ГОСТ Р 54803-2011
Группа Г40
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ СТАЛЬНЫЕ СВАРНЫЕ ВЫСОКОГО ДАВЛЕНИЯ
Общие технические требования
High-pressure welded steel vessels. General technical requirements
ОКС 71.120.01
ОКП 36 1000
Дата введения 2012-07-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Иркутский научно-исследовательский и конструкторский институт химического и нефтяного машиностроения" (ОАО "ИркутскНИИхиммаш")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Техника и технология добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 1167-ст
4 Настоящий стандарт разработан с учетом основных нормативных положений европейского регионального стандарта ЕН 13445:2002* "Сосуды, работающие под давлением без огневого подвода теплоты" (EN 13445:2002 "Unfired Pressure Vessels", NEQ)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
1.1 Настоящий стандарт распространяется на стальные сварные сосуды и аппараты, работающие под внутренним избыточным давлением до 130 МПа (1300 кгс/см) при температуре стенки не менее минус 70 °С и не более плюс 525 °С, и устанавливает общие технические требования к проектированию, материалам, изготовлению, реконструкции, ремонту, методам контроля и испытаний, приемке и поставке сосудов и аппаратов, применяемых на опасных производственных объектах.
Настоящий стандарт не ограничивает действие ГОСТ Р 52630 в рамках области его применения при проектировании и изготовлении стальных сварных сосудов и аппаратов.
Нормы и правила проектирования и изготовления должны быть определены в соответствии с технологическими параметрами эксплуатации сосуда и согласованы с заказчиком.
1.2 В дополнение к требованиям настоящего стандарта следует также руководствоваться нормами и правилами промышленной безопасности [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 2.901-99 Единая система конструкторской документации. Документация, отправляемая за границу. Общие требования
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ Р 50460-92 Знак соответствия при обязательной сертификации. Форма, размеры и технические требования
ГОСТ Р 50599-93 Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации
ГОСТ Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ГОСТ Р 52376-2005 Прокладки спирально-навитые термостойкие. Типы. Основные размеры
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52857.1-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования
ГОСТ Р 52857.2-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек
ГОСТ Р 52857.3-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Укрепление отверстий в обечайках и днищах при внутреннем и внешнем давлениях. Расчет на прочность обечаек и днищ при внешних статических нагрузках на штуцер
ГОСТ Р 52857.4-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность и герметичность фланцевых соединений
ГОСТ Р 52857.5-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет обечаек и днищ от воздействия опорных нагрузок
ГОСТ Р 52857.6-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность при малоцикловых нагрузках
ГОСТ Р 52857.7-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Теплообменные аппараты
ГОСТ Р 52857.8-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Сосуды и аппараты с рубашками
ГОСТ Р 52857.9-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Определение напряжений в местах пересечений штуцеров с обечайками и днищами при воздействии давления и внешних нагрузок на штуцер
ГОСТ Р 52857.10-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Сосуды и аппараты, работающие с сероводородными средами
ГОСТ Р 52857.11-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Метод расчета на прочность обечаек и днищ с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек
ГОСТ Р 53442-2009 (ИСО 1101:2004) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Допуски формы, ориентации, месторасположения и биения
ГОСТ Р 53677-2009* (ИСО 16812:2007) Нефтяная и газовая промышленность. Кожухотрубчатые теплообменники. Технические требования
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 31842-2012, здесь и далее по тексту. - .
ГОСТ Р 53684-2009* Аппараты колонные. Технические требования
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 31838-2012, здесь и далее по тексту. - .
ГОСТ 2.109-73 Единая система конструкторской документации. Основные требования к чертежам
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.105-80 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания
ГОСТ 9.401-91 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 26.008-85 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6533-78 Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9399-81 Фланцы стальные резьбовые на 20-100 МПа (200-1000 кгс/см
). Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9569-2006 Бумага парафинированная. Технические условия
ГОСТ 9617-76 Сосуды и аппараты. Ряды диаметров
ГОСТ 9651-84 (ИСО 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10493-81 Линзы уплотнительные жесткие и компенсирующие на 20-100 МПа (200-1000 кгс/см
). Технические условия
ГОСТ 10494-80 Шпильки для фланцевых соединений с линзовым уплотнением на свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см
). Технические условия
ГОСТ 10495-80 Гайки шестигранные для фланцевых соединений на свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см
). Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11447-80 Шпильки упорные на свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см
). Технические условия
ГОСТ 11878-66 Сталь аустенитная. Методы определения содержания ферритной фазы в прутках
ГОСТ 12169-82 Заготовки стальные, вырезаемые кислородной резкой. Припуски
ГОСТ 12816-80 Фланцы арматуры, соединительных частей и трубопроводов на от 0,1 до 20,0 МПа (от 1 до 200 кгс/см
). Общие технические требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15180-86 Прокладки плоские эластичные. Основные параметры и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионно-стойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 17314-81 Устройства для крепления тепловой изоляции стальных сосудов и аппаратов. Конструкция и размеры. Технические требования
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 22790-89 Сборочные единицы и детали трубопроводов на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Общие технические условия
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24297-87* Входной контроль продукции. Основные положения
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 24297-2013, здесь и далее по тексту. - .
ГОСТ 24444-87 Оборудование технологическое. Общие требования монтажной технологичности
ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения
ГОСТ 24522-80 Контроль неразрушающий капиллярный. Термины и определения
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 24755-89 Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25215-82 Сосуды и аппараты высокого давления. Обечайки и днища. Нормы и методы расчета на прочность
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 26303-84 Сосуды и аппараты высокого давления. Шпильки. Методы расчета на прочность
ГОСТ 26364-90 Ферритометры для сталей аустенитного класса. Общие технические условия
ГОСТ 26828-86 Изделия машиностроения и приборостроения. Маркировка
ГОСТ 28759.1-90 Фланцы сосудов и аппаратов. Типы и параметры
ГОСТ 28759.5-90 Фланцы сосудов и аппаратов. Технические требования
ГОСТ 28759.6-90 Прокладки из неметаллических материалов. Конструкция и размеры. Технические требования
ГОСТ 28759.7-90 Прокладки асбометаллические. Конструкция и размеры. Технические требования
ГОСТ 28759.8-90 Прокладки металлические восьмиугольного сечения. Конструкция и размеры. Технические требования
ГОСТ 30242-97* Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 6520-1-2012, здесь и далее по тексту. - .
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 24450, ГОСТ 24522, а также следующие термины с соответствующими определениями:
3.1 аппарат: Сосуд, предназначенный для осуществления гидравлических, тепловых и технологических процессов, в котором имеются подвижные или неподвижные внутренние устройства.
3.2 вварка штуцера: Способ соединения штуцера с элементом сосуда или аппарата, при котором сварной шов формируется по толщине стенки сосуда.
3.3 владелец сосуда: Организация, индивидуальный предприниматель, в собственности которых находится сосуд.
3.4 вместимость: Объем внутренней полости сосуда, определяемый по установленным на рисунках номинальным размерам.
3.5 внутреннее устройство: Техническое устройство, предназначенное для выполнения какой-либо функции и устанавливаемое внутри аппарата.
3.6 гидравлическая опрессовка повышенным давлением: Однократные испытания многослойных рулонированных сосудов после их изготовления повышенным давлением опрессовки, переводящим часть внутренних слоев в пластическую зону.
3.7 горловина: Неотъемная часть корпуса, имеющая отверстие, предназначенное для доступа во внутреннюю полость сосуда, у которого отсутствует разъем по всему диаметру.
3.8 внутреннее давление: Давление, действующее на внутреннюю поверхность стенки сосуда.
3.9 пробное давление: Давление, при котором проводят испытания сосуда или его элементов на прочность и плотность.
3.10 рабочее давление: Максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса.
3.11 расчетное давление: Давление, при котором проводят расчет на прочность при обосновании основных размеров, обеспечивающих надежную эксплуатацию сосуда в течение расчетного ресурса.
3.12 деталь: Единица сосуда, изготовленная из однородного (по наименованию и марке) материала без применения сборочных операций.
3.13 дефекты сварных соединений: По ГОСТ 30242.
3.14 днище: Неотъемная часть корпуса сосуда, ограничивающая внутреннюю полость с торца.
3.15 дополнительные слои укрепления отверстия: Слои металла, необходимые для укрепления толщины стенки сосуда или аппарата в месте вварки штуцера.
3.16 допустимая максимальная (минимальная) температура стенки: Максимальная (минимальная) температура стенки, при которой допускается эксплуатация сосуда с нормальным протеканием технологического процесса.
3.17 заглушка: Отъемная деталь, позволяющая герметично закрывать отверстия штуцера.
3.18 клиновая вставка: Элемент, устанавливаемый в начале и конце слоев рулонированной стали для придания круглой формы многослойной рулонированной обечайке.
3.19 контрольные сварные соединения (наплавки): Сварные соединения (наплавки), выполняемые в производственных условиях, являющиеся идентичными по отношению к производственным сварным соединениям (наплавкам) и предназначенные для проведения разрушающего и неразрушающего контроля качества.
3.20 концевые элементы: Днища, фланцы, горловины, которыми заканчивается цилиндрическая часть корпуса сосуда.
Примечание - К концевым элементам относят также плоские и выпуклые крышки.
3.21 корпус сосуда: Основная сборочная единица сосуда, состоящая из обечаек и концевых элементов.
3.22 крепежные элементы (шпильки, гайки, резьбовые гнезда, бугель и т.д.): Совокупность деталей, удерживающих соединяемые элементы PC в установленном положении относительно друг друга.
3.23 крышка: Отъемная часть корпуса, закрывающая внутреннюю полость сосуда или отверстие горловины.
3.24 люк: Устройство, обеспечивающее доступ во внутреннюю полость сосуда.
3.25 минимальная (максимальная) температура рабочей среды: Минимальная (максимальная) температура рабочей среды в сосуде при нормальном протекании технологического процесса.
3.26 наружный кожух: Обечайка, которую наматывают (натягивают) на слои рулонной стали для придания целостности многослойной рулонированной обечайке и защиты от повреждений рулонных слоев.
3.27 нормативный документ; НД: Правила, отраслевые и государственные стандарты, руководящие документы.
3.28 обечайка: Цилиндрический элемент замкнутого профиля, открытый с торцов и изготовленный из листовой стали, трубы или поковки.
3.29 многослойная рулонированная обечайка: Цилиндрический элемент корпуса сосуда, состоящий из центральной обечайки, навитых на нее по спирали слоев рулонной стали и наружного кожуха.
3.30 центральная обечайка: Обечайка, на которую наматывают слои листовой или рулонной стали при изготовлении рулонированной обечайки.
3.31 однотипные сварные соединения (наплавки): Группа производственных сварных соединений (наплавок), выполненных одним и тем же способом сварки на изделиях из металла одной группы с применением одних сварочных материалов и имеющих общие конструктивные и технологические характеристики.
Примечание - Понятие однотипности используют при аттестации технологии сварки.
3.32 опора: Устройство для установки сосуда в рабочем положении и передачи нагрузок от сосуда на фундамент или несущую конструкцию.
3.33 приварка штуцера: Способ соединения штуцера с элементом сосуда или аппарата, при котором сварной шов формируется на поверхности сосуда или аппарата по толщине стенки штуцера.
3.34 разъемное соединение; PC: Совокупность конструктивных элементов, обеспечивающих возможность открытия - закрытия сосуда высокого давления и герметичность мест стыка соединяемых деталей в условиях эксплуатации.
Примечание - PC включает в себя уплотнение и крепежные элементы.
3.35 расчетный ресурс сосуда (элемента): Продолжительность эксплуатации сосуда (элемента), в течение которой изготовитель гарантирует надежность его работы при условии соблюдения режима эксплуатации, указанного в инструкции изготовителя, и расчетного числа пусков из холодного или горячего состояния.
3.36 расчетный срок службы сосуда: Срок службы сосуда в календарных годах, исчисляемый со дня ввода сосуда в эксплуатацию.
3.37 реконструкция: Изменение конструкции сосуда, вызывающее необходимость корректировки паспорта сосуда, например устройство дополнительных элементов, и другие изменения параметров работы сосуда.
3.38 ремонт: Восстановление поврежденных, изношенных или пришедших в негодность по любой причине элементов сосуда с доведением их до работоспособного состояния.
3.39 слой наплавки: Часть наплавки, образованная рядом валиков, расположенных на одном уровне от основного металла.
3.40 смещение кромок: Несовпадение уровней расположения внутренних и наружных поверхностей кромок сваренных (свариваемых) деталей относительно друг друга в стыковых сварных соединениях.
3.41 сосуд: Герметически закрытая емкость, предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортирования газообразных, жидких и других веществ.
Примечание - Границей сосуда являются входные и выходные штуцеры.
3.42 грузозахватные средства: Устройства, предназначенные для обеспечения надежного и эффективного соединения груза с рабочим органом грузоподъемной машины.
3.43 срок службы сосуда: Продолжительность эксплуатации сосуда в календарных годах до перехода в предельное состояние.
3.44 расчетная температура стенки: Температура, при которой определяют физико-механические характеристики, допустимые напряжения материала и проводят расчет на прочность элементов сосуда.
3.45 уплотнение (уплотнительное соединение): Составная часть PC, включающая уплотнительное кольцо (прокладку) и уплотнительные элементы соединяемых деталей, непосредственно обеспечивающих герметичность PC.
3.46 штуцер: Элемент, предназначенный для присоединения к сосуду трубопроводов, трубопроводной арматуры, контрольно-измерительных приборов и т.п.
3.47 элемент сосуда: Сборная единица сосуда, предназначенная для выполнения одной из основных функций сосуда.
4 Общие положения
4.1 В зависимости от исполнения корпуса устанавливают следующие типы сосудов:
- цельнокованые, изготовленные из одной кованой заготовки;
- кованосварные, изготовленные из однослойных (монолитных) кованых обечаек, сваренных кольцевыми швами между собой и с концевыми элементами (днищами, фланцами, горловинами);
- многослойные рулонированные, изготовленные из рулонированных обечаек, сваренных кольцевыми швами между собой, а также с однослойными* частями (трубными досками, обечайками) и концевыми элементами;
_______________
* Сосуд или элемент, выполненный из биметалла или с наплавкой, следует относить к однослойным.
- вальцованосварные, обечайки которых изготовлены методом вальцовки из толстолистовой стали с последующей сваркой продольных швов, а затем соединены кольцевыми сварными швами между собой и с концевыми элементами;
- штампосварные, обечайки которых изготовлены из толстолистовой стали методом штамповки полуобечаек с последующей сваркой их продольными швами, а затем соединены кольцевыми швами между собой и с концевыми элементами.
4.2 Тип сосуда выбирают в зависимости от его назначения и технологических возможностей предприятия-изготовителя.
Основные рекомендуемые параметры и условия применяемости сосудов в зависимости от типа конструктивного исполнения приведены в таблице 1.
Таблица 1 - Типы сосудов, размеры и параметры эксплуатации
Тип сосуда (исполнение) | Рабочее давление, МПа | Температура стенки, °С | Внутренний диаметр, мм | Толщина стенки, мм |
Цельнокованые | До 130 | От -70 до + 525 | Не ограничены | |
Кованосварные | Не ограничен | До 300 | ||
Вальцованосварные | Более 700 | До 300 | ||
Штампосварные | От 600 до 4000 | До 300 | ||
Многослойные рулонированные | От -40 до + 420 | От 600 до 3600 | До 300 | |
Примечания 1 Сосуды с внутренним диаметром до 500 мм допускается изготавливать из бесшовных труб. Диаметр сосуда - согласно ГОСТ 9617. 2 Температура стенки (элементов) сосудов с аустенитной плакировкой или наплавкой при эксплуатации в водородосодержащих средах - не более плюс 450 °С. | ||||
5 Требования к проектированию и конструкции
5.1 Проекты сосудов и аппаратов и их элементов, в том числе запасных частей к ним, а также проекты монтажа, реконструкции или модернизации разрабатывают проектно-конструкторские организации и/или предприятия-изготовители, обладающие необходимыми организационно-техническими возможностями. Проекты сосудов и их элементов должны соответствовать требованиям правил и норм промышленной безопасности, настоящего стандарта и другим нормативным документам (НД), утвержденным в установленном порядке.
5.2 Проекты сосудов и аппаратов, а также изменения к ним должны быть согласованы заказчиком в порядке, указанном в техническом задании на их разработку.
5.3 Комплект конструкторских документов, входящих в состав проекта, определяют по согласованию между заказчиком и разработчиком сосуда и оговаривают при заключении договора на разработку конструкторской документации.
5.4 Конструкцией сосуда и его основных частей должно быть предусмотрено обеспечение надежности, долговечности и безопасности при изготовлении, монтаже и эксплуатации на расчетных параметрах в течение установленного в технической документации на сосуд расчетного срока службы.
Конструкцией сосуда и его основных частей также должна быть предусмотрена возможность проведения технического освидетельствования, гидравлических испытаний, очистки, промывки, полного опорожнения, продувки, эксплуатационного контроля металла, сварных и разъемных соединений, а также ремонта и контроля технического состояния сосуда при диагностировании.
5.5 Расчеты на прочность сосудов и их элементов, а также их конструктивное оформление, связанное с прочностью, выполняют в соответствии с требованиями ГОСТ 25215, ГОСТ 26303, ГОСТ 24755, ГОСТ Р 52857.1 - ГОСТ Р 52857.11 и другого НД на сосуды высокого давления, утвержденного в установленном порядке.
Сосуды, предназначенные для работы в условиях циклических и знакопеременных нагрузок, должны быть рассчитаны на прочность с учетом этих нагрузок.
5.6 При проектировании сосуда автор проекта должен учитывать нагрузки, действующие на сосуд от опорных узлов, а также нагрузки, возникающие при монтаже и зависящие от способа монтажа.
5.7 Вертикальные сосуды, предназначенные для работы на открытой площадке, должны быть рассчитаны на прочность от совместного действия внутреннего давления, собственной массы и изгибающих моментов от действия ветровых нагрузок и/или сейсмических воздействий (при установке в районах с сейсмичностью более семи баллов).
5.8 Конструкцию, размеры и технические требования к деталям разъемных соединений, входящим в состав сосудов, устанавливают по следующим НД:
- фланцы по ГОСТ 9399, ГОСТ 12816, ГОСТ 28759.1, ГОСТ 28759.5;
- крепежные детали по ГОСТ 10494, ГОСТ 10495, ГОСТ 11447;
- уплотнительные элементы по ГОСТ Р 52376, ГОСТ 10493, ГОСТ 15180, ГОСТ 28759.6, ГОСТ 28759.7, ГОСТ 28759.8.
5.9 Уплотнение разъемных соединений должно обеспечиваться применением типов уплотнений со следующими уплотнительными элементами:
1 - двухконусное уплотнительное кольцо;
2 - уплотнительное кольцо треугольного сечения;
3 - уплотнительное кольцо восьмиугольного сечения;
4 - самоуплотняющее кольцо с осевым упором (СКОУ);
5 - сварное уплотнение;
6 - линза;
7 - плоская прокладка.
Область применения типов уплотнений по давлению приведена в таблице 2; по температуре - от минус 70 °С до плюс 525 °С с учетом допустимой температуры применения материала, из которого изготовлены уплотнительные элементы.
Таблица 2 - Области применения типов уплотнений по давлению
Тип уплотнения | Номи- | Номинальный диаметр DN | ||||||||||||||||||||||||
DN 32 | DN 40 | DN 50 | DN 60 | DN 100 | DN 125 | DN 150 | DN 200 | DN 300 | DN 400 | DN 500 | DN 600 | DN 800 | DN 1000 | DN 1200 | DN 1400 | DN 1600 | DN 1800 | DN 2000 | DN 2200 | DN 2400 | DN 2600 | DN 2800 | DN 3000 | DN 3200 | ||
| PN 100 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
Тип 1: | PN 120 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
PN 160 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
PN 200 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
PN 250 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
PN 320 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
PN 400 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||
PN 500 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||
PN 640 | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||||
PN 710 | X | X | X | X | X | X | X | X | X | X | ||||||||||||||||
PN 800 | X | X | X | X | X | X | X | X | X | |||||||||||||||||
PN 900 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1000 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1100 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1200 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1300 | X | X | X | X | X | X | X | X | ||||||||||||||||||
| PN 100 | X | X | X | X | X | X | X | X | |||||||||||||||||
Тип 2: | PN 120 | X | X | X | X | X | X | X | X | |||||||||||||||||
PN 160 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 200 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 250 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 320 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 400 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 500 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 640 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 710 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 800 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 900 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1000 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1100 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1200 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1300 | X | X | X | X | X | X | X | X | ||||||||||||||||||
| PN 160 | X | X | X | X | X | X | |||||||||||||||||||
Тип 3: | PN 200 | X | X | X | X | X | X | |||||||||||||||||||
PN 250 | X | X | X | X | X | X | ||||||||||||||||||||
PN 320 | X | X | X | X | X | X | ||||||||||||||||||||
| PN 100 | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||
Тип 4: | PN 120 | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||
PN 160 | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||
PN 200 | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||
PN 250 | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||
PN 320 | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||
PN 400 | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||
| PN 100 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||
Тип 5: | PN 120 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||
PN 160 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
PN 200 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
PN 250 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
PN 320 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
PN 400 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||
| PN 100 | X | X | X | X | X | X | X | X | |||||||||||||||||
Тип 6: | PN 120 | X | X | X | X | X | X | X | X | |||||||||||||||||
PN 160 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 200 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 250 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 320 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 400 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 500 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 640 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 710 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 800 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 900 | X | X | X | X | X | X | X | X | ||||||||||||||||||
PN 1000 | X | X | X | X | X | X | X | X | ||||||||||||||||||
| PN 100 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||
Тип 7: | PN 120 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||
PN 160 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||
PN 200 | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||
PN 250 | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||
PN 320 | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||
Примечание - Знаком "х" обозначена применяемость различных типов уплотнений по давлению. | ||||||||||||||||||||||||||
5.10 Требования к внутренним устройствам сосудов устанавливают в конструкторской документации.
5.11 Конструкцией внутренних устройств и самих сосудов должна быть предусмотрена возможность удаления воздуха из всех находящихся под давлением элементов, в которых могут образоваться воздушные пробки при заполнении сосуда водой при проведении гидроиспытания и удалении воды после его проведения. Все закрытые полости сосуда и его частей должны иметь отверстия для удаления воздуха.
Для вертикальных сосудов должна быть предусмотрена возможность их испытания в проектном (вертикальном), а также горизонтальном положениях.
5.12 В конструкциях сосудов устройства, препятствующие наружному и внутреннему осмотрам, должны быть, как правило, съемными. Порядок съема и установки этих устройств должен быть указан в руководстве по эксплуатации сосуда.
5.13 Если конструкция сосуда не позволяет при техническом освидетельствовании проводить наружный или внутренний осмотр, гидравлические испытания, то разработчик сосуда обязан в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
5.14 Сосуды должны быть снабжены необходимым числом люков и смотровых лючков, обеспечивающих осмотр, очистку и ремонт, а также монтаж и демонтаж разборных внутренних устройств.
5.15 Для обеспечения доступа внутрь корпуса сосуда в соответствии с 5.14 диаметр горловины или люка должен быть не менее 450 мм. Крышки люков массой более 20 кг должны иметь приспособление для облегчения их открытия и закрытия.
5.16 Для крепления на монтажной площадке к корпусу сосуда металлоконструкций (лестниц, кронштейнов, монтажных цапф и т.п.) должны быть предусмотрены специальные накладки или другие устройства, привариваемые на предприятии-изготовителе к корпусу сосуда до окончательной термообработки. Приварка указанных элементов на месте монтажа непосредственно к корпусу не допускается.
Для крепления тепловой изоляции следует применять съемные устройства по ГОСТ 17314. Использование приварных устройств не допускается.
5.17 В конструкции сосудов должны быть предусмотрены опоры (лапы, бурты, юбки и т.п.) для установки сосуда на фундаменте или металлоконструкции. Не допускается перекрывать опорами места пересечения и сопряжения сварных соединений.
5.18 При проектировании сосудов следует учитывать требования норм перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны быть спроектированы из частей, соответствующих по габариту требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
5.19 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (цапфы, упоры, хомуты, захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки в проектное положение.
5.20 Конструкция, места расположения строповочных устройств и конструктивных элементов для строповки, их число, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
5.21 Элементы для строповки и монтажа сосудов и их отдельно транспортируемых частей по грузоподъемности должны обеспечивать возможность их монтажа с внутренними устройствами и теплоизоляцией с учетом дополнительных нагрузок, возникающих при монтаже.
5.22 Указания по строповке и выверке сосуда на фундаменте должны быть приведены в техническом проекте и рабочей документации в соответствии с ГОСТ 24444.
5.23 Необходимость установки на сосудах приборов, в том числе термопреобразователей, реперов, установочных винтов и устройств для выверки положения сосуда на фундаменте, и места их расположения должны быть определены техническим проектом.
5.24 В зависимости от назначения сосуда для управления работой и обеспечения его безопасной эксплуатации должна быть предусмотрена установка:
- запорной и запорно-регулирующей арматуры;
- средств измерений давления;
- средств измерений температуры;
- предохранительных устройств;
- указателей уровня жидкости.
Места установки арматуры, контрольно-измерительных приборов и автоматики, предохранительных клапанов (на сосуде или трубопроводе) определены в проектной документации.
5.25 Требования к проведению контроля, норма и/или класс герметичности сосуда, его элементов и соединений должны быть указаны в конструкторской документации на сосуд.
6 Требования к материалам
6.1 Общие требования
6.1.1 Материалы, применяемые для изготовления сосудов, должны обеспечивать их надежную работу в течение расчетного срока службы с учетом установленных условий эксплуатации.
6.1.2 Материалы по химическому составу и механическим свойствам должны удовлетворять требованиям настоящего стандарта, государственных стандартов и технических условий.
Качество и характеристики материала должны быть подтверждены предприятием-поставщиком сертификатами, в которых должны быть указаны сведения о термообработке материала на предприятии-поставщике.
При отсутствии в сертификате необходимых данных предприятие, изготавливающее сосуды, должно провести дополнительные испытания с оформлением их результатов протоколом.
Применение материалов без сертификата не допускается.
6.1.3 При выборе материалов для изготовления сосудов должны быть учтены: расчетное давление, температуры стенки (минимальная отрицательная и максимальная расчетная), химический состав (содержание отдельных компонентов и примесей) и характер среды (коррозионно-активный, взрывоопасный, токсичный и т.п.), свариваемость и другие технологические характеристики материала, в том числе его коррозионная стойкость.
Для сварных элементов (деталей сосуда), работающих под рабочим давлением при температуре не более минус 21 °С, содержание серы и фосфора в металле не должно превышать 0,025% каждого элемента.
6.1.4 Применение материалов, предусмотренных в приложениях А-Д, для изготовления сосудов, работающих с параметрами, выходящими за установленные пределы, а также материалов, не предусмотренных настоящим стандартом, включая зарубежные, допускается в установленном порядке.
6.1.5 Коррозионно-стойкие стали (листы, трубы, поковки) при наличии требований в техническом проекте должны быть подвергнуты испытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032. Метод испытаний указывают в техническом проекте.
6.1.6 Применение материалов, предусмотренных в приложениях А-Д, для изготовления сосудов, работающих с параметрами, выходящими за установленные пределы, а также применение материалов, не предусмотренных настоящим стандартом, допускается в порядке, установленном ПБ 03-576 [1]. Копию разрешения вкладывают в паспорт сосуда.
6.1.7 Температуру применения материалов для сосудов со средами, содержащими водород, аммиак и окись углерода, устанавливают в техническом проекте.
6.1.8 Дополнительные требования к материалам, если они есть, не предусмотренные стандартами или техническими условиями, указывают в техническом проекте.
6.2 Листовая и рулонная сталь
6.2.1 Листовая и рулонная сталь для деталей сосудов и требования к ней - согласно приложению А.
6.2.2 При заказе углеродистых и низколегированных сталей по ГОСТ 5520 должна быть указана категория стали с требованием поставки в нормализованном состоянии.
6.2.3 Рулонная сталь для изготовления многослойных сосудов должна быть поставлена в соответствии со специальными техническими условиями.
6.2.4 Коррозионно-стойкую листовую сталь по ГОСТ 7350 заказывают горячекатаной, термически обработанной, травленой, с обрезной кромкой, с качеством поверхности по группе М2б. По указанию разработчика технического проекта допускается использование листов с качеством поверхности по группам М3б и М4б. Содержание ферритной фазы должно быть оговорено в техническом проекте.
6.2.5 Листовая сталь толщиной более 15 мм, предназначенная для изготовления элементов сосудов, должна быть полистно проверена на сплошность ультразвуковым методом по ГОСТ 22727. Нормой является первый класс сплошности.
6.2.6 Листы из двухслойных сталей должны быть изготовлены по ГОСТ 10885 в термообработанном состоянии с обязательным ультразвуковым контролем и требованиями, соответствующими первому классу сплошности сцепления слоев.
6.2.7 Значение нормативного предела текучести материала центральной обечайки рулонированного сосуда не более нормативного предела текучести материала многослойной навивки, а относительное удлинение - не менее 18%.
6.3 Поковки
6.3.1 Поковки для изготовления деталей сосудов и требования к ним - согласно приложению Б.
При заказе поковок по отраслевым НД необходимо обеспечивать проведение дополнительных испытаний в соответствии с требованиями НД на поковки для сосудов высокого давления, указанных в приложении Б.
6.3.2 Размеры поковок должны соответствовать чертежам деталей сосуда с припусками на механическую обработку, технологическими напусками и допусками на точность изготовления в соответствии с ГОСТ 7062, ГОСТ 7829 и ГОСТ 7505. Следует предусмотреть припуск на вырезку проб для механических испытаний материала поковок.
В технической документации на поковку заводом-изготовителем должны быть указаны места вырезки проб для всех видов испытаний, а также поверхности, на которых следует проводить ультразвуковой контроль.
6.3.3 Режимы ковки и термообработки поковок определяют в технической документации предприятия-изготовителя.
6.3.4 Поковки применяют в термически обработанном состоянии с обязательным 100%-ным ультразвуковым контролем.
6.4 Трубы
6.4.1 Трубы для изготовления деталей сосудов и требования к ним - согласно приложению В.
6.4.2 Трубы для изготовления корпусов сосудов и патрубков (штуцеров) следует заказывать бесшовными холоднодеформированными или горячедеформированными с обязательной термообработкой и требованиями по очистке от окалины. Не допускается применение электросварных труб.
6.4.3 Материалы для сборочных единиц и деталей трубопроводов, входящих в комплект сосуда, применяют в соответствии с ГОСТ 22790.
6.5 Сортовая сталь
6.5.1 Сортовая сталь (круглая или профильная) - согласно приложению Г.
6.5.2 Коррозионно-стойкие стали по ГОСТ 5949 необходимо заказывать в термообработанном состоянии и, при наличии требований в техническом проекте, стойкими к межкристаллитной коррозии по ГОСТ 6032.
6.6 Детали разъемных соединений
6.6.1 Материалы для изготовления основных крепежных деталей (шпилек, гаек, шайб), соединений корпус-крышка и других разъемных соединений - согласно приложению Д.
6.6.2 Материал крепежных деталей следует выбирать с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала соединяемых деталей, при этом разница в значениях коэффициентов линейного расширения не более 10%.
6.6.3 Гайки и шпильки для соединений следует применять из сталей разных марок.
Допускается применять шпильки и гайки из сталей одной марки, если твердость гаек ниже твердости шпилек не менее чем на 15 НВ.
6.6.4 Для шпилек из аустенитных сталей допускается применять гайки из сталей других структурных классов.
6.7 Сварочные материалы
6.7.1 Сварочные материалы для изготовления сосудов выбирают в зависимости от марок сталей, способов сварки с учетом среды, допустимой минимальной и максимальной температуры эксплуатации сварных соединений. Конкретные сварочные материалы указывают в техническом проекте.
6.7.2 Сварочные материалы должны соответствовать требованиям НД на их поставку и иметь сертификаты. Используемые при изготовлении сосудов сварочные материалы должны быть аттестованы в установленном порядке.
6.7.3 При выборе сварочных материалов (электродов, сварочной проволоки) для работы сосудов в водородосодержащих средах необходимо учитывать максимальную температуру эксплуатации сварных соединений и парциальное давление водорода.
Массовая доля хрома в наплавленном металле сварных соединений хромомолибденовых сталей, работающих в водородосодержащих средах при температуре свыше 200 °С, должна быть не менее 2%.
6.7.4 Для сосудов из сталей аустенитного класса, работающих при температуре стенки свыше 350 °С, сварочные материалы должны быть подвергнуты контролю на содержание ферритной фазы по ГОСТ 9466 и ГОСТ 11878. Содержание ферритной фазы в металле шва или наплавленном металле для сосудов, работающих при температуре 350 °С - 450 °С, должно быть не более 8%, при температуре 450 °С - 550 °С - не более 6%, если другое не установлено техническим проектом.
6.7.5 Сварочные материалы, предназначенные для сварных соединений, к которым предъявляют требования по стойкости к межкристаллитной коррозии (МКК), перед запуском в производство должны быть подвергнуты испытаниям на стойкость против МКК по ГОСТ 6032.
6.7.6 Приемка и подготовка сварочных материалов - согласно ГОСТ Р 52222, ГОСТ 2246, ГОСТ 9087, ГОСТ 9466, ГОСТ 9467, ГОСТ 10052 и НД на их поставку и изготовление.
7 Изготовление
7.1 Общие требования
7.1.1 Сосуды, отдельно поставляемые сборочные единицы и детали изготавливают на предприятиях, которые располагают квалифицированными кадрами и техническими средствами, обеспечивающими качественное изготовление в соответствии с чертежами и НД. Корпуса сосудов следует изготавливать по технологическим процессам и производственным инструкциям предприятия-изготовителя, разработанным в соответствии с требованиями технического проекта.
7.1.2 Нетранспортабельные корпуса сосудов собирает на монтажной площадке предприятие-изготовитель или специализированная монтажная организация.
7.1.3 Сосуды, собираемые и свариваемые на монтажной площадке, должны быть предварительно собраны в заводских условиях для проверки сборки с установленной точностью. Контрольная сборка должна быть оформлена актом.
7.1.4 На предприятии-изготовителе следует осуществлять входной контроль основных и сварочных материалов. Организация, проведение и оформление результатов входного контроля должны отвечать требованиям ГОСТ 24297. Методы контроля и испытаний должны соответствовать 8.2. Процесс изготовления заготовок, деталей, сборку и сварку корпусов, контроль и испытания, приемку сосудов должен контролировать отдел технического контроля (ОТК) предприятия-изготовителя с составлением необходимой документации (протоколов, актов, карт измерений, паспорта и т.п.).
7.1.5 На листах и кованокатаных плитах, принятых к изготовлению обечаек и днищ, в процессе изготовления сосудов должна быть сохранена маркировка металла, содержащая следующие данные:
- марку стали (для двухслойной стали - марки основного и коррозионно-стойкого слоя);
- номер партии (плавки);
- номер листа (для листов с полистными испытаниями).
Если лист и плиту разрезают на части, то на каждую из них должна быть нанесена маркировка, заверенная клеймом ОТК.
7.1.6 При хранении и транспортировании материалов на предприятии-изготовителе должны быть исключены механические повреждения, коррозия материалов и обеспечена возможность сверки их маркировки с данными сопроводительной документации.
7.1.7 Методы разметки заготовок деталей из сталей аустенитного класса и двухслойных сталей с коррозионно-стойким слоем не должны допускать повреждений рабочей поверхности деталей. Кернение допустимо только по линии реза.
7.1.8 Вырезку заготовок деталей сосуда проводят любым промышленным методом. При огневых методах вырезки заготовок из углеродистых, низколегированных и легированных сталей необходимо предусматривать припуски для последующей механической обработки по ГОСТ 12169. В заготовках из аустенитных сталей должен быть предусмотрен припуск до полного удаления зоны термического влияния.
7.1.9 На поверхностях деталей не допускается наличия брызг металла от термической (огневой) резки и сварки, раковин, забоин, рисок, царапин и других дефектов. После их зачистки толщина стенки должна быть не менее расчетной с учетом прибавки на коррозию.
7.1.10 Предельные отклонения размеров деталей, если в чертежах или нормативных и технических документах не указаны более жесткие требования, должны составлять:
а) для механически обрабатываемых поверхностей: отверстия Н14, валы h14, остальные ![]() по ГОСТ 25347;
по ГОСТ 25347;
б) для поверхностей без механической обработки по таблице 3.
Таблица 3 - Предельные отклонения размеров
Размер, мм | Предельное отклонение по ГОСТ 25347 | ||
отверстий | валов | остальных деталей | |
До 500 включ. | Н17 | h17 |
|
Св. 500 до 3150 включ. | Н16 | h16 |
|
Св. 3150 | Н15 | h15 |
|
7.1.11 Детали основного крепежа (шпильки, гайки, шайбы), уплотнительные кольца и прокладки соединений корпус-крышка должны быть изготовлены в соответствии с требованиями проектной документации.
7.1.12 Требования, предъявляемые при ремонте и реконструкции сосудов высокого давления, аналогичны требованиям при изготовлении сосудов.
7.2 Обечайки
7.2.1 Кованые обечайки
7.2.1.1 Кованые обечайки (корпуса) должны быть изготовлены из поковок, выполненных в соответствии с требованиями НД, указанного в приложении Б.
7.2.1.2 На поверхности механически обработанных обечаек (корпусов) должны отсутствовать острые кромки, заусенцы, забоины, вскрытые плены, заковы, вмятины, усадочные рыхлости и другие дефекты.
Допускается устранять выявленные дефекты на глубине до 10% толщины стенки обечайки механическим способом с последующей заваркой, зачисткой, при необходимости термообработкой и контролем места заварки методами, принятыми в настоящем стандарте для данной марки стали. Выполненный ремонт должен быть оформлен соответствующей документацией.
7.2.1.3 Предельное отклонение от номинального размера механически обработанного внутреннего диаметра обечайки, корпуса - не более допуска Н14 по ГОСТ 25347 на размер диаметра.
7.2.1.4 Отклонение от круглости (овальность) внутреннего диаметра кованых обечаек и корпусов после окончательной механической обработки вычисляют по формуле
![]() , (1)
, (1)
где ,
- максимальное и минимальное значения внутреннего диаметра обечайки соответственно, мм.
Значение не более половины допуска на размер кованой обечайки по 7.1.10.
7.2.2 Вальцованные и штампованные обечайки
7.2.2.1 Обечайки внутренним диаметром до 1000 мм из толстолистовой стали должны быть изготовлены не более чем с двумя продольными сварными швами, а при диаметре свыше 1000 мм - с минимальным числом продольных швов.
Расстояние между осями продольных швов должно быть не менее ![]() (
( - внутренний диаметр, мм;
- толщина стенки, мм).
Вальцовку обечаек из листов, изготовленных прокаткой, проводят так, чтобы направление прокатки было перпендикулярно к продольной оси сосуда.
7.2.2.2 Для обечаек, не подвергаемых механической обработке по внутреннему и наружному диаметрам, устанавливают следующие требования:
- номинальный внутренний диаметр обечайки и диаметр изготовленного днища должны быть равны;
- предельное отклонение значения внутреннего диаметра принимают в соответствии с 7.1.10, относительную овальность , %, вычисляют по формуле
![]() , (2)
, (2)
причем значение не более 0,5%;
- отклонение толщины стенки обечайки, вследствие любых причин (дефектов), не должно выводить ее за нижний предел расчетного значения с учетом прибавки на коррозию;
- допускается отклонение от прямолинейности образующей внутренней поверхности не более 2 мм на 1000 мм;
- смещение кромок [см. рисунок 1а)] в продольных швах, определяемое по внутренней поверхности, не более 3 мм. При этом кромки стыкуемых листов должны быть расположены относительно друг друга;

![]()
а) Смещение кромок
б) Совместный увод кромок (угловатость) в предельных швах
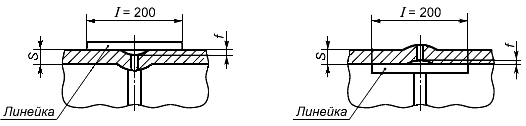
в) Совместный увод кромок (угловатость) в кольцевых швах
Рисунок 1 - Контроль смещения и увода кромок
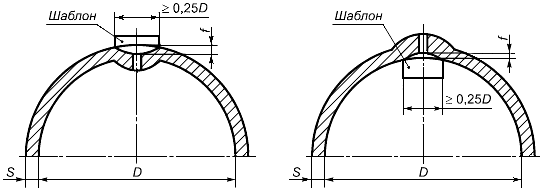
- совместный увод кромок (угловатость) в поперечном сечении зоны сварного шва (просвет ) от шаблона длиной не менее
![]() {
{ - внутренний диаметр обечайки [см. рисунок 1б), в)]} должен быть не более:
1000 мм - 0,5%
,
1000 мм - 5 мм;
- отклонение от перпендикулярности торца обечайки относительно ее оси должно обеспечивать при сборке под сварку требуемый зазор по кольцевому стыку и прямолинейность образующей корпуса по 7.4.2.
7.2.2.3 Для обечаек, подвергаемых механической обработке, отклонения от номинального диаметра и круглости (овальность) должны соответствовать 7.2.1.3 и 7.2.1.4.
7.2.2.4 Коррозионно-стойкая поверхность обечаек из двухслойной стали, а также внутренняя поверхность обечаек из коррозионно-стойкой стали, изготовленных методом горячей штамповки или вальцовки и прошедших термообработку, должны быть полностью очищены от окалины.
7.2.3 Центральные обечайки (для рулонированных сосудов)
7.2.3.1 Толщина центральной обечайки должна быть не менее суммарной толщины трех слоев спиральной навивки рулонированной обечайки.
7.2.3.2 Центральные обечайки допускается изготавливать из нескольких листов, но не более чем из трех, с продольными стыковыми сварными швами. Ширина замыкающего листа должна быть не менее 400 мм.
Вальцовку обечаек проводят с соблюдением требований 7.2.2.1.
7.2.3.3 Разделку кромок под сварку продольных швов центральных обечаек следует выполнять по ГОСТ 5264, ГОСТ 8713, ГОСТ 16098.
7.2.3.4 Размеры противоположных сторон и диагоналей развертки центральной обечайки не должны отличаться более чем на 3 мм. Отклонение длины развертки - не более ±3 мм.
7.2.3.5 Смещение кромок по высоте (см. рисунок 2) при сборке продольных швов центральной обечайки должно быть не более 10% толщины листа, но не более 2,5 мм. При этом смещение кромок по внутренней поверхности обечайки из двухслойной стали должно быть не более 1 мм. Смещение кромок по наружной поверхности должно быть плавно зачищено на ширине не менее 30 мм.
- смещение кромок;
- толщина листа
Рисунок 2 - Смещение кромок в продольном шве обечайки
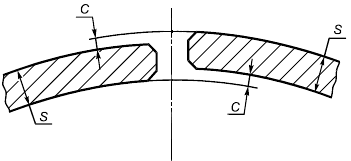
7.2.3.6 Совместный увод кромок (угловатость) в продольных сварных швах центральной обечайки - не более 1,5 мм. Угловатость сварного шва определяют по шаблону, длина которого должна быть не менее 0,25 внутреннего диаметра обечайки [(см. рисунок 1б)].
7.2.3.7 Отклонение от круглости (ГОСТ Р 53442) центральной обечайки после калибровки на любом участке окружности длиной не менее 0,25 внутреннего диаметра не должно превышать 1,5 мм.
7.2.3.8 После сварки усиление продольного шва по наружной и внутренней поверхностям обечайки снимают заподлицо с основным металлом. В технически обоснованных случаях допускается не снимать усиление сварного шва с внутренней поверхности обечайки.
7.2.3.9 Разность длин окружностей, измеренных на обечайке по двум торцам, должна быть не более 4 мм.
7.2.3.10 На поверхности центральных обечаек не допускаются риски, царапины, вмятины и другие дефекты, превышающие требования на поставку листа. Недопустимые дефекты зачищают на глубину не больше, чем значение отрицательного отклонения толщины листа по ГОСТ 19903. Шероховатость поверхности мест зачистки должна быть не более 6,3 или
40 по ГОСТ 2789.
Для двухслойной стали глубина зачистки не должна выводить плакирующий слой за его минимальную толщину по ГОСТ 10885.
Отслоение плакирующего слоя по кромкам разделки под сварку не допускается.
7.2.3.11 Отклонение образующей наружной поверхности обечайки от прямолинейности не должно быть более 1,5 мм на всей длине.
7.2.4 Рулонированные обечайки
7.2.4.1 При изготовлении рулонированной обечайки для получения правильной концентрической формы в начале (на центральной обечайке) и конце спиральной навивки следует располагать одну над другой клиновые вставки.
7.2.4.2 Клиновые вставки должны соответствовать следующим требованиям:
- ширина по окружности обечайки не менее 300 мм для обечаек с внутренним диаметром до 1400 мм и не менее 600 мм - при диаметре свыше 1400;
- длина - на всю длину обечайки. Допускается изготавливать из отдельных частей, не сваренных между собой;
- толщина тонкого конца - не более 0,3 мм. Толщина противоположного конца должна быть равна толщине рулонной стали;
- поверхность не должна иметь неровностей, уступов, подрезов более 0,3 мм.
7.2.4.3 Расстояние между продольным швом центральной обечайки и началом клиновой вставки должно быть не менее трех толщин центральной обечайки. Зазор в стыковом соединении между клиновой вставкой и началом спиральной навивки должен быть в пределах (10±2) мм, а между клиновой вставкой и концом многослойной навивки - (2±1) мм.
7.2.4.4 При изготовлении рулонированной обечайки из двух и более рулонов сварной шов, соединяющий концы рулонных полос, должен быть стыковым по ГОСТ 5264, ГОСТ 8713 и выполнен без приварки к нижележащему слою. Усиление шва зачищают заподлицо с основным металлом.
7.2.4.5 Число слоев в многослойной рулонированной обечайке следует определять расчетом на прочность по ГОСТ Р 52857.3, и оно должно быть не менее семи без учета клиновых вставок.
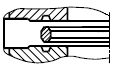
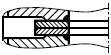
7.2.4.6 Разделка кромок под замыкающий шов рулонированной обечайки должна соответствовать рисунку 3.
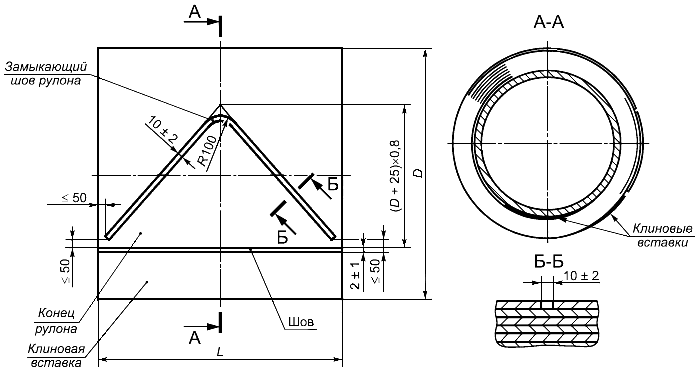
Рисунок 3 - Разделка под замыкающий шов рулонированной обечайки
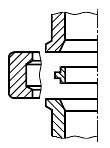
7.2.4.7 Наружный кожух изготавливают из листовой стали толщиной не менее суммарной толщины двух слоев спиральной навивки. При этом допускается изготавливать его из нескольких листов, но не более чем из трех, с продольными стыковыми швами.
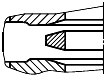
Разделка кромок под сварку замыкающих продольных швов наружных кожухов должна соответствовать рисунку 4.
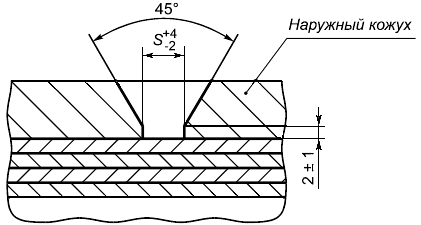
Рисунок 4 - Разделка кромок наружного кожуха
7.2.4.8 Замыкающий продольный сварной шов наружного кожуха смещают относительно шва приварки клиновой вставки по длине окружности на размер не менее наружного диаметра.
7.2.4.9 Рулонированные обечайки по внутреннему диаметру после намотки слоев и изготовления кожуха должны соответствовать следующим требованиям:
- отклонение от номинального размера - по перечислениям а) и б) 7.1.10;
- отклонение от круглости (овальность) обечайки при сборке корпуса под сварку не должно приводить к смещению кромок больше норм по 7.9.3, 7.9.4;
- совместный увод кромок (угловатость) по внутреннему диаметру в поперечном сечении зоны продольного сварного шва центральной обечайки - по 7.2.3.6.
7.2.4.10 Суммарная протяженность местных неплотностей (зазоров) между слоями у торцов обечаек, образующихся в процессе навивки, не должна быть более:
- в обечайках диаметром до 1400 мм:
1) 10% длины разверток спиральной навивки и наружного кожуха при зазоре от 0,1 до 0,3 мм;
2) 2% длины разверток при зазоре более 0,3 до 1 мм;
- в обечайках диаметром более 1400 мм:
1) 5% длины разверток при зазоре от 0,1 до 0,6 мм;
2) 1% длины разверток при зазоре более 0,6 до 1,5 мм.
Контроль неплотностей (зазоров) проводят щупом до механической обработки торцов обечаек.
7.2.4.11 Для создания дренажной системы и выхода диффундирующих газов в многослойной рулонированной обечайке до наплавки торцов должны быть просверлены отверстия на расстоянии 50-130 мм от торца на толщину многослойной части до первого слоя спиральной навивки.
Диаметр отверстия должен быть не менее 8 мм. Отверстия располагают равномерно по длине наружной окружности с шагом не более 1 м. При этом число отверстий должно быть не менее четырех от каждого торца, но не более восьми.
Сверление дренажных отверстий и механическую обработку торцов рулонированных обечаек под наплавку следует проводить без охлаждающей жидкости.
7.2.4.12 Для предотвращения раскатки на металлических роликоопорах рулонированных обечаек при сварке кольцевых швов сосуда на каждую обечайку устанавливают технологические бандажи. Конструкцию, способ крепления, толщину, ширину, марку стали бандажей определяют в рабочей конструкторской документации.
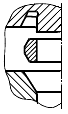
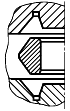
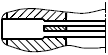
7.2.4.13 После намотки торцы рулонированных обечаек должны быть механически обработаны под наплавку, наплавлены и вновь механически обработаны под сварку кольцевых швов. Форма и конструктивные элементы подготовленных под наплавку и сварку кромок обечаек устанавливает завод-изготовитель в технологической документации. Примеры разделок под наплавку и сварку приведены на рисунке 5.
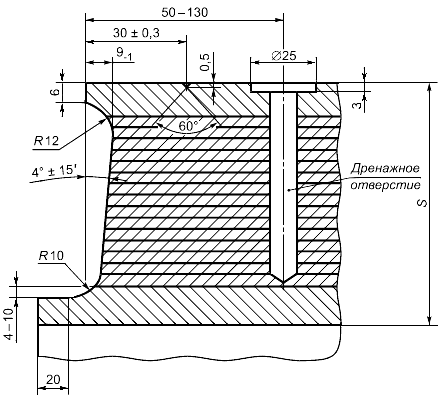
а) Разделка кромок под автоматическую наплавку торцов рулонированных обечаек
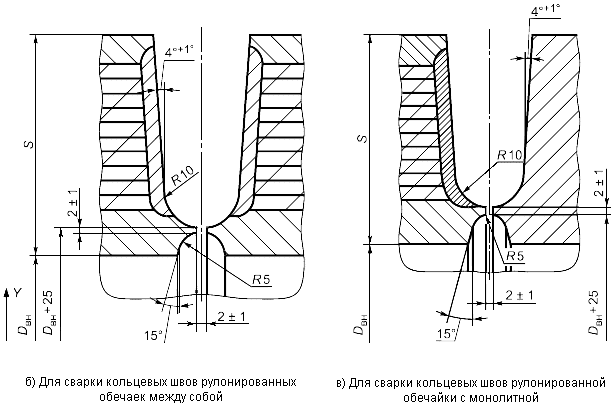
Рисунок 5 - Конструктивные элементы разделки кромок под наплавку торцов и автоматическую сварку кольцевых швов
7.2.4.14 Толщина наплавленного металла с учетом проплавления на торцах рулонированных обечаек после механической обработки наплавки должна быть не менее 8 мм для обечаек с внутренним диаметром не более 1400 мм и не менее 10 мм - для обечаек с внутренним диаметром более 1400 мм.
7.2.4.15 На наплавленных торцах допускается утяжка кромок рулонированных обечаек и искривление образующих внутренней и наружной поверхностей на участке до 20 мм от края разделки.
Утяжка кромки внутренней поверхности должна быть не более 5 мм в сторону увеличения диаметра. Утяжка кромки по наружной поверхности не нормирована.
7.2.4.16 Технологические бандажи после изготовления корпуса сосуда снимают, а места их приварки зачищают и проверяют визуальным и измерительным контролем, цветной или магнитопорошковой дефектоскопией. В случае использования бандажей для приварки внешних устройств бандажи приваривают к кожуху по всей длине окружности угловым швом с катетом, равным толщине кожуха, и контролируют, как приварные элементы к корпусу.
7.3 Днища, крышки, горловины
7.3.1 Общие требования к днищам - по ГОСТ Р 52630, подраздел 6.3.
7.3.2 Штамповку и термообработку однослойных и многослойных выпуклых днищ эллиптической и полусферической форм, крышек и горловин следует проводить по технологии предприятия-изготовителя.
Плоские отбортованные и слабовыпуклые днища следует изготавливать из поковок в соответствии с формой и расчетами на прочность.
7.3.3 Заготовки из толстолистовой стали или кованокатаных плит допускается изготавливать сварными, но не более чем из трех частей.
При этом расстояние от оси сварного шва, расположенного по хорде, до центра заготовки должно быть не более 1/5 внутреннего диаметра днища.
При изготовлении полусферических днищ из штампованных лепестков их число устанавливают прочностными расчетами.
7.3.4 Заготовки днищ из кованокатаных плит после электрошлаковой сварки и термообработки механически обрабатывают с двух сторон до толщины, равной толщине днища, указанной в техническом проекте. Припуски на механическую обработку заготовки устанавливает предприятие-изготовитель в рабочей документации.
7.3.5 Днища, крышки и горловины, изготовленные из коррозионно-стойкой стали аустенитного класса методом горячей штамповки, а также прошедшие термообработку, должны быть очищены от окалины.
7.3.6 В деталях, изготавливаемых штамповкой, допускается в местах вытяжки утонение стенки до 15% исходной толщины заготовки. Утонение (в необходимых случаях) учитывают при расчете толщины стенки днища по ГОСТ 25215.
7.3.7 Отклонение внутреннего диаметра цилиндрической части штампованной детали не более ±0,5% его номинального размера не должно выводить его за предельно допустимое отклонение по относительной овальности в соответствии с требованиями 7.2.2. При изготовлении сосудов единичного производства допускается отклонение внутреннего диаметра до ±1,0% номинального размера при условии соблюдения допусков на смещение кромок при сборке корпусов по 7.9.
7.3.8 Отклонение от круглости цилиндрической части штампованной детали не более допуска на размер внутреннего диаметра.
7.3.9 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Предельные отклонения размеров и форм деталей устанавливает предприятие-изготовитель в нормативных и технических документах.
7.4 Корпуса
7.4.1 Отклонение длины корпуса сосуда после сборки и сварки не должно превышать ±0,3% ее номинального значения по конструкторской документации, но не более ±50 мм.
7.4.2 Отклонение от прямолинейности внутренней поверхности цилиндра корпуса для сосудов без внутренних устройств должно быть не более для:
- цельнокованых, кованосварных, вальцованосварных и штампосварных 2 мм на длине корпуса 1 м, но не более:
10 мм на длине корпуса до 10 м,
20 мм на длине корпуса свыше 10 м;
- рулонированных 2 мм на длине корпуса 1 м, но не более 30 мм на всей длине корпуса (без учета допустимой местной непрямолинейности в местах сварных швов и зонах вварки штуцеров в корпус).
7.4.3 Отклонение от прямолинейности внутренней поверхности цилиндра корпуса для сосудов с внутренними устройствами или вставляемой антикоррозионной защитой (футеровкой) должно быть не более для:
- цельнокованых, кованосварных, вальцованосварных и штампосварных 0,5 мм на длине корпуса 1 м, но не более:
5 мм на длине корпуса до 10 м,
10 мм на длине корпуса свыше 10 м;
- рулонированных 2 мм на длине корпуса 1 м, но не более:
10 мм на длине корпуса до 10 м,
20 мм на длине корпуса свыше 10 м (без учета допустимой местной непрямолинейности в местах сварных швов и зонах вварки штуцеров в корпус).
7.4.4 Отклонение от круглости (овальность) по внутренней поверхности корпуса сосуда должно соответствовать:
- 7.2.1.4 в пределах значений допуска на диаметр Н14 по ГОСТ 25347 для цельнокованых и кованосварных;
- 7.2.2.2 для рулонированных, вальцованосварных и штампосварных.
7.4.5 Изготовление сосудов, требующих для установки внутренних устройств и футеровки соблюдения особой точности размеров внутреннего диаметра корпуса и минимальных отклонений форм и расположения поверхностей, следует проводить в соответствии с требованиями НД и технического проекта.
7.5 Конструктивная, технологическая, антикоррозионная наплавка и футеровка
7.5.1 Конструктивная и технологическая наплавки на элементы сосудов для получения сварных соединений из сталей одного структурного класса, но разного легирования или различных структурных классов должны быть выполнены в соответствии с требованиями настоящего стандарта и технического проекта.
7.5.2 Торцы кованых элементов из хромомолибденовых сталей, свариваемые кольцевыми швами с рулонированными обечайками и монолитными обечайками из углеродистых и кремнемарганцовистых сталей, перед сваркой должны быть наплавлены низколегированными сварочными материалами.
Плоскости трубных решеток из хромомолибденовых сталей под приварку теплообменных труб подлежат наплавке низкоуглеродистыми хромомолибденовыми сварочными материалами.
7.5.3 Кованые детали перед наплавкой механически обрабатывают и контролируют в местах наплавляемой поверхности (см. 8.2.2.4). Дефекты устраняют. Заварку и контроль качества исправленных дефектных мест проводят в соответствии с требованиями настоящего стандарта.
7.5.4 Толщина низколегированной наплавки на торцах кованых элементов по 7.5.2 должна быть не менее 12 мм после механической обработки, а под сварку с рулонированными обечайками из хромомолибденовых сталей - не менее 10 мм.
7.5.5 Массовая доля хрома в поверхностном слое наплавки после механической обработки торцов кованых элементов из хромомолибденовой стали под сварку кольцевых швов должна быть не более:
- 1,5% при сварке с рулонированными обечайками из сталей марок 12ХГНМ, 12ХГНМФ, 15ХГНМФТ;
- 0,3% при сварке с рулонированными обечайками из стали марки 08Г2СФБ для корпусов сосудов, не подвергаемых последующей термообработке;
- 0,6% при сварке с рулонированными обечайками из стали марки 08Г2СФБ и с монолитными обечайками из сталей марок 20, 20К, 22К, 09Г2С для корпусов сосудов, подвергаемых термообработке при температуре более 580 °С.
7.5.6 Содержание углерода, хрома, молибдена в поверхностном слое наплавки трубной решетки после механической обработки под приварку теплообменных труб должно соответствовать содержанию данных элементов по НД и/или техническому документу на сварочную проволоку, использованную для наплавки.
7.5.7 Антикоррозионную защиту крышек, днищ, фланцев, включая уплотнительные поверхности, горловин, обечаек, штуцеров выполняют футеровкой или наплавкой.
Материал для футеровки и способ футеровки определяют в техническом проекте.
7.5.8 Антикоррозионные наплавки могут быть следующих видов:
- однослойные (выполнены в один слой);
- многослойные однородные (выполнены не менее чем в два слоя с применением одинаковых сварочных материалов);
- многослойные неоднородные (выполнены не менее чем в два слоя с применением различных сварочных материалов в каждом слое).
7.5.9 Толщину антикоррозионной наплавки указывают в техническом проекте из условия обеспечения антикоррозионной защиты сосуда в рабочих средах на весь срок его службы, а также исходя из выбранного вида и способа наплавки.
7.5.10 Для защиты низколегированной технологической наплавки на деталях из хромомолибденовых сталей толщина антикоррозионной наплавки должна быть не менее 8 мм при двухслойной автоматической или ручной наплавке и не менее 4,5 мм - при однослойной наплавке лентой (электрошлаковая наплавка).
7.6 Изготовление и приварка (вварка) штуцеров
7.6.1 Штуцера следует изготавливать по рабочим чертежам, разработанным в соответствии с техническим проектом. Требования к заготовкам штуцеров с внутренним диаметром до 200 мм - по ГОСТ 22790, диаметром свыше 200 мм - по НД и/или техническим документам на поковки.
7.6.2 При приварке (вварке) заготовки штуцера к корпусу не должно быть пересечения сварного шва штуцера и продольного шва обечайки, в том числе центральной обечайки многослойного сосуда. Расстояние между этими швами должно быть не менее половины штуцера и не менее толщины стенки сосуда.
При установке штуцеров и люков допускаются:
- отклонение диаметров отверстий под штуцера и люки в пределах зазоров, допустимых для сварных соединений по конструкторской документации;
- несовпадение осей отверстий для болтов и шпилек фланцев с главными осями сосудов и расположение симметрично относительно этих осей, при этом отклонение от симметричности не более ±5°;
- отклонение по высоте (вылету) штуцеров не более ±5 мм.
Приварные штуцера выполняют только на кованых элементах.
7.6.3 На штуцерах из хромомолибденовых и хромомолибденованадиевых сталей, ввариваемых в многослойную стенку, проводят низколегированную наплавку свариваемых кромок и выступа под притупление. Толщина наплавки после механической обработки должна быть не менее 15 мм.
7.6.4 При вварке штуцеров в многослойную обечайку с центральной обечайкой из биметалла следует проводить антикоррозионную наплавку торца штуцера на толщину не менее 8 мм.
7.6.5 Вварку штуцеров с внутренним диаметром не менее 200 мм в многослойную обечайку на полную толщину стенки следует проводить после приварки примыкающих к ней элементов корпуса сосуда.
7.6.6 Для штуцеров, ввариваемых на полную толщину стенки, поверхность отверстия под штуцер в многослойной обечайке и скосы дополнительных слоев укрепления отверстия должны быть наплавлены. Для штуцеров, ввариваемых на неполную толщину стенки рулонированной обечайки, наплавку поверхности отверстия в месте вварки штуцера проводят при диаметре отверстия более 100 мм. Вырезка отверстий и наплавка поверхности отверстий должны быть выполнены после наплавки торцов многослойной обечайки и скосов дополнительных укрепляющих слоев. Вырезку отверстий следует проводить механическим способом.
Наплавку поверхности отверстий следует проводить автоматической сваркой под флюсом или ручной электродуговой сваркой валиками, расположенными поперек слоев навивки. Толщина наплавки в отверстиях после механической обработки должна быть не менее 8 мм.
7.6.7 При установке (приварке, вварке) штуцеров на обечайках, днищах и крышках перекос оси наружной поверхности штуцера не должен быть более ±1°, смещение оси штуцера от проектного положения не должно быть, мм, более:
±5 - для сосудов диаметром до 800 мм;
±10 - для сосудов диаметром более 800 мм.
7.6.8 При сборке зазор между кромками отверстий и штуцеров в диаметрально противоположных местах должен быть равномерным. Смещение кромок по притуплению не должно быть более 3 мм.
7.6.9 Вварку штуцеров в многослойную стенку с полным проваром по толщине стенки следует проводить с общим или местным предварительным и сопутствующим подогревом до температуры не ниже 150 °С. При местном подогреве нагрев открытым пламенем проводят непосредственно в разделку, при этом ширина нагретого пояса обечайки вокруг разделки должна быть не менее 100 мм.
7.6.10 При вварке (приварке) штуцеров необходимо обеспечивать с наружной стороны шва плавный переход наплавленного металла (по радиусу) от корпуса к штуцеру. Радиус плавного перехода должен быть не менее радиуса, указанного в техническом проекте.
7.6.11 Сварные соединения вварки (приварки) штуцеров следует подвергать термической обработке по 7.13.
7.7 Опоры и приварные элементы
7.7.1 К корпусу сосуда на предприятии-изготовителе должны быть приварены элементы (ребра, накладные листы, переходные обечайки, штыри и другое) для крепления опор, обслуживающих площадок, трубопроводов, теплоизоляции, строповочных устройств, табличек и др., намечены места крепления (приварки) опор, если их по условиям транспортирования поставляют отдельно.
Допускается проводить технологические и конструктивные наплавки на деталях корпуса для приварки опор и приварных элементов.
Приваренные снаружи корпуса сосуда элементы (например, накладки листовые и т.п.) должны иметь дренажные отверстия в самых низких местах.
7.7.2 Приварка опор, приварных элементов и наплавка к несущим частям корпуса должны быть проведены до окончательной термической обработки корпуса.
7.7.3 Материалы для изготовления привариваемых к корпусу элементов для крепления опор, обслуживающих площадок, трубопроводов, теплоизоляции, строповочных устройств, табличек и т.п., а также материалы для накладок должны быть определены в техническом проекте на сосуд. Не допускается применение кипящих сталей, сталей с содержанием углерода более 0,25% и сталей, требующих термообработки после сварки при монтаже.
7.8 Внутренние устройства
Внутренние устройства аппаратов (змеевики, отводы и трубы, тарелки, корзины, перегородки и др.) должны быть изготовлены по технической документации в соответствии с ГОСТ Р 52630, ГОСТ Р 53677, ГОСТ Р 53684.
7.9 Сборка под сварку корпусов
7.9.1 Корпуса сосудов следует изготавливать по технологическим процессам и производственным инструкциям предприятия-изготовителя, разработанными в соответствии с требованиями технического проекта. При сборке корпусов сосудов под сварку кольцевых швов продольные швы смежных однослойных обечаек и концевых деталей должны быть смещены относительно друг друга на значение трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм.
Смещение продольных швов рулонированных обечаек (швов центральных обечаек и наружного кожуха) относительно продольных швов смежных рулонированных и однослойных обечаек, а также концевых деталей не должно быть менее 100 мм.
7.9.2 Смещение кромок по внутреннему диаметру однослойных смежных обечаек и концевых деталей, собранных под сварку, не должно превышать 5 мм.
Для вальцованных и штампосварных сосудов, не подвергаемых механической обработке, на внутренней поверхности допускаются местные смещения до 7 мм общей длиной до 20% длины развертки.
Для сосудов из двухслойных сталей значение смещения не должно превышать толщины коррозионно-стойкого слоя.
Смещения более 5 мм для сосудов из однослойных сталей и более 3 мм для сосудов из двухслойных сталей должны быть выровнены наплавкой с уклоном 1:5.
7.9.3 При сборке многослойных рулонированных обечаек между собой и с однослойными элементами под сварку кольцевых швов смещение кромок разделки по притуплению не должно быть более 3 мм, смещение
, измеренное на расстоянии 20 мм от кромки разделки, не должно быть более 5 мм для стыкуемых элементов (см. рисунок 6).
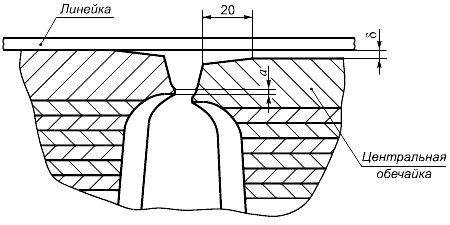
Рисунок 6 - Смещение кромок при сборке рулонированных обечаек
При стыковке рулонированных обечаек допускается местное смещение кромок до 7 мм на 10% длины развертки. Данное смещение должно быть выровнено наплавкой с уклоном 1:5.
7.9.4 При стыковке рулонированных обечаек, центральные обечайки которых изготовлены из двухслойной стали, смещение не должно быть более 3 мм. Допускается смещение кромок до 4 мм на 10% длины развертки центральной обечайки при условии, что техническим проектом не оговорены более жесткие требования.
7.9.5 Для обеспечения стыковки штампованного днища или горловины с цилиндрической частью сосуда допускается проводить механическую обработку их наружной и внутренней поверхностей у торца с плавным переходом к необработанной поверхности, при этом толщина стыкуемой кромки должна быть не менее расчетной, угол переходной обработанной части должен быть не более 15°.
7.9.6 Сборку под сварку следует проводить с помощью прихваток или временных технологических креплений (скобы, планки, клинья и т.п.). Прихватку и приварку временных технологических креплений к корпусу собираемых элементов следует осуществлять на расстоянии не менее 50 мм от кромки разделки стыка. После заварки корневой части стыка временные технологические крепления подлежат удалению, а места их приварки на элементах сосуда (аппарата) должны быть механически зачищены и проконтролированы.
Прихватку и приварку временных технологических креплений должны проводить аттестованные сварщики с использованием соответствующих сварочных материалов, соблюдением всех технологических приемов и условий сварки для данной марки стали.
7.9.7 Приварку временных технологических креплений к сталям марок 22Х3М, 20Х2МА, 15Х5М проводят с местным подогревом до температуры не менее 150 °С. Сварные соединения или места приварки технологических креплений подлежат термообработке совместно с собранным соединением после его заварки. При сборке элементов из хромомолибденовых, хромомолибденованадиевых сталей (кроме марок 22Х3М, 20Х2МА, 15Х5М) для исключения немедленной термической обработки сварных соединений согласно 7.13 разрешается приварку временных технологических креплений выполнять без подогрева аустенитными электродами с содержанием никеля не менее 25%.
7.9.8 Конструктивные элементы подготовленных под сварку (наплавку) элементов сосудов должны соответствовать требованиям ГОСТ 5264, ГОСТ 8713, ГОСТ 16098, ГОСТ 14771, ГОСТ 15164.
Допускается применять другие конструкции разделок. При этом качество сварных соединений должно соответствовать требованиям настоящего стандарта.
Форму подготовки кромок под сварку стыковых соединений деталей разной толщины устанавливают в техническом проекте.
7.9.9 Механическую обработку кромок для вварки штуцеров в рулонированные обечайки следует проводить без охлаждающей жидкости.
7.9.10 Свариваемые кромки и прилегающие к ним поверхности свариваемых элементов с внутренней и наружной сторон на ширине не менее 30 мм, а под электрошлаковую сварку на ширине не менее 50 мм должны быть зачищены от ржавчины, масла, окалины и прочих загрязнений до чистого металла и обезжирены. Подготовленные кромки подвергают визуальному и цветному контролю для выявления дефектов металла. Трещины, закаты, расслоения, вмятины, а для двухслойной стали отслоения коррозионно-стойкого слоя не допускаются.
Обнаруженные дефекты должны быть устранены, места выборок дефектов заваривают в соответствии с требованиями настоящего стандарта, зачищают заподлицо и контролируют в соответствии с 8.3.2.1.
7.9.11 При толщине однослойной стенки более 30 мм зона, прилегающая к кромкам шириной, равной толщине стенки, но не менее 50 мм, должна быть проконтролирована ультразвуковым методом.
При этом качество контролируемой зоны элементов из листовой стали должно соответствовать 1-му классу сплошности по ГОСТ 22727, из поковок - требованиям НД на поковки.
7.9.12 Дефекты, обнаруженные визуально в прихватках, перед сваркой шва должны быть удалены механическим способом.
7.9.13 Места приварки временных технологических креплений после их удаления должны быть зачищены заподлицо с основным металлом и проконтролированы магнитопорошковым или цветным методом.
Индикаторные рисунки при цветном контроле и магнитопорошковом контроле не допускаются.
При удалении дефектов допускаются плавные местные выборки округлой формы в соотношении глубины к ее диаметру 1:10. Глубина выборки не должна выводить толщину стенки детали за пределы расчетного значения с учетом прибавки на коррозию и должна быть не более 10 мм. Полноту удаления аустенитного наплавленного металла контролируют методом травления. Следы аустенитного металла в местах приварки не допускаются.
7.9.14 Правильность сборки элементов сосудов перед сваркой (взаимное расположение деталей, отклонение от прямолинейности образующей цилиндров, зазор в стыке, смещение кромок, угол скоса кромки) должна быть принята ОТК.
Угол скоса кромки рулонированной обечайки в собранных стыках не является сдаточным значением.
7.9.15 При сварке кольцевых швов корпусов в рулонированном исполнении должны быть приняты меры, исключающие раскатку наружной поверхности и торца рулонированных обечаек от контакта с металлическими роликоопорами и упорным роликом.
7.10 Сварка
7.10.1 Технологии сварки, наплавки сосудов и их элементов должны быть аттестованы в соответствии с НД. При аттестации технологии сварки следует также руководствоваться требованиями настоящего стандарта и приложением Ж.
7.10.2 Технологическая документация должна содержать указания по:
- технологии сварки материалов, принятой для изготовления сосудов (сборочных единиц, деталей);
- применению сварочных материалов;
- методам и объемам контроля;
- видам испытаний сварочных соединений;
- предварительному и сопутствующему подогревам;
- термической обработке.
7.10.3 Сосуды и их элементы в зависимости от конструктивного исполнения и размеров могут быть изготовлены:
- ручной дуговой сваркой покрытыми электродами;
- ручной дуговой наплавкой покрытыми электродами;
- автоматической сваркой под флюсом;
- электрошлаковой сваркой (плоских заготовок и продольных швов обечаек);
- ручной аргонодуговой сваркой неплавящимся электродом или
- механизированной аргонодуговой сваркой плавящимся электродом;
- автоматической аргонодуговой сваркой плавящимся электродом;
- механизированной аргонодуговой наплавкой плавящимся электродом;
- автоматической сваркой под флюсом по слою металлической крошки с поперечными колебаниями электрода (наплавка торцов рулонированных обечаек и монолитных деталей);
- автоматической сваркой под флюсом с дополнительной подачей в зону дуги нетоковедущей присадочной проволоки сплошного сечения (копир - присадки);
- автоматической наплавкой ленточным электродом под флюсом;
- автоматической наплавкой проволочным электродом под флюсом.
Применение других видов сварки допускается после соответствующих процедур аттестации, проведенных в установленном порядке.
При изготовлении опор допускается применять механизированную и автоматическую сварки в среде углекислого газа (за исключением приварки опор к корпусу сосуда).
7.10.4 Сварочные работы при изготовлении сосудов и их элементов следует проводить при положительных температурах в закрытых помещениях.
7.10.5 Допускается проводить дальнейшее изготовление с применением сварки корпуса сосудов из углеродистых, кремнемарганцовистых и аустенитных сталей на открытых площадках. Минимальная отрицательная температура окружающего воздуха, при которой допустима сварка, а также условия сварки приведены в таблице 4. Сварщик и места сварки должны быть защищены от воздействия дождя, ветра, снега.
Таблица 4 - Температурные условия проведения сварочных работ на открытых площадках
Марка свариваемой стали | Толщина свариваемых элементов, мм | Минимальная температура, при которой разрешена сварка, °С | Температура подогрева при сварке, °С |
20, 25, 16К, 18К, 20К, 22К, 20ЮЧ | Не более 16 | -20 | Без подогрева |
Более 16 | 100-200 | ||
09Г2С, 10Г2С1, 15ГС, 16ГС, 10Г2, 17ГС, 09Г2СЮЧ | Не более 10 | -10 | Без подогрева |
Более 10 | 150-250 | ||
08Г2СФБ, 08Г2МФБ (рулонированные обечайки) | Не более 150 | -10 | 150-250 |
Сталь аустенитного класса | Независимо от толщины | -20 | Без подогрева |
7.10.6 Разработка технологической документации на сварку, руководство сварочными работами, а также выполнение сварочных работ при производстве сосудов должны осуществлять аттестованные специалисты, имеющие соответствующие удостоверения.
Специалистов допускают к тем видам работ, которые указаны в их удостоверениях.
7.10.7 Подготовку кромок под сварку проводят механическими методами. Для монолитных деталей из углеродистых и кремнемарганцовистых сталей допускается подготовку кромок проводить газовой или плазменной резкой с последующей механической зачисткой поверхности реза до чистого металла.
7.10.8 В зависимости от марки свариваемой стали и толщины стенки сосуда сварку, наплавку элементов и корпусов сосудов следует проводить с подогревом в соответствии с таблицей 5.
Таблица 5 - Температура подогрева при выполнении сварных соединений
Марка свариваемой стали | Вид сварочных работ | Толщина свариваемых или наплавляемых элементов, мм | Температура подогрева, °С |
20, 25, 16К, 18К, 20К, 22К, 20ЮЧ, 22К-ВД, 22К-Ш | Сварка* | До 60 | Без подогрева |
Более 60 | 100-200 | ||
Антикоррозионная наплавка | Любая | Без подогрева | |
09Г2С,10Г2С1,15ГС,16ГС, 10Г2, 17ГС, 09Г2СЮЧ | Сварка* | До 30 | Без подогрева |
Более 30 | 150-250 | ||
Антикоррозионная наплавка | Любая | Без подогрева | |
14ХГС, 09Г2СЮЧ | Сварка | До 16 | |
Более 16 | 150-250 | ||
08Г2СФБ, 08Г2МФБ | Сварка рулонной стали | Любая | Без подогрева |
Наплавка торцов рулонированных обечаек | |||
Вварка патрубков в рулонированные обечайки на полную толщину стенки** | 150-200 | ||
Сварка рулонированных обечаек между собой и с монолитными элементами** | До 100 | Без подогрева | |
Более 100 | 150-200 | ||
12ХГНМ, 12ХГНМФ, 15ХГНМФТ | Сварка рулонной стали | До 6 | 150-200 |
Наплавка торцов рулонированных обечаек | Любая | ||
Сварка рулонированных обечаек между собой и с монолитными элементами** | |||
12МХ | Сварка | До 12 | Без подогрева |
Более 12 до 30 | 100-200 | ||
Более 30 | 150-250 | ||
12ХМ, 15ХМ, 12Х1МФ | До 7 | Без подогрева | |
Более 7 | 200-250 | ||
30ХМА, 15Х1М1Ф, 15Х5М, 15Х5МУ | Любая | 250-350 | |
20Х2М, 20Х2МА, 22Х3М | Сварка, низколегированная и антикоррозионная наплавка | ||
10Х2ГНМ, 10Х2ГНМА, 1Х2М1, 10Х2М1 | Сварка, антикоррозионная наплавка первого слоя | Любая | 100-200 |
12Х2МФА, 15Х2МФА, 18Х2МФА | Сварка, низколегированная и антикоррозионная наплавка первого слоя | Любая | 200-300 |
15Х2НМФА, 15Х2НМФА-А | 150-250 | ||
* Подогрев при электрошлаковой сварке не требуется при любой толщине элементов. ** Подогрев до 150 °С - 200 °С при сварке с элементами из сталей марок 20Х2МА, 22Х3М, 12Х2МФА, 15Х2МФА, 18Х2МФА назначают при условии предварительной наплавки кромок элементов низколегированными сварочными материалами. | |||
При местном подогреве ширина зоны нагрева до температуры подогрева должна быть не менее 100 мм в каждую сторону от кромки разделки. Нагрев по длине сварного соединения должен быть равномерным.
Местный нагрев рулонированных обечаек с наружной поверхности следует проводить с помещением источников нагрева непосредственно в разделку под сварку.
7.10.9 Все сварные швы корпусов сосудов подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клейма наносят на основном металле на расстоянии 20-50 мм от линии сплавления сварного шва с наружной стороны корпуса:
- для продольных швов - в начале и конце шва на расстоянии 100 мм от кольцевого шва;
- для кольцевых швов - в месте пересечения их с продольными и далее через каждые 2 м, но не менее двух клейм на каждом шве.
7.10.10 Если шов выполняли два и более сварщика, то ставят клеймо каждого сварщика. Клейма наносят в виде дроби, в числителе которой ставят клейма сварщиков, выполнявших сварку с наружной стороны корпуса, в знаменателе - с внутренней.
7.10.11 Места клеймения заключают в хорошо видимые рамки, выполняемые несмываемой краской, и указывают в паспорте сосуда.
Допускается вместо клеймения сварных швов прилагать к паспорту сосуда схему расположения швов с указанием фамилий сварщиков и их подписями.
7.11 Требования к качеству сварных соединений
7.11.1 Механические свойства сварных соединений должны соответствовать нормам, приведенным в таблице 6.
Таблица 6 - Механические свойства сварных соединений
Тип стали | Временное сопротивление и предел текучести, относительное удлинение при 20 °С и повышенных температурах | Угол изгиба, не менее | Ударная вязкость, Дж/см | ||||
при толщине стенки, мм | при температуре, °С | ||||||
до 20 | более 20 | плюс 20 | не более минус 21 | ||||
КСU | KCV | КСU | KCV | ||||
Углеродистая | Не менее минимально допустимых характеристик для основного металла по стандартам или технической документации | 100° | 100° | 50 | 35 | 30 | 20 |
Кремнемарганцовистая | 80° | 60° | |||||
Хромомолибденовая | 50° | 40° | |||||
Хромоникелевая, хромоникельмолибденовая | 100° | 100° | 70 | 50 | |||
Примечания 1 При этом для статического нагружения сосудов в эксплуатации допускается снижение: - временного сопротивления разрыву металла кольцевых швов однослойных обечаек, сваренных между собой и с концевыми элементами, до 0,9 минимальных значений - временного сопротивления разрыву металла кольцевых швов, соединяющих рулонированные обечайки между собой и с монолитными элементами, а также замыкающих швов рулонированных обечаек до 0,75 минимальных значений 2 При расчете толщины стенки корпуса указанные снижения прочностных свойств металла шва не учитывают. 3 Тип образца для определения ударной вязкости KCU или KCV установлен в технических условиях на изделие. Для сосудов с температурой стенки при рабочем давлении не более минус 21 °С испытания проводят обязательно на образцах с надрезом по KCV. | |||||||
В разнородных сварных соединениях временное сопротивление разрыву оценивают по стали с более низкими механическими свойствами, а ударную вязкость и угол изгиба - по менее пластичной стали.
7.11.2 Твердость шва и зон сварного соединения на наружной поверхности корпуса сосуда и на контрольных образцах при макроисследованиях должна соответствовать параметрам, приведенным в таблице 7.
Таблица 7 - Оценка качества сварных соединений по твердости
Марка стали | Допустимые пределы твердости основного металла НВ по ГОСТ 9012 | Допустимая твердость металла шва и зоны термического влияния НВ, не более |
10, 20 | 100-145 | 180 |
16К | ||
18К | ||
25, 20К, 22К, 22К-Ш, 22К-ВД | 123-167 | 200 |
20ЮЧ | 220 | |
09Г2С | 120-179 | 225 |
10Г2С1 | 156-190 | |
15ГС | 149-207 | |
16ГС, 17ГС, 17ГС1 | 120-179 | 225 |
10Г2 | 123-168 | |
09Г2СЮЧ, 09ХГ2СЮЧ, 08Г2СФБ, 08Г2МФБ | 160-210 | 235 |
14ХГС | 149-207 | 230 |
12ХГНМ, 12ХГНМФ, 15ХГНМФТ | 174-240 | 270 |
12МХ | 143-179 | 240 |
12ХМ | 137-170 | |
15ХМ | 148-217 | |
30ХМА | 212-248 | 270 |
12Х1МФ | 131-170 | 240 |
15Х1М1Ф | 170-217 | |
10Х2ГНМ, 10Х2ГНМА | 167-216 | |
10Х2М1, 1Х2М1 | 161-227 | |
12Х2МФА, 15Х2МФА, 18Х2МФА | 180-240 | 270 |
15Х2НМФА, 15Х2НМФА-А | ||
22Х3М | 195-235 | |
20Х2МА | 197-237 | |
20Х2М | 197-235 | |
15Х5М | 150-190 | 250 |
Примечание - В обоснованных случаях допускается измерять твердости по Виккерсу по ГОСТ 2999. | ||
Твердость аустенитного наплавленного металла на поверхности элементов и сварных соединений двухслойной стали - не более 220 НВ.
7.11.3 По результатам визуально-измерительного контроля не допускаются:
- смещения кромок свариваемых элементов свыше норм, установленных настоящим стандартом или техническими условиями;
- отклонения от геометрических размеров швов свыше норм, установленных чертежами.
Ширина усиления кольцевых швов, соединяющих рулонированные обечайки между собой и с монолитными деталями, является ненормируемой.
7.11.4 По результатам металлографических исследований макроструктуры в сварных соединениях не допускаются следующие дефекты:
- трещины любых размеров и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла;
- продолжения межслойных зазоров (усов) в наплавленном металле длиной более 0,8 мм в любом направлении (для многослойных сосудов);
- непровары (несплавления), расположенные у поверхности и по сечению соединения (между основным металлом, металлом наплавки и металлом шва, а также между отдельными валиками и слоями);
- отдельные поры и шлаковые включения с линейным размером более 2,5 мм в количестве более одного или мелкие, имеющие суммарный линейный размер более 2,5 мм, выявленные на полосе шириной 10 мм, проходящей по высоте сварного шва толщиной до 50 мм включительно в зоне с наибольшим числом пор и шлаковых включений;
- отдельные поры и шлаковые включения с линейным размером более 4 мм и более 3 шт. или мелкие, имеющие суммарный линейный размер более 12 мм, на полосе шириной 10 мм, проходящей по высоте сварного шва толщиной свыше 50 мм в зоне с наибольшим числом пор и шлаковых включений.
Расстояние между допустимыми дефектами по высоте полосы должно быть не менее трехлинейных размеров максимального дефекта.
В перлитной и аустенитной наплавках на трубную решетку и другие элементы корпуса сосуда не допускаются:
- трещины всех видов и направлений;
- непровары, несплавления;
- скопление газовых пор и шлаковых включений;
- отдельные поры и шлаковые включения с линейным размером более 1 мм или мелкие, имеющие суммарный линейный размер более 1 мм, выявленные на шлифе длиной 50 мм.
7.11.5 Качество сварных соединений в хромомолибденовых и хромомолибденованадиевых сталях и наплавки по результатам микроисследований считают неудовлетворительным, если в наплавленном металле и зоне термического влияния будут обнаружены микротрещины. В зоне термического влияния не допускаются закалочные мартенситные структуры, а также видманштеттова структура крупнее балла 3 по ГОСТ 5640.
7.11.6 Качество сварных соединений и наплавок по результатам неразрушающих методов контроля должно соответствовать 8.2.5.
7.12 Исправление дефектов
7.12.1 Сварные соединения с недопустимыми дефектами подлежат исправлению. Исправление одного и того же дефектного места допускается не более трех раз, а на аустенитных сталях - не более двух раз, после чего шов бракуют.
7.12.2 При устранении дефектов с применением сварки требования к сварочным материалам, подогреву, термической обработке должны быть такими же, как и при сварке ремонтируемого сварного шва или наплавки.
7.12.3 Отремонтированные дефектные участки должны быть подвергнуты тем же видам контроля, что и сварное соединение в объеме 100% в соответствии с 8.3.
7.13 Термическая обработка сварных соединений
7.13.1 Термической обработке подлежат все сосуды и их элементы, в стенках которых при вальцовке, штамповке, сварке, гибке возможно появление недопустимых остаточных напряжений или структур.
7.13.2 Для термической обработки можно использовать все промышленные методы нагрева, обеспечивающие равномерный нагрев по всей длине и сечению шва.
Режимы термической обработки должны быть зарегистрированы самопишущими приборами.
7.13.3 К проведению работ по термической обработке сосудов и их элементов допускают термистов-операторов, прошедших специальную подготовку, соответствующие испытания и получивших удостоверение на право производства указанных работ.
7.13.4 Сварные соединения и наплавки корпусов и их элементов, выполненные всеми методами сварки (кроме электрошлаковой сварки), должны быть подвергнуты отпуску по таблице 8.
Таблица 8 - Режимы термической обработки сварных соединений сосудов
Марка свариваемой стали | Тип сварного соединения и наплавки | Толщина свариваемых или наплавляемых элементов, при которой необходима термическая обработка, мм | Темпе- | Темпе- | Время выдержки на 1 мм толщины, мин | Условия нагрева и охлаждения |
10, 20, 25, 16К, 18К, 20К, 22К, 20ЮЧ | Стыковое, угловое, тавровое, нахлесточное соединения | Более 36 | Не более 350 | 580-620 | 2,5-3,0 | Скорость нагрева не более 100 °С/ч, охлаждение до 300 °С в печи, далее на воздухе** |
09Г2С, 10Г2С1, 15ГС, 16ГС, 10Г2 | Более 30 | |||||
14ХГС | Любая | 580-650* | ||||
08Г2СФБ, 08Г2МФБ | Угловое (варка штуцеров) соединение |
| Не более 150 | 580-600 | 3-4 | Скорость нагрева не более 30 °С/ч, охлаждение до 200 °С в печи, затем на воздухе |
Стыковое (сварка кольцевых швов) соединение | ||||||
12ХГНМ, 12ХГНМФ, 15ХГНМФТ | Угловое (варка штуцеров), стыковое (сварка кольцевых швов) соединения | Любая | 600-620 | 4-5 | ||
12МХ | Стыковое, угловое, тавровое, нахлесточное соединения, антикоррозионная наплавка | Любая | 100-350 | 650-680 | 3-4 | Скорость нагрева не более 100 °С/ч, охлаждение до 300 °С в печи, затем на воздухе |
12ХМ, 15ХМ | 200-350 | 690-730 | ||||
12Х1МФ | 710-750 | |||||
15Х1М1Ф | 725-760 | |||||
30ХМА | 250-350 | 650-670 | ||||
12ХМ, 15ХМ | 200-350 | 690-730 | ||||
20Х2МА, 22Х3М, 15Х2НМФА, 15Х2НМФА-А | Стыковое, угловое, тавровое, нахлесточное соединения, низколегированная антикоррозионная наплавка | Любая | 250-300 | 640-660 | 2,5-3,0, но не менее 5 ч при толщине стенки до 100 мм | Скорость нагрева не более 100 °С/ч, охлаждение в печи, далее на воздухе |
12Х2МФА, 15Х2МФА, 18Х2МФА | 250-300 | 660-730* | 5-6 | |||
10Х2М1, 1Х2М1 | 100-350 | 690-730* | 5-6 | |||
15Х5М | 250-400 | 730-750 | 3-4 | |||
10Х2ГНМ, 10Х2ГНМА | 250-300 | 620-640 | 3-4 | |||
* Максимальную температуру отпуска сварных соединений стали уточняет предприятие-изготовитель. Эта температура должна быть на 20 °С-30 °С менее температуры отпуска материала свариваемых деталей. ** Скорость нагрева уточняет предприятие-изготовитель, исходя из толщины стенки и конструктивных особенностей термообрабатываемого узла и корпуса сосуда. Примечания 1 Допускается в обоснованных случаях для стали марки 08Г2СФБ после сварки рулонированных обечаек между собой и с монолитными элементами не проводить термообработку отдельных замыкающих кольцевых швов толщиной свыше 160 мм. При этом сварку следует проводить по специальной технологии предприятия-изготовителя. 2 Кольцевые швы рулонированных сосудов, работающих при температуре стенки менее минус 20 °С, подвергают термической обработке, отпуску, независимо от толщины стенки. 3 Для сталей марок 20, 20К, 22К, 09Г2С, 10Г2С1, 16ГС допускается температуру отпуска увеличивать до 650 °С при условии обеспечения требуемых механических свойств металла и сварных соединений. Температура печи при посадке элементов или корпусов из двухслойных сталей должна быть не более 200 °С. | ||||||
Режимы отпуска разнородных сварных соединений одного структурного класса, но различного легирования указывают в техническом проекте.
7.13.5 Сварные соединения элементов корпусов сосудов, выполненные электрошлаковой сваркой, независимо от марки стали и толщины свариваемых элементов должны быть подвергнуты нормализации с отпуском или закалке с отпуском по режиму для основного металла.
7.13.6 Температура сварных соединений, наплавленных элементов из хромомолибденовых, хромомолибденованадиевых сталей, кроме рулонированных элементов из сталей марок 12ХГНМ, 12ХГНМФ, 15ХГНМФТ, после окончания сварки и до посадки в печь на термическую обработку не должна быть менее минимальной температуры подогрева, указанной в таблице 4.
Допускается до окончательной термообработки сварных (наплавленных) соединений из сталей марок 1Х2М1, 10Х2М1, 15Х1М1Ф, 15Х2НМФА, 15Х2НМФА-А низкотемпературный отпуск ("отдых") при 200 °С - 250 °С в течение не менее 10 ч или при 300 °С - 350 °С - не менее 5 ч.
После выполнения "отдыха" время для проведения термической обработки не ограничено.
7.13.7 Объемной термической обработке по режимам, указанным в таблице 7, после сварки продольных швов подвергают:
- монолитные обечайки (в том числе центральные обечайки рулонированных сосудов), патрубки и другие элементы корпуса, изготовленные вальцовкой, штамповкой из углеродистых и кремнемарганцовистых сталей с плакирующим слоем или без него, если толщина стенки более значения, вычисленного по формуле
![]() , (3)
, (3)
где - внутренний диаметр элемента, мм;
- центральные обечайки независимо от диаметра и толщины стенки при отсутствии доступа внутрь рулонированных сосудов для осмотра и контроля продольных швов этих обечаек в процессе освидетельствования.
7.13.8 При наличии требований по обеспечению стойкости к межкристаллитной коррозии элементов из двухслойных сталей режимы термической обработки сварных соединений определяют в техническом проекте.
Необходимость термообработки (стабилизирующий отжиг или аустенизация) сварных соединений коррозионно-стойких сталей, эксплуатируемых при температуре более 350 °С в средах, вызывающих межкристаллитную коррозию или коррозионное растрескивание, определяют в техническом проекте.
7.13.9 Допускается проведение промежуточных отпусков сварных соединений при температуре на 20 °С - 30 °С менее температуры окончательного отпуска (см. таблицу 7), если эти сварные соединения в дальнейшем подлежат повторному одному или нескольким отпускам.
7.13.10 При объемной термической обработке посадку в печь многослойных блоков следует проводить при температуре печи не более 150 °С. При температуре посадки проводят выдержку, продолжительность , ч, которой вычисляют по формуле
![]() , (4)
, (4)
где - толщина многослойной стенки, мм.
Скорость нагрева до температуры отпуска - не более 30 °С/ч.
7.13.11 Допускается проведение местного отпуска кольцевых швов монолитных элементов и корпусов сосудов. При этом по всей длине шва и примыкающих к нему зон основного металла на ширине не менее двух толщин стенки, но не менее 100 мм в обе стороны от кольцевого шва, должен быть обеспечен нагрев в пределах, установленных для термической обработки температур, а также соблюдены условия нагрева и охлаждения.
7.13.12 Приварка внутренних и наружных устройств к корпусам сосудов, подвергаемых термической обработке, должна быть проведена до термической обработки.
7.13.13 Число высокотемпературных термических обработок (нормализация, закалка) сварного соединения должно быть не более трех. Число отпусков не ограничено.
7.13.14 Допускается термическую обработку сварных соединений днищ и других элементов корпуса из углеродистых и низколегированных кремнемарганцовистых сталей совмещать с нагревом их под штамповку или вальцовку с окончанием штамповки (вальцовки) при температуре не менее 700 °С.
7.13.15 При проведении термической обработки сварных соединений принимают меры для исключения деформации элементов и корпусов сосудов под действием собственной массы.
7.13.16 Свойства металла сосудов и их элементов после всех циклов термической обработки должны соответствовать требованиям правил, стандартов, технических условий.
7.13.17 Режимы термической обработки сварных соединений корпуса и его основных элементов вносят в паспорт сосуда.
7.14 Сборка сосуда
7.14.1 Предприятие-изготовитель должно проводить сборку сосуда в соответствии с принятой на нем технологией и настоящим стандартом.
При каждой повторной разборке и сборке разъемных соединений следует проводить при необходимости визуальный и измерительный контроль для оценки технического состояния уплотнительных поверхностей.
Разъемные соединения должны соответствовать требованиям НД.
7.14.2 При всех режимах работы сборку и разборку разъемных соединений, затяжку и ослабление крепежных деталей следует проводить с помощью специальных устройств с усилиями, установленными инструкцией по затяжке.
7.14.3 Предприятие, изготавливающее негабаритные сосуды, транспортируемые частями, должно провести контрольную сборку сосуда.
Допускается вместо контрольной сборки проводить контрольную проверку размеров стыкуемых частей при условии, что предприятие-изготовитель гарантирует собираемость сосуда без дополнительной подгонки, обкатки, испытаний отдельных частей.
Результаты контрольной сборки или контрольной проверки размеров стыкуемых частей негабаритного сосуда оформляют актом и прикладывают его к паспорту сосуда.
8 Методы контроля и испытаний
8.1 Общие требования
8.1.1 В процессе изготовления деталей, сборочных единиц и корпусов сосудов необходимо осуществлять систематический контроль качества выполнения работ, который заключается в организации и проведении предварительного контроля, пооперационного контроля и контроля готовых сварных соединений и изделий.
8.1.2 При предварительном контроле подлежат проверке по документации квалификация сварщиков, термистов и дефектоскопистов, качество и подготовка сварочных материалов и материалов для дефектоскопии, разработанных технологических процессов, исправность сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования и приборов для дефектоскопии.
8.1.3 При пооперационном контроле проверяют:
- соответствие марки материала свариваемой детали и сварочных материалов требованиям чертежа и технических условий;
- качество подготовки материалов для сварки;
- качество сборки перед сваркой;
- режимы подогрева, сварки и термообработки.
8.1.4 Готовые сварные соединения и изделия проверяют на соответствие требованиям настоящего стандарта, техническим условиям и чертежам на изделие.
8.2 Контроль качества материалов и заготовок
8.2.1 Общие требования
8.2.1.1 Перед запуском в производство независимо от наличия сертификата листовая и рулонная сталь, штампованные заготовки, поковки и ковано-катаные плиты, исходя из условий их применения, подлежат входному контролю на предприятии, изготавливающем сосуды, в соответствии с требованиями настоящего стандарта.
8.2.1.2 При наличии сертификата контроль химического состава сталей осуществляют сверкой сертификатных данных на соответствие их требованиям стандартов и технических условий на поставку. Легированные материалы дополнительно контролируют стилоскопированием.
8.2.1.3 Результаты испытаний материалов, деталей, сборочных единиц сосудов следует записать в паспорт сосуда.
8.2.2 Неразрушающие методы контроля
8.2.2.1 Визуальный и измерительный контроль проводят в соответствии с РД 03-606 [2]; цветной и магнитопорошковый методы контроля проводят в соответствии с требованиями ГОСТ 21105, ГОСТ 18442.
8.2.2.2 Перед проведением визуального, цветного и магнитопорошкового контроля контролируемые поверхности должны быть зачищены, при этом шероховатость поверхностей зависит от проводимого метода контроля и должна соответствовать требованиям методики контроля.
8.2.2.3 Контроль заготовок и сварных соединений ультразвуковым методом следует проводить в соответствии с требованиями ГОСТ 14782.
8.2.2.4 Методы контроля качества материалов, заготовок и сварных соединений (наплавок) сосудов и их элементов назначают в соответствии с таблицей 9.
Таблица 9 - Методы контроля качества листовой стали, поковок и штампованных заготовок, резьбы, кромок под наплавку и сварку, наплавок и сварных соединений
Объект контроля | Условное обозначение метода контроля* | Дополнительное условие | |
Листовая сталь | ВИК и УК | С учетом 8.2.3.1 | |
Двухслойная сталь | ВИК и ПВК и УК | С учетом 8.2.3.2 | |
Рулонная сталь | ВИК | С учетом 8.2.3.3 | |
Поковки | ВИК и ПВК или МК, и УК | ||
Заготовки для шпилек | ВИК и ПВК или МК, и УК | ||
Цилиндрическая поверхность стержня шпилек, торцевые поверхности гаек, шайб | ВИК и ПВК или МК | ||
Резьбы | ВИК | ||
Кромки под наплавку, сварку | ВИК и ПВК | ||
Сборка под сварку | ВИК | ||
Наплавки | ВИК и ПВК, и УК | Для аустенитных наплавок УК проводят для определения сплошности зоны сплавления | |
Сварные соединения | |||
Категории | А | ВИК и ПВК или МК, и УК или РК | ВИК, ПВК или МК продольных швов центральной обечайки проводят с наружной и внутренней поверхностей |
А (продольные швы центральной обечайки) | ВИК и ПВК или МК, и УК, и РК | ||
В | ВИК и ПВК или МК, и УК, и РК | ||
С | ВИК и ПВК или МК, и УК | ||
D | ВИК и ПВК или МК, и УК или РК | Контроль методами РК или УК проводят для штуцеров с внутренним диаметром не менее 100 мм | |
Е | ВИК и ПВК или МК, и УК | Объем контроля УК определен в техническом проекте | |
Т | ВИК и ПВК или МК, и УК | УК проводят на продольных швах кожуха и бандажей | |
* Условные обозначения: - ВИК - визуальный и измерительный контроль; - УК - ультразвуковой метод контроля; - ПВК - цветной метод контроля; - МК - магнитопорошковый метод контроля; - РК - радиографический метод контроля. | |||
8.2.3 Контроль листовой и рулонной стали
8.2.3.1 Листовую сталь толщиной более 15 мм для изготовления обечаек, штампованных заготовок при отсутствии в сертификате результатов ультразвукового контроля контролируют на предприятии - изготовителе сосудов визуальным и ультразвуковым методами в объеме 100% в соответствии с требованиями ГОСТ 22727.
8.2.3.2 Двухслойную листовую сталь на полосе шириной 200 мм под сварку кольцевого и продольного швов подвергают контролю визуальным и цветным методами со стороны плакирующего слоя на отсутствие поверхностных трещин и индикаторных следов по цветному контролю, а также ультразвуковым методом со стороны основного слоя на сплошность сцепления слоев в соответствии с требованиями ГОСТ 10885. Неразрушающий контроль перечисленными методами следует проводить в соответствии с технологией, изложенной в НД, согласованной в установленном порядке.
8.2.3.3 Рулонную сталь следует подвергать внешнему осмотру в процессе намотки рулонированных обечаек. При обнаружении расслоений дефектный участок полосы удаляют.
8.2.4 Контроль поковок и штампованных заготовок
8.2.4.1 Поковки и штампованные заготовки после окончательной термической обработки в 100%-ном объеме следует подвергать контролю ультразвуковым методом в соответствии с требованиями НД на поковки для сосудов высокого давления.
8.2.4.2 Контроль поковок и штампованных заготовок цветным или магнитопорошковым методом следует проводить после термической обработки выборочно в местах обнаружения дефектов при визуальном осмотре, а также в местах исправления наружных дефектов.
8.2.4.3 Штампованные днища, крышки, горловины следует проверять визуальным осмотром на отсутствие поверхностных дефектов, магнитопорошковым или цветным методом выборочно в местах обнаружения дефектов при визуальном осмотре, а также в местах исправления наружных дефектов.
8.2.4.4 Свариваемые кромки кованых и штампованных заготовок в 100%-ном объеме проверяют визуальным осмотром и цветным методом.
8.2.4.5 Металл поковок для цельнокованых корпусов, обечаек, фланцев, днищ, крышек, трубных досок, патрубков и других деталей подлежит контролю методами и оценкой качества в соответствии с требованиями НД на поковки.
8.2.5 Оценка качества по результатам неразрушающих методов контроля
8.2.5.1 По результатам визуального контроля на поверхности поковок, штампованных заготовок, заготовок шпилек, гаек, шайб, плакирующего слоя двухслойной стали, кромок под сварку, резьб не допускаются следующие дефекты: трещины, заковы, закаты, плены, песочины, раковины, расслоения, рванины, отдулины.
8.2.5.2 По результатам ультразвукового контроля листовой стали и листовых штампованных заготовок не допускаются нарушения сплошности металла, превышающие нормы для класса 1 по ГОСТ 22727.
8.2.5.3 По результатам ультразвукового контроля двухслойной стали не допускаются нарушения сплошности сцепления слоев, превышающие нормы для класса 1 листа по ГОСТ 10885.
8.2.5.4 По результатам ультразвукового контроля металла поковок, кованых и штампованных заготовок из кованокатаных плит не допускаются дефекты, превышающие нормы по соответствующему НД.
8.2.5.5 По результатам ультразвукового контроля заготовок шпилек не допускаются следующие дефекты:
- одиночные непротяженные, превышающие нормы, приведенные в таблице 10;
- протяженные, превышающие условную протяженность искусственного отражателя площадью , мм
, при чувствительности контроля, равной площади
, мм
.
Таблица 10 - Оценка качества заготовок шпилек по результатам ультразвукового контроля
Диаметр заготовки, мм | Наименьшая фиксируемая эквивалентная площадь дефекта | Недопустимая эквивалентная площадь дефекта (предельная чувствительность) | Недопустимое суммарное число дефектов в заготовке, шт., более | Недопустимое суммарное число дефектов в одном поперечном сечении, шт., более |
До 90 включ. | 5 | 10 | 10 | 1 |
Св. 90 до 125 включ. | 15 | 2 | ||
Св. 125 | 7 | 15 | 3 | |
Примечание - Суммарное число одиночных дефектов в заготовке определяют суммой эквивалентной площади дефекта | ||||
8.2.6 Разрушающие методы контроля
8.2.6.1 Для определения механических свойств сталей проводят следующие виды испытаний:
- растяжение при температуре 20 °С - по ГОСТ 1497;
- растяжение при повышенных температурах - по ГОСТ 9651;
- статический изгиб - по ГОСТ 14019 (кроме поковок и кованокатаных плит) только для материалов, подвергаемых в последующем "холодному" формоизменению;
- ударный изгиб по ГОСТ 9454 на образцах с надрезом KCV или KCU. Отбор проб для механических испытаний проводят в соответствии с ГОСТ 7564, поковок - в соответствии со стандартом на поковки.
Значения ударной вязкости при всех температурах испытаний для KCU должны быть не менее 3,0 кгс·м/см (30 Дж/см
), для KCV - не менее 2,5 кгс·м/см
(25 Дж/см
).
Примечания
1 Испытания материалов на ударную вязкость KCV на образцах с острым надрезом при отрицательных температурах являются обязательными для деталей, температура стенки которых при рабочем давлении может достигать не более чем минус 21 °С.
2 Для металла изделий, работающих при температуре от плюс 20 °С до минус 20 °С включительно, определение ударной вязкости KCV осуществляют при температуре плюс 20 °С.
8.2.6.2 При неудовлетворительных результатах механических испытаний допускается проводить повторное испытание того вида, по которому получены неудовлетворительные результаты на удвоенном числе образцов.
В случае получения неудовлетворительных результатов повторных испытаний материал может быть подвергнут повторной термообработке.
8.2.6.3 Независимо от наличия сертификата, коррозионно-стойкие листы и поковки, плакирующий слой двухслойной стали по требованию технического проекта до запуска в производство контролируют на стойкость к межкристаллитной коррозии по ГОСТ 6032, а также на содержание ферритной фазы.
8.2.6.4 Штампованные днища, крышки, горловины, полуобечайки контролируют механическими испытаниями в соответствии с требованиями 8.2.6.1.
8.2.6.5 Механические свойства материала штампованных деталей следует определять на тангенциальных образцах, вырезанных из припуска на краю детали. При изготовлении однотипных деталей допускается проводить контроль механических свойств на образцах, вырезанных из одной детали от партии. При этом в одну партию могут быть объединены штампованные детали одной марки стали, прошедшие совместную термическую обработку. При совместной термической обработке деталей разной толщины контрольные испытания следует проводить на детали наибольшей толщины.
8.2.6.6 При неудовлетворительных результатах механических испытаний штампованных деталей допускается проводить повторную, но не более чем двухразовую термическую обработку, при этом дополнительный отпуск не считают повторной термической обработкой.
8.3 Контроль сварных соединений и наплавок
8.3.1 Общие требования
8.3.1.1 Сварные соединения и наплавки сосудов и их элементов следует подвергать контролю следующими методами неразрушающего и разрушающего контроля:
- визуальный и измерительный;
- цветной или магнитопорошковый;
- ультразвуковой или радиографический;
- механические испытания;
- металлографические исследования;
- измерение твердости;
- стилоскопирование;
- испытание на стойкость против межкристаллитной коррозии;
- контроль на герметичность;
- гидравлические испытания;
- другие методы контроля и виды испытаний (метод акустической эмиссии, люминесцентный метод, определение содержания ферритной фазы и другие), предусмотренные техническим проектом.
Окончательный контроль качества сварных соединений сосудов, подвергающихся термообработке, следует проводить после термообработки.
8.3.1.2 Виды испытаний сварных соединений и наплавок деталей сосудов - согласно таблице 11.
Таблица 11 - Виды испытаний сварных соединений и наплавок
Тип сварных соединений и наплавок | Механи- | Метало- | Опре- | Опре- | Опре- | Опре- | |
Монолитные обечайки и концевые детали | Продольные швы вальцованных, штампосварных обечаек и концевых деталей | + | + | + | + с учетом 8.3.10.2 | + с учетом 8.3.8 | + с учетом 8.3.9 |
Низколегированная наплавка торцов монолитных элементов под сварку с рулонированными обечайками, а также на трубные решетки | + | + | + | + с учетом 7.5.5 | - | - | |
Антикоррозионная наплавка, в том числе на трубные решетки | - | + | + | + | + с учетом 8.3.8 | + с учетом 8.3.9 | |
Рулони- | Продольные швы центральных обечаек | + | + | + | - | + с учетом 8.3.8 | - |
Замыкающие швы (см. рисунок 3) | + | - | - | - | - | - | |
Продольные швы наружного кожуха | + | - | - | - | - | - | |
Наплавка торцов | + | + | + | - | - | - | |
Наплавка поверхностей отверстий под вварку патрубков (штуцеров) | - | + | + | - | - | - | |
Корпуса сосудов | Швы вварки (приварки) патрубков (штуцеров) в монолитные и рулонированные обечайки и концевые детали | - | + | + | - | - | - |
Кольцевые швы, сварка монолитных обечаек и концевых деталей между собой и с рулонированными обечайками | + | + | + | - | - | - | |
Швы приварки труб к трубным решеткам | - | - | - | + с учетом 8.3.10.2 | - | + с учетом 8.3.9 | |
Швы футеровок из аустенитных сталей | + | - | - | - | + с учетом 8.3.8 | + с учетом 8.3.9 | |
Примечания 1 Знак плюс ("+") означает, что контроль проводят; знак минус ("-") - контроль не проводят. 2 Механические испытания, металлографические исследования, определение твердости наплавок на торцы монолитных элементов и рулонированных обечаек проводят на контрольных сварных соединениях для кольцевых швов. 3 Механические испытания низколегированной наплавки на трубные решетки проводят по требованию технического проекта. | |||||||
8.3.1.3 После проведения гидравлических испытаний сосуда отдельные категории сварных соединений подвергают повторному контролю неразрушающими методами в объемах, указанных в 8.3.2.
8.3.2 Контроль сварных соединений и наплавок неразрушающими методами
8.3.2.1 Комплекс методов неразрушающего контроля сварных соединений, наплавок, кромок под сварку и наплавку, указанных в таблице 9, применяют в объеме 100%. Невозможность контроля в таком объеме тем или иным методом конкретных сварных соединений должна быть оговорена в конструкторской документации.
8.3.2.2 После гидравлических испытаний сварные соединения сосуда следует контролировать визуальным, цветным или магнитопорошковым методами контроля в объеме 100% длины швов, при этом контролю подвергают сварные соединения категорий А, В, С, D (см. таблицу 9, рисунок 7) в доступных для контроля местах.
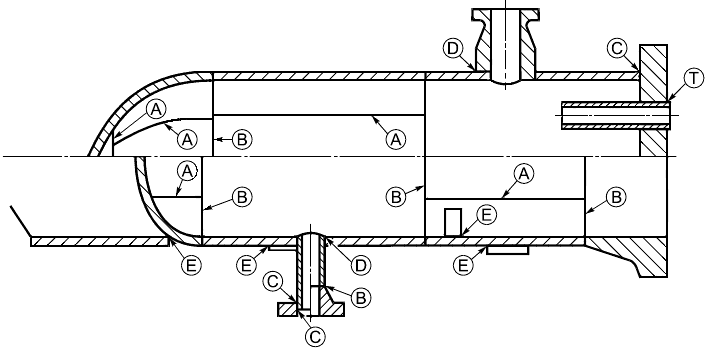
Рисунок 7 - Категории сварных соединений
8.3.2.3 Качество наплавки после гидравлических испытаний проверяют в доступных местах визуальным и цветным методами контроля.
8.3.2.4 Корневую часть кольцевых сварных соединений корпусов, изготовленных из биметалла или наплавленных обечаек, должны дополнительно до и после гидроиспытаний контролировать со стороны плакирующего слоя ультразвуковым методом на сплошность сцепления аустенитного металла шва.
8.3.2.5 Чувствительность магнитопорошкового метода контроля должна соответствовать условному уровню чувствительности Б по ГОСТ 21105.
8.3.2.6 Чувствительность цветного метода контроля должна соответствовать классу 2 по ГОСТ 18442.
8.3.2.7 Чувствительность радиографического метода контроля должна соответствовать классу 2 по ГОСТ 7512.
8.3.2.8 Чувствительность ультразвукового метода контроля (предельную чувствительность) определяют по настоящему стандарту.
8.3.2.9 Визуальный и измерительный, цветной или магнитопорошковый методы контроля сварных соединений проводят с внутренней и наружной поверхностей корпуса сосуда вместе с прилегающими зонами на расстоянии не менее 30 мм от шва.
8.3.2.10 Контроль сварных швов корпуса с внутренней поверхности следует проводить:
- визуально с применением лупы не менее десятикратного увеличения по ГОСТ 25706 при внутреннем диаметре сосуда не менее 600 мм;
- визуально с применением эндоскопа при внутреннем диаметре сосуда менее 600 мм;
- магнитопорошковым методом при внутреннем диаметре сосуда не менее 600 мм;
- цветным методом при внутреннем диаметре сосуда не менее 800 мм.
8.3.2.11 Сварные соединения из углеродистых, низколегированных и легированных сталей следует контролировать магнитопорошковым методом. В случае невозможности или неэффективности такого метода допускается контролировать данные сварные соединения цветным методом.
8.3.2.12 Ультразвуковой или радиографический метод контроля используют для выявления внутренних дефектов и выбирают исходя из необходимости обеспечения более полного и точного выявления недопустимых дефектов. При этом учитывают особенности физических свойств металла, а также эффективность данного метода контроля для конкретного вида сварного соединения и его конструктивного исполнения.
8.3.2.13 Радиографический контроль сварных соединений следует проводить по ГОСТ 7512.
Допускается применение люминесцентных фосфорных пластин, радиоскопических, радиометрических установок с фиксацией результатов контроля при условии обеспечения требуемой чувствительности контроля.
8.3.2.14 При назначении методов контроля качества сварных соединений следует определить категорию шва по ГОСТ Р 50599 и рисунку 7.
К категории А относят продольные сварные швы в обечайках, меридиональные и хордовые швы в сферических и эллиптических днищах.
К категории В относят кольцевые сварные швы в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, рулонированные обечайки между собой и с днищами, фланцами, горловинами.
К категории С относят сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками.
К категории D относят сварные швы вварки (приварки) штуцеров, патрубков, горловин в обечайки, днища.
К категории Е относят сварные швы приварки опорных конструкций, приварных элементов к корпусу.
К категории Т относят швы приварки труб к трубной решетке; в многослойных обечайках - дополнительно швы приварки клиновой вставки к центральной обечайке; швы стыковки концов рулонной полосы; замыкающие швы рулонной полосы, продольные швы кожуха и технологических бандажей.
8.3.2.15 В случаях технической невозможности проведения контроля отдельных сварных соединений корпусов сосудов методами, предусмотренными настоящим стандартом, допускается применять другие методы контроля с чувствительностью, не ниже требуемой.
8.3.3 Оценка качества по результатам неразрушающих методов контроля
8.3.3.1 По результатам визуального и измерительного методов контроля на поверхности сварных соединений и наплавок не допускаются следующие дефекты:
- трещины всех видов и направлений;
- поры, свищи;
- подрезы, непровары, несплавления;
- наплывы, прожоги, незаплавленные кратеры;
- несоответствие формы и размеров требованиям НД.
8.3.3.2 По результатам магнитопорошкового метода контроля на поверхности сварных соединений и наплавок, а также в сварных соединениях штуцеров и приварных элементов к корпусу, индикаторные рисунки дефектов не допускаются.
8.3.3.3 По результатам цветного метода контроля на поверхности сварных соединений, кроме 8.3.3.7, и наплавок, а также приварных элементов к корпусу и других элементов, предусмотренных таблицей 9, индикаторные следы не допускаются.
8.3.3.4 В сварных соединениях монолитных деталей и наплавках по результатам ультразвукового контроля недопустимы следующие дефекты:
- одиночные непротяженные, превышающие нормы, приведенные в таблицах 12 и 13;
- протяженные, условная протяженность которых превышает условную протяженность искусственного отражателя площадью (см. таблицы 12 и 13) на соответствующей глубине;
- цепочка дефектов.
Таблица 12 - Оценка качества сварных соединений по результатам ультразвукового контроля по одиночным непротяженным дефектам
Категория сварного соединения | Толщина сварного соединения, мм | Наименьшая фиксируемая эквивалентная площадь дефекта | Недопустимая эквивалентная площадь дефекта (предельная чувствительность) | Недопустимое суммарное число отдельных дефектов на 300 мм протяженности шва, шт., более |
А, В, С, D | До 50 включ. | 3,5 | 7,0 | 3 |
Св. 50 до 110 включ. | 5,0 | 10,0 | 3 | |
Св. 110 | 10,0 | 20,0 | 1 | |
Е, Т | До 50 включ. | 5,0 | 10,0 | 3 |
А (продольные швы центральной обечайки) | От 8 до 12 включ. | 1,0 | 2,0 | 3 |
Св. 12 до 20 включ. | 1,2 | 2,5 | 3 | |
Св. 20 до 30 включ. | 1,5 | 3,0 | 3 | |
Св. 30 | 2,5 | 5,0 | 3 | |
Примечание - Расстояние между дефектами по поверхности сканирования должно быть не менее условной протяженности большего из соседних дефектов на соответствующей глубине. | ||||
Таблица 13 - Оценка качества наплавки по результатам ультразвукового контроля по одиночным непротяженным дефектам
Вид наплавки | Наименьшая фиксируемая эквивалентная площадь дефекта | Недопустимая эквивалентная площадь дефекта | Недопустимое суммарное число одиночных дефектов на участке наплавки 100 мм, шт., более | Недопустимое суммарное число одиночных дефектов на участке наплавки 1000х1000 мм | Недопустимое расстояние между дефектами, мм, менее |
Наплавка торцов многослойных обечаек по слою металлической крошки | 1,5 | 3,0 | 2 | 5 | 30 |
Наплавка торцов многослойных обечаек проволокой, наплавка на трубную решетку под приварку трубок | 1,5 | 3,0 | 2 | 4 | 30 |
Наплавка торцов и поверхностей монолитных деталей | 3,5 | 7,0 | 2 | 4 | 30 |
Примечание - Суммарное число одиночных дефектов в заготовке определяют суммой эквивалентной площади дефекта | |||||
Оценку протяженных дефектов проводят при максимальных амплитудах отраженных сигналов, превышающих значения амплитуды сигнала от искусственного отражателя площадью (см. таблицы 12, 13) на соответствующей глубине.
8.3.3.5 По результатам радиографического метода контроля сварных соединений корпуса и его элементов не допускаются следующие дефекты:
- трещины всех видов и направлений;
- непровары, несплавления;
- поры и шлаковые включения свыше норм, установленных ГОСТ 23055, в соответствии с таблицей 14.
Таблица 14 - Оценка качества сварных соединений корпуса и его элементов по результатам радиографического контроля
Вид сварного соединения | Толщина сварного соединения, мм | Класс дефектности по ГОСТ 23055 |
Стыковые категории А, в т. ч. продольные швы центральной обечайки | До 50 включ. | 2 |
Св. 50 | 3 | |
Стыковые, угловые категории В, D | Независимо | 3 |
При оценке суммарной длины дефектов в соответствии с ГОСТ 23055 учитывают все дефекты сварного шва, выявленные на снимке.
8.3.3.6 Оценку качества сварных швов вварки (приварки) штуцеров, выполненных автоматической и ручной сварками, проводят в соответствии с требованиями 8.3.3.1, 8.3.3.2, 8.3.3.5 и таблицы 12.
8.3.3.7 В сварных соединениях приварки штуцеров из хромомолибденовых сталей, выполненных ручной электродуговой сваркой, по результатам визуального осмотра не допускаются дефекты, указанные в 8.3.3.3, при этом отдельные поры и шлаковые включения не допускаются свыше норм, предусмотренных таблицей 15.
Таблица 15 - Оценка качества сварных соединений приварки штуцеров из хромомолибденовых сталей по результатам визуального контроля по отдельным дефектам
Толщина сварного соединения, мм | Недопустимый линейный размер дефекта, мм, более | Недопустимое суммарное число дефектов на участке шва 100 мм, шт., более | Недопустимое расстояние между дефектами, мм, менее | ||
Наружная поверхность | Внутренняя поверхность | Наружная поверхность | Внутренняя поверхность | ||
От 20 до 40 включ. | 1,5 | 4 | 3 | 5,0 | 15,0 |
Св. 40 до 150 включ. | 2,0 | 6,0 | |||
По результатам цветной дефектоскопии в сварных соединениях приварки штуцеров из хромомолибденовых сталей, выполненных ручной электродуговой сваркой, не допускаются индикаторные следы свыше норм, предусмотренных таблицей 16.
Таблица 16 - Оценка качества сварных соединений приварки штуцеров из хромомолибденовых сталей по результатам цветного метода контроля
Толщина сварного соединения, мм | Недопустимый линейный размер индикаторного следа, мм, более | Недопустимое суммарное число индикаторных следов на участке шва 100 мм, шт. | Недопустимое расстояние между индикаторными следами, мм, менее | ||
Наружная поверхность | Внутренняя поверхность | Наружная поверхность | Внутренняя поверхность | ||
От 20 до 40 включ. | 3 | 4 | 3 | 5,0 | 15,0 |
Св. 40 до 150 включ. | 4 | 6,0 | |||
8.3.4 Разрушающие методы испытаний контрольных сварных соединений
8.3.4.1 При изготовлении сосуда выполняют контрольные сварные соединения в соответствии с требованиями приложения И по технологии, принятой для изготовления производственных сварных соединений. Контрольные сварные соединения следует контролировать теми же неразрушающими методами и в том же объеме, что и производственные сварные соединения.
8.3.4.2 Контрольные сварные соединения следует подвергать контролю разрушающими методами и видами испытаний:
- механическими испытаниями;
- металлографическими исследованиями;
- измерениями твердости;
- испытанием на стойкость против межкристаллитной коррозии;
- определением содержания ферритной фазы;
- стилоскопированием.
8.3.5 Механические испытания
8.3.5.1 Обязательным механическим испытаниям на контрольных сварных соединениях в объеме, указанном в таблице 17, следует подвергать стыковые сварные соединения элементов и корпусов сосудов.
Таблица 17 - Механические испытания контрольных сварных соединений
Тип сварных соединений | Вид испытаний | Температура испытаний, °С | Число образцов, шт. | Тип образцов |
Продольные швы вальцованных, штампосварных обечаек и концевых деталей | Растяжение, металл шва | 20 | 2 | Тип II по ГОСТ 6996 |
Кольцевые швы корпуса, соединяющие монолитные обечайки или концевые детали между собой | Растяжение, сварное соединение | 20 | 2 | Тип XII, XV, XVII по ГОСТ 6996 или тип III по ГОСТ 1497 |
300* | Тип I по ГОСТ 9651 | |||
| ||||
Статический изгиб | 20 | 2 | Тип XXVII по ГОСТ 6996 | |
Ударный изгиб: | 20 | 3 | Тип VI по ГОСТ 6996 | |
От -21** и ниже. | ||||
Продольные швы центральных обечаек многослойных сосудов | Растяжение, сварное соединение | 20 | 2 | Тип XII по ГОСТ 6996 или тип III по ГОСТ 1497 при |
300* | Плоские или круглые тип I по ГОСТ 9651 | |||
| ||||
Статический изгиб | 20 | 2 | Тип XXVII по ГОСТ 6996 | |
Ударный изгиб, металл шва из двухслойных сталей (см. рисунок 9) | 20 | 3 | Тип VI по ГОСТ 6996, тип IX по ГОСТ 6996 | |
От -21** до -40 включ. | ||||
Кольцевые швы корпуса, соединяющие рулонированные обечайки между собой и с монолитными элементами | Растяжение, металл шва | 20 | 2 | Тип II по ГОСТ 6996 |
Растяжение, сварное соединение (см. рисунок 10) | 20 | Тип XII, XV, XVII по ГОСТ 6996 или плоские тип II по ГОСТ 1497 | ||
300* | Плоские по ГОСТ 9651 | |||
| ||||
Статический изгиб | 20 | 2 | Тип XXVII по ГОСТ 6996 | |
Ударный изгиб: | 3 | |||
1) зона термического влияния от наплавки на поковку | Тип VI по ГОСТ 6996 | |||
2) металла шва | тип IX по ГОСТ 6996 | |||
3) зона термического влияния основного металла | 20 | 3 | тип VIII по ГОСТ 6996 | |
4) металл наплавки на торец рулонированной обечайки | 20; От -21** и ниже | тип XI по ГОСТ 6996 | ||
Швы футеровки | Растяжение, сварное соединение | 20 | 2 | Тип XII по ГОСТ 6996 |
Статический изгиб | 2 | Тип XXVII по ГОСТ 6996 | ||
* Испытания при температурах 300 °С и При температуре эксплуатации сосудов свыше 350 °С испытания на растяжение сварных соединений следует проводить при рабочей (расчетной) температуре ( ** Испытания проводят при отрицательных (ниже минус 20 °С) рабочих температурах стенки корпуса сосуда. Примечания 1 Испытания на ударный изгиб проводят для сварных соединений толщиной не менее 12 мм. 2 При испытании на растяжение сварных соединений начальная расчетная длина образца 3 Испытания на ударный изгиб металла шва и зоны термического влияния образцов типа IX по ГОСТ 6996 являются обязательными, типа XI - назначаются по требованию технического проекта. 4 Образцы для испытаний на ударный изгиб типа VIII, XI по ГОСТ 6996 назначаются для испытаний наплавки и зоны термического влияния основного металла со стороны рулонированной обечайки. 5 6 При испытаниях на статический изгиб контрольных сварных соединений толщиной более 30 мм допускается доводить толщину образцов до 30 мм строжкой или фрезерованием. При толщине контрольного сварного соединения более 80 мм образцы следует вырезать из его верхней и нижней частей. Диаметр оправки при испытаниях - две толщины образца. 7 Испытание металла шва на растяжение проводят для сосудов с толщиной стенки более 100 мм, работающих под давлением более 16 МПа. | ||||
8.3.5.2 Показатели механических свойств сварных соединений определяют как среднеарифметическое значение результатов, полученных при испытании отдельных образцов. При этом механические свойства считают неудовлетворительными, если хотя бы один из образцов показал результаты, отличающиеся от установленных норм более чем на 10% в сторону снижения.
8.3.5.3 При неудовлетворительных результатах механических испытаний допускаются повторные испытания на удвоенном числе образцов по тому виду испытаний, который дал неудовлетворительные результаты.
8.3.5.4 Образцы для повторных испытаний следует вырезать из тех же контрольных сварных соединений, что использовались для первичных испытаний.
8.3.5.5 При неудовлетворительных результатах повторных испытаний контролируемые сварные соединения сосуда, термически обработанные после сварки, должны быть вновь подвергнуты термической обработке вместе с остатками контрольного сварного соединения, после чего снова проводят механические испытания в полном объеме на образцах, вырезанных из контрольного сварного соединения.
Для сварных соединений, не подвергаемых термической обработке, последующие испытания проводят в полном объеме на образцах, вырезанных из сварных соединений сосуда. Решение о вырезке образцов (термообработанных и нетермообработанных) принимает предприятие-изготовитель, исходя из сложности последующего восстановительного ремонта.
При получении отрицательных результатов сварные швы бракуют.
8.3.5.6 Результаты механических испытаний сварных соединений должны быть внесены в заводскую документацию сосуда.
8.3.6 Металлографические исследования
8.3.6.1 Металлографические исследования сварных соединений на контрольных образцах следует проводить для определения макро- и микроструктуры и твердости всех зон сварного соединения.
8.3.6.2 Металлографические исследования проводят на одном темплете, вырезанном поперек шва каждого контрольного сварного соединения.
Контролируемая поверхность должна включать в себя сечение шва с зонами термического влияния и прилегающими к ним участками основного металла.
8.3.6.3 При макроисследовании определяют макродефекты, твердость всех зон сварного соединения. Твердость переходного слоя в аустенитной наплавке не определяют.
При микроисследовании определяют микротрещины и микроструктуры всех зон сварного соединения.
8.3.6.4 Качество сварного соединения при металлографических исследованиях должно соответствовать требованиям 7.11.
8.3.6.5 Если при металлографическом исследовании в контрольном сварном соединении будут обнаружены недопустимые внутренние дефекты, допускаются повторные исследования на удвоенном числе шлифов, вырезанных из того же контрольного соединения.
8.3.7 Измерение твердости
8.3.7.1 Контроль твердости сварных соединений следует проводить на наружной поверхности сосуда (сборочной единицы) после окончательной термической обработки сварных соединений.
Измерению твердости подвергают основной металл, металл шва и зоны термического влияния сварных соединений сталей, склонных к закалке (хромомолибденовых, хромомолибденованадиевых, а также сталей мартенситного и ферритного классов).
В сварных соединениях типа "рулон + поковка" измерению твердости подвергают основной металл, металл шва и зону термического влияния только со стороны монолита.
8.3.7.2 На кольцевых швах твердость измеряют в трех местах на окружности через 120°.
На швах приварки (вварки) патрубков (штуцеров) твердость измеряют в одном доступном месте. На патрубках, размеры и конструкция которых не позволяют выполнять данную операцию, контроль твердости сварного соединения не проводят.
8.3.7.3 Измерение твердости на шлифах в поперечном сечении кольцевого шва, соединяющего многослойную обечайку с поковкой, проводят в соответствии с рисунком 8.
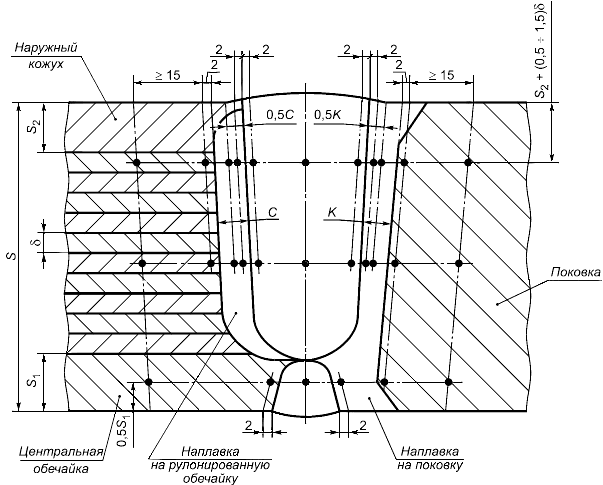
- толщина рулонированной обечайки;
- толщина центральной обечайки;
- толщина наружного кожуха;
- толщина рулонной стали;
- толщина наплавки на рулонированной обечайке;
- толщина наплавки на поковке
Рисунок 8 - Схема измерений твердости в поперечном сечении кольцевого шва
8.3.8 Испытание на стойкость против межкристаллитной коррозии
Испытание на стойкость против межкристаллитной коррозии следует проводить для сварных соединений аустенитного класса, ферритного и аустенитно-ферритного классов и антикоррозионной наплавки тех же классов по требованию технического проекта.
Испытания проводят на образцах, вырезанных из контрольного сварного соединения, выполненного по аналогии с контролируемым сварным соединением.
Форма, размеры, количество образцов, методы испытаний и критерии оценки склонности образцов к межкристаллитной коррозии должны соответствовать требованиям ГОСТ 6032.
Результаты испытаний оформляют протоколом и вносят в заводскую документацию сосуда.
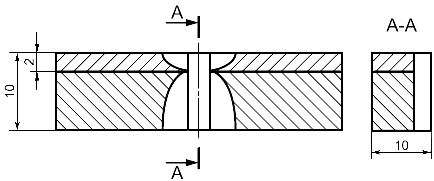
Рисунок 9 - Схема расположения надреза на образцах для испытания на ударный изгиб сварных соединений из двухслойных сталей
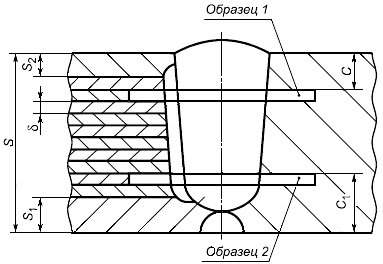
![]() ;
;![]() .
. - толщина центральной обечайки;
- толщина наружного кожуха;
- толщина рулонной стали
Рисунок 10 - Схема вырезки образцов для испытания сварного соединения на растяжение
8.3.9 Определение содержания ферритной фазы
8.3.9.1 Ферритную фазу в металле шва или в металле, наплавленном аустенитными сварочными материалами, следует определять при наличии требований в техническом проекте или технических условиях на сосуд (сборочную единицу) с указанием предельно допустимого содержания ферритной фазы.
8.3.9.2 Содержание ферритной фазы в металле шва или наплавленном металле следует определять объемным магнитным методом по ГОСТ 9466 и ГОСТ 2246.
Содержание феррита определяют ферритометрами по ГОСТ 26364. При содержании ферритной фазы более 20% допускается применение металлографического метода.
8.3.10 Стилоскопирование
8.3.10.1 Стилоскопирование сварных швов и наплавок проводят для установления соответствия примененных сварочных материалов маркам, указанным в чертежах, инструкциях по сварке или настоящем стандарте.
При стилоскопировании следует руководствоваться НД предприятия - изготовителя сосудов.
8.3.10.2 Стилоскопированию необходимо подвергать металл шва соединений из хромомолибденовых и хромомолибденованадиевых сталей, выполненных с использованием легированных (хромомолибденовых) присадочных материалов, соединений из хромоникельмолибденовых сталей аустенитного класса, а также антикоррозионные наплавки.
8.3.10.3 В процессе стилоскопирования следует определять в наплавленном металле наличие основных легирующих элементов (хрома, молибдена и др.), определяющих марку использованных сварочных материалов.
8.3.10.4 Стилоскопированию подвергают:
- каждый продольный и кольцевой шов, меридиональные и хордовые швы в днищах, швы варки (приварки) штуцеров и горловин;
- швы приварки фланцев к патрубкам, швы, соединяющие трубные доски с обечайками;
- наплавки;
- места исправления сварного шва.
Для швов и наплавок, расположенных только с внутренней стороны изделий, допускается проводить контроль стилоскопированием сварочных материалов перед их применением для выполнения данных швов или наплавок.
8.3.10.5 При получении неудовлетворительных результатов контроля проводят повторное стилоскопирование того же сварного соединения на удвоенном числе точек.
При неудовлетворительных результатах повторного контроля проводят спектральный или химический анализ сварного соединения и его результаты считают окончательными.
8.4 Контроль готовых сосудов
8.4.1 Контроль сварных соединений
8.4.1.1 Образцы сварных соединений сосуда вырезают в случае получения неудовлетворительных результатов при проведении разрушающих методов испытаний контрольных сварных соединений. Решение о вырезке образцов (термообработанных и нетермообработанных) принимает руководство предприятия-изготовителя с учетом сложности последующего восстановительного ремонта. Вырезанные образцы подвергают исследованиям в полном объеме.
8.4.1.2 При получении отрицательных результатов механических испытаний образцов соответствующие сварные швы бракуют.
8.4.1.3 При получении отрицательных результатов металлографических исследований все сварные соединения сосуда подвергают повторно контролю ультразвуковой дефектоскопией или радиографическим методом.
8.4.1.4 При неудовлетворительных результатах стилоскопирования проводят спектральный или химический анализ металла сварного соединения, результаты которого считают окончательными.
8.4.2 Контроль геометрических размеров сосуда
8.4.2.1 После изготовления корпуса сосуда должны быть проконтролированы его основные геометрические размеры, отклонения формы и расположения поверхностей:
- внутренний диаметр цилиндрической части;
- отклонение от круглости (овальность) внутреннего диаметра цилиндрической части;
- наружный диаметр цилиндрической части;
- отклонение от прямолинейности внутренней поверхности корпуса сосуда;
- длина цилиндрической части корпуса по наружной поверхности;
- совместный увод кромок (угловатость) в поперечном сечении сварных соединений;
- смещение кромок сварных стыковых соединений элементов корпуса;
- вместимость корпуса сосуда.
Результаты измерений заносят в заводскую документацию сосуда.
8.4.2.2 Контроль внутреннего диаметра следует проводить в одних и тех же точках до и после гидравлических испытаний микрометрическим нутромером по ГОСТ 10.
Измерения проводят вне зоны продольного сварного шва обечайки (центральной обечайки) в доступных местах каждой обечайки на расстоянии не менее 400 мм от кольцевого шва.
Абсолютная погрешность измерений не должна превышать ±1,0 мм.
8.4.2.3 Отклонение от круглости (овальность) внутренней поверхности цилиндрической части корпуса сосуда определяют по результатам измерений наибольшего и наименьшего внутренних диаметров в одном сечении по 7.2.1.4.
8.4.2.4 Наружный диаметр (условный средний) определяют расчетным путем по результатам измерения длины окружности. Измерение длины окружности проводят в средней части каждой обечайки по ее наружной поверхности методом опоясывания измерительной металлической рулеткой 3-го класса по ГОСТ 7502.
8.4.2.5 Контроль отклонения от прямолинейности образующей внутренней поверхности цилиндрической части сварного корпуса проводят с помощью натянутой струны из стальной проволоки диаметром от 0,3 до 0,6 мм. Расстояние от струны до поверхности сосуда измеряют измерительной металлической линейкой по ГОСТ 427.
За результат измерений принимают наибольшее значение отклонения от прямолинейности. Измерение отклонений от прямолинейности в местах сварных швов не проводят.
Для сосудов, перечисленных в 7.4.2, допускается измерять отклонение от прямолинейности по наружной поверхности корпуса.
8.4.2.6 Контроль смещения кромок продольных (для обечаек) и кольцевых сварных соединений элементов корпуса по 7.2 и 7.9 следует проводить в процессе сборки под сварку в местах наибольшего смещения кромок. Контроль смещения продольных соединений для обечаек проводят по внутренней, а для центральных обечаек по внутренней и наружной поверхностям с помощью радиусных шаблонов и набора щупов.
Контроль смещения кольцевых соединений для рулонированных обечаек между собой и с коваными элементами проводят по внутренней поверхности с помощью поверочной линейки класса точности 1,0 по ГОСТ 8026 и набора щупов или штангенглубиномера по ГОСТ 162.
8.4.2.7 Контроль длины наружной цилиндрической части корпуса сосуда проводят измерительной металлической рулеткой 3-го класса по ГОСТ 7502.
8.4.2.8 Вместимость корпуса сосуда определяют, как правило, расчетным путем по результатам измерений внутреннего диаметра, длины наружной цилиндрической части корпуса и с учетом вместимости днищ. Допускается проводить измерения и расчет вместимости по отдельным элементам корпуса, например: днища, цилиндрической части, фланца, горловины с последующим суммированием. При этом вместимости штуцеров, патрубков и люков не учитывают.
8.4.2.9 Допускается использовать для измерений по 8.4.2.2-8.4.2.7 другие средства и методы измерений, обеспечивающие необходимую точность измерений.
8.4.3 Контроль на герметичность
8.4.3.1 Контролю на герметичность подвергают: швы приварки укрепляющих колец и сварные соединения футеровки сосудов и облицовки патрубков и фланцев, соединения крепления труб в трубных решетках теплообменных аппаратов, основные разъемные соединения сосудов и разъемные соединения штуцеров.
8.4.3.2 Контроль на герметичность сосуда или его элементов следует проводить в соответствии с НД. Конкретный способ контроля, соответствующий классу герметичности объекта, должен быть указан в технологической документации на объект.
8.4.3.3 Контроль на герметичность швов приварки укрепляющих колец и сварных соединений облицовки (футеровки) патрубков и фланцев следует проводить до и после гидроиспытаний путем подачи воздуха через специальные отверстия в полость между облицовкой (футеровкой) и основным металлом с обмыливанием контролируемых поверхностей объекта испытаний пенообразующим составом.
Пробное давление пневматического испытания должно быть:
- 0,4-0,6 МПа (4-6 кгс/см) для швов приварки укрепляющих колец;
- 0,05 МПа (0,5 кгс/см) для сварных соединений облицовки.
8.4.3.4 Виды и объем контроля герметичности сварных соединений "труба - трубная решетка" теплообменных аппаратов должны быть указаны в конструкторской документации на сосуд.
8.4.3.5 В зависимости от требуемого класса герметичности для данного изделия контроль на герметичность основных разъемных соединений сосуда и разъемных соединений штуцеров проводят методом, указанным в конструкторской документации.
8.4.3.6 Разъемное соединение следует считать герметичным, если в результате применения соответствующего установленному классу герметичности метода контроля не будет выявлено течи (протечки), превышающей по значению норму герметичности.
8.4.3.7 Результаты контроля герметичности записывают в паспорт сосуда и оформляют актом, который прикладывают к заводской документации.
8.5 Гидравлические испытания
8.5.1 Общие требования
8.5.1.1 Сосуды (сборочные единицы) после изготовления и сборки на предприятии-изготовителе следует подвергать гидравлическому испытанию пробным избыточным давлением в соответствии с технической характеристикой, приведенной в конструкторской документации на сосуд. Допускается гидравлическое испытание негабаритных сосудов, транспортируемых частями и собираемых на монтажной площадке, проводить после окончания сварки, сборки и других работ на месте установки.
8.5.1.2 Гидравлическое испытание следует проводить при температуре стенки сосуда, исключающей возможность хрупкого разрушения. При отсутствии указаний в техническом проекте температура воды должна быть не ниже 15 °С.
Разность температур стенки сосуда и окружающего воздуха во время испытания не должна вызывать выпадения влаги на поверхности стенок сосуда.
8.5.1.3 Давление в испытуемом сосуде следует повышать и снижать плавно по инструкции предприятия-изготовителя. Скорость подъема и снижения давления не должна превышать 1,0 МПа/мин.
8.5.1.4 Давление при испытаниях следует контролировать двумя манометрами класса точности не ниже 1,5. Манометры выбирают одного типа, предела измерения, одинаковых классов точности цены деления.
8.5.1.5 Время выдержки сосуда под пробным давлением должно быть не менее значений, указанных в таблице 18.
Таблица 18 - Время выдержки сосуда под пробным давлением
Толщина стенки корпуса, мм | Время выдержки, ч (мин) |
До 50 включ. | 0,5 (30) |
Св. 50 до 100 | 1,0 (60) |
Св. 100 | 2,0 (120) |
Для многослойных, независимо от толщины | 1,0 (60) |
8.5.1.6 После выдержки под пробным давлением его снижают до расчетного, при котором проводят осмотр наружной поверхности сосуда, всех его разъемных и сварных соединений.
8.5.2 Испытания цельнокованых, кованосварных, вальцованосварных и штампосварных сосудов
8.5.2.1 Гидравлические испытания сосудов проводят пробным давлением , МПа, вычисляемым по формуле
![]() , (5)
, (5)
где - расчетное давление, определяемое по ГОСТ 25215 и НД на сосуды высокого давления, МПа;
,
- допустимые напряжения для материала стенки сосуда или его элементов при 20 °С и расчетной температуре
соответственно, МПа.
Примечания
1 Значение пробного давления для сосудов, работающих при отрицательных температурах, принимают таким же, как при температуре 20 °С.
2 Отношение ![]() принимают по тому использованному материалу для несущих элементов сосуда (обечайки, днища, фланцы, горловины, крышки, основной крепеж, патрубки и др.), у которого оно является наименьшим.
принимают по тому использованному материалу для несущих элементов сосуда (обечайки, днища, фланцы, горловины, крышки, основной крепеж, патрубки и др.), у которого оно является наименьшим.
3 Прочность всех деталей корпуса сосуда, включая основной крепеж, проверяют на пробное давление.
4 Допускается снижение пробного давления до давления, обеспечивающего прочность основного крепежа сосуда.
8.5.2.2 Сосуды считают выдержавшими испытания пробным давлением, если во время его проведения и по его завершению отсутствуют:
- видимое падение давления по манометру;
- пропуски испытательной среды (течь, потение, пузырьки воздуха) в сварных соединениях, на основном металле и в контрольных отверстиях;
- течи в разъемных соединениях;
- признаки разрыва;
- остаточные деформации.
Допускается не считать течью пропуски воды через неплотности арматуры, если они не мешают сохранению пробного давления.
8.5.2.3 После гидравлических испытаний и слива воды сосуд должен быть открыт, а внутренняя поверхность осушена за счет продувки сухим, сжатым воздухом, а затем визуально проведен контроль качества сварных соединений магнитопорошковым или цветным методом, а при необходимости - ультразвуковым.
8.5.2.4 В случае выявления дефектов после гидравлических испытаний сосуда проводят устранение выявленных дефектов и повторные гидравлические испытания пробным давлением.
8.5.2.5 Значение пробного давления и результаты испытаний записывают в паспорт сосуда и оформляют актом.
8.5.3 Испытания многослойных рулонированных сосудов
8.5.3.1 Многослойные рулонированные сосуды после изготовления до проведения испытаний пробным давлением однократно подвергают гидравлической опрессовке повышенным давлением.
8.5.3.2 Значение давления опрессовки , МПа, многослойных рулонированных сосудов, в которых есть доступ к сварным соединениям центральных обечаек, вычисляют по формуле
![]() , (6)
, (6)
где - общая толщина стенки (центральная обечайка, навивка, кожух) сосуда, мм;
- наружный диаметр сосуда, мм;
- средний нормативный предел текучести материала стенки сосуда при температуре 20 °С, МПа.
Средний предел текучести , МПа, вычисляют при температуре 20 °С и рабочей температуре
по формуле
 , (7)
, (7)
где ,
,
- нормативные пределы текучести материалов центральной обечайки, навивки (слоев) и наружного кожуха соответственно, МПа;
,
,
- толщина центральной обечайки, навивки и кожуха соответственно, мм.
8.5.3.3 Значение давления опрессовки многослойных рулонированных сосудов, не имеющих доступа к сварным соединениям центральных обечаек, вычисляют по формуле
 , (8)
, (8)
где и
- средние нормативные пределы текучести многослойной стенки обечайки сосуда при температуре 20 °С и расчетной температуре, МПа.
8.5.3.4 Значение давления опрессовки должно быть указано в техническом проекте и подтверждено расчетом на прочность по ГОСТ 25215 по всем элементам сосуда, кроме рулонированных частей.
Значение усилий затяжки крепежных шпилек разъемных соединений при гидроиспытаниях и опрессовке должно быть определено по НД.
8.5.3.5 Гидравлические испытания максимальным давлением опрессовки рулонированных сосудов проводят при температуре внутренней поверхности стенки не менее 60 °С. Контроль температуры проводят с помощью термопреобразователей или других средств измерений, установленных на дне дренажных отверстий не менее чем у трех рулонированных обечаек, расположенных в середине корпуса. Допускается снижение температуры внутренней поверхности стенки до 40 °С во время трехчасовой выдержки сосуда при давлении опрессовки.
Возможность испытаний сосудов при более низкой температуре стенки следует обосновать расчетом.
При давлении опрессовки сосуд выдерживают в течение 3 ч, затем давление понижают до значения пробного давления и выдерживают в течение 1 ч. После понижения давления до расчетного проводят тщательный осмотр в доступных местах всех разъемных и сварных соединений и прилегающих к ним участков.
8.5.3.6 Рулонированные сосуды признают выдержавшими гидравлические испытания, если в процессе их проведения не выявлено видимого падения давления по манометру, потения или пропуска жидкости через контрольные (дренажные) отверстия, сварные швы и уплотнения.
После гидравлических испытаний увеличение внутреннего диаметра цилиндрической рулонированной части корпуса не должно быть более 0,6% его действительного значения. Измерения внутреннего диаметра и длины окружности следует проводить в середине каждой обечайки.
8.5.3.7 Результаты гидравлических испытаний (давления опрессовки и пробного давления) и значения внутреннего диаметра и длины окружности по 8.4.2.4 должны быть внесены в паспорт сосуда.
9 Правила приемки
9.1 Сосуды, сборочные единицы и детали должны быть приняты ОТК предприятия-изготовителя путем проведения приемочных испытаний.
9.2 Приемочным испытаниям должен подвергаться каждый сосуд для проверки качества изготовления, соответствия требованиям настоящего стандарта, техническим условиям и рабочей документации.
9.3 В ходе приемочных испытаний проверяют:
- визуально качество (состояние) внутренних и наружных поверхностей;
- механические свойства материалов деталей и сварных соединений по документации;
- качество основного металла и сварных соединений по документации;
- визуально наличие, содержание таблички и основной маркировки на сосуде, места расположения и правильность нанесения клейм на сварных швах и деталях (доступных для осмотра), наличие монтажной и транспортной маркировок;
- правильность сборки, в том числе контрольной, для сосудов, транспортируемых частями;
- наличие установленной документации (сертификатов, актов, карт измерения и контроля и др.);
- комплектность сосуда;
- качество консервации, окраски, упаковки.
9.4 При приемочных испытаниях следует проводить:
- контроль на герметичность;
- гидравлические или пневматические испытания.
9.5 По результатам приемочных испытаний составляют удостоверение о качестве изготовления сосуда для внесения в паспорт.
9.6 Для сосудов, поставляемых частями, приемочные испытания после окончательной сборки проводит ОТК монтажной организации с участием представителя предприятия-изготовителя.
10 Комплектность и документация
10.1 Комплектность
10.1.1 Сосуд следует поставлять в комплекте. В комплект сосуда входят:
- сосуд, в том числе с внутренними устройствами, в собранном виде или отдельно транспортируемые его части с подготовленными под сварку кромками (для сварных соединений, подлежащих сварке на месте монтажа), с ответными фланцами (в случае наличия фланцевых соединений), рабочими прокладками и крепежными деталями, не требующими замены при монтаже;
- комплект сменных прокладок (не менее двух), уплотнительных колец для разъемов, которые подлежат разборке во время монтажа (для установки нетранспортабельных внутренних устройств), и т.п.;
- опорно-поворотные и другие устройства для установки оборудования массой более 150 т в проектное положение методом поворота без отрыва от земли;
- сварочные материалы (электроды, сварочная проволока и флюсы) для сварки штуцеров с трубопроводами, а также образцы (лист, трубы и т.п.) для изготовления контрольных сварных соединений (по требованию заказчика);
- приспособления и запасные части (согласно указаниям в технической документации);
- необходимые соединительные детали (фланцы, фитинги, гнутые элементы диаметром более 40 мм, отводы, тройники, переходы и др.) по указанию в технической документации;
- фундаментные болты для крепления сосуда в проектном положении (по указанию в технической документации) с закладными деталями для всех опорных частей оборудования, закрепляемого на фундаментах;
- комплект устройства для затяжки основных (соединяющих корпус с крышкой) крепежных деталей (по требованию заказчика);
- установочные (регулировочные) винты для горизонтальных сосудов массой до 16 т;
- документация.
Детали и сборочные единицы, которые при отправке в сборе с сосудом могут быть повреждены, допускается снимать и отправлять в отдельной упаковке. Тип, вид тары и упаковки этих деталей и сборочных единиц, а также покупных деталей должны соответствовать требованиям технических условий на конкретный сосуд.
Состав (перечень) и объем комплектности допускается уточнять по согласованию с потребителем (заказчиком), а также устанавливать в техническом проекте.
10.1.2 Если в сосудах предусмотрено внутреннее защитное покрытие согласно требованиям технической документации, металлические элементы для крепления защитного покрытия должно поставлять предприятие-изготовитель.
10.1.3 Транспортируемые части негабаритных сосудов следует поставлять с приваренными приспособлениями для сборки монтажного соединения под сварку.
После использования допускается приспособления срезать. Удалять их следует на расстоянии не менее 20 мм от стенок корпуса методами, не повреждающими стенки.
10.1.4 В поставку негабаритных сосудов, свариваемых на монтажной площадке из транспортируемых частей, должны, как правило, входить сварочные материалы и материалы для изготовления контрольных сварных соединений.
10.1.5 Сосуды в собранном виде или транспортируемые части негабаритных сосудов следует поставлять с приваренными деталями для крепления футеровки, обслуживающих площадок, металлоконструкций и др., предусмотренными техническим проектом.
10.1.6 В поставку тяжеловесного или негабаритного сосуда должны входить специальные траверсы, опорные устройства (цапфы), тележки или салазки для опоры нижней части сосуда, монтажные хомуты, съемные грузозахватные устройства, специальные строповые устройства, приспособления для выверки и устройства для перевода сосуда из горизонтального положения в вертикальное, если они предусмотрены в технической документации (техническом проекте, техническом задании, технических условиях).
10.1.7 В комплект запасных частей должен входить комплект рабочих прокладок для фланцев. Если по условиям эксплуатации сосуда требуется большее количество запасных прокладок в течение предусмотренного срока службы, то их поставку осуществляют согласно требованиям технической документации на сосуд.
10.2 Документация
10.2.1 Все виды контрольных испытаний сосудов и их элементов должны быть оформлены соответствующей технической документацией, необходимой для составления паспорта сосуда.
10.2.2 На каждый сосуд предприятием-изготовителем должен быть составлен паспорт в соответствии с требованиями ПБ 03-576 [1]. Все результаты испытаний, не включенные в паспорт, должны быть скомплектованы в заводскую документацию*.
_______________
* Заводская документация - совокупность технических документов (том, папка с чертежами, актами, журналами, протоколами и т.п.) к конкретному сосуду, хранящихся в архиве предприятия-изготовителя.
К сосудам следует прилагать следующую документацию:
- паспорт и приложения - согласно требованиям НД;
- сборочный чертеж сосуда с указанием схемы строповки и центра массы;
- чертежи основных сборочных единиц (корпуса, внутренних устройств, отдельно поставляемых частей и т.п.);
- чертежи быстроизнашиваемых деталей: основных крепежных деталей - шпилек, гаек, шайб, уплотнительных колец, прокладок, линз и пр. (по требованию заказчика);
- монтажный чертеж по ГОСТ 2.109, кроме изделий, на которые такие чертежи не разрабатывают;
- руководство по эксплуатации, разработанное в соответствии с ГОСТ 2.601 на основе рабочей конструкторской документации (за исключением случаев, оговоренных заказчиком) и включающее регламент проведения в зимнее время пуска (остановки) сосуда, устанавливаемого на открытой площадке или в неотапливаемом помещении;
- ведомость запасных частей;
- расчеты на прочность;
- технические условия;
- акт о проведении контрольной сборки (для сосудов, транспортируемых частями) или контрольной проверки размеров, схему монтажной маркировки;
- сборочные чертежи (для сосудов, транспортируемых частями);
- инструкцию по монтажу, если эти требования не приведены в руководстве по эксплуатации;
- техническую и сопроводительную документацию на комплектующие изделия (электродвигатели, редукторы, насосы и др.);
- комплектовочные и упаковочные ведомости;
- сертификат соответствия согласно законодательству о техническом регулировании.
10.2.3 Документацию необходимо отправлять в сброшюрованном виде в водомаслонепроницаемой упаковке вместе с сосудом, а в отдельных случаях - почтой или с нарочным.
10.2.4 Сопроводительная документация на сосуды для экспорта должна соответствовать ГОСТ 2.601, ГОСТ Р 2.901, Положению о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта.
10.2.5 На чертеже, поставляемом с паспортом сосуда, предприятие-изготовитель должно указывать перечень транспортных блоков (частей) при поставке изделий блоками.
10.2.6 Подлинники технической документации и результаты контроля изготовленного сосуда следует хранить в архиве предприятия-изготовителя в течение расчетного срока эксплуатации.
11 Маркировка, консервация и окраска, упаковка, транспортирование и хранение
11.1 Маркировка
11.1.1 Каждый сосуд должен иметь табличку, выполненную в соответствии с требованиями ГОСТ 12971. Табличку допускается не устанавливать на сосудах с наружным диаметром менее 325 мм. В этом случае необходимые данные наносят на корпусе сосуда.
11.1.2 Табличку размещают на видном месте и крепят на приварном подкладном листе, приварной скобе, приварных планках или приварном кронштейне. Приварка таблички к корпусу не допускается.
11.1.3 Табличку следует прикреплять: у горизонтальных сосудов - на днищах или вблизи от них на корпусе, у вертикальных сосудов - в нижней части корпуса. Допускается устанавливать табличку на другом видном месте согласно чертежам.
11.1.4 На табличку должны быть нанесены:
- наименование или товарный знак предприятия-изготовителя;
- наименование или обозначение сосуда;
- порядковый номер сосуда по системе нумерации предприятия-изготовителя;
- расчетное давление в мегапаскалях;
- рабочее или условное избыточное давление в мегапаскалях;
- пробное давление в мегапаскалях;
- допустимая рабочая температура стенки в градусах Цельсия;
- масса сосуда в килограммах;
- вместимость в кубических метрах;
- год изготовления;
- клеймо технического контроля.
Сосуды, прошедшие сертификацию, следует дополнительно маркировать знаком соответствия, выполненным по ГОСТ Р 50460.
11.1.5 Сосуды, отдельно транспортируемые части (поставочные блоки) негабаритных сосудов, а также их элементы должны иметь маркировку, выполняемую предприятием-изготовителем. Маркировочные знаки (риски) на частях оборудования, транспортируемых отдельно, должны обеспечивать повторяемость заводской сборки.
Маркировку отгрузочных мест следует проводить в соответствии с ГОСТ 14192.
11.1.6 На наружной поверхности стенки сосуда должна быть нанесена маркировка, включающая:
- наименование или товарный знак предприятия-изготовителя;
- порядковый номер сосуда по системе нумерации предприятия-изготовителя;
- год изготовления;
- клеймо технического контроля.
Допускаются другие дополнительные надписи на сосуде при соответствующих указаниях в конструкторской документации.
11.1.7 Маркировку наносят ударным способом (клеймением) на глубину не более 0,3 мм. Шрифт маркировки - согласно ГОСТ 26.008.
Маркировку заключают в рамку, выполненную атмосферостойкой краской, защищенной бесцветным лаком или тонким слоем смазки.
Качество и цвет маркировки должны соответствовать требованиям ГОСТ 26828.
11.1.8 На каждом сосуде, поставочном блоке, негабаритных частях сосуда в соответствии с требованиями ГОСТ 24444, кроме основной маркировки, следует:
а) наносить по две контрольные метки вверху и внизу обечайки под углом 90° на неизолируемых вертикальных сосудах, не имеющих специальных приспособлений для выверки вертикальности их на фундаменте;
б) наносить монтажные метки (риски), фиксирующие в плане:
- главные оси сосуда для выверки проектного положения его на фундаменте, а при необходимости вспомогательные оси оборудования, привязочные размеры между осями оборудования и осями отверстий для фундаментных болтов и регулировочных винтов,
- взаимное расположение прошедших контрольную сборку частей аппарата, поставляемых отдельными сборочными единицами;
в) указывать места крепления стропов и наносить на строповые устройства отличительную окраску несмываемой краской;
г) прикреплять (или отливать) стрелку, указывающую направление вращения механизмов, при этом стрелку необходимо окрашивать в красный цвет несмываемой краской;
д) наносить монтажную маркировку (для негабаритных сосудов, транспортируемых частями);
е) наносить отметки, указывающие положение центра масс на обечайке сосудов, при этом отметки расположить на двух противоположных сторонах сосуда;
ж) указывать диаметр отверстий под регулировочные болты несмываемой краской вблизи одного из отверстий (при наличии регулировочных болтов в опорной конструкции сосуда).
11.1.9 Отметки центра масс выполняют по ГОСТ 14192. При совпадении координат центра масс изделия и груза, отправляемого без упаковки в тару, знак, определяющий координаты центра масс, наносят один раз с двух сторон; при несовпадении - дважды с двух сторон. К знаку, определяющему координаты центра масс, дополнительно наносят буквы Ц.М.
11.1.10 Транспортную маркировку (манипуляционные знаки, основные, дополнительные и информационные надписи) грузовых мест следует выполнять по ГОСТ 14192 на каждом грузовом месте.
11.1.11 На отдельно транспортируемых частях (поставочных блоках) негабаритных сосудов следует указывать:
- обозначение сосуда;
- порядковый номер по системе нумерации предприятия-изготовителя;
- обозначение транспортируемой части.
11.2 Консервация и окраска
11.2.1 Консервации и окраске подлежат сосуды, испытанные, проверенные и принятые ОТК.
11.2.2 Консервацию сосуда следует проводить по технологии предприятия-изготовителя исходя из условий транспортирования и хранения по ГОСТ 9.014 с учетом требований конструкторской документации.
11.2.3 Наружные поверхности сосуда (сборочных единиц) должны быть окрашены по ГОСТ 9.105, ГОСТ 9.402. Окраске не подлежат: опорные поверхности, соприкасающиеся с бетонной смесью подливки при монтаже, поверхности шириной 50-60 мм, прилегающие к кромкам, свариваемым на монтаже.
11.2.4 Консервацию металлических неокрашенных поверхностей сосудов, поставляемых в полностью собранном виде, негабаритных поставочных частей, комплектующих деталей и сборочных единиц, входящих в объем поставки, следует проводить в соответствии с требованиями ГОСТ 9.014. Вариант защиты указывают в техническом проекте или заказе. Консервация должна обеспечивать защиту от коррозии при транспортировании, хранении и монтаже в течение не менее 24 мес со дня отгрузки изделия с предприятия-изготовителя.
Внутренние поверхности корпусов сосудов подлежат временной противокоррозионной защите по ГОСТ 9.014. Для сосудов, просушенных и загерметизированных, временную противокоррозионную защиту допускается не проводить.
11.2.5 Марки лакокрасочных и консервационных материалов выбирают в каждом отдельном случае в зависимости от условий эксплуатации сосудов по ГОСТ 9.401, ГОСТ 9.032, ГОСТ 9.104, ГОСТ 9.014.
11.2.6 Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации сосудов в сборе и транспортируемых частей (блоков) - без их разборки. Если по условиям эксплуатации требуется обезжиривание, которое невозможно выполнить без разборки сборочных единиц, то требование о безразборной расконсервации на эти сосуды не распространяется.
Марки консервационных материалов выбирают в каждом отдельном случае в зависимости от условий эксплуатации сосудов, и они должны соответствовать требованиям НД по промышленной безопасности и проекта.
11.2.7 Необходимость и способы защиты изделий, изготовленных из материалов, стойких к атмосферной коррозии, определяют в контракте (договоре) с заказчиком.
11.2.8 Свидетельство о консервации должно включать в себя:
- дату консервации;
- марку консервационного материала;
- вариант внутренней упаковки;
- условия хранения;
- срок защиты без переконсервации;
- срок консервации;
- способы расконсервации.
Свидетельство прикладывают к паспорту сосуда, подвергнутого консервации. При этом следует применять обозначения в соответствии с ГОСТ 9.014.
11.2.9 Поверхность сосуда (сборочной единицы) перед окраской следует подготовить с учетом требований ГОСТ 9.402 по инструкции предприятия-изготовителя.
Кромки, подлежащие сварке на монтажной площадке, и прилегающие к ним поверхности шириной 50-60 мм следует защищать. Окраска кромок не допускается.
11.2.10 Выбор системы покрытий и лакокрасочных материалов для защиты сосудов (сборочных единиц) проводят в зависимости от условий эксплуатации, категории размещения, транспортирования, хранения, монтажа, габаритов и других условий согласно требованиям НД по промышленной безопасности.
11.2.11 Цвет покрытия, в зависимости от условий эксплуатации, следует выбирать по ГОСТ Р 12.4.026 и техническим условиям на сосуд (сборочную единицу). На период транспортирования, монтажа и хранения цвет покрытия не нормируется.
11.3 Упаковка, транспортирование и хранение
11.3.1 Упаковка сосудов, включая сосуды, предназначенные на экспорт, должна соответствовать требованиям ГОСТ 23170 и НД на изделия конкретных видов.
Упаковка, совместно с консервацией, должна обеспечивать сохранность изделий при их транспортировании и хранении в течение сроков, установленных в НД на сосуд.
11.3.2 Все отверстия, патрубки, штуцеры, муфты и присоединительные фланцы оборудования, поставляемого в сборе, а также отдельно поставляемых частей (блоков) и сборочных единиц должны быть закрыты пробками или заглушками для защиты от повреждений и загрязнений уплотнительных и присоединительных поверхностей, резьб. При этом ответственные разъемы оборудования, поставляемого в сборе, и поставочных блоков (узлов) следует опломбировать. Способ пломбирования указывают в рабочей документации. Разъемы сосудов, отправляемых частями, должны быть заглушены средствами, предусмотренными предприятием-изготовителем.
Концы основных шпилек, выступающие из гаек, должны быть защищены от механических повреждений.
11.3.3 При необходимости внутренние устройства и вращающиеся механизмы должны быть закреплены для предохранения от деформации под влиянием собственной массы и динамических нагрузок при транспортировании.
11.3.4 Отдельно отправляемые детали, запасные части и сборочные единицы должны быть законсервированы согласно инструкции предприятия-изготовителя и упакованы в деревянные ящики или собраны в пакеты (стопы).
Вид упаковки выбирает изготовитель, если нет других указаний в технической документации.
Тип применяемых для упаковки ящиков и технические требования к ним - по ГОСТ 2991, ГОСТ 5959, ГОСТ 10198.
Ящики и способы крепления - по ГОСТ 2991, ГОСТ 5959, ГОСТ 10198, ГОСТ 21650.
Ящики для запасных частей сосудов, предназначенных на экспорт, должны соответствовать требованиям ГОСТ 24634 или требованиям контракта (договора).
Требования по упаковке (масса, габаритные размеры, способ укладки и крепление груза внутри тары и другие параметры) должны быть указаны в технических условиях на конкретный вид продукции. Категория упаковки - по ГОСТ 23170.
11.3.5 Крепежные детали при отправке их в ящиках должны быть законсервированы согласно инструкции изготовителя, а шпильки (болты) фланцевых соединений дополнительно упакованы в оберточную или парафинированную бумагу.
11.3.6 При отправке в ящиках запасные прокладки следует завернуть в непроницаемую бумагу по ГОСТ 8828, а шпильки для фланцевых соединений - в оберточную или парафинированную бумагу по ГОСТ 8273, ГОСТ 9569.
11.3.7 Техническая и товаросопроводительная документации, прилагаемые к сосудам, должны быть завернуты в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием и вложены в пакет, изготовленный из полиэтиленовой пленки. Толщина пленки должна быть не менее 150 мкм. Швы пакета сваривают (заклеивают).
Для дополнительной защиты от механических повреждений пакет должен быть обернут водонепроницаемой бумагой или полиэтиленовой пленкой. Края бумаги или пленки должны быть склеены синтетическим клеем.
11.3.8 Если сосуд поставляют в виде нескольких грузовых мест, техническую документацию следует упаковывать в грузовое место N 1.
11.3.9 При отгрузке сосудов без тары техническую документацию крепят внутри сосуда или на сосуде. При этом на сосуд наносят надпись: "Документация находится здесь".
11.3.10 Каждое грузовое место должно иметь свой упаковочный лист, который вкладывают в пакет из водонепроницаемой бумаги или бумаги с полиэтиленовым покрытием. Пакет дополнительно завертывают в водонепроницаемую бумагу и размещают в специальном кармане, изготовленном в соответствии с документацией, применяемой на предприятии-изготовителе. Карман крепят около маркировки груза.
К ярлыку грузов, отправляемых в пакетах и связках, следует крепить футляр для упаковочного листа в соответствии с документацией, используемой на предприятии-изготовителе.
Второй экземпляр упаковочного листа или комплектовочной ведомости вместе с технической документацией упаковывают в грузовое место N 1.
11.3.11 Техническую документацию и второй экземпляр упаковочного листа допускается отправлять отдельно от оборудования почтой. Отправку технической документации осуществляют в течение 1 мес после отгрузки сосуда.
11.3.12 Условия транспортирования и хранения сосудов на предприятии-изготовителе и монтажной площадке должны обеспечивать сохранность качества сосудов, предохранять их от коррозии, эрозии, загрязнения, механических повреждений и деформации.
11.3.13 Категорию и условия транспортирования и хранения сосудов в части воздействия климатических факторов внешней среды по ГОСТ 15150 следует указывать в технических условиях на конкретные сосуды. При назначении категории и условий хранения должна быть учтена сохранность комплектующих деталей.
12 Гарантии изготовителя
12.1 Предприятие-изготовитель гарантирует соответствие качества изготовления, контроля и испытания сосудов требованиям чертежей и настоящего стандарта.
12.2 Гарантийный срок эксплуатации должен быть не менее 18 мес со дня ввода сосуда в эксплуатацию, но не более 24 мес после отгрузки его с предприятия-изготовителя, если нет других указаний в контракте (договоре), при условии соблюдения требований монтажа, эксплуатации, а также условий транспортирования и хранения, установленных настоящим стандартом.
12.3 Предприятие-изготовитель обязано гарантировать сборку сосудов, поставляемых в разобранном виде (частями), без проведения дополнительных подгоночных работ.
Приложение А
(обязательное)
Листовая и рулонная сталь
А.1 Требования к листовой и рулонной стали приведены в таблице А.1.
Таблица А.1 - Листовая и рулонная сталь
Марка стали | Техническое требование | Температура применения материала, °С | Вид испытания и требование |
16К, 18К, 20К, 22К категорий 3, 10, 18, 21 в зависимости от рабочей температуры по ГОСТ 5520 | По ГОСТ 5520 | От -20 до +475 | По ГОСТ 5520 |
22К (22КУ, 22К-Ш, 22К-ВД) по [3] | По [3] | От -30 до +475 | По [3] |
20КА по [4] | По [4] | От -40 до +475 | По [4] |
20ЮЧ по [5] | По [5] | От -40 до +475 | По [5] |
16 ГС, 17ГС, 17Г1С категорий 3, 4, 5, 6, 11, 12, 17, 18, 21, 22 в зависимости от рабочей температуры по ГОСТ 5520 | По ГОСТ 5520 | По ГОСТ 5520 | |
09Г2С, 10Г2С1 категорий 3, 4, 5, 6, 7, 8, 9, 12, 13, 14, 15, 16, 17, 18, 21, 22 в зависимости от рабочей температуры по ГОСТ 5520 | От -70 до +475 | ||
09Г2СЮЧ, 09ХГ2СЮЧ по [6] | По [6] | От -70 до +475 | По [6] |
12ХМ категорий 3, 16, 18 в зависимости от рабочей температуры по ГОСТ 5520 | По ГОСТ 5520 | От -40 до +560 | По ГОСТ 5520 |
12ХМ по [7] | По [7] | От -40 до +525 | По [7] |
12МХ по ГОСТ 20072 | По [8] и [9] | По [8] и [9] | |
09Г2ФБ, 10Г2ФБ по [10] | По [10] | От -60 до 425 | По [10] |
10Х2М категорий 3, 16, 18 в зависимости от рабочей температуры по ГОСТ 5520 | По ГОСТ 5520 | От -40 до +525 | По ГОСТ 5520 |
10Х2М1А, 10Х2М1А-А по [11] | По [11] | От -40 до +560 | По [11] |
10Х2ГНМ, 10Х2ГНМА-А по [12] и [13] | По [12] и [13] | От -40 до +525 | По [12] и [13] |
12Х2МФА по [14] | По [14] | От -40 до +500 | По [14] |
15Х2МФА по [14] | От 0 до +500 | ||
15Х2МФА-А по [15] | По [15] | От -40 до +560 | По [15] |
15Х2НМФА, 15Х2НМФА-А по [16] | По [16] | От-40 до +510 | По [16] |
15Х5М по ГОСТ 20072 группа М2б | По ГОСТ 7350 и [17] | От -40 до +650 | По ГОСТ 7350 (группа М2б) |
08Х22Н6Т, 08X21Н6М2Б по ГОСТ 5632 | По ГОСТ 7350 | От -70 до +300 | По ГОСТ 7350 (группа М2б) |
10Х14Г14Н4Т по ГОСТ 5632 | От -40 до +500 | ||
08Х18Н10Т, 08Х18Н12Т по ГОСТ 5632 | От -70 до +610 | ||
12Х18Н9Т, 12Х18Н10Т по ГОСТ 5632 группа М2б | |||
08Х17Н13М2Т, 10Х17Н13М2Т по ГОСТ 5632 | |||
10Х17Н13М3Т, 08Х17Н15М3Т по ГОСТ 5632 | |||
02Х17Н14М3-ВИ, 03Х17Н14М3, 03Х17Н14М3-ВИ по ГОСТ 5632 | По [18] и [19] | От -70 до +450 | По [18] и [19] |
08X13 по ГОСТ 5632 | По ГОСТ 7350 | От -40 до +550 | По ГОСТ 7350 |
12X13, 20X13 по ГОСТ 5632 группа М2б | |||
08Г2СФБ | По специальным техническим условиям | От -40 до +350 | По [20] |
08Г2МФБ | По [21] | ||
12ХГНМ, 12ХГНМФ | От -40 до +450 | По [22] | |
15ХГНМФТ | От -40 до +400 | По [23] | |
Примечания 1 Механические свойства листов толщиной менее 12 мм проверяют на двух листах, взятых из партии. 2 Испытание на механическое старение проводят в том случае, если при изготовлении сосудов или их деталей, эксплуатируемых при температуре более плюс 200 °С, сталь подвергают холодной деформации (вальцовке, гибке, отбортовке и др.) и в дальнейшем не проходит термическую обработку. 3 Объем контроля на предприятии - изготовителе сосудов: листовой стали - два листа из партии, рулонной стали - два рулона из партии. 4 Вместо сталей марок 16К, 18К, 20К и 22К допускается использовать стали марок 15 и 20 по ГОСТ 1577, при испытаниях их на предприятии-изготовителе в объеме требований для соответствующих категорий сталей марок 16К, 18К, 20К и 22К по ГОСТ 5520. 5 Стали марок 08X13, 12X13, 20X13 применяют для изготовления ненагруженных деталей внутренних устройств. 6 Коррозионно-стойкие стали по ГОСТ 7350 должны быть заказаны горячекатаными, термически обработанными, травленными, с соблюдением требований к стойкости к МКК и содержанию 7 Испытания проводят полистно при толщине листа более 12 мм. 8 Стали марок 08Г2СФБ, 08Г2МФБ, 12ХГНМ, 12ХГНМФ и 15ХГНМФТ применяют для спиральных слоев рулонированных сосудов. 9 Группа М2б определяет требования к состоянию поверхности листа по ГОСТ 7350. | |||
А.2 Требования к листовой двухслойной стали приведены в таблице А.2.
Таблица А.2 - Листовая двухслойная сталь
Марка стали | Техническое требование | Температура применения материала, °С | Вид испытания и требование |
20К-11 с плакирующим слоем из стали марок 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, 10Х17Н13М2Т, 10Х17Н13М3Т по ГОСТ 10885 | По ГОСТ 10885 (после нормализации) | От -20 до +425 | По ГОСТ 10885 |
20К-11 с плакирующим слоем из стали марки 08Х17Н15М3Т по ГОСТ 10885 | |||
09Г2С-17, 16ГС-17 с плакирующим слоем из стали марок 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М3Т, 08Х17Н15М3Т по ГОСТ 10885 | От -40 до +425 | ||
10Х2М1 с плакирующим слоем из стали марки 08Х18Н10Т - кл. 1 по ГОСТ 10885 | От -20 до +560 | ||
12ХМ-16, 12МХ-16 с плакирующим слоем из стали марок 08X18Н10Т, 12Х18Н10Т по ГОСТ 10885 | От -40 до +560 | ||
Примечания 1 При заказе листов из двухслойной стали толщиной более 25 мм необходимо требовать соответствия их 1-му классу сплошности сцепления слоев. 2 Испытания проводят полистно на предприятии - поставщике металла при температуре стенки менее минус 30 °С и более плюс 200 °С и толщине листа более 12 мм. | |||
Приложение Б
(обязательное)
Поковки
Требования к поковкам приведены в таблице Б.1.
Таблица Б.1
Марка стали | Техническое требование | Температура применения материала, °С | Техническая документация на поставку |
20, 20К по ГОСТ 1050 | По [25] | От -30 до +475 | По [24] |
22К, 20К-ВД, 22К-Ш по [24] | |||
20КА по [4] | По [25] | От -40 до +475 | По [4] |
20ЮЧ по [26] | По [26] | ||
10Г2 по ГОСТ 4543 | По [25] | От -70 до +475 | По ГОСТ 8479 |
15ГС, 16ГСпо[25] | По [25] | От -40 до +475 | По [23] |
14ХГС по ГОСТ 19281 | От -50 до +400 | По [25] | |
09Г2С по ГОСТ 19281 | По [25] | От -70 до +475 | По [27] и [4] |
12МХ по ГОСТ 20072 | По [25] | От -40 до +450 | По [25] |
12ХМ по ГОСТ 5520 | По [6] | От -40 до +560 | По [7] и [27] |
15ХМ по ГОСТ 4543 | По ГОСТ 8479, гр. IV КП 275 | По [7] | |
30ХМА по ГОСТ 4543 | По [25] | От -50 до +475 | По [25] и ГОСТ 8479 |
20Х2МА по [25] | По [25] | От -40 до +475 | По [25] |
22Х3М, 22Х3М-ВД, 22Х3М-Ш по [25] | По [25] | От -40 до +510 | По [25] |
10Х2М1А-А, 10Х2М1А-ВД, 10Х2М1А-Ш по [11] | По [11] | От -40 до +560 | По [11] |
15Х2МФА, 18Х2МФА, 25Х2МФА, 25Х3МФА | По [25] | От 0 до +475 | По [25] |
15Х2МФА-А по [15] | По [25] | От -40 до +560 | По [15] |
15Х2НМФА, 15Х2НМФА-А по [16] | По [25] | По [16] | |
18Х3МВ, 20Х3МВФ по ГОСТ 20072 | По [25] | От -40 до +510 | По ГОСТ 20072 |
38ХН3МФА по ГОСТ 4543 | По [25] | От -40 до +420 | По [27] |
15Х5М по ГОСТ 20072 | По [25] | От -40 до +650 | По ГОСТ 8479 |
08X13, 12X13, 20X13, 30X13 по ГОСТ 5632 | По [25] и ГОСТ 25054 | От -40 до +550 | - |
08Х18Н10Т, 08Х18Н12Т, 12Х18Н10Т, 12X18Н9Т | От-70 до +610 | По ГОСТ 25054 | |
08Х17Н15М3Т, 10Х17Н13М2Т, 10Х17Н13М3Т по ГОСТ 5632 | От -70 до +600 | ||
03Х17Н14М3 по ГОСТ 5632 | От -70 до +450 | По ГОСТ 25054 | |
08Х22Н6Т, 08X21Н6М2Т по ГОСТ 5632 | По [25] | От -40 до +300 | По ГОСТ 25054 |
ХН32Т по ГОСТ 5632 | От -70 до +900 | ||
Примечания 1 Поковки из сталей марок 08X13, 12X13, 20X13, 30X13, 25Х2МФА, 25Х3МФА, 20Х3МВФ, 38ХН3МФА применяют для несвариваемых деталей. 2 Поковки из стали марки 03Х17Н14М3 изготовляют максимальной массой до 10 т. | |||
Приложение В
(обязательное)
Стальные трубы
Требования к стальным трубам приведены в таблице В.1.
Таблица В.1
Марка стали | Техническое требование | Температура применения материала, °С | Вид испытания и требование |
20 по ГОСТ 1050 | По [28], [29], ГОСТ 550, группы А, Б и ГОСТ 8733, группа В | От -30 до +475 | По [28], [29], ГОСТ 550, группы А, Б и ГОСТ 8733, группа В |
20ЮЧ по [30], [31] и [32] | По [30], [31] и [32] | От -40 до +475 | По [30], [31] и [32] |
15ГС по ТУ 14-3-460 [29], ТУ 14-3Р-55 [33] | По [29] и [33] | От -40 до +475 | По [29] и [33] |
09Г2С по ГОСТ 19281 | По ГОСТ 8731, ГОСТ 8733 и [34] | От -70 до +475 | По [34] |
10Г2 по ГОСТ 4543 | По ГОСТ 8731, группа В, ГОСТ 550, группы А, В и ГОСТ 8733, группа В | От -70 до +475 | По ГОСТ 550, группы А, Б, ГОСТ 8733, группа В и ГОСТ 8731, группа В |
14ХГС по ГОСТ 19281 | По [28] и [35] | От -40 до +475 | По [28] и [35] |
15ХМ по [29], ТУ 14-3Р-55 [33] | По [29] и [33] | От -40 до +560 | По [29] и [33] |
30ХМА по ГОСТ 4543 | По [28] и [35] | От -50 до +450 | По [35] |
12Х1МФ по ГОСТ 20072 | По [29] и [33] | От -20 до +560 | По [29] |
1Х2М1 по [35], ГОСТ 550 | По [36] и ГОСТ 550 | От -40 до +560 | По [36] и ГОСТ 550 |
15Х1М1Ф по [28] | По [29] | По [29] | |
15Х5М, 15Х5МУ по ГОСТ 20072 | По ГОСТ 550, группы А, Б | От -40 до +560 | По ГОСТ 550, группы А, Б |
18Х3МВ по ГОСТ 20072 | По [28] | От -40 до +510 | По [28] |
20Х3МВФ по ГОСТ 20072 | По [28] | От -40 до +510 | По [28] |
08X13, 12X13 по ГОСТ 5632 | По ГОСТ 9941 | От -40 до +550 | По ГОСТ 9941 |
08Х18Н10Т, 12Х18Н10Т по ГОСТ 5632 | По ГОСТ 9940 и ГОСТ 9941 | От -70 до +525 | По ГОСТ 9940 и ГОСТ 9941 |
12Х18Н12Т по ГОСТ 5632 | По [29] | По [29] | |
10Х17Н13М2Т, 08Х17Н15М3Т по ГОСТ 5632 | По ГОСТ 9940 и ГОСТ 9941 | По ГОСТ 9940 и ГОСТ 9941 | |
03Х17Н14М3 по ГОСТ 5632 | По [37], [38] и [39] | От -70 до +450 | По [37], [38] и [39] |
02Х25Н22АМ2 по ТУ 14-3-1797 [40] | По [40] | По [40] | |
Примечания 1 При изготовлении теплообменных аппаратов следует применять трубы группы А по ГОСТ 550. 2 Допускается применять трубы толщиной не более 12 мм из стали марки 20 по ГОСТ 550, ГОСТ 8733, ТУ 14-3-460 [28] при температуре стенки от минус 40 °С до плюс 475 °С. 3 Трубы из стали марок 08X13, 12X13 применяют для ненагруженных деталей внутренних устройств. 4 Трубы из стали марки 15ГС при температуре стенки ниже минус 30 °С следует испытывать на ударный изгиб при температуре минус 40 °С, при этом значение ударной вязкости должно быть не менее 30 Дж/см 5 Трубы из стали марки 10Г2 следует испытывать на ударную вязкость при рабочей температуре. | |||
Приложение Г
(обязательное)
Сортовая сталь (круглая и профильная)
Требования к сортовой стали приведены в таблице Г.1.
Таблица Г.1
Марка стали | Техническое требование | Температура применения материала, °С | Вид испытания и требование |
10, 15, 20 по ГОСТ 1050 | По ГОСТ 1050 | От -20 до +475 | По ГОСТ 1050 |
09Г2С-4 по ГОСТ 19281 | По ГОСТ 19281 | От -40 до +200 | По ГОСТ 19281 |
09Г2С-12 по ГОСТ 19281 | От -40 до +475 | ||
20ЮЧ по [41] | По [41] | По [41] | |
10Г2 по ГОСТ 4543 | По ГОСТ 4543 | От -70 до +475 | По ГОСТ 4543 |
08Х22Н6Т, 08X21Н6М2Т по ГОСТ 5632 | По ГОСТ 5949 | От -40 до +300 | По ГОСТ 5949 |
12Х18Н10Т по ГОСТ 5632 | От -70 до +525 | ||
15Х5М по ГОСТ 20072 | По ГОСТ 20072 | От -40 до +650 | По ГОСТ 20072 |
08Х18Н10Т, 08Х18Н12Б по ГОСТ 5632 | По ГОСТ 5949 | От -70 до +600 | По ГОСТ 5949 |
10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т по ГОСТ 5632 | |||
08X13, 12X13 по ГОСТ 5632 | От -40 до +550 | ||
03Х17Н14М3 по [42] | По [42] | От -70 до +450 | По [42] |
02Х25Н22АМ2 по [43] | По [43] | От -70 до +450 | По [43] |
Приложение Д
(обязательное)
Материалы крепежных деталей
Характеристики материалов крепежных деталей приведены в таблице Д.1.
Таблица Д.1
Марка стали | Обозначение стандарта | Область применения по температуре, °С | ||
Шпилька | Гайка | Шайба | ||
35 | По ГОСТ 1050 | - | От -40 до +425 | От -40 до +450 |
40 | ||||
09Г2С | По ГОСТ 19281 | От -70 до +425 | От -70 до +425 | От -70 до +425 |
10Г2 | По ГОСТ 4543 | |||
35Х | По ГОСТ 4543 | От -40 до +425 | От -40 до +450 | От -40 до +450 |
38ХА | ||||
40Х | ||||
40ХФА | ||||
30ХМА | От -50 до +475 | От -50 до +510 | От -50 до +510 | |
35ХМ | ||||
25X1МФ | По ГОСТ 20072 | От -40 до +510 | От -40 до +540 | - |
25Х2М1Ф | По [44] и [45] | От -50 до +540 | От -40 до +540 | От -70 до +540 |
20Х1М1Ф1БР | По ГОСТ 20072 | От -50 до +580 | От -50 до +580 | - |
38ХН3МФА | По ГОСТ 4543 | От -40 до +420 | - | - |
12Х18Н10Т | По ГОСТ 5632 | От -70 до +600 | От -70 до +600 | От -70 до +600 |
08Х18Н12Б | По ГОСТ 5632 | От -70 до +600 | От -70 до +600 | От -70 до +600 |
08Х16Н13М2Б | По ГОСТ 5632 | От -70 до +625 | От -70 до +625 | От -70 до +625 |
31Х19Н9МВБТ | По ГОСТ 5949 | От -70 до +625 | От -70 до +625 | От -70 до +625 |
Приложение Е
(обязательное)
Регламент пуска (остановки) сосудов и аппаратов высокого давления при низких климатических температурах
Е.1 Пуск (остановка) при низких температурах, то есть повышение (понижение) давления в сосудах и аппаратах, установленных на открытом воздухе или в неотапливаемых помещениях, при повышении (понижении) температуры стенки следует осуществлять в соответствии с графиком, приведенным на рисунке Е.1.
- давление пуска;
- номинальное рабочее давление в аппарате;
- минимальная температура воздуха, при которой допускается пуск аппарата под давлением
;
- минимальная температура, при которой сталь и ее сварные соединения допускаются в эксплуатацию на давление
Рисунок Е.1 - Пуск (остановка) сосудов и аппаратов высокого давления при низких температурах
Е.2 Температуры и
следует принимать в соответствии с таблицей Е.1.
Таблица Е.1
Тип заготовок, примененных для изготовления элементов сосудов и аппаратов, находящихся под давлением | Марка стали | Значение температуры, °С | |
Листовая сталь | 16К, 18К, 20К, 22К | до -40 | -20 |
15Х2МФА | 0 | ||
Поковки | 10, 20, 25, 22К, 22-ВД, 22-КШ | -30 | |
15Х2МФА, 18Х2МФА, 25Х2МФА, 25Х3МФА | 0 | ||
Стальные трубы | 20 | -30 | |
12Х1МФ | -20 | ||
Листовая двухслойная сталь | 20К-11 с плакирующим слоем из сталей марок 08Х18Н10Т, 12Х18Н10Т, 08Х17Н15М3Т | -20 | |
10Х2М1 с плакирующим слоем из сталей марки 08Х18Н10Т | |||
Примечания 1 При температуре 2 При температуре | |||
Для сталей, не указанных в таблице Е.1, температуры и
принимают равными минимальной температуре их применения в соответствии с приложениями А-В.
Е.3 Для сосудов, в которых использованы разные марки сталей и типы заготовок, температуру следует назначать по марке стали и заготовке с наибольшим значением
.
Е.4 Для рулонированных сосудов, корпусы которых изготовлены из сталей марок 08Г2СФБ, 08Г2МФБ, 12ХГНМ, 12ХГНМФ, 15ХГНМФТ и которые имеют сварные швы толщиной не менее 160 мм, температуру принимают равной минус 20 °С.
Е.5 Значение давления вычисляют по формуле
![]() . (Е.1)
. (Е.1)
Е.6 При остановке сосуда при низких температурах понижение давления при понижении температуры должно соответствовать указанному на рисунке Е.1.
Е.7 Скорость подъема или понижения температуры рекомендуется не более 30 °С/ч, если нет других требований в технической документации.
Е.8 Достижение давлений и
рекомендуется осуществлять постепенно по
![]() (или
(или ![]() ) в течение 1 ч с выдержками в 15 мин давлений на ступенях
) в течение 1 ч с выдержками в 15 мин давлений на ступенях ![]() (
(![]() );
); (
);
![]() (
(![]() ).
).
Е.9 При необходимости испытаний на плотность сосуда на рабочее давление при низких температурах выполняют все требования, предъявляемые к его пуску (остановке).
Приложение Ж
(обязательное)
Определение понятия однотипных сварных соединений
Однотипные сварные соединения - группа сварных соединений, имеющих следующие общие признаки:
а) способ сварки;
б) марку (группу марок) основного металла.
В одну группу допускается объединять сварные соединения деталей из сталей различных марок, для сварки которых согласно технологии предусмотрено применение сварочных материалов одних и тех же марок (сочетаний марок);
в) марку (сочетание марок) сварочных материалов.
В одну группу допускается объединять сварные соединения, выполненные с применением различных сварочных материалов, марки (сочетание марок) которых в соответствии с технологией допускается использовать для сварки деталей из одной и той же стали. Электроды должны иметь одинаковый вид покрытия по ГОСТ 9466: основной, рутиловый, целлюлозный, кислый;
г) номинальную толщину свариваемых деталей в зоне сварки.
В одну группу допускается объединять соединения с номинальной толщиной деталей в зоне сварки в пределах одного из следующих диапазонов, мм:
- до 3 включительно,
- свыше 3 до 12 включительно,
- свыше 12 до 50 включительно,
- свыше 50 до 100 включительно,
- свыше 100.
Для угловых, тавровых и нахлесточных соединений указанные диапазоны относят к привариваемым деталям, толщину основных деталей допускается не учитывать;
д) радиус кривизны деталей в зоне сварки.
В одну группу допускается объединять сварные соединения деталей с радиусом кривизны в зоне сварки (для труб - с половиной наружного номинального диаметра) в пределах одного из следующих диапазонов, мм:
- до 12,5 включительно,
- свыше 12,5 до 75 включительно,
- свыше 75 до 250 включительно,
- свыше 250 (включая плоские детали).
Для угловых, тавровых и нахлесточных соединений указанные диапазоны относят к привариваемым деталям, радиусы кривизны основных деталей допускается не учитывать;
е) тип сварного соединения (стыковое, угловое, тавровое, нахлесточное).
В одну группу могут быть объединены угловые, тавровые и нахлесточные соединения, кроме угловых сварных соединений приварки штуцеров к элементам сосудов, труб к трубным решеткам;
ж) форму подготовки кромок.
В одну группу допускается объединять сварные соединения с одной из следующих форм подготовки кромок:
1) с односторонней разделкой кромок и углом их скоса не более 8° (узкая разделка),
2) с односторонней разделкой кромок и углом их скоса более 8°,
3) с двухсторонней разделкой кромок,
4) без разделки кромок;
и) способ формирования корневого слоя.
Способ формирования корневого слоя бывает: на остающейся подкладке (подкладном кольце), расплавляемой подкладке, без подкладки (свободное формирование обратного валика), с подваркой корня шва;
к) термический режим сварки.
Термический режим сварки бывает: с предварительным и сопутствующим подогревом, без подогрева, с послойным охлаждением;
л) вид термической обработки сварного соединения.
Различают следующие виды термической обработки сварного соединения: отпуск, нормализация с отпуском, стабилизирующий отжиг, аустенизация;
м) время между окончанием сварки и началом термообработки.
Различают следующие промежутки времени между окончанием сварки и началом термообработки: немедленно, допустимый промежуток, без ограничений по времени.
Приложение И
(обязательное)
Контрольные сварные соединения
И.1 Контрольные сварные соединения предназначены для определения механических свойств, структуры, твердости, стойкости к межкристаллитной коррозии сварных соединений и наплавки.
Контрольные сварные соединения должны быть идентичны контролируемым сварным соединениям изделия и изготовлены перед началом сварки (наплавки) сосуда или его элементов.
И.2 При контроле качества производственных сварных соединений конкретного сосуда идентичными считают сварные соединения одинаковые по марке стали, форме разделки кромок, способам и режимам сварки, сварочным материалам, пространственному положению шва при сварке, режимам нагрева под сварку, вальцовку, штамповку, термообработку и различающиеся по толщине стенки не более 20%.
И.3 Сварку контрольных сварных соединений должны выполнять те же сварщики, на том же сварочном оборудовании и по той же технологии, что и контролируемые сварные соединения сосуда.
Контрольные сварные соединения следует подвергать нагреву совместно с изделием под штамповку, вальцовку и термообработку. Допускается проведение термической обработки контрольных соединений отдельно от изделия продолжительностью, равной суммарной продолжительности всех термообработок контролируемого соединения корпуса сосуда.
И.4 При автоматической сварке на каждую группу идентичных сварных соединений (см. И.2) корпуса сваривают одно соединение в качестве контрольного; при ручной дуговой сварке - по одному контрольному соединению на каждого сварщика, принимавшего участие в сварке швов данной группы; при многопроходной сварке шва, выполняемого несколькими сварщиками, сварку контрольного соединения должны выполнять те же сварщики.
И.5 Для проведения механических, коррозионных испытаний и исследований вырезка образцов из участков контрольных сварных соединений с дефектами не допускается. Из участков с обнаруженными дефектами следует изготавливать образцы для металлографических исследований.
И.6 Для продольных стыковых швов корпуса сваривают плоские контрольные сварные соединения. Пластины следует сваривать с соблюдением всех условий сварки контролируемых стыковых соединений.
И.7 Контрольные соединения для продольных швов заготовок, подвергаемых штамповке, допускается вырезать из припуска, предусмотренного по торцу штамповки.
И.8 Для кольцевых стыковых соединений сосудов с внутренним диаметром до 600 мм диаметр контрольного соединения должен соответствовать диаметру сосуда. При большем диаметре сосуда диаметр контрольного соединения должен быть не менее 600 мм.
Допускается для кольцевых сварных соединений сосудов диаметром более 600 мм изготавливать плоское контрольное соединение, которое должно быть выполнено с соблюдением всех условий сварки контролируемых кольцевых швов сосудов.
И.9 Для кольцевых стыковых соединений рулонированного сосуда допускается изготавливать одно контрольное соединение, состоящее из рулонированной и монолитной обечаек.
И.10 Для сварных соединений вварки (приварки) штуцеров с внутренним диаметром более 100 мм изготавливают контрольное сварное соединение с толщиной стенки патрубка, равной не менее 50% максимальной толщины штуцера в сосуде. Патрубок вваривают (приваривают) в пластину или в сектор обечайки толщиной не менее 50% максимальной толщины стенки корпуса сосуда.
И.11 Для низколегированной и аустенитной наплавки на трубную решетку под приварку теплообменных трубок должно быть изготовлено контрольное соединение, представляющее собой круг диаметром 500 мм и толщиной 100 мм, на который проводят наплавку толщиной, равной толщине наплавки трубной решетки аппарата. Наплавленная поверхность должна быть механически обработана для проведения контроля.
И.12 Размеры контрольных сварных соединений должны быть выбраны с таким расчетом, чтобы из соединений можно было вырезать необходимое число образцов для предусмотренных настоящим стандартом видов испытаний, а из оставшейся части, в случае повторных испытаний, можно было бы дополнительно вырезать удвоенное число образцов.
И.13 При серийном изготовлении сосудов или их элементов допускается на каждую группу идентичных сварных соединений партии сосудов (элементов) изготавливать по одному контрольному соединению с учетом И.2-И.4. В одну партию могут быть объединены сосуды (элементы), если цикл изготовления всей партии сосудов (элементов) по сборочно-сварочным работам, термообработке и контрольным операциям не более 3 мес для элементов корпуса сосуда и одного года для кольцевых сварных соединений сосуда.
Толщина стыковых контрольных сварных соединений должна быть не менее 50% максимальной толщины стенки идентичных контролируемых производственных стыков.
И.14 Контрольным сварным соединениям и вырезанным из них образцам следует присваивать регистрационный номер согласно учетной документации предприятия-изготовителя, в которой должны быть отражены необходимые сведения по изготавливаемому производственному сварному соединению.
Библиография
[1] ПБ 03-576-03 | Правила устройства и безопасной эксплуатации сосудов, работающих под давлением |
[2] РД 03-606-03 | Инструкция по визуальному и измерительному контролю |
[3] ТУ 320.02.092-90 | Заготовки из стали марок 22К (22К-ВД, 22К-Ш), 22КУ |
[4] ТУ 05764417-013-93 | Заготовки из стали марок 09ГСНБЦ, 09ХГН2А, 20КА, 08Г2МФА |
[5] ТУ 14-1-4853-90 | Прокат толстолистовой стойкий к коррозионному растрескиванию |
[6] ТУ 14-1-5065-91 | Сталь толстолистовая низколегированная марок 09Г2СЮЧ, 09ХГ2СЮЧ |
[7] ТУ 302.02.031-89 | Заготовки из стали марок 12ХМ и 15ХМ |
[8] ТУ 14-1-5093-92 | Прокат толстолистовой горячекатаный из теплоустойчивой стали марок 12МХ и 12ХМ |
[9] ТУ 24-10-003-70 | Листы из стали марок 12МХ и 12ХМ толщиной от 20 до 130 мм |
[10] ТУ 14-1-4083-86 | Сталь листовая марок 09Г2ФБ и 10Г2ФБ улучшенной свариваемости и хладостойкости |
[11] ТУ 302.02.121-91 | Заготовки из стали марок 10Х2М1А-А и 10Х2М1А (10Х2М1А-ВД, 10Х2М1А-Ш) |
[12] ТУ 14-1-3102-81 | Сталь толстолистовая легированная марки 10Х2ГНМ для сосудов, работающих под давлением |
[13] ТУ 108.11.928-87 | Листы из стали марки 10Х2ГНМА-А |
[14] ТУ 108.131-86 | Заготовки из теплоустойчивой стали |
[15] ТУ 302.02.014-89 | Заготовки корпусов реакторов установки гидрокрекинга. Марки |
[16] ТУ 0893-013-00212179-2003 | Заготовки из стали марок 15Х2НМФА и 15Х2НМА-А для корпусов, крышек и других узлов реакторных установок |
[17] ТУ 14-1-2657-79 | Прокат толстолистовой из теплоустойчивой стали марки 15Х5М |
[18] ТУ 14-1-5071-91 | Прокат толстолистовой из коррозионно-стойкой стали марок 02Х17Н14М3-ВИ, 03Х17Н14М3-ВИ |
[19] ТУ 14-1-5073-91 | Прокат горячекатаный толстолистовой из коррозионно-стойкой стали марок 03Х18Н11 и 03Х17Н14М3 |
[20] ТУ 14-1-3609-83 | Сталь горячекатаная рулонная марки 08Г2СБФ |
[21] ТУ 14-1-2026-77 | Сталь листовая для газопроводных труб марки 08Г2МФБ |
[22] ТУ 14-1-3226-81 | Сталь полосовая рулонная горячекатаная марки 12ХГНМ, 12ХГНМФТ. Технические условия |
[23] ТУ 14-105-450 | Сталь полосовая горячекатаная рулонная марки 15ХГНМФТ |
[24] ОСТ 108.030.113-87 | Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных электростанций. Технические условия |
[25] СТО 002202270-006-2009 | Поковки деталей сосудов, аппаратов и трубопроводов высокого давления. Общие технические требования |
[26] ТУ 26-0303-1532-84 | Поковки из стали марки 20ЮЧ |
[27] 302.02.038-89* | Поковки из углеродистой и легированной стали |
________________ * Текст документа соответствует оригиналу. - . | |
[28] ТУ 14-3-251-74 | Трубы бесшовные для установок химических и нефтехимических производств с условным давлением |
[29] ТУ 14-3-460-75 | Трубы стальные бесшовные для паровых котлов и трубопроводов |
[30] ТУ 14-3-1652-89 | Трубы холоднодеформированные из стали марки 20ЮЧ |
[31] ТУ 14-3-1475-90 | Трубы стальные бесшовные из стали марки 20ЮЧ |
[32] ТУ 14-3Р-54-2001 | Трубы бесшовные горячедеформированные из стали марки 20ЮЧ |
[33] ТУ 14-3Р-55-2001 | Трубы стальные бесшовные для паровых котлов и трубопроводов |
[34] ТУ 14-3-1128-2000 | Трубы стальные бесшовные горячедеформированные для газопроводов газлифтных систем и обустройства газовых месторождений |
[35] ТУ 14-3-433-75 | Трубы стальные бесшовные для установок высокого давления химических и нефтехимических производств |
[36] ТУ 14-3-517-76 | Трубы бесшовные горячекатаные из стали марки 1Х2М1 |
[37] ТУ 14-3-396-75 | Трубы бесшовные горячекатаные и холоднодеформированные из коррозионно-стойкой стали марки 03Х17Н14М3 (ЭИ-66) |
[38] ТУ 14-3-1348-85 | Трубы бесшовные тепло- и холоднодеформированные из стали марки 03Х17Н14М3 |
[39] ТУ 14-3-1357-86 | Трубы бесшовные горячедеформированные из стали марки 03Х17Н14М3 |
[40] ТУ 14-3-1797-2005 | Трубы бесшовные холоднодеформированные из стали марок 02Х25Н22АМ2-ПТ, 02Х25Н22АМ2-ВЧ |
[41] ТУ 14-1-3332-82 | Прокат листовой стали марки 20ЮЧ |
[42] ТУ 14-1-3303-82 | Сталь сортовая коррозионно-стойкая низкоуглеродистая марки 03Х17Н14М3А (ЭИ-66) |
[43] ТУ 14-1-4421-88 | Прутки из коррозионно-стойкой стали марки 02Х25Н22АМ2 |
[44] ТУ 14-1-552-72 | Прутки из легированной теплоустойчивой и высоколегированной жаропрочной стали для крепежных деталей и энергоустановок. Технические условия |
[45] ТУ 14-1-1391-75 | Сталь калиброванная качественная и высококачественная. Технические условия |
Электронный текст документа
и сверен по:
, 2014
{kind=link}