ГОСТ ЕН 12417-2006
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность металлообрабатывающих станков
ЦЕНТРЫ ОБРАБАТЫВАЮЩИЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Safety of metal-working machine tools. Machining centres
МКС 25.040
13.110
ОКП 38 1000
Дата введения 2008-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП "ВНИИНМАШ") и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО "ЭНИМС") на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 29 от 24 июня 2006 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Настоящий стандарт идентичен европейскому стандарту ЕН 12417:2001 "Безопасность станков. Обрабатывающие центры" (EN 12417:2001 "Machine tools-Safety-Machining centres").
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Степень соответствия - идентичная (IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении Е
5 Приказом Федерального агентства по техническому регулированию и метрологии от 16 августа 2007 г. N 209-ст межгосударственный стандарт ГОСТ ЕН 12417-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменения - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Введение
В настоящем стандарте приводится перечень основных опасностей для обрабатывающих центров, устанавливаются методы их проверки, а также меры по предотвращению основных опасностей с целью обеспечения выпуска безопасной продукции, соответствующей международным требованиям.
Настоящий стандарт предназначен для конструкторов, изготовителей машин и других заинтересованных лиц и организаций.
1 Область применения
1.1 Настоящий стандарт устанавливает требования безопасности и определяет меры, которые должны быть предприняты лицами, осуществляющими проектирование, конструирование и поставку (включая монтаж/демонтаж, транспортировку и техническое обслуживание) обрабатывающих центров для механической обработки (далее - станков) (см. 3.1).
1.2 Настоящий стандарт учитывает использование станков по назначению, их техническое обслуживание, наладку, уборку, включая при этом возможное применение этих станков и не по назначению. Он предусматривает доступ к станку со всех сторон. При этом в стандарте описаны меры по снижению риска для операторов и других работников, обслуживающих эти станки.
1.3 Настоящий стандарт распространяется также на устройства загрузки-выгрузки заготовок, если эти устройства являются неотъемлемой частью станка.
1.4 В настоящем стандарте рассмотрены основные опасности, связанные с обрабатывающими центрами, когда они используются по назначению и в условиях, предусмотренных изготовителем (см. раздел 4).
1.5 Опасности, возникающие в ходе других технологических процессов металлообработки (шлифования, токарной обработки, штамповки, электроэрозионной обработки, лазерной обработки), рассматриваются в других стандартах (см. [1]-[22]).
1.6 Настоящий стандарт применяется к станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты. При датированных ссылках последующие редакции международных стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
ЕН 292-1:1991 Безопасность машин. Основные положения, общие принципы конструирования. Часть 1. Основные термины, методология
ЕН 292-2:1991 + А1:1995 Безопасность машин. Основные положения, общие принципы конструирования. Часть 2. Технические принципы и технические условия
ЕН 294:1992 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону
ЕН 349:1993 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела
EH 547:1996 Безопасность машин. Антропометрические данные.
Часть 1. Принципы определения размеров проемов, обеспечивающих доступ человека к машине
Часть 2. Принципы определения размеров проемов для отдельных частей тела человека
Часть 3. Антропометрические данные человека
ЕН 574:1996 Безопасность машин. Двуручные устройства управления. Функциональные аспекты. Принципы конструирования
ЕН 614 Безопасность машин. Эргономические принципы конструирования
Часть 1. Термины и общие положения
Часть 2. Взаимосвязь между конструкцией машины и ее работой
ЕН 626-1:1994 Безопасность машин. Снижение риска для здоровья от воздействия вредных веществ, выделяющихся при эксплуатации машин
ЕН 894 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления
Часть 1:1997 Общие основы взаимодействия пользователя со средствами отображения информации и органами управления
Часть 2:1997 Дисплеи
Часть 3: 2000 Исполнительные механизмы системы управления
ЕН 953:1997 Безопасность машин. Ограждения. Общие требования по конструированию ограждений
ЕН 954-1:1996 Безопасность машин. Элементы системы управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
ЕН 982:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика
ЕН 983:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика
ЕН 999:1998 Безопасность машин. Расположение защитных устройств с учетом скоростей приближения частей тела человека
ЕН 1005 Безопасность машин. Физические возможности человека
Часть 1. Термины и определения
Часть 2. Составляющая ручного труда при работе с машинами и механизмами
Часть 3. Рекомендуемые пределы усилий для работы на машинах
ЕН 1037:1995 Безопасность машин. Предотвращение неожиданного пуска
ЕН 1050:1996 Безопасность машин. Принципы оценки и определения риска
ЕН 1088:1995 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора
ЕН 1127-1:1997 Взрывоопасная атмосфера. Предотвращение взрывов и защита от них. Часть 1. Основные положения и методология
ЕН 1760-1:1997 Безопасность машин. Защитные устройства, реагирующие на давление. Часть 1. Общие принципы конструирования и испытаний ковриков и полов, реагирующих на давление
ЕН 1837:1999 Безопасность машин. Встроенное освещение машин
ЕН 60529:1991 Степени защиты, обеспечиваемые оболочками (код IP)
ЕН 60825-1:1994 Безопасность лазерного оборудования. Часть 1. Классификация оборудования, требования и руководство для пользователя
ЕН ИСО 3744:1995 Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью
ЕН ИСО 3746:1995 Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
ЕН ИСО 4871:1997 Акустика. Декларация и проверка значений шумовых характеристик
ЕН ИСО 9614-1:1995 Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Часть 1. Измерение в дискретных точках
ЕН ИСО 11202:1995 Акустика. Уровень шума машин и оборудования. Метод измерения уровней звукового давления на рабочем месте и в других контрольных точках. Метод измерения на рабочем месте
ЕН ИСО 11204:1995 Акустика. Уровень шума машин и оборудования. Метод с коррекцией на окружающую среду
ЕН ИСО 14122 Безопасность машин. Постоянные средства доступа к машинам
Часть 2. Рабочие платформы и мостки.
Часть 3. Лестницы, ступени и перила
EH 13478 Безопасность машин. Противопожарные меры и защита от пожара
ЕН ИСО 11688-1:1998 Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. - Часть 1. Планирование
ИСО/ТО 11688-2:1998 Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 2. Основные принципы проектирования малошумных конструкций
ЕН 50081-2:1993 Электромагнитная совместимость. Нормы общего электромагнитного излучения. Часть 2. Промышленная среда
ЕН 60204-1:1997 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования (МЭК 60204-1:1997)
ЕН 61000-6-2 Электромагнитная совместимость (ЕМС). Часть 6-2. Общие стандарты. Невосприимчивость к промышленной среде (МЭК 61000-6-2:1999)
ЕН 61496-1:1997 Безопасность машин. Электрочувствительное защитное оборудование. Часть 1. Общие требования и испытания (МЭК 61496-1:1997)
МЭК 61496-2:1997 Безопасность машин. Электрочувствительное защитное оборудование. Часть 2. Особые требования к оборудованию, использующему активные оптико-электронные защитные средства
ИСО 2806:1994 Системы промышленной автоматизации. Числовое программное управление станков. Словарь
3 Термины и определения
В настоящем стандарте применены термины по ЕН 292-1, ЕН 292-2/А1, а также следующие термины с соответствующими определениями:
3.1 обрабатывающий центр (machining centre): Станок с цифровым управлением, как правило, с горизонтальным или вертикальным шпинделем, способный выполнять два или более процесса обработки детали (например, фрезерование, сверление, расточку) и имеющий приспособления для автоматической смены инструмента из магазина или другого подобного накопителя инструмента в соответствии с программой станка. Такие станки могут иметь также устройства для ручного управления.
3.2 числовое программное управление (компьютерное числовое управление) [numeral control (computer numeral control)] NC, CNC: Автоматическое управление технологическим процессом с помощью устройства, использующего цифровую информацию для выполнения заданной программы (ИСО 2806, пункт 2.1.1).
3.3 рабочая зона (work zone): Пространство, где может происходить процесс обработки металла.
3.4 устройство перемещения детали (workpiece transfer device): Механизм, соединенный со станком для загрузки заготовки и выгрузки обработанной детали (например, устройство для замены паллет) (см. рисунки С.1-С.4).
3.5 электронный маховичок (electronic handwheel): Вручную управляемое средство управления, которое инициирует и поддерживает движение рабочих органов станка по осям координат путем ввода генерации импульсов в числовое управление при вращении маховичка.
4 Перечень основных опасностей
4.1 Перечень основных опасностей, содержащийся в таблице 1, является результатом анализа опасных ситуаций и оценки рисков, проведенного для широкого диапазона обрабатывающих центров по методике, установленной ЕН 1050. Требования к безопасности и меры обеспечения безопасности, а также информация для потребителя, содержащиеся в разделах 5 и 7, обеспечивают либо полное устранение рисков, либо сокращение рисков до минимума.
Таблица 1 - Перечень основных опасностей и основные источники этих опасностей, связанных с обрабатывающими центрами
Перечень основных опасностей | Источник опасных ситуаций | Деятельность, вызывающая опасные ситуации | Зона возникновения опасных ситуаций | Мера |
1 Механические опасности: | ||||
1.1 Опасность раздавливания | Зажим детали | Загрузка/переориен- тация/выгрузка детали | Между зажимами и деталью | 1.4 |
Движущиеся узлы, связанные с автоматической заменой инструмента | Наладка, техническое обслуживание приводной системы замены инструмента | Пространство, в котором перемещается инструмент между шпинделем и магазином | 1.3 | |
Движущиеся узлы станков | Техническое обслуживание | Между неподвижными и движущимися узлами станка | 1.7 | |
Движущиеся механизмы загрузки/ выгрузки детали | Работа на станке, техническое обслуживание | На станке или возле него | 1.8 | |
1.2 Опасность ранения | Движущиеся узлы станков | Ручные операции, зажим инструмента | Между инструмен- том/шпинделем и столом/деталью | 1.1.6.3, 1.1.6.4, 1.2.1.3 |
1.3 Опасность разрезания и разрыва | Вращающиеся шпиндель или инструмент | Вращение шпинделя | Рядом со шпинделем или инструментом | 1.1-1.1.6.4 |
1.4 Опасность запутывания | Движущиеся узлы, связанные с автоматической заменой инструмента | Наладка, техническое обслуживание приводной системы замены инструмента | Пространство, в котором перемещается инструмент между шпинделем и магазином | 1.3 |
Механизмы для удаления стружки/ опилок | Наладка, чистка, техническое обслуживание механизмов, удаление стружки/опилок | Зоны сбора и выгрузки стружки/ опилок | 1.5 | |
1.5 Опасность затягивания или попадания в ловушку | Быстрое перемещение стола или шпиндельной головки | Движение от привода заготовки со столом или инструмента в шпинделе | Пространство, в котором перемещаются детали, инструмент и узлы станка | 1.1 |
Механизмы передачи вращения | Техническое обслуживание | На станке или вокруг него | 1.6 | |
1.6 Опасность удара | Перемещающийся/враща- ющийся инструмент | Вращение шпинделя | Рядом со шпинделем или инструментом | 1.1-1.1.6.4 |
Механизмы автоматической смены инструмента | Механическая смена инструмента | Пространство, в котором перемещаются механизмы смены инструмента | 1.3 | |
Автоматическое перемещение детали (например, система загрузки паллет) | Перемещение детали/заготовки с помощью механического привода | Пространство, в котором перемещаются механизмы перемещения детали | 1.4 | |
1.7 Опасность быть уколотым или проткнутым | Перемещение вращающегося инструмента (особенно эксцентрикового) | Управление технологическим процессом | Рядом с инструментом и шпинделем | 1.1-1.1.6.4 |
Движения, связанные с автоматической заменой инструмента | Автоматическая замена инструмента | Пространство, в котором перемещаются механизмы зажима инструмента | 1.3 | |
Установка/снятие инструмента | Замена инструмента вручную или замена инструмента из магазина | На острых кромках инструмента | Раздел 7 | |
Уборка стружки | Уборка стружки и очистка | На детали, столе и в зонах сбора и выгрузки стружки | Раздел 7 | |
2 Электрические опасности: | ||||
2.1 Контакт человека с токоведущими частями (прямой контакт) | Контакт с деталями под напряжением | Ввод в эксплуатацию, техническое обслуживание, поиск неисправностей | Электрошкаф, коробки выводов, панели управления на станке | 2.1 |
2.2 Контакт человека с деталями, находящимися под напряжением в результате неисправности (непрямой контакт) | То же | Работа на станке, контроль, техническое обслуживание | На станке или неисправной части станка | 2.2 |
4 Опасности от шума | ||||
4.1 Потеря слуха (глухота), другие физиологические расстройства (например, потеря равновесия, ослабление внимания) | Движение приводных элементов станка, процессы резания и гидравлические системы | Рабочий цикл станка | Возле станка | 4 |
4.2 Ухудшение восприятия речи, звуковых сигналов и т.д. | Очистка инструмента, поддонов и рабочих мест сжатым воздухом | То же | То же | 4 |
6 Опасности, вызванные излучениями | ||||
6.5 Лазеры | Прямое или непрямое облучение лазером | Техническое обслуживание лазерных систем с обратной связью | На станке | 6.5 |
7 Опасности, вызванные материалами и веществами | ||||
7.1 Опасности от контакта или вдыхания паров вредных жидкостей, газов, тумана, дыма и пыли | Выбросы частиц обрабатываемого материала, капель или тумана СОЖ | Рабочий цикл станка | На станке или около станка | 7.1 |
7.2 Пожар или взрыв | Воспламеняемые обрабатываемые материалы, технические масла, СОЖ (низкая температура воспламенения) | То же | То же | 7.2 |
7.3 Биологические или микробиологические опасности (вирусы или бактерии) | Контакт с техническими маслами и СОЖ, содержащими вирус или бактерии | Рабочий цикл станка и техническое обслуживание | " | 7.3 |
8 Опасности, возникающие при пренебрежении принципами эргономики при конструировании | ||||
8.1 Неудобное положение тела или чрезмерные усилия оператора (повторяющиеся напряжения) | Поднятие тяжестей или большое расстояние до детали, инструмента и частей станка | Загрузка/разгрузка, управление процессом и техническое обслуживание | На позициях загрузки/разгрузки обрабатываемой детали, установки инструмента в точках технического обслуживания | 8.1 |
8.2 Несоответствие анатомическим возможностям рук или ног человека | Неудобное размещение органов управления | То же | То же | 8.2 |
8.4 Неадекватное местное освещение | Ухудшение выполнения ручных операций во время перемещения/позици- онирования заготовки и инструмента | " | Загрузка/разгрузка обрабатываемой детали и установка инструмента | 8.4 |
8.6 Ошибки человека, поведение человека | Неправильные: установка заготовки, относительное перемещение заготовки и инструмента, режимы резания и другие нарушения технического процесса | " | То же | 8.6 |
8.7 Неправильная конструкция, неправильное размещение или обозначение органов управления | Неправильная работа органов управления | Настройка, рабочий цикл | На станке или около него | 8.7 |
8.8 Неправильная конструкция или неправильное расположение средств отображения информации | Неправильное понимание выведенной на средства отображения информации | То же | То же | 8.8 |
10 Неожиданные пуски, повороты, прокручивания | ||||
10.1 Неполадки или повреждения систем управления | Механические опасности, связанные с движением станка | Наладка, уборка | На станке | 10.1 |
10.2 Возобновление энергоснабжения после его прерывания | Неожиданные перемещения узлов станка | Наладка, уборка и техническое обслуживание | На станке или около него | 10.2 |
10.3 Внешнее воздействие на электрооборудование | Непредсказуемое поведение органов электронного управления, вызванное электромагнитными помехами | Наладка, рабочий цикл станка | То же | 10.3 |
13 Нарушения энергоснабжения | Неправильная работа системы управления с последующим неправильным использованием накопленной энергии. Падает усилие зажима детали, чрезмерно увеличиваются обороты двигателя. Поломка детали заставляет станок двигаться под действием остаточных сил (инерция, сила тяжести, пружины/средства сохранения энергии), вызывая неожиданные перемещения наружных элементов станка | Наладка, контроль, техническое обслуживание | На станке, элементы которого сохранены в безопасном режиме путем энергоснабжения или приложения гидравлического давления | 13 |
14 Ошибки в системе управления | Неожиданные перемещения узлов станка | Наладка, чистка, техническое обслуживание | На станке или около него | 14 |
15 Ошибки монтажа | Элементы станка неожиданно падают или колеблются (качаются) | Управление техническим процессом, замена инструмента, техническое обслуживание | На станке | 15 |
17 Падение или выброс предметов или жидкостей | Выбрасывание частей станка, деталей или инструмента из-за неисправности зажима или системы управления, или ошибок в программе | Рабочий цикл станка, наладка | На станке или около него | 1.2.6, 17 |
18 Потеря устойчивости, опрокидывание станка | Незакрепленный станок или часть станка (удерживаемые в этом положении только под действием силы тяжести), падает или опрокидывается | Во время загрузки/разгрузки тяжелых/громоздких деталей, во время текущего ремонта (демонтажа/пере- мещения) | На станке | 18 |
19 Скольжение, опрокидывание или падение людей | Выброс или разлив масла, СОЖ, работа на высоте | Загрузка/разгрузка деталей, управление техническим процессом; работа на высоте, работа с СОЖ, техническое обслуживание | Площадь пола вокруг станка и детали, платформы и т.д. | 19 |
4.2 Риски, как для операторов, так и для других лиц, имеющих доступ в опасные зоны, определяются исходя из опасностей, которые могут возникнуть при различных обстоятельствах во время срока службы станка (например, ввода в эксплуатацию, настройки, производственной эксплуатации, ремонта, вывода из эксплуатации). Оценка включает в себя анализ ситуации при повреждении системы управления, неожиданном пуске и т.п.
4.3 Кроме того, пользователь настоящего стандарта (например, конструктор, производитель, поставщик) должен обосновать, что оценка риска относится в полной мере к рассматриваемому станку, обращая особое внимание на:
- использование станка по назначению, включая эксплуатацию, настройку и чистку, а также достаточно предсказуемое использование его не по назначению;
- идентификацию существенных опасностей, связанных со станком.
5 Требования и/или меры обеспечения безопасности
5.1 Общие требования
Обрабатывающие центры должны соответствовать требованиям и/или мерам обеспечения безопасности, указанным в настоящем разделе.
Кроме того, обрабатывающие центры должны быть спроектированы в соответствии с ЕМ 292 в отношении других опасностей, которые не рассматриваются в настоящем стандарте из-за их незначительности.
5.2 Специфические требования
Таблица 2 - Перечень требований и/или мер обеспечения безопасности и методика их проверки
Примечание - Нумерация пунктов в этой таблице соответствует нумерации таблицы 1, отсутствующие номера означают, что опасности не являются значительными для обрабатывающих центров.
Перечень опасностей | Требование и/или мера обеспечения безопасности | Методика проверки | |
1 Механическая опасность | 1.1 Рабочая зона Рабочая зона обрабатывающих центров должна быть защищена. Ограждения должны быть спроектированы так, чтобы предотвратить доступ в опасные зоны. Примечание - Общее руководство по проектированию и выбору мер безопасности, когда опасностей от движущихся деталей нельзя избежать, приведено в 4.1, 4.2 EH 292-2 (таблица 1). Применительно к этому пункту требуется следующее: 1) все защитное оборудование должно соответствовать ЕН 61496-1 (ESPE - электрически чувствительное защитное оборудование), МЭК 61496-2, категория 4 (AOPD - активные оптикоэлектронные защитные устройства), ЕН 1760-1 (PSPD-защитные устройства, чувствительные к давлению). 2) ограждения должны соответствовать ЕН 953, а блокирующие устройства - ЕН 1088 | Визуальный контроль | |
1.1.2 Концепция обеспечения безопасности 1.1.2.1 Общие положения Рабочая зона должна быть защищена, где возможно, стационарным и/или передвижным ограждением с блокировкой. Там, где установка ограждения практически невозможна (например, из-за размера обрабатываемой детали, ее конфигурации, других специальных характеристик станка или его применения), операторы и иной персонал должны быть защищены другими средствами [например, защищенное место работы оператора (кабина), ограждение по периметру рабочей зоны, другие защитные устройства] | Визуальный контроль, оценка | ||
1.1.2.2 Ограждение Там, где это осуществимо, ограждение рабочей зоны должно быть частью конструкции станка [ЕН 953 (пункт 3.2.1)] (см. также характеристики ограждений, указанные ниже, и рисунки С.1-С.4, С.6) | Визуальный контроль, проверка соответствия чертежей | ||
1.1.2.3 Альтернатива ограждениям Доступ оператора в рабочую зону с его нормального (фиксированного) рабочего места должен быть ограничен местным ограждением (обычно в виде кабины - см. рисунки С.5 и С.7). Проход в кабину не должен проходить через опасную зону, ограниченную по периметру ограждением или другими защитными устройствами. Там, где невозможно установить ограждение из-за конфигурации станка или других ограничивающих условий, надо обеспечить, чтобы путь оператора к рабочему месту не пролегал через опасные зоны. | Визуальный контроль | ||
Там, где оператору необходим доступ к рабочей зоне с выходом из кабины (например, для наладки или контроля процесса), кабина должна быть спроектирована так, чтобы доступ непосредственно из кабины осуществлялся через передвижное ограждение с блокировкой. Альтернативно осуществление управления прямо из кабины с помощью выносного подвесного пульта управления должно обеспечить тот же эффект, что и в случае указанного выше прохода через ограждения с блокировкой. Работа станка в режиме 1 (автоматический цикл) должна быть возможной, только если выносной пульт управления будет снова возвращен на свое место в кабине. Любое другое движение узлов станка должно быть возможным только путем выбора соответствующего режима работы (см. ниже режимы работы). Доступ в рабочую зону всех, кроме оператора станка, должен быть предотвращен ограждением по всему периметру и/или другими средствами (например, электрочувствительным защитным оборудованием (ESPE), активными оптико-электронными защитными средствами (AOPDs), чувствительными на давление защитными средствами (PSPDs)]. Там, где имеются места прохода (например, ворота), они должны быть заблокированы. Там, где блокировка невозможна из-за конфигурации или применения станка, любые незащищенные места доступа должны быть в поле зрения оператора, находящегося на своем обычном рабочем месте. Там, где предусмотрена автоматическая работа станка по безлюдной технологии, должны применяться другие средства контроля доступа (например, кодовые замки), чтобы предотвратить неразрешенный доступ | Визуальный контроль, проверка соответствия чертежам/техническим условиям | ||
1.1.3 Множественные рабочие зоны | |||
При наличии на одном станке нескольких рабочих зон, защитные устройства (например, неподвижные или подвижные сблокированные защитные устройства AOPD, ESPE) должны защитить оператора(ов) от опасностей соседних действующих рабочих зон (например, при погрузке/разгрузке деталей в неактивной рабочей зоне, при чистке). Неожиданное движение узлов станка в прилегающей неактивной рабочей зоне должно предотвращаться ограничивающими устройствами (например, механическими упорами, путевыми концевыми выключателями, световыми лучами, устройствами AOPD) | Визуальный контроль, функциональное испытание на соответствие чертежам/техническим условиям | ||
1.1.4 Характеристики ограждений | |||
1.1.4.1 Высота и месторасположение Там, где защитные устройства смонтированы на полу (например, ограда по периметру), они должны быть прочно закреплены и иметь высоту не менее 1,4 м и находиться на расстоянии от опасной зоны в соответствии с ЕН 294 (таблица 2). Любой просвет между нижним краем ограждения и полом не должен превышать 300 мм | Измерения на соответствие требованиям ЕН 294 | ||
1.1.4.2 Локализация выбросов Ограждения должны быть спроектированы таким образом, чтобы они защищали от стружки, СОЖ или выбрасываемых плохо закрепленных заготовок и деталей (см. также 7.1.4 - туман и пар, 17.1 - жидкости и туманы и 17.2 - выбросы, 19.2 - загрязнение пола и т.д. настоящей таблицы) | Практические испытания | ||
1.1.4.3 Наблюдение Там, где требуется визуальное наблюдение со стороны оператора за работой станка, должны быть средства (например, окна), обеспечивающие такое наблюдение без необходимости отодвигать, открывать или поднимать любое ограждение рабочей зоны и другие защитные устройства (см. 8.4 настоящей таблицы) | Визуальный контроль | ||
1.1.5 Блокировка | |||
1.1.5.1 Все перемещаемые ограждения, через которые часто (более 1 раза за смену) осуществляется доступ в рабочую зону, должны быть заблокированы. Открывание ограждения или приведение в действие защитного устройства в режиме 1 (автоматический цикл - см. ниже) должно приводить к остановке опасных перемещений узлов станка и запрету последующего их включения (ЕН 1037). Должны быть приняты меры к сведению до минимума возможного повреждения блокирующих устройств | Визуальный контроль, практические испытания | ||
1.1.5.2 Если при открывании заблокированного перемещаемого ограждения оператор подвергается опасностям, перечисленным в 1.1-1.7 таблицы 1, то должно быть предусмотрено запорное устройство для ограждения [ЕН 1088, а также см. 7.2, перечисление m)] | Практические испытания | ||
1.1.6 Режимы работы | |||
1.1.6.1 Общие положения Каждый станок должен иметь не менее двух режимов работы (например, режимы 1 и 2 с возможным дополнительным третьим режимом (например, режим 3). Выбор режима работы должен осуществляться переключателем блокируемым ключом, выбором кода доступа либо другими безопасными средствами. При этом рабочий должен находиться вне рабочей зоны. Выбор режима станка не должен инициировать возникновение опасных ситуаций | Визуальный контроль, практические испытания | ||
1.1.6.2 Режим 1. Автоматический цикл (автоматическое производство) Ограждения должны быть закрыты и/или блокировочные устройства должны быть приведены в действие, чтобы станок мог выполнять работу по заданной программе | Практические испытания | ||
1.1.6.3 Режим 2. Наладка Режим наладки - это режим работы, при котором оператор (наладчик) осуществляет настройку станка для возможности последующей работы станка в автоматическом режиме Примечание - Оценка положения инструмента или обрабатываемой детали касанием, например датчиком или инструментом и проверка выполнения последовательности программы работы станка осуществляется в режиме наладки станка. | То же | ||
Если перемещаемое защитное устройство с блокировкой открыто и блокировочное устройство отключено, любое перемещение узлов станка может быть разрешено при следующих условиях: | |||
а) скорость подачи не более 2 м/мин или перемещение рабочих органов станка на расстояние не более 10 мм за один шаг в толчковом режиме. | Измерение | ||
Допускаются одновременные перемещения рабочих органов станка только по одной оси с помощью одного из следующих средств: - устройства управления в толчковом режиме "пуск - стоп"; - электронного маховика; - ручного ввода данных (MDI), после которого включается пробный цикл с отключенной блокировкой; | Практические испытания | ||
b) частота вращения шпинделя должна быть ограничена так, чтобы при аварийной остановке шпинделя обеспечить останов шпинделя не более чем за два оборота после выключения. | Измерение | ||
Вращение шпинделя должно включаться и поддерживаться только одним из следующих средств: - устройством управления в толчковом режиме "пуск - стоп"; - устройством управления пуском шпинделя с выключенной блокировкой. Срабатывание блокирующего устройства должно инициировать останов категории 1 в соответствии с ЕН 60204-1 (пункт 9.2.2); | Практические испытания | ||
с) пределы скорости и расстояние перемещения, указанные в перечислениях а) и b), должны постоянно контролироваться, и при превышении указанных значений питание приводных механизмов должно отключаться [категория 1 в соответствии с ЕН 60204-1 (пункт 9.2.2)]; | Анализ принципиальных электросхем, практический контроль | ||
d) должны быть предусмотрены средства для предотвращения опасных перемещений узлов станка или обрабатываемых деталей по вертикальным или наклонным поверхностям под действием силы тяжести; | Практические испытания | ||
е) механизмы автоматической загрузки-выгрузки инструмента и детали на станке должны быть надежно заблокированы. Начало работы их в автоматическом режиме допускается только после повторного выбора режима 1; | То же | ||
Исключение. Положения, содержащиеся в настоящей таблице в 1.2-1.5, разрешаются только для технического обслуживания в режиме 2; | " | ||
f) движение незащищенного конвейера для стружки может быть разрешено только под контролем и при использовании устройства управления в толчковом режиме "пуск - стоп"; | Визуальный контроль, анализ принципиальных электросхем | ||
g) если устройства управления в толчковом режиме "пуск - стоп" расположены в нескольких местах (например, главном пульте управления, ручных выносных пультах управления), одновременно должно функционировать только одно из них. | Практические испытания | ||
1.1.6.4 Режим 3. Дополнительный режим для ручного вмешательства в ограниченных условиях работы станка Если такой режим имеется, то он позволяет использовать станок при ручном управлении или управлении от ЧПУ с открытыми ограждениями рабочей зоны и отключенной блокировкой при следующих условиях: | |||
а) этот режим может быть предусмотрен, только когда известны все условия использования станка, при этом требуемый профессиональный уровень операторов должен соответствовать уровню, указанному в сборнике инструкций по эксплуатации [см. 7.2 , перечисление g)]; | Визуальный контроль (инструкция по эксплуатации) | ||
b) скорости перемещений узлов станка по одной и нескольким осям не должны превышать 5 м/мин; | Измерение | ||
с) частота вращения шпинделя должна быть ограничена так, чтобы при аварийном выключении обеспечить останов шпинделя не более чем за пять оборотов. Примечание 1 - Возможно, что для выполнения этого требования к останову шпинделя по перечислению с), необходимо будет обеспечить идентификацию или измерение диаметра инструмента, чтобы ограничить допустимую частоту вращения шпинделя для конкретного используемого инструмента. Примечание 2 - Во время разработки настоящего стандарта были рассмотрены альтернативные решения по перечислению с), однако не было выработано твердой позиции. К этой частной проблеме можно будет вернуться в будущем при пересмотре настоящего стандарта; | То же | ||
d) для выполнения программы на станке необходимо использовать устройство контроля пуска цикла при одновременном включении блокировки; | Практические испытания | ||
е) перемещения, не предусмотренные программой, должны выполняться следующим образом: | |||
1) вращение шпинделя должно начинаться и поддерживаться устройством контроля пуска шпинделя вместе с устройством, выдающим разрешение на разблокирование. Деблокировка ограждения должна инициировать останов категории 1 в соответствии с ЕН 60204-1 (пункт 9.2.2); | Анализ принципиальных электросхем, практическое испытание | ||
2) перемещения рабочих органов станка могут начинаться и поддерживаться одним из следующих средств: - устройством управления в толчковом режиме "пуск - стоп"; - электронным маховичком; - ручным вводом данных (MDI), после которого запускается автоматический цикл вместе с устройством блокировки; | Практические испытания | ||
f) пределы скорости или предельно допустимое перемещение, определенные в перечислениях b) и с), должны находиться под постоянным контролем, и при их превышении электропитание механизмов должно отключаться [категория 1 - см. ЕН 60204-1 (пункт 9.2.2)]; | То же | ||
g) также применяются требования перечислений d), е), f) и g) режима 2 в 1.1.6.3; | См. 1.1.6.3, перечисления d), е), f) и g). | ||
1.1.7 Высвобождение людей, попавших в станок Должны быть предусмотрены средства для перемещения рабочих органов станка в аварийных случаях (например, чтобы высвободить человека, попавшего в станок): а) при отключенном питании: - вручную управляемые перепускные клапаны для снижения давления в системе; - отключение вручную приводного тормоза при условии сохранения баланса веса освобожденного узла; b) при включенном питании: - средства ручного управления приводными клапанами/приводами; - средства управления для включения перемещения в обратном направлении. [см. также 7.2, перечисление m)] | Визуальный контроль, анализ принципиальных электросхем, практические испытания | ||
1.2 Инструментальный магазин | |||
1.2.1 Доступ в опасную зону при работающем инструментальном магазине должен быть исключен с помощью неподвижных и/или перемещаемых ограждений с блокировкой в соответствии с ЕН1088, раздел 7 и приложения | Визуальный контроль | ||
1.2.2 Если перемещаемое ограждение открыто, привод инструментального магазина должен быть остановлен и дальнейшее движение исключено (см. 1.1.5 настоящей таблицы) | Анализ принципиальных электросхем, практические испытания | ||
1.2.3 Проемы для доступа человека должны соответствовать ЕН 547-1 - EH 547-3 | Измерение | ||
1.2.4 Там, где необходим полный доступ за защитное ограждение инструментального магазина, должна быть установлена система, чувствительная к нахождению человека в опасной зоне (например, ESPE, AOPD, PSPD). Благодаря этому устройству система управления должна предотвращать любое движение инструментального магазина или других узлов станка при наличии человека в опасной зоне | Проверка принципиальных электросхем, практические испытания | ||
1.2.5 Там, где приводное движение с открытым ограждением требуется для замены инструмента, ремонта или регулировки, это должно быть разрешено только при использовании устройства управления в толчковом режиме "пуск - стоп", или двуручного средства управления для непрерывного движения. Такое устройство должно соответствовать ЕН 60204-1 (пункт 9.2.5.7, тип 3) и ЕН 574. Такое движение должно иметь или сниженную скорость (например, 15 м/мин там, где существует опасность только удара или 2 м/мин там, где существует опасность раздавливания, срезания или запутывания) и осуществляться при нахождении человека на значительном расстоянии от опасного места (ЕН 294, ЕН 999). Срабатывание любого датчика или средства обратной связи не должно вызывать опасного движения [ЕН 60204-1 (пункт 10.1.4) и см. 7.2, перечисление f)] | Проверка принципиальных электросхем, измерение и практические испытания | ||
1.2.6 Чтобы предотвратить выпадение или выброс инструмента, конструкцией державки инструмента в магазине должна быть предусмотрена возможность обеспечения надежного крепления инструмента. Проектные данные на эти державки (предел массы инструмента, момент инерции, опрокидывающий момент, пространственная огибающая и т.п.) должны быть предоставлены пользователю (см. "Информацию для пользователя") | Должно быть проведено испытание с целью проверки возможности надежного закрепления самого тяжелого инструмента | ||
1.3 Смена инструмента | |||
1.3.1 Доступ к опасным движениям с любой стороны должен быть предотвращен неподвижным или перемещаемым ограждением с блокировкой или введением в действие защитных устройств (ЕН 1088, раздел 7 и приложения) | Визуальный контроль | ||
1.3.2 Доступ к устройству смены инструмента при открытом ограждении должен быть разрешен только при использовании устройства управления в толчковом режиме "пуск - стоп" или двуручного средства управления для непрерывного движения. Такое устройство должно соответствовать ЕН 574. Срабатывание любого датчика или средства обратной связи не должно вызывать опасного движения [ЕН 60204-1 (пункт 10.1.4) и см. 7.2, перечисление f)]. Чтобы предотвратить выпадение или выброс инструмента, он должен быть надежно закреплен в устройстве для смены инструмента при всех режимах работы, в том числе и при отключении питания | Контроль коммутационных схем, измерение, практические испытания | ||
1.4 Устройства перемещения обрабатываемых деталей (устройства замены паллет, устройства автоматической замены обрабатываемых деталей и т.п.) | |||
1.4.1 Позиции загрузки/выгрузки обрабатываемых деталей, на которых работают операторы, должны быть расположены вне рабочей зоны и вдали от других механизмов, представляющих опасность (например, устройство смены инструмента) | Визуальный контроль | ||
1.4.2 Доступ в опасную зону должен быть закрыт неподвижным или перемещаемым ограждением с блокировкой, а опасные движения должны быть остановлены введением в действие защитных устройств (например, ESPE, AOPD) | Визуальный контроль, практические испытания | ||
1.4.3 Доступ в опасную зону при открытом ограждении или при отключенных защитных устройствах должен быть разрешен только при наличии устройства управления в толчковом режиме "пуск - стоп" или двуручного средства управления для непрерывного движения. Такое устройство должно соответствовать ЕН 60204-1 (пункт 9.2.5.7, тип 3) и быть на безопасном расстоянии от опасного места (ЕН 574 и ЕН 999). Срабатывание любого датчика или средства обратной связи не должно вызывать опасных перемещений [ЕН 60204-1 (пункт 10.1.4) и см. 7.2, перечисление f)] | Анализ принципиальных электросхем, измерение, практические испытания | ||
1.5 Сбор и удаление стружки | |||
1.5.1 Доступ к опасным движущимся частям при сборе и удалении стружки должен предотвращаться неподвижными ограждениями. Там, где оператору необходим доступ чаще одного раза за смену, должны быть предусмотрены перемещаемые ограждения с блокировкой в соответствии с требованиями ЕН 953 | Визуальный контроль, практические испытания | ||
1.5.2 Открывание заблокированного перемещаемого ограждения, которое обеспечивает доступ к опасным движущимся частям при сборе и удалении стружки должно приводить к остановке опасных движений и запрету последующих движений (см. также 1.1.5 и 14.1.1 настоящей таблицы) | Анализ принципиальных электросхем, практические испытания | ||
1.5.3 Доступ к устройству для сбора и удаления стружки при открытом ограждении с блокировкой (например, при чистке) может быть разрешен только при наличии устройства управления в толчковом режиме "пуск - стоп" и наличии устройства аварийного останова. Опасная зона выгрузки стружки должна быть обозначена предупреждающим знаком [см. 7.2, перечисление f)] | То же | ||
1.6 Части механического привода (например, приводные валы, ремни, шкивы, шестерни и т.п.) | |||
1.6.1 Доступ к опасным частям механического привода (например, приводные валы, ремни, шкивы, шестерни и т.п.) должен быть ограничен неподвижными ограждениями. Однако там, где оператору необходим доступ к ним чаще, чем один раз в смену, должны устанавливаться перемещаемые ограждения с блокировкой в соответствии с ЕН 953 | Визуальный контроль | ||
1.6.2 Открывание защитного устройства с блокировкой, при котором появляются незащищенные движущиеся части механического привода, должно приводить к остановке этих частей и запрету последующих движений. Блокировка должна соответствовать ЕН 1088 и, как минимум, категории 1 ЕН 954-1 | То же | ||
1.6.3 Там, где возможен случайный доступ к опасным движущимся частям до их остановки, необходимо предусмотреть защитное устройство с блокировкой, предотвращающей открывание ограждения до прекращения опасного движения этих частей. Отсроченное открывание можно обеспечить посредством датчика движения или таймера [ЕН 1088 и ЕН 999 (пункты 7.2 и 7.3)] | " | ||
1.7 Технические колодцы, углубления | |||
1.7.1 Зазоры в станке или траншеи возле него должны быть закрыты (например, решеткой пола) или защищены от попадания в них человека: - перилами; - тросом с разматывающим устройством; - окрашенными цепями (красный/белый, черный/желтый) с предупреждающей надписью на расстоянии 1 м перед местом возможной опасности | " | ||
1.7.2 В случаях, когда доступ к траншее необходим для обследования, регулировки или технического обслуживания, вход в траншею должен осуществляться только через ворота, люки с блокировкой, которые предотвращают движение частей станка в режиме 1. В случаях, где необходимы движения частей станка от привода, это допускается только при условиях, указанных в 1.1.6.3, 1.2, 1.3, 1.4 и 1.5 настоящей таблицы | " | ||
1.7.3 Безопасные расстояния между движущимися частями станка и стенами или другими неподвижными объектами должны соответствовать ЕН 349. Там, где нельзя соблюсти такие безопасные расстояния, должны быть предусмотрены дополнительные меры защиты с целью минимизации риска раздавливания или захвата | Измерение расстояния, визуальный контроль, практические испытания | ||
1.8 Рабочие платформы (ЕН ИСО 14122) | |||
1.8.1 Рабочие платформы должны: - иметь ограждения, предотвращающие падение человека с нее. Если высота платформы более 500 мм, должны быть предусмотрены перила и упоры для ног; - обеспечивать достаточное пространство для оператора(ов), а именно, минимальная высота над платформой и проходом к ней должна быть 2100 мм, а габаритная ширина между перилами должна равняться минимум 600 мм, предпочтительнее 800 мм; - иметь освещение и вентиляцию рабочего места оператора(ов); - обеспечивать безопасные средства доступа и выхода оператора на платформу или с нее независимо от энергопитания; - конструкцией должно быть предусмотрено исключение попадания людей в опасную зону, например, путем соблюдения безопасных расстояний или посредством применения неподвижных или перемещаемых ограждений с блокировкой, а также - обеспечивать защиту от стружки, технического масла и СОЖ | Визуальный контроль, практические испытания | ||
1.8.2 Механические движения частей станка при открытых ограждениях рабочей платформы должны быть возможны только при соблюдении требований режима 2 или 3 | То же | ||
1.8.3 Необходимо обеспечить возможность контроля стекания с платформы технического масла и СОЖ в случае их попадания на платформу | Практические испытания | ||
1.8.4 Для выдвижных (горизонтально или вертикально) рабочих платформ, соединенных с подвижными частями станка, должны быть предусмотрены защитные средства для предотвращения их столкновения и раздавливания (например, защитные гармошки, металлические свертывающиеся шторы, устройства, чувствительные к давлению) | Визуальный контроль | ||
1.8.5 Приводные движения платформ разрешаются (например, для обзора) только при использовании устройства управления в толчковом режиме "пуск - стоп" в режиме 2 или 3, а также при наличии аварийного останова | Визуальный контроль, практические испытания | ||
2 Электрические опасности | 2.1 Прямой контакт Чтобы минимизировать опасность неправильного срабатывания электрооборудования, поражения электротоком (электрошок) или возгорания, все электрооборудование должно соответствовать ЕН 60204-1. Должны быть предусмотрены средства для изоляции частей станка от попадания под опасное электрическое напряжение [ЕН 60204-1 (пункт 5.3)]. В частности: средствами такой изоляции должны быть оборудованы все основные оболочки с электрооборудованием (НКУ) в соответствии с пунктом 6.2.2, перечисление b). Все другие оболочки с электрооборудованием должны соответствовать 6.2.2, перечисление а). Все активные части должны быть защищены от прямого контакта, как минимум, по степени IP2X в соответствии с 6.2.2, перечисление с) | Проверить на соответствие ЕН 60204-1 (пункт 19) | |
2.2 Непрямой контакт [Определение см. в ЕН 60204-1 (пункт 3.27)] Необходимо соблюдать требования ЕН 60204-1 (пункт 6.3) | |||
2.3 Защита аппаратуры управления | |||
Оболочка аппаратуры управления должна обеспечивать степень защиты не менее IP22 (ЕН 60529). Оболочка аппаратуры управления, размещаемой внутри рабочей зоны, должна обеспечивать степень защиты IP55 | Визуальный контроль | ||
4 Опасности от шума | 4.1 Методы снижения шума | ||
4.1.1 Контроль уровня звука около источника шума При проектировании обрабатывающих центров следует учитывать информацию и проводить технические мероприятия для контроля источников шума, указанные в ЕН ИСО 11688-1 и ИСО /ТО 11688-2. а) Конструкция станка должна учитывать шум от каждого источника. Рекомендуемые технические мероприятия по снижению шума основных источников шума на обрабатывающих центрах: а) шум механических узлов - звукоизоляция механических узлов; b) пневматический выхлоп - пневмоглушители; с) электродвигатели - звукоизоляция или звукопоглощение; d) шум от процессов резания - звукоизоляция или звукопоглощение. Внутри рабочей зоны замкнутое ограждение; е) смена режущего инструмента - звукоизоляция или звукопоглощение. Внутри рабочей зоны замкнутое ограждение; f) смена обрабатываемых деталей - звукоизоляция или звукопоглощение. Внутри рабочей зоны замкнутое ограждение | Контроль уровня шума | ||
4.1.2 Контроль каналов передачи звука Там, где уровень звука должен быть снижен до уровня, предусмотренного техническими условиями, станок должен быть оснащен защитными устройствами (например, противошумовыми ограждениями, экранами, глушителями). Вышеприведенный перечень не является исчерпывающим. Можно использовать и другие альтернативные средства снижения уровня шума с идентичной или большей эффективностью | То же | ||
6 Опасности, вызванные излучением | 6.5 Лазеры При установке на станок лазерных измерительных систем с обратной связью конструкцией станка должна быть предусмотрена возможность предотвращения облучения человека или попадание луча лазера на человека, в том числе при зеркальном отражении (ЕН 60825-1) | Экспертиза чертежей, практические испытания | |
7 Опасности, вызванные обра- батываемыми материалами или веществами | 7.1 Жидкости, туманы, дымы и пыль | ||
Так как материалы, которые подлежат обработке, зависят от специфики их применения, невозможно в данном стандарте дать детальные рекомендации относительно снижения рисков при обработке этих материалов. Однако к СОЖ, применяемой при обработке металла, и техническим маслам предъявляются следующие требования: | Визуальный контроль, экспертиза чертежей, практические испытания | ||
7.1.1 Конструкцией станка должна быть предусмотрена возможность предохранения от разбрызгивания, вытекания и перелива СОЖ и технических масел. | То же | ||
7.1.2. Резервуар и другие элементы системы для СОЖ и технических масел (например, трубы и шланги) должны быть выполнены из материалов, обеспечивающих сохранность и целостность системы. Кроме того, должна быть приведена информация о жидкостях, которые предполагается использовать на станке. | " | ||
7.1.3. Система распределения жидкости и форсунки для ее подачи должна быть так спроектирована, чтобы свести до минимума ее распыление | Визуальный контроль, экспертиза чертежей, практические испытания | ||
7.1.4. Там, где в рабочей зоне предвидится образование вредных тонкодисперсных туманов, паров или дыма, должны быть предусмотрены средства для их локализации, предотвращающие их выбросы. Кроме того, должно быть предусмотрено дополнительное встроенное или внешнее оборудование для их отвода (ЕН 626-1) | То же | ||
7.1.5. Технические масла и СОЖ должны способствовать правильному функционированию станка и быть достаточными для того, чтобы предотвратить избыточный нагрев и последующее испарение жидкости. В противном случае необходимо оснащать станок охладителями | " | ||
7.1.6 Система подачи СОЖ должна доставлять количество жидкости, достаточное для предотвращения образования опасных паров в зоне обработки | " | ||
7.1.7 Там, где у операторов есть необходимость вводить руки в опасную зону (например, во время погрузки/разгрузки или во время регулировки), подача СОЖ должна автоматически отключаться или переключаться на другое направление Примечание - Следует предусмотреть ручное включение подачи СОЖ для наладки станка при открытом ограждении | " | ||
7.1.8 Резервуары с СОЖ должны быть оснащены легкодоступными визуальным индикатором уровня жидкости и горловиной для заливки СОЖ | " | ||
7.1.9 Все компоненты системы должны быть спроектированы так, чтобы максимально сократить попадание СОЖ на оператора и персонал, проводящий техническое обслуживание | " | ||
7.1.10 Должны быть предусмотрены фильтры для предотвращения накапливания стружки и других продуктов резания внутри станка и в резервуаре с СОЖ, чтобы предотвратить загрязнение СОЖ взвешенными частицами металла | " | ||
7.2 Воспламенение или взрыв Так как обрабатываемые детали произведены из различных материалов, а СОЖ для обработки металла могут применяться также разные, в настоящем стандарте невозможно дать детальные требования по сокращению опасности воспламенения или взрыва. Руководящие указания можно найти в ЕН 13478 и в ЕН 1127-1 | |||
7.3 Минимизация биологических и микробиологических опасностей, связанных с применением СОЖ | |||
7.3.1 Конструкцией системы подачи СОЖ должна быть предусмотрена возможность обеспечения циркуляции всего объема жидкости при работе станка, чтобы исключить застой жидкости, за исключением места для сбора осадка, если это предусмотрено конструкцией. | Визуальный контроль, практические испытания | ||
7.3.2 Чтобы СОЖ не застаивалась в станке, она должна стекать из станка в резервуар для СОЖ под действием силы тяжести | То же | ||
7.3.3 Сливная труба должна иметь достаточный диаметр и уклон, чтобы минимизировать образование отстоя в трубе | " | ||
7.3.4 Система подачи СОЖ должна иметь фильтры для удаления осадка (см. 7.1.10 настоящей таблицы) | " | ||
7.3.5 Конструкцией бака для СОЖ должна быть предусмотрена возможность обеспечения легкой очистки системы от осадка (например, скругленные углы в резервуарах), при этом не должно требоваться осушения всей системы) | " | ||
7.3.6 Внутренняя поверхность резервуаров не должна способствовать росту бактерий (т.е. должна быть гладкой, окрашенной) | Визуальный контроль, практические испытания | ||
7.3.7 Должна быть создана возможность полного опустошения резервуаров для СОЖ | То же | ||
7.3.8 Резервуары для СОЖ должны иметь крышки, спроектированные так, чтобы предотвратить проникание извне посторонних веществ | " | ||
7.3.9 Загрязнение СОЖ маслом или смазкой из внешних источников, например машинной смазкой, должно быть исключено или должны быть предусмотрены средства систематического удаления загрязнений | " | ||
7.3.10 Конструкцией системы подачи СОЖ должна быть предусмотрена возможность обеспечения оператору: а) брать образцы жидкости; b) чистить отстойники и трубопроводы; с) менять фильтры, не подвергаясь при этом воздействию жидкости | " | ||
8 Опасности, возникающие при пренебрежении эргономическими принципами при конструировании станка | 8.1 Неудобное положение тела или чрезмерные усилия (повторяющееся напряжение) Станки должны быть спроектированы в соответствии с эргономическими принципами так, чтобы избежать чрезмерных усилий, неудобного положения тела или утомления: - детали, инструмент и приспособления должны передвигаться легко. Для подъема деталей массой свыше 10 кг должно быть предусмотрено подъемное оборудование (ЕН 1005-1 - ЕМ 1005-3); - там, где для работы необходимы подъемники, должны быть созданы условия для их установки и работы (например, путем обеспечения доступа в рабочую зону через верх станка при открытых ограждениях); - там, где детали загружаются вручную, места для крепления деталей, гнезда для инструмента или резцедержатели должны быть расположены так, чтобы максимально сократить доступ в опасную зону (ЕН 1005-1 -ЕН 1005-3); - средства управления зажимами или захватами, такими как тяговые стержни или зажимные патроны, должны быть расположены так, чтобы максимально сократить доступ в опасную зону во время поддержки детали или инструмента (например, применение педальных органов управления) (ЕН 894-3); - если использование перемещаемых ограждений ведет к избыточным усилиям, то ограждения должны иметь механический привод [см. также ЕН 292-2 (пункт 4.2.2.6)] | Практические испытания, проверка того, что масса, расстояние и расположение оборудования не являются избыточными и соответствуют стандартам, на которые имеются ссылки | |
8.2 Несоответствие анатомическим возможностям рук или ног человека Размещение, маркировка и освещение ручек управления и мест наблюдения или обслуживания, таких как заполнение и осушение резервуаров, должны выбираться в соответствии с эргономическими принципами (ЕН 614-1 - ЕН 614-2, ЕН 894-1 - ЕН 894-3, ЕН 1005-1 - ЕН 1005-3, ЕН 999) | Измерение, проверка соответствия расстояния при нормальной работе станка стандартам, на которые имеются ссылки | ||
8.4 Неадекватное местное освещение | |||
Освещение внутри рабочей зоны должно соответствовать ЕН 1837 и равняться минимум 500 лк при измерении на наконечнике инструмента при открытом перемещаемом ограждении | Измерение и визуальный контроль | ||
8.6 Ошибки человека, поведение человека | |||
8.6.1 Обозначение карманов инструментальных магазинов должно быть четким и однозначным | Визуальный контроль | ||
8.6.2 Обязательно должно быть в наличии все оборудование и принадлежности для регулировки и текущего обслуживания станка, указанные в инструкции по эксплуатации [см. также 7.2, перечисление d)] | Практические испытания | ||
8.7 Неправильная конструкция, неправильное расположение или обозначение органов управления Устройства ввода (например, клавиатур, панели управления, кнопки) должны соответствовать ЕН 894-1, EH 894-3 | Визуальный контроль | ||
8.8 Неправильная конструкция или неправильное расположение средств отображения информации Выведенная на дисплей информация должна быть четкой и однозначной. Отражения и блики на экране должны быть сведены к минимуму (ЕН 894-1, ЕН 894-2) | Визуальный контроль и измерение | ||
10 Неожиданные пуски, повороты, прокручивания | 10.1 Неполадки или повреждения систем управления Системы управления должны быть созданы в соответствии с ЕН 60204-1, ЕН 982 и ЕН 983 и исключать неожиданные движения узлов станка (например, вращение шпинделя, перемещение рабочих органов, выпадение инструмента из шпинделя) (ЕН 1037) | Практические испытания | |
10.2 Возобновление энергоснабжения после его прерывания Конструкцией системы управления должна быть предусмотрена гарантия невозможности автоматического повторного пуска и обеспечение запуска станка вновь только при повторном нажатии пусковой кнопки, например, после аварийного останова, изменения режима работы, переналадки станка, разблокирования ограждения, восстановления нужного давления или напряжения или после исправления неполадок в системе (ЕН 1037) | Анализ принципиальных электросхем, практические испытания | ||
10.3 Внешнее воздействие на электрооборудование Электромагнитная совместимость Помехоустойчивость Электронные системы управления должны быть спроектированы и установлены так, чтобы быть защищенными от электромагнитных помех и быть стойкими к нарушениям или неисправностям в работе электросети в соответствии с ЕН 61000-6-2. Излучения При разработке электронных/электрических схем должна учитываться техническая информация и приняты технические меры для ограничения электромагнитных излучений в соответствии с ЕН 50081-2 | Использование методов проверки, описанных в ЕН 50081-2 и ЕН 61000-6-2 | ||
13 Нарушения энергоснабжения | 13.1 Неполадки энергоснабжения | ||
13.1.1 Системы должны быть спроектированы так, чтобы нарушения в любом месте сети (например, разрыв провода, трубопровода или шланга) не могли привести к утрате функций безопасности (ЕН 60204-1, ЕН 982, ЕН 983) | Анализ принципиальных электросхем, практические испытания | ||
13.1.2 Прерывание подачи энергии или неполадки в подаче не должны приводить к возникновению опасности. Недостаточное напряжение или давление должно быть своевременно выявлено, а цикл работы станка прерван или полностью прекращен | То же | ||
13.1.3 Должны быть предусмотрены средства изоляции источников питания [ЕН 982 (пункт 5.1.6), ЕН 983 (пункт 5.1.6) и ЕН 60204-1 (пункт 5.3)] и рассеяния сохраненной энергии [ЕН 1037 (пункт 5.3)] | " | ||
14 Ошибки в сис- | 14.1 Функции безопасности систем управления | ||
14.1.1 Для обеспечения функций безопасности систем управления конструкцией должны быть предусмотрены элементы системы управления и их предохраняющие устройства, соответствующие требованиям ЕН 954-1. При возникновении возможности опасных перемещений или внезапного пуска должен срабатывать останов по категории 1 в соответствии с ЕН 60204-1 (пункт 9.2.2). Элементы системы управления, связанные с обеспечением безопасности, должны соответствовать требованиям одной из категорий, устанавливаемых ЕН 954-1, как показано ниже | Соответствие коммутационным схемам и техническим требованиям | ||
Элементы системы управления, связанные с обеспечением безопасности: | Кате- | ||
а) устройства блокировки перемещаемых ограждений: | |||
- рабочей зоны | 3 | ||
- передач, приводных механизмов | 3* | ||
- устройств смены инструмента, инструментальных магазинов | 3 | ||
- устройств для загрузки/разгрузки обрабатываемых деталей | 3 | ||
- устройств смены паллет | 3 | ||
- транспортеров уборки стружки | 3* | ||
- технических колодцев, траншей | 3* | ||
b) устройства управления в толчковом режиме "пуск - стоп", двуручные средства управления для непрерывного движения | 3** | ||
с) отпирающие устройства | 3 | ||
d) устройства, ограничивающие частоту вращения инструмента, включая систему определения размеров инструмента (см. 17.2) | 3** | ||
е) устройства контроля зажима инструмента | 1 | ||
f) электрочувствительное защитное оборудование (ESPE), соответствующее требованиям типа 4 (ЕН 61496-1) | 3 | ||
g) устройства аварийного останова | 3 | ||
h) защитные устройства, чувствительные к давлению (PSPD), соответствующие требованиям ЕН 1760-1 (пункт 4.15). | 3 | ||
* Если частота доступа реже одного раза в час, может применяться категория 1. ** Если эта категория не может быть достигнута, то для применения данной функции необходимо использовать блокировочное устройство. | |||
Текущий контроль осуществляется одним из следующих методов: - по раздельным каналам; - путем непрерывного автоматического мониторинга [ЕН 292-1 (пункт 3.14)]; - другими соответствующими средствами (например, по току, скорости и позициям сервопривода). | Анализ принципиальных электросхем | ||
14.1.2 | |||
а) Каждый станок должен быть оснащен одним или несколькими устройствами аварийного останова в соответствии с ЕН 60204-1 (пункт 10.7) | Визуальный контроль, анализ принципиальных электросхем | ||
b) Функция аварийного останова должна быть категории 0 в соответствии с ЕН 60204-1 (пункт 9.2.5.4.2), кроме механизмов, требующих последовательного выключения, для которых должен быть применен аварийный останов категория 1 | Анализ принципиальных электросхем, практические испытания | ||
15 Ошибки монтажа | 15.1 В конструкции станка должны быть предусмотрены средства, предотвращающие ошибки монтажа (например, использование розеточных/штырьковых разъемов с механическим кодом, асимметричного расположения сопрягаемых поверхностей). Кроме того, части станка должны быть промаркированы для упрощения монтажа | Практические испытания | |
17 Падение или выброс предметов или жидкостей | 17.1 Локализация обрабатываемых материалов, стружки и СОЖ Должны быть предусмотрены ограждения, чтобы удержать или локализовать возможный выброс обрабатываемых материалов, стружки или СОЖ. Такие ограждения должны быть спроектированы в соответствии с ЕН 953 (раздел 8). Они могут иметь форму отклоняющего регулируемого ограждения, закрепленного на головке шпинделя с целью направить обрабатываемый материал, стружку, СОЖ в зону сбора или форму неподвижного ограждения, закрывающего всю зону выброса [см. 7.2, перечисление f)] | Визуальный контроль, практические испытания | |
17.2 Выброс деталей. Прочность ограждения С целью защиты персонала должны быть спроектированы ограждения для удержания деталей станка, которые могут быть выброшены в процессе работы [ЕН 953 (приложение А и пункты 5.5 и 5.6)]. Толщина материала ограждения, рассчитанная в соответствии с приложением А, может быть уменьшена там, где максимальное усилие выброса ограничено путем встраивания систем, которые идентифицируют инструмент в системе программного числового управления, давая возможность ограничить частоту вращения шпинделя. Если ограждения имеют просмотровые панели (окна), необходимо обратить особое внимание на выбор материала и способ крепления этих панелей, чтобы исключить выбрасывание деталей через них [ЕН 953 (пункт 5.5.2.)]. Такие материалы, как поликарбонат, у которых ударная прочность имеет тенденцию со временем (при старении) уменьшаться из-за загрязнения (например, смазками, СОЖ, смывочными растворами, растворителями) и абразивного истирания, должны иметь дополнительную защиту (например, уплотненные многослойные или ламинированные конструкции) или дополнительную толщину с целью противостоять вредному воздействию в течение предполагаемого срока службы станка. Примечание - В приложении А описан метод испытания для определения прочности материалов в зависимости от максимальной частоты вращения шпинделя, диаметров режущего инструмента, массы режущих пластинок и расстояний между режущим инструментом и ограждением | Расчет прочности соответствующего материала, сделанный на основе критериев, описанных в приложении А, или на основе эквивалентных средств | ||
17.3 Крепление инструмента Конструкцией механизированного устройства для крепления инструмента в шпинделе должна быть предусмотрена возможность обеспечения исключения рисков, связанных с выбросом инструмента в случае нарушения электроснабжения. Механизм зажима должен находиться под постоянным контролем с тем, чтобы любое нарушение в правильной центровке или креплении хвостовика инструмента исключало пуск шпинделя при любом рабочем режиме. Ослабление усилия зажима инструмента во время вращения шпинделя должно быть исключено | Практические испытания, анализ принципиальных электросхем | ||
18 Потеря устойчивости, опрокидывание станка | 18.1 Станки должны быть спроектированы так, чтобы они были устойчивыми при всех условиях работы, без риска перевернуться, упасть или неожиданно передвинуться. Если одной из мер, предупреждающей опрокидывание станка, является использование крепления на фундаменте, изготовитель должен указать точные технические требования на болты и фундамент [см. также 7.2, перечисление b)] | Путем осмотра и, при необходимости, измерения во время обычной работы | |
19 Скольжение, опрокидывание и падение людей | 19.1 Общие требования Рабочие места и средства доступа к станкам (такие как встроенные лестницы, платформы и пешеходные дорожки) должны быть спроектированы так, чтобы свести к минимуму опасность поскользнуться, споткнуться и упасть путем установки перил и упоров для ног и, при необходимости, настилов, предохраняющих от скольжения. Надписи, предупреждающие об опасности, и меры предосторожности должны быть указаны в "Информации для пользователя" | Практические испытания, визуальный контроль | |
19.2 Загрязнение полов Конструкцией системы подачи СОЖ должна быть предусмотрена возможность предотвращения расплескивания, разбрызгивания СОЖ и образования тумана за пределами ограждения станка. "Информация для пользователя" должна обращать внимание на необходимость предотвращения разливания жидкости на территорию около станка, которое создает опасность скольжения [см. 7.2, перечисление f)] | Визуальный контроль и практические испытания, включающие использование жидкости | ||
19.3 Верхние части станков должны быть доступны для технического обслуживания и ремонта. Там, где требуется частый доступ, как минимум один раз в смену, должны быть предусмотрены средства доступа (см. примеры в группе А). Если необходим нерегулярный доступ, достаточно средств, указанных в примерах в группе В. Группа А: - средства постоянного доступа, например лестницы, трапы (ЕН ИСО 14122-3); - постоянные рабочие платформы с постоянными перилами и упорами для ног (ЕН ИСО 14122-2); Группа В: - опоры для ремней безопасности; - средства для крепления стремянок | Визуальный контроль | ||
6 Проверка требований и/или мер обеспечения безопасности
Требования и/или меры обеспечения безопасности, принятые согласно разделу 5, должны быть проверены с использованием рекомендованных процедур, описанных в таблице 2, графа 3.
7 Информация для пользователя
7.1 Общая информация
Устройства предупредительной сигнализации станка (например, звуковые и визуальные сигналы), маркировка (например, знаки, символы) и инструктивный материал (например, руководства по эксплуатации, ремонту) должны соответствовать ЕН 292-2 (раздел 5).
7.2 Руководство по эксплуатации
В дополнение к требованиям 7.1 с каждым станком должна поставляться сопроводительная документация, содержащая следующие данные:
a) наименование и адрес изготовителя/поставщика;
b) необходимую информацию по безопасному монтажу станка и его системе ограждения (например состояние пола, обслуживание, защита от вибрации, крепление ограждений);
c) инструкции по первоначальным испытаниям и проверке станка и его системы ограждения перед первым включением и вводом в эксплуатацию;
d) инструкции по техническому обслуживанию, испытаниям и осмотру станка, ограждений, защитных средств и других ответственных частей, обеспечивающих безопасность (например, тормоза шпинделя);
e) инструкции по любым испытаниям и осмотру, необходимым после замены частей станка или установки на станке дополнительного оборудования (аппаратное и программное обеспечение), что может повлиять на функции безопасности;
f) инструкции по безопасной работе, регулировке и ремонту, включая обучение безопасной работе, необходимые для достижения необходимого уровня квалификации операторов;
g) инструкцию по возможному использованию станка в режиме 3 (см. таблицу 2,1.1.6.4);
h) инструкции по системам управления, включая схемы соединений для электротехнической, гидравлической и пневматической систем;
i) уровни шума, определенные методами, предусмотренными пунктом 7.3;
j) описания возможных неисправностей и советы по их обнаружению и предотвращению путем периодического технического обслуживания и регулировки;
k) спецификацию на жидкость, используемую в смазочной, тормозной и трансмиссионной системах;
I) руководство по правильному выбору, подготовке, применению и содержанию жидкостей для обработки металла и/или смазок;
m) инструкции по высвобождению человека, попавшего в станок;
n) описание остаточных рисков (например, условий, когда уровень шума может превышать 85 дБД а также риски от острого и/или горячего инструмента/деталей);
о) рекомендации по дополнительным защитным мерам (например, аппараты индивидуальной защиты);
р) информацию, определяющую пределы пространственной зоны перемещения, максимальной массы, момента инерции, опрокидывающего момента для инструментов, поставляемых с системой автоматического инструментального магазина;
q) информацию, определяющую пределы для пространственной рабочей зоны, максимальной массы, позиции центра тяжести обрабатываемой детали и зажимного приспособления;
r) процедуры, позволяющие избежать ошибок во время эксплуатации станка.
Перечисления d)-f) должны содержать контрольные таблицы, включающие рисунки и схемы.
7.3 Декларация о шуме
Измерение шума должно осуществляться в соответствии с ЕН ИСО 3746 или ЕН ИСО 11202 в зависимости от обстановки. Руководство по измерению уровня шума дано в приложении D.
Декларация касается распространяющегося в воздухе звукового излучения в соответствии с ЕН 292-2 + ЕН 292-2/А1, А. 1.7.4, перечисление f). Декларация и проверка значений уровня шума должны соответствовать ЕН ИСО 4871 и рекомендациям, указанным в приложении D. К декларации должна быть приложена информация о примененном методе измерения и условиях во время проведения испытаний, а также о значениях погрешности :
4 дБ при применении ЕН ИСО 3746 или ЕН ИСО 11202;
2 дБ при применении ЕН ИСО 3744.
Таким образом, например, для корректированного уровня звуковой мощности ![]() 93 дБА (как измеренное значение) погрешность
93 дБА (как измеренное значение) погрешность 4 дБ для измерений, которые проводились в соответствии с ЕН ИСО 3746.
Проверку точности заявленных значений уровня шума следует проводить при применении того же самого метода измерения и тех же условий эксплуатации, которые приведены в декларации.
Декларация о шуме должна сопровождаться следующим заявлением:
"Приведенные цифры являются уровнями излучения, но необязательно должны считаться безопасными рабочими уровнями. Так как существует корреляция между уровнями излучения и воздействия шума, они не могут быть надежно использованы для определения того, требуются или нет дальнейшие меры предосторожности. Факторы, оказывающие влияние на действительный уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.д., а именно, количество станков и других сопутствующих процессов. Допустимый уровень воздействия шума может также быть различным в зависимости от страны. Тем не менее указанная информация даст пользователю возможность наилучшим образом оценить риски и опасности".
7.4 Маркировка
Каждый станок должен иметь четкую и долговременную маркировку с указанием:
a) названия изготовителя, адреса, номера модели и ссылочного номера, года изготовления;
b) массы станка;
c) данных по электроснабжению и, где необходимо, по гидравлической и пневматической системам (например, минимального давления сжатого воздуха);
d) подъемных точек для целей транспортировки и установки, если такие необходимы;
e) диапазона скоростей в необходимых случаях.
Ограждения, защитные устройства и другие части, являющиеся частью станка, но не установленные на станке при транспортировке, должны быть промаркированы идентификационными данными. Должна быть предоставлена также любая другая информация, необходимая для монтажа станка [см. 7.2, перечисление b)].
Приложение А
(обязательное)
Ограждения на обрабатывающих центрах. Испытание на ударную прочность
А.1 Общие данные
Настоящее приложение определяет порядок испытания ограждений, используемых на обрабатывающих центрах с целью минимизировать риски выброса деталей из рабочей зоны.
А.2 Метод испытания
А.2.1 Предварительные замечания
Данный метод испытания используется для станков, оснащенных фрезами в качестве режущего инструмента, развивающими максимальную скорость , м/с, определяемую следующим уравнением:
![]() ,
,
где - максимальный диаметр инструмента, который можно установить на шпинделе станка, мм;
- максимальная частота вращения шпинделя, мин
.
Данный метод испытания может быть использован как для горизонтальных, так и для вертикальных обрабатывающих центров.
Цель этого испытания - смоделировать опасность, которая возникает при выбрасывании инструмента и/или части разрушающегося инструмента. Испытание прочности ограждения и/или материала ограждения, препятствующих проникновению выброшенных инструмента, деталей, оторвавшихся частей станка и/или самого ограждения, за пределы, ограниченные ограждением.
А.2.2 Испытательное оборудование
Испытательное оборудование состоит из перемещаемого "снаряда", устройства, которое придает перемещаемому "снаряду" требуемую скорость столкновения (например, пневматическая пушка, стенд для испытания на ударную нагрузку), и опоры для крепления объекта испытания.
А.2.2.1 Перемещаемый "снаряд"
Форма, масса и размеры перемещаемого "снаряда" приведены на рисунке А.1.
Перемещаемые "снаряды" должны изготавливаться из стали и иметь следующие механические характеристики:
- предел прочности при растяжении - от 560 до 690 МПа;
- предел текучести - ![]() 330 МПа;
330 МПа;
- удлинение при разрыве - 20%;
- масса - 0,1 кг.
Примечание - С задней стороны перемещаемого "снаряда" можно добавлять массу, соответственно уменьшая скорость снаряда, чтобы сохранить энергию удара при испытании на ударную прочность.
Рисунок А.1 - Перемещаемый "снаряд" при испытании на удар
А.2.2.2 Измерение скорости
Скорость перемещаемого "снаряда" следует измерять на выходе из ствола.
А.2.2.3 Опора для крепления объекта испытания
Испытанию может подвергаться ограждение целиком и/или образцы материала, из которого изготовлены ограждения. При испытании ограждения опора должна быть подобна той, к которой крепится ограждение на станке. Для испытания материалов ограждения используют образцы, закрепленные на раме с внутренним отверстием 450х450 мм. Рама должна быть достаточно жесткой. Крепление образца осуществляют жестким способом.
А.2.3 Метод проверки
Скорость перемещаемого "снаряда" и другие значения рассчитывают следующим образом:
- теоретическую энергию удара , Дж, по формуле
![]() ,
,
где - максимальная скорость резания, м/с (см. А.2.1);
- измеряемую энергию удара , Дж, по формуле
![]() ,
,
где - измеряемая скорость удара, м/с.
Теоретическая и измеренная энергия удара должна иметь одно и то же значение.
Направление удара должно быть по возможности перпендикулярно к испытуемой поверхности. Передний торец перемещаемого "снаряда" должен стать поверхностью столкновения с объектом испытания. Целью перемещаемых "снарядов" должны быть самые слабые и наименее благоприятные зоны на образце материала или на ограждении, в частности смотровые окна, центр ограждения.
А.3 Результаты испытаний
После окончания испытания повреждение на испытуемом объекте рассматривается следующим образом:
А.3.1 Повреждение материала
a) Выпучивание/коробление (постоянная деформация без трещин).
b) Зарождающаяся трещина (видимая только на поверхности).
c) Сквозная трещина (трещина, видимая с двух сторон поверхности).
d) Проникновение (проникновение "снаряда" в материал объекта испытания).
А.3.2 Дополнительное повреждение
a) Вырванное из крепления окно.
b) Отрыв наружных частей ограждения.
c) Вырванная из крепления дверь ограждения.
А.3.3 Оценка
Испытание считается выдержанным, если нет сквозных трещин или проникновения брошенного тела, а для дверей ограждения, если нет дополнительных повреждений согласно А.3.2.
А.4 Акт об испытании
Акт об испытании должен содержать, как минимум, следующую информацию:
- дату и место проведения испытания, наименование испытуемого объекта;
- массу, размер, скорость и ударную энергию перемещаемого "снаряда";
- наименование изготовителя станка, тип, модель, максимальный диаметр инструмента, конус шпинделя, мощность, максимальную частоту вращения шпинделя;
- конструкцию, материала и размеры испытуемого объекта;
- способ крепления и фиксацию испытуемого объекта;
- направление удара, точку удара перемещаемого "снаряда";
- результат испытаний.
А.5 Результаты испытания на ударную прочность для образцов из различных материалов (0,1 кг)
Тип материала | Толщина, | Предел прочности на растяжение | Удлинение | Скорость | Энергия сопротивления |
Стальной лист | 1,5 | 369 | 28 | 80 | 320 |
3,0 | 405 | 28 | 115 | 661 | |
1,5+3,0* | 369/405 | 28 | 150 | 1125 | |
3,0+ 1,5* | 405/369 | 28 | 140 | 980 | |
Алюминиевый лист | 5,0 | 242 | 18 | 120 | 720 |
Поликарбонат** | 4,0 | 68 | 80 | 85 | 361 |
6,0 | 100 | 500 | |||
8,0 | 120 | 720 | |||
12,0 | 150 | 1125 | |||
2х6,0 | 170 | 1445 | |||
2х12,0 | 230 | 2645 | |||
Полиметилметакрилат | 12 | 74 | 4 | 25 | 31 |
* На стороне рабочей зоны. ** Результаты испытаний для новых материалов без учета старения материала. Примечание - Информация получена из независимых источников Святого Августина, ГЕРМАНИИ. | |||||
Приложение В
(справочное)
Оборудование для испытания на ударную прочность
В.1 Пневматическая пушка
Пневматическая пушка состоит из ствола 2, к которому прикреплен баллон сжатого воздуха 6 - (см. рисунок В.1). Сжатый воздух через специальный клапан подается в ствол импульсами, чтобы увеличить скорость движения перемещаемого "снаряда" по отношению к объекту испытания.
В.2 Работа оборудования
В баллон воздух подается компрессором. Скорость перемещаемого "снаряда" регулируется с помощью изменения давления и объема воздуха.
Скорость перемещаемого "снаряда" измеряется на выходе из ствола прибором для измерения скорости 1, например бесконтактным датчиком или фотоэлементом.
1 - прибор для измерения скорости "снаряда"; 2 - ствол; 3 - перемещаемый "снаряд";
4 - пульт управления; 5 - объект испытания; 6 - баллон сжатого воздуха
Рисунок В.1 - Оборудование для испытания на ударную прочность
Приложение С
(справочное)
Иллюстрации, используемые как примеры
1 - стойка с приводом подачи, ось ; 2 - поперечный ползун с приводом подачи, ось
; 3 - рабочий стол;
4 - склад паллет; 5 - конвейер для стружки; 6 - шпиндельная бабка с главным приводом
и приводом подачи, ось ; 7 - ограждение; 8 - устройство смены инструмента; 9 - пневматический блок;
10 - гидравлический блок; 11 - инструментальный магазин; 12 - смазочная станция;
13 - пульт управления; 14 - электрошкаф
Рисунок С.1 - Обрабатывающий центр с горизонтальным шпинделем и паллетами
Рисунок С.2 - Общий вид обрабатывающего центра, показанного на рисунке С.1
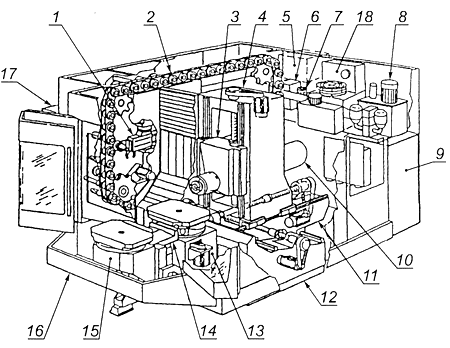
1 - устройство смены инструмента; 2 - инструментальный магазин; 3 - шпиндельная бабка
с горизонтальным шпинделем; 4 - стойка с приводом подачи, ось ; 5 - установка масляного тумана;
6 - центральная смазочная станция подачи, ось ; 7 - пневматический блок; 8 - гидравлический блок;
9 - электрошкаф; 10 - главный привод; 11 - поперечный ползун с приводом подачи, ось ;
12 - станина с приводом подачи, ось ; 13 - поворотный стол с ЧПУ; 14 - устройство смены паллет;
15 - станция загрузки; 16 - ограждение; 17 - конвейер для стружки;
18 - охладитель для шпинделя мотора
Рисунок С.3 - Обрабатывающий центр с горизонтальным шпинделем
и устройством смены инструмента челночного типа
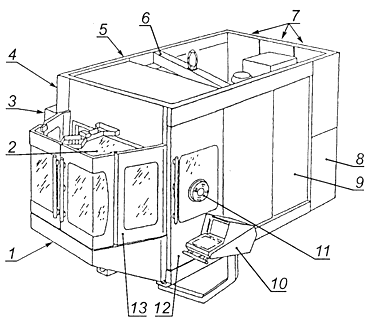
1 - станция загрузки; 2 - окно механизма смены паллет; 3 - конвейер для стружки; 4 - панель обзора
механизма смены инструмента; 5 - панель обзора инструментального магазина; 6 - поперечная балка
для транспортировки станка; 7 - задняя дверца для ремонта (гидравлические, пневматические
центральные блоки, смазочная станция, охладитель мотора); 8 - дверца электрошкафа;
9 - дверца для ремонта; 10 - пульт управления; 11 - поворотная панель наблюдения;
12 - перемещаемые створки рабочей зоны; 13 - перемещаемая створчатая дверь
Рисунок С.4 - Общий вид обрабатывающего центра, показанного на рисунке С.3
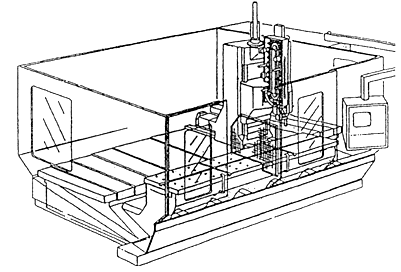
Рисунок С.5 - Обрабатывающий центр с двумя раздельными рабочими зонами
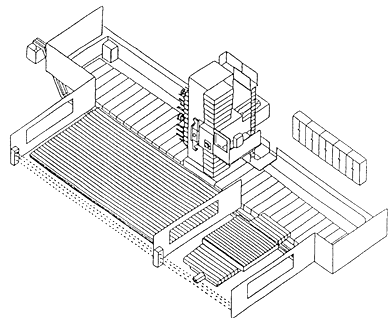
Рисунок С.6 - Большой обрабатывающий центр с ограждением по периметру
и двумя раздельными рабочими зонами
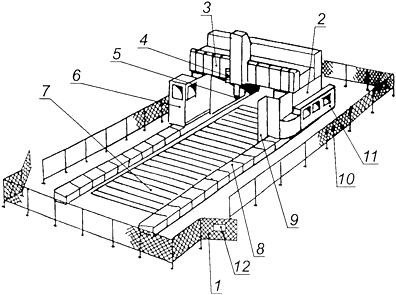
1 - ворота ограждения; 2 - передвижной портал; 3 - телескопические стальные оболочки;
4 - дополнительный пульт (только для режима 2); 5 - фреза; 6 - кабина, закрытая с трех сторон,
перемещается с порталом; 7 - стол станка; 8 - крышки над ползунами; 9 - заслонка для стружки;
10 - ограждение по периметру; 11 - автоматическое устройство для смены инструмента;
12 - предупреждающие знаки
Рисунок С.7 - Пример большого обрабатывающего центра портального типа
с ограждением по периметру и защитой оператора (см. таблицу 2)
Приложение D
(обязательное)
Измерение шумового излучения
Рабочие условия для измерения шума должны быть следующими:
- вращение шпинделя на холостом ходу со скоростью, равной 80% максимальной;
- перемещение обрабатываемой детали;
- смена инструмента и перемещение по осям координат;
- работа конвейера для удаления стружки (если имеется).
Крепление станка и режим работы должны соответствовать инструкциям производителя и быть идентичны для определения уровня звукового давления, издаваемого на рабочем месте, и уровня звуковой мощности.
Уровень звукового давления на рабочем месте следует измерять в соответствии с ЕН ИСО 11202 при соблюдении следующих условий:
- показатель акустических условий окружающей среды или локальный показатель акустических условий окружающей среды
должны быть не более 4 дБ;
- разница между фоновым уровнем звукового давления и уровнем звукового давления на рабочем месте должна быть не менее 6 дБ;
- локальный показатель акустических условий окружающей среды следует рассчитывать в соответствии с ЕН ИСО 11204 (пункт А.2, приложение А) со ссылкой на ЕН ИСО 3746 вместо метода, приведенного в ЕН ИСО 11202 (приложение А), или в соответствии с ЕН ИСО 3744, где один из этих стандартов использовался в качестве метода измерения.
Уровни звуковой мощности следует определять в соответствии с методом измерения по огибающей поверхности, указанным в ЕН ИСО 3746.
В тех случаях, когда отсутствуют помехи, уровни звуковой мощности оборудования можно измерять с высокой степенью точности в соответствии с ЕН ИСО 3744.
Уровень звуковой мощности определяется методом интенсивности звука по ЕН ИСО 9614-1 (применение необходимо согласовать между поставщиком и потребителем).
Приложение Е
(обязательное)
Сведения о соответствии ссылочных международных стандартов
межгосударственным стандартам
Таблица Е.1
Обозначение ссылочного международного стандарта | Обозначение и наименование |
ЕН 292-1:1991 | ГОСТ ИСО/ТО 12100-1-2001 Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методика |
EH 292-2:1991 +A1:1995 | ГОСТ ИСО/ТО 12100-2-2002 Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 2. Технические правила и технические требования |
EH 294:1992 | ГОСТ ЕН 294-2002 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону |
EH 349:1993 | ГОСТ ЕН 349-2002 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела |
EH 547-1:1996 | * |
EH 547-2:1996 | * |
EH 547-3:1996 | * |
EH 574:1996 | ГОСТ ИСО 13851-2005 Безопасность машин. Двуручное управление устройствами. Функциональные положения. Принципы проектирования |
EH 614-1 | * |
EH 614-2 | * |
EH 626-1:1994 | ГОСТ ИСО 14123-1-2000 Безопасность оборудования. Снижение риска для здоровья от опасных веществ, выделяемых оборудованием. Часть 1. Основные положения и технические требования |
EH 894-1:1997 | * |
EH 894-2:1997 | ГОСТ ЕН 894-2-2002 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Средства отображения информации |
EH 894-3:2000 | * |
EH 953:1997 | ГОСТ ЕН 953-2002 Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств |
EH 954-1:1996 | * |
EH 982:1996 | ГОСТ 31177-2003 (ЕН 982:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика |
EH 983:1996 | ГОСТ 30869-2003 (EH 983:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика |
EH 999:1998 | ГОСТ ИСО 13855-2005 Безопасность оборудования. Расположение защитных устройств в зависимости от скорости приближения частей человеческого тела |
EH 1005-1 | * |
EH 1005-2 | ГОСТ ЕН 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами |
EH 1005-3 | * |
EH 1037:1995 | ГОСТ ЕН 1037-2002 Безопасность машин. Предотвращение неожиданного пуска |
EH 1050:1996 | ГОСТ ЕН 1050-2002 Безопасность машин. Принципы оценки и определения рисков |
EH 1088:1995 | ГОСТ ЕН 1088-2002 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора |
EH 1127-1:1997 | * |
EH 1760-1:1997 | ГОСТ ЕН 1760-1-2004 Безопасность машин. Защитные устройства, реагирующие на давление. Часть 1. Основные принципы конструирования и испытаний ковриков и полов, реагирующих на давление |
EH 1837:1999 | ГОСТ ЕН 1837-2002 Безопасность машин. Встроенное освещение машин |
EH 60529:1991 | ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (Код IP) |
EH 60825-1:1994 | * |
EH ИСО 3744:1995 | ГОСТ 31275-2002 (ИСО 3744-94) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью |
EH ИСО 3746:1995 | ГОСТ 31277-2002 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью |
EH ИСО 4871:1997 | ГОСТ 30691-2001 (ИСО 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик |
EH ИСО 9614-1:1995 | ГОСТ 30457-97 (ИСО 9614-1-93) Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод |
EH ИСО 11202:1995 | ГОСТ 31169-2003 (ИСО 11202:1995) Шум машин Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки |
EH ИСО 11204:1995 | ГОСТ 30683-2000 (11204-95) Шум машин. Уровень шума машин и оборудования. Измерение уровней мощности звука на рабочем месте и в других заданных точках. Метод, требующий коррекции с учетом воздействия окружающей среды |
EH ИСО 14122-2 | * |
EH ИСО 14122-3 | * |
EH 13478 | * |
EH ИСО 11688-1:1998 | * |
ИСО/ТО 11688-2:1998 | * |
ЕН 50081-2:1993 | * |
ЕН 60204-1:1997 | ГОСТ МЭК 60204-1-2002 Безопасность машин. Электрооборудование машин и механизмов. Часть 1: Общие требования |
ЕН 61000-6-2 | * |
ЕН 61496-1:1997 | * |
ЕН 61496-2:1997 | * |
ИСО 2806:1994 | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта или гармонизированный с ним национальный (государственный) стандарт страны, на территории которой применяется настоящий стандарт. Информация о наличии перевода данного международного стандарта в национальном фонде стандартов или в ином месте, а также информация о действии на территории страны соответствующего национального (государственного) стандарта может быть приведена в национальных информационных данных, дополняющих настоящий стандарт. | |
Библиография
Перечень международных стандартов, касающихся технологических процессов, не указанных в настоящем стандарте:
[1] ИСО 513:1991 | Применение твердых режущих материалов для обработки на металлорежущих станках. Обозначение основных групп удаления стружки и групп применения |
[2] ИСО 683-1: 1987 | Термообрабатываемые стали, легированные стали и автоматные стали. Часть 1. Закаливаемые нелегированные и низколегированные стали. Форма поставки |
[3] ИСО 11161:1994 | Промышленные автоматизированные системы. Безопасность объединенных производственных систем. Основные требования |
[4] ЕН 692: 1996 | Безопасность станков. Прессы с механическим приводом (CEN/TC 143/WG 1) |
[5] ЕН 693 | Безопасность станков. Прессы с гидравлическим приводом (CEN/TC 143/WG 1) |
[6] ЕН ИСО 7250:1997 | Антропометрические данные человека для технического конструирования (ИСО 7250) |
[7] ЕН 12622 | Безопасность станков. Фрикционные прессы (CEN/TC 143/WG 1) |
[8] ЕН 13736 | Безопасность станков. Пневматические прессы (CEN/TC 143/WG 1) |
[9] ЕН 13985 | Безопасность станков. Ножницы гильотинные (CEN/TC 143/WG 1) |
[10] ЕН 13218 | Безопасность станков. Стационарные шлифовальные станки (CEN/TC 143/WG 2) |
[11] ЕН 12413 | Требования безопасности абразивных материалов на металлической основе (CEN/TC 143/WG 2) |
[12] ЕН 13236 | Требования безопасности для высокосортных абразивов (CEN/TC 143/WG 2) |
[13] ЕН 12415 | Безопасность станков. Легкие токарные станки с числовым программным управлением и токарные обрабатывающие центры (CEN/TC 143/WG 3) |
[14] ЕН 418:1992 | Безопасность машин. Установки аварийного выключения. Функциональные аспекты. Принципы |
[15] ЕН 457:1992 | Безопасность машин. Звуковые сигналы предупреждения об опасности. Общие требования конструирования и испытания (ИСО 7731:1986, модифицированный) |
[16] ЕН 12626:1997 | Безопасность станков. Станки для лазерной обработки. Требования по безопасности (ИСО 11533, модифицированный) |
[17] ЕН 1550:1997 | Безопасность станков. Требования безопасности для разработки и конструирования зажимных патронов заготовок (CEN/TC 143/WG 3) |
[18] ЕН 13128 | Безопасность станков. Фрезерные станки (включая расточные) |
[19] ЕН 12717 | Безопасность станков. Сверлильные станки (CEN/TC 143/WG 4) |
[20] ЕН 14070 | Безопасность станков. Автоматические станочные линии и станки специального назначения (CEN/TC 143/WG 4) |
[21] ЕН 12957 | Безопасность станков. Электроэрозионные станки (CEN/TC 143/WG 5) |
[22] ЕН 13898 | Безопасность станков. Отрезные станки (CEN/TC 143/WG 6) |
Электронный текст документа
и сверен по:
, 2007
{kind=link}