ГОСТ 34497-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛОПАТКИ ПАРОВЫХ ТУРБИН
Основные требования по замене
Blades for steam turbines. Basic requirements for replacement
МКС 27.040
ОКПД2
Дата введения 2019-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 244 "Оборудование энергетическое стационарное", Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 ноября 2018 г. N 54)
За принятие проголосовали:
Краткое наименование страны по МК (ИСO 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 апреля 2019 г. N 125-ст межгосударственный стандарт ГОСТ 34497-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2019 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на стационарные турбины любой мощности с постоянной или переменной частотой вращения ротора, эксплуатируемые на тепловых и атомных электростанциях, а также промышленных предприятиях.
Стандарт устанавливает общие технические требования на замену рабочих лопаток паровых турбин, находящихся в эксплуатации.
Требования стандарта не распространяются на входной контроль лопаток.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ 19431-84 Энергетика и электрификация. Термины и определения
ГОСТ 20911-89 Техническая диагностика. Термины и определения
ГОСТ 22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия
ГОСТ 23269-78 Турбины стационарные паровые. Термины и определения
ГОСТ 24291-90 Электрическая часть электростанции и электрической сети. Термины и определения
ГОСТ 24346-80 Вибрация. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на стандарт дана недатированная ссылка, то следует использовать стандарт, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то следует использовать указанную версию этого стандарта. Если после принятия настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Сокращения
В настоящем стандарте использованы следующие сокращения:
ВИК - визуально-измерительный контроль;
ВК - визуальный контроль;
ВП - влажный пар;
ЗФП - зона фазового перехода;
ЗВП - зона влажного пара;
ЗПП - зона перегретого пара;
ИК - измерительный контроль;
КК - капиллярный контроль;
МПК - магнитопорошковый контроль;
НА - направляющий аппарат;
ПП - перегретый пар;
РЛ - рабочие лопатки;
ТВ - измерение твердости;
ТР - химическое травление;
ТВК - токовихревой контроль;
УЗК - ультразвуковой контроль;
ЦБС - центробежные силы;
ЦД - цветная дефектоскопия.
4 Термины и определения
В настоящем стандарте применены термины по ГОСТ 19431, ГОСТ 23269, ГОСТ 24291, ГОСТ 15467, ГОСТ 20911, ГОСТ 24346, [1]*, а также следующие термины с соответствующими определениями:
________________
* См. раздел Библиография. - .
4.1 влажный пар: Пар в зоне насыщения, содержащий капельную влагу.
4.2
дефект: Каждое отдельное несоответствие продукции установленным требованиям. [ГОСТ 15467-79, статья 4]. |
4.3 дефект поверхностный: Дефект, выходящий на поверхность объекта контроля.
4.4 дефект подповерхностный: Дефект, расположенный вблизи поверхности объекта контроля и не выходящий на ее поверхность.
4.5 забоина: Механическое повреждение в любой части профиля РЛ, образующееся путем вдавливания металла в результате удара инородными предметами, случайно попавшими в проточную часть турбины, или по неосторожности при ремонте или транспортировке ротора. Особенно опасны острые забоины на кромках РЛ.
4.6 задир: Механическое повреждение поверхности РЛ, вызванное удалением путем отрыва части металла.
4.7 зона фазового перехода: Участок рабочего пространства турбины, где вследствие снижения температуры и давления рабочего тела происходит выделение из пара жидкой фазы.
4.8
критический дефект: Дефект, при наличии которого использование продукции по назначению практически невозможно или недопустимо. [ГОСТ 15467-79, статья 4]. |
4.9 кромка отверстий под проволочную связь: Непосредственно радиус скругления и примыкающая к нему зона шириной 5 мм.
4.10 кромочные импульсы НА: Возмущающие усилия на РЛ от следов, сходящих с выходных кромок лопаток НА (сопел), а также влияния парциальности и отборов.
4.11 перегретый пар: Водяной пар, имеющий температуру выше температуры насыщения при данном давлении.
4.12 переоблопачивание: Ремонтная операция по полной или частичной замене рабочих лопаток ступени ротора.
4.13 перо лопатки: Верхняя профильная часть рабочей лопатки.
4.14 питтинг: Коррозионные язвенные полости, начинающиеся с поверхности металла.
4.15 поры: Полости округлой формы на поверхности металла.
4.16 прижог: Дефект, образующийся при локальном перегреве металла в результате шлифования, пайки и другого, являющийся структурным концентратором напряжений; проявляется местным потемнением поверхности металла при химическом травлении.
4.17
ремонт: Комплекс технологических операций и организационных действий по восстановлению работоспособности, исправности и ресурса объекта и/или его составных частей. [ГОСТ 18322-78]. |
4.18 риска: Узкое протяженное прямоугольное продольное углубление с закругленным или плоским дном, образовавшееся в результате механических повреждений поверхности металла.
4.19 собственные динамические частоты: Собственные частоты колебаний РЛ, находящихся в рабочих условиях (ЦБС, температура и др.).
4.20 стилоскопирование: Качественный спектральный анализ на наличие легирующих элементов в металле.
4.21 стояночная коррозия: Коррозия поверхности РЛ которая возникает при длительных простоях турбины без консервации ее проточной части.
4.22 хвостовик лопатки: Нижняя часть рабочей лопатки, которой она соединяется с диском ротора.
4.23 царапина: Канавка неправильной формы и произвольного направления, образовавшаяся в результате механических повреждений поверхности металла.
5 Общие положения
5.1 Стандарт устанавливает общие требования по замене рабочих лопаток паровых турбин, находящихся в эксплуатации.
5.2 Требования стандарта в целях обеспечения безопасной работы паровых турбин обязаны выполнять эксплуатирующие организации, а также любые сторонние организации и физические лица, выполняющие работы (оказывающие услуги) в области его применения.
5.3 Стандарт определяет нормы оценки технического состояния РЛ в целях определения работоспособности лопаточного аппарата с учетом видов, методов и объема контроля технического состояния РЛ, проводимого в рамках плановых ремонтов.
5.4 Стандарт устанавливает величины критических дефектов рабочих лопаток паровых турбин, при которых РЛ подлежат замене.
5.5 Стандарт не устанавливает требований к видам, методам и объемам контроля технического состояния РЛ. Контроль состояния металла РЛ должен проводиться в соответствии с программами работ по оценке технического состояния турбины, разработанными на основании действующей нормативно-технической документации. Рекомендуемый объем контроля лопаточного аппарата приведен в приложении А.
5.6 Контроль состояния металла РЛ должен проводиться подготовленными специалистами специализированных подразделений (лабораторий) эксплуатирующей организации, ремонтных организаций или иных привлеченных организаций, аттестованных в установленном порядке.
5.7 В эксплуатирующей организации должен быть организован учет информации по заменам рабочих лопаток паровых турбин с указанием причин замены. Информация должна храниться до списания турбины.
6 Классификация рабочих лопаток
6.1 По местоположению РЛ подразделяют на:
- РЛ, работающие в зоне перегретого пара (ЗПП);
- РЛ, работающие в зоне фазового перехода (ЗФП);
- РЛ, работающие в зоне влажного пара (ЗВП).
6.2 Номера ступеней, расположенных в ЗФП турбины даны в приложении Б.
6.3 Основные механизмы повреждения в зависимости от местоположения РЛ представлены в таблице 1.
Таблица 1 - Основные механизмы повреждения РЛ
Местопо- ложение РЛ | Основной механизм повреждения | Повреждаемые элементы РЛ | Причина |
ЗПП | эрозионный износ | входные и выходные кромки, бандажи | наличие в паре посторонних твердых частиц |
задевание РЛ о статорные части турбины | периферийная часть РЛ, торцевые поверхности | нарушение геометрии проточной части, а также большие амплитуды колебаний ротора вследствие неуравновешенности и неустойчивости (динамический прогиб) | |
усталость: малоцикловая, многоцикловая | зона концентрации напряжений (корневые сечения, хвостовики, кромки РЛ, бандажи) | переменные напряжения, вызванные действием ЦБС, температурных полей и вибрационных нагрузок | |
ползучесть | хвостовики, корневое сечение | высокие температуры | |
ЗФП | задевание РЛ о статорные части турбины | периферийная часть РЛ, торцевые поверхности | нарушение геометрии проточной части, а также большие амплитуды колебаний ротора вследствие неуравновешенности и неустойчивости (динамический прогиб) |
коррозионная усталость металла | зона концентрации напряжений (отверстия под бандажную проволоку, корневые сечения, хвостовики, кромки РЛ, бандаж) | переменные напряжения, вызванные действием ЦБС, температурных полей и вибрационных нагрузок и воздействие химически агрессивного конденсата | |
ЗВП | эрозионный износ | входная и выходная кромки, стеллитовые пластины, выпуклые поверхности профиля РЛ | воздействие капель конденсата |
задевание РЛ о статорные части турбины | периферийная часть РЛ, торцевые поверхности | нарушение геометрии проточной части, а также большие амплитуды колебаний ротора вследствие неуравновешенности и неустойчивости (динамический прогиб) | |
усталость: малоцикповая, многоцикловая | зона концентрации напряжений (корневые сечения, хвостовики, кромки РЛ, бандаж) | переменные напряжения, вызванные действием ЦБС и вибрационными нагрузками | |
ЗПП, ЗФП, ЗВП | стояночная коррозия | вся поверхность РЛ | отсутствие консервации при простоях |
7 Классификация дефектов
7.1 Все дефекты РЛ можно подразделить на следующие виды:
а) поверхностные дефекты металла РЛ:
- механические повреждения (задиры, забоины, следы задеваний, вырывы и пр.),
- эрозионный износ элементов профиля,
- коррозионные повреждения (язвенная коррозия, коррозионная усталость, коррозионное растрескивание под напряжением, стояночная коррозия),
- технологические повреждения (прижоги, подкалка),
- поверхностные трещины;
б) внутренние дефекты металла РЛ:
- подповерхностные трещины в теле РЛ,
- внутренние технологические дефекты;
в) остаточная деформация металла РЛ - нарушение геометрии и/или формы профиля:
- выход РЛ из ряда,
- разворот профиля РЛ,
- выползание из посадочных мест,
- вытягивание пера РЛ,
- деформация профиля;
- недопустимое отклонение от допуска расстояния от корня (или пера) лопатки до центра отверстия под бандажную проволоку;
г) отсутствие предусмотренных конструкцией противоэрозионных пластин для лопаток последних ступеней;
д) нарушение крепления РЛ - повреждение заклепок, деформация заклепок и овальная вытянутость отверстий под заклепки;
е) совпадение собственных динамических частот отдельных РЛ, пакетов РЛ и замкнутых связями на круг РЛ с частотами возмущающих сил (первые 6 кратностей частоты вращения, кромочные импульсы, частоты от действия неравномерности при парциальности и наличия отборов).
7.2 Основными дефектами бандажей РЛ являются трещины, следы задевания, коррозии и механических повреждений, а также несоответствие требованиям механических свойств (по твердости, структуре металла и т.д.) и марке материала бандажной проволоки.
8 Методы контроля
8.1 Для выявления дефектов, препятствующих дальнейшей эксплуатации, РЛ в периоды плановых ремонтов должны подвергаться различным видам неразрушающего контроля.
Подготовка для проведения контроля, периодичность, объемы, методы и средства контроля, а также оформление результатов контроля должны соответствовать действующим межгосударственным, национальным и отраслевым стандартам на оценку технического состояния РЛ в процессе эксплуатации.
Дефектоскопический контроль РЛ осуществляется в соответствии с утвержденными методиками, которые должны учитывать требования и рекомендации приложений В-Д.
8.1.1 Визуально-измерительный контроль (ВИК) проводится для контроля состояния металла наружных поверхностей и геометрических размеров РЛ. ВИК позволяет выявить следующие дефекты:
- задиры;
- забоины (вмятины);
- риски и царапины;
- следы задеваний;
- деформация профиля;
- изменение формы;
- поверхностные округлые дефекты и трещины;
- степень эрозионно-коррозионного износа;
- любые другие видимые повреждения.
8.1.2 Неразрушающий контроль проникающими веществами (капиллярный контроль - КК) проводится для контроля состояния металла наружных поверхностей РЛ. Проведение КК позволяет выявить поверхностные и сквозные дефекты РЛ, а также установить их расположение, протяженность (для протяженных дефектов типа трещин) и ориентацию на поверхности лопатки.
Капиллярный контроль проводится в соответствии с требованиями ГОСТ 18442.
Капиллярный контроль может быть заменен магнитопорошковым контролем (МПК) или токовихревым контролем (ТВК).
8.1.3 Ультразвуковой контроль (УЗК) проводится с целью контроля сплошности материала РЛ: обнаружения поверхностных и подповерхностных дефектов, а также скрытых внутренних неоднородностей и повреждений металла РЛ.
УЗК позволяет выявить следующие дефекты:
- трещины, в том числе:
- начинающиеся на кромке и распространяющиеся перпендикулярно к кромке;
- вокруг отверстий под демпферную проволоку;
- под стеллитовыми пластинами.
- эрозионные повреждения (канавки, промывы) на поверхности РЛ;
- коррозионные язвы на поверхности РЛ;
- вмятины, риски, задиры на кромке РЛ;
- внутренние неоднородности металла РЛ.
8.1.4 Определение твердости металла (ТВ) проводится с целью установления соответствия состояния металла нормативным требованиям и предотвращения разрушения РЛ в ходе эксплуатации.
Измерение твердости по Бринеллю выполняется в соответствии с требованиями ГОСТ 9012 и ГОСТ 22761.
8.1.5 Травление (ТР) проводится в случае появления цветов побежалости для выявление* прижогов и зон подкалки.
___________________
* Текст документа соответствует оригиналу. - .
8.1.6 При необходимости уточнения марки материала проводится стилоскопирование РЛ.
8.2 Вибрационный контроль проводится для подтверждения вибрационной надежности ступени и исключения опасных резонансных явлений РЛ в процессе эксплуатации.
8.2.1 Вибрационный контроль заключается в определении собственных статических частот лопаток без связей, пакетов лопаток и РЛ, замкнутых связями на круг.
8.2.2 Вибрационный контроль в процессе эксплуатации проводится в случае возможного изменения собственных динамических частот РЛ и/или пакетов лопаток РЛ в результате изменения профиля РЛ, неустранимого ослабления демпферных связей, повреждения хвостовиков лопаток и/или гребней дисков, а также при наличии повышенной вибрации агрегата, не устраняемой центровкой и балансировкой.
9 Нормы оценки
9.1 В случае обнаружения одного или более критического дефекта, устранение которых невозможно в рамках проводимого ремонта, дефектная рабочая лопатка подлежит замене.
Нормы оценки РЛ приведены в таблице 2.
Таблица 2 - Нормы оценки РЛ
Местопо- ложение РЛ | Дефект | Критическое значение дефекта | Примечание |
ЗПП, ЗФП, ЗВП | отклонение формы профиля | превышены допуски на отклонение профиля, установленные заводом- изготовителем - по длине хорды; - по толщине выходной кромки; - по толщине профиля в характерном сечении; - по прямолинейности входной и выходной кромок; - по расстоянию от входной кромки до кромки отверстия под проволочные связи | Контроль формы профиля проводится в случае наличия значительного абразивного или эрозионного износа, выявленного по результатам визуального контроля. В приложении Е приведены отдельные требования по отклонениям профиля РЛ некоторых типов турбин с учетом имеющегося опыта эксплуатации и ремонтов |
ЗПП, ЗФП, ЗВП | сквозная эрозия и промывы на выходных кромках РЛ | недопустимое уменьшение длины хорды | После выполнения восстановительного ремонта допускаемые отклонения для некоторых типов турбин приведены в таблице Е.1 приложения Е |
ЗПП, ЗФП, ЗВП | трещины на входных и выходных кромках | выше браковочного уровня применяемых неразрушающих методов контроля* | Рекомендуется восстановительный ремонт с удалением повреждений и последующим контролем формы профиля. Допускаемые отклонения для некоторых типов турбин приведены в приложении Е. При наличии неустранимых трещин на двух и более РЛ ступени рекомендуется заменить РЛ всей ступени |
ЗПП, ЗФП ЗВП | трещины в зоне отверстий под проволочные связи | выше браковочного уровня применяемых неразрушающих методов контроля* | Рекомендуется восстановительный ремонт с удалением повреждений. После выполнения восстановительного ремонта допускаемые отклонения для некоторых типов турбин приведены в приложении Е |
ЗФП, ЗВП | внутренние трещины, несплошности и прочие внутренние дефекты на кромках | выше браковочного уровня применяемых неразрушающих методов контроля* | |
ЗПП, ЗФП ЗВП | трещины в корневом сечении, галтелях и хвостовиках | выше браковочного уровня применяемых неразрушающих методов контроля * | |
ЗПП, ЗФП ЗВП | трещины, не выходящие на кромки РЛ и хвостовики | глубина трещин 1 мм и более | |
ЗПП, ЗФП ЗВП | задиры на кромках РЛ | 1 мм и более | Рекомендуется устранить задир с последующим контролем профиля РЛ. После выполнения восстановительного ремонта допускаемые отклонения для некоторых типов турбин приведены в таблице Е.1 приложения Е |
ЗПП, ЗФП ЗВП | механические забоины, риски входных и выходных кромок РЛ и кромок отверстий под проволочную связь | на поверхности в нижней трети пера: забоины - глубиной 1 мм и более, риски - глубиной 0,5 мм и более, на остальной части поверхности пера и хвостовиках: забоины - глубиной 2 мм и более, при длине риски 2 мм и более - глубина 1 мм и более | |
ЗПП, ЗФП, ЗВП | забоины на поверхности РЛ, за исключением кромок | одиночные забоины диаметром 1 мм и более на поверхности площадью 1 см цепочки забоин с расстояниями между забоинами 5 и менее диаметров наибольших забоин | |
ЗПП | износ рабочей части шипов и бандажей РЛ | износ превышает нормы, установленные заводом - изготовителем турбины | |
ЗПП | коррозионные повреждения РЛ (стояночная коррозия) | язвы диаметром более 2 мм и выше | При длительных простоях турбины без консервации |
ЗПП, ЗФП, ЗВП | прижоги и подкалка поверхности РЛ | недопустимы | Решение о замене РЛ принимается на основании результатов ТР |
ЗПП, ЗФП, | увеличение диаметра или овальность отверстия под заклепки замковых РЛ при перелопачивании | увеличение диаметра или овальность отверстия под заклепки замковых РЛ на 10% и более по сравнению с номинальным значением | см. 9.2 |
ЗФП, ЗВП | коррозионные повреждения на РЛ | одиночные язвы - определяется положением дефекта в соответствии с таблицей 3 цепочки язв размером от 0,5 мм | см. 9.2 |
ЗВП | отсутствие стеллитовых пластин на входных кромках | отсутствие одной и более стеллитовых пластин | При невозможности их восстановления |
ЗВП | эрозионный капельный износ входной кромки РЛ в зоне стеллитовых пластин и ниже | износ превышает нормы, установленные заводом - изготовителем турбины | Не рекомендуется зачищать эродированные входные кромки РЛ последних ступеней. Допускаемые отклонения для некоторых типов турбин приведены в приложении Е |
ЗВП | промывы на выпуклой поверхности РЛ за стеллитовыми пластинами | глубина промыва 2 мм и более | |
ЗФП, ЗВП | увеличение диаметра или овальность отверстия под штифты на вильчатых хвостовиках РЛ | увеличение диаметра или овальность отверстий под штифты на вильчатых хвостовиках РЛ на 10% и более по сравнению с номинальным значением | см. 9.2 |
ЗПП, ЗФП ЗВП | отклонение твердости металла РЛ | определяется требованиями к механическим свойствам металла заготовок РЛ в соответствии с маркой материала | Справочные данные по твердости материала РЛ для некоторых марок стали представлены в приложении Ж |
ЗПП, ЗФП, ЗВП | собственные частоты не отстроены от частот возмущающих сил** | Минимальный запас по частоте между рабочими и резонансными частотами в соответствии с требованиями инструкции завода-изготовителя, РТМ 108.021.03-77 и СТО ЦКТИ 063-2017 | Для частоты сети 49-50,5 Гц |
* Браковочный уровень контроля определяется требованиями нормативных документов на каждый вид контроля. ** Для турбин с переменной частотой вращения возможны переходы через резонансные зоны, но не допускается длительная работа в зоне возможных резонансов. | |||
Таблица 3 - Критическое значение коррозионного повреждения (одиночные язвы) в ЗФП
Местоположение | Характерный размер | Плотность |
в нижней трети пера в пределах 3 мм от выходной кромки | язвы или питтинги диаметром 0,5 мм и более | плотность больше 2 шт./см |
на остальной поверхности | диаметром более 1 мм | плотность более 2 шт./см |
9.2 При превышении критических размеров дефекта РЛ могут быть допущены во временную эксплуатацию по решению технического руководителя станции (владельца оборудования) при наличии согласования завода-изготовителя турбины или расчетного обоснования, подтверждающего возможность, сроки и условия дополнительной эксплуатации, выполненного специализированной организацией.
10 Требования к исполнительной документации
10.1 Замена РЛ оформляется отдельным актом с указанием типа турбины, количества поврежденных лопаток по ступеням, описанием повреждений, указанием причин повреждений (по возможности). К акту прикладываются результаты неразрушающего контроля РЛ и иных проведенных испытаний и измерений.
10.2 Рекомендуется приводить сведения о повреждениях РЛ в табличной форме в соответствии с таблицей 4.
Таблица 4 - Форма подачи сведений о повреждении РЛ
N РЛ* | Номер ступени | Марка материала РЛ | Наработка, кол-во пусков | Дата повреждения/ обнаружения повреждения | Дефект (описание повреждения) | Причина повреждения | Решение |
* Или иной идентификационный признак. | |||||||
10.3 Рекомендуется приводить сведения о результатах вибрационного контроля дефектных лопаток и пакетов в табличной форме в соответствии с таблицей 5.
Таблица 5 - Форма подачи сведений о вибрационном контроле
N ступени | N дефектного пакета | К |
| N дефектной лопатки | К |
|
К - кратность;
| ||||||
Приложение А
(рекомендуемое)
Контроль металла рабочих лопаток паровых трубин
Настоящее приложение регламентирует методы, периодичность и объем эксплуатационного контроля состояния металла рабочих лопаток паровых турбин.
Контроль состояния металла РЛ должен проводиться подготовленными специалистами специализированных подразделений (лабораторий) эксплуатирующей организации, ремонтных организаций или иных привлеченных организаций, аттестованных в установленном порядке.
Контроль проводится преимущественно во время плановых остановов оборудования. Периодичность проведения контроля не должна превышать 50 тыс. ч или 300 пусков.
Решение о необходимости и объеме дополнительного контроля в случае выявления дефектов и повреждений РЛ в процессе эксплуатации или при проведении контроля принимает организация, проводившая техническое диагностирование.
Для ступеней, на которых ранее были обнаружены повреждения на данной турбине или других турбинах такого же типа, а также в случае эксплуатации лопаток с дефектами, превышающими нормы, установленные в разделе 9 настоящего стандарта, периодичность контроля РЛ может быть сокращена, а объемы - расширены по рекомендациям специализированной организацией и (или) завода-изготовителя турбины.
Рекомендуемые методы и объемы контроля РЛ представлена* в таблице А1. Методы и объемы контроля могут быть уточнены с учетом конструктивных особенностей турбины, рабочих параметров, наработки и результатов предыдущих обследований.
___________________
* Текст документа соответствует оригиналу. - .
В случае если проводится разлопачивание диска (с диска снимаются рабочие лопатки), дефектоскопии неразрушающими методами подвергаются поверхности хвостовиков рабочих лопаток, недоступные для контроля на неразлопаченном диске.
Результаты контроля металла рабочих лопаток рекомендуется представлять в соответствии с формой, представленной в приложении. При необходимости места расположения дефектов и их размеры указываются на схемах, прикладываемых к рекомендуемой Форме N 1.
Таблица А.1 - Контроль состояния металла РЛ
Объект контроля | Метод контроля | Объем контроля |
РЛ в ЗПП | ВК | 100% поверхности РЛ в доступных местах |
ИК | степень эрозионно-коррозионного износа, выползание, выход из ряда, размеры дефектов | |
РЛ в ЗФП | ВК | 100% поверхности РЛ в доступных местах |
ИК | степень эрозионно-коррозионного износа, выползание, выход из ряда, размеры дефектов | |
ЦД или МПД, или ТВК, или ТР | 100% - входные и выходные кромки в доступных местах, поверхность отверстий и в подозрительных местах по результатам ВК | |
УЗК | 100% - хвостовики | |
РЛ последних | ВК | 100% поверхности РЛ в доступных местах |
ступеней | ИК | степень эрозионно-коррозионного износа, выползание, выход из ряда, размеры дефектов |
ЦД или МПД, или ТВК, или ТР | 100% - входные и выходные кромки, прикорневая зона, хвостовики в доступных местах, кромки отверстий и в подозрительных местах по результатам ВК | |
УЗК | 100% (при наличии эрозионного износа) - выходные кромки | |
цельнокованые, | ВК | 100% поверхности в доступных местах |
ленточные и | ИК | износ шипов, размеры дефектов |
проволочные бандажи | ЦД или МПД, или ТВК, или ТР | в подозрительных местах по результатам ВК |
Примечание - УЗК хвостовиков РЛ проводится при наличии конструктивной возможности. | ||
Форма N 1
Результаты контроля металла рабочих лопаток
Тип, заводского номер ротора* | |||||||||||||||||||
Номер ступени | Марка мате- | Нара- ботка, | ВИК | Результаты дефектоскопического контроля | |||||||||||||||
риала | час | повреждения | оста- | состо- | метод | тип** | зона | размеры | |||||||||||
РЛ | Кол-во пусков | корро- зион- | механи- ческие | эрози- онные* | точные дефор- мации | яние бандажа и прово- лочных связей | контроля | де- | распо- ложения дефекта | дефек- | |||||||||
1 | |||||||||||||||||||
2 | |||||||||||||||||||
3 | |||||||||||||||||||
… | |||||||||||||||||||
* В том числе состояние противоэрозионных пластин. ** В соответствии с классификацией, приведенной в разделе 7 настоящего стандарта. | |||||||||||||||||||
должность специалиста, выполняющего контроль | номер удостоверения, срок действия | подпись | ф.и.о., дата | ||||||||||||||||
Руководитель лаборатории металлов | |||||||||||||||||||
должность специалиста, выполняющего контроль | номер удостоверения, срок действия | подпись | ф.и.о., дата | ||||||||||||||||
номер аттестата лаборатории НК | |||||||||||||||||||
___________________
* Текст документа соответствует оригиналу. - .
Приложение Б
(рекомендуемое)
Номера ступеней, расположенных в ЗФП
Номера ступеней, расположенных в ЗФП для некоторых типов турбин приведены в таблице Б1.
Таблица Б.1 - Номера ступеней в ЗФП
Тип турбины | Номера ступеней ЗФП |
Завод-изготовитель - ТМЗ, ныне АО "УТЗ" | |
Т-250/300-240 | 27, 28, 36 и 37 (ЦСД П), 29, 30, 38 и 39 (ЦНД) |
T-185/220-130 | 18, 19, 20, 21, 22 (ЦСД) |
T-100-120/130 | 18, 19, 20, 21, 22, 23 (ЦСД) |
ПТ-135/165-130/15 | 18*, 19*, 20, 21, 22 (ЦСНД) |
ПТ-50/60-130/7 | 18, 19, 20, 21, 22 (ЦСНД) |
Т-50/60-130 | 18, 19, 20, 21, 22, 23 (ЦСНД) |
Завод-изготовитель - ЛМЗ | |
К-1200-240 | 2*, 3*, 4*, 5* (ЦНД) |
К-800-240 | 2, 3, 4, 5 (ЦНД) |
К-500-240 | 2, 3, 4, 5 (ЦНД) |
К-300-240 | 2, 3, 4, 5 (ЦНД) |
К-200-130 | 2, 3 (ЦНД) |
Т-180/215-130 | 2, 3 (ЦНД) |
ПТ-60-90/13 | 22*, 23*, 24* (ЦСНД) |
ПТ-60-130/13 | 25*, 26*, 27* (ЦСНД) |
ПТ-80-130/13 | 24*, 25*, 26*, 27* (ЦСНД) |
К-50-90-4 | 17*, 18*, 19* |
К-100-90-6 | 20* (ЦВД), 21, 26 (ЦНД) |
ВК-100-5 | 12 (ЦВД), 13, 18 (ЦНД) |
ВК-50-(1, 2) | 13, 14, 15 |
СВК-150 | 20, 21, 24 |
Завод-изготовитель - "Турбоатом" | |
К-500-240 | 2*, 3*, 4* (ЦНД) |
К-300-240 | 2, 3, 4 (ЦНД) |
К-160-130 | 3*, 4*, 5* (ЦНД) |
* Диски выполнены заодно с ротором. | |
Приложение В
(рекомендуемое)
Визуальный и измерительный контроль металла рабочих лопаток
Визуальный контроль РЛ выполняют перед проведением контроля другими методами.
Перед проведением контроля рабочие лопатки очищаются от солевых отложений и других загрязнений, препятствующих контролю.
Лопатки должны быть пронумерованы в направлении вращения (при доступности и возможности прочтения заводского номера РЛ-номер также требует фиксации).
Место проведения контроля должно быть хорошо освещено, при необходимости должно быть обеспечено местное освещение переносными лампами.
Визуальному контролю подвергается 100% лопаток в доступных местах.
При ВК фиксируются:
- обрывы лопаток, ленточных бандажей, проволочных связей;
- механические повреждения лопаточного аппарата в виде забоин, деформации кромок и следов задеваний;
- нарушения плотности сборки ступеней, выходы лопаток из ряда, их разворот, вылезание из посадочного места;
- отсутствие противоэрозионных пластин на входных кромках лопаток, работающих во влажном паре;
- нарушение сплошности сварных соединений в сварных пакетах;
- наличие на рабочих лопатках и бандажах промывов и износа от каплеударной и абразивной эрозии;
- коррозионные повреждения;
- отклонение положения демпферных связей от заданного;
- видимые трещины на лопатках, в сварных швах, бандажах, проволочных связях.
Измерительный контроль выполняется на участках проконтролированных визуально.
Контроль выполняется поверенным комплектом ВИК.
По результатам контроля составляется заключение, в котором должно быть указано:
- тип турбины, заводской номер ротора, ступень РЛ;
- схема проконтролированных участков;
- номер и дата поверки инструментов;
- результаты контроля;
- дата проведения контроля.
По возможности наиболее характерные или значительные повреждения регистрируются фотографированием с приложением масштабной линейки.
Заключение подписывают начальник лаборатории и проводивший контроль специалист, с указанием номера удостоверения и срока действия.
В заключение указывается номер аттестата лаборатории НК.
Приложение Г
(рекомендуемое)
Контроль металла рабочих лопаток поверхностными методами
К поверхностным методам неразрушающего контроля относятся ТВК, ЦД, МПК, ТР.
Перед проведением контроля рабочие лопатки очищаются от солевых отложений и других загрязнений, препятствующих контролю. Дополнительная подготовка поверхности РЛ определяется требованиями конкретной методики для используемого типа дефектоскопического контроля.
Место проведения контроля должно быть хорошо освещено, при необходимости должно быть обеспечено местное освещение переносными лампами.
Контроль может проводиться на неразлопаченных дисках или на снятых с диска лопатках в случае разлопачивания.
Дефектоскопическому контролю поверхностными методами подвергаются:
- 100% рабочих лопаток, работающих в зоне фазового перехода;
- 100% рабочих лопаток последних ступеней;
- лопатки часто повреждаемых ступеней по рекомендации завода-изготовителя турбины или специализированной организации.
Дефектоскопический контроль РЛ поверхностными методами проводится в доступных местах при наличии конструктивной возможности.
При дефектоскопическом контроле поверхностными методами фиксируется наличие трещин на следующих элементах РЛ:
- на входных и выходных кромках по всей высоте рабочей части;
- на кромках отверстий под проволочную связь;
- на галтельных переходах в корневом сечении;
- в зоне шипов под ленточными бандажами;
- на выпуклой поверхности за противоэрозионными пластинами;
- в районе коррозионных язв;
- на хвостовиках.
Результаты контроля РЛ оформляются в виде Заключения. Заключение дополняется схемами контроля.
В Заключении указываются:
- тип турбины, заводской номер ротора, ступень РЛ;
- размеры и расположение контролируемых участков;
- особенности технологии контроля (метод, набор дефектоскопических материалов, класс чувствительности);
- основные размеры выявляемых индикаторных следов;
- нормативно-техническая документация, по которой проведен контроль;
- дата и время контроля.
Заключение подписывают начальник лаборатории и проводивший контроль специалист, с указанием номера удостоверения и срока действия.
В заключение указывается номер аттестата лаборатории НК.
Приложение Д
(рекомендуемое)
Ультразвуковой контроль металла рабочих лопаток
Перед проведением контроля поверхность зоны контроля РЛ очищается от солевых отложений, ржавчины, отслаивающейся окалины, грязи и других загрязнений, препятствующих контролю. Поверхность не должна иметь вмятин, неровностей, грубых забоин. Дополнительная подготовка поверхности РЛ определяется требованиями конкретной методики УЗК.
Место проведения контроля должно быть хорошо освещено, при необходимости должно быть обеспечено местное освещение переносными лампами.
УЗК проводится для выявления в лопатках эксплуатационных дефектов, не выходящих на поверхность, в следующих зонах:
- входных и выходных кромок лопаток части низкого давления с вогнутой стороны при наличии эрозионного износа на выпуклой стороне;
- внутренних концентраторов хвостовиков с грибовидным креплением на ободе (для лопаток, работающих в зоне фазового перехода);
- Т-образных и вильчатых хвостовиков (при конструктивной возможности для лопаток, работающих в зоне фазового перехода).
Результаты контроля лопаток оформляются в виде Заключения.
По результатам контроля составляется Заключение, в котором должно быть указано:
- тип турбины, заводской номер ротора, ступень РЛ;
- марка материала;
- методика контроля;
- нормативный документ, регламентирующий нормы оценки качества;
- объем контроля;
- зона сканирования;
- характеристики дефектоскопа и дата поверки;
- характеристики образцов (тип СО, инвентарный номер СОП);
- параметры контроля;
- результаты контроля;
- дата проведения контроля.
Заключение подписывают начальник лаборатории и проводивший контроль специалист, с указанием номера удостоверения и срока действия.
В заключение указывается номер аттестата лаборатории НК.
Приложение Е
(рекомендуемое)
Допустимые размеры рабочих лопаток
В данном разделе приведены отдельные требования по отклонениям профиля РЛ некоторых типов турбин с учетом имеющегося опыта эксплуатации и ремонтов.
Е.1 Входные кромки эродированных РЛ
Е.1.1 Не допускается эксплуатация РЛ, имеющих глубину промыва входной кромки РЛ ниже стеллитовых пластин, превышающую нормы завода - изготовителя турбины. Нормы завода-изготовителя для турбины К-300-240-1 АО "ЛМЗ" приведены на рисунке Е.1. При невозможности проведения восстановительного ремонта РЛ с указанными дефектами подлежат замене.
|
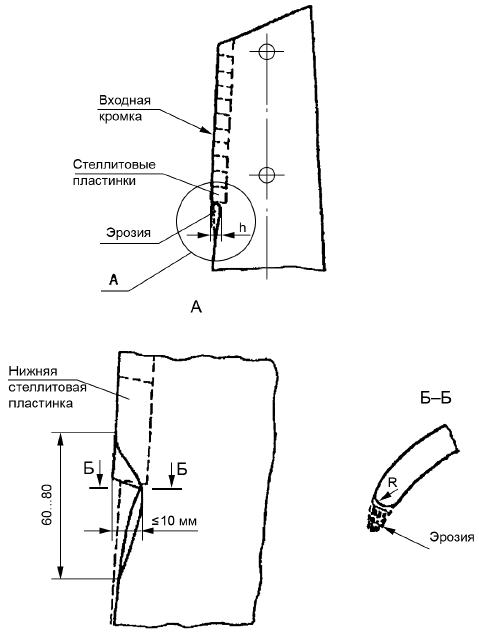
Рисунок Е.1 - Допускаемые отклонения эрозионно изношенной входной кромки лопатки ниже стеллитовых пластин (для К-300-240-1 АО "ЛМЗ")
Е.1.2 Не допускается эксплуатация РЛ последних ступеней ЦНД, имеющих значительный эрозионный износ входных кромок, что приводит к уменьшению хорды профиля в верхнем сечении до 10%. Предельные размеры по величине эрозионного износа в зависимости от типа турбины, при которых возможен восстановительный ремонт и дальнейшая эксплуатация РЛ, определяются документацией завода-изготовителя или отраслевыми нормативными документами.
Например, для РЛ 5-й ступени ЦНД турбины К-300-240 ПОАТ ХТЗ эрозионный износ входных кромок при эксплуатации достигает по длине 600 мм, при этом хорда профиля в верхнем сечении уменьшается на 40-50%, а внизу на 2-3 мм. Предельными размерами являются (рисунок Е.2):
- не менее 6 мм от эродированной кромки до начала отверстия под трубчатый бандаж со стороны наружного профиля;
- не менее 17 мм со стороны внутреннего профиля.
Остальные размеры эрозионного износа не имеют ограничений для восстановления.
|

Рисунок Е.2 - Предельные размеры эрозионного износа входных кромок РЛ 5-й ступени ЦНД турбины К-300-240 ПОАТ ХТЗ
Е.2 Выходные кромки РЛ последних ступеней части НД
Е.2.1 Не допускается эксплуатация РЛ, имеющих эрозионный износ, при котором минимальная толщина выходной кромки меньше нормы завода - изготовителя турбины, а также рабочие лопатки, имеющие сквозную эрозию выходных кромок (рисунок Е.3, Е.4) и дефекты, связанные с механическими повреждениями, радиусов закруглений на кромках и др. При невозможности проведения восстановительного ремонта РЛ с указанными дефектами подлежат замене.
Например, предельный эрозионный износ (рисунок Е.З) рабочих лопаток турбин К-300-240-1 ЛМЗ ограничивается следующими величинами минимальной толщины кромки (при условии обязательного проведения УЗК или ВТК выходных кромок):
- не менее 1,5±0,1 мм в зоне от 300 мм по высоте, что соответствует глубине промыва примерно 0,5±0,1 мм,
- 0,4±0,1 мм в зоне от 300 мм и выше, допускается к дальнейшей эксплуатации (рисунки 3.2, 3.3) с обязательным проведением ультразвукового или вихретокового контроля выходных кромок в соответствии с утвержденными методиками.
|

Рисунок Е.3 - Эрозия выходных кромок
Е.2.2 Допустимые размеры лопаток после восстановительного ремонта выходных кромок приведены в таблице Е.1, сопоставляющей толщину отремонтированной выходной кромки с минимально допустимой длиной хорды (рисунок Е.4).
|

Рисунок Е.4 - Подрезка и обработка выходной кромки
Таблица Е.1 - Допустимые размеры лопаток
Тип турбины | Расстояние | Толщина выходной | Длина хорды, | L, мм |
от корневого сечения, мм | кромки, мм, не менее | мм, не менее: | (см. рисунок Е.3) | |
Завод-изготовитель АО "ЛМЗ" | ||||
До 100 МВт | 80 | 2,2 | 97 | 400-550 |
К-50-90-1(2), | 165 | 2,0 | 91 | |
К-100-90-2(5), | 330 | 1,5 | 81 | |
К-50-90-3(4) | 465 | 1,4 | 73 | |
От 200 до | 20 | 2,3 | 100 | 500-550 |
215 МВт | 70 | 2,2 | 97 | |
К-210-130-3, | 170 | 2,0 | 92 | |
К-200-130-1, | 220 | 1,9 | 90 | |
К-215-130 | 320 | 1,7 | 90 | |
500 | 1,4 | 90 | ||
Т-180-130, | 20 | 2,0 | 108 | 600-650 |
К-300-240-1(3), | 115 | 2,0 | 102 | |
К-500-240, | 270 | 1,8 | 97 | |
К-800-240-3(1, 2), | 375 | 1,7 | 98 | |
530 | 1,5 | 105 | ||
К-800-240-5 | 635 | 1,4 | 110 | |
Завод-изготовитель АО "ТМЗ" ныне АО "УТЗ" | ||||
Т-100/120-130, | 25 | 2,3 | 101 | |
Т-50/60-130, | 50 | 2,3 | 98 | |
ПТ-50/60-130/7 | 86 | 2,1 | 96 | |
122 | 2,0 | 94 | ||
158 | 1,8 | 93 | ||
194 | 1,6 | 93 | ||
234 | 1,6 | 94 | ||
247,5 | 2,5 | 96 | ||
275 | 1,2 | 95 | ||
300 | 1,0 | 95 | ||
323,4 | 1,0 | 95 | ||
360 | 1,0 | 95 | ||
Т-250/300-240 (31 и 40 ступеней) | 670 | 127 | ||
810 | 120 | |||
880 | 115 | |||
940 | 111 | |||
Приложение Ж
(рекомендуемое)
Справочные данные по твердости материала рабочих лопатиок
Справочные данные по твердости рабочих лопаток для некоторых сталей представлены в таблице Ж.1.
Таблица Ж.1 - Твердость материала РЛ
Категория | Марка стали | Твердость по Бринеллю | |
прочности | число твердости, НВ | диаметр отпечатка, мм | |
КП45 | 12Х13-Ш | 192-229 | 4,35-4,0 |
КП50 | 20X13-Ш | 207-241 | 4,2-3,9 |
КП55 | 12Х13-Ш | 217-255 | 4,1-3,8 |
КП60 | 20X13-Ш, 15Х11МФ-Ш, 18Х11МНФБ-Ш | 229-269 | 4,0-3,7 |
20Х12ВНМФ-Ш, 15Х12ВНМФ-Ш | |||
КП65 | 18Х11МНФБ-Ш | 235-277 | 3,95-3,65 |
КП70 | 15Х11МФ-Ш, 18Х11МНФБ-Ш, 20Х12ВНМФ-Ш, 15Х12ВНМФ-Ш | 241-285 | 3,9-3,6 |
13Х11Н2В2МФ-Ш | 248-302 | 3,85-3,5 | |
КП75 | 13Х11Н2В2МФ-Ш | 269-313 | 3,85-3,5 |
Библиография
[1] | EH 1330-10* | Неразрушающий контроль. Терминология. Часть 10. Термины, используемые при визуальном контроле (Nondestructive testing. Terminology. Terms used in visual testing) |
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
УДК 621.165:006.354 | МКС 27.040 | ОКПД2 |
Ключевые слова: турбины паровые, рабочие лопатки, дефект, замена лопаток, требования по замене лопаток | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}