ГОСТ ISO 9185-2021
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Система стандартов безопасности труда
ОДЕЖДА СПЕЦИАЛЬНАЯ
Метод оценки стойкости материалов к выплеску расплавленного металла
Occupational safety standards system. Protective clothing. Assessment method of resistance of materials to molten metal splash
МКС 13.340.10
Дата введения 2022-10-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Акционерным обществом "ВОСТОК-СЕРВИС-СПЕЦКОМПЛЕКТ" (АО "ВОСТОК-СЕРВИС-СПЕЦКОМПЛЕКТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2021 г. N 143-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 8-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 октября 2021 г. N 1304-ст межгосударственный стандарт ГОСТ ISO 9185-2021 введен в действие в качестве национального стандарта Российской Федерации с 1 октября 2022 г.
5 Настоящий стандарт идентичен международному стандарту ISO 9185:2007* "Защитная одежда. Оценка стойкости материалов к выплеску расплавленного металла" ("Protective clothing - Assessment of resistance of materials to molten metal splash", IDT) и европейскому стандарту EN ISO 9185:2007 "Защитная одежда. Оценка стойкости материалов к выплеску расплавленного металла" ("Protective clothing - Assessment of resistance of materials to molten metal splash", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт подготовлен техническим комитетом CEN/TC 162 Европейского комитета по стандартизации (CEN) "Защитная одежда, включая защиту рук и кистей, и спасательные жилеты" совместно с подкомитетом SC 13 "Защитная одежда" технического комитета ISO/TC 94 "Средства индивидуальной защиты" в соответствии с Соглашением о техническом сотрудничестве между ISO и CEN (Венское соглашение).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6) и для увязки с наименованиями, принятыми в существующем комплексе межгосударственных стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 Некоторые элементы настоящего стандарта могут являться объектами патентных прав
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случав пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 8, 2022 год
Поправка внесена изготовителем базы данных
Введение
До недавнего времени ISO 9185:1990 и EN 373:1995 с успехом применялись в качестве основных методов испытаний материалов, используемых при изготовлении одежды для защиты от выплеска расплавленного металла. EN и ISO* ссылаются на эти методы испытаний и устанавливают эксплуатационные уровни с точки зрения массы железа или алюминия, которая может быть вылита на испытуемые материалы без повреждения теплочувствительной пленки.
________________
* В соответствии с требованиями стандартов на продукцию, действующих на территории государства, принявшего стандарт.
Пересмотр методов испытаний, содержащихся в настоящем стандарте, привел к изменениям, которые направлены на улучшение воспроизводимости и реагирование на данные об инцидентах, произошедших в производстве алюминия. Возникла необходимость введения процедуры испытаний материала при выплеске расплавленного криолита. При пересмотре также произошло объединение в одну методику испытаний ранее немного отличающихся методик ISO 9185 и EN 373 для испытаний с расплавленным алюминием.
Совместно с новым мировым дистрибьютором была налажена новая поставка сенсорной ПВХ пленки (см. сноски в тексте). Единая техническая документация для ПВХ пленки заменяет ранее существующие в ISO 9185 и EN 373.
Метод испытания в данном стандарте отличается от метода в ISO 9150, который оценивает защитные эксплуатационные характеристики материалов, предназначенных для изготовления специальной одежды для сварочных работ.
1 Область применения
Настоящий стандарт устанавливает метод оценки стойкости материалов к проникновению тепла, предназначенных для использования в специальной одежде для защиты от выплеска расплавленного металла. Настоящий стандарт содержит специальные процедуры оценки воздействия выплесков расплавленного алюминия, расплавленного криолита, расплавленной меди, расплавленного железа и расплавленной мягкой стали.
Метод испытаний применим для большего количества расплавленных материалов, помимо тех, для которых изложены конкретные процедуры, при условии применения надлежащих мер для защиты оператора испытания. Важно отметить, что стойкость материала к чистому расплавленному металлу не гарантирует стойкости материала к шлаку, который может присутствовать в производственном процессе.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 683-1:1987, Heat-treatable steels, alloy steels and free-cutting steels - Part 1: Direct-hardening unalloyed and low-alloyed wrought steel in form of different black products (Стали термообработанные, легированные и автоматные. Часть 1. Деформируемые закаленные с цементационного нагрева нелегированные и низколегированные стали в виде различных черненых изделий)*.
________________
* Заменен на международные стандарты ISO 683-1:2016 и ISO 683-2:2016. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 повреждение (сенсорной ПВХ пленки) [damage (PVC sensor film)]: Любое сглаживание, изменение тиснения или образование отверстий типа "булавочных проколов" в сенсорной ПВХ пленке, общая протяженность которых по ширине составляет не менее 5 мм.
Примечание - Там, где повреждение проявляется отдельными участками, повреждение фиксируют, если ширина всех участков в сумме превышает 5 мм в любом горизонтальном сечении. Для криолита повреждением можно считать участок менее 5 мм в ширину, но более 10 мм в длину.
3.2 индекс выплеска расплавленного металла (molten metal splash index): Число, равное минимальной массе вылитого расплавленного металла, которая вызывает повреждение сенсорной ПВХ пленки.
4 Принцип
Принцип метода заключается в том, что больше количество расплавленного металла разливают на испытуемую пробу, закрепленную под углом к горизонтали на крепежной раме. После разливки оценивают повреждения, регистрируя изменения на термопластичной сенсорной ПВХ пленке с тиснением, расположенной за испытуемой пробой и контактирующей с ней. Также отмечают любое прилипание металла к поверхности испытуемой пробы. В зависимости от результата испытание повторяют, используя большую или меньшую массу металла, до тех пор, пока не будет определено минимальное количество, способное вызвать повреждение пленки.
5 Оборудование и материалы
5.1 Металлы и криолит, соответствующие характеристикам в соответствии с приложением А. Другие металлы или субстраты, соответствующие конечному использованию.
Примечание - Рекомендуется использовать крупную металлическую стружку или маленькие куски, отрезанные от цельного бруска или листа, потому что мелкую металлическую стружку трудно расплавить. Диапазон значений температуры разливки для различных металлов и криолита, используемых в промышленности, в соответствии с приложением А.
5.2 Сенсорная ПВХ пленка*, представляющая собой тисненый ПВХ лист с поверхностной плотностью (300±30) г/м, на котором при испытании в соответствии с приложением B не возникает сглаживания или изменения тиснения центральной области при температуре блока (166±2)°C, но на котором возникает сглаживание или изменение центральной области при температуре блока (183±2)°C. Процедура в соответствии с приложением B должна проводиться не более чем за 30 дней до дня испытаний в соответствии с настоящим стандартом.
________________
* Сенсорная ПВХ пленка поставляется Лабораторией охраны здоровья и безопасности, Harpur Hill, Buxton, SK17 9JN, Англия. Данная информация предоставляется для удобства пользователей настоящего стандарта и не является рекомендацией со стороны ISO. Может использоваться аналогичная продукция, если установлено, что ее использование приводит к тем же результатам.
Примечание - Необходимость такой постоянной поверки сенсорной ПВХ пленки обусловлена тем, что она может со временем менять свойства из-за потери пластификатора. Рекомендуется хранить сенсорную ПВХ пленку в прохладном и темном месте, чтобы свести к минимуму такие изменения. В целях экономичности и стабильности производства изготавливают одну партию объемом не менее 1500 м, и затем испытательные лаборатории используют ее в течение нескольких лет.
5.3 Тигель с приблизительными внешними размерами: высота 97 мм, диаметр верхней части 80 мм, диаметр нижней части 56 мм и емкостью (при заполнении до краев) 190 см (мл) (см. рисунок 1).
Примечание - Для большинства расплавленных металлов, включая железо, пригодным для тигля (при использовании индукционной печи) признан материал, содержащий графит.
5.4 Съемный держатель тигля, позволяющий быстро и безопасно перемещать тигель с расплавленным металлом из печи в испытательную установку.
5.5 Печь, способная работать при температуре на 100°C выше температуры разливки в соответствии с приложением А. Тип печи может быть либо муфельный, либо индукционный.
Примечание - Муфельные печи способны вмещать не менее четырех тиглей (т.е. внутренний размер печи обычно составляет 135190
780 мм), но для плавления металлов, таких как сталь, железо и медь, требуется несколько часов. Индукционные печи вмещают один тигель, но расплавление данных металлов происходит менее чем за полчаса.
5.6 Температурный датчик, небольшая термопара* или оптический бесконтактный температурный прибор, позволяющий измерять температуру расплавленного металла до 1650°C с точностью ±10°C.
________________
* Подходящим устройством является длинная U-образная термопара, известная как щуп, которую можно приобрести у Heraeus Electro-Nite Ltd., Chesterfeld, S41 9ED, Англия. Данная информация предоставляется для удобства пользователей настоящего стандарта и не является рекомендацией со стороны ISO. Может использоваться аналогичная продукция, если установлено, что ее использование приводит к тем же результатам.
5.7 Разливочная установка, изображенная на рисунке 1, состоит из разливочного устройства, средства для вращения разливочного устройства с постоянной угловой скоростью, держателя пробы с крепежной рамой и поддона для песка.
Разливочное устройство, состоящее из держателя тигля и приводного вала, должно быть спроектировано и сконструировано таким образом, чтобы точка, через которую расплавленный металл вытекает из тигля, находилась на оси вращения приводного вала. Разливочное устройство должно быть изготовлено из стали.
|
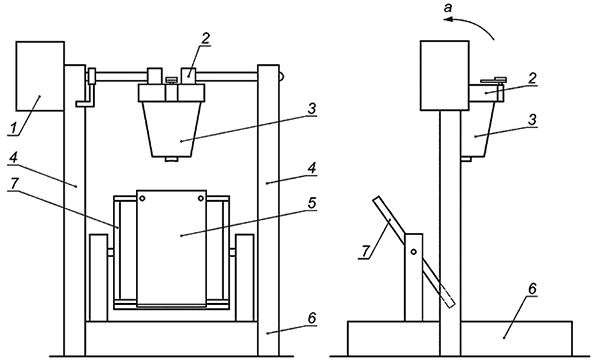
1 - двигатель; 2 - держатель тигля; 3 - тигель; 4 - регулируемая опора; 5 - испытуемая проба; 6 - поддон для песка; 7 - держатель пробы; a - направление наклона
Рисунок 1 - Тигель с прямым приводом
На рисунке 2 изображен пример возможной конструкции с использованием прямого приводного вала и держателя тигля, в которую тигель помещают таким образом, чтобы его верхняя часть почти вплотную прилегала к верхней поверхности держателя тигля.
На рисунке 3 изображен пример оборудования, которое включает в себя коленчатый приводной вал с держателем тигля, в котором тигель устанавливают верхней частью на оси вращения. Таким образом, в данном оборудовании верхняя часть тигля не прилегает вплотную к верхней поверхности держателя тигля.
В двух данных разливочных устройствах ось вращения проходит через разливочную кромку тигля.
|
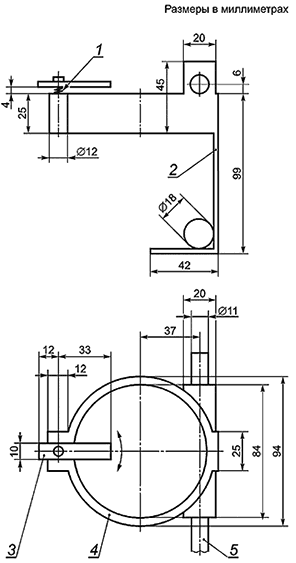
1 - спиральная пружина; 2 - опора тигля; 3 - фиксирующий зажим; 4 - кольцо; 5 - вал
Рисунок 2 - Разливочное устройство
|
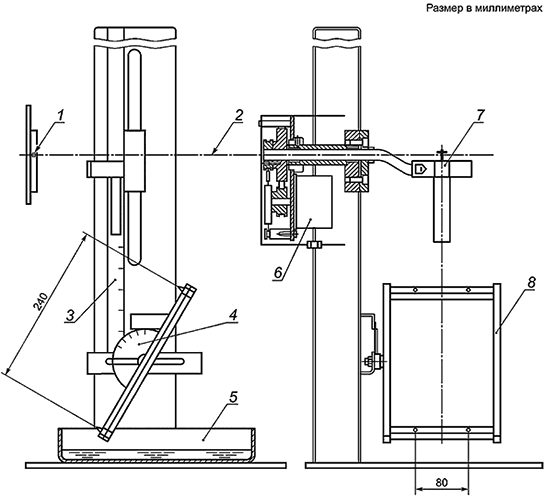
1 - индикаторный штифт; 2 - ось вращения; 3 - шкала установки высоты разливки; 4 - шкала установки угла наклона испытуемой пробы; 5 - поддон с песком; 6 - шаговый двигатель; 7 - держатель тигля; 8 - держатель пробы
Рисунок 3 - Альтернативное разливочное устройство с коленчатым приводным валом
Держатель пробы состоит из прямоугольной крепежной рамы с наружным размером (160±2)(248±2) мм из стали квадратного сечения с номинальной стороной квадрата 8 мм. Он должен иметь четыре штифта, два на осевой линии верхней части рамы и два на осевой линии нижней части рамы, на расстоянии (80±2) мм друг от друга в поперечном направлении, (240±2) мм в продольном направлении и (40±2) мм от соответствующих углов.
Крепежная рама опирается на соответствующий каркас, который позволяет изменять угол наклона испытуемой пробы к горизонтали в соответствии с приложением A и регулировать положение испытуемой пробы относительно разливочного устройства. Рекомендуется, чтобы начальный контакт расплавленного металла или криолита был не ниже центра испытуемой пробы. Это первоначальное воздействие не должно попадать в пределы 25 мм от верха испытуемой пробы.
Примеры соответствующих разливочных установок изображены на рисунках 1 и 2, обе оснащены электрическими шаговыми двигателями в качестве средства вращения разливочного устройства с постоянной угловой скоростью.
Разливочное устройство надежно закрепляют с помощью средства, позволяющего регулировать высоту разливки, измеренную по вертикали от приводного вала до центра крепежной рамы, для того чтобы было достигнуто значение высоты разливки в соответствии с приложением А.
Разливочная установка должна иметь средство для фиксации разливочного устройства в неподвижном положении. В разливочной установке, приведенной на рисунке 1, это обеспечивается металлическим упором.
Минимальные размеры поддона для песка составляют приблизительно 250 мм в ширину, 350 мм в длину и 50 мм в глубину, и он должен быть заполнен сухим песком на глубину от 30 мм до 40 мм.
5.8 Весы, с точностью взвешивания до 1,0 г.
5.9 Шаблон в виде жесткого прямоугольника (260±2)(100±2) мм с четырьмя отверстиями диаметром 5 мм, по одному в каждом углу, на расстоянии (10±1) мм от двух соседних краев, расположенных так, чтобы их центры образовывали углы прямоугольника (240±2)
(80±2) мм.
6 Кондиционирование
Испытуемые пробы выдерживают в течение не менее 24 ч при температуре (20±2)°C и относительной влажности (65±5)%.
Если испытание проводят не сразу после кондиционирования, испытуемые пробы помещают в герметичный контейнер. Испытание каждой испытуемой пробы начинают в течение 2 мин с момента извлечения пробы из кондиционируемой среды или из герметичного контейнера.
Испытания проводят при температуре от 10°С до 30°С и относительной влажности от 15% до 80%, при отсутствии сквозняков.
7 Предварительная подготовка испытуемых проб
Лабораторный образец раскладывают без натяжения, без морщин и складок, на ровной, гладкой поверхности. Сначала размечают и вырезают семь испытуемых проб с помощью шаблона, располагаемого длинной стороной в продольном направлении, за исключением случаев, когда это не применимо (например, для кожи, когда направление резки не имеет значения). Используя шаблон, отмечают положения штифтов (крепежной рамы) на материале точками примерно 2 мм в диаметре по центрам отверстий в шаблоне. Отрезают такое же количество кусков сенсорной ПВХ пленки, но положения штифтов не отмечают (см. 9.3).
Примечание - При оценке применяют повторяющуюся процедуру, и поэтому не может быть указано точное количество необходимых испытуемых проб. Обычно для получения результата достаточно семи испытуемых проб. В случае если имеется предыдущий опыт работы с материалом или материал проверяют на соответствие технической документации, то потребуется меньшее количество испытуемых проб.
8 Безопасность оператора
Для защиты от случайного выплеска расплавленного металла или криолита оператор должен носить специальную одежду и индивидуальные средства защиты, соответствующие требованиям стандартов ISO и CEN*. При оценке риска также следует учитывать защиту от дыма и/или токсичных паров.
________________
* В соответствии с требованиями стандартов на продукцию, действующих на территории государства, принявшего стандарт.
ПРЕДУПРЕЖДЕНИЕ - Помимо угрозы выплеска расплавленного металла, существует угроза самопроизвольного воспламенения некоторых металлов (например, натрия) при нагревании на воздухе и выделения токсичных паров. Поэтому при испытании стойкости материалов к этим металлам потребуются дополнительные меры безопасности. Оператор должен полностью владеть информацией о свойствах криолита и всех расплавленных металлов, предназначенных для использования в данном испытании.
9 Процедура
9.1 Настройка оборудования
Регулируют положение разливочного устройства, чтобы обеспечить высоту разливки в соответствии с приложением A для используемого расплавленного металла. Высота разливки - это расстояние от приводного вала до центра крепежной рамы. Регулируют угол крепежной рамы, чтобы угол наклона испытуемой пробы соответствовал углу к горизонтали в соответствии с приложением А.
9.2 Приготовление расплавленного металла или криолита
Помещают приблизительно 50 г металла (взвешенного с точностью до грамма) или криолита или кратное 50 г, если известно, что испытуемый материал выдержит большее количество, в виде крупной металлической стружки или маленьких кусков, отрезанных от бруска или листа, в сухой тигель и расплавляют его при температуре, немного превышающей температуру, при которой он будет оставаться расплавленным в течение всего испытания в соответствии с приложением A.
9.3 Закрепление испытуемого материала на крепежной раме
Прикрепляют кусок ПВХ пленки тисненой стороной вверх с достаточным натяжением, чтобы она оставалась гладкой. Размещают испытуемую пробу поверх ПВХ пленки, закрепляя штифтами по размеченным позициям. Необходимо убедиться, что испытуемая проба и ПВХ пленка находятся в контакте по всей площади и что испытуемая проба не имеет складок. Дополнительно необходимо убедиться, что поверхность испытуемой пробы является наружной поверхностью предмета специальной одежды, подвергающейся воздействию расплавленного металла или криолита.
9.4 Разливка
9.4.1 Разливка расплавленного металла
Осторожно переносят тигель, используя съемный держатель тигля, к разливочному кольцу. Охлаждают расплавленный металл до температуры разливки в соответствии с приложением A, а затем приводят в действие разливочное устройство таким образом, чтобы тигель поворачивался не менее чем на 130° от горизонтали с постоянной скоростью (36±2,5)° в секунду. Эта скорость эквивалентна вращению на 90° за (2,5±0,2) с. Выливают металл через край тигля, используя неповрежденный край поверхности обода, но не сливной носик.
Примечание - Обода тигля могут разрушаться при использовании так, что это приводит к изменению потока расплавленного металла или криолита через обод. Если обод тигля не является гладким и/или не имеет первоначального профиля, рекомендуется не использовать тигель. Желательно, чтобы тигли между испытаниями были тщательно очищены соответствующими способами, такими как выскабливание и/или обжиг, для удаления затвердевших остатков.
9.4.2 Разливка расплавленного криолита
При использовании этого материала тигель должен поворачиваться не менее чем на 130° от горизонтали, но с меньшей постоянной скоростью - (18±1,5)° в секунду.
9.4.3 Дополнительные процедуры
Запрещено повторное использование расплавленного металла или криолита, затвердевшего на испытуемой пробе.
Примечание - Не рекомендуется использовать повторно металлы или криолит с признаками загрязнения и/или разрушения.
9.5 Осмотр
9.5.1 Через 30 с после завершения разливки удаляют испытуемую пробу и осматривают ПВХ пленку на наличие признаков повреждения (см. 3.1). Отмечают любое повреждение.
9.5.2 Отмечают и записывают затвердевание и прилипание расплавленного металла к поверхности испытуемой пробы.
9.6 Определение массы вылитого металла
Металлу, оставшемуся в тигле, дают возможность затвердеть, чтобы его можно было соскоблить. Взвешивают этот остаток с точностью до грамма и вычитают его из исходной массы расплавленного металла. Регистрируют полученное значение как "вылитый металл".
10 Повторное испытание
10.1 Если ПВХ пленка не повреждена, испытание повторяют, используя новые испытуемые пробы материала и ПВХ пленки, и при этом количество металла в тигле на 50 г больше, чем в предыдущем испытании. Если достигнута полная емкость тигля, то условия испытания являются недостаточно жесткими для получения повреждения пленки. Если наблюдают повреждение, переходят к 10.2.
10.2 Повторяют испытание, используя количество металла в тигле на 10 г меньше, чем в предыдущем испытании. Если наблюдают повреждение ПВХ пленки, повторяют испытание по 10.2. Если не наблюдают повреждения ПВХ пленки, переходят к 10.3.
10.3 Повторяют испытание, используя то же количество металла в тигле, которое использовалось в предыдущем испытании. Если наблюдают повреждение пленки, повторяют испытание по 10.3, пока четыре последовательных испытания не покажут отсутствие повреждений ПВХ пленки.
10.4 Записывают наибольшее значение массы вылитого металла (см. 9.6) в этих четырех последовательных испытаниях и наименьшее значение массы вылитого металла, которое вызвало повреждение.
10.5 Регистрируют среднее значение этих двух величин с точностью до грамма как "индекс выплеска расплавленного металла".
11 Недействительные испытания
Испытание считают недействительным и проводят повторное испытание с той же массой металла, если:
a) воздействие расплавленного металла отклоняется по горизонтали по отношению к испытуемой пробе;
b) металл скатывается с края испытуемой пробы или попадает на пробу на расстоянии менее 25 мм от верхнего края;
c) какое-то количество расплавленного металла вначале не попадает на испытуемую пробу;
d) металл не полностью расплавлен при разливке;
e) ПВХ пленка воспламеняется из-за затвердевания металла на крепежной раме.
12 Протокол испытаний
Протокол испытаний должен включать следующее:
a) ссылку на настоящий стандарт;
b) для каждой отдельной испытуемой пробы указывают приблизительную массу использованного металла (см. 9.2), факт прилипания расплавленного металла к материалу, результат оценки состояния ПВХ пленки и массу вылитого расплавленного металла или криолита;
c) индекс выплеска расплавленного металла или криолита, рассчитанный в соответствии с разделом 10;
d) используемый металл или конкретный тип криолита, температуру разливки, угол наклона испытуемой пробы к горизонтали и высоту разливки;
e) любые отклонения от процедуры испытания, которые могут оказать влияние на результат испытания.
Приложение A
(обязательное)
Условия испытаний для заявленных металлов и криолита
Поскольку настоящий стандарт содержит исключительно метод испытаний, он не определяет значения характеристик материалов, но позволяет проводить сравнения между материалами с точки зрения защиты, обеспечиваемой от определенных расплавленных металлов и криолита. Условия, указанные в таблице A.1, признаны подходящими для перечисленных металлов и криолита. Угол наклона пробы, указанный для алюминия, отражает необходимость увеличения чувствительности испытания для этого металла для облегчения сравнения результатов и демонстрирует гибкость основного метода, которая заключается в том, что данный метод позволяет оценивать широкий спектр металлов. Для криолита скорость поворота тигля, угол наклона пробы и высота разливки должны отличаться от значений, установленных для металлов, из-за гораздо более низкой вязкости криолита.
Температуры, до которых металлы и криолит нагревают перед разливкой, должны быть немного выше, чем температуры разливки, чтобы учесть охлаждение при переносе из печи в разливочное устройство. Для веществ, разливаемых при более высоких температурах, скорость охлаждения выше, чем при разливке при более низких температурах, и поэтому их необходимо нагреть до более высокой температуры, чтобы учесть перенос из печи в держатель тигля. Критическая температура - это температура разливки, которая может быть вычислена с использованием предварительно построенных кривых "температура/время" (кривые охлаждения). Приведенные ниже "температуры извлечения из печи" были признаны целесообразными для данных металлов при использовании индукционной печи, и они позволяют достичь температур разливки, указанных в таблице A.1:
алюминий - 820°С;
медь - 1350°С;
железо - 1500°С;
мягкая (низкоуглеродистая) сталь - 1650°С;
криолит - 1200°С.
Таблица A.1 - Температура разливки, высота разливки и углы наклона испытуемых проб к горизонтали для различных расплавленных металлов
Металл | Температура разливки, °С | Высота разливки, мм | Угол наклона испытуемой пробы к горизонтали, ° |
Алюминий, содержащий не менее 99,5% алюминия от общей массы | 780±20 | 225±5 | 60±1 |
Медь, содержащая не менее 99% меди от общей массы | 1280±20 | 225±5 | 75±1 |
Железо, содержащее не менее 93% железа от общей массы и: | 1400±20 | 225±5 | 75±1 |
- С от 2,8% до 3,2% | |||
- Si от 1,2% до 2,0% | |||
- Р от 0,3% до 0,6% | |||
Мягкая сталь, соответствующая обозначению C25, как определено в ISO 683-1:1987 | 1550±20 | 225±5 | 75±1 |
Криолит промышленного класса | 1120±20 | 300±5 | 70±1 |
Приложение B
(обязательное)
Метод испытания для оценки тепловых характеристик сенсорной ПВХ пленки
B.1 Принцип
Алюминиевый блок нагревают до указанной температуры и помещают на ПВХ пленку. Блок удаляют через определенное время, и тиснение на ПВХ пленке проверяют для выявления сглаживания.
В.2 Оборудование
В.2.1 Цилиндрический алюминиевый блок диаметром (75±2) мм, высотой (70±2) мм и массой (880±50) г. Один из концов блока должен быть отшлифован, а его края закруглены. Термопару для измерения температуры вставляют в отверстие, просверленное вблизи и параллельно к отшлифованной поверхности.
В.2.2 Стальная пластина диаметром не менее 100 мм и толщиной не менее 10 мм. Одна поверхность пластины должна быть отшлифована.
В.2.3 Печь с возможностью нагрева алюминиевого блока до 185°С.
В.2.4 Секундомер.
B.3 Процедура
Из сенсорной ПВХ пленки вырезают две круглых испытуемых пробы диаметром не менее 100 мм. Стальную пластину (В.2.2) располагают так, чтобы ее отшлифованная поверхность была сверху.
Испытуемую пробу помещают тисненой стороной вверх на стальную пластину.
Алюминиевый блок (В.2.1) нагревают до температуры (166±2)°С.
Алюминиевый блок вынимают из печи (B.2.3) и помещают на испытуемую пробу таким образом, чтобы отшлифованная поверхность соприкасалась с тиснением. Включают секундомер (B.2.4). Через 5 с алюминиевый блок снимают. Осматривают поверхность испытуемой пробы в центре области, ранее накрытой алюминиевым блоком, на наличие признаков сглаживания или изменения.
Повторяют процедуру с другой испытуемой пробой, используя температуру алюминиевого блока (183±2)°C.
Важно, чтобы отшлифованная поверхность алюминиевого блока была чистой перед началом каждого испытания.
B.4 Протокол испытаний
Отмечают, произошло ли какое-либо сглаживание или изменение тиснения в центральной области при любой из двух температур алюминиевого блока.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 683-1:1987 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 9150, Protective clothing - Determination of behavior of materials on impact of small splashes of molten metal (Одежда защитная. Определение поведения материалов при воздействии брызг расплавленного металла) |
[2] | EN 373*, Protective clothing - Assessment of resistance of materials to molten metal splash (Одежда защитная. Оценка стойкости материалов к выплеску расплавленного металла) |
________________
* Заменен на EN ISO 9185:2007.
УДК 614.895.5:006.354 | МКС 13.340.10 |
Ключевые слова: одежда специальная, защита от выплеска расплавленного металла, защита от выплеска расплавленного криолита | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}