ГОСТ 1033-79
Группа Б31
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СМАЗКА СОЛИДОЛ ЖИРОВОЙ
Технические условия
Fatty cup grease. Specifications
ОКП 02 5411 0202
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.05.79 N 1823
3. ВЗАМЕН ГОСТ 1033-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, раздела |
ГОСТ 111-90 | 4.2 |
ГОСТ 1510-84 | 5.1 |
ГОСТ 2477-65 | 1.4 |
ГОСТ 2517-85 | 3.2, 4.1 |
ГОСТ 5211-85 | 1.4 |
ГОСТ 5346-78 | 1.4 |
ГОСТ 6479-73 | 1.4 |
ГОСТ 6707-76 | 1.4 |
ГОСТ 6793-74 | 1.4 |
ГОСТ 7143-73 | 1.4 |
ГОСТ 7163-84 | 1.4 |
ГОСТ 20799-88 | 1.2 |
ГОСТ 23258-78 | Вводная часть |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в декабре 1982 г., апреле 1984 г., феврале 1990 г. (ИУС 4-83, 8-84, 5-90)
Настоящий стандарт распространяется на водостойкую, гидратированную кальциевую смазку, предназначенную для смазывания узлов трения качения и скольжения различных машин и механизмов, работающих при температурах от минус 25 до плюс 65 °С. В достаточно мощных механизмах (подшипники, шарниры, блоки и т.д.) смазка работоспособна при температурах до минус 50 °С.
Смазка применяется для заправки разбираемых узлов трения, работающих при температурах от минус 50 до плюс 65 °С, и заправки узлов трения при помощи ручных солидолонагнетателей при температуре до минус 20 °С.
Обозначение смазки по ГОСТ 23258:
Солидол Ж-СКа 2/6-2;
солидол Ж ЖСКа 2/6-2;
пресс-солидол Ж ЖСКа 3/6-0.
Установленные настоящим стандартом показатели технического уровня предусмотрены для высшей и первой категорий качества.
(Измененная редакция, Изм. N 3).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. (Исключен, Изм. N 3).
1.2. Смазку изготовляют из выщелоченного индустриального масла марки 20В или индустриального масла общего назначения по ГОСТ 20799, марки И-20А, или смеси выщелоченных масел марок 20 и 40, сСт на мм/с, или смеси индустриальных масел по ГОСТ 20799, марок И-20А и И-40А с кинематической вязкостью при 50 °С 18-33 сСт, загущением гидратированными кальциевыми мылами жирных кислот, входящих в состав естественных жиров (хлопкового масла, саломаса и других).
1.3. Смазка жировой солидол должна изготовляться в соответствии с требованиями настоящего стандарта по технологии и рецептуре, которые применялись при изготовлении образцов смазки, прошедших испытания с положительными результатами и допущенных к применению в установленном порядке.
1.4. По физико-химическим показателям смазка должна соответствовать требованиям и нормам, указанным в таблице.
Наименование показателя | Норма | Метод испытания |
1. Внешний вид | Однородная мазь без комков, от светло-желтого до темно-коричневого цвета | По п.4.2 |
2. Температура каплепадения, °С, не ниже | 78 | По ГОСТ 6793 |
3. Вязкость эффективная при 0 °С и среднем градиенте скорости деформации 10 с | 250 (2500) | По ГОСТ 7163 |
4. Пенетрация при 25 °С с перемешиванием (60 двойных тактов), мм·10 | 230-290 | По ГОСТ 5346 Метод В |
5. Предел прочности на сдвиг при 50 °С, Па (гс/см | 196 (2,0) | По ГОСТ 7143 |
6. (Исключен, Изм. N 3) | ||
7. Массовая доля свободной щелочи в пересчете на NaOH, %, не более | 0,2 | По ГОСТ 6707 |
8. Содержание свободных органических кислот | Отсутствие | По ГОСТ 6707 |
9. (Исключен, Изм. N 3) | ||
10. Содержание механических примесей, нерастворимых в соляной кислоте | Отсутствие | По ГОСТ 6479 |
11. Массовая доля воды, %, не более | 2,5 | По ГОСТ 2477 |
12. Массовая доля кальциевых мыл жирных кислот, входящих в состав естественных жиров, %, не менее | 11,0 | По ГОСТ 5211 |
Примечания:
1. (Исключен, Изм. N 1).
2. Для солидола, предназначенного для экспорта, устанавливается норма по показателю "массовая доля воды" не более 2,0%.
3. Показатель по п.4 определяют в смазке, предназначенной для поставки на экспорт.
Пример условного обозначения смазки жировой солидол:
Пресс-солидол Ж ГОСТ 1033-79
(Измененная редакция, Изм. N 1, 2, 3).
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. Смазка не токсична.
2.2. Смазка не пожароопасна и взрывобезопасна.
2.3. Температура вспышки смазки выше 200 °С. При загорании применимы все средства пожаротушения, кроме воды.
2.4. Предельно допустимая концентрация паров масляной основы смазки в воздухе производственного помещения - 5 мг/м.
2.5. Производственное помещение, в котором проводят работы со смазкой, должно быть оборудовано приточно-вытяжной вентиляцией.
2.6. При работе со смазкой необходимо применять индивидуальные средства защиты по типовым отраслевым нормам.
3. ПРАВИЛА ПРИЕМКИ
3.1. Смазку принимают партиями. Партией считают любое количество смазки, однородной по своим показателям качества и сопровождаемой одним документом о качестве.
3.2. Объем выборок - по ГОСТ 2517.
3.3. Показатель по подпункту 8 таблицы определяют на месте производства смазки.
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания вновь отобранной пробы от той же выборки.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 1, 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Отбор проб - по ГОСТ 2517. Масса объединенной пробы - 1 кг смазки.
(Измененная редакция, Изм. N 1).
4.2. Для определения внешнего вида смазку наносят на пластинку размерами 50х70х2 мм из стекла по ГОСТ 111 или другого бесцветного прозрачного стекла с помощью шаблона из металла, не подвергающегося коррозии, толщиной (2,0±0,1) мм (см. чертеж). Предельные отклонения размеров шаблона ±1 мм. Шаблон плотно прикладывают к пластинке, обмазывают с помощью шпателя сначала внутренние края отверстия шаблона, а затем заполняют все отверстия шаблона слоем смазки выше толщины шаблона. Смазку уплотняют шпателем, ребром снимают излишки смазки, осторожно снимают с пластинки шаблон и просматривают ее в проходящем свете невооруженным глазом.
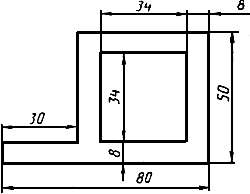
(Измененная редакция, Изм. N 3).
4.3. (Исключен, Изм. N 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение смазки - по ГОСТ 1510. Смазка должна храниться в таре изготовителя.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие качества смазки требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
6.2. Гарантийный срок хранения смазки - пять лет со дня изготовления.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
Нефтепродукты. Смазки. Присадки.
Технические условия: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2002
{kind=link}