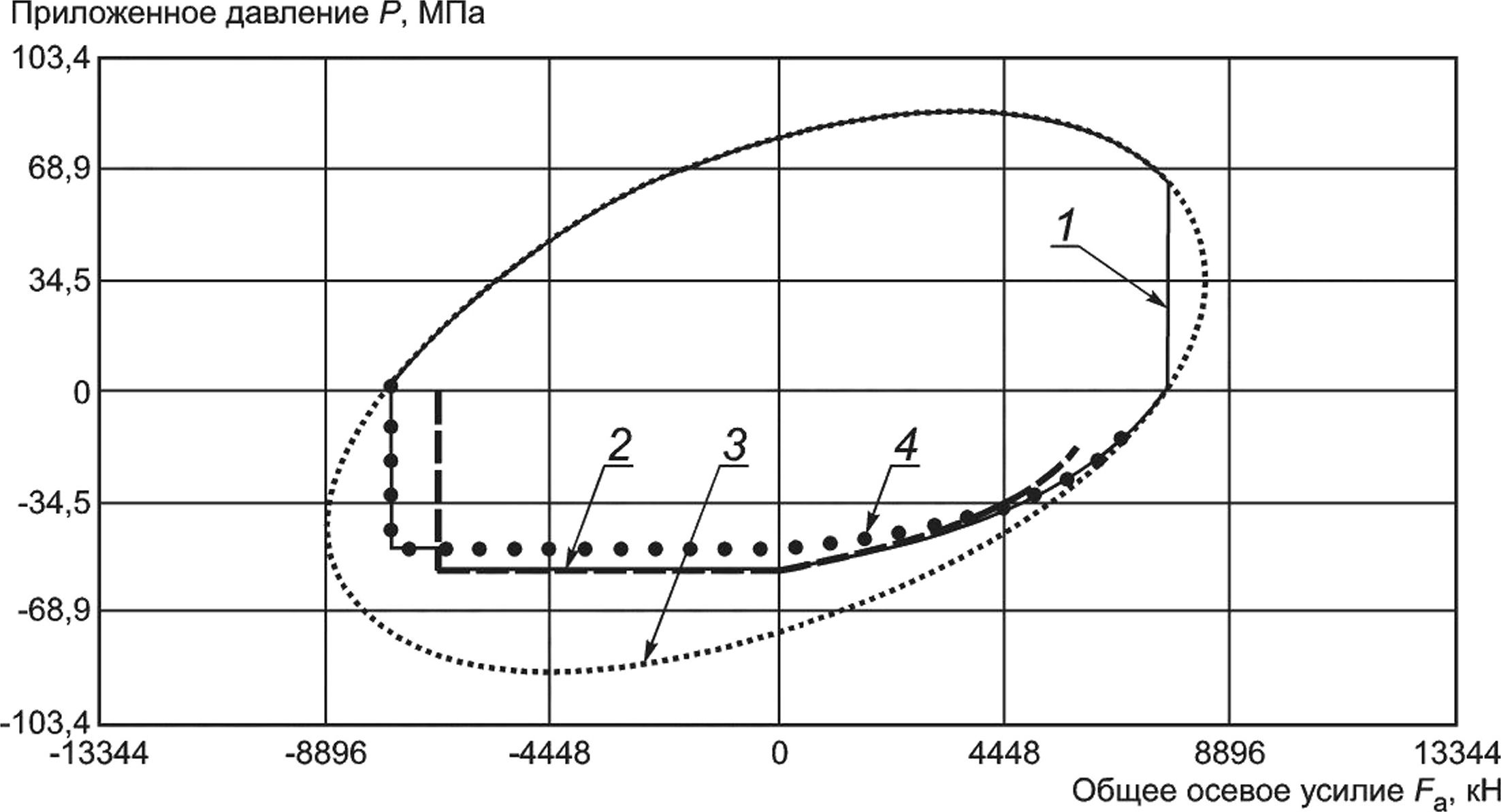
1 — СЕЕе; 2 — кривая 3е; 3 — кривая 4е; 4 — кривая 5е
Рисунок D.15 — СЕЕ6 испытательного образца при повышенной температуре
135
ГОСТ ISO 13679—2023
D.5.3 Точки CEE3 и точки нагрузки 80 % TLEa при температуре окружающей среды
В таблице 8 приведены рассчитанные точки нагрузки 1а80—9а80 для расчета СЕЕа Fa и р, и TLEa Fa и р-.
Для СЕЕ3 LP 1 а80 — LP 9а80, LP 1а80, LP 4а80, LP 5а80, LP 6а80, LP 7а80 и LP 9а80 находятся в СЕЕ3. LP 2а80 и LP За80 являются функцией LP 4а80, и LP 8а80 — это функция LP 7а80.
Для TLEa LP 1а80 — LP 9а80, LP 4а80 — LP 7а80 двухосно масштабируют до точки СЕЕ3, указанной в таблице 8, с применением указанного коэффициента 80 % для двухосного масштабирования. LP 2а80, LP За80 и LP 8а80 основаны на других точках нагрузки TLEa и не требуют двухосного масштабирования. Для LP 1а80 необходим конкретный коэффициент масштабирования 0,67, при котором значение TLE Еа для LP 1а80 — LP 4а80 является постоянным. Аналогично для LP 9а80 требуется конкретный коэффициент масштабирования 0,50, при котором значение TLE Еа для LP 7а80 — LP 9а80 постоянное.
Пример расчетов для LP 4а80:
LP 4а80 СЕЕ3 Еа = 0,67/0,80 • СЕЕ3 t = 0,67/0,80 ■ 8639 = 7234 кН;
LP 4а80 СЕЕ3 р, = 100 % СЕЕ Pj или СЕЕ3 Fa = 87,0 МПа;
LP 4а80 TLEa Fa = 0,80 • LP 4а80 СЕЕ3 Fa = 0,80 • 7234 = 5787 кН;
LP 4а80 TLEa ^ = 0,80 ■ LP 4a80 CEE3 pt = 0,80 • 89,7= 71,7 МПа.
Пример расчетов для LP За80:
LP За80 СЕЕ3 Fa = не применимо;
LP За80 СЕЕ3 р-' = не применимо;
LP За80 TLEa Fa = 0,80 ■ LP 4а80 СЕЕ3 Fa = 0,80 • 7234 = 5787 кН;
LP За80 TLEa ^ = 0,50 ■ 0,80 • LP 4a80 CEE3 p^ = 0,50 • 0,80 • 87 = 34,8 МПа.
Пример расчетов для LP 7а80:
LP 7а80 СЕЕ3 Fa = 0,50/0,80 • СЕЕ3 с = 0,50/0,80 • -8638 = -5400 кН;
LP 7а80 СЕЕ3 Pj = 100 % СЕЕ pf или LP 7а80 СЕЕ3 Fa = 50,3 МПа;
LP 7а80 TLEa Fa = 0,80 ■ LP 7а80 СЕЕ3 Fa = 0,80 • -5400 = -4319 кН;
LP 7а80 TLEa Pj = 0,80 • LP 7a80 CEE3 p{ = 0,80 • 50,2 = 40,2 МПа.
Пример расчетов для LP 8а80:
LP 8а80 СЕЕ3 Fa = не применимо;
LP 8а80 СЕЕ3 р-' = не применимо;
LP 8а80 TLEa Fa = 0,80 • LP 7а80 СЕЕ3 Fa = 0,80 • -5404 = -4319 кН.
LP 8а80 TLEa ^ = 0,50 • 0,80 • LP 7a80 CEE3 p^ = 0,50 • 0,80 • 50,2 = 20,1 МПа.
На основе CEE3, определенной изготовителем, в таблице D.13 приведены итоговые точки СЕЕ3 и точки нагрузки 80 % TLEa при температуре окружающей среды. На рисунке D.16 представлены графики СЕЕ3 и точек СЕЕ3, а также TLEa и точек нагрузки TLEa. Следует обратить внимание на векторы, проходящие через точки СЕЕ3 и точки нагрузки TLEa в результате двухосного масштабирования.
Таблица D.13 — Точки 80 % СЕЕ3 и точки нагрузки TLEa при температуре окружающей среды
Точка нагрузки | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | ||
Осевая точка Fa, кН | Точка давления р, или р0, МПа | Осевое усилие Fa, кН | Нагрузка под давлением р, или р0, МПа | |
1а80 | 8638 | 0 | 5787 | 0 |
2а80 | Не применяется | Не применяется | 5787 | 17,9 |
За80 | 5787 | 35,9 | ||
4а80 | 7234 | 89,7 | 5787 | 71,7 |
5а80 | 3709 | 98,6 | 2967 | 78,9 |
6а80 | 0 | 89,5 | 0 | 71,6 |
7а80 | -5400 | 50,2 | 4319 | 40,2 |
8а80 | Не применяется | Не применяется | -4319 | 20,1 |
9а80 | -8638 | 0 | -4319 | 0 |
136
ГОСТ ISO 13679—2023
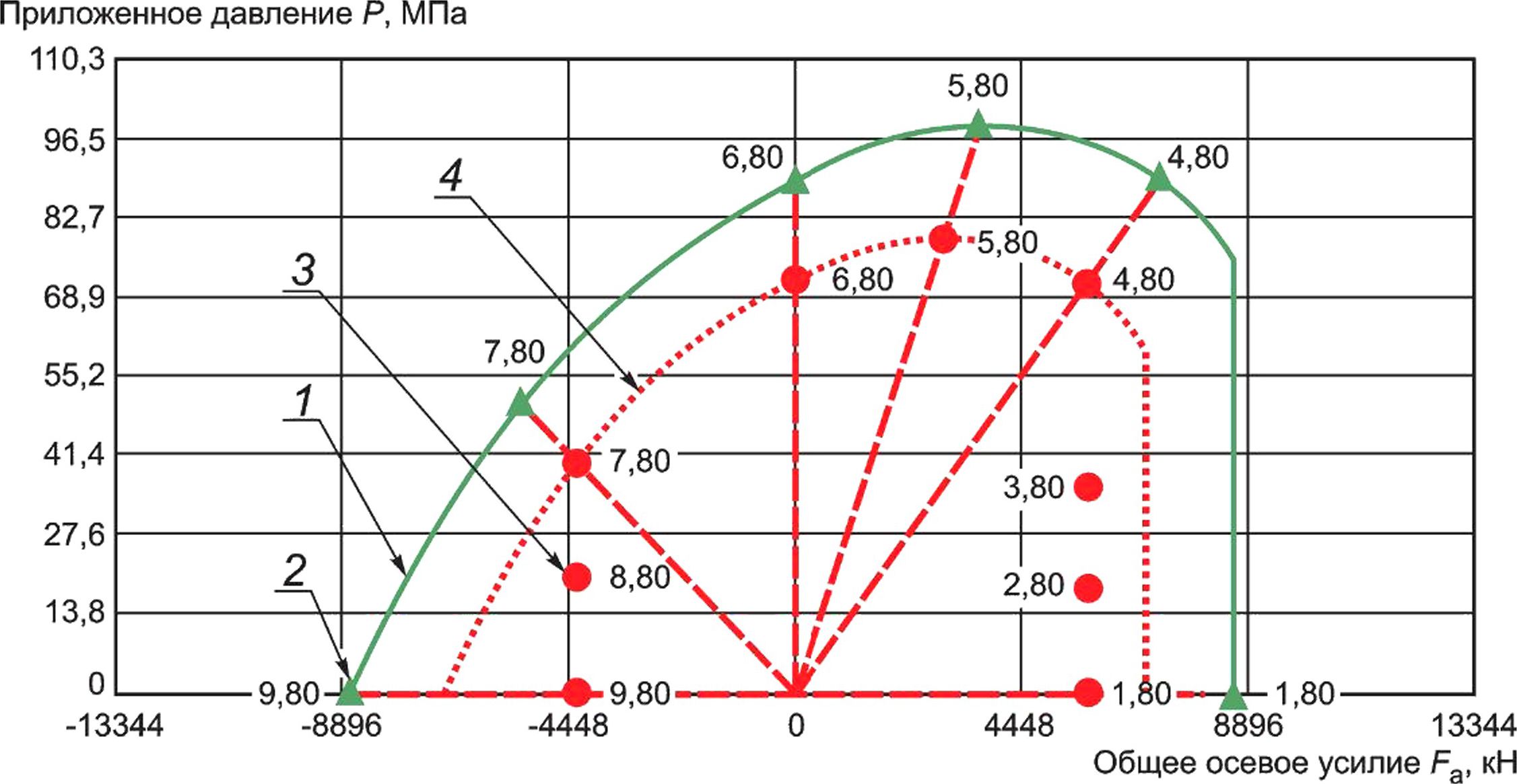
1 — СЕЕа; 2 — точки СЕЕа; 3 — точки нагрузки TLEa80; 4 — 80 % СЕЕа
Рисунок D.16 — Точки СЕЕ? и точки нагрузки 80 % TLEa при температуре окружающей среды
D.5.4 Точки СЕЕ3 и точки нагрузки 95 % TLEa при температуре окружающей среды
В таблице 8 приведены рассчитанные точки нагрузки 10а95 — 27а95 для расчета СЕЕ3 Fa и Pj или р0 и TLEa Fa и р, или р(у
Для СЕЕ3 LP 10я95 — LP 27я95, LP 10я95 и LP 13я95 — LP 27я95 находятся в СЕЕ3. LP 11я95 и LP 12я95 являются функцией LP 13а95.
Для TLEa LP 10а95 — LP 21а95, LP 13а95 — LP 20а95 двухосно масштабируют до точки СЕЕ3, указанной в таблице 8, с применением указанного коэффициента двухосного масштабирования 95 %. LP 11 а95 и LP 12а95 являются функцией LP 13а95 и не требуют двухосного масштабирования. Для точки нагрузки 10а95 необходим конкретный коэффициент масштабирования 0,90, при котором значение TLE Fa для LP 10а95 — 13а95 является постоянным. Аналогично для LP 21а95 требуется конкретный коэффициент масштабирования 0,90, при котором значение TLE Fa — постоянное для LP 20а95 и 21а95.
Для TLEa LP 22а95 — 27а95 двухосно масштабируют до точки СЕЕ3, указанной в таблице 8, однако коэффициент масштабирования зависит от определяющей эталонной кривой. Кривая За требует коэффициент масштабирования 100 %, поскольку кривая наружного давления для труб, стойких к смятию, не зависит от фактических размеров испытательного образца или предела текучести материала. Для кривых 4а и 5а необходимо применение двухосного коэффициента масштабирования 95 %, поскольку обе кривые основаны на фактических размерах испытательного образца и на пределе текучести материала. LP 23а95 — 25а95 определяют исходя из кривой наружного давления для труб, стойких к смятию (кривая За), поэтому для них использован коэффициент масштабирования 100 % (без масштабирования). Для TLE LP 22а95 и LP 26а95 в данном примере требуют специального рассмотрения, и полученные испытательные нагрузки для каждой кривой должны быть сопоставлены, чтобы гарантировать, что испытательный образец испытывают при максимально высокой нагрузке или комбинации нагрузок, насколько это гарантированно возможно на практике. Для LP 27а95 наружное давление определяют исходя из кривой фактического VME (кривая 4а). поэтому к ней применяют коэффициент масштабирования 95 %.
СЕЕ3 и TLEa для LP 22а95 могут быть определены на основании кривой наружного давления для труб, стойких к смятию (кривая За), или кривой фактического давления смятия по API (кривая 5а). Как показано в таблице D.14, кривая 5а приводит при испытаниях к более высокой нагрузке на смятие, но к более низкой нагрузке при испытании под наружным давлением, чем кривая За. Поскольку испытательный образец специально испытывают на трубах с высоким номинальным давлением смятия, для LP 22а95 выбрана кривая За и применен коэффициент масштабирования 100 %.
137
ГОСТ ISO 13679—2023
Таблица D.14 — Потенциальные точки нагрузки LP 22а95 и TLEa на основании кривых За, 4а и 5а
Потенциальная СЕЕ3 | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | Коэффициент масштабирования | ||
Осевая точка, кН | Точка давления, МПа | Осевое усилие, кН | Нагрузка под давлением, МПа | ||
Кривая За | -7606 | -63,0 | -1710 | -63,0 | А= 100% |
Кривая 4а | -8185 | -89,3 | -7775 | -84,8 | А = 95 % |
Кривая 5а | -8185 | -55,6 | -7775 | -52,8 | А = 95 % |
Несмотря на то что СЕЕ3 для LP 26а95 определена кривой фактического давления смятия по API (кривая 5а), наибольшее сочетание нагрузок TLEa, гарантированно возможное на практике, получается из кривой наружного давления для труб, стойких к смятию (кривая За). Как показано в таблице D.15, кривая За приводит к более высокому испытательному давлению, чем кривая 5а, а кривая За — к более низкому испытательному давлению, чем кривая 4а. Поскольку СЕЕ определяют как мин. [кривая 4а, макс, (кривая За, кривая 5а)], для LP 26а95 используют кривую наружного давления для труб, стойких к смятию (кривая За), и двухосный коэффициент масштабирования 100 %.
Таблица D.15 — Потенциальные точки нагрузки LP 26а95 TLEa на основании кривых За, 4а и 5а
Потенциальная СЕЕ3 | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | Коэффициент масштабирования | ||
Осевая точка, кН | Точка давления, МПа | Осевое усилие, кН | Нагрузка под давлением, МПа | ||
Кривая За | 5787 | -32,8 | 5787 | -32,8 | А = 100% |
Кривая 4а | 6090 | -37,5 | 5787 | -35,6 | А = 95 % |
Кривая 5а | 6090 | -34,3 | 5787 | -32,6 | А = 95 % |
Пример расчетов для LP 13а95:
LP 13а95 СЕЕ3 Еа = 0,90/0,95 • СЕЕ3 t= 0,90/0,95 • 8638= 8183 кН;
LP 13а95 СЕЕ3 р, = 100 % СЕЕ3 р, или LP 13а95 СЕЕ3 Еа = 81,3 МПа;
LP 13а95 TLEa Fa = 0,95 ■ LP 13а95 СЕЕ3 t= 0,95 ■8183 = 7774 кН;
LP 13а95 TLEa Pj = 0,95 • LP 13a95 CEE3 p} = 0,95 • 89,7= 77,3 МПа.
Пример расчетов для LP 25а95 (для кривой За А = 1,00):
LP 25а95 СЕЕ3 Еа = 0,33/А • СЕЕ3 t = 0,33/1,00 • 8638= 2850 кН;
LP 25а95 СЕЕ3 р0 = 100 % СЕЕ3 р0 или LP 25а95 СЕЕ3 Еа = -53,9 МПа;
LP 25а95 TLEa Fa = А • LP 25а95 СЕЕ3 Fa = 1,00 ■ 2850 = 2850 кН;
LP 25а95 TLEa р0 = А • LP 25а95 СЕЕ3 рй = 1,00 • -53,9 = -53,9 МПа.
Пример расчетов для LP 27а95 (для кривой 1а, А = 0,95):
LP 27а95 СЕЕ3 Fa = 0,90/А • СЕЕ3 t = 0,90/0,95 • 8638 = 8183 кН;
LP 27а95 СЕЕ3 р0 = 100 % СЕЕ3 р0 или LP 27а95 СЕЕ3 Fa = -8,4 МПа;
LP 27а95 TLEa Fa = А • LP 27а95 СЕЕ3 Fa = 0,95 8183 = 7774 кН;
LP 27а95 TLEa р() = А • LP 27а95 СЕЕ3 р0 = 0,95 • -8,4 = -8,0 МПа.
На основании СЕЕ3, определенной изготовителем, в таблице D.16 приведены итоговые точки СЕЕ3 и точки нагрузки 95 % TLEa. На рисунке D.17 представлены графики СЕЕ3 и точки СЕЕ3 и TLEa и точки нагрузки TLEa. Для большей наглядности векторы, проходящие через точки СЕЕ3 и точки нагрузки TLEa, на рисунке отсутствуют.
Таблица D.16 — Точки 95 % СЕЕ3 и точки TLEa при температуре окружающей среды
Точка нагрузки | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | ||
Осевая точка Fa, кН | Точка давления pt или р(}, МПа | Осевое усилие Fa, кН | Нагрузка под давлением pt или Рц, МПа | |
10а95 | 8638 | 0 | 7775 | 0 |
11 а95 | Не применяется | Не применяется | 7775 | 19,3 |
12а95 | 7775 | 38,6 | ||
138
Окончание таблицы D.16
ГОСТ ISO 13679—2023
Точка нагрузки | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | ||
Осевая точка Fa, кН | Точка давления р- или р{), МПа | Осевое усилие F , кН | Нагрузка под давлением р-или р0, МПа | |
13а95 | 8185 | 81,3 | 7775 | 77,3 |
14а95 | 1635 | 89,4 | 6908 | 84,9 |
15а95 | 7273 | 98,6 | 3528 | 93,6 |
16а95 | 0 | 89,5 | 0 | 85,0 |
17а95 | -2273 | 77,0 | -2157 | 73,2 |
18а95 | -4546 | 58,8 | -4319 | 55,9 |
19а95 | -6819 | 32.8 | -6476 | 31,1 |
20а95 | -8185 | 10,1 | -7775 | 9,6 |
21а95 | -8638 | 0 | -7775 | 0 |
22а95 | -7606 | -63,0 | -7775 | -63,0 |
23а95 | -4319 | -63,0 | -4319 | -63,0 |
24а95 | 0 | -63,0 | 0 | -63,0 |
25а95 | 2851 | -53,9 | 2851 | -53,9 |
26а95 | 5787 | -32,8 | 5787 | -32,8 |
27а95 | 8185 | -8,4 | 7775 | -8,0 |
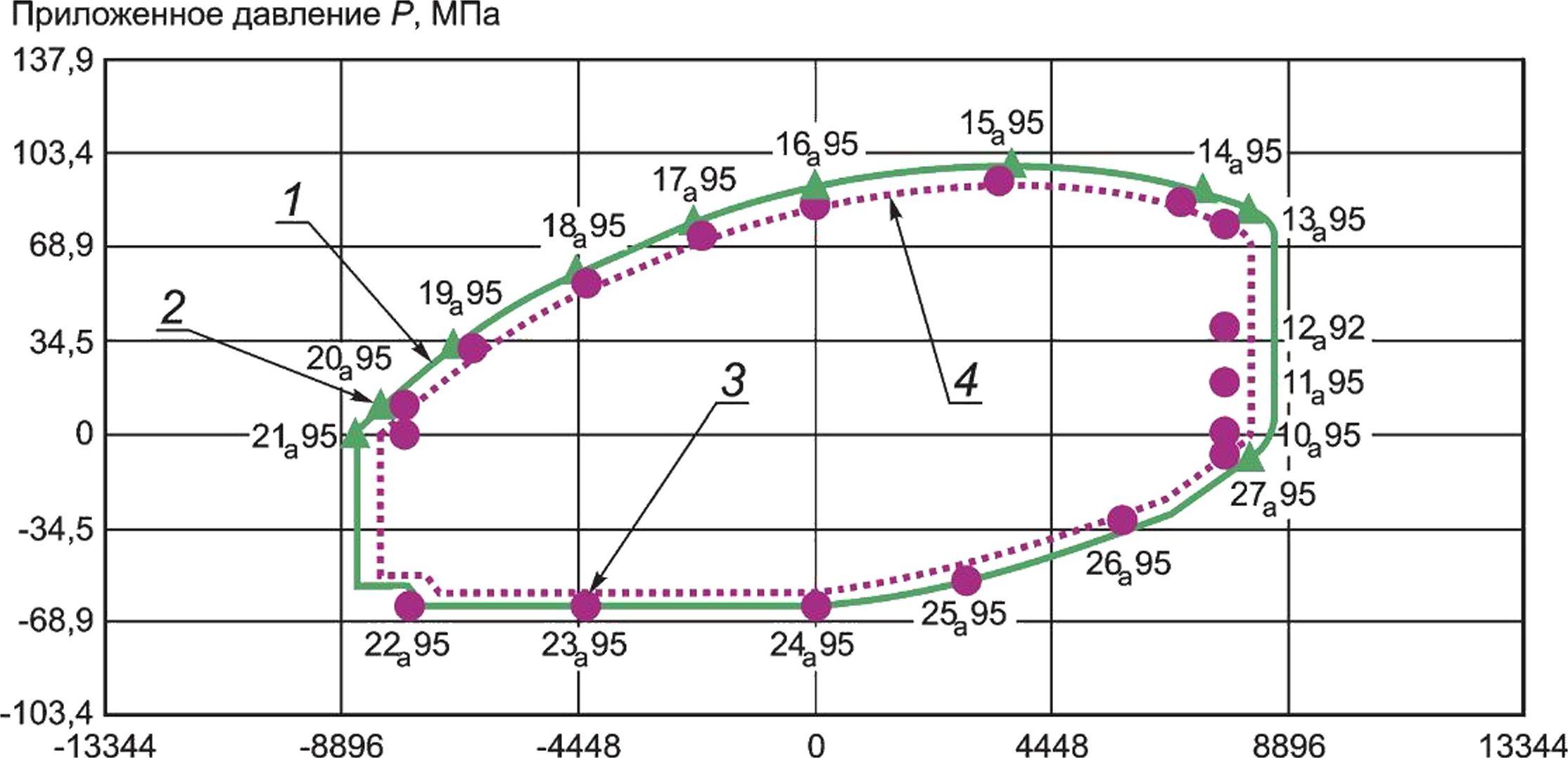
Общее осевое усилие Fa, кН
1 — СЕЕа; 2 — точки СЕЕа\ 3 — точки нагрузки TLEa95; 4 — 95 % СЕЕа
Рисунок D.17 — Точки СЕЕ3 и точки нагрузки 95 % TLEa при температуре окружающей среды
D.5.5 Точки СЕЕ3 и точки нагрузки 90 % TLEa при температуре окружающей среды
В таблице 8 приведены рассчитанные точки нагрузки 10а90 - 27а90 для расчета СЕЕ3 Fa и р} или р0 и TLEa Fa и Р| или pQ.
Для СЕЕ3 LP 10я90 - LP 27я90, LP 10я90 и LP 13я90 - LP 27я90 находятся в СЕЕ3. LP 11я90 и LP 12я90 явля-
а а а а а а а
ются функцией LP 13а90.
139
ГОСТ ISO 13679—2023
Примечание — LP10а90 и LP 27а90 — это одна точка, так же, как и LP 20а90 и LP 21 а90 являются одной точкой.
Для TLEa LP 10а90 - LP 21а90, LP 10а90 и LP 13а90 — LP 21а90 двухосно масштабируют до точек СЕЕа, указанных в таблице 8, с применением указанного двухосного коэффициента масштабирования 90 %. LP 11 а90 и LP 12а90 определяются исходя из TLEa LP 13а90 и не требуют двухосного масштабирования.
Для TLEa LP 22а90 — LP 27а90 двухосно масштабируют до точки СЕЕ3, указанной в таблице 8; однако коэффициент масштабирования зависит от определяющей эталонной кривой. Для кривой За требуется коэффициент масштабирования 100 %, поскольку кривая наружного давления для труб, стойких к смятию, не зависит от фактических размеров испытательного образца или предела текучести материала. Для кривых 4а и 5а необходимо применение двухосного коэффициента масштабирования 90 %, поскольку обе кривые основаны на фактических размерах испытательного образца и на пределе текучести материала. LP 23а90 — LP 25а90 определяют исходя из кривой наружного давления для труб, стойких к смятию (кривая За), поэтому применяют коэффициент масштабирования 100 % (без масштабирования). Для TLE LP 22а90 и 26а90 в данном примере требуют специального рассмотрения, и полученные испытательные нагрузки для каждой кривой должны быть сопоставлены, чтобы гарантировать, что испытательный образец испытывают при максимально высокой нагрузке или комбинации нагрузок, насколько это возможно на практике. Для LP 27а90 наружное давление определяют исходя из кривой фактического VME (кривая 4а), т. к. при данном уровне осевого усилия не установлена ни одна кривая давления смятия по API. В этой точке СЕЕ3 До = 0.
СЕЕ3 и TLEa для LP 22а90 могут быть определены на основании кривой наружного давления для труб, стойких к смятию (кривая За), или кривой фактического давления смятия по API (кривая 5а). Как показано в таблице D.17, кривая 5а получена в результате более высокой нагрузки, но при более низком наружном давлении, чем кривая За. Поскольку испытательный образец специально испытывают на трубах с высоким номинальным давлением смятия, для LP 22а90 выбрана кривая За и применен коэффициент масштабирования 100 %.
Таблица D.17 — Потенциальные точки нагрузки TLEa LP 22а90 на основании кривых За, 4а и 5а
Потенциальная СЕЕа | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | Коэффициент масштабирования | ||
Осевая точка, кН | Точка давления, МПа | Осевое усилие, кН | Нагрузка под давлением, МПа | ||
Кривая За | -7606 | -63,0 | -7606 | -63,0 | В = 100 % |
Кривая 4а | -8638 | -85,4 | -7775 | -76,9 | В = 90 % |
Кривая 5а | -8638 | -55,4 | -7775 | -50,0 | В = 90 % |
Несмотря на то что СЕЕ3 для LP 26а90 определена кривой фактического давления смятия по API (кривая 5а), наиболее высокое сочетание нагрузок TLEa, которое гарантированно возможно на практике, основано на кривой фактического VME (кривая 4а). Как показано в таблице D.18, кривая За получена в результате более высокого испытательного давления, чем кривая 5а, в то же время кривая 4а — результат более низкого испытательного давления, чем кривая За. Поскольку СЕЕ определена как мин. [кривая 4а, макс, (кривая За, кривая 5а)], для LP 26а90 применяют кривую фактического VME (кривая 4а) и двухосный коэффициент масштабирования 90 %.
Таблица D.18 — Потенциальные точки нагрузки TLEa LP 26а90 на основании кривых За, 4а и 5а
Потенциальная СЕЕа | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | Коэффициент масштабирования | ||
Осевая точка, кН | Точка давления, МПа | Осевое усилие, кН | Нагрузка под давлением, МПа | ||
Кривая За | 5787 | -32,8 | 5787 | -32,8 | В = 100% |
Кривая 4а | 6432 | -33,5 | 5787 | -30,2 | В = 90 % |
Кривая 5а | 6432 | -31,6 | 5787 | -28,5 | В = 90 % |
Пример расчетов для LP 13а90:
LP 13а90 СЕЕ3 Fa= 0,90/0,90 • СЕЕ3 t = 0,90/0,90 • 8638 = 8638 кН;
LP 13а90 СЕЕ3 ^ = 100 % СЕЕ3 р} или LP 13а90 СЕЕ3 Еа = 75,2 МПа;
LP 13a90TLEa Еа = 0,90 ■ LP 13а90 СЕЕ3 Fa = 0,90 • 8638 = 7774 кН;
LP 13а90 TLEa Pj = 0,90 • LP 13а90 СЕЕ3 р^ = 0,90 • 89,7= 77,3 МПа.
140
ГОСТ ISO 13679—2023
Пример расчетов для LP 25а90 (для кривой За В = 1,00):
LP 25а90 СЕЕ3 Fa = 0,33/В • СЕЕа t = 0,33/1,00 • 8638 = 2851 кН;
LP 25а90 СЕЕ3 р0 = 100 % СЕЕ3 р0 или LP 25а90 СЕЕа Fa = -53,9 МПа;
LP 25а90 TLEa Fa = В • LP 25а90 СЕЕ3 / = 1,00 • 2850,5 = 2850,5 кН;
LP 25а90 TLEa р0 = В • LP 25а90 СЕЕ3 р0 = 1,00 ■ -53,9 = -53,9 МПа.
Пример расчетов для LP 29а90:
LP 29а90 СЕЕ3 Fa = не применимо;
LP 29а90 СЕЕ3 р} = не применимо;
LP 29a90TLEaPj = 0,20 ■ LP 14а90 ТЕЕар, = 0,20 • 77,7 = 15,5 МПа;
LP 29а90 FCEPL = LP 29a90TLEaPi • (л/4 • c/2vg) = 15,5 • (л/4 ■ 218,82) = 587 кН;
LP 29a90 TLEa Fa = LP 28a90 TLEa Fa + LP 29a90 FCEpL = 3985,6 + 587,2 = 4573 кН.
На основании CEE3, определенной изготовителем, в таблице D.19 приведены полученные точки СЕЕ3 и точки нагрузки 90 % TLEa при температуре окружающей среды. На рисунке D.18 представлены графики СЕЕа и точек СЕЕ3, TLEa и точек нагрузки TLEa.
Таблица D.19 — Точки 90 % СЕЕ3 и точки нагрузки TLEa при температуре окружающей среды
Точка нагрузки | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | ||
Осевая точка Fa, кН | Точка давления pt или р(), МПа | Осевое усилие Fa, кН | Нагрузка под давлением р-или р{у МПа | |
10а90 | 8638 | 0 | 7775 | 0 |
11а90 | Не применяется | Не применяется | 7775 | 16,9 |
12а90 | 7775 | 33,8 | ||
13а90 | 8638 | 75,2 | 7775 | 67,7 |
14а90 | 7678 | 86,3 | 6908 | 77,7 |
15а90 | 3710 | 98,6 | 3336 | 88,7 |
16а90 | 0 | 89,5 | 0 | 80,6 |
17а90 | -2398 | 76,2 | -2157 | 68,5 |
18а90 | -4800 | 56,4 | -4319 | 50,8 |
19а90 | -7197 | 27,2 | -6477 | 24,5 |
20а90 | -8638 | 0 | -7775 | 0 |
21 а90 | -82 905 | 0 | -7775 | 0 |
22а90 | -37 792 | -63,0 | -7606 | -63,0 |
23а90 | -19 212 | -63,0 | -4319 | -63,0 |
24а90 | 0 | -63,0 | 0 | -63,0 |
25а90 | 12 682 | -53,9 | 2851 | -53,9 |
26а90 | 28 611 | -33,5 | 5787 | -30,2 |
27а90 | 38 424 | 0 | 7775 | 0 |
28а90 | Не применяется | Не применяется | 3986 | 0 |
29а90 | 4573 | 15,5 | ||
30а90 | 3123 | 77,7 | ||
31 а90 | 783 | 15,5 | ||
141
ГОСТ ISO 13679—2023
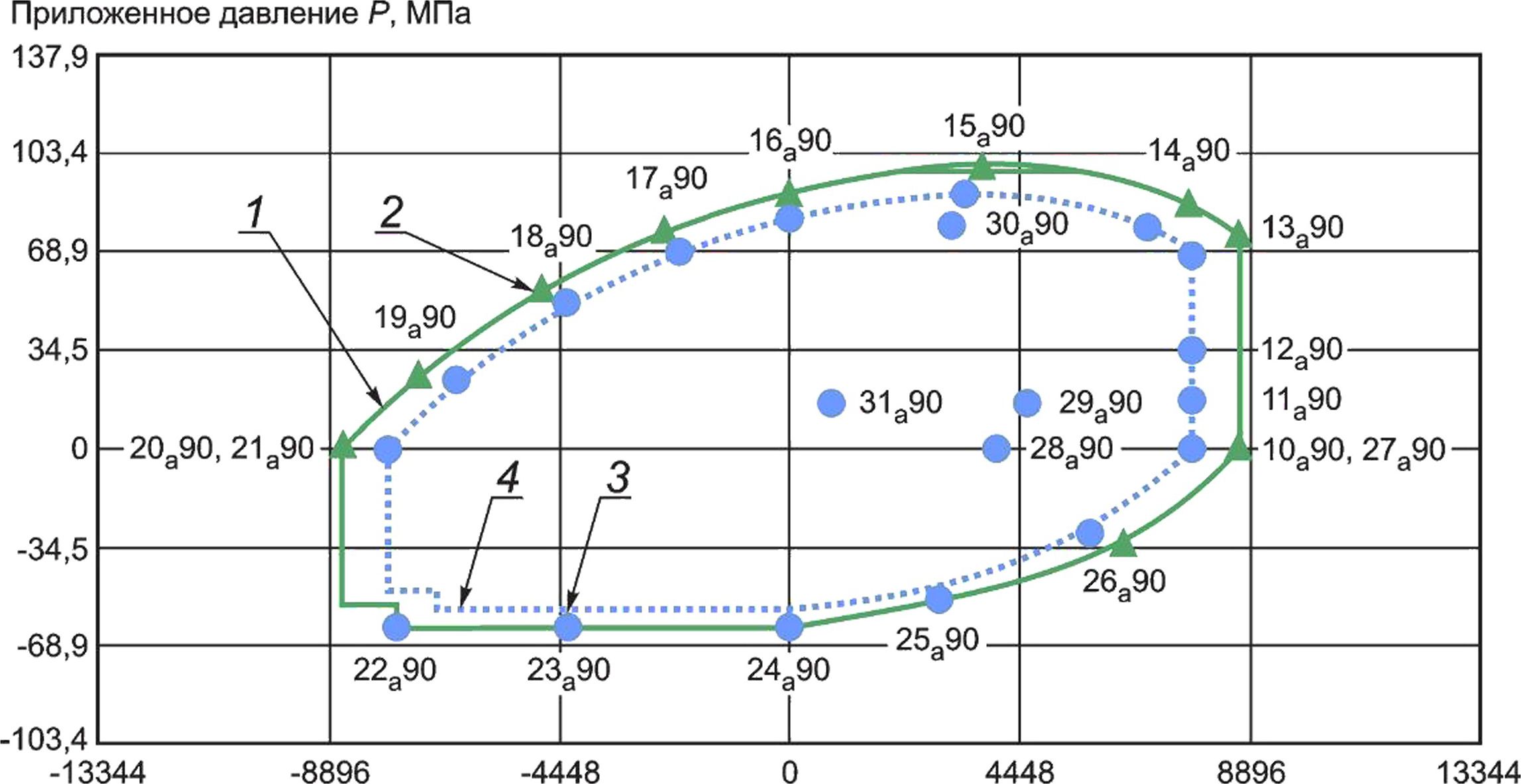
Общее осевое усилие Fa, кН
1 — СЕЕ3', 2 — точки СЕЕ3-, 3 — точки TLEa90; 4 — 90 % СЕЕ3
Рисунок D.18 — Точки СЕЕа и точки нагрузки 90 % TLEa при температуре окружающей среды
D.5.6 Точки нагрузки TLE при температуре 65 °C
LP ^суС|е устанавливают при температуре 65 °C путем линейной интерполяции между TLE при температуре окружающей среды и TLE при повышенной температуре в соответствии с таблицей 7. Для этого коэффициент К65 линейно интерполируют из Ktemp на основе максимальной температуры 65 °C. Этот коэффициент может быть использован для интерполяции эталонных кривых тела трубы из кривых тела трубы при температуре окружающей среды с применением методики, представленной в D.4, но с заменой Ktemp на К65. Предполагая, что для данного примера предел текучести материала при температуре окружающей среды определен при температуре 23,8 °C, полученная формула для расчетного К65 представлена следующим образом:
К65 = 1 - К1 - ^temp) • <65 - 23,8)/(макс.темп. - 23,8)].
На основании параметров, приведенных в таблице D.12, К65 равен:
К65 = 1 - [(1 - 0,8864) • (65 - 23,8)/(195 - 23,8)] = 0,9723.
Исходя из данных таблицы 7 LP 13СуС|е линейно интерполируется между LP 13е90, определенной по таблице D.23, и LP 13а90, определенной по таблице D.19, с применением К65:
LP 13Сус|е TLE Fa = LP 13е90 TLEe Fa + (К65 - Ktemp)/(1 - Ktemp) • (LP 13e90 TLEa Fa - LP 13e90 TLEe Fa) =
= 6890 + (0,9723 - 0,8864)/(1 - 0,8864) • (7776 - 6890) = 6890 + 0,7565 • 885 = 7557 кН;
LP 13Cycle TLE ^i = LP 13e90 TLEa P, + (K65 - ^етр)/(1 - Ktemp) • (LP 13e90 TLEa ^ - LP 13e90 TLEa Pi) =
= 60,0 + (0,9723 - 0,8864)/(1 - 0,8864) ■ (67,7 - 60,0) = 60,0 + 0,7565 • 7,72 = 65,8 МПа.
В таблице D.20 приведена полученная точка нагрузки TLE при температуре 65 °C.
Таблица D.20 — Точка нагрузки TLE при температуре 65 °C
Точка нагрузки | Область испытательных нагрузок TLE | |
Осевая нагрузка Fa, кН | Нагрузка под давлением pt или р0, МПа | |
13сус1е | 7559 | 65,8 |
D.5.7 Точки СЕЕ6 и точки нагрузки 90 % TLEe при повышенной температуре
В таблице 8 приведены рассчитанные точки нагрузки 10е — 27е для расчета СЕЕ6 Еа и р{ или р0 и TLEe Fa и р, или р0. Изготовитель самостоятельно определяет СЕЕ6. В результате СЕЕ6 может не зависеть от СЕЕ6.
142
ГОСТ ISO 13679—2023
В данном примере СЕЕ3 связана с СЕЕа разницей в пределах текучести материала при температуре окружающей среды и при повышенной температуре, поэтому осевые LP 10е — LP 21 е СЕЕ3 устанавливают путем умножения каждой СЕЕа Еа на коэффициент масштабирования при повышенной температуре.
Исходя из данных таблицы D.12:
- СЕЕ* t = СЕЕ3 t ■ К195 = 86 38 • 0,8864 = 7657 кН;
- СЕЕ3 с = СЕЕ3 с ■ К195 = -8638 • 0,8864 = -7657 кН.
Для СЕЕе LP 10е — LP 27е, LP 10е и LP 13е — LP 27е находятся в СЕЕ3. LP 11е и LP 12е являются функцией LP 13е-
Примечание — LP 10е и LP 27е — это одна точка, так же, как и LP 20е и LP 21 е.
Для TLEe LP 10е — LP 21 е, LP 10е и LP 13е — LP 21 е двухосно масштабируют до точки СЕЕ3, указанной в таблице 8, с применением указанного двухосного коэффициента масштабирования 90 %. LP 11е и LP 12е определяются исходя из TLEe LP 13е и не требуют двухосного масштабирования.
Для TLEe LP 22е — LP 27е двухосно масштабируют до точки СЕЕ3, указанной в таблице 8, однако коэффициент масштабирования зависит от определяющей эталонной кривой. Для кривой 3е требуется коэффициент масштабирования 100 %, поскольку кривая наружного давления для труб, стойких к смятию, не зависит от фактических размеров испытательного образца или предела текучести материала. Для кривых 4е и 5е необходим двухосный коэффициент масштабирования 90 %, поскольку обе кривые определяют исходя из фактических размеров испытательного образца и из предела текучести материала. LP 23е — LP 25е определяют исходя из кривой наружного давления для труб, стойких к смятию (кривая 3е), поэтому применяют коэффициент масштабирования 100 % (без масштабирования). Как и ранее в данном примере, для TLE LP 22е и LP 26е требуют специального рассмотрения, и полученные испытательные нагрузки для каждой кривой должны быть сопоставлены, чтобы гарантировать, что испытательный образец испытывают при максимально высокой нагрузке или при комбинации нагрузок, насколько это возможно на практике. LP 27е определяют исходя из кривой фактического VME (кривая 4е), т. к. при данном уровне осевого усилия не установлена ни одна кривая давления смятия по API. В данной точке СЕЕ3 р^ = 0.
СЕЕ3 и TLEe для LP 22е могут быть основаны на кривой наружного давления для труб, стойких к смятию (кривая 3е). или на кривой фактического давления смятия по API (кривая 5е). Как показано в таблице D.21, кривая 5е получена в результате более высокой нагрузки, но при более низком наружном давлении, чем кривая 3е. Поскольку испытательный образец специально испытывают на трубах с высоким номинальным давлением смятия, для LP 22е выбрана кривая 3е и применен коэффициент масштабирования 100 %.
Таблица D.21 — Потенциальные точки нагрузки LP 22е TLEe на основании кривых 3е, 4е и 5е
Потенциальная СЕЕ3 | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | Коэффициент масштабирования | ||
Осевая точка, кН | Точка давления, МПа | Осевое усилие, кН | Нагрузка под давлением, МПа | ||
Кривая 3е | -6744 | -55,9 | -6744 | -55,9 | В= 100% |
Кривая 4е | -7655 | -75,7 | -6890 | -68,1 | В = 90 % |
Кривая 5е | -7655 | -49,2 | -6890 | -44,3 | В = 90 % |
Несмотря на то что СЕЕ3 для LP 26е определена кривой фактического давления смятия по API (кривая 5е), наиболее высокое сочетание нагрузок TLEe. которое гарантированно возможно на практике, основано на кривой фактического VME (кривая 4е). Как показано в таблице D.22, кривая 3е получена в результате более высокого испытательного давления, чем кривая 5е, в то же время кривая 4е — в результате меньшего испытательного давления, чем кривая 3е. Поскольку СЕЕ определяют как мин. [кривая 4е, макс, (кривая 3е, кривая 5е)], для LP 26а90 используют кривую фактического VME (кривая 4е) и двухосный коэффициент масштабирования 90 %.
Таблица D.22 — Потенциальные точки нагрузки LP 26е TLEe на основании кривых 3е, 4е и 5е
Потенциальная СЕЕ3 | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | Коэффициент масштабирования | ||
Осевая точка, кН | Точка давления, МПа | Осевое усилие, кН | Нагрузка под давлением, МПа | ||
Кривая 3е | 5129 | -29,1 | 5129 | -29,1 | В = 100% |
Кривая 4е | 5698 | -29,7 | 5129 | -26,7 | В = 90 % |
Кривая 5е | 5698 | -28,0 | 5129 | -25,2 | В = 90 % |
143
ГОСТ ISO 13679—2023
Пример расчетов для LP 13е:
LP 13е СЕЕ6 Fa = 0,90/0,90 • СЕЕ6 t = 0,90/0,90 • 7655 = 7655 кН;
LP 13е СЕЕ6 р, = 100 % СЕЕ6 р} или LP 13е СЕЕ6 Fa = 66,7 МПа;
LP 13е TLEe Fa = 0,90 • LP 13е СЕЕ6 t = 0,90 ■ 7655 = 6890 кН;
LP 13е TLEe Pi = 0,90 ■ LP 13е CEE6 p{ = 0,90 • 66,7 = 60,0 МПа.
Пример расчетов для LP 25е (для кривой 4е, В = 1,00);
LP 25е СЕЕ6 Fa = 0,33/В • СЕЕ61 = 0,33/1,00 • 7655 = 2526 кН;
LP 25е СЕЕ6 р0 = 100 % СЕЕ6 р0 или LP 25е СЕ^ Fa = -47,6 МПа;
LP 25е TLEe Fa = В • LP 25е СЕЕ6 Fa = 1,00 ■ 2526 = 2526 кН;
LP 25е TLEe р0 = В • LP 25е СЕЕ6 р{) = 1,00 • -47,6 = -47,6 МПа.
На основе СЕЕ6, определенной изготовителем, в таблице D.23 приведены полученные точки СЕЕ6 и точки нагрузки 90 % TLEe при повышенной температуре. На рисунке D.19 представлены графики СЕЕ6 и точек СЕЕ6 и TLEe и точек нагрузки TLEe.
Таблица D.23 — Точки 90 % СЕЕ6 и точки нагрузки TLEe при повышенной температуре
Точка нагрузки | Область оценки резьбового соединения СЕЕ | Область испытательных нагрузок TLE | ||
Осевая точка Fa, кН | Точка давления р, или Ро, МПа | Осевое усилие Fa. кН | Нагрузка под давлением р, или р(). МПа | |
Ч | 7655 | 0 | 6890 | 0 |
Не | Не применяется | Не применяется | 6890 | 15,0 |
12е | 6890 | 30,0 | ||
^е | 7655 | 66,7 | 6890 | 60,0 |
14е | 6806 | 76,5 | 6125 | 68,9 |
Ч | 3287 | 87,4 | 2958 | 78,6 |
ч | 0 | 79,3 | 0 | 71,4 |
^е | -2126 | 67,5 | -1913 | 60,8 |
ч | -4252 | 50,0 | -3830 | 45,0 |
ч | -6379 | 24,1 | -5743 | 21,7 |
ч | -7655 | 0 | -6890 | 0 |
21е | -7655 | 0 | -6890 | 0 |
22е | -6744 | -55,9 | -6744 | -55,9 |
23е | -3830 | -55,9 | -3830 | -55,9 |
24е | 0 | -55,9 | 0 | -55,9 |
25е | 2527 | -47,7 | 2527 | -47,6 |
26е | 5698 | -29,7 | 5129 | -26,7 |
27е | 7655 | 0 | 6890 | 0 |
144
ГОСТ ISO 13679—2023
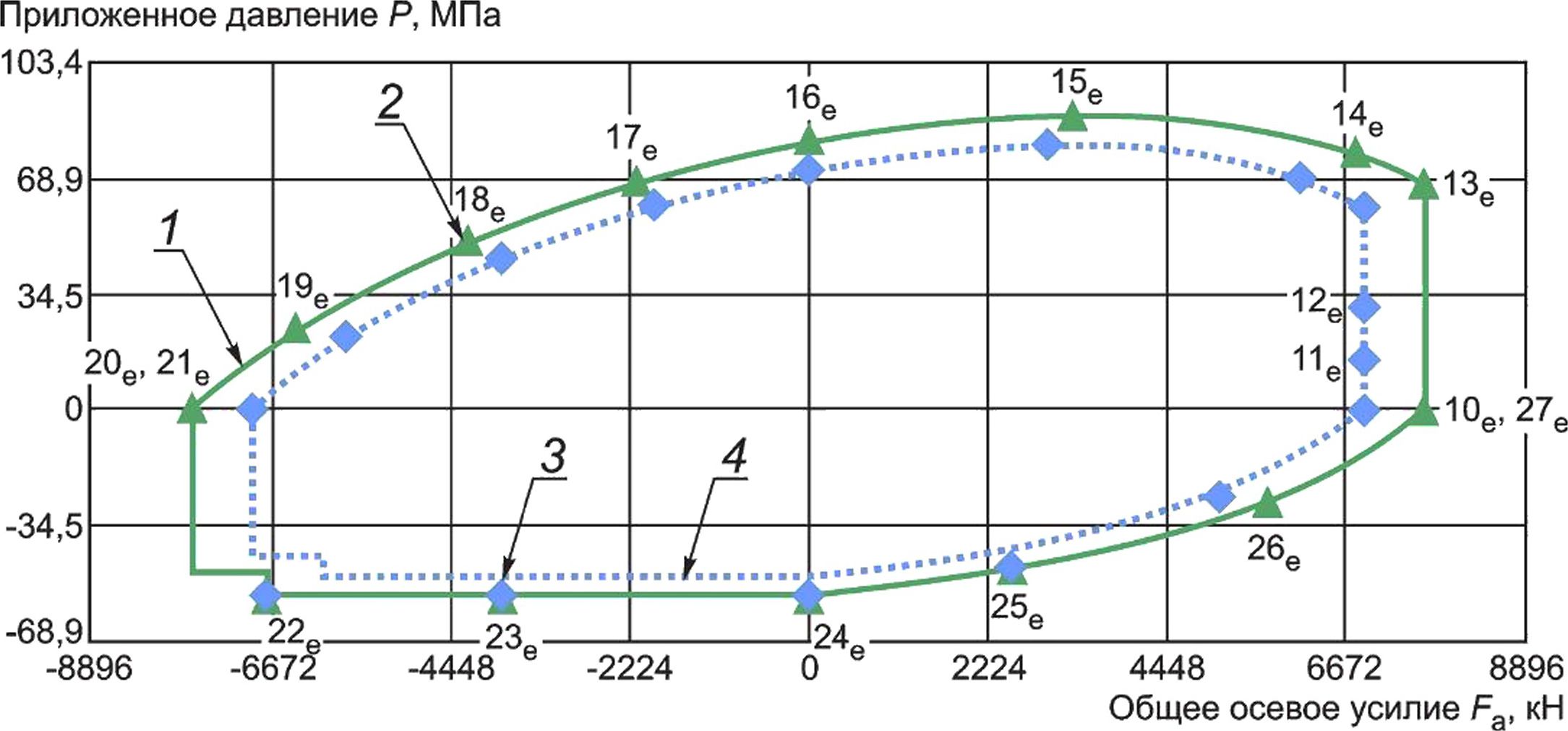
1 — СЕЕ6', 2 — точки СЕЕ6; 3 — точки TLEe; 4 — 90 % СЕЕ6
Рисунок D.19 — Точки 90 % СЕЕ6 и точки нагрузки TLEe при повышенной температуре
D.6 Графики нагрузок при CAL IV
D.6.1 Общие положения
Как показано на рисунке 3, графики нагрузок основаны на TLE при температуре окружающей среды и при повышенной температуре. В настоящем разделе приведены графики нагрузок для испытаний серии А, серии В и серии С при CAL IV, составленные по точкам нагрузки TLE, определенным в D.5 и D.6. Графики нагрузок составлены в такой же последовательности, как и порядок испытаний при CAL IV в соответствии с рисунком 7. Рекомендуемые траектории нагрузок приведены по графику испытаний и в информационных целях, т. к. для данной точки нагрузки может существовать несколько подходящих траекторий. Кроме того, нагрузки в некоторых последовательно определенных точках нагрузки совпадают, но эти повторяющиеся этапы нагрузки не удалены.
D.6.2 Графики нагрузок TS-B
D.6.2.1 Общие положения
Конкретные этапы нагрузок, необходимые для выполнения TS-B при CAL IV в соответствии с требованиями 7.3.4 и таблицы 11, приведены в таблицах D.25—D.28 и на рисунках D.20—D.23. Для большей наглядности в данном примере TS-B разбит на четыре цикла испытаний.
При определении графиков нагрузок серии В при CAL IV применены следующие допущения:
а) фактическое среднее значение внутреннего диаметра трубы О, (davg), используемое для расчета нагрузки от давления на конце с торцевой заглушкой CEPL для этапов нагрузок внутренним давлением, равно 218,87 мм;
Ь) эквивалентная изгибающая нагрузка основана на изгибающем напряжении на Do трубы. Для расчета эквивалентной изгибающей нагрузки использовано измеренное максимальное среднее значение наружного диаметра трубы Dq (D ) и фактическое среднее значение внутреннего диаметра трубы D- (da^\
с) параметры трубы, используемые для расчета графиков нагрузок TS-B при CAL IV, приведены в таблице D.24.
Примечание — В зависимости от конструкции резьбового соединения Dv используемый для расчетов CEPL, может отличаться от среднего значения внутреннего диаметра трубы О,, в частности для резьбовых соединений с упорным заплечиком.
Таблица D.24 — Пример параметров трубы, используемых для расчета графиков нагрузок
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ^min | ‘avg | AMYSa | 'Четр | *hc | Е |
244,48 мм | 13,84 мм | 758 МПа | 246,30 мм | 12,88 мм | 13,72 мм | 862 МПа | 0,8864 | 63,0 | 206 842 МПа |
D.6.2.2 Вывод формул, используемых при расчете изгиба испытательного образца тела трубы
Точки нагрузки TLE, включая изгиб, требуют особого рассмотрения, целью которого является проведение испытания в определенной точке нагрузки TLE Еа и рг
^a^i^CEPL^b- (D-1)
145
ГОСТ ISO 13679—2023
В результате усилие, создаваемое нагрузочным устройством Fb должно быть скорректировано на основе эквивалентного осевого усилия изгиба Fb, чтобы усилие Fa оставалось на заданном уровне. Как указано в 7.3.4, перечисление а), эквивалентное осевое усилие изгиба Fb должно быть ограничено во избежание перегрузки на наружной или внутренней стороне трубы в зависимости от конкретной точки нагрузки.
Для точек СЕЕ и точек нагрузки TLE 13ь и 14Ь значение Fa определяют на наружной стороне трубы Fae. Однако для расчетов допустимого осевого усилия изгиба Fb необходимо также рассчитать допустимую осевую нагрузку на внутренней стороне трубы Fai для каждой точки нагрузки TLE.
Для точек СЕЕ и точек нагрузки TLE 16ь — 20ь значение Fa определяют на внутренней гнутой стороне трубы Fai. Однако для расчетов допустимого осевого усилия изгиба Fb необходимо также рассчитать допустимую осевую нагрузку на наружной стороне трубы Fae для каждой точки нагрузки TLE.
^ае = ^СЕР1 + 5т (D.2)
Fai = ^i + ^CEPL “ Fb- (D-3)
В данном примере резьбовое соединение передает изгиб на тело трубы, и изгибающая нагрузка, воздействующая на резьбовое соединение, равна нагрузке, воздействующей на трубу.
Примечание — Данное предположение может быть некорректным для конкретных резьбовых соединений, особенно для равнопроходного резьбового соединения и полуравнопроходного резьбового соединения, в связи с чем могут потребоваться дополнительные расчеты для обеспечения надлежащего нагружения резьбовых соединений (например, СЕЕ может отличаться для нагрузок с изгибом и без изгиба).
Для определения составляющей осевого напряжения, вызванной изгибом, в испытательном образце тела трубы, использована формула (6), заимствованная из ISO/TR 10400:2018.
ob = ±Mbr/l=±Ecr. (6)
[ISO/TR 10400:2018]
Максимальное изгибающее напряжение трубы возникает при г = Davg/2. В результате радиус кривизны с в результате изгибающего напряжения трубы можно найти, переформулировав формулу (6) следующим образом:
c = (2-%)/(E-Davg). (D.4)
Единицы измерения с— радианы на единицу длины. Если % и Е выражены в мегапаскалях, МПа, аг— в миллиметрах, мм, с выражен в радианах на миллиметры. Как правило, с выражен в единицах 730 м и называется «прогиб». В результате для преобразования с в Dteg требуется пересчет единиц измерения, при этом Dleg в единицах 730 м
О. = с • (30 • 180/л) (D.5)
и
Fb = Ч • ЛР = ±^сг Л = ± М30 ■ 180/л) ' Е ’ Davg/2 ' ^р! (D.6)
% = Fbl (30-180/л)/(Е • Davg/2 ■ Др). (D.7)
Примечание — Формула (4) из 5.9.3.4 API 5СЗ используется для расчета эквивалентного осевого усилия изгиба в единицах измерения кН и является формулой (D.7).
Fb = 9,13857 ■ 10-7 • (favgD2vg _ /gvgDavg) • Е • Dleg, (4)
[API 5C3]
где Fb — эквивалентное осевое усилие изгиба, кН;
favg — измеренная средняя толщина стенки испытательного образца, мм;
Davg — максимальный из средних измеренных наружных диаметров испытательного образца трубы в установленных плоскостях, мм;
Dieg — эффективная степень искривления, 730 м;
Е — модуль упругости материала тела трубы, МПа (см. 5.5.2).
Формула (4) из 5.9.3.4 API 5СЗ выведена с использованием следующего выражения:
% = %; (D-8)
146
ГОСТ ISO 13679—2023
_ MOD-AP ------2/------:
M[ft-lbs\ = 4,84815 • W5 ■ E ■ / • Dleg;
_ 4,84815-Ю-5 E / Dieg-OD Ap-12 ------------------------27------------------------:
V^t002-®2);
^-■^□^-(ОО-г*)2];
4,84815 • 10~5 • E ■ / ■ Dfeg • л • [oD2 - (OD - 2Г)2] - OD -12 ^= 87
Как указано в настоящем стандарте, изгиб TLE ограничен меньшим из следующих значений:
a) D|eg= 20730 м;
b) Fb = ±40 % • (Ft - Fc)/2;
с) Fb = ±40 % • (CEEt - CEEc)/2;
d) Fb=±ILE5e_JH5l.
Для данного примера использован модуль упругости Е из API 5СЗ (приложение F), однако фактический модуль упругости при температуре окружающей среды Е3 и фактический модуль упругости при повышенной температуре Ее могут быть определены и использованы в расчетах в соответствии с 5.5.1.
D.6.2.3 Уровень 80 % TS-B при температуре окружающей среды без изгиба (QI,QII)
Как показано на рисунке D.20 и приведено в таблице D.25, протокол испытаний при CAL IV начинают с TS-B, в который включена серия точек нагрузки QI/QII в направлении CCW на уровне 80 % при температуре окружающей среды. Изгиб не применяют, а периоды выдержки длятся 2 мин, т. е. целью данного цикла испытаний является умеренная механическая нагрузка резьбовых соединений для обнаружения значительного нарушения герметичности, а не оценка резьбовых соединений на абсолютную герметичность. Оценку герметичности следует проводить одним из методов выявления утечек, приведенных в 5.7.
(D.10)
(D.11)
(D.12)
(D.13)
(D.14)
(D.15)
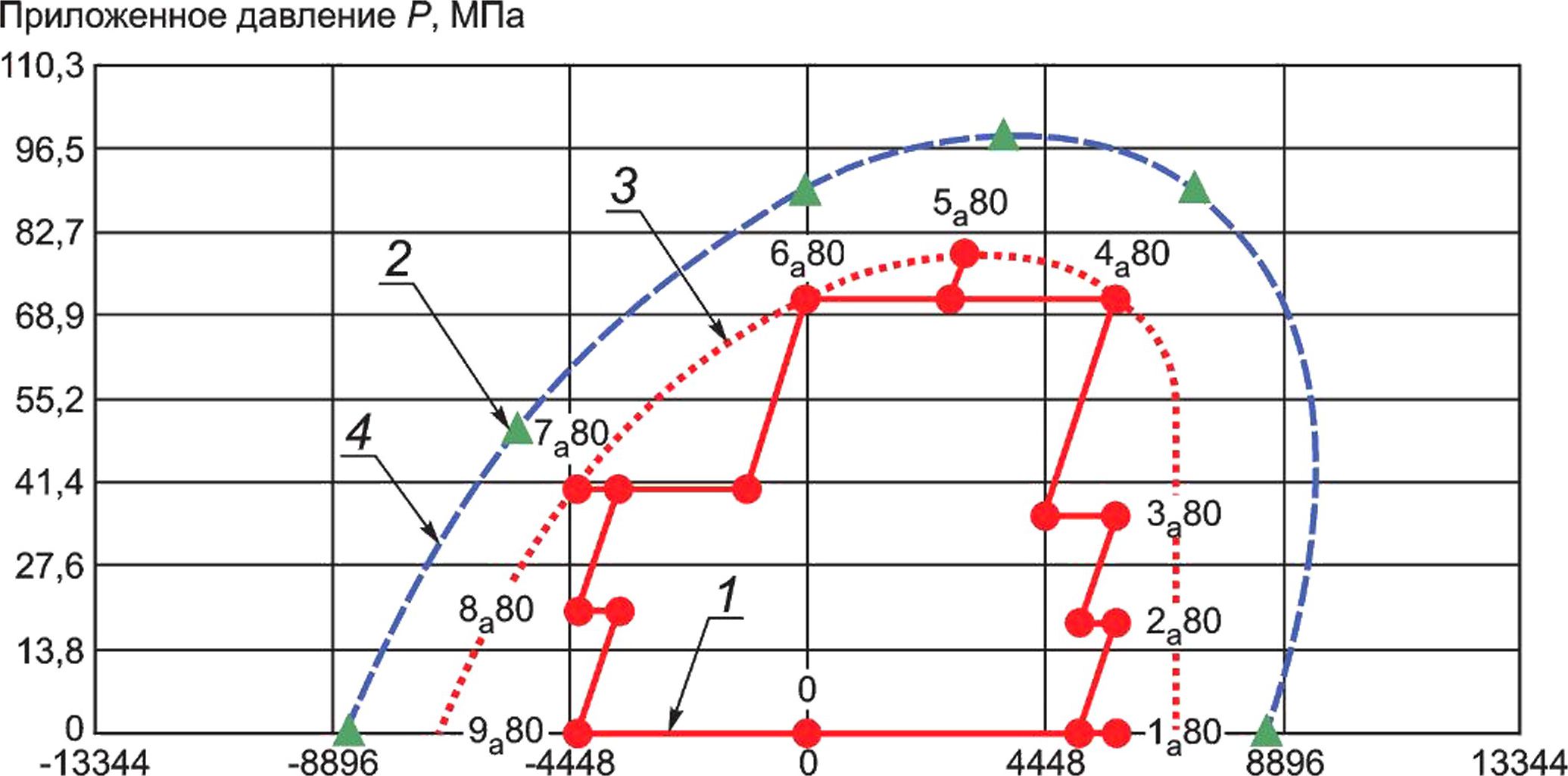
Общее осевое усилие Fa, кН
1 — точки TLEa80; 2 — точки СЕЕа- 3 — 80 % СЕЕа\ 4 — кривая 4а Рисунок D.20 — В3 80 % (QI, Qll), TS-B этапы нагрузки 1—19
147
ГОСТ ISO 13679—2023
Таблица D.25 — Уровень 80 % TS-B при температуре окружающей среды
Начало TS-B при CAL IV с Ва 80 % (QI, QII).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, 730 м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CCW (уровень 80 %) См. таблицу 11, таблицу D.13 и рисунок D.20 |
2 | 1а80 | 5787 | 0 | 5787 | 2 | |||||
3 | Переход | 5111 | 0 | 5111 | — | |||||
4 | 2а80 | 5787 | 676 | 17,9 | 2 | |||||
5 | Переход | 5111 | 4439 | — | ||||||
6 | За80 | 5787 | 1348 | 35,9 | 2 | |||||
7 | Переход | 4439 | 3087 | — | ||||||
8 | 4а80 | 5787 | 2700 | 71,7 | 2 | |||||
9 | Переход | 2700 | 0 | — | ||||||
10 | 5а80 | 2967 | 2967 | 78,9 | 2 | |||||
11 | Переход | 2696 | 2696 | 71,6 | — | |||||
12 | 6а80 | 0 | -2696 | 2 | ||||||
13 | Переход | -1183 | 1512 | 40,2 | — | |||||
14 | 7а80 | -4319 | -5832 | 2 | ||||||
15 | Переход | -3563 | -5075 | — | ||||||
16 | 8а80 | -4319 | 756 | 20,1 | 2 | |||||
17 | Переход | -3563 | -4319 | — | ||||||
18 | 9а80 | -4319 | 0 | 0 | 2 | |||||
19 | 0 | 0 | 0 | — |
Конец Ва 80 % (QI, QII)
D.6.2.4 Уровень 95 % TS-B при температуре окружающей среды без изгиба (QI, QII,QI)
Как показано на рисунке D.21 и приведено в таблице D.26, испытания TS-B при CAL IV продолжаются последовательностью точек нагрузки QI/QII в направлении CCW и CW (для оценки зависимости от траектории нагрузки) на уровне 95 % при температуре окружающей среды. Не применяют также изгибающие нагрузки, и большинство точек выдержки требуют оценки герметичности. Оценку герметичности следует проводить одним из методов выявления утечек, приведенных в 5.7.
148
ГОСТ ISO 13679—2023
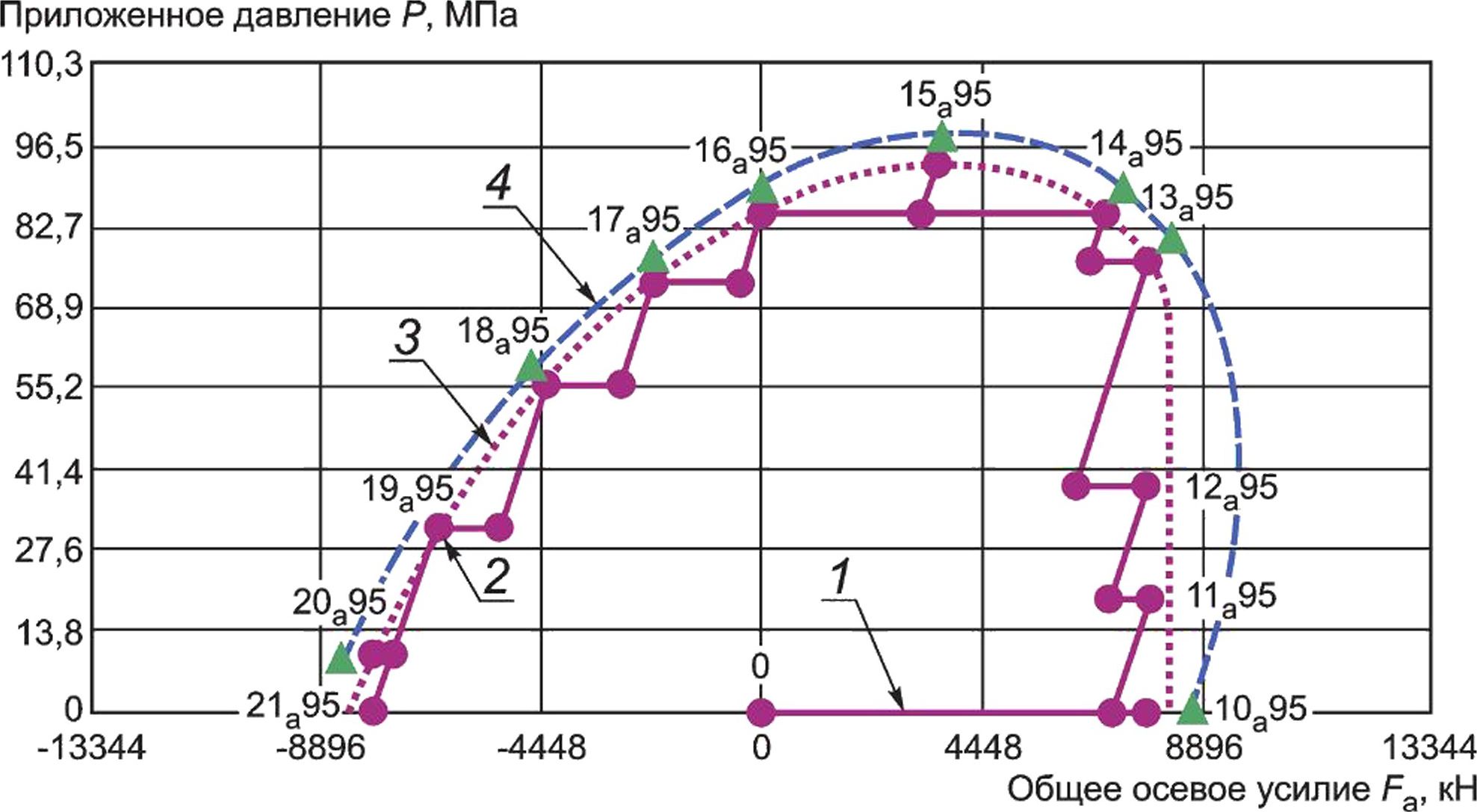
1 — точки TLEa95; 2 — точки СЕЕа; 3 — 95 % СЕЕа\ 4 — кривая 4а Рисунок D.21 — Ва 95 % (QI, QII, QI), TS-B этапы нагрузки 20—66
Таблица D.26 — Уровень 95 % TS-B при температуре окружающей среды без изгиба
Продолжение TS-B при CAL IV с Ва 95 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, 730 м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
20 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CCW (уровень 95 %) См. таблицу 11, таблицу D.16 и рисунок D.21 |
21 | 10а95 | 7775 | 0 | 7775 | 2 | |||||
22 | Переход | 7046 | 0 | 7046 | — | |||||
23 | 11 а95 | 7775 | 725 | 19,3 | 5 | |||||
24 | Переход | 7046 | 6321 | — | ||||||
25 | 12а95 | 7775 | 1455 | 38,6 | 5 | |||||
26 | Переход | 6321 | 4866 | — | ||||||
27 | 13а95 | 7775 | 2909 | 77,3 | 5 | |||||
28 | Переход | 6623 | 3714 | — | ||||||
29 | 14а95 | 6908 | 3194 | 84,9 | 5 | |||||
30 | Переход | 3194 | 0 | — | ||||||
31 | 15а95 | 3523 | 3523 | 93,6 | 5 | |||||
32 | Переход | 3198 | 3198 | 85,0 | — | |||||
33 | 16а95 | 0 | -3198 | 5 | ||||||
34 | Переход | -445 | 2753 | 73,2 | — | |||||
35 | 17а95 | -2157 | -4911 | 5 | ||||||
36 | Переход | -2807 | 2104 | 55,9 | — | |||||
37 | 18а95 | -4319 | -6423 | 5 |
149
ГОСТ ISO 13679—2023
Окончание таблицы D.26
Продолжение TS-B при CAL IV с Ва 95 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, 730 м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
38 | Переход | -5253 | 1170 | 0 | 31,1 | 0 | Температура окружающей среды | — | CCW (уровень 95 %) См. таблицу 11, таблицу D.16 и рисунок D.21 | |
39 | 19а95 | -6477 | -7651 | 5 | ||||||
40 | Переход | -7286 | 360 | 9,6 | — | |||||
41 | 20а95 | -7775 | -8136 | 5 | ||||||
42 | Переход | -7415 | -7775 | — | ||||||
43 | 21а95 | -7775 | 0 | 0 | 2 | |||||
44 | Переход | -7415 | 360 | 9,6 | — | CW (уровень 95 %) См. таблицу 11, таблицу D.16 и рисунок D.21 | ||||
45 | 20а95 | -7775 | -8136 | 5 | ||||||
46 | Переход | -7286 | -7651 | — | ||||||
47 | 19а95 | -6477 | 1170 | 31,1 | 5 | |||||
48 | Переход | -5253 | -6423 | — | ||||||
49 | 18а95 | -4319 | 2104 | 55,9 | 5 | |||||
50 | Переход | -2807 | -4911 | — | ||||||
51 | 17а95 | -2157 | 2753 | 73,2 | 5 | |||||
52 | Переход | -445 | -3198 | — | ||||||
53 | 16а95 | 0 | 3198 | 85,0 | 5 | |||||
54 | Переход | 3198 | 0 | — | ||||||
55 | 15а95 | 3523 | 3523 | 93,6 | 5 | |||||
56 | Переход | 3194 | 3194 | 84,9 | — | |||||
57 | 14а95 | 6908 | 3714 | 5 | ||||||
58 | Переход | 6623 | 2909 | 77,3 | — | |||||
59 | 13а95 | 7775 | 4866 | 5 | ||||||
60 | Переход | 6321 | 1455 | 38,6 | — | |||||
61 | 12а95 | 7775 | 6321 | 5 | ||||||
62 | Переход | 7046 | 725 | 19,3 | — | |||||
63 | 11 а95 | 7775 | 7046 | 5 | ||||||
64 | Переход | 7046 | 0 | 0 | — | |||||
65 | 10а95 | 7775 | 7775 | 2 | ||||||
66 | 0 | 0 | 0 | — |
Конец ба 95% (QI, QII, QI)
150
ГОСТ ISO 13679—2023
D.6.2.5 Уровень 90 % TS-B при повышенной температуре с изгибом (QI, QII,QI)
Как показано на рисунке D.22 и приведено в таблице D.27, TS-B при CAL IV продолжается испытанием под внутреннем давлением. С последовательностью точек нагрузки QI/QII вводится воздействие повышенной температуры и изгибающей нагрузки в направлении CCW и CW (для оценки зависимости от траектории нагрузки) на уровне 90 %. Большинство точек выдержки требуют оценки герметичности. Оценку герметичности следует проводить одним из методов выявления утечек, приведенных в 5.7.
Для обеспечения корректного перехода между точками нагрузки в таблице D.27 необходимо изменить переходные точки нагрузки, непосредственно предшествующие этим точкам нагрузки и следующие за ними.
В соответствии с 7.3.4, перечисление а), 1), изгибающая нагрузка для точек нагрузки, за исключением LP 16Ье, составляет 20,0730 м. В соответствии с 7.3.4, перечисление а), 4), изгибающая нагрузка для LP 16Ье должна быть уменьшена до 19,8730 м во избежание перегрузки на наружной стороне трубы по результатам расчета, проведенного по D.6.2.2.
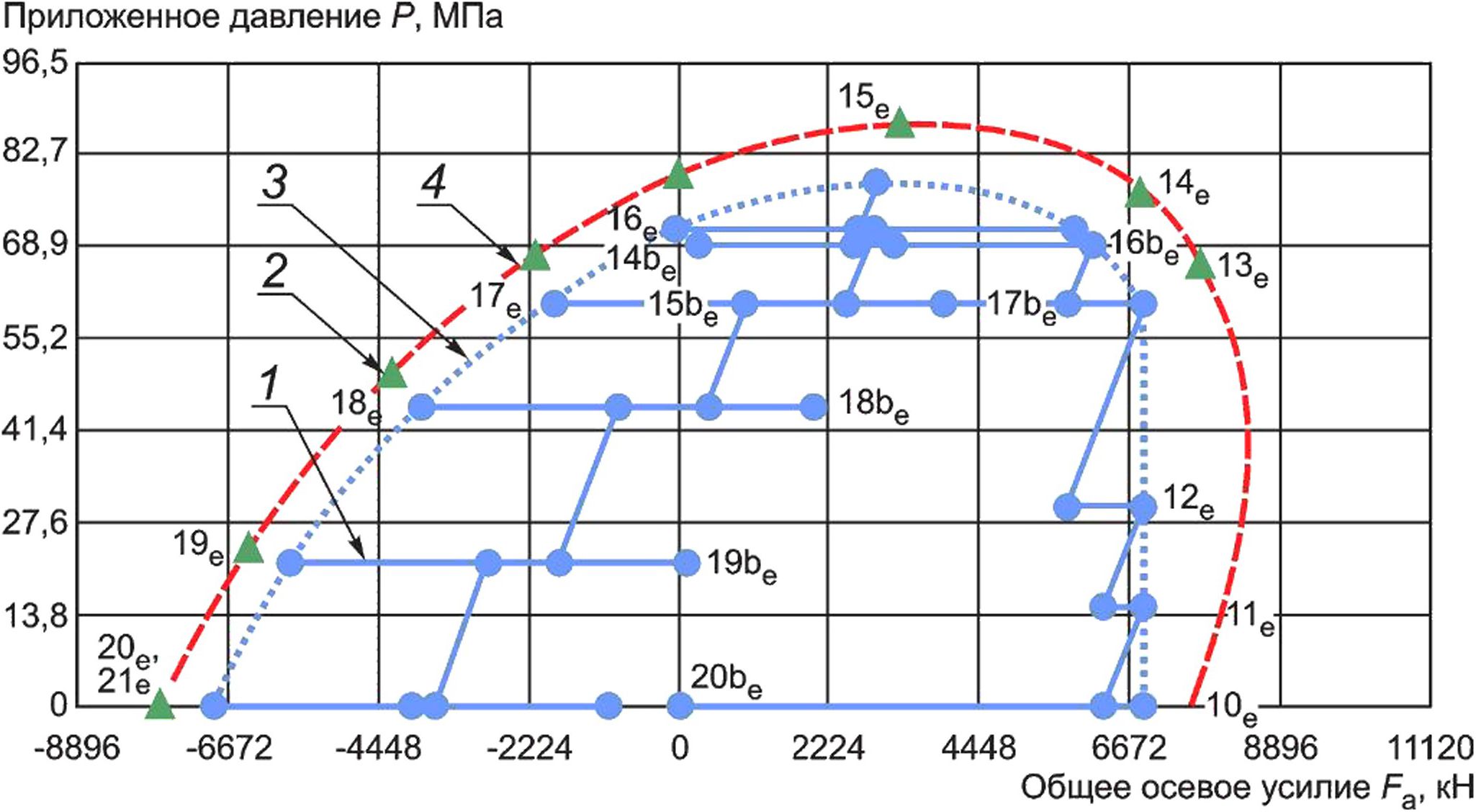
1 — точки TLEe; 2 — точки СЕЕ6; 3 — 90 % СЕЕ6; 4 — кривая 4е Рисунок D.22 — 8еь 90 % (QI, Qll, QI), TS-B этапы нагрузки 67—155
Таблица D.27 — Уровень 90 % TS-B при повышенной температуре с изгибом
Продолжение TS-B при CAL IV с Веь 90 % (QI, Qll, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, 730м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
67 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | Нагрев | — | CCW (уровень 90 %) См. таблицу 11, таблицу D.23 и рисунок D.22 |
68 | юе | 6890 | 0 | 6890 | 180 | 2 | ||||
69 | Переход | 6325 | 0 | 6325 | — | |||||
70 | Не | 6890 | 565 | 15,0 | 5 | |||||
71 | Переход | 6325 | 565 | 5760 | — | |||||
72 | 12е | 6890 | 1130 | 30,0 | 5 | |||||
73 | Переход | 5760 | 1130 | 4635 | — | |||||
74 | 13е | 6890 | 2255 | 60,0 | 15 | |||||
75 | Переход | 3968 | 2255 | 1708 | — |
151
ГОСТ ISO 13679—2023
Продолжение таблицы D.27
Продолжение TS-B при CAL IV с Веь 90 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, °/30м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
76 | 13Ье | 6890 | 2255 | 2922 | 1708 | 60,0 | 20,0 | 180 | 15 | CCW (уровень 90 %) См. таблицу 11, таблицу D.23 и рисунок D.22 |
77 | Переход | 3968 | 2255 | 0 | 0 | — | ||||
78 | Переход | 5792 | 2255 | 3536 | — | |||||
79 | 14е | 6125 | 2589 | 68,9 | 10 | |||||
80 | Переход | 3203 | 2589 | 609 | — | |||||
81 | 14Ье | 6125 | 2589 | 2922 | 20,0 | 60 | ||||
82 | Переход | 3203 | 2589 | 0 | 0 | — | ||||
83 | Переход | 2589 | 2589 | 0 | — | |||||
84 | ^е | 2958 | 2958 | 78,6 | 15 | |||||
85 | Переход | 2687 | 2687 | 71,4 | — | |||||
86 | 16е | 0 | 2687 | -2687 | 10 | |||||
87 | Переход | 2896 | 2687 | 209 | — | |||||
88 | 16Ье | 0 | 2687 | -2896 | 19,8 | 10 | ||||
89 | Переход | 2896 | 2687 | 0 | 0 | — | ||||
90 | Переход | 2495 | 2286 | 0 | 209 | 60,8 | 0 | — | ||
91 | 17е | -1913 | -4199 | 10 | ||||||
92 | Переход | 1010 | -1277 | — | ||||||
93 | 17Ье | -1913 | 2922 | 20,0 | 10 | |||||
94 | Переход | 1010 | 0 | 0 | — | |||||
95 | Переход | 418 | 1695 | 45,0 | — | |||||
96 | 18е | -3830 | -5520 | — | ||||||
97 | Переход | -903 | -2598 | — | ||||||
98 | 18Ье | -3830 | -2922 | 20,0 | 10 | |||||
99 | Переход | -903 | 0 | 0 | — | |||||
100 | Переход | -1779 | 818 | 21,7 | — | |||||
101 | Я | -5743 | -6561 | 10 | ||||||
102 | Переход | -2820 | -3634 | — | ||||||
103 | 19Ье | -5743 | -2922 | 20,0 | 10 | |||||
104 | Переход | -2820 | 0 | 0 | — | |||||
105 | Переход | -3634 | 0 | 0 | — | |||||
106 | 20е | -6890 | -6890 | 2 а |
152
Продолжение таблицы D.27
ГОСТ ISO 13679—2023
Продолжение TS-B при CAL IV с Веь 90 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, 730м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
107 | Переход | -3968 | 0 | -3968 | 0 | 180 | — | CCW (уровень 90 %) См. таблицу 11, таблицу D.23 и рисунок D.22 | ||
108 | 20Ье | -6890 | -2922 | 20,0 | 5Ь | |||||
109 | Переход | -3968 | 0 | 0 | — | |||||
110 | Переход | -3968 | — | |||||||
111 | 21е | -6890 | -6890 | 2 | ||||||
112 | Переход | -3968 | -3968 | — | CW (уровень 90 %) См. таблицу 11, таблицу D.23 и рисунок D.22 | |||||
113 | 20Ье | -6890 | -2922 | 20,0 | 5Ь | |||||
114 | Переход | -3968 | 0 | 0 | — | |||||
115 | Переход | -3968 | — | |||||||
116 | 20е | -6890 | -6890 | 2а | ||||||
117 | Переход | -3634 | -3634 | — | ||||||
118 | Переход | -2820 | 818 | 21,7 | — | |||||
119 | 19Ье | -5743 | -2922 | 20,0 | 10 | |||||
120 | Переход | -2820 | 0 | 0 | — | |||||
121 | 191 | -5743 | -6561 | 10 | ||||||
122 | Переход | -1779 | -2598 | — | ||||||
123 | Переход | -903 | 1695 | 45,0 | — | |||||
124 | 18Ье | -3830 | -2922 | 20,0 | 60 | |||||
125 | Переход | -903 | 0 | 0 | — | |||||
126 | 18е | -3830 | -5520 | 10 | ||||||
127 | Переход | 418 | -1277 | — | ||||||
128 | Переход | 1010 | 2286 | 60,8 | — | |||||
129 | 17Ь£ | -1913 | -2922 | 20,0 | 10 | |||||
130 | Переход | 1010 | 0 | 0 | — | |||||
131 | 17Ье | -1913 | -4199 | 10 | ||||||
132 | Переход | 2495 | 209 | — | ||||||
133 | Переход | 2896 | 2687 | 71,4 | — | |||||
134 | 16Ье | 0 | -2896 | 19,8 | 10 | |||||
135 | Переход | 2896 | 0 | 0 | — | |||||
136 | 16е | 0 | -2687 | 10 | ||||||
137 | Переход | 2687 | 0 | — |
153
ГОСТ ISO 13679—2023
Окончание таблицы D.27
Продолжение TS-B при CAL IV с Веь 90 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, 730м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
138 | 15е | 2958 | 2958 | 0 | 0 | 78,6 | 0 | 180 | 15 | CW (уровень 90 %) См. таблицу 11, таблицу D.23 и рисунок D.22 |
139 | Переход | 2589 | 2589 | 68,9 | — | |||||
140 | Переход | 3203 | 609 | — | ||||||
141 | 14Ье | 6125 | 2922 | 20,0 | 10 | |||||
142 | Переход | 3203 | 0 | 0 | — | |||||
143 | 14е | 6125 | 3536 | 10 | ||||||
144 | Переход | 5792 | 2255 | 60,0 | — | |||||
145 | Переход | 3968 | 1708 | — | ||||||
146 | 13Ье | 6890 | 2922 | 20,0 | 60 | |||||
147 | Переход | 3968 | 0 | 0 | — | |||||
148 | 13е | 6890 | 4635 | 10 | ||||||
149 | Переход | 5760 | 1130 | 30,0 | — | |||||
150 | 6890 | 5760 | 5 | |||||||
151 | Переход | 6325 | 565 | 15,0 | — | |||||
152 | 6890 | 6325 | 5 | |||||||
153 | Переход | 6325 | 0 | 0 | — | |||||
154 | ч | 6890 | 6890 | 2 | ||||||
155 | 0 | 0 | 0 | — |
Конец fig 90 % (QI, QII, QI)
a T. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено с 10 до 2 мин.
b Т. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено с 10 до 5 мин.
с В том случае, если изгиб измеряют методом контроля кривизны по эквивалентному напряжению (5.9.3.4.4), то испытание точки изгибающей нагрузки проводят после соответствующей точки нагрузки без изгиба.
D.6.2.6 Уровень 90 % TS-B при температуре окружающей среды с изгибом (QI, QII, QI)
Как показано на рисунке D.23 и приведено в таблице D.28, испытания TS-B при CAL IV завершаются последовательностью точек нагрузки QI/QII в направлении CCW и CW (для оценки зависимости от траектории нагрузки) с изгибом на уровне 90 % при температуре окружающей среды. Последовательность испытаний с переходом от температуры окружающей среды к повышенной температуре и обратно к температуре окружающей среды является необходимым аспектом испытаний. Большинство точек выдержки требуют оценки герметичности, которую следует проводить одним из методов выявления утечки, приведенных в 5.7.
Примечание — В соответствии с 7.3.4.3, перечисление а), 1), D|eg для точек нагрузки с изгибом составляет 20,0730 м.
154
ГОСТ ISO 13679—2023
Приложенное давление Р, МПа 110,3
96,5
82,7
68,9
55,2
41,4
27,6
13,8
______4^ | 15 90 | ||||
0 * * * | i6ba% c | 0 | |||
T7ba90 f | ’a" | ||||
18а9Ь | *—Г | }-->18ba90 | |||
•—+12 | я90 | ||||
3^ | 19ba90 | H 11 | a90 | ||
----20а90,21, | 904----• | l 20baS | 0 | ■10a90-------- |
0 -13344
-8896
-4448
0
4448
8896
13344
Общее осевое усилие Fa, кН
1 — точки TLEa90; 2 — точки СЕЕ3; 3 — 90 % СЕЕ3; 4 — кривая 4а Рисунок D.23 — Ваь 90 % (QI, Qll, QI), TS-B этапы нагрузки 156—244
Таблица D.28 — Уровень 90 % TS-B при температуре окружающей среды с изгибом
Завершение TS-B при CAL IV с Ваь 90 % (QI, Qll, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, 730м | CAL IV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
156 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | Охлаждение | — | CCW (уровень 90 %) См. таблицу 11, таблицу D.19 и рисунок D.23 |
157 | 10а90 | 7775 | 0 | 7775 | Температура окружающей среды | 2 | ||||
158 | Переход | 7139 | 0 | 7139 | — | |||||
159 | 11а90 | 7775 | 636 | 16,9 | 5 | |||||
160 | Переход | 7139 | 636 | 6499 | — | |||||
161 | 12а90 | 7775 | 1272 | 33,8 | 5 | |||||
162 | Переход | 6499 | 5227 | — | ||||||
163 | 13а90 | 7775 | 2544 | 67,7 | 10 | |||||
164 | Переход | 4849 | 2304 | — | ||||||
165 | 13Ьа90 | 7775 | 2922 | 20,0 | 10 | |||||
166 | Переход | 4849 | 0 | 0 | — | |||||
167 | Переход | 6534 | 3986 | — | ||||||
168 | 14а90 | 6908 | 2922 | 77,7 | 10 | |||||
169 | Переход | 3986 | 1063 | — | ||||||
170 | 14Ьа90 | 6908 | 2922 | 20,0 | 10 | |||||
171 | Переход | 3986 | 0 | 0 | — | |||||
172 | Переход | 2922 | 0 | — |
155
ГОСТ ISO 13679—2023
Продолжение таблицы D.28
Завершение TS-B при CAL IV с Ваь 90 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, °/30м | CAL IV Температура, °C | Время выдержки, МИН | Направление |
173 | 15а90 | 3336 | 3336 | 0 | 0 | 88,7 | 0 | Температура окружающей среды | 60 | CCW (уровень 90 %) См. таблицу 11, таблицу D.19 и рисунок D.23 |
174 | Переход | 3029 | 3029 | 80,6 | — | |||||
175 | 16а90 | 0 | -3029 | 10 | ||||||
176 | Переход | 2922 | -107 | — | ||||||
177 | 16Ьа90 | 0 | -2922 | -107 | 20,0 | 10 | ||||
178 | Переход | 2922 | 0 | -107 | 0 | — | ||||
179 | Переход | 2473 | 2580 | -107 | 68,5 | — | ||||
180 | 17а90 | -2157 | -4737 | 10 | ||||||
181 | Переход | 765 | -1815 | — | ||||||
182 | 17Ьа90 | -2157 | -2922 | -1815 | 20,0 | 10 | ||||
183 | Переход | 765 | 0 | -1815 | 0 | — | ||||
184 | Переход | 93 | 1908 | -1815 | 50,8 | — | ||||
185 | 18а90 | -4319 | -6228 | 10 | ||||||
186 | Переход | -1397 | -3305 | — | ||||||
187 | 18Ьа90 | -4319 | -2922 | -3305 | 20,0 | 10 | ||||
188 | Переход | -1397 | 0 | -3305 | 0 | — | ||||
189 | Переход | -2384 | 921 | -3305 | 24,5 | — | ||||
190 | 19а90 | -6477 | -7402 | 10 | ||||||
191 | Переход | -3554 | -4475 | — | ||||||
192 | 19Ьа90 | -6477 | -2922 | -4475 | 20,0 | 10 | ||||
193 | Переход | -3554 | 0 | -4475 | 0 | — | ||||
194 | Переход | -4475 | 0 | -4475 | 0 | — | ||||
195 | 20а90 | -7775 | -7775 | 2 а | ||||||
196 | Переход | -4849 | -4849 | — | ||||||
197 | 20Ьа90 | -7775 | -2922 | -4849 | 20,0 | 5Ь | ||||
198 | Переход | -4849 | 0 | -4849 | 0 | — | ||||
199 | Переход | -4849 | -4849 | — | ||||||
200 | 21а90 | -7775 | -7775 | 2 | ||||||
201 | Переход | -4849 | -4849 | — | CW (уровень 90 %) См. таблицу 11, таблицу D.19 и рисунок D.23 | |||||
202 | 20Ьа90с | -7775 | -2922 | -4849 | 20.0 | 5Ь | ||||
203 | Переход | -4849 | 0 | -4849 | 0 | — |
156
Продолжение таблицы D.28
ГОСТ ISO 13679—2023
Завершение TS-B при CAL IV с Ваь 90 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, °/30м | CALIV | Время выдержки, мин | Направление |
Температура, °C | ||||||||||
204 | Переход | -4849 | 0 | 0 | -4849 | 0 | 0 | Температура окружающей среды | — | CW (уровень 90 %) См. таблицу 11, таблицу D.19 и рисунок D.23 |
205 | 20а90с | -7775 | -7775 | 2а | ||||||
206 | Переход | -4475 | -4475 | — | ||||||
207 | Переход | -3554 | 921 | -4475 | 24,5 | — | ||||
208 | 19Ьа90с | -6477 | -2922 | -4475 | 20,0 | 10 | ||||
209 | Переход | -3554 | 0 | -4475 | 0 | — | ||||
210 | 19а90с | -6477 | -7402 | 10 | ||||||
211 | Переход | -2384 | -3305 | — | ||||||
212 | Переход | -1397 | 1908 | -3305 | 50,8 | — | ||||
213 | 18Ьа90с | -4319 | -2922 | -3305 | 20,0 | 10 | ||||
214 | Переход | -1397 | 0 | -3305 | 0 | — | ||||
215 | 18а90с | -4319 | 1908 | 0 | -6228 | 50,8 | 0 | 10 | ||
216 | Переход | 93 | -1815 | — | ||||||
217 | Переход | 765 | 2580 | 68,5 | — | |||||
218 | 17Ьа90с | -2157 | -2922 | 20,0 | 10 | |||||
219 | Переход | 765 | 0 | 0 | — | |||||
220 | 17Ьа90с | -2157 | -4737 | 10 | ||||||
221 | Переход | 2473 | -107 | — | ||||||
222 | Переход | 2922 | 3029 | 80,6 | — | |||||
223 | 16Ьа90с | 0 | -2922 | 20,0 | 60 | |||||
224 | Переход | 2922 | 0 | 0 | — | |||||
225 | 16а90с | 0 | -3029 | 10 | ||||||
226 | Переход | 3029 | 0 | — | ||||||
227 | 15а90 | 3336 | 3336 | 88,7 | 10 | |||||
228 | Переход | 2922 | 2922 | 77,7 | — | |||||
229 | Переход | 3986 | 1063 | — | ||||||
230 | 14Ьа90с | 6908 | 2922 | 20,0 | 10 | |||||
231 | Переход | 3986 | 0 | 0 | — | |||||
232 | 14а90с | 6908 | 3986 | 10 | ||||||
233 | Переход | 6534 | 2544 | 67,7 | — | |||||
234 | Переход | 4849 | 2304 | — |
157
ГОСТ ISO 13679—2023
Окончание таблицы D.28
Завершение TS-B при CAL IV с Ваь 90 % (QI, QII, QI).
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Изгибающая нагрузка резьбового соединения, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Прогиб, °/30м | CAL IV | Время выдержки, МИН | Направление |
Температура, °C | ||||||||||
235 | 13Ьа90с | 7775 | 2544 | 2922 | 2304 | 67,7 | 20,0 | Температура окружающей среды | 10 | CW (уровень 90 %) См. таблицу 11, таблицу D.19 и рисунок D.23 |
236 | Переход | 4849 | 0 | 0 | — | |||||
237 | 13а90с | 7775 | 5227 | 10 | ||||||
238 | Переход | 6499 | 1272 | 33,8 | — | |||||
239 | 12а90 | 7775 | 6499 | 5 | ||||||
240 | Переход | 7139 | 636 | 16,9 | — | |||||
241 | 11а90 | 7775 | 7139 | 5 | ||||||
242 | Переход | 7139 | 0 | 0 | — | |||||
243 | 10а90 | 7775 | 7775 | 2 | ||||||
244 | 0 | 0 | 0 | — |
Конец CAL IV TS-B
а Т. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено до 2 мин.
b Т. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено до 5 мин.
Примечание — При этом время выдержки на этапе нагрузки 197 уменьшается с 60 до 5 мин.
с В том числе если изгиб измеряют методом контроля кривизны по эквивалентному напряжению (см. 5.9.3.4.4), то испытание точки изгибающей нагрузки проводят после соответствующей точки нагрузки без изгиба.
D.6.3 График нагрузок TS-C
D.6.3.1 Общие положения
Конкретные этапы нагрузки, необходимые для выполнения TS-C при CAL IV в соответствии с требованиями 7.3.5 и таблицы 13, приведены в таблицах D.30 и D.31 и представлены на рисунках D.24 и D.25. В данном примере TS-C разбит на две последовательности испытаний.
При определении графиков нагрузок серии С при CAL IV приняты следующие допущения:
а) фактическое среднее значение внутреннего диаметра трубы D{ (da^), используемое для расчета CEPL для этапов нагрузки внутренним давлением, равно 218,87 мм;
Ь) параметры труб, используемые для расчета графиков нагрузок TS-C при CAL IV, приведены в таблице D.29.
Примечание — В зависимости от конструкции резьбового соединения Dv используемое для расчетов CEPL, может отличаться от среднего значения Ц, особенно для резьбовых соединений с упорным заплечиком.
Таблица D.29 — Пример параметров трубы, используемых для расчета графиков нагрузок в серии С
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ^min | ‘avg | AMYSa | 'Четр |
244,48 мм | 13,84 мм | 758 МПа | 246,30 мм | 12,88 мм | 13,72 мм | 862 МПа | 0,8864 |
D.6.3.2 Десять термических циклов TS-C (ТС1 —ТС10)
Как показано на рисунке D.24 и приведено в таблице D.30, испытания при CAL IV продолжаются серией TS-C. TS-C начинают с нагрева испытательного образца до установленной повышенной температуры и применения постоянной растягивающей нагрузки и нагрузки от внутреннего давления (LP 14е) с периодом выдержки в 1 ч.
158
ГОСТ ISO 13679—2023
При поддержании постоянной нагрузки испытательный образец охлаждают, а затем подвергают десяти циклам выдержки при температуре окружающей среды и при повышенной температуре. Точки выдержки при температуре окружающей среды и при повышенной температуре требуют оценки герметичности, которую следует проводить одним из методов выявления утечек, приведенных в 5.7.
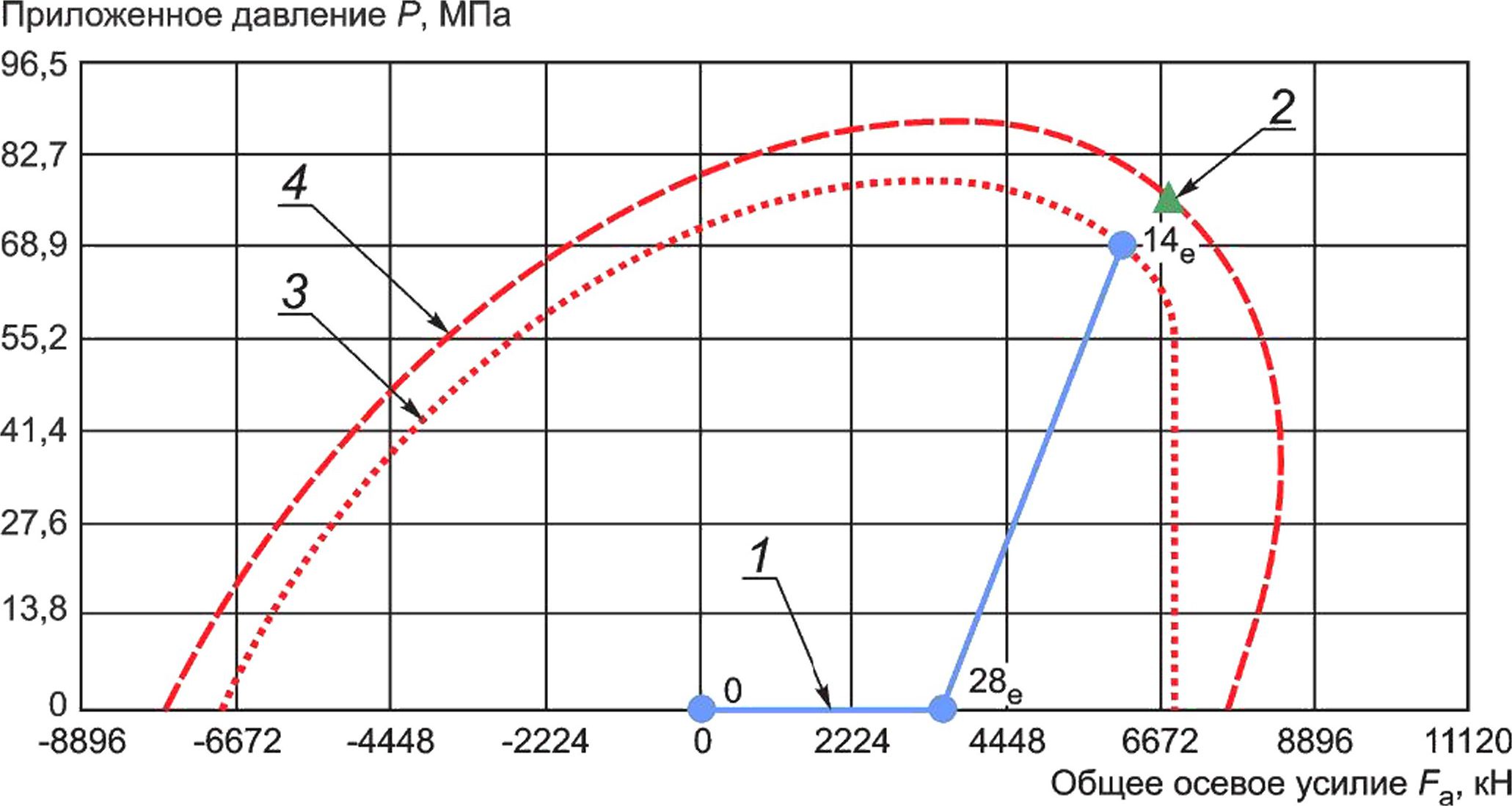
1 — точки TLEe; 2 — точки СЕЕе\ 3 — 90 % СЕЕе; 4 — кривая 4е
Рисунок D.24 — Десять термических циклов, TS-C этапы нагрузки 1—44
Таблица D.30 — График термических циклических нагрузок в серии испытаний С при CAL IV
Начало TS-C при CAL IV с 10 термическими циклами. Система выявления утечек под внутренним давлением для TS-B и TS-C | ||||||||
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Описание этапа нагрузки |
1 | 0 | 0 | 0 | 0 | 0 | Нагрев | — | — |
2 | 180 | — | ||||||
3 | 28е | 3536 | 3536 | — | ||||
4 | 6125 | 2589 | 68,9 | 60 | ||||
5 | Охлаждение | — | ТС1 См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
6 | До 52 включ. | 5 | ||||||
7 | Нагрев | — | ||||||
8 | 180 | 5 | ||||||
9 | Охлаждение | — | ТС2 См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
10 | До 52 включ. | 5 | ||||||
11 | Нагрев | — | ||||||
12 | 180 | 5 | ||||||
13 | Охлаждение | — | тез См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
14 | До 52 включ. | 5 | ||||||
15 | Нагрев | — | ||||||
16 | 180 | 5 | ||||||
159
ГОСТ ISO 13679—2023
Окончание таблицы D.30
Начало TS-C при CAL IV с 10 термическими циклами.
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Описание этапа нагрузки |
17 | 14е | 6125 | 2589 | 3536 | 68,9 | Охлаждение | — | ТС4 См. таблицу 13, таблицу D.23 и рисунок D.24 |
18 | До 52 включ. | 5 | ||||||
19 | Нагрев | — | ||||||
20 | 180 | 5 | ||||||
21 | Охлаждение | — | ТС5 См. таблицу 13, таблицу D.23 и рисунок.D.24 | |||||
22 | До 52 включ. | 5 | ||||||
23 | Нагрев | — | ||||||
24 | 180 | 5 | ||||||
25 | Охлаждение | — | ТС6 См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
26 | До 52 включ. | 5 | ||||||
27 | Нагрев | — | ||||||
28 | 180 | 5 | ||||||
29 | Охлаждение | — | ТС7 См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
30 | До 52 включ. | 5 | ||||||
31 | Нагрев | — | ||||||
32 | 180 | 5 | ||||||
33 | Охлаждение | — | ТС8 См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
34 | До 52 включ. | 5 | ||||||
35 | Нагрев | — | ||||||
36 | 180 | 5 | ||||||
37 | Охлаждение | — | ТС9 См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
38 | До 52 включ. | 5 | ||||||
39 | Нагрев | — | ||||||
40 | 180 | 5 | ||||||
41 | Охлаждение | — | ТС10 См. таблицу 13, таблицу D.23 и рисунок D.24 | |||||
42 | До 52 включ. | 5 | ||||||
43 | Нагрев | — | ||||||
44 | 180 | 5 |
Конец 10 термических циклов TS-C
D.6.3.3 Пять механических циклов TS-C (МС1 — МС5)
Как показано на рисунке D.25 и приведено в таблице D.31, TS-C при CAL IV завершается серией из пяти механических циклов при температуре окружающей среды. Планируемая траектория этих механических циклов проходит в направлении CCW с точкой выдержки при высоком напряжении и высоком внутреннем давлении (LP 14а90), в которой требуется оценка герметичности. Остальные точки, проходящие через механические циклы, не требуют оценки абсолютной герметичности, следует проводить одним из методов выявления утечек, приведенных в 5.7.
160
ГОСТ ISO 13679—2023
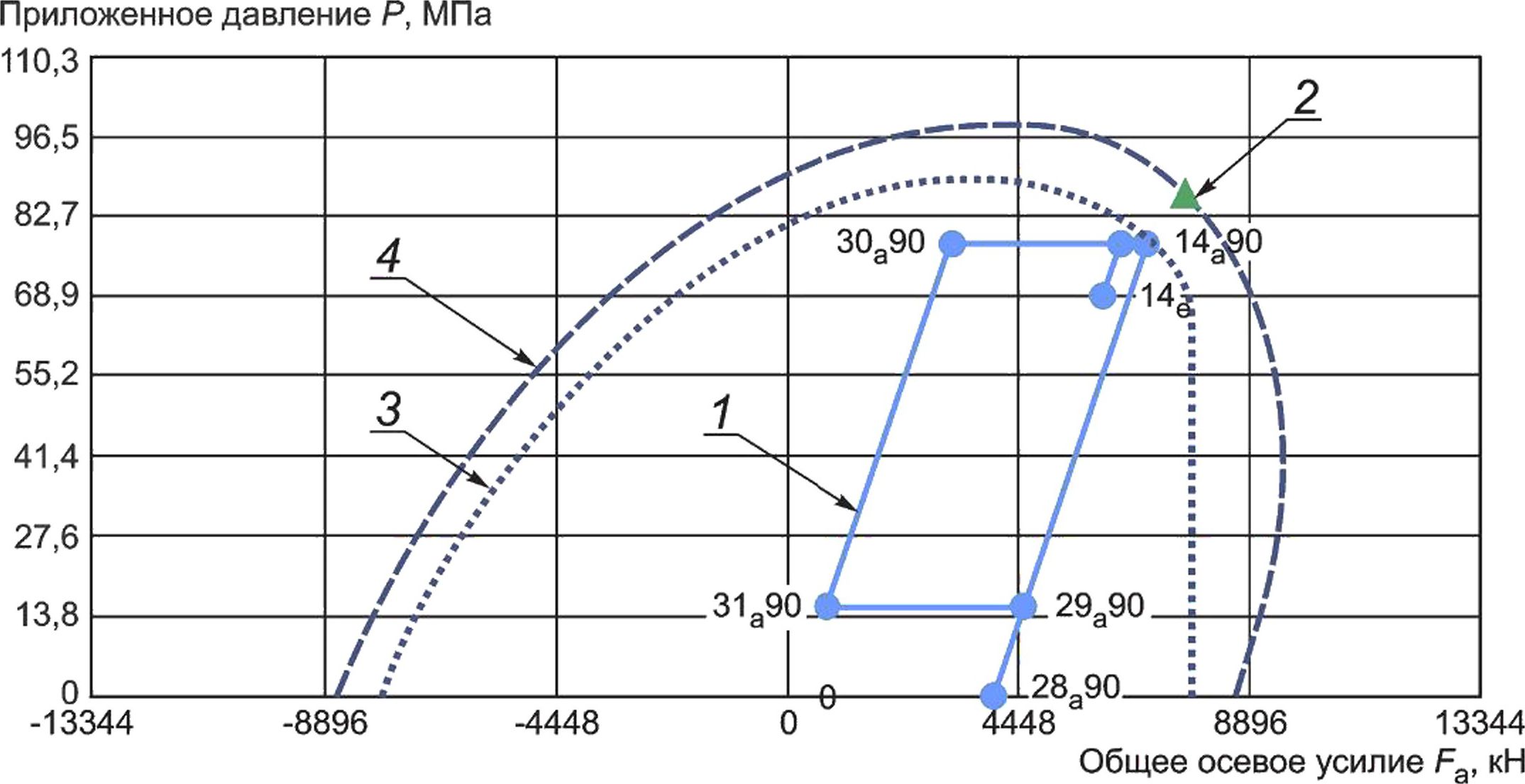
1 — точки TLEe; 2 — точки СЕЕ9-, 3 — 90 % СЕЕ?-, 4 — кривая 4а
Рисунок D.25 — Пять механических циклов, TS-C этапы нагрузки 45—69
Таблица D.31 — График механических циклических нагрузок в серии испытаний С при CAL IV
Продолжение TS-C при CAL IV с 5 механическими циклами.
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Описание этапа нагрузки |
45 | 14е | 6125 | 2589 | 3536 | 68,9 | Не более 35 включ. | — | Переход |
46 | Переход | 6459 | 2922 | 77,7 | — | |||
47 | 14а90 | 6908 | 3986 | 5 | ||||
48 | 30а90 | 3123 | 200 | 2 | МС1 См. таблицу 13, таблицу D.19 и рисунок D.25 | |||
49 | 31а90 | 783 | 583 | 15,5 | 2 | |||
50 | 29а90 | 4573 | 583 | 3986 | 2 | |||
51 | 14а90 | 6908 | 2922 | 77,7 | 5 | |||
52 | 30а90 | 3123 | 200 | 2 | МС2 См. таблицу 13, таблицу D.19 и рисунок D.25 | |||
53 | 31а90 | 783 | 583 | 15,5 | 2 | |||
54 | 29а90 | 4573 | 3986 | 2 | ||||
55 | 14а90 | 6908 | 2922 | 77,7 | 5 | |||
56 | 30а90 | 3123 | 200 | 2 | МСЗ См. таблицу 13, таблицу D.19 и рисунок D.25 | |||
57 | 31а90 | 783 | 583 | 15,5 | 2 | |||
58 | 29а90 | 4573 | 3986 | 2 | ||||
59 | 14а90 | 6908 | 2922 | 77,7 | 5 | |||
60 | 30а90 | 3123 | 200 | 2 | МС4 См. таблицу 13, таблицу D.19 и рисунок D.25 | |||
61 | 31а90 | 783 | 583 | 15,5 | 2 | |||
62 | 29а90 | 4573 | 3986 | 2 | ||||
63 | 14а90 | 6908 | 2922 | 77,7 | 5 |
161
ГОСТ ISO 13679—2023
Окончание таблицы D.31
Продолжение TS-C при CAL IV с 5 механическими циклами.
Система выявления утечек под внутренним давлением для TS-B и TS-C
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Описание этапа нагрузки |
64 | 30а90 | 3123 | 2922 | 200 | 77,7 | Не более 35 включ. | 2 | МС5 См. таблицу 13, таблицу D.19 и рисунок D.25 |
65 | 31а90 | 783 | 583 | 15,5 | 2 | |||
66 | 29а90 | 4573 | 3986 | 2 | ||||
67 | 14а90 | 6908 | 2922 | 77,7 | 5 | |||
68 | Переход | 3986 | 0 | 0 | — | |||
69 | 0 | 0 | 0 | — |
Конец CAL IV TS-C
D.6.4 График нагрузок TS-A
D.6.4.1 Общие положения
Конкретные этапы нагрузки, необходимые для завершения испытаний серии А при CAL IV в соответствии с требованиями 7.3.3 и данными таблицы 9, приведены в таблицах D.33—D.42 и на рисунках D.26—D.35. В данном примере TS-A разбит на десять циклов испытаний.
При определении графиков нагрузок серии А при CAL IV учитывают следующее:
а) фактическое среднее значение внутреннего диаметра трубы D- (davg), используемое для вычисления CEPL для этапов нагрузки внутренним давлением, равно 218,87 мм;
Ь) на наружный диаметр Do испытательного образца трубы плотно прикрепляют камеру наружного давления. Если камера наружного давления установлена на поверхность, наружный диаметр которой не равен номинальному наружному диаметру трубы Do, то для обеспечения приложения общей осевой нагрузки необходимо скорректировать осевую нагрузку с учетом CEPL;
с) параметры трубы, используемые для расчета графиков нагрузок TS-A при CAL IV, приведены в таблице D.32.
Примечание — В зависимости от конструкции резьбового соединения Dv используемый для расчетов CEPL, может отличаться от среднего значения внутреннего диаметра трубы Dv особенно для резьбовых соединений с упорным заплечиком.
Таблица D.32 — Пример параметров трубы, используемых для расчета графиков нагрузок в серии А
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ^min | ^avg | AMYSa | ^195 | ^65 | Khc |
244,48 мм | 13,84 мм | 758 МПа | 246,30 мм | 12,88 мм | 13,72 мм | 862 МПа | 0,8864 | 0,9723 | 63,0 МПа |
Примечание — К65 округлен, точную формулу см. в D.5.6.
D.6.4.2 Уровень 90 % TS-A при повышенной температуре (QI, QII)
Как показано на рисунке D.26 и приведено в таблице D.33, испытания при CAL IV продолжаются серией TS-A. TS-A начинают с проведения испытания под внутренним давлением при повышенной температуре. Серию точек нагрузки QI/QII выполняют в направлении CCW на уровне 90 %. В большинстве точек выдержки требуется оценка герметичности. В случае проведения испытания установленной камерой наружного давления оценка герметичности должна быть осуществлена методом перепада давления (см. 5.8.2 и рисунок 16). В остальных случаях оценку герметичности следует проводить одним из методов выявления утечек, приведенных в 5.7.
162
ГОСТ ISO 13679—2023
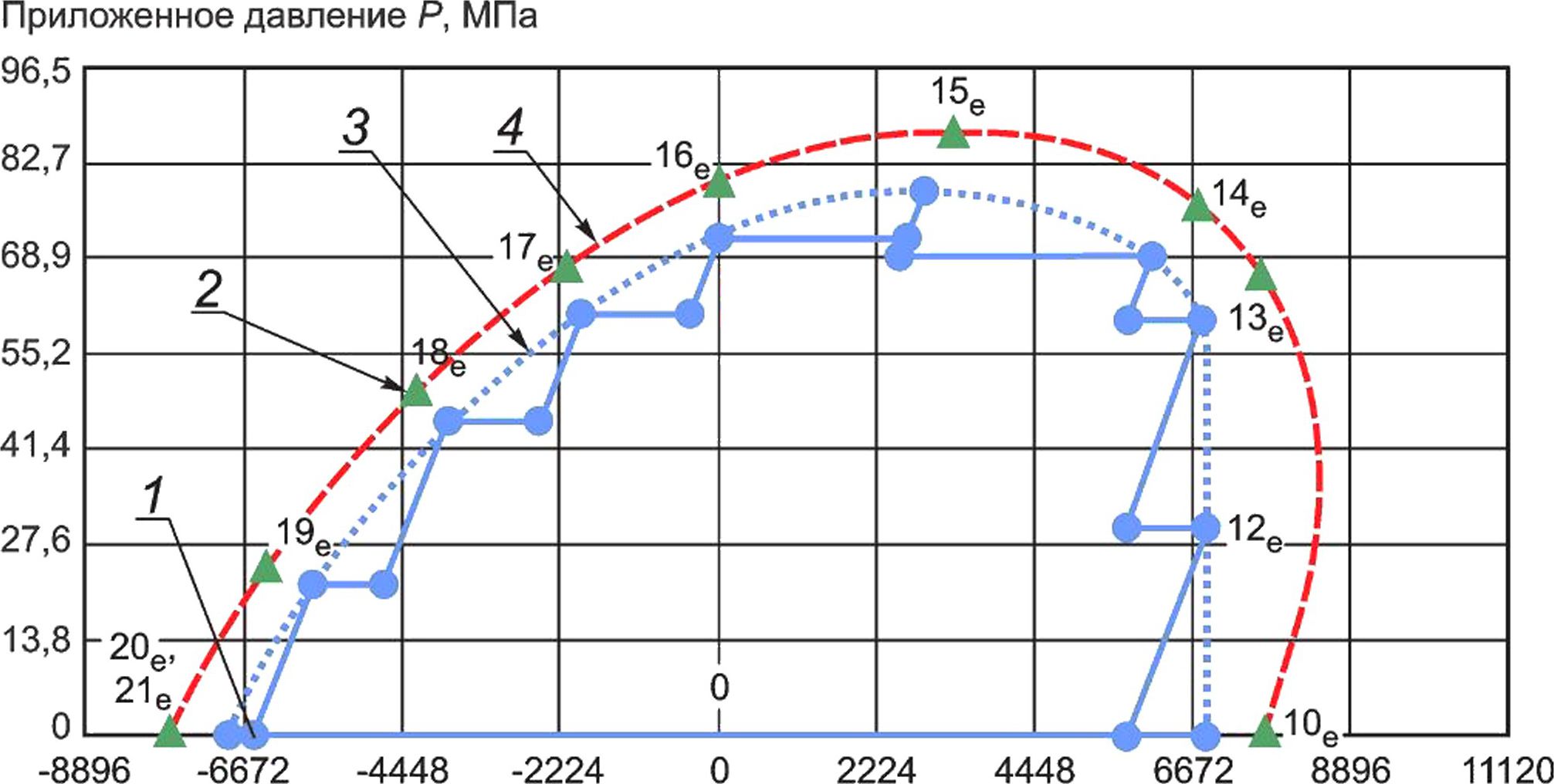
Общее осевое усилие Fa, кН
1 — точки TLEe; 2 — точки СЕЕе\ 3 — 90 % СЕЕе; 4 — кривая 4е
Рисунок D.26 — Ае 90 % (QI, QII), TS-Aэтапы нагрузки 1—24
Таблица D.33 — Уровень 90 % TS-A при повышенной температуре (QI, QII)
Начало TS-A при CAL IV с Ае 90 % (QI, QII).
Система выявления утечек для TS-A при повышенной температуре
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | СЕРЬ, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
1 | 0 | 0 | 0 | 0 | 0 | Нагрев | — | CCW (уровень 90 %) См. таблицу 9, таблицу D.23 и рисунок D.26 |
2 | 180 | — | ||||||
3 | 10е | 6890 | 6890 | 2 | ||||
4 | Переход | 5760 | 5760 | — | ||||
5 | 12е | 6890 | 1130 | 5760 | 30,0 | 10 | ||
6 | Переход | 5760 | 4635 | — | ||||
7 | 13е | 6890 | 2255 | 4635 | 60,0 | 10 | ||
8 | Переход | 5792 | 3536 | — | ||||
9 | 14е | 6125 | 2589 | 3536 | 68,9 | 10 | ||
10 | Переход | 2589 | 0 | — | ||||
11 | 15е | 2958 | 2958 | 78,6 | 10 | |||
12 | Переход | 2687 | 2687 | 71,4 | — | |||
13 | Ч | 0 | -2687 | 60 | ||||
14 | Переход | -400 | 2286 | -2687 | 60,8 | — | ||
15 | 17е | -1913 | -4199 | 10 | ||||
16 | Переход | -2509 | 1695 | -4199 | 45,0 | — | ||
17 | 18е | -3830 | -5520 | 10 | ||||
18 | Переход | -4702 | 818 | -5520 | 21,7 | — | ||
19 | 19е | -5743 | -6561 | 10 |
163
ГОСТ ISO 13679—2023
Окончание таблицы D.33
Начало TS-A при CAL IV с 4е 90 % (QI, QII). Система выявления утечек для TS-A при повышенной температуре | ||||||||
Этап нагрузки | Точка нагрузки LP | Общее усилие,кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
20 | Переход | -6561 | 0 | -6561 | 0 | 180 | — | CCW (уровень 90 %) См. таблицу 9, таблицу D.23 и рисунок D.26 |
21 | 20е | -6890 | -6890 | 2а | ||||
22 | Переход | -6890 | — | |||||
23 | 21е | -6890 | 2 | |||||
24 | 0 | 0 | 0 | — | ||||
Конец Ае 90% (QI, QII). Переход от испытания под внутренним давлением к испытанию под наружным давлением | ||||||||
а Т. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено с 10 до 2 мин. | ||||||||
D.6.4.3 Уровень 90 % TS-A при повышенной температуре (QIII, QIV и QIV, QIII)
Как показано на рисунке D.27 и приведено в таблице D.34, TS-A при CAL IV продолжается испытанием под наружным давлением при повышенной температуре. Серию точек нагрузки QIII/QIV выполняют сначала в направлении CCW, а затем в направлении CW (для оценки зависимости от траектории нагрузки) на уровне 90 %. В большинстве точек выдержки требуется оценка герметичности, которая должна быть проведена методом перепада давления (см. 5.8.2 и рисунок 17). Система должна оставаться закрытой для предотвращения вытекания горячей жидкости из камеры наружного давления.
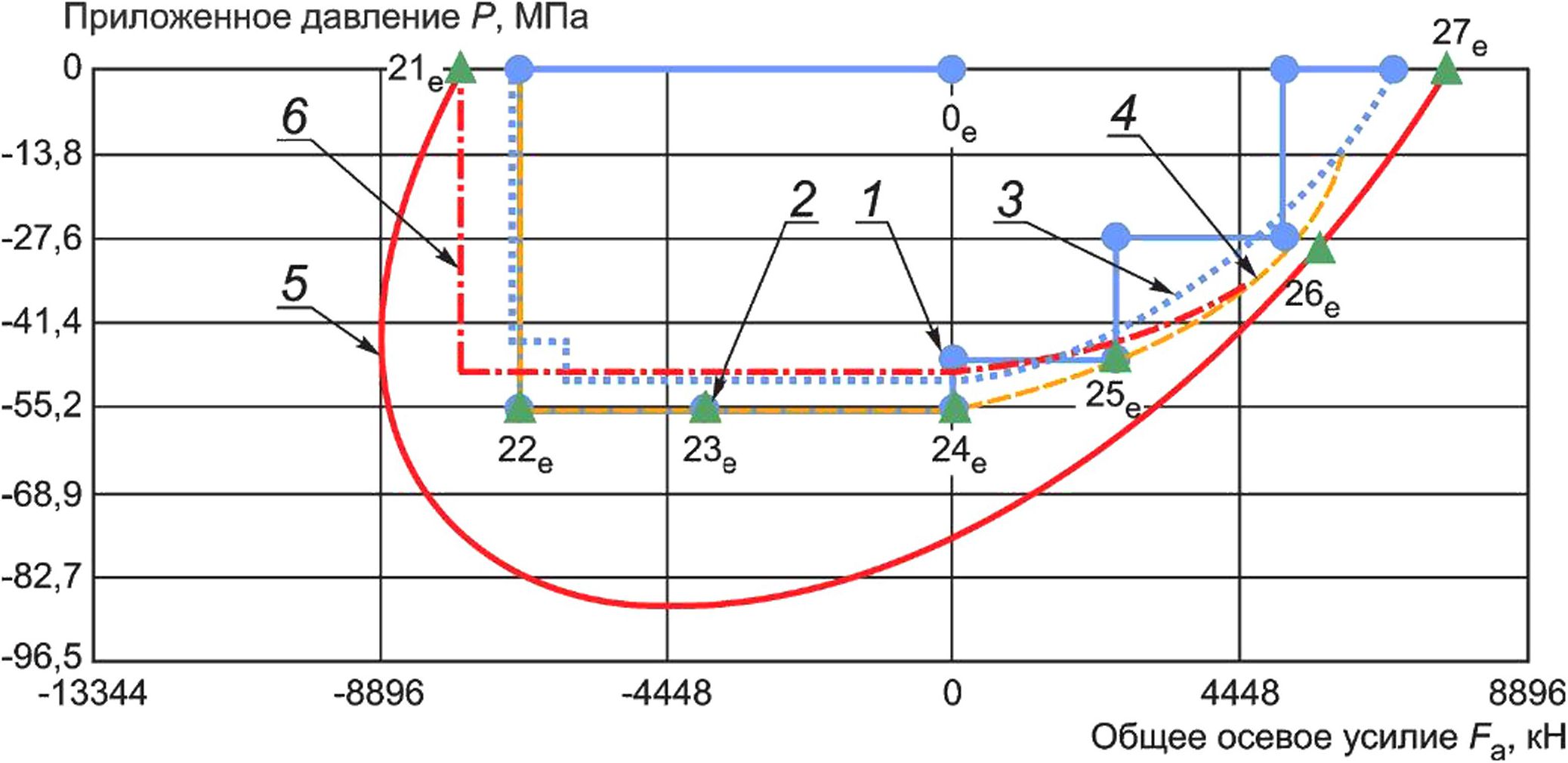
1 — точки TLEe; 2 — точки СЕЕ*\ 3 — 90 % СЕ^\ 4 — кривая 3е; 5 — кривая 4е; 6 — кривая 5е Рисунок D.27 — Ае 90 % (QIII, QIV) и Ае 90 % (QIV, QIII), TS-A этапы нагрузки 25-51
164
ГОСТ ISO 13679—2023
Таблица D.34 — Уровень 90 % TS-A при повышенной температуре (Qlll, QIV) и (QIV, Qlll)
Продолжение TS-A при CAL IV с Ае 90 % (Qlll, QIV) и Ае 90 % (QIV, Qlll). Система выявления утечек для TS-A при повышенной температуре
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура,°C | Время выдержки, мин | Направление |
25 | 0 | 0 | 0 | 0 | 0 | 180 | — | CCW (уровень 90 %) См. таблицу 9, таблицу D.23 и рисунок D.27 |
26 | 21е | -6890 | -6890 | 2 | ||||
27 | Переход | -6744 | -6744 | — | ||||
28 | 22е | -55,9 | 60 | |||||
29 | Переход | -3830 | -3830 | — | ||||
30 | 23е | 10 | ||||||
31 | Переход | — | ||||||
32 | 24е | 0 | 0 | 10 | ||||
33 | Переход | -47,7 | — | |||||
34 | 25е | 2527 | 2527 | 10 | ||||
35 | Переход | -26,7 | — | |||||
36 | 26е | 5129 | 5129 | 10 | ||||
37 | Переход | 0 | — | |||||
38 | 27е | 6890 | 6890 | 2 | ||||
39 | Переход | 5129 | 5129 | — | CW (уровень 90 %) См. таблицу 9, таблицу D.23 и рисунок D.27 | |||
40 | 26е | -26,7 | 10 | |||||
41 | Переход | 2527 | 2527 | — | ||||
42 | 25е | -47,7 | 10 | |||||
43 | Переход | 0 | 0 | — | ||||
44 | 24е | -55,9 | 60 | |||||
45 | Переход | -3830 | -3830 | — | ||||
46 | 23е | 10 | ||||||
47 | Переход | — | ||||||
48 | 22е | -6744 | -6744 | 10 | ||||
49 | Переход | 0 | — | |||||
50 | 21е | -6890 | -6890 | 2 | ||||
51 | 0 | 0 | 0 | — |
Конец Ае 90 % (Qlll, QIV) и Ае 90 % (QIV, Qlll).
Переход от испытания под наружным давлением к испытанию под внутренним давлением
D.6.4.4 Уровень 90 % TS-A при повышенной температуре (Qll, QI)
Как показано на рисунке D.28 и приведено в таблице D.35, TS-A при CAL IV продолжается испытанием под внутренним давлением при повышенной температуре. Серию точек нагрузки QI/QII прикладывают в направлении CW. В большинстве точек выдержки требуются оценки герметичности. Настоящее испытание может быть проведено с установленной камерой наружного давления, при этом оценку герметичности осуществляют методом перепада давления (см. 5.8.2 и рисунок 16). Однако камеру наружного давления можно убрать, и в этом случае может быть использован один из методов выявления утечек, приведенных в 5.7.
165
ГОСТ ISO 13679—2023
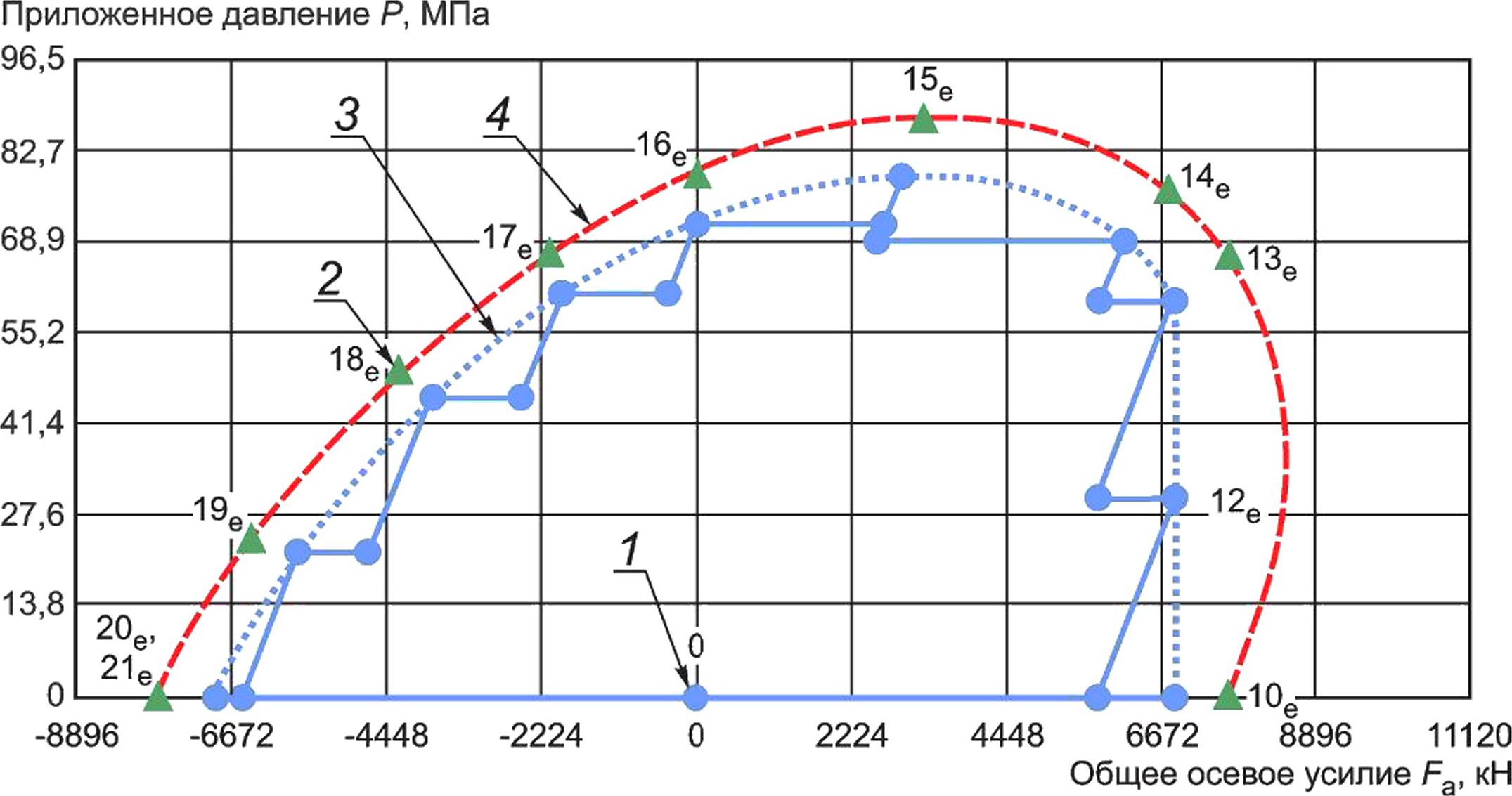
1 — точки TLEe; 2 — точки СЕЕе; 3 — 90 % СЕЕе- 4 — кривая 4е
Рисунок D.28 — Ае 90 % (QIII, QIV) и Ае 90 % (QIV, QIII), TS-A этапы нагрузки 52—74
Таблица D.35 — Уровень 90 % TS-A при повышенной температуре (QII, QI)
Продолжение TS-A с Ае 90 % (QII, QI).
Система выявления утечек для TS-A при повышенной температуре
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
52 | 0 | 0 | 0 | 0 | 0 | 180 | — | CW (уровень 90 %) См. таблицу 9, таблицу D.23 и рисунок D.28 |
53 | 24 | -6890 | -6890 | 2 | ||||
54 | Переход | — | ||||||
55 | 20е | 2а | ||||||
56 | Переход | -6561 | -6561 | — | ||||
57 | 19е | -5743 | 818 | 21,7 | 10 | |||
58 | Переход | -4702 | -5520 | — | ||||
59 | -3830 | 1695 | 45,0 | 60 | ||||
60 | Переход | -2509 | -4199 | — | ||||
61 | 17е | -1913 | 2286 | 60,8 | 10 | |||
62 | Переход | -400 | -2687 | — | ||||
63 | ^е | 0 | 2687 | 71,4 | 10 | |||
64 | Переход | 2687 | 0 | — | ||||
65 | 15е | 2958 | 2958 | 78,6 | 10 | |||
66 | Переход | 2589 | 2589 | 68,9 | — | |||
67 | 14е | 6125 | 3536 | 60 | ||||
68 | Переход | 5792 | 2255 | 60,0 | — | |||
69 | 6890 | 4635 | 10 |
166
Окончание таблицы D.35
ГОСТ ISO 13679—2023
Продолжение TS-A с Ае 90 % (QII, QI). Система выявления утечек для TS-A при повышенной температуре | ||||||||
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
70 | Переход | 5760 | 1130 | 4635 | 30,0 | 180 | — | CW (уровень 90 %) См. таблицу 9, таблицу D.23 и рисунок D.28 |
71 | 12е | 6890 | 5760 | 10 | ||||
72 | Переход | 5760 | 0 | 0 | — | |||
73 | ч | 6890 | 6890 | 2 | ||||
74 | 0 | 0 | 0 | — | ||||
Конец Ае 90%(QII, QI) | ||||||||
а Т. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено с 10 до 2 мин. | ||||||||
D.6.4.5 Уровень 90 % TS-A, пять циклов QI—QIII
Как показано на рисунке D.29 и приведено в таблице D.36, TS-A при CAL IV продолжается циклическим воздействием нагрузкой и температурой (пять циклов) от QI при температуре окружающей среды (до 65 °C включительно) до QIII при повышенной температуре. В точках выдержки в QI и QIII требуется оценка герметичности. Данное испытание может быть выполнено с установленной камерой наружного давления, а оценку герметичности проводят методом перепада давления (см. 5.8.2 и рисунком 16). Однако камеру наружного давления можно убрать, и в этом случае может быть использован один из методов выявления утечки, приведенных в 5.7. Для испытания под наружным давлением оценка герметичности должна быть осуществлена методом перепада давления (см. 5.8.2 и рисунок 17). Система должна оставаться закрытой для предотвращения вытекания горячей жидкости из камеры наружного давления.
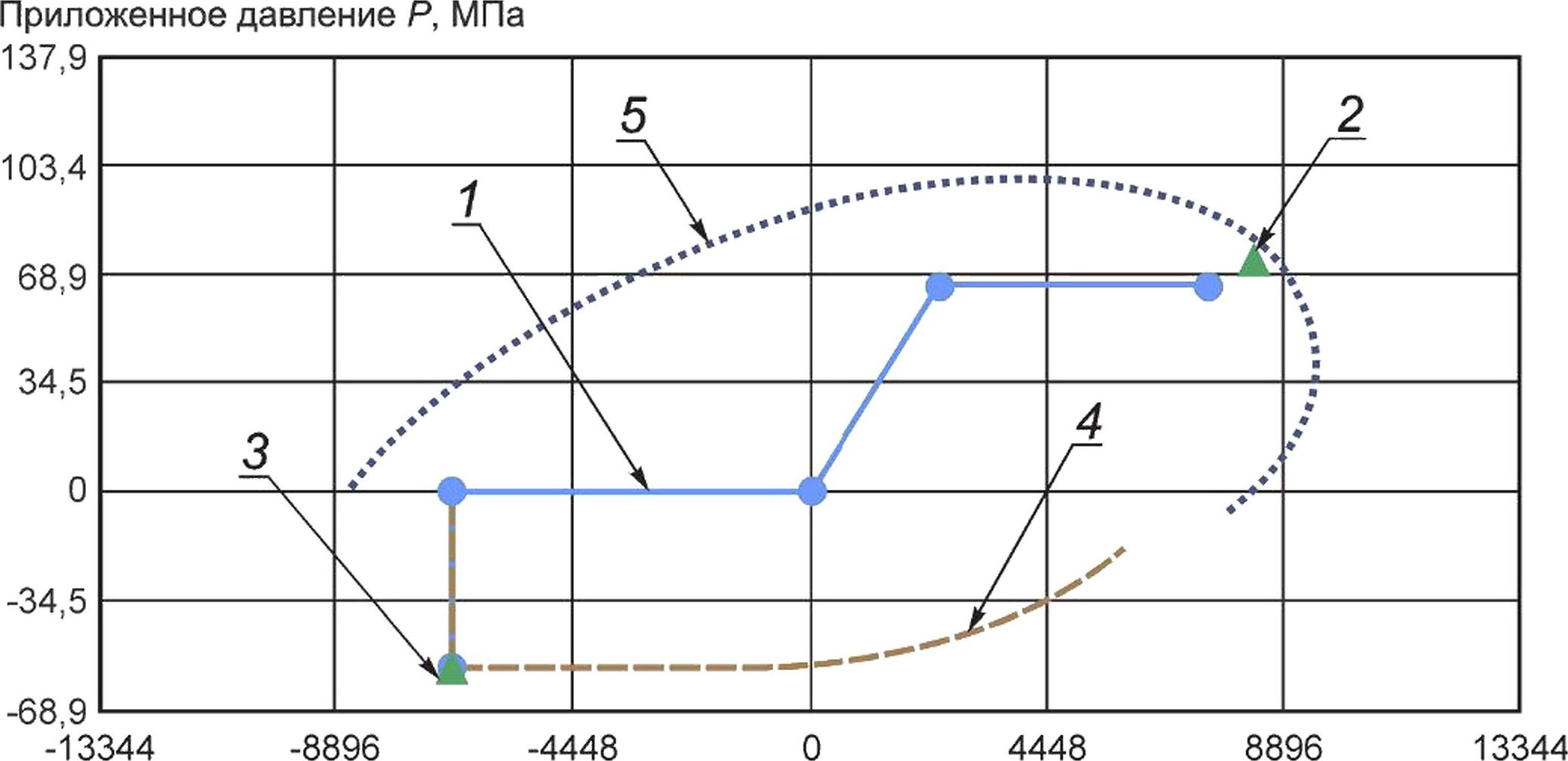
Общее осевое усилие Еа, кН
1 — точки TLE; 2 — точки СЕЕ65; 3 — точки СЕЕе; 4 — кривая 3е; 5 — кривая 4а
Рисунок D.29 — Ае 90 % пять циклов QI — QIII, TS-A этапы нагрузки 75—125
167
ГОСТ ISO 13679—2023
Таблица D.36 — Уровень 90 % TS-A с пятью циклами QI—Qlll
Продолжение TS-A при CAL IV с пятью циклами QI-QIII на уровне 90 %. Система выявления утечек для TS-A при повышенной температуре
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
75 | 0 | 0 | 0 | 0 | 0 | Охлаждение | — | Цикл 1 (уровень 90 %) См. таблицу 9, таблицу D.20, таблицу D.23 и рисунок D.29 |
76 | Переход | 2478 | 2478 | 65,8 | 65 | |||
77 | 1 cycle | 7558 | 5084 | 15 | ||||
78 | Переход | 2478 | 0 | — | ||||
79 | 0 | 0 | 0 | 0 | ||||
80 | Нагрев | |||||||
81 | Переход | -6744 | -6744 | 180 | ||||
82 | 22е | 55,9 | 15 | |||||
83 | Переход | 0 | — | |||||
84 | 0 | 0 | 0 | |||||
85 | Охлаждение | Цикл 2 (уровень 90 %) См. таблицу 9, таблицу D.20, таблицу D.23 и рисунок D.29 | ||||||
86 | Переход | 2478 | 2478 | 65,8 | 65 | |||
87 | cycle | 7558 | 5084 | 15 | ||||
88 | Переход | 2478 | 0 | — | ||||
89 | 0 | 0 | 0 | 0 | ||||
90 | Нагрев | |||||||
91 | Переход | -6744 | -6744 | 180 | ||||
92 | 22е | -55,9 | 15 | |||||
93 | Переход | 0 | — | |||||
94 | 0 | 0 | 0 | |||||
95 | Охлаждение | Цикл 3 (уровень 90 %) См. таблицу 9, таблицу D.20, таблицу D.23 и рисунок D.29 | ||||||
96 | Переход | 2478 | 2478 | 65,8 | 65 | |||
97 | 13 cycle | 7558 | 5084 | 15 | ||||
98 | Переход | 2478 | 0 | — | ||||
99 | 0 | 0 | 0 | 0 | ||||
100 | Нагрев | |||||||
101 | Переход | -6744 | -6744 | 180 | ||||
102 | 22е | -55,9 | 15 | |||||
103 | Переход | 0 | — | |||||
104 | 0 | 0 | 0 | |||||
105 | Охлаждение | Цикл 4 (уровень 90 %) См. таблицу 9, таблицу D.20, таблицу D.23 и рисунок D.29 | ||||||
106 | Переход | 2478 | 2478 | 65,8 | 65 | |||
107 | 13 cycle | 7558 | 5084 | 15 | ||||
108 | Переход | 2478 | 0 | — |
168
Окончание таблицы D.36
ГОСТ ISO 13679—2023
Продолжение TS-A при CAL IV с пятью циклами QI-QIII на уровне 90 %. Система выявления утечек для TS-Апри повышенной температуре
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, МИН | Направление |
109 | 0 | 0 | 0 | 0 | 0 | — | Цикл 4 (уровень 90 %) См. таблицу 9, таблицу D.20, таблицу D.23 и рисунок D.29 | |
110 | Нагрев | |||||||
111 | Переход | -6744 | -6744 | 180 | ||||
112 | 22е | -55,9 | 15 | |||||
113 | Переход | 0 | — | |||||
114 | 0 | 0 | 0 | |||||
115 | Охлаждение | Цикл 5 (уровень 90 %) См. таблицу 9, таблицу D.20, таблицу D.23 и рисунок D.29 | ||||||
116 | Переход | 2478 | 2478 | 65,8 | 65 | |||
117 | 13 1 cycle | 7558 | 5084 | 15 | ||||
118 | Переход | 2478 | 0 | — | ||||
119 | 0 | 0 | 0 | 0 | ||||
120 | Нагрев | |||||||
121 | Переход | -6744 | -6744 | 180 | ||||
122 | 22е | -55,9 | 15 | |||||
123 | Переход | 0 | — | |||||
124 | 0 | 0 | 0 | |||||
125 | Охлаждение |
Конец циклов QI-QIII.
Переход с системы выявления утечек на режим испытаний при температуре окружающей среды
D.6.4.6 Уровень 90 % TS-A при температуре окружающей среды (QI,QII)
Как показано на рисунке D.30 и приведено в таблице D.37, TS-A при CAL IV продолжается испытанием под внутренним давлением при температуре окружающей среды. Серию точек нагрузки QI/QII выполняют в направлении CCW на уровне 90 %. В большинстве точек выдержки требуется оценка герметичности. Настоящее испытание может быть выполнено с установленной камерой наружного давления, при этом оценку герметичности осуществляют методом выявления утечек по уровню воды (см. 5.8.1 и рисунок 14). Однако камеру наружного давления можно убрать, и в этом случае может быть использован один из методов выявления утечек, приведенных в 5.7.
169
ГОСТ ISO 13679—2023
1 — точки TLEa90; 2 — точки СЕЕа; 3 — 90 % СЕЕа; 4 — кривая 4а
Рисунок D.30 — Аа 90 % (QI, QII), TS-Aэтапы нагрузки 126—148
Таблица D.37 — Уровень 90 % TS-A при температуре окружающей среды (QI, QII)
Продолжение CAL IV TS-A с Аа 90 % (QI, QII).
Система выявления утечек для TS-A при температуре окружающей среды
Этап нагрузки | Точка нагрузки LP | Общее усилие,кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
126 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CCW (уровень 90 %) См. таблицу 9, таблицу D.19 и рисунок D.30 |
127 | 10а90 | 7775 | 7775 | 2 | ||||
128 | Переход | 6499 | 6499 | — | ||||
129 | 12а90 | 7775 | 1272 | 33,8 | 10 | |||
130 | Переход | 6499 | 5227 | — | ||||
131 | 13а90 | 7775 | 2544 | 67,7 | 10 | |||
132 | Переход | 6534 | 3986 | — | ||||
133 | 14а90 | 6908 | 2922 | 77,7 | 10 | |||
134 | Переход | 2922 | 0 | — | ||||
135 | 15а90 | 3336 | 3336 | 88,7 | 10 | |||
136 | Переход | 3029 | 3029 | 0 | 80,6 | — | ||
137 | 16а90 | 0 | -3029 | 60 | ||||
138 | Переход | -454 | 2580 | 68,5 | — | |||
139 | 17а90 | -2157 | -4737 | 10 | ||||
140 | Переход | -2829 | 1908 | 50,8 | — | |||
141 | 18а90 | -4319 | -6228 | 10 | ||||
142 | Переход | -5307 | 921 | 24,5 | — | |||
143 | 19а90 | -6477 | -7402 | 10 | ||||
144 | Переход | -7402 | 0 | 0 | — |
170
Окончание таблицы D.37
ГОСТ ISO 13679—2023
Продолжение CAL IV TS-A с Аа 90 % (QI, QII). Система выявления утечек для TS-A при температуре окружающей среды | ||||||||
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
145 | 20а90 | -7775 | 0 | -7775 | 0 | Температура окружающей среды | 2а | CCW (уровень 90 %) См. таблицу 9, таблицу D.19 и рисунок D.30 |
146 | Переход | — | ||||||
147 | 21а90 | 2 | ||||||
148 | 0 | 0 | 0 | — | ||||
Конец Аа 90 % (QI, QII). Переход от испытаний под внутренним давлением к испытаниям под наружным давлением | ||||||||
а Т. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено с 10 до 2 мин. | ||||||||
D.6.4.7 TS-A уровень 90 % при температуре окружающей среды (QIII, QIV и QIV, QIII)
Как показано на рисунке D.31 и приведено в таблице D.38, TS-A при CAL IV продолжается испытанием под наружным давлением. Серию точек нагрузки QIII/QIV выполняют сначала в направлении CCW, а затем в направлении CW (для оценки зависимости траектории нагрузки) на уровне 90 %. В большинстве точек выдержки требуется оценка герметичности, которую осуществляют методом выявления утечек по уровню воды (см. 5.8.1 и рисунок 14).
1 — точки TLEa90; 2 — точки СЕЕ3; 3 — 90 % СЕЕа; 4 — кривая За; 5 — кривая 4а; 6 — кривая 5а
Рисунок D.31 — Аа 90 % (QIII, QIV) и Аа 90 % (QIV, QIII), TS-A этапы нагрузки 149—175
171
ГОСТ ISO 13679—2023
Таблица D.38 — Уровень 90 % TS-A при температуре окружающей среды (Qlll, QIV и QIV, Qlll)
Продолжение TS-A при CAL IV с Аа 90 % (Qlll, QIV) и Аа 90 % (QIV, Qlll). Система выявления утечек для TS-A при температуре окружающей среды
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства. кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
149 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CCW (уровень 90 %) См. таблицу 9, таблицу D.19 и рисунок D.31 |
150 | 21а90 | -7775 | -7775 | 2 | ||||
151 | Переход | -7606 | -7606 | — | ||||
152 | 22а90 | -63,0 | 60 | |||||
153 | Переход | -4319 | -4319 | — | ||||
154 | 23а90 | 10 | ||||||
155 | Переход | — | ||||||
156 | 24а90 | 0 | 0 | 10 | ||||
157 | Переход | -53,9 | — | |||||
158 | 25а90 | 2851 | 2851 | 10 | ||||
159 | Переход | -30,2 | — | |||||
160 | 26а90 | 5787 | 5787 | 10 | ||||
161 | Переход | 0 | — | |||||
162 | 27а90 | 7775 | 7775 | 2 | ||||
163 | Переход | 5787 | 5787 | — | CW (уровень 90 %) См. таблицу 9, таблицу D.19 и рисунок D.31 | |||
164 | 26а90 | -30,2 | 10 | |||||
165 | Переход | 2851 | 2851 | — | ||||
166 | 25а90 | -53,9 | 10 | |||||
167 | Переход | 0 | 0 | — | ||||
168 | 24а90 | -63,0 | 60 | |||||
169 | Переход | -4319 | -4319 | — | ||||
170 | 23а90 | 10 | ||||||
171 | Переход | — | ||||||
172 | 22а90 | -7606 | -7606 | 10 | ||||
173 | Переход | 0 | — | |||||
174 | 21а90 | -7775 | -7775 | 2 | ||||
175 | 0 | 0 | 0 | — |
Конец Аа 90 % (Qlll, QIV) и Да 90 % (QIV, Qlll).
Переход от испытаний под внутренним давлением к испытаниям под наружным давлением
D.6.4.8 Уровень 90 % TS-A при температуре окружающей среды (QII, QI)
Как показано на рисунке D.32 и приведено в таблице D.39, TS-A при CAL IV продолжается испытанием под внутренним давлением. Серию точек нагрузки QI/QII осуществляют в направлении CW для оценки зависимости от траектории нагрузки на уровне 90 %. В большинстве точек выдержки требуется оценка герметичности. Настоящее испытание может быть выполнено при установленной камере наружного давления, при этом оценка герметичности осуществляется методом выявления утечек по уровню воды (см. 5.8.1 и рисунок 14). Однако камеру наружного давления можно убрать, и в этом случае может быть использован один из методов выявления утечек, приведенных в 5.7. Результативное завершение каждого испытания вплоть до конца данного цикла испытаний подтверждает соответствие испытательного образца для CAL IV на уровне 90 %.
172
ГОСТ ISO 13679—2023
Приложенное давление Р, МПа 110,3
96,5
82,7
68,9
55,2
41,4
27,6
13,8
15а90 | ||||||
16а90 | ...... \l4, | а90 | ||||
3 | 17я90^ ..И | —к > | 13а90 | |||
\ 1Sa9o" | Г \ | |||||
1 1: | -а90 | |||||
1 | / / | |||||
-20я90, 21я90 | /д | i | ■10я90-------- | |||
0 -13344
-8896
-4448
0
4448
8896
13344
Общее осевое усилие Fa, кН
7 — точки TLEa90; 2 — точки СЕЕа\ 3 — 90 % СЕЕа\ 4 — кривая 4а
Рисунок D.32 — Аа 90 % (QI, Qll), TS-A этапы нагрузки 176—198
Таблица D.39 — Уровень 90 % TS-A при температуре окружающей среды (Qll, QI)
Продолжение TS-A при CAL IV с Аа 90 % (Qll, QI).
Система выявления утечек для TS-A при температуре окружающей среды
Этап нагрузки | Точка нагрузки LP | Общее усилие,кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
176 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CW (уровень 90 %) См. таблицу 9, таблицу D.19 и рисунок D.32 |
177 | 21а90 | -7775 | -7775 | 2 | ||||
178 | Переход | — | ||||||
179 | 20а90 | 2а | ||||||
180 | Переход | -7402 | -7402 | — | ||||
181 | 19а90 | -6477 | 921 | 24,5 | 10 | |||
182 | Переход | -5307 | -6228 | — | ||||
183 | 18а90 | -4319 | 1908 | 50,8 | 60 | |||
184 | Переход | -2829 | -4737 | — | ||||
185 | 17а90 | -2157 | 2580 | 68,5 | 10 | |||
186 | Переход | -454 | -3029 | — | ||||
187 | 16а90 | 0 | 3029 | 80,6 | 10 | |||
188 | Переход | 3029 | 0 | — | ||||
189 | 15а90 | 3336 | 3336 | 88,7 | 10 | |||
190 | Переход | 2922 | 2922 | 77,7 | — | |||
191 | 14а90 | 6908 | 3986 | 60 | ||||
192 | Переход | 6534 | 2544 | 67,7 | — | |||
193 | 13а90 | 7775 | 5227 | 10 | ||||
194 | Переход | 6499 | 1272 | 33,8 | — |
173
ГОСТ ISO 13679—2023
Окончание таблицы D.39
Продолжение TS-A при CAL IV с Аа 90 % (QII, QI). Система выявления утечек для TS-A при температуре окружающей среды | ||||||||
Этап нагрузки | Точка нагрузки LP | Общее усилие,кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, МИН | Направление |
195 | 12а90 | 7775 | 1272 | 6499 | 33,8 | Температура окружающей среды | 10 | CW (уровень 90 %) См. таблицу 9, таблицу D.19 и рисунок D.32 |
196 | Переход | 6499 | 0 | 0 | — | |||
197 | 10а90 | 7775 | 7775 | 2 | ||||
198 | 0 | 0 | 0 | — | ||||
Конец TS-A на уровне 90 % | ||||||||
а Т. к. в данной точке нагрузки давление отсутствует, время выдержки уменьшено с 10 до 2 мин. | ||||||||
D.6.4.9 Уровень 95 % TS-A при температуре окружающей среды (QI, QII)
Для подтверждения эксплуатационных характеристик резьбовых соединений на уровне 95 % TS-A при CAL IV продолжается испытанием под внутренним давлением, как показано на рисунке D.33 и приведено в таблице D.40. Серию точек нагрузки QI/QII выполняют в направлении CCW на уровне 95 %. В большинстве точек выдержки требуется оценка герметичности. Настоящее испытание может быть выполнено при установленной камере наружного давления, при этом оценку герметичности осуществляют методом выявления утечек по уровню воды (см. 5.8.1 и рисунок 14). Однако камеру наружного давления можно убрать, и в этом случае может быть использован один из методов выявления утечек, приведенных в 5.7.
1 — точки TLEa95; 2 — точки СЕЕ3; 3 — 95 % СЕЕа; 4 — кривая 4а
Рисунок D.33 — Аа 95 % (QI, QII), TS-A этапы нагрузки 199—221
174
Таблица D.40 — Уровень 95 % TS-A при температуре окружающей среды (QI, QII)
ГОСТ ISO 13679—2023
Продолжение TS-A с Аа 95 % (QI, QII).
Система выявления утечек для TS-A при температуре окружающей среды
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
199 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CCW (уровень 95 %) См. таблицу 9, таблицу D.16 и рисунок D.33 |
200 | 10а95 | 7775 | 7775 | 2 | ||||
201 | Переход | 6321 | 6321 | — | ||||
202 | 12а95 | 7775 | 1455 | 38,6 | 10 | |||
203 | Переход | 6321 | 4866 | — | ||||
204 | 13а95 | 7775 | 2909 | 77,3 | 10 | |||
205 | Переход | 6623 | 3714 | — | ||||
206 | 14а95 | 6908 | 3194 | 84,9 | 10 | |||
207 | Переход | 3194 | 0 | — | ||||
208 | 15а95 | 3523 | 3523 | 0 | 93,6 | 10 | ||
209 | Переход | 3198 | 3198 | 85,0 | — | |||
210 | 16а95 | 0 | -3198 | 60 | ||||
211 | Переход | -445 | 2753 | 73,2 | — | |||
212 | 17а95 | -2157 | -4911 | 10 | ||||
213 | Переход | -2807 | 2104 | 55,9 | — | |||
214 | 18а95 | -4319 | -6423 | 10 | ||||
215 | Переход | -5253 | 1170 | 31,1 | — | |||
216 | 19а95 | -6477 | -7651 | 10 | ||||
217 | Переход | -7286 | 360 | 9,6 | — | |||
218 | 20а95 | -7775 | -8136 | 10 | ||||
219 | Переход | -7415 | -7775 | — | ||||
220 | 21а95 | -7775 | 0 | 0 | 2 | |||
221 | 0 | 0 | 0 | — |
Конец Аа 95 % (QI, QII).
Переход от испытаний под внутренним давлением к испытаниям под наружным давлением
D.6.4.10 Уровень 95 % TS-Апри температуре окружающей среды (QIII, QIV и QIV, QIII)
Как показано на рисунке D.34 и приведено в таблице D.41, TS-A при CAL IV продолжается испытанием под наружным давлением. Серию точек нагрузки QIII/QIV осуществляют сначала в направлении CCW, а затем в направлении CW (для оценки зависимости траектории нагрузки) на уровне 95 %. В большинстве точек выдержки требуется оценка герметичности, которую следует проводить при помощи метода выявления утечек по уровню воды (см. 5.8.1 и рисунок 14).
175
ГОСТ ISO 13679—2023
Приложенное давление Р, МПа
-110,31____________________________________________________________________________________________________________
-13344 -8896 -4448 0 4448 8896 13344
Общее осевое усилие Fa, кН
1 — точки TLEa95; 2 — точки СЕЕ3', 3 — 95 % СЕЕа: 4 — кривая За; 5 — кривая 4а; 6 — кривая 5а Рисунок D.34 — Аа 95 % (Qlll, QIV) и Аа 95 % (QIV, Qlll), TS-A этапы нагрузки 222—248
Таблица D.41 — Уровень 95 % TS-A при температуре окружающей среды (Qlll, QIV и QIV, Qlll)
Продолжение TS-A при CAL IV с Аа 95 % (Qlll, QIV) и Аа 95 % (QIV, Qlll). Система выявления утечек для TS-A при температуре окружающей среды
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
222 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CCW (уровень 95 %) См. таблицу 9, таблицу D.16 и рисунок D.34 |
223 | 21 а95 | -7775 | -7775 | 2 | ||||
224 | Переход | -7606 | -7606 | — | ||||
225 | 22а95 | -63,0 | 60 | |||||
226 | Переход | -4319 | -4319 | — | ||||
227 | 23а95 | 10 | ||||||
228 | Переход | — | ||||||
229 | 24а95 | 0 | 0 | 10 | ||||
230 | Переход | -53,9 | — | |||||
231 | 25а95 | 2851 | 2851 | 10 | ||||
232 | Переход | -32,8 | — | |||||
233 | 26а95 | 5787 | 5787 | 10 | ||||
234 | Переход | -8,0 | — | |||||
235 | 27а95 | 7775 | 7775 | 2 | ||||
236 | Переход | 5787 | 5787 | — | CW (уровень 95 %) См. таблицу 9, таблицу D.16 и рисунок D.34 | |||
237 | 26а95 | -32,8 | 10 | |||||
238 | Переход | 2851 | 2851 | — | ||||
239 | 25а95 | -53,9 | 10 | |||||
240 | Переход | 0 | 0 | — |
176
Окончание таблицы D.41
ГОСТ ISO 13679—2023
Продолжение TS-A при CAL IV с Аа 95 % (QIII, QIV) и Аа 95 % (QIV, QIII). Система выявления утечек для TS-A при температуре окружающей среды
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
241 | 24а95 | 0 | 0 | 0 | -63,0 | Температура окружающей среды | 60 | CW (уровень 95 %) См. таблицу 9, таблицу D.16 и рисунок D.34 |
242 | Переход | -4319 | -4319 | — | ||||
243 | 23а95 | 10 | ||||||
244 | Переход | — | ||||||
245 | 22а95 | -7606 | -7606 | 10 | ||||
246 | Переход | 0 | — | |||||
247 | 21а95 | -7775 | -7775 | 2 | ||||
248 | 0 | 0 | 0 | — |
Конец Да 95 % (QIII, QIV) и Аа 95 % (QIV, QIII).
Переход от испытаний под наружным давлением к испытаниям под внутренним давлением
D.6.4.11 Уровень 95 % TS-Апри температуре окружающей среды (QII,QI)
Как показано на рисунке D.35 и приведено в таблице D.42, TS-A при CAL IV заканчивается испытанием под внутренним давлением. Серию точек нагрузки QI/QII выполняют в направлении CW, что позволяет оценить зависимость от траектории нагрузки на уровне 95 %. В большинство точек выдержки требуется оценка герметичности. Настоящее испытание может быть выполнено при установленной камере наружного давления, при этом оценку герметичности проводят методом выявления утечек по уровню воды (см. 5.8.1 и рисунок 14). Однако камеру наружного давления можно убрать, и в этом случае может быть использован один из методов выявления утечек, приведенных в 5.7.
1 — точки TLEa95; 2 — точки СЕЕа: 3 — 95 % СЕЕа\ 4 — кривая 4а Рисунок D.35 — Аа 95 % (QI, QII), TS-A этапы нагрузки 249—271
177
ГОСТ ISO 13679—2023
Таблица D.42 — Уровень 95 % TS-A при температуре окружающей среды (QII, QI)
Продолжение TS-A при CAL IV с Аа 95 % (QII, QI).
Система выявления утечек для TS-A при температуре окружающей среды
Этап нагрузки | Точка нагрузки LP | Общее усилие, кН | CEPL, кН | Нагрузка от нагрузочного устройства, кН | Давление, МПа | Температура, °C | Время выдержки, мин | Направление |
249 | 0 | 0 | 0 | 0 | 0 | Температура окружающей среды | — | CW (уровень 95 %) См. таблицу 9, таблицу D.16 и рисунок D.35 |
250 | 21а95 | -7775 | -7775 | 2 | ||||
251 | Переход | -7415 | 360 | 9,6 | — | |||
252 | 20а95 | -7775 | -8136 | 10 | ||||
253 | Переход | -7286 | -7651 | — | ||||
254 | 19а95 | -6477 | 1170 | 31,1 | 10 | |||
255 | Переход | -5253 | -6423 | — | ||||
256 | 18а95 | -4319 | 2104 | 55,9 | 60 | |||
257 | Переход | -2807 | -4911 | — | ||||
258 | 17а95 | -2157 | 2753 | 73,2 | 10 | |||
259 | Переход | -445 | -3198 | — | ||||
260 | 16а95 | 0 | 3198 | 85,0 | 10 | |||
261 | Переход | 3198 | 0 | — | ||||
262 | 15а95 | 3523 | 3523 | 0 | 93,6 | 10 | ||
263 | Переход | 3194 | 3194 | 84,9 | — | |||
264 | 14а95 | 6908 | 3714 | 60 | ||||
265 | Переход | 6623 | 2909 | 77,3 | — | |||
266 | 13а95 | 7775 | 4866 | 10 | ||||
267 | Переход | 6321 | 1455 | 38,6 | — | |||
268 | 12а95 | 7775 | 6321 | 10 | ||||
269 | Переход | 6321 | 0 | 0 | — | |||
270 | 10а95 | 7775 | 7775 | 2 | ||||
271 | 0 | 0 | 0 | — | ||||
Конец TS-A при CAL IV | ||||||||
D.7 Прочие примеры
D.7.1 Общие положения
Для моделирования конкретных ситуаций, которые могут возникнуть на практике, в настоящем пункте представлены дополнительные примеры расчета эталонных кривых испытательного образца тела трубы, точек СЕЕ и точек нагрузки TLE, основанных на различных параметрах трубы и резьбового соединения.
D.7.2 Общее соединение с резьбой и муфтой Т&С наружным диаметром 139,7 мм, толщиной стенки 17,45 мм, группы прочности Т-95
D.7.2.1 Общие положения
В настоящем разделе приведены входные параметры для определения эталоных кривых испытательного образца тела трубы, СЕЕ и точек СЕЕ, а также TLE и точек нагрузки TLE для условного соединения Т&С (139,7 мм; 17,45 мм, группа прочности Т-95) при температуре окружающей среды. В данном примере использован стандартный класс давления смятия по API. Предполагается, что резьбовое соединение является общим соединением Т&С с внутренним уплотнением металл-металл и с заплечиком для передачи крутящего момента.
178
ГОСТ ISO 13679—2023
D.7.2.2 Эталонные кривые испытательного образца тела трубы
Эталоные кривые тела трубы при температуре окружающей среды рассчитаны в соответствии с D.4 на основе входных параметров тела трубы, приведенных в таблице D.43. Полученные эталонные кривые представлены на рисунке D.36.
Таблица D.43 — Пример параметров тела трубы, используемых для расчета эталонных кривых при температуре окружающей среды
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ^min | ^avg | AMYSa |
139,7 мм | 17,45 мм | 655 МПа | 140,74 мм | 16,05 ММ | 17,27 мм | 707 МПа |
1 — кривая 1а; 2 — кривая 2а; 3 — кривая 4а; 4 — кривая 5а
Рисунок D.36 — Эталонные кривые испытательного образца тела трубы (кривые 1а, 2а, 4а и 5а)
На рисунке D.36 кривые номинального давления смятия по API и фактического давления смятия по API (кривые 2а и 5а) в некоторых областях диаграммы превышают 100 % VME. Этот риск чаще всего возникает при расчете давления смятия по пределу текучести для труб по формуле (35). Следует соблюдать осторожность для обеспечения того, чтобы точки нагрузки не превышали заданную величину в процентах от VME.
D.7.2.3 CEPnTLEa
При разработке СЕЕ изготовитель ограничил сжатие вертикальным сечением в QII и Qlll для предотвращения деформации заплечика резьбового соединения, передающего крутящий момент. Исходя из фактических размеров резьбового соединения и предела текучести материала сжатие ограничено до 60 % от фактической прочности испытательного образца тела трубы при сжимающей нагрузке Fc, однако прочность при растяжении остается равной 100 % от фактической прочности тела трубы при растягивающей нагрузке Ft.
Поэтому для данного примера:
- СЕЕ3 t =Ар- AMYSa = 6699,66 • 707/1000 = 4733 кН;
- СЕЕ3 с = - 60 % ■ Ар ■ AMYSa = - 60 % • 6699,66 • 707= -2842 кН.
Для внутреннего давления р, СЕЕ3 определена как 100 % от кривой фактического VME испытательного образца тела трубы (кривая 4а) при нагрузках между СЕЕ3 с и СЕЕ31. Для наружного давления р0 СЕЕ определена как 100 % от наименьшей из двух кривых: кривой фактического VME испытательного образца тела трубы (кривая 4а) и кривой фактического давления смятия по API (кривая 5а) при нагрузках между СЕЕ3 с и СЕЕ31. Поскольку точки СЕЕ основаны на фактических размерах резьбового соединения и пределе текучести материала, для точек нагрузки TLEa использовалось двухосное масштабирование. В таблице D.44 приведены полученные точки СЕЕ3 и точки нагрузки TLEa при температуре окружающей среды, а на рисунке D.37 представлены точки СЕЕ3 и TLEa.
179
ГОСТ ISO 13679—2023
Таблица D.44 — Точки СЕЕ3 и точки приложения нагрузки TLEa
Точка нагрузки | Область оценки резьбового соединения (СЕЕ) | Область испытательных нагрузок (TLE) | ||
Осевая точка Fa, кН | Точка давления pt или р(}, МПа | Осевое усилие Fa, кН | Нагрузка под давлением ps или р0, МПа | |
1а80 | 4733 | 101,5 | 3172 | 0 |
2а80 | Не применяется | Не применяется | 27,5 | |
За80 | 55,1 | |||
4а80 | 3963 | 137,7 | 110,2 | |
5а80 | 1459 | 164,8 | 1170 | 131,9 |
6а80 | 0 | 156,0 | 0 | 124,8 |
7а80 | -1775 | 126,8 | -1419 | 101,4 |
8а80 | Не применяется | Не применяется | 50,7 | |
9а80 | -2842 | 0 | 0 | |
10а95 | 4733 | 101,5 | 4261 | |
11 а95 | Не применяется | Не применяется | 27,9 | |
12а95 | 55,7 | |||
13а95 | 4484 | 117,4 | 111,5 | |
14а95 | 3986 | 137,1 | 3790 | 130,2 |
15а95 | 1459 | 164,8 | 1388 | 156,6 |
16а95 | 0 | 156,0 | 0 | 148,2 |
17а95 | -747 | 146,2 | -712 | 138,9 |
18а95 | -1495 | 132,8 | -1419 | 126,2 |
19а95 | -2242 | 115,4 | -2131 | 109,6 |
20а95 | -2691 | 102,7 | -2558 | 97,5 |
21а95 | -2842 | 0 | 0 | |
22а95 | -2691 | -164,9 | -144,6 | |
23а95 | -1495 | -159,9 | -1419 | |
24а95 | 0 | -142,8 | 0 | -135,7 |
25а95 | 1646 | -111,4 | 1561 | -105,8 |
26а95 | 3341 | -62,7 | 3172 | -59,6 |
27а95 | 4484 | -14,0 | 4261 | -13,3 |
10а90 | 4733 | 0 | 0 | |
11а90 | 101,5 | 22,8 | ||
12а90 | 45,7 | |||
13а90 | 91,3 | |||
14а90 | 4208 | 129,6 | 3790 | 116,6 |
15а90 | 1459 | 164,8 | 1312 | 148,3 |
16а90 | 0 | 156,0 | 0 | 140,4 |
180
Окончание таблицы D.44
ГОСТ ISO 13679—2023
Точка нагрузки | Область оценки резьбового соединения (СЕЕ) | Область испытательных нагрузок (TLE) | ||
Осевая точка Fa, кН | Точка давления р{ или р^, МПа | Осевое усилие Fa, кН | Нагрузка под давлением р} или р{). МПа | |
17а90 | -787 | 145,5 | -712 | 131,0 |
18а90 | -1579 | 131,1 | -1419 | 118,0 |
19а90 | -2366 | 112,1 | -2131 | 100,9 |
20а90 | -2842 | 98,0 | -2558 | 88,2 |
21а90 | 0 | 0 | ||
22а90 | -164,9 | -143,2 | ||
23а90 | -1579 | -160,6 | -1419 | |
24а90 | 0 | -142,8 | 0 | -128,5 |
25а90 | 1735 | -109,2 | 1561 | -98,3 |
26а90 | 3523 | -56,0 | 3172 | -50,4 |
27а90 | 4733 | 0 | 4261 | 0 |
28а90 | Не применяется | Не применяется | 2753 | |
29а90 | 2963 | 23,3 | ||
30а90 | 1170 | 116,6 | ||
31а90 | 343 | 23,3 | ||
1 — СЕЕа; 2 — точки СЕЕа; 3 — точки TLEa80; 4 — точки TLEa95; 5 — точки TLEa90; 6 — кривая 1а; 7 — кривая 2а;
8 — кривая 4а; 9 — кривая 5а
Рисунок D.37 — Точки СЕЕ3 и точки нагрузки TLEa
D.7.3 Общее равнопроходное соединение диаметром 473,08 мм, толщиной стенки 11,05 мм, группы прочности L80
D.7.3.1 Общие положения
В настоящем пункте приведены входные параметры для определения эталонных кривых испытательного образца тела трубы, СЕЕ и точек СЕЕ, TLE и точек нагрузки TLE для условного равнопроходного соединения диаметром 473,08 мм, толщиной стенки 11,05 мм, группы прочности L80 при температуре окружающей среды. В данном примере использован стандартный класс давления смятия по API. Предполагается, что рассматриваемое резьбовое соединение является общим равнопроходным соединением с внутренним уплотнением металл-металл и внешним заплечиком для передачи крутящего момента.
181
ГОСТ ISO 13679—2023
D.7.3.2 Эталонные кривые испытательного образца тела трубы
Эталонные кривые тела трубы при температуре окружающей среды рассчитаны в соответствии с D.2 с учетом входных параметров трубы, приведенных в таблице D.45. Полученные эталонные кривые представлены на рисунке D.38.
Таблица D.45 — Пример параметров трубы, используемых для расчета эталонных кривых при температуре окружающей среды
Номинальный наружный диаметр | Номинальная толщина стенки | SMYS | ^avg | ^min | ^avg | AMYSa |
473,08 мм | 11,05 мм | 552 МПа | 476,63 мм | 10,16 мм | 10,97 мм | 603 МПа |
1 — кривая 1а; 2 — кривая 2а; 3 — кривая 4а; 4 — кривая 5а
Рисунок D.38 — Эталонные характеристики испытательного образца тела трубы (кривые 1а, 2а, 4а и 5а)
D.7.3.3 СЕРиТкЕ3
Поскольку данное условное равнопроходное резьбовое соединение зачищено под толщину стенки тела трубы, резьбовое соединение эффективно не на 100 % по отношению к телу трубы. Номинальные эксплуатационные характеристики резьбового соединения основаны на минимальных эксплуатационных характеристиках трубы по API, установленных ISO/TR 10400:2018. Изготовитель предоставляет номинальные значения растяжения, сжатия, внутреннего и наружного давления резьбового соединения (см. таблицу D.46), исходя из размеров трубы и предела текучести, используемых для определения кривых номинального VME и номинального давления смятия по API (кривая 1а и кривая 2а).
Таблица D.46 — Номинальная СЕЕ
Параметр | Одноосное растяжение | Одноосное сжатие | Одноосное внутреннее давление | Одноосное наружное давление |
Точка СЕЕ | 10а90 | 21а90 | 6а80, 16а90, 16а95 | 24а90, 24а95 |
Номинальная труба | 8848 кН | -8848 кН | 22,5 МПа | -4,3 МПа |
Номинальное соединение | 5485 кН | -3363 кН | ||
Номинальные эксплуатационные характеристики | 62% | 38% | 100% | 100% |
При этом условный изготовитель предусмотрел, что фактические характеристики резьбового соединения зависят от фактических размеров резьбового соединения и прочности материала. Некоторые возможные расчеты включают следующее:
а) фактическое среднее значение наружного диаметра трубы больше номинального наружного диаметра трубы. В результате толщина муфты может быть больше номинальной, что может изменить фактическое значение растяжения муфты;
182
ГОСТ ISO 13679—2023
b) средний внутренний диаметр трубы больше номинального внутреннего диаметра трубы. В результате толщина ниппельного конца может быть меньше номинальной, что может изменить фактическое значение растяжения ниппельного конца;
с) среднее значение наружного диаметра трубы больше номинального наружного диаметра трубы. В результате внешний заплечик для передачи крутящего момента может быть больше номинального, что может изменить фактическое значение сжатия;
d) размеры и предел текучести, указанные в качестве входных параметров фактической трубы, приводят к изменению номинального давления в трубе; однако размерные факторы не влияют таким же образом на номинальные параметры резьбовых соединений, что по отношению к фактическому образцу могло бы привести к изменению фактического внутреннего давления и фактического наружного давления.
После рассмотрения фактических размеров резьбовых соединений прочность при растяжении уменьшилась до 60 % от фактической прочности тела трубы F{, однако прочность при сжатии увеличена до 40 % от фактической прочности тела трубы Fc. Ни сила внутреннего давления, ни сила наружного давления линейно не зависят от фактической прочности испытательного образца тела трубы. Заказчику сообщают функции для определения силы внутреннего давления и силы наружного давления на основе фактических размеров трубы, однако методика разработки этих расчетов находится за пределами области применения настоящего стандарта. В результате во избежание неясностей данная методика в настоящем стандарте не приведена. Условные точки СЕЕ, относящиеся к номинальным значениям резьбового соединения, приведены в таблице D.47, а на рисунке D.39 представлена полная диаграмма СЕЕ.
Таблица D.47 — Фактическая СЕЕ3
Параметр | Одноосное растяжение | Одноосное сжатие | Одноосное внутреннее давление | Одноосное наружное давление |
Точки СЕЕ | 10а90 | 21а90 | 6а80, 16а90, 16а95 | 24а90, 24а95 |
Фактическая труба | 9684 кН | -9684 кН | 25,7 МПа | -4,1 МПа |
Фактическое резьбовое соединение | 5809 кН | -3874 кН | 24,6 МПа | -4,3 МПа |
Фактическая эффективность | 60% | 40% | 96% | 105% |
Примечание — Фактическое давление смятия образца по API (4,1 МПа) меньше номинального давления смятия по API (4,3 МПа); данная вероятность часто присуща в отношении труб, использующих формулу давления упругого смятия.
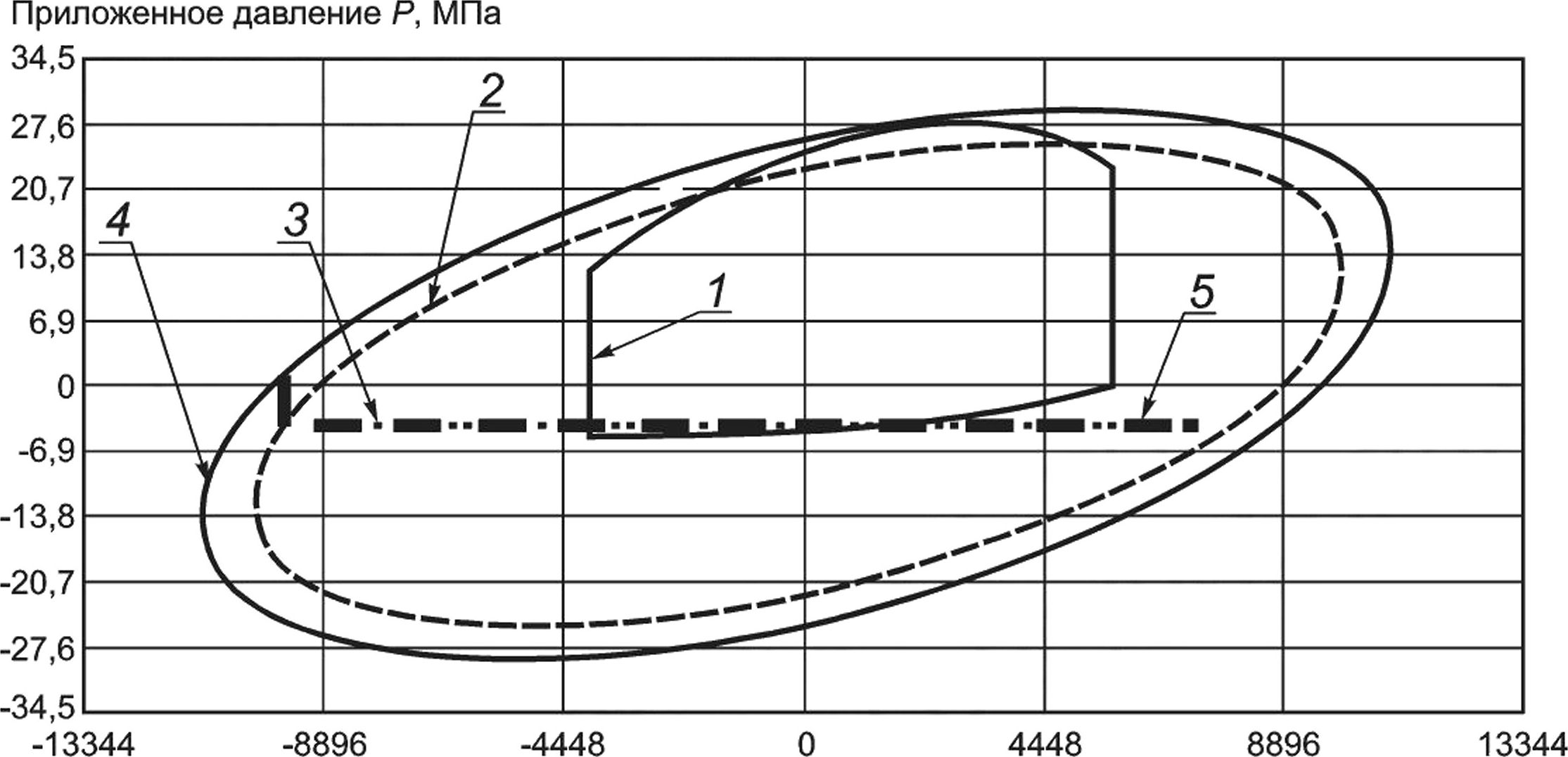
Общее осевое усилие Fa, кН
1 — СЕЕ3' 2 — кривая 1а; 3 — кривая 2а; 4 — кривая 4а; 5 — кривая 5а Рисунок D.39 — СЕЕ3 испытательного образца
183
ГОСТ ISO 13679—2023
Приложение Е (справочное)
Определение диапазона нагрузок, создаваемых нагрузочным устройством
При предположении того, что нагрузочное устройство на 2000 кН откалибровано в диапазоне от 100 до 2000 кН, в таблице Е.1 приведены средние значения за два прохода и процентная погрешность определения нагрузок, создаваемых нагрузочным устройством, по показаниям прибора.
Таблица Е.1 —Типичные результаты определения диапазона нагрузок, создаваемых нагрузочным устройством (от 100 до 2000 кН)
Нагрузка по показаниям прибора,кН | Фактическая нагрузка, кН | Погрешность измерений, кН | Погрешность измерений, % | ||
Проход калибровки 1 | Повышение нагрузки | 105,0 | 100,0 | 5,0 | 4,76 |
201,0 | 200,0 | 1,0 | 0,50 | ||
400,5 | 400,0 | 0,5 | 0,12 | ||
599,0 | 600,0 | -1,0 | -0,17 | ||
797,5 | 800,0 | -2,5 | -0,31 | ||
999,5 | 1000,0 | -0,5 | -0,05 | ||
1201,5 | 1200,0 | 1,5 | 0,12 | ||
1404,0 | 1400,0 | 4,0 | 0,28 | ||
1606,0 | 1600,0 | 6,0 | 0,37 | ||
1797,0 | 1800,0 | -3,0 | -0,17 | ||
1991,0 | 2000,0 | -9,0 | -0,45 | ||
Понижение нагрузки | 1991,0 | ||||
1798,0 | 1800,0 | -2,0 | -0,11 | ||
1605,0 | 1600,0 | 5,0 | 0.31 | ||
1403,0 | 1400,0 | 3,0 | 0,21 | ||
1201,0 | 1200,0 | 1,0 | 0,08 | ||
1001,0 | 1000,0 | 0.10 | |||
799,0 | 800,0 | -1,0 | -0,13 | ||
601,0 | 600,0 | 1,0 | 0,17 | ||
399,0 | 400,0 | -1,0 | -0,25 | ||
201,0 | 200,0 | 1,0 | 0,50 | ||
104,0 | 100,0 | 4,0 | 3,85 | ||
Проход калибровки 2 | Повышение нагрузки | 104,0 | 100,0 | 4,0 | 3,85 |
202,0 | 200,0 | 2,0 | 0.50 | ||
401,5 | 400,0 | 1,5 | 0,12 | ||
598,0 | 600,0 | -2,0 | -0,17 | ||
798,5 | 800,0 | -1,5 | -0,31 | ||
999,1 | 1000,0 | -0,9 | -0,05 | ||
184
Окончание таблицы Е. 1
ГОСТ ISO 13679—2023
Нагрузка по показаниям прибора,кН | Фактическая нагрузка, кН | Погрешность измерений, кН | Погрешность измерений,% | ||
Проход калибровки 2 | Повышение нагрузки | 1201,0 | 1200,0 | 1,0 | 0,12 |
1403,0 | 1400,0 | 3,0 | 0,28 | ||
1605,0 | 1600,0 | 5,0 | 0,37 | ||
1798,0 | 1800,0 | -2,0 | -0,17 | ||
1992,0 | 2000,0 | -8,0 | -0,45 | ||
Понижение нагрузки | |||||
1797,0 | 1800,0 | -3,0 | -0,11 | ||
1603,0 | 1600,0 | 3,0 | 0,31 | ||
1401,0 | 1400,0 | 1,0 | 0,21 | ||
1204,0 | 1200,0 | 4,0 | 0,08 | ||
1003,0 | 1000,0 | 3,0 | 0,10 | ||
797,0 | 800,0 | -3,0 | -0,13 | ||
603,0 | 600,0 | 3,0 | 0,17 | ||
400,5 | 400,0 | 0,5 | -0,25 | ||
200,5 | 200,0 | 0,50 | |||
103,0 | 100,0 | 3,0 | 3,85 | ||
Примечание — При нагрузке 100 кН процентная погрешность превышает ±1,0 %, поэтому используемый диапазон нагрузок составляет от 200 до 2000 кН.
185
ГОСТ ISO 13679—2023
Приложение F (справочное)
Контроль номенклатуры продукции
F.1 Общие положения
Изготовители и заказчики при оценке качества изделий могут использовать результаты полномасштабных испытаний конструкции резьбового соединения, проведенных в соответствии с требованиями уровня CAL, заданного в настоящем стандарте, путем экстраполяции/интерполяции полученных эксплуатационных характеристик на разные D, D/t, группы прочности и т. п. Признано, что полномасштабные стендовые испытания резьбовых соединений каждого диаметра, массы и группы прочности практически не осуществимы, и необходимость в них отсутствует. Кроме того, у разных заказчиков могут быть различные внутренние нормативные документы, позволяющие выполнять контроль номенклатуры продукции, поэтому перед началом испытаний должно быть достигнуто соглашение между компанией по проектированию резьбы и заказчиком. Из-за ограничений, касающихся соотношений стойкости к утечкам и свойств резьбовых смазок, недостаточно при аттестации резьбовых соединений полагаться только на расчет, например методом конечных элементов FEA.
В настоящем приложении сформулированы общие принципы контроля номенклатуры продукции путем оценки большой группы размеров, массы и группы прочности одной конструкции резьбового соединения при проведении испытаний резьбовых соединений, количество которых соответствует требованиям настоящего стандарта для выбранного CAL. Данные испытания проводят в сочетании с сокращенным объемом испытаний образцов, с применением анализа или без проведения испытания по согласованию между заказчиком и компанией по проектированию резьбы.
F.2 Контроль номенклатуры продукции
F.2.1 Принцип
Номенклатура продукции включает совокупность изделий, спроектированных по общим критериям. Перечень общих критериев приведен в F.3. Контроль номенклатуры продукции может охватывать весь диапазон размеров и массы изделий или может быть ограничен размерами насосно-компрессорных или обсадных труб либо иными параметрами, установленными компанией по проектированию резьбы.
На рисунках F.1 и F.2 схематично приведены два примера графического представления номенклатуры продукции.
Полномасштабные испытания для шести комбинаций размера/массы при выбранном CALc использованием процедур, рассмотренных в настоящем стандарте, приведены на рисунках F.1 (пронумерованные круги) и F.2 (закрашенные круги). Полномасштабные стендовые испытания следует проводить на толстостенной и тонкостенной трубах и на предельных размерах с использованием высокопрочных материалов (например, групп прочности Р110 или Q125 по ГОСТ 31446) для обеспечения высокого внутреннего давления в точках 1—6. Дополнительно к полномасштабным испытаниям для контроля характеристик резьбового соединения на материалах с низким пределом текучести (например, группы прочности L80 по ГОСТ 31446) должны быть выполнены сокращенные испытания образца в точках 1, 3 и 5 на рисунке F.1.
F.2.2 Экстраполяция/интерполяция
На рисунке F.1 результаты полномасштабных испытаний резьбовых соединений (пронумерованные круги) обобщают комбинации размера/массы, прошедшие контроль с помощью сокращенных испытаний образца или анализа (пустые или перечеркнутые круги). Области интерполяции ограничены комбинациями размера/массы резьбовых соединений, подвергнутых полномасштабным испытаниям, прошедших контроль путем анализа или сокращенного испытания образца, и прямыми линиями между точками полномасштабных испытаний. Заказчик может потребовать проведения дополнительного испытания или анализа резьбовых соединений в области интерполяции, обозначенной пустым кругом. Любые комбинации размера/массы, которые соответствуют критериям проектирования и которые находятся в пределах этой области, могут считаться проверенными с помощью контроля номенклатуры продукции.
На рисунке F.2 результаты полномасштабнах испытаний резьбовых соединений (закрашенные круги) обобщают комбинации размера/массы, прошедшие контроль с помощью сокращенных испытаний образца (пустой круг с цифрой «1» в центре). Резьбовым соединениям, обозначенным треугольником, может как требоваться, так и не требоваться проведение испытаний или анализа. Резьбовым соединениям, обозначенным пустым кругом с цифрой «2» в центре, могут быть выполнены испытания с двумя образцами вместо полномасштабного испытания CAL при повышении максимального рабочего давления (за счет увеличения группы прочности или толщины стенки или уменьшения диаметра).
TLE резьбового соединения, полученного интерполяцией, должна быть ограничена до наименьшей величины, %, от области тела трубы по Мизесу (PBVME) либо СЕЕ в зависимости от того, что применимо, и (или) давления смятия по ISO/TR 10400:2018 в четырех точках в каждой интерполированной области, в которых пройдены полномасштабные испытания (закрашенные круги) комбинаций размера/массы, формирующих ограниченную область.
186
ГОСТ ISO 13679—2023
Класс давления этих комбинаций размера/массы, расширенных интерполяцией, должен быть не больше давлений, проверенных во время полномасштабных испытаний полностью испытанных резьбовых соединений, если не будет проведено дополнительное испытание, определенное заказчиком для подтверждения повышения давления.
В каждом случае склонность к заеданию резьбовых соединений, полученных интерполяцией, должна быть не выше, чем у исходных резьбовых соединений, прошедших полномасштабные испытания. Однако для оценки заедания при изменении химического состава материала может потребоваться проведение испытания на свинчивание — развинчивание, или при замене противозадирной смазки резьбы следует рассмотреть возможность проведения испытаний на свинчивание — развинчивание и сокращенного испытания образца.
F.2.3 Группы прочности
Резьбовые соединения, прошедшие контроль на мартенситной нержавеющей стали (например, 13Сг), могут считаться прошедшими контроль на углеродистой стали той же прочности, а также на углеродистой стали меньшей прочности. При этом обратной связи может не быть. Например, резьбовое соединение, прошедшее контроль на L80, не будет признано прошедшим контроль на 13Сг80. Причинами являются повышение склонности к заеданию, разные способы обработки поверхности, изменение некоторыми компаниями по проектированию резьбы предельных отклонений для своих изделий из 13Сг, и появляется расхождение кривых зависимости деформации от напряжения.
Резьбовые соединения, прошедшие контроль на высоколегированных материалах (22Сг и т. д.), считаются прошедшими контроль на углеродистой или мартенситной нержавеющей стали той же прочности и могут быть признаны прошедшими контроль на материалах меньшей прочности. При этом обратной связи может не быть. При изменении высоколегированных материалов на углеродистые группы прочности по API компании по проектированию резьбы и заказчику рекомендуется, как минимум, выполнить процедуры свинчивания — развинчивания для подтверждения того, что отсутствует увеличение заедания резьбы или уплотнения металл-металл, поскольку вероятно, что обработка поверхности изменится.
Если при испытаниях резьбовых соединений с использованием анизотропных материалов подтверждено соответствие резьбового соединения максимальному пределу текучести материала (в отличие от указанного пределом текучести), то такая же процентная величина, при которой данное резьбовое соединение прошло испытание, может быть применена к изотропным материалам, а если подтверждено соответствие резьбового соединения минимальному пределу текучести анизотропного материала, то результаты испытаний могут быть преобразованы для изотропного материала путем умножения на отношение минимального предела текучести к максимальному пределу текучести.
F.2.4 Размеры и масса
В таблице F.1 приведены в качестве примера размеры, подлежащие полномасштабным испытаниям в соответствии со схемой, приведенной на рисунке F.1.
Для целей испытания номенклатуры продукции резьбовое соединение размером 196,85 мм может быть рассмотрено как особая весовая категория резьбовых соединений размером 193,68 мм; резьбовое соединение 250,83 мм — как особая весовая категория резьбовых соединений размером 244,48 мм, и резьбовое соединение 346,08 мм — как особая весовая категория резьбовых соединений размером 339,73 мм. Другие особые весовые категории резьбовых соединений необходимо согласовывать с компанией по проектированию резьбы и заказчиком.
F.2.5 Критерии проектирования
Компания по проектированию резьбы должна иметь документированные критерии проектирования изделий для всей заявленной номенклатуры продукции. Критерии проектирования изделий должны быть доступны заказчику. Минимальный перечень параметров, которые должны быть включены в критерии проектирования, приведен в F.3. В пределах областей интерполяции конструкция резьбового соединения должна быть аналогичной или сопоставимой с резьбовыми соединениями, прошедшими полномасштабные испытания. Линейные размеры (длины, диаметры, толщины, шаг резьбы, высота резьбы и их предельные отклонения и т. д.) должны быть одинаковыми (постоянными) или должны быть ограничены своими значениями в испытуемых комбинациях размера/массы.
Для распределения результатов испытаний по всей области экстраполяции/интерполяции критерии проектирования должны продемонстрировать эксплуатационные характеристики в области экстраполяции/интерполяции, сопоставимые с характеристиками резьбовых соединений, прошедших полномасштабные испытания. В этом контексте сопоставимость характеристик означает, что основные параметры, определяющие экплуатационные характеристики резьбовых соединений, ограничены своими значениями в тех комбинациях размера/массы, в которых они прошли полномасштабные испытания. Эти основные параметры приведены в F.3 и включают напряжения и деформации в ограничивающих областях, а также напряжение в минимальном поперечном сечении стенки (для класса прочности при растяжении), окружное напряжение (для класса прочности при разрыве) и напряжение на поверхности уплотнения (для класса герметичности).
F.2.6 Уровни оценки резьбовых соединений
Распределение результатов испытаний на область экстраполяции/интерполяции возможно для наименьшего CAL, представляющего комбинацию размера/массы, ограничивающего область интерполяции. Например, на рисунке F.1 предполагается, что комбинации 1, 2 и 3 испытаны на соответствие CAL III, комбинация 4 испытана на
187
ГОСТ ISO 13679—2023
соответствие CAL IV, и комбинации 5 и 6 испытаны на соответствие CAL II. Тогда область интерполяции 1 считают испытанной на соответствие CAL III, а область интерполяции 2 — на соответствие CAL II. Будучи комбинацией одного размера, массы и группы прочности, комбинация 4 является соединением, прошедшим полномасштабные испытания на соответствие CAL IV, и может быть рассмотрена заказчиком как соединение, испытанное на соответствие CAL IV.
F.2.7 Сокращенные стендовые испытания соединений, полученных интерполяцией
Сокращенные стендовые испытания могут быть выполнены с целью дополнительного контроля и подтверждения соответствия или тенденций изменения эксплуатационных характеристик резьбовых соединений. Для соединений Т&С следует провести испытание на заедание при свинчивании — развинчивании на одном образце с наихудшим случаем заедания (обычно образец 3). Для испытаний на герметичность в соответствии с требованиями настоящего стандарта для выбранного CAL требуется не менее одного образца с наихудшим уплотнением.
Номинальная толщина стенки/
номинальный наружный диаметр
X
X
X
X
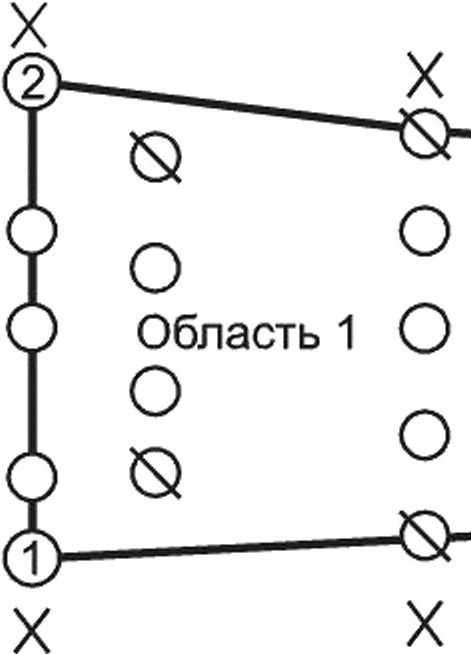
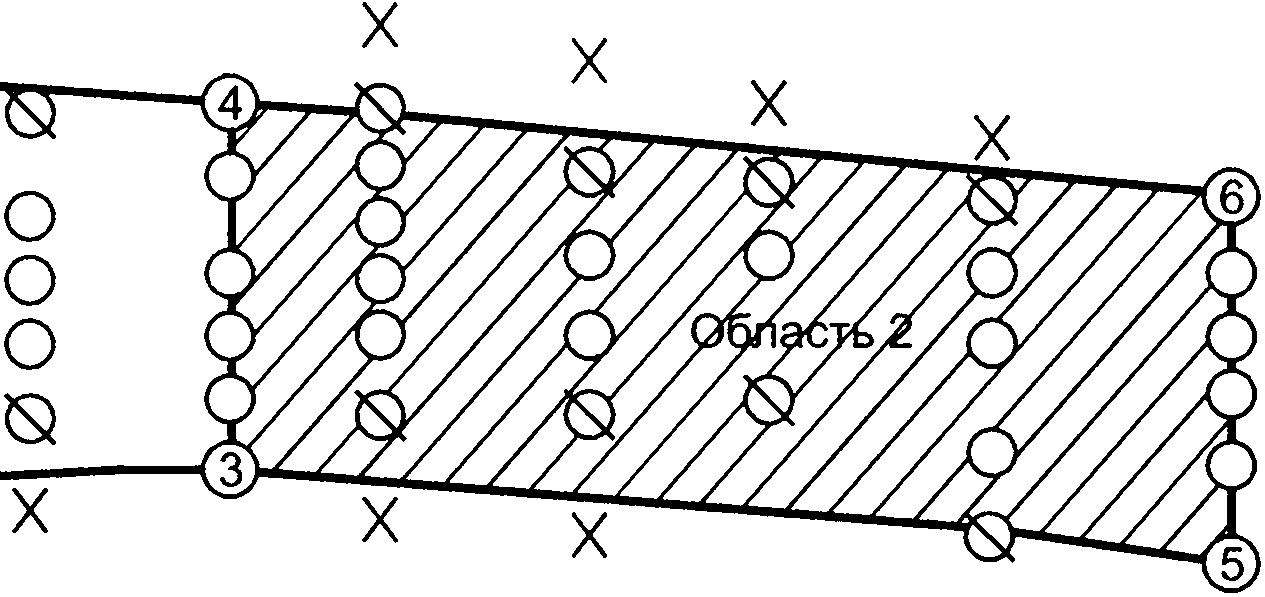
X
X
X
X
Сокращенные испытания на материале с более низким пределом текучести в точках 1, 3 и 5
Номинальный наружный диаметр
(Т) — комбинации размер/масса, показанные в виде пронумерованных кругов (1, 2, 3, 4, 5 или 6), являются полностью испытанными в соответствии с выбранным уровнем CAL.
О — результаты испытаний распространяются на комбинации размер/масса, показанные в виде пустых кругов по доступной номенклатуре продукции. Заказчик может выбрать проведение сокращенных испытаний, анализ или отсутствие испытания.
X — результаты испытаний не могут быть распространены на комбинации размер\масса, показанные в виде X (т. е. без экстраполяции).
Q — комбинации размер/масса относятся к сокращенным испытаниям или аналитическим испытаниям.
Рисунок F.1 — Контроль номенклатуры продукции (пример 1)
Таблица F.1 — Размеры продукции для полномасштабных испытаний, соответствующие рисунку F.1
Испытания продукции следующего размера, мм | Испытания продукции следующего большого размера, мм |
26,7 | Не более 48,3 включ. |
33,4 | Не более 52,4 включ. |
42,2 | Не более 60,325 включ. |
48,3 | Не более 73,0 включ. |
52,4 | Не более 88,9 включ. |
60,3 | Не более 101,6 включ. |
73,0 | Не более 114,3 включ. |
88,9 | Не более 127,0 включ. |
101,6 | Не более 139,7 включ. |
114,3 | Не более 168,3 включ. |
188
Окончание таблицы F. 1
ГОСТ ISO 13679—2023
Испытания продукции следующего размера, мм | Испытания продукции следующего большого размера, мм |
127,0 | Не более 177,8 включ. |
139,7 | Не более 193,7 включ. или 196,8 |
168,3 | Не более 219,1 включ. |
177,8 | Не более 244,5 включ. или 250,8 |
193,7 или 196,8 | Не более 273,0 включ. |
219,1 | Не более 298,45 включ. |
244,5 или 250,8 | Не более 339,7 включ. или 346,1 |
273,0 | Не более 339,7 включ. или 346,1 |
298,45 | Не более 406,4 включ. |
339,7 или 346,1 | Не более 473,1 включ. |
406,4 | Не более 508,0 включ. |
473,1 | Не более 508,0 включ. |
Номинальная толщина стенки/ номинальный наружный диаметр
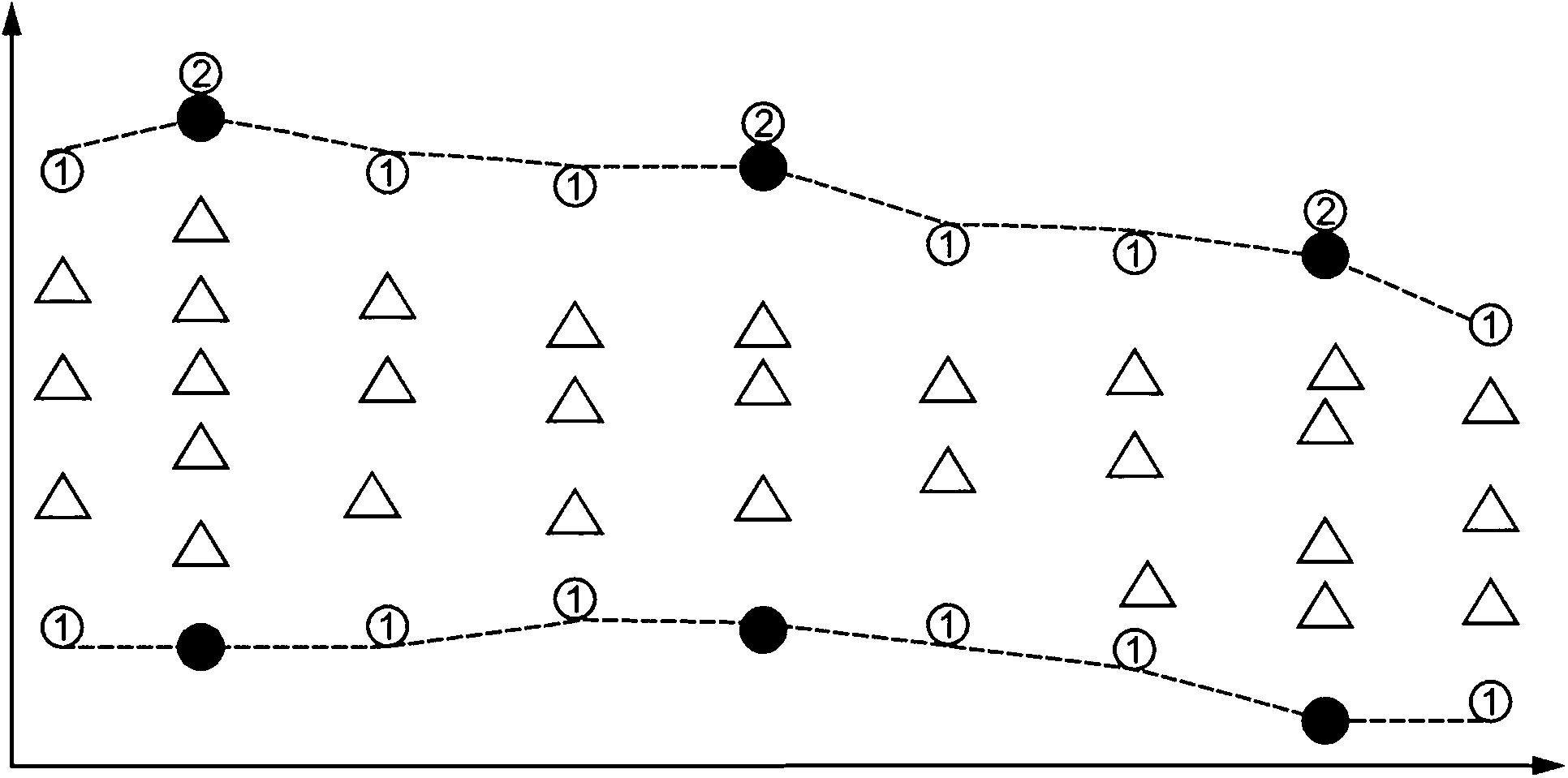
Номинальный наружный диаметр
ф — полностью испытанное резьбовое соединение для выбранного уровня CAL; обычно данные испытания выполняют на наиболее часто используемой массе и высоком пределе текучести материала;
(Г) — минимальный объем испытания одного образца или по согласованию с заказчиком анализ методом конечных элементов FEA, для изменения диаметра относительно исходного полномасштабного испытания CAL, без увеличения максимального эксплуатационного давления в резьбовым соединении;
(2) — минимальный объем испытания двух образцов относительно исходного полномасштабного испытания CAL, для увеличения максимального эксплуатационного давления (вследствие увеличения группы прочности, или толщины стенки, или уменьшения наружного диаметра). Обычно выполняют только на следующей большей массе резьбового соединения для проведения полномасштабного испытания на уровне CAL III, однако необходимы входные параметры от заказчика;
Л — по требованию заказчика (т. е. возможно исключение испытания, проведение сокращенных испытаний или анализа методом конечных элементов FEA).
Рисунок F.2 — Контроль номенклатуры продукции (пример 2)
F.3 Критерии разработки номенклатуры продукции
Компания по проектированию резьбы должна подготовить и предоставить заказчику заполненные формы по приложению А, в том числе указать список номеров чертежей продукции и текущие статусы изменений, включенные в комбинации размер/масса в номенклатуре продукции. Таким образом, компания по проектированию резьбы должна предоставить номер чертежа продукции и статус изменения, по которому каждое резьбовое соединение
189
ГОСТ ISO 13679—2023
прошло первоначальные испытания, и задокументировать любые соответствующие расхождения. По каждому размеру, массе и группе прочности в номенклатуре продукции необходимо указать следующую информацию:
а) анализ основных размеров резьбовых соединений и предельных отклонений, включая следующее:
1) шаг резьбы,
2) конусность,
3) высоту резьбы,
4) профиль резьбы,
5) угол и высоту заплечика для передачи крутящего момента,
6) конусность уплотнения (если углы конусности уплотнения различаются между размерами, то величину дифференциала уплотнения),
7) длины уплотнений (ниппель и муфта),
8) длину ниппельного наконечника,
9) расстояние от торца ниппельного наконечника до начала резьбы,
10) натяг/зазор резьбы в эталонной точке (средний диаметр резьбы, ближайшее уплотнение металл-металл и на торце муфты),
11) влияние методики калибровки на натяг резьбы ближайшего уплотнения металл-металл и на торце муфты,
12) первичный натяг/зазор уплотнения,
13) вторичный натяг/зазор уплотнения,
14) толщину стенки ниппельного наконечника,
15) толщину стенки муфты в уплотнения металл-металл,
16) наружный диаметр муфты и наружный диаметр профиля,
17) критические области поперечного сечения (ниппель и муфта),
18) контактное давление в области уплотнения металл-металл,
19) профиль контактного давления в области уплотнения металл-металл,
20) расстояние от ниппельного наконечника до осевой линии уплотнительного соединения,
21) специальные предельные отклонения на механическую обработку (при наличии),
22) обработку противозадирным составом (ниппельный элемент и муфта), включая напыляемые составы.
23) момент свинчивания и скорость свинчивания,
24) резьбовые смазки (тип и количество),
25) план контроля за процессом производства/план качества (PCP/QP) с копиями применяемых документов (включая приложение к PCP/QP, в котором перечислены все вспомогательные документы с указанием даты выпуска и статуса изменения по состоянию на момент проведения испытаний резьбовых соединений),
26) качество отделки поверхности уплотнения ниппельного элемента (после изготовления),
27) отделку поверхности уплотнения раструбного элемента (после изготовления);
Ь) для резьбового соединения с канавкой под уплотнительное кольцо:
1) отношение канавки к диаметру эластичного уплотнения,
2) отношение канавки к ширине эластичного уплотнения,
3) отношение глубины канавки к толщине эластичного уплотнения,
4) отношение ширины канавки к шагу резьбы,
5) отношение глубины канавки к высоте резьбы муфты,
6) отношение наружного диаметра канавки к внутреннему диаметру резьбы муфты,
7) толщину стенки муфты над канавкой под уплотнительное кольцо,
8) натяг/зазор между внутренним диаметром уплотнительного кольца и высотой резьбы муфты,
9) расположение канавки относительно уплотнения металл-металл,
10) объемный коэффициент наполнения,
11) контактное давление эластичного уплотнения (при наличии),
12) диаграмму «торнадо», показывающую влияние резьбовых элементов на наполнение эластичным уплотнением.
190
ГОСТ ISO 13679—2023
Приложение G (справочное)
Испытания в особых условиях эксплуатации
G.1 Общие положения
Настоящий стандарт охватывает испытания резьбовых соединений, предназначенных для эксплуатации в наиболее часто встречающихся условиях. В настоящем приложении приведены рекомендации по проведению дополнительных испытаний резьбовых соединений, предназначенных для эксплуатации в особых условиях, которые должны быть согласованы между изготовителем и заказчиком.
G.2 Особые условия эксплуатации
Примерами особых условий эксплуатации являются:
а) приложение момента развинчивания против часовой стрелки при одновременном проведении другой последовательности испытаний;
Ь) испытание резьбовых соединений с многоэлементными уплотнениями;
с) скопление резьбовой смазки под давлением;
d) горизонтальные и длинные скважины, требующие высокой прочности на сжатие и кручение;
е) скважины со средним и малым радиусами кривизны;
f) буровые платформы на телескопических опорах, плавающие платформы, нежесткие вышки;
д) геотермальные скважины и скважины для закачки пара;
h) испытание на свинчивание — развинчивание для моделирования особо тяжелых условий эксплуатации;
i) осадка поверхности, уплотнение пласта или соляных структур;
j) быстрое охлаждение (закалка) уплотнения резьбового соединения;
к) вероятностные характеристики резьбового соединения;
I) забивка направляющих труб;
т) механические соединения трубопроводов;
п) высоколегированные коррозионно-стойкие материалы с анизотропными свойствами;
о) высокотемпературные скважины;
р) эксплуатация в кислой среде.
G.3 Рекомендации по эксплуатации в особых условиях
G.3.1 Скважины со средним/малым радиусами кривизны
Траектория скважины со средним/малым радиусами кривизны характеризуется профилем с высокой эффективной степенью прогиба Dleg, превышающей 20° на длине 30 м, после которого расположен почти горизонтальный участок. При прохождении насосно-компрессорных и обсадных труб в скважину такого профиля их резьбовые соединения подвергают высоким изгибающим нагрузкам в момент прохождения участка(ов) с малым радиусом. Для преодоления сопротивления трения и механического сопротивления скважины может потребоваться вращение таких труб. Для подтверждения герметичности резьбового соединения при эксплуатации в этих условиях рекомендуется проведение испытаний гидростатическим давлением (или давлением газа) с изгибом до запланированного значения Dteg плюс запас прочности.
G.3.2 Испытание на свинчивание — развинчивание для моделирования полевых условий
Такие испытания проводят на патрубках, собранных в контролируемых лабораторных условиях. Реальное свинчивание в полевых условиях может проходить при воздействии ряда неблагоприятных факторов:
а) применяют полноразмерные соединения (PSL-2 или PSL-3 по ГОСТ 31446 для насосно-компрессорных и обсадных труб);
Ь) спуск и свинчивание проводят в вертикальном положении;
с) эксплуатация может проводиться в тяжелых климатических и погодных условиях, например при дожде, ветре, низких или высоких температурах;
d) возможно неточное центрирование, например буровой вышки над буром или бура над скважиной;
е) в открытом море может оказывать влияние перемещение плавучей буровой установки и даже стационарной глубоководной установки;
f) при наличии нескольких резьбовых соединений в длинной колонне человеческий фактор может оказывать влияние на нанесение смазки, спуск, свинчивание, окончательное довинчивание и т. п.;
д) подъемные операции при ремонтных работах требуют развинчивания резьбовых соединений после длительного пребывания в тяжелых условиях воздействия температуры, углеводородов и т. п.
Перечисленные факторы могут служить обоснованием для моделирования полевых условий эксплуатации/ спуске труб для отдельных проектов. Например, полноразмерное соединение или патрубок, масса которого соответствует полноразмерному соединению, может быть посажено (посажен) в муфту и свинчено (свинчен) с ней.
191
ГОСТ ISO 13679—2023
Эту процедуру можно повторять при разных углах наклона резьбового соединения для моделирования неправильной посадки при сильном ветре. Аналогично испытания на свинчивание — развинчивание можно проводить с эксцентриситетом масс для моделирования нагрузок, вызывающих несоосность. Для более точного моделирования условий развинчивания при ремонте можно осуществлять нагрев резьбового соединения между операциями свинчивания и развинчивания, чтобы смоделировать ухудшение свойств резьбовой смазки во время эксплуатации.
G.3.3 Скопление резьбовой смазки под давлением
Скопление резьбовой смазки в резьбовом соединении может существенно ухудшить эксплуатационные характеристики резьбового соединения. Это может привести к значительной пластической деформации в области уплотнения, при этом момент свинчивания будет расходоваться на преодоление сопротивления скопления смазки, что приведет к уменьшению предварительного натяга в соединении.
Если необходимо оценить влияние количества резьбовой смазки на эксплуатационные характеристики резьбового соединения, то рекомендуется следующая процедура испытания:
а) для контроля давления смазки в области резьбы во время свинчивания сверлят отверстие в ниппельном или раструбном элементе после первого уплотнения, находящегося под действием внутреннего давления. В отверстии нарезают резьбу для подсоединения датчика давления непосредственно или через короткую жесткую нагнетательную трубку;
Ь) перед свинчиванием резьбового соединения измеряют диаметр уплотнения и диаметр прилегающего к уплотнению отверстия;
с) наносят резьбовую смазку способом и в количестве, соответствующим рекомендациям изготовителя. Заполняют смазкой полость и линию к датчику и к манометру;
d) свинчивают резьбовое соединение с минимальным моментом свинчивания, рекомендованным изготовителем;
е) измеряют и регистрируют давление резьбовой смазки (с датчиком давления следует использовать аналоговую или высокоскоростную цифровую систему);
f) развинчивают резьбовое соединение, очищают резьбу и уплотнение, повторно измеряют размеры резьбового соединения;
д) повторяют шаги по перечислениям с)—f) с нормальным моментом свинчивания, рекомендованным изготовителем;
h) повторяют шаги по перечислениям с)—f) с максимальным моментом свинчивания, рекомендованным изготовителем;
i) повторяют шаги по перечислениям с)—h) с количеством резьбовой смазки, вдвое больше рекомендованного изготовителем;
j) повторяют шаги по перечислениям с)—h) с количеством резьбовой смазки, втрое больше рекомендованного изготовителем.
Если при применении резьбовой смазки в рекомендованном изготовителем количестве будет отмечена чрезмерная пластическая деформация, то при использовании резьбового соединения необходимо быть предельно внимательным.
Если чрезмерная пластическая деформация будет отмечена при применении количества резьбовой смазки, вдвое или втрое больше рекомендованного изготовителем, то необходимо предупредить персонал, осуществляющий эксплуатацию, о последствиях нанесения избыточного количества смазки и рассмотреть возможность применения специальных действий по дозированию смазки.
G.3.4 Изоляция многоэлементных уплотнений
Настоящий стандарт предусматривает процедуры испытаний резьбовых соединений с многоэлементным уплотнением, при этом каждое уплотнение является рабочим и не имеет отверстий для отвода воздуха, поскольку именно так их следует использовать. Однако для объективной оценки эффективности отдельных уплотнений заказчик может потребовать проведения индивидуального испытания уплотнений. Например, каждое отдельное уплотнение можно испытать под первичным давлением при неработающих остальных уплотнениях.
Испытания под внутренним давлением резьбовых соединений с многоэлементными уплотнениями рекомендуется проводить только на двух уплотнениях, максимально близких к центру. Все остальные уплотнения считают при этом внешними, и между ними следует сделать зазор или направить поток в обход, чтобы они стали нерабочими.
G.3.5 Воздействие напряжений за пределом текучести
В некоторых пластах при потере порогового давления происходит разрыв нефтеносного пласта. Этот разрыв вызывает оседание грунта пласта и может привести к вертикальному смещению колонны в скважине. Вертикальные и боковые смещения скважины могут быть также вызваны движением соляных пластов. В таких условиях в скважине могут возникать нагрузки, существенно превышающие предел текучести трубы.
Для таких условий эксплуатации следует предусмотреть испытания высокими осевыми сжимающими и изгибающими нагрузками. В некоторых случаях смещение пород может привести к полному разрыву колонны или закрытию скважины. Это необходимо учитывать при проектировании скважины.
192
ГОСТ ISO 13679—2023
Геология приповерхностных областей в арктических регионах может создавать в скважине такие условия, при которых на колоннах труб возникают сжимающие напряжения, превышающие предел текучести. В этих регионах вблизи поверхности земли имеется слой вечной мерзлоты. Бурение скважины и добыча могут привести к таянию вечной мерзлоты и вызвать оседание грунта в скважине. При этом колонны труб испытывают медленно возрастающую осевую сжимающую нагрузку, которая может превысить предел текучести труб. В некоторых случаях сжатие может стать причиной локальной потери продольной устойчивости.
Испытание резьбовых соединений для применения в таких условиях должно включать осевое сжатие до деформаций 2 % или более. Образцу потребуются боковые опоры для предотвращения потери устойчивости и продольного изгиба. При проектировании скважины и при проведении испытаний также следует уделить внимание изгибающим нагрузкам.
G.3.6 Условия быстрого охлаждения
В скважинах с чрезвычайно высокими температурами колонны насосно-компрессорных труб работают при температурах, превышающих норму. При некоторых условиях эксплуатации, например при глушении или кислотной обработке скважины, по насосно-компрессорным трубам может подаваться холодная жидкость, вызывающая быстрое охлаждение. Это охлаждение может стать причиной того, что термоусадка уплотнения ниппеля будет происходить быстрее, чем у муфты, и первичное уплотнение металл-металл может выйти из сопряжения, вызывая утечку в соединении.
Некоторыми операторами разработаны и применяются процедуры испытаний для оценки последствий быстрого охлаждения или закалки. Для скважин с чрезвычайно высокими рабочими температурами, которые могут испытывать такое быстрое охлаждение насосно-компрессорных труб, следует рассмотреть возможность испытания резьбовых соединений насосно-компрессорных труб на такую нагрузку.
G.3.7 Применение стимуляции
С целью модернизации добычи в отдельные продуктивные пласты закачивают специальные жидкости, при этом нагрузки контролируют механически, с поверхности. Глубоководные и высокотемпературные скважины испытывают высокое растяжение и внутреннее давление, а также высокое сжатие и наружное давление в результате действия пластового давления и температуры в течение срока эксплуатации скважины, процесс нагнетания также может создавать максимальное напряжение и нагрузки.
Испытания на пригодность к таким условиям эксплуатации должны включать воздействие высокими нагрузками на осевое растяжение, внутреннее давление и изгиб с выполнением более 20 циклов нагружения, включающими внутреннее давление и растяжение, с изгибом и без него. В некоторых случаях смещение может привести к полному разрыву колонн. Следует предусмотреть проведение испытания при повышенной температуре не ниже 135 °C, с изгибом свыше 20730 м, с переходом на температуру окружающей среды во время циклического испытания под давлением. Для определения пределов соединения после циклического испытания следует выполнить испытание на растяжение с повышением внутреннего давления до разрушения. Кроме того, в зависимости от необходимости установки колонны на место могут представлять интерес методы испытаний в удлиненных и горизонтальных скважинах, рассмотренные в G.3.10.
G.3.8 Обратный крутящий момент
Для эксплуатации резьбового соединения при обратном крутящем моменте может потребоваться оценка стойкости резьбового соединения к обратному крутящему моменту. Например, заказчику может понадобиться, чтобы резьбовое соединение выдерживало обратный крутящий момент, равный 60 % момента свинчивания. Насоснокомпрессорные трубы могут испытывать воздействие обратного крутящего момента в дополнение к внутреннему давлению, циклическому растяжению — сжатию и изгибу.
Кручение против часовой стрелки можно имитировать при помощи противовеса, закрепленного на рычаге или посредством помощи другой системы, например гидравлической. На теле трубы около резьбового соединения можно разместить тензометры для подтверждения правильного приложения кручения. Для расчета нагружения можно учесть величину напряжения при скручивании путем регулировки нагружения таким образом, чтобы напряжения в соединении не превышали предела текучести.
G.3.9 Закачивание пара и геотермальное бурение
В тех скважинах, в которых использована закачка пара в пласт, и в геотермальных скважинах колонны обсадных и насосно-компрессорных труб могут подвергаться воздействию чрезвычайно высоких осевых нагрузок. Относительно высокая температура закачиваемого пара вызывает термическое расширение, напряжения от которого в колонне труб могут превысить предел текучести материала. Во время добычи температура в скважине снижается, и колонна труб испытывает растяжение, которое также может превысить предел текучести. Геотермальные скважины также подвергают воздействию больших температурных колебаний при прекращении отвода пара.
Для оценки соединений, отобранных для испытаний, требуется воздействие на соединение осевой сжимающей и растягивающей нагрузок. Испытание должно включать нагрев и охлаждение испытательного образца резьбового соединения до ожидаемых температур скважины при закрепленных концах образца и приложенном внутреннем давлении. Необходимо учесть изгиб образца как при эксплуатации, так и при испытании.
193
ГОСТ ISO 13679—2023
G.3.10 Удлиненные и горизонтальные скважины
В таких скважинах для вращения колонны к резьбовому соединению может быть применен высокий крутящий момент, который должен соответствовать заданному диапазону крутящих моментов резьбового соединения.
Если выбран стандартный момент свинчивания резьбового соединения, близкий к максимально возможному, соответствующему пределу текучести материала, то проведение дополнительных испытаний не требуется. Если запас между максимальным моментом свинчивания и моментом на пределе текучести более 10 %, то заказчик может потребовать дополнительной оценки сопротивления чрезмерному крутящему моменту.
Можно рекомендовать повторить свинчивание, как указано в 7.2.2, с максимальным моментом, затем приложить момент свинчивания, на 10 % меньше момента на пределе текучести, развинтить резьбовое соединение, очистить и проверить калибром. Результаты измерений указывают в соответствии с 7.2 (см. рисунок В.6).
G.3.11 Забивка направляющих труб и их соединений
Направляющие трубы могут быть установлены в заранее пробуренные скважины или в скважины, пробуренные в мягком грунте гидравлическим способом, либо забиты в грунт. Резьбовые соединения в забиваемых направляющих трубах при забивке испытывают большие ударные нагрузки. Эксплуатационные характеристики таких соединений не должны ухудшаться под воздействием ударных нагрузок. Для подтверждения герметичности резьбовых соединений рекомендуется следующий порядок их испытания:
а) закрепляют тензометры и акселерометры на ниппельном и муфтовом элементах;
Ь) выполняют свинчивание резьбового соединения и проводят испытание под внутренним гидростатическим давлением;
с) имитируют забивку, нанеся по соединению 2000 ударов со скоростью 50 ударов/мин;
d) визуально осматривают резьбовое соединение на отсутствие повреждений;
е) повторяют гидростатическое испытание;
f) развинчивают резьбовое соединение и проводят визуальный и измерительный контроль его компонентов;
д) на каждом этапе испытания регистрируют показания тензометров и акселерометров, проводят анализ на чрезмерные пластические деформации и т. п.
G.3.12 Соединения трубопроводов
Резьбовые соединения для труб нефтяного сортамента (OCTG) рассчитаны на применение внутри скважин, однако такие или подобные соединения могут применяться и в трубопроводах. Установлено несколько режимов сборки соединений в трубопроводах, включая режимы укладки труб «S-укладка», «J-укладка», «J-установка», циклическое нагружение давлением и разностью температур, изгиб и циклическое нагружение в межопорных пролетах, распространение турбулентности и волновой нагрузки при монтаже.
Рекомендуется следующий порядок аттестационных испытаний резьбовых соединений трубопроводов:
а) выполняют пять циклов свинчивания — развинчивания;
Ь) выполняют свинчивание резьбового соединения с приложением минимального момента свинчивания;
с) проводят испытание под внутренним гидростатическим давлением;
d) для моделирования прокладки трубопровода проводят испытание на изгиб до достижения напряжения на наружной поверхности тела трубы, равного 80 % от предела текучести, затем испытывают на изгиб в обратную сторону до достижения напряжения на внутренней поверхности тела трубы, равного 80 % от предела текучести;
е) проводят гидростатическое испытание с достижением тангенциальных напряжений, равных 90 % от предела текучести;
f) проводят испытание внутренним давлением газа с достижением тангенциальных напряжений, равных 80 % от предела текучести, при осевой фиксации трубы и поддержании внутреннего давления:
1) температуру циклически изменяют от 4 °C до 90 °C,
2) выполняют 10 циклов;
д) проводят испытание внутренним давлением газа с достижением тангенциальных напряжений, равных 80 % от предела текучести, без осевой фиксации трубы, но при поддержании внутреннего давления:
1) температуру циклически изменяют от 4 °C до 90 °C,
2) выполняют 10 циклов.
G.3.13 Высокотемпературные скважины
Настоящий стандарт можно применять для испытания резьбовых соединений при температуре свыше 180 °C, при условии регулирования максимальной повышенной температуры, используемой при испытаниях. Для испытания резьбовых соединений с температурой свыше 288 °C при оценке необходимости программы испытаний следует учитывать ползучесть и релаксацию материала.
194
ГОСТ ISO 13679—2023
Библиография
[1] APIRP5A31) | Recommended Practice on Thread Compounds for Casing, Tubing, and Line Pipe (Рекомендуемая практика по резьбовым многокомпонентным смазкам для обсадных, насосно-компрес |
[2] API Spec 5В2) | сорных и магистральных труб, а также элементов бурильной колонны) Specification for Threading, Gauging and Thread Inspection of Casing, Tubing, and Line Pipe Threads (Спецификация по нарезанию, измерению и контролю качества резьбы обсадных, |
[3] API TR 5С33) | насосно-компрессорных и магистральных труб) Technical Report on Equations and Calculations for Casing, Tubing, and Line Pipe Used as Casing or Tubing; and Performance Properties Tables for Casing and Tubing (Технический отчет по формулам и расчетам свойств обсадных, насосно-компрессорных и трубопроводных труб, используемых в качестве обсадных или насосно-компрессорных труб. Таблицы эксплуатационных свойств обсадных и насосно-компрессорных труб. Первое издание, декабрь 2008) |
[4] ASTM E9 | Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature (Стандартные методы испытания на сжатие металлических материалов при комнатной температуре) |
[5] ASTM E21 | Standard Test Methods for Elevated Temperature Tension Tests of Metallic Materials (Стандартные методы испытаний на растяжение металлических материалов при повышенных температурах) |
[6] ASTM E111 | Standard Test Method for Young’s Modulus, Tangent Modulus, and Chord Modulus (Стандартный метод испытания для определения модуля Юнга, касательного модуля упругости, а также модуля материала, определяемого хордой) |
1> Идентичен ISO 13678 «Petroleum and natural gas industries. Evaluation and testing of thread compounds for use with casing, tubing, line pipe and drill stem elements» (Нефтегазовая промышленность. Оценка и испытание смазок для резьбовых соединений обсадных, насосно-компрессорных и магистральных труб и элементов бурильных колонн).
На территории стран СНГ рекомендуется применять ГОСТ ISO 13678—2022 «Трубы обсадные, насоснокомпрессорные и элементы бурильных колонн для нефтяной и газовой промышленности. Оценка и испытание резьбовых смазок».
2) На территории стран СНГ рекомендуется применять ГОСТ 34057—2017 «Соединения резьбовые обсадных, насосно-компрессорных труб, труб для трубопроводов и резьбовые калибры для них. Общие технические требования», включающий основные положения API Spec 5В, кроме положений, касающихся резьбового соединения «интеграл-джойнт».
3> Идентичен ISO/TR 10400 «Petroleum and natural gas industries. Formulae and calculations for the properties of casing, tubing, drill pipe and line pipe used as casing or tubing» (Нефтяная и газовая промышленность. Формулы и расчеты для определения характеристик обсадных, насосно-компрессорных, бурильных труб и трубопроводов, применяемых в качестве обсадных или насосно-компрессорных труб).
На территории стран СНГ рекомендуется применять ГОСТ 35016—2023 «Трубы обсадные, насоснокомпрессорные, бурильные и трубы для трубопроводов нефтяной и газовой промышленности. Формулы и расчет свойств».
195
ГОСТ ISO 13679—2023
Приложение ДБ (справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДБ.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 3183 | IDT | ГОСТ ISO 3183—2015 «Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия» |
ISO 11960 | MOD | ГОСТ 31446—2017 (ISO 11960:2014) «Трубы стальные, обсадные или насосно-компрессорные для нефтяной и газовой промышленности. Общие технические условия» |
API RP 505:2017 | — | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT — идентичный стандарт; - MOD — модифицированный стандарт. | ||
Библиография
[1] Nowinka, Meijer, Miller (2017), Maximizing Tubular Capacity and Well Integrity Under Near-Yield Loading, SPE/IADC-184689-MS
196
ГОСТ ISO 13679—2023
УДК 621.774:622.245.1:006.354
МКС 75.200
75.180.10
IDT
Ключевые слова: испытания, резьбовые соединения, обсадные и насосно-компрессорные трубы
Редактор Л.С. Зимилова Технический редактор И.Е. Черепкова Корректор О.В. Лазарева Компьютерная верстка И.А. Налейкиной
Сдано в набор 26.03.2024. Подписано в печать 16.04.2024. Формат 60x84%. Гарнитура Ариал.
Усл. печ. л. 23,25. Уч.-изд. л. 19,76.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}